
Abstract
Remanufacturing has emerged as an effective strategy to promote sustainability, reduce waste, and enhance resource efficiency in modern manufacturing processes. However, traditional remanufacturing methods have limitations in producing complex geometries and restoring parts to their original condition, leading to reduced performance and durability. Metal additive manufacturing (AM) methods have shown significant potential in overcoming these limitations and enhancing the quality and reliability of remanufactured parts. Metal AM enables the production of replacement parts with high geometrical complexity and tight tolerances. On the other hand, surface treatment techniques, such as polishing and coating, can improve the surface properties of additively manufactured parts. Recent advancements in metal AM have led to significant progress in manufacturing technologies, including the development of hybrid methods combining metal AM with a surface treatment to achieve superior surface finish and accuracy while reducing production time and cost. Despite progress, challenges such as the need for cost-effective and scalable processing methods, the development of new materials, and the optimization of process parameters for specific applications still need to be addressed. Moreover, although surface modification techniques suitable for metal components fabricated through additive manufacturing can be employed for remanufactured parts, their adoption needs to be improved and necessitates additional advancement. This paper provides an overview of recent progress in manufacturing and remanufacturing technologies using metal additive manufacturing processes and surface treatments, highlighting their potential to significantly improve the quality and reliability of remanufactured parts. The paper concludes with a discussion of the future prospects of this field and the need for continued research and development to fully realize the potential of remanufacturing technologies.
Similar content being viewed by others

1 Introduction
Remanufacturing has become a popular approach to promote sustainability, reduce waste, and increase resource efficiency in modern manufacturing processes. In addition, by recovering materials and parts from finished products and extending their useful life, remanufacturing helps reduce the environmental impact of producing new products.
In recent years, metal additive manufacturing (AM) techniques have shown significant potential in remanufacturing due to their ability to produce complex geometries, optimize material usage, and enhance mechanical properties. Metal AM has enabled the production of replacement parts with high geometrical complexity and tight tolerances, allowing remanufacturers to restore components that may have been discarded. Additionally, surface treatment methods, such as polishing and coating, have emerged as effective ways to improve the surface properties of remanufactured parts and restore them to their original condition.
Recent advancements in metal AM and surface treatment methods have significantly progressed in manufacturing technologies. Researchers have developed hybrid methods combining metal AM with a surface treatment to achieve superior surface finish and accuracy while reducing production time and cost. Metal AM technologies such as powder bed fusion and directed energy deposition have been investigated in remanufacturing various parts, including aerospace components and automotive parts. These technologies offer significant advantages, such as the ability to produce complex geometries and increase the mechanical properties of the reconstructed parts. Surface treatment techniques, such as thermal spray coating and electroplating, have also been explored in manufacturing.
Overall, metal AM methods and surface treatment methods have the potential to improve the quality and reliability of remanufactured parts significantly. However, there are still challenges, such as the need for cost-effective and scalable processing methods, the development of new materials, and the optimization of process parameters for specific applications.
This paper is divided into several sections to provide an overview of recent progress in remanufacturing technologies using metal additive manufacturing processes and surface treatments. Section 2 introduces the concept of remanufacturing, including its steps and technologies. Section 3 delves into the metal additive manufacturing process, explaining its basic principles and applications, with a specific focus on remanufacturing. Section 4 discusses surface treatment techniques, their features, and recent studies, all of which are crucial in improving the properties and performance of remanufactured parts. Section 5 provides a summary of surface treatment in metal additive manufacturing, addressing the challenges in remanufacturing using this process. It explores a range of surface modification methods, encompassing mechanical, chemical, thermal, and coating techniques, along with hybrid approaches. Section 6 is the paper’s main focus, providing an overview of recent advances in remanufacturing technologies using metal additive manufacturing processes and surface treatment. Finally, Sect. 7, the conclusion, summarizes the paper’s key findings and offers insights into the future prospects of this field.
2 What is the Remanufacturing Process?
Remanufacturing is repairing, refurbishing, and restoring a product to its original operating specifications. This process typically involves disassembling a used or worn-out product, cleaning and repairing its parts, and then reassembling it to work and new. Remanufacturing aims to extend a product’s life, reduce waste, and conserve natural resources while providing a cost-effective alternative to purchasing a brand-new product [1]. Product reuse is not a new concept and has been an increasingly common industrial practice since World War II, reflecting its potential to reduce waste and promote sustainable production [2,3,4]. Steinhilper and Hudelmaier coined the term “remanufacturing” in 1988 to describe an industrial process aimed at restoring used components to a state that is “as good as new” [5]. In 2015, the Ellen MacArthur Foundation demonstrated that repaired parts could sometimes perform superior to newly manufactured ones. They defined “refurbishment” as a process that involves repairing or replacing major components to restore products to their original condition [6].
Remanufacturing processes can be applied to various products, including electronics, automobiles, machinery, and many other industrial goods, such as:
-
Gas-turbine blades: Gas turbines are used in power generation, aviation, and other applications where high-power, high-efficiency engines are needed. Remanufacturing gas turbine blades involves repairing cracks, restoring worn surfaces, and applying protective coatings to extend their lifespan [7, 8].
-
Metal parts: Metal parts, such as engine blocks, crankshafts, and transmission cases, can also be remanufactured. In many cases, remanufactured metal parts are just as good as new parts but cost less and use fewer resources to produce [9, 10].
-
Printing equipment: Remanufactured printing equipment, such as toner cartridges, drums, and fusers, can be just as reliable and
-
high-quality as new equipment. Remanufacturing these components also reduces waste and saves resources [11, 12].
-
Electronic components: Remanufactured electronic components, such as circuit boards and power supplies, are often used in industrial applications where reliability is critical. By remanufacturing these components, companies can save money and reduce their environmental impact [13, 14].
-
Heavy equipment: Remanufactured heavy equipment, such as bulldozers, excavators, and loaders, can be just as reliable and effective as new equipment but cost significantly less. Remanufactured equipment also uses fewer resources to produce, which can help companies reduce their carbon footprint [15, 16].
The process often involves strict quality control procedures to ensure the remanufactured product meets or exceeds the original specifications and standards. In Fig. 1, the three processes of repair, reconditioning, and remanufacturing are presented hierarchically based on the amount of work content they typically require, the level of performance that should be achieved, and the value of the warranty they generally offer [17].

A hierarchy of product recovery processes
The emergence of academic interest in remanufacturing as a research topic can be traced back to the late 1970s and early 1980s when Robert Lund conducted innovative studies of the remanufacturing industry [18]. Before Lund’s work, remanufacturing had received relatively little attention from academic researchers. However, interest in remanufacturing is rapidly increasing as its benefits become better understood, and it is increasingly recognized as having a potentially important role in our changing human life [19]. In the United States, an estimated 70,000 remanufacturing businesses generate approximately $53 billion in revenue annually [20, 21]. Figure 2 shows the role of manufacturing in the circular economy [22].

Role of remanufacturing in the circular economy context
Remanufacturing can offer various benefits to both businesses and the environment. First, it can be a profitable business venture, as material and energy savings can lead to cost savings compared to newly manufactured equivalents [23]. Furthermore, by extending a product’s lifecycle through remanufacturing, companies can create an additional profit when the remanufactured product is subsequently sold [24].
Also, Remanufacturing can play a vital role in waste reduction and environmental protection by utilizing fewer materials and energy than manufacturing new goods and by diverting used components from landfills [18, 25, 26]. Studies have demonstrated that remanufacturing.
can result in considerable environmental advantages, such as decreased greenhouse gas emissions, energy usage, and waste production [27, 28]. However, disposing of products after their services have been fulfilled contributes to the growing problem of waste in landfills. Waste Electrical and Electronic Equipment (WEEE) is a major and challenging waste stream due to its quantity and toxicity. In Europe alone, approximately 7 million tons of WEEE have generated annually [29], while China generates 1.1 million tons per year [30]. The rapid pace of technological innovation and shorter usage lifecycles of EEE mean that WEEE is growing faster than any other municipal waste stream [31]. To address this issue and keep the Earth cleaner, End-of-Life (EoL) recovery strategies are critical, and remanufacturing is seen as a "hidden green giant" and gaining increasing attention from researchers and practitioners [32,33,34,35].
Moreover, remanufacturing can help businesses meet increasingly stringent environmental legislation, particularly in Europe, as end-of-life directives such as WEEE (Waste electrical and electronic equipment) and ELV (End of Life Vehicle) become more widespread [36, 37]. Furthermore, remanufacturing can be considered superior to other end-of-life strategies, such as repair and reconditioning; as a result, it is a higher quality product with a longer extended life, making it more commercially viable [38]. In addition to the benefits mentioned above, remanufacturing can provide many economic benefits, such as creating jobs, reducing the cost of goods, and boosting local economies.
2.1 Remanufacturing Steps
Remanufacturing is the process of restoring used or end-of-life products to their original condition, or even better, through a series of steps. The specific steps involved in remanufacturing can vary depending on the type of remanufactured product and the degree of complexity involved. However, some key steps in the remanufacturing process include (Fig. 3) [39,40,41]:
-
Collection and Inspection of Used Products: The first step in the remanufacturing process is to collect used products suitable for
-
Remanufacturing. This may involve collecting products from various sources, such as recycling centers or end-of-life product disposal facilities. Once the products are collected, they are inspected to determine if they are suitable for remanufacturing.
-
Disassembly of Products: After the products have been inspected, they are disassembled into their parts. This may involve using specialized tools and equipment to carefully remove each part from the product without damaging it.
-
Cleansing and Surface Processing of Subparts: Once the parts have been removed, they are cleaned and processed to remove any contaminants or surface damage. This may involve various cleaning and surface treatment techniques, such as sandblasting, shot peening, or chemical treatments.
-
Inspection and Sorting: After the parts have been cleaned and processed, they are inspected again to determine if they are suitable for remanufacturing. Parts that cannot be remanufactured are sorted and disposed of properly.
-
Component Remanufacture and Replenishment by New Components: Parts that can be remanufactured are repaired or remanufactured to like-new condition using specialized equipment and techniques. In some cases, new components may replace parts that cannot be remanufactured.
-
Product Reassembly: Once all the parts have been repaired, remanufactured, or replaced, they are reassembled to form a complete product. This may involve using specialized tools and equipment to ensure all the parts are properly aligned and fitted.
-
Final Testing: The remanufactured product is then subjected to rigorous testing to ensure that it meets or exceeds the original performance and quality standards. This may involve various types of testing, such as functional testing, stress testing, and quality control inspections.

Key steps of remanufacturing in a whole process
The remanufacturing process is highly technical and requires specialized equipment, knowledge, and expertise. However, it can result in high-quality, cost-effective, and environmentally friendly products when done correctly.
2.2 Remanufacturing Technologies
The remanufacturing process involves using various techniques such as welding, electroplating, grinding, High-Velocity Oxygen Fuel (HVOF) thermal spraying, and cladding to perform repairs. These methods are commonly utilized to restore damaged parts to their original condition and ensure the successful remanufacturing of products.
-
Welding: Welding is a common method used in industries that employ large castings or in shipbuilding, especially when it is challenging to manufacture new parts. The repair process involves various welding techniques such as the Friction Stir Welding (FSW) process [42], Shielded Metal Arc Welding (SMAW) process [43], electro-spark deposition (ESD) [44], and arc welding process [45, 46]. These methods are widely used and applied to repair damaged products effectively.
-
Electroplating: Electroplating is the most used technique for corrosion-resistant structural steel surfaces, machinery, jewellery, and other applications, particularly for the repair of steam generator tubes [47,48,49]. It is an efficient method for increasing the corrosion resistance of surfaces.
-
Grinding: Grinding has a long history of usage in industries such as shipbuilding, mold-making, and rail transportation. It is frequently employed to address issues arising from wear and tear on products like rails and wheels used in the railroad industry. Grinding is generally effective in restoring such products’ distorted shape or rough surface [50,51,52]. Although it is primarily used to regulate roughness, grinding also tends to reduce the size of the products.
-
HVOF thermal spraying: HVOF (High-Velocity Oxygen Fuel) thermal spraying is a popular technique used in remanufacturing processes. It involves spraying a coating material onto the surface of a worn-out component using a high-velocity stream of oxygen and fuel gas mixture [53]. This creates a very high-temperature flame that melts the coating material and propels it onto the component’s surface at high speeds. The result is a dense, uniform coating that provides excellent resistance to wear, corrosion, and erosion. HVOF thermal spraying can be used to restore the surface of a wide range of components, including engine parts, pumps, valves, and hydraulic cylinders [54, 55].
-
Cladding: Industries that manufacture high-value goods, such as shipbuilding, aerospace, and mold production, often employ cladding techniques. These processes typically involve the use of a heat source, such as laser cladding [56,57,58], E-beam cladding [59], Directed Energy Deposition (DED) [58], and arc cladding [60]. These methods are the latest and most extensively researched processes for repair.
3 Metal Additive Manufacturing Process
Metal additive manufacturing, also called metal 3D printing, is a burgeoning industry with diverse applications in fields such as aerospace, automotive, healthcare, and consumer goods. This process involves creating metal components, layer by layer, from a digital model utilizing a range of techniques [61,62,63,64,65,66]. These techniques include powder bed fusion (PBF), directed energy deposition (DED), binder jetting, material extrusion, cold spray, and sheet lamination.
-
Powder Bed Fusion (PBF): PBF is a metal additive manufacturing process that uses a laser or an electron beam to selectively melt and fuse the metal powder, layer by layer, to form a part [67]. The most common types of PBF are selective laser melting (SLM) and electron beam melting (EBM). SLM uses a high-power laser to selectively melt the metal powder [68], while EBM uses an electron beam to melt the metal powder, which is performed in a vacuum to prevent oxidation [69]. PBF is known for its high accuracy, complex geometries, and ability to produce fully dense parts, making it a popular choice for aerospace and medical applications [70, 71]. Figure 4 shows a schematic representation of PBF [72]. The basic information and advantages and disadvantages of each process are shown in Table 1.
Fig. 4 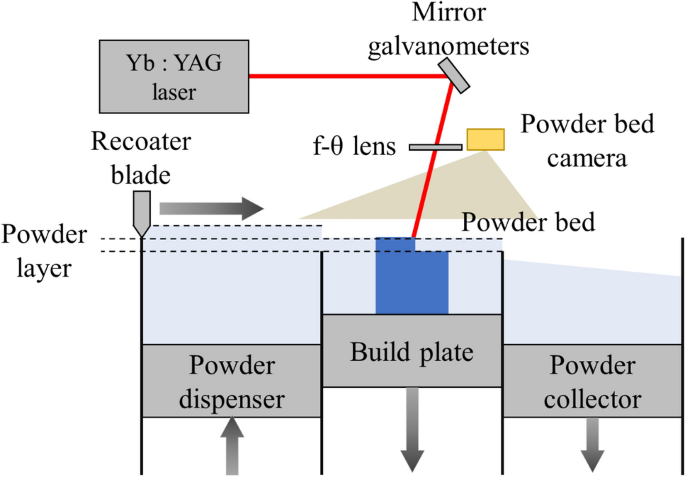
Schematic representation of the PBF system and process
Table 1 Overview of basic principles, advantages, and disadvantages of common metal AM techniques and their applications -
Directed Energy Deposition (DED): DED is a metal additive manufacturing process that involves depositing metal powder or wire onto a substrate using a focused energy source, such as a laser or an electron beam, which melts the material as it is deposited (Fig. 5) [73]. The most common types of DED are laser metal deposition (LMD) and electron beam freeform fabrication (EBF3). LMD uses a laser to melt metal powder or wire as it is deposited on a substrate [74], while EBF3 uses an electron beam to melt and fuse metal wire [75]. DED is known for its ability to repair and modify existing parts, as well as its ability to produce large parts, making it a popular choice for aerospace and defense applications [76].
Fig. 5 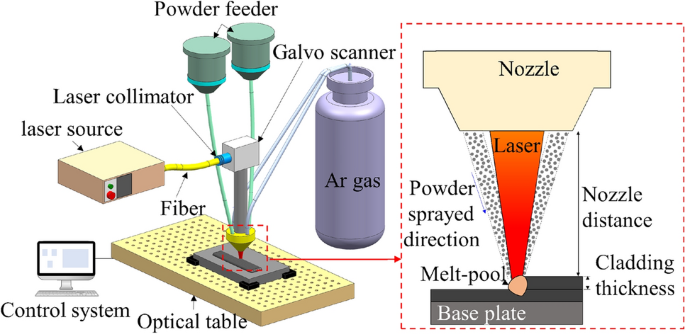
Schematic of the printing process of Directed Energy Deposition
-
Binder Jetting: Binder jetting is a metal additive manufacturing process that involves selectively depositing a liquid binder onto a bed of metal powder, layer by layer, to form a part [77]. The part is then sintered in an oven to fuse the metal particles (Fig. 6). Binder jetting is known for its fast speed, low cost, and ability to produce large parts, making it a popular choice for automotive and consumer goods applications [78].
Fig. 6 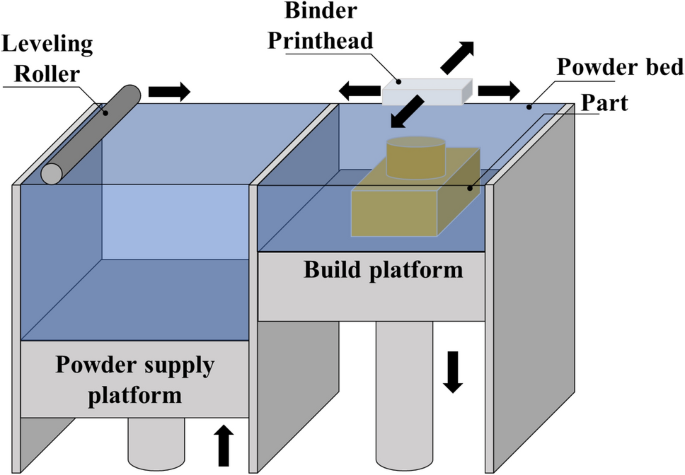
Schematic of the printing process of binder jetting
-
Material Extrusion: Material extrusion additive manufacturing of metal, also known as metal MEX, is an additive manufacturing process that has gained attention for its simplicity and economic viability. It is similar to the conventional metal injection molding (MIM) process, involving feedstock preparation of metal powder and polymer binders, layer-by-layer additive manufacturing to create green parts, followed by debinding and sintering to produce consolidated metallic parts. Metal MEX offers potential advantages in terms of cost-effectiveness and ease of use, making it a promising technology for various applications in metal manufacturing [79, 80]. Overall, metal MEX is an additive manufacturing process that simplifies the production of metal parts by utilizing feedstock preparation, layer-by-layer printing, debinding, and sintering, and it holds promise for a wide range of applications [81]. Figure 7 shows that the metal MEX process can be categorized into three different types based on the feeding system of the printer [79, 81].
Fig. 7 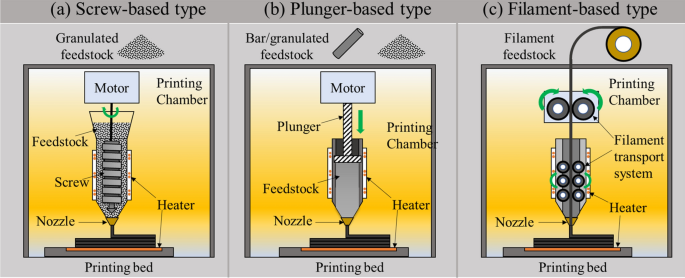
Types of material extrusion additive manufacturing classified by feeding system: a screw-based, b plunger-based, and c filament-based types [79]
-
Cold Spray: Cold spray metal additive manufacturing, also known as cold spray additive manufacturing (CSAM), is a solid-state coating deposition technology recently applied to fabricate individual components and repair damaged components [82]. Unlike fusion-based high-temperature additive manufacturing processes, CSAM retains the original properties of the feedstock, produces oxide-free deposits, and does not adversely influence underlying substrate materials during manufacture. In CSAM, metal particles are accelerated to high speeds using a high-pressure gas and deposited onto a substrate, allowing for the build-up of solid metal objects. CSAM has gained popularity in the last decade as a promising solid-state coating technique for the mass production of high-quality metals, alloys, and metal matrix composite coatings [83]. The schematic representation of both high-pressure and low-pressure cold spray systems is depicted in Fig. 8 [82].
Fig. 8 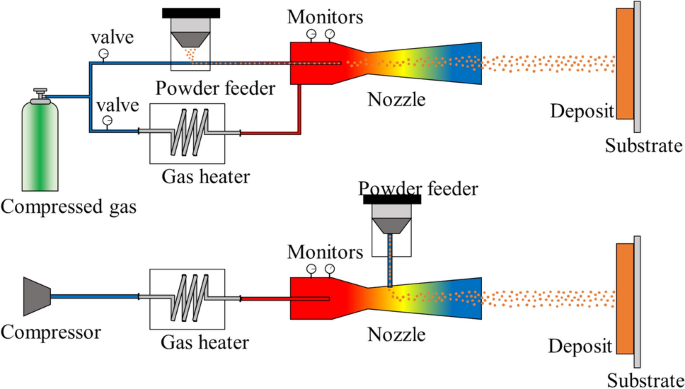
Schematic of high-pressure and low-pressure cold spray systems [82]
-
Sheet Lamination: Sheet lamination is a metal additive manufacturing process that involves bonding metal sheets together to form a part. The most common type of sheet lamination is ultrasonic additive manufacturing (UAM), in which ultrasonic vibrations are used to bond the sheets of metal together (Fig. 9) [84, 85]. Sheet lamination is known for its ability to produce large parts with low material waste, making it a popular choice for aerospace and defense applications [86].
Fig. 9 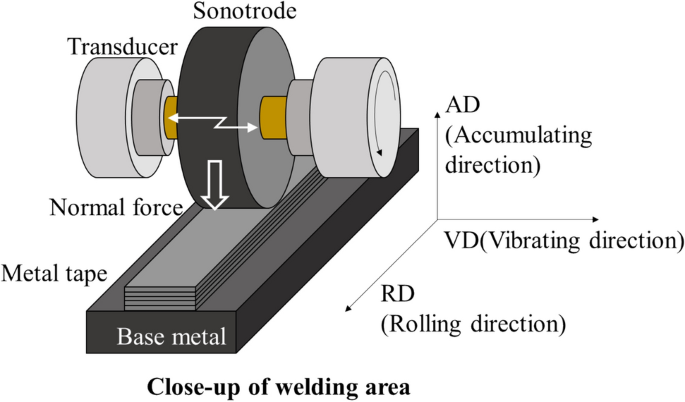
Schematic of the UAM process






Metal additive manufacturing is a game-changing technology for remanufacturing. With metal additive manufacturing, the process of restoring used products to their original specifications can be accomplished with unprecedented speed, efficiency, and precision. By leveraging digital models, metal additive manufacturing enables the creation of complex metal parts with custom geometries that are not achievable through traditional methods. Moreover, the technology allows for high-strength materials and production parts with superior mechanical properties, such as increased durability and wear resistance [70, 87].
3.1 Metal Additive Manufacturing for Remanufacturing
Metal additive manufacturing is becoming increasingly popular in the remanufacturing industry, as it offers new opportunities for extending the life of products and reducing waste. For example, reverse-engineering and digitally modeling a turbine engine part that is no longer in production can be produced using metal additive manufacturing. Additionally, metal additive manufacturing can be used to repair and remanufacture high-value components in industries such as aerospace and medical implants [70]. Additive manufacturing technology provides several advantages when it comes to remanufacturing:
-
Design flexibility: AM allows for creating complex, customized designs that are impossible with traditional manufacturing methods. This means remanufactured parts can be optimized for specific applications and tailored to fit unique requirements.
-
Reduced lead times: AM allows for faster production times than traditional manufacturing methods, reducing the time required for remanufacturing and getting parts back into service more quickly.
-
Reduced waste: AM generates less waste than traditional manufacturing methods involving cutting or machining, making it a more sustainable option for remanufacturing.
-
Improved quality: AM can produce high-quality parts with precise tolerances and surface finishes that meet original equipment manufacturer (OEM) standards, which is important for remanufacturing parts.
-
Cost-effectiveness: Although the initial investment in AM equipment can be high, the cost per part can be lower than traditional manufacturing methods for small production runs, making it a cost-effective option for remanufacturing lower volume or specialized parts.
-
In general, metal additive manufacturing is transforming the remanufacturing industry by reducing waste, improving efficiency, and creating innovative products with enhanced performance and durability. However, the quality and safety of metal AM remanufactured parts must be evaluated before they can be used [88]. There are several evaluation technologies used to assess AM parts, including non-destructive testing, microstructure analysis, and mechanical testing.
-
Non-destructive testing (NDT) methods are used to detect surface and subsurface defects in AM parts without damaging them. Examples of NDT methods include ultrasonic testing, X-ray inspection, and eddy current testing. These methods can detect defects such as cracks, voids, and porosity, affecting the part’s structural integrity.
-
Microstructure analysis involves examining the microscopic structure of the AM part to evaluate its quality. Techniques such as optical and scanning electron microscopy can be used to examine the part’s microstructure and detect any defects or irregularities.
-
Mechanical testing is used to evaluate the mechanical properties of the AM part, such as strength, toughness, and fatigue resistance. In addition, testing methods such as tensile, impact, and fatigue testing can be used to assess the part’s performance under different conditions.
In addition to these evaluation technologies, some regulations and standards govern the production and evaluation of AM parts. For example, in the United States, the Federal Aviation Administration (FAA) and European Aviation Safety Agency (EASA) have issued guidelines for the certification of AM parts for use in aircraft [89]. These guidelines include requirements for material properties, manufacturing processes, and testing and evaluation procedures. Other regulatory bodies, such as the International Organization for Standardization (ISO), have also developed standards for producing and evaluating AM parts.
Overall, additive manufacturing technology is a game-changer for the remanufacturing industry. It offers a wide range of advantages, including design flexibility, reduced lead times, reduced waste, improved quality, and cost-effectiveness. However, ensuring the quality and safety of remanufactured parts is crucial. This requires the use of evaluation technologies, such as non-destructive testing, microstructure analysis, and mechanical testing, as well as adherence to regulations and standards governing the production and evaluation of AM parts. By incorporating these measures, additive manufacturing can continue revolutionizing the remanufacturing industry and help create more sustainable and efficient products.
4 Surface Treatment for Improving Remanufactured Parts
Remanufacturing using metal additive manufacturing is a process that can result in surfaces and dimensional qualities that may not be suitable for some intended applications, requiring additional surface treatment post-processing steps [90]. Surface treatment refers to any process that modifies the surface of a material, such as metal, plastic, or composite, to improve its performance or alter its appearance.
4.1 Features of Surface Treatment
Surface treatment can involve a wide range of techniques, including physical, chemical, or mechanical methods, and it may be used to enhance the material’s corrosion resistance, wear resistance, adhesion, or electrical conductivity, among other properties [91]. Some common surface treatment processes include coating [92, 93], plating [94, 95], anodizing [96], polishing [97], etching [98], blasting [99], and ultrasonic nanocrystal surface modification (UNSM) [100, 101]. Surface treatment is a crucial step in many industrial applications, such as aerospace [102], automotive [103], electronics [104], and medical devices [105,106,107]. Table 2 presents a detailed overview of the advantages and disadvantages of the different metal additive manufacturing techniques discussed in this study. While these techniques offer unique benefits and drawbacks, they can be evaluated based on factors such as resolution and accuracy, surface finish, material selection, printing speed, ability to produce complex geometries, cost of equipment, and post-processing requirements.
The selection of a surface treatment method depends on various factors, such as the material’s composition, the desired properties, and the application requirements. For example, a coating or plating method may be preferred if the material needs to be protected from environmental damage or if a decorative finish is desired. On the other hand, mechanical methods such as polishing or blasting may be preferred if surface roughness or texture needs to be modified. In high-value remanufacturing, these technologies are particularly useful for restoring and enhancing the surface properties of worn or damaged components, which can extend their useful life.
For instance, surface treatments can add a layer of material that is more wear-resistant or corrosion-resistant than the original material, resulting in improved performance and longevity of the component. Moreover, surface treatments can also customize remanufactured components to meet specific performance requirements, giving them a competitive advantage over new components.
Common surface treatment processes in high-value remanufacturing include electroplating, thermal spraying, and plasma spraying, all of which deposit a layer of material onto the component’s surface, either through a chemical reaction or physical deposition. Here are some advantages and processes of surface treatment technologies for high-value remanufacturing:
-
Improved performance: Surface treatment technologies can significantly improve the performance of remanufactured components. By enhancing the surface properties of worn or damaged components, surface treatments can improve their resistance to wear, corrosion, and hardness. This leads to better performance and longer service life, making them a viable alternative to new components.
-
Cost-effectiveness: Remanufacturing components with surface treatments is often more cost-effective than manufacturing new components from scratch. Surface treatments can be applied to worn or damaged components, which can be restored to their original condition. This saves time and resources and reduces the cost of production.
-
Sustainability: Remanufacturing with surface treatments is a sustainable approach as it reduces the need for new raw materials and decreases waste. Instead of throwing away worn or damaged components, surface treatments can restore them to their original condition. This approach helps to reduce the environmental impact of manufacturing and promotes the circular economy.
-
Improved aesthetics: Surface treatments can be used to enhance the appearance of remanufactured components. For example, electroplating can be used to add a shiny, reflective surface to a worn metal component, improving its appearance and value. This can be particularly useful for components used in industries where aesthetics are important, such as the automotive or luxury goods industries.
-
Improved functionality: Surface treatments can be used to add or enhance specific functionality to remanufactured components. For example, a component may be coated with a material that makes it resistant to extreme temperatures or chemicals, enabling it to perform better in certain applications. This can help improve the component’s overall efficiency and suitability for a wider range of applications.
-
Reduced friction: Surface treatments such as hard coatings or diamond-like carbon can be used to reduce friction in remanufactured components. This improves their efficiency and reduces wear and tear, extending their service life. This is particularly useful for components that experience a lot of friction during operation, such as engine parts or bearings.
-
Improved bonding: Surface treatments such as plasma spraying or flame spraying can be used to improve the bonding between two components. This can be especially useful in remanufacturing applications where two components need to be joined together. Improving the bond strength makes the remanufactured component less likely to fail during use.
In summary, surface treatment is a crucial aspect of materials engineering that can significantly improve a material’s performance and appearance. Furthermore, it is a versatile process that involves a wide range of techniques and is essential in various industrial applications.
4.2 Recently Study for Surface Treatment
Recently, a lot of research has been done on surface treatment processes based on heat treatment and UNSM processes. Research has been conducted to improve hardness and wear resistance through heat treatment processes. In addition, various studies have been conducted, such as studying crack propagation through localized laser-based heat treatment. First, the study of surface treatment processes based on heat treatment processes is as follows.
In their research, Shim et al. [108] explored surface hardening methods employing high-alloy tool steel powders, aiming to greatly enhance the performance of dies and molds regarding wear resistance and toughness. The study conducted a comparative analysis of the properties of surface hardening using AISI M4, high-alloy tool steel, and the conventional approach of quenching and tempering heat treatment.
Furthermore, a wide array of research studies has been conducted, including hybrid cladding investigations aimed at enhancing surface strength and improving the internal mechanical properties using the UNSM (Ultrasonic Nanocrystalline Surface Modification) process. Initially, Jo et al. conducted a study on the tilting characteristics of UNSM horns to regulate hardness through the UNSM process [109]. The horn was precisely tilted from 0° to 45°, and the subsequent analysis focused on assessing the impact on surface hardness and shape alterations. The proposed method facilitated the facile fabrication of angular increments in hardness ranging from 2 to 45% while achieving a gradual hardness gradient in the tested specimens as shown Fig. 10.

Measurement data of hardness distribution: a hardness change on a surface by processing angle Φ [109]
In another study, Kim et al. examined the metallurgical and mechanical property changes induced by UNSM treatment in DEDed M4 specimens [110]. The DEDed M4 material was observed to transform from austenite to martensite after UNSM treatment, leading to grain size reduction and a remarkable 24.1% improvement in hardness. Moreover, the wear rate of the DEDed M4 material decreased by 85.7% compared to heat-treated D2 material. The UNSM treatment reduced surface roughness by up to 88.3% and the formation of fine dimples on the DEDed M4 surface(Fig. 11). Additionally, Kim et al. investigated the effect of UNSM treatment on DEDed AISI 316L [111, 112]. Following UNSM treatment, waveform and surface roughness decreased by up to 73.8% and 86.2%, respectively, with further reductions observed at smaller UNSM spacing. The microstructure exhibited grain refinement up to a depth of 92.13 mm from the surface, with significant influence from the treatment spacing. Hardness exhibited an improvement of up to 71.5% after UNSM treatment, gradually decreasing from the surface to the interior, with an improvement extending up to a depth of 400 μm (Fig. 12).

Differences in surface roughness for DEDed M4 samples under different UNSM conditions [110]

Results of EBSD examination of the near-surface microstructures a before and b after UNSM treatment [112]
Yu et al. employed AISI-H13, a highly wear-resistant metal, for repairing gray cast iron, a challenging material to weld [113]. They applied the UNSM treatment to the embedded region as a post-process to enhance its wear resistance properties and induce compressive residual stress. Experimental results revealed a reduction of up to 98.78% in wear rate compared to conventional gray cast iron after UNSM surface treatment, with the wear rate in the embedded region approaching 0% (Fig. 13).

The result after the friction wear test using the ball-on-disk equipment (FC300, AM specimen, AM and UNSM specimen) [113]
Lastly, in a recent study, Jo et al. proposed and investigated a novel hybrid cladding process that combines direct energy deposition (DED) and ultrasonic nanocrystal surface modification (UNSM) to control the mechanical properties of the inner metal-clad layer [114]. The relationship between the direction of laminated beads and the direction of UNSM treatment was examined, indicating a 13.4% hardness improvement when both were aligned and a 15.3% improvement when they were perpendicular to each other. Furthermore, wear resistance tests of the hybrid cladding process were performed at elevated temperatures of 200 °C and 400 °C, demonstrating an enhanced wear resistance of 25.4% and 14.4% for specimens with a perpendicular relationship, respectively (Fig. 14). The study also analyzed the wear resistance characteristics with and without UNSM treatment in the DED process, successfully enhancing the internal mechanical properties of the cladding layer with high controllability and repeatability.

Analysis of wear characteristics of the interface according to grain refinement [114]
5 Remanufacturing technologies using the metal additive manufacturing process and surface treatment
Additive manufacturing has become popular for remanufacturing due to its ability to produce customized parts and complex geometries with less material waste than traditional methods. However, there are several drawbacks, as outlined in Table 1, that can impact the overall performance and durability of AM-produced parts. Common drawbacks include:
-
Tensile residual stresses: Additive manufacturing processes can generate tensile residual stresses on the surface of the manufactured part. These stresses can lead to premature failure of the part due to fatigue or stress corrosion cracking [115]. Tensile residual stresses can also reduce the part’s load-carrying capacity and fracture toughness [116].
-
Surface roughness: The surface of additive-manufactured parts can be rough due to the layer-by-layer deposition process [117]. This roughness can increase friction, wear, and stress concentration points, negatively impacting the part’s performance and durability [118].
-
Porosity: Additive manufacturing can produce parts with high porosity, which can decrease their mechanical strength and durability. Porosity can also affect the part’s ability to hold a vacuum or maintain a seal [119].
The existence of these defects, such as porosity and inhomogeneity, in the microstructure could also impact the component’s functionality [90, 120]. Poor surface quality and topography, which can lead to functional issues like crack initiation and corrosion, are among the key concerns [121, 122].
To overcome the challenges associated with poor surface quality, various surface modification methods have been developed and employed in metal AM [123,124,125]. These methods can be broadly categorized into mechanical, chemical, thermal, and coating methods. Each category has advantages and disadvantages, and the choice of method depends on the specific application requirements. Table 2 summarizes various surface modification methods for metal AM, including examples of their advantages and disadvantages.
Mechanical surface modification methods include a variety of techniques, such as blasting, grinding, polishing, machining, shot peening, tumbling, and vibratory finishing. These methods aim to improve surface roughness, remove impurities, and achieve precise surface features and tolerances. For instance, sandblasting effectively removes impurities from the surface, while shot peening can enhance the material’s fatigue life by introducing compressive residual stresses. However, these methods can also alter part dimensions and introduce new defects or residual stresses, and some may not be effective for certain surface defects.
Chemical surface modification methods are another class of techniques, including electropolishing, anodizing, etching, passivation, electrochemical polishing, pickling, and chemical vapor deposition. These methods selectively modify surface properties, improve corrosion resistance, and achieve precise surface features. For instance, anodizing creates a hard, wear-resistant oxide layer on the surface, while electropolishing can produce a smooth and shiny surface finish. However, these methods may require toxic or hazardous chemicals, specialized equipment, or controlled environments, resulting in uneven or inconsistent surface modification.
Thermal surface modification methods include heat treatment, laser surface modification, plasma treatment, sintering, and annealing. These methods improve surface hardness and mechanical properties, remove surface defects, and improve adhesion. Heat treatment is commonly used to enhance the material’s mechanical properties, while laser surface modification can selectively change the surface properties. However, these methods can introduce residual stresses, alter part dimensions, change material properties, and require specialized equipment or controlled environments.
Coating surface modification methods include physical vapor deposition, chemical vapor deposition, electroplating, and spray coating. These methods deposit a uniform and high-quality coating on complex geometries, provide wear resistance and corrosion protection, and deposit various materials and coatings. Physical vapor deposition is a popular technique for coating metals, while chemical vapor deposition is used for depositing ceramics and diamond-like coatings. However, these methods can be expensive, require specialized equipment or controlled environments, alter part dimensions, or introduce new defects.
Finally, hybrid methods combine different surface modification techniques, such as sandblasting, abrasive polishing, and electropolishing. Other examples of hybrid methods include grinding with drag-finished, blasting and electropolishing, and chemical-abrasive flow polishing. These methods aim to combine the advantages of different techniques while minimizing their disadvantages, but they can also be complex and require specialized equipment.
In conclusion, post-processing methods are essential in metal additive manufacturing to achieve the desired surface properties, features, and tolerances. Mechanical, chemical, thermal, and coating surface modification techniques provide a range of options for surface treatment. However, each method has advantages and disadvantages, and the selection depends on the specific requirements and constraints of the application. Furthermore, hybrid approaches combining two or more surface modification methods can provide better results than a single method. Therefore, it is important to choose the appropriate method carefully and to control the process parameters to avoid introducing new defects or residual stresses and to ensure consistent and reliable surface modification.
6 Recent Progress in Remanufacturing Technologies Using Metal Additive Manufacturing Processes and Surface Treatment
Remanufacturing processes are expanding in various industries, including aerospace, shipbuilding, mold, and automotive. Recently, they have been applied to repair damage to various parts, such as high-temperature blades and impellers. In this case, AM-based repair processes are applied to restore damaged parts and remanufacture products with improved mechanical properties, and surface treatment processes can be utilized to secure and maximize mechanical properties. In particular, with the recent development of AM process technology, technical research on remanufacturing technology and surface treatment process using AM process is expanding.
While surface modification methods applicable to additively manufactured metal components can also be used for remanufactured components, their usage has yet to be widespread and requires further development. In their study, Zhang et al. developed a hybrid process incorporating reverse engineering, pretreatment, additive manufacturing, and material testing to remanufacture parts made of a cobalt–nickel alloy called Wallex 40 [126]. The process began with 3D scanning of the part to be remanufactured to determine the additive manufacturing process required. The part was then pretreated to address defects such as surface impact damage, surface damage, and cracks. Subsequently, additive manufacturing process-based remanufacturing was carried out, and the mechanical properties of the remanufactured parts were analyzed. Specifically, the tensile properties of the Wallex 40 + H13 tool steel samples were compared, with a UTS of 943.5 MPa for Wallex 40 samples and 908 MPa for samples that fractured in the H13 tool steel region. The microstructural analysis and tensile testing demonstrated a strong bonding along the interface between the remanufactured part and the H13 tool steel (Fig. 15) [301].

Hybrid Process a Damaged blade; b 3D model of the blade; c point cloud in damaged area; d convex hull of the point cloud; e optimized contour for machining; f blade after machining [126]
Lu et al. proposed a hybrid process that integrates the laser-based DED process with the Laser Shock Peening (LSP) process, which was applied in layers [302]. Tensile tests were conducted to assess the effectiveness of this process (Fig. 16). The results indicated that the LDED-LSPed specimen exhibited superior strength and ductility compared to the LDED specimen, under the same conditions as the as-built state. The UTS, YS, and uniform EI of the LDED-LSPed specimens reached 1300 MPa, 1178 MPa, and 9.03%, respectively, which were approximately 20.8%, 19.6%, and 67.2% higher than those of the LDED specimens (UTS-1076 MPa, YS-985 MPa, and uniform EI-5.4%). These findings suggest that interlaminar LSP can effectively address the drawbacks of LDED.

The schematic diagram of laser processing and tensile specimen preparation. a Detailed dimensions of the groove, b the groove remanufactured by laser hybrid additive manufacturing, and c the preparation and dimensions of tensile specimen (unit: mm) [302]
Zhu et al. investigated the remanufacturing of a broken 45 steel gear using H13 steel powder and laser cladding technology [303]. To ensure optimal parameters for the gear’s unique geometry, various parameter-based studies were conducted, such as the bead overlap rate, scanning strategy, and Z-axis increment. Post-processing involved machining to achieve a smooth surface finish for the remanufactured parts. The remanufactured area exhibited a hardness of 570 Hv, while the HAZ part showed a hardness of 195 Hv. Moreover, a wear test demonstrated an approximately 12.4% improvement in wear resistance. Thus, it can be concluded that the remanufacturing process resulted in improved wear resistance over the original material. Figure 17 shows the broken gear tooth repairing process.

Broken gear tooth repairing process: a slices of the broken tooth model, b the shape of the first layer of the broken tooth model slices, c remanufactured tooth using laser cladding, d remanufactured tooth after post-processing [303]
Barragan De Los Rios et al. proposed a hybrid manufacturing (HM) process that integrates DED and machining processes for remanufacturing purposes [118]. Injection molded parts made of AISI 1045 were remanufactured into AISI 316L stainless steel using laser-based DED and high-speed machining (HSM) to enhance the surface finish and dimensional accuracy. Surface roughness analysis using Sa demonstrated that when manufactured solely using the DED process, the roughness values of the side and top regions were heavily influenced by trajectory and semi-molten particles. However, the HSM process was able to reduce the Sa value by approximately 90% in a relatively short amount of time compared to other surface finishing techniques. Figure 18 shows the workpiece after the remanufacturing process.

Workpiece after remanufacturing process. a Visual and quantitative analysis of roughness for the top and side regions. b Results obtained from roughness after milling and final surface quality [118]
Shim et al. [303] studied repairing damaged SUS 630 parts using directed energy deposition (DED) and analyzing variations in mechanical properties caused by post-repair heat treatment. Substrates were first subjected to different treatments before being repaired with SUS 630 powder. The repaired region had lower hardness than the substrate, but post-repair heat treatment increased it. However, cracks at the interface caused a decrease in tensile strength and elongation. The study found that post-repair heat treatment improved tensile characteristics similar to the initial treatment. Figure 19 shows the fractured specimens after the tensile test with different treatments.

a Fractured specimens after tensile test and (b) engineering stress–strain curve of solution annealing (SA-wrought), SA-repaired, SA-repaired-SA, and SA-repaired- treatment followed by precipitation hardening (SA + PH) [303]
To further promote remanufacturing processes, continued research and development are needed to fully understand and optimize the potential of metal AM and surface treatment methods in improving the quality and reliability of remanufactured parts. In addition, cost-effective and scalable processing methods need to be developed, and new materials need to be explored to increase the range of applications of remanufacturing processes.
Another important aspect to consider is optimizing process parameters for specific applications. This requires a deep understanding of the relationships between material properties, processing parameters, and the resulting properties of the remanufactured parts. Developing reliable and repeatable surface modification processes that produce consistent results is also essential for achieving high-quality remanufactured parts.
Moreover, the potential of hybrid methods combining metal AM with surface treatment techniques must be explored further, as they can offer even better results for remanufactured parts. However, these hybrid methods may require specialized equipment and be complex, limiting their widespread adoption.
When employing AM as the sole method for remanufacturing, certain limitations in part quality may arise due to uneven finishes, increased porosity, compromised dimensional accuracy, and inherent defects from layering. However, incorporating surface treatment with AM significantly enhances part quality. Surface treatments like machining, polishing, or chemical treatments improve surface finish by reducing roughness and porosity. Post-processing methods can remove residual stress and improve mechanical properties, resulting in higher-quality remanufactured parts.
In terms of cost implications, using AM alone in remanufacturing may be costly, especially for large-scale production, considering support structures, post-processing, and quality control measures. Conversely, remanufacturing methods that combine AM with surface treatment may initially incur some additional costs, but they prove more cost-effective in the long run. Surface treatments reduce the need for extensive post-processing, decrease material waste, improve part reusability, and lead to extended part lifespans, resulting in cost savings.
The ongoing expansion of remanufacturing processes, particularly in aerospace, shipbuilding, mold, and automotive industries, presents significant opportunities to advance sustainability, reduce waste, and enhance resource efficiency. However, fully unlocking this potential requires continuous research and development efforts to enhance the quality and reliability of remanufactured parts and broaden the scope of materials and applications used in remanufacturing processes.
In summary, remanufacturing methods combining AM with surface treatment offer notable benefits in terms of improved part quality and cost-effectiveness, making them a practical choice for sustainable manufacturing practices. The selection of the most suitable approach for each remanufacturing project hinges on a thorough evaluation of project requirements and economic factors. By leveraging these technologies effectively, industries can make strides towards a more sustainable and efficient future.
7 Conclusion
Additive manufacturing (AM) is increasingly used for remanufacturing due to its ability to create custom parts with complex geometries while minimizing material waste compared to traditional methods. However, AM-produced parts may have limitations affecting their performance and durability. Surface modification techniques, including mechanical, chemical, thermal, and coating methods, have been developed to overcome these challenges in metal AM. Hybrid approaches combining different surface modification techniques can yield better results, but they may require specialized equipment and be complex.
Selecting the appropriate surface modification method and controlling process parameters are essential for achieving consistent and reliable surface modification. In addition, the ongoing advancements in AM process technology are expanding the field of remanufacturing technology and surface treatment processes using AM, which promises a bright future for research and development.
The paper highlights the potential of metal AM and surface treatment methods in improving the quality and reliability of remanufactured parts. However, there are still challenges to overcome, including the need for cost-effective and scalable processing methods, the development of new materials, and the optimization of process parameters for specific applications. Therefore, continued research and development in this field are essential to exploit the potential of remanufacturing technologies fully.
Furthermore, remanufacturing technologies using metal additive manufacturing processes and surface treatment can promote sustainability, minimize waste, and enhance resource efficiency in modern manufacturing processes. Thus, the adoption of these technologies can have a significant impact on the environment and the economy. In conclusion, the future prospects of remanufacturing technologies using metal additive manufacturing processes and surface treatment are promising, with ample opportunities for research and development to advance this field and address its challenges.
References
Mabee, D. G., Bommer, M., & Keat, W. D. (1999). Design charts for remanufacturing assessment. Journal of Manufacturing Systems, 18(5), 358–366.
Hatcher, G. D., Ijomah, W. L., & Windmill, J. F. C. (2011). Design for remanufacture: A literature review and future research needs. Journal of Cleaner Production, 19(17), 2004–2014.
Seitz, M. A., & Wells, P. E. (2006). Challenging the implementation of corporate sustainability. Business Process Management Journal, 12(6), 822–836.
Sundin, E. (2004). Product and process design for successful remanufacturing. Linköping University Electronic Press.
Pinkerton, A., Wang, W., & Li, L. (2008). Component repair using laser direct metal deposition. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 222(7), 827–836.
Saboori, A., Aversa, A., Marchese, G., Biamino, S., Lombardi, M., & Fino, P. (2019). Application of directed energy deposition-based additive manufacturing in repair. Applied Sciences, 9(16), 3316.
Dmitrieva, A., Klimova-Korsmik, O., Gushchina, M., Korsmik, R., Zadykyan, G., & Tukov, S. (2023). Effect of the Laser Cladding Parameters on the Crack Formation and Microstructure during Nickel Superalloy Gas Turbine Engines Repair. Metals, 13(2), 393.
Piya, C., Wilson, J. M., Murugappan, S., Shin, Y., & Ramani, K. (2011). Virtual repair: geometric reconstruction for remanufacturing gas turbine blades. International Design Engineering Technical Conferences and Computers and Information in Engineering Conference.
Liu, W. W., Tang, Z. J., Liu, X. Y., Wang, H. J., & Zhang, H. C. (2017). A review on in-situ monitoring and adaptive control technology for laser cladding remanufacturing. Procedia Cirp, 61, 235–240.
Zhu, S., Du, W., Wang, X., Han, G., Ren, Z., & Zhou, K. (2023). Advanced Additive Remanufacturing Technology. Chinese Journal of Mechanical Engineering: Additive Manufacturing Frontiers, 100066.
Boorsma, N., Peck, D., Bakker, T., Bakker, C., & Balkenende, R. (2022). The strategic value of design for remanufacturing: A case study of professional imaging equipment. Journal of Remanufacturing, 12(2), 187–212.
King, A., Barker, S., & Cosgrove, A. (2007). Remanufacturing at Xerox: Evaluating the process to establish principles for better design. DS 42: Proceedings of ICED 2007, the 16th International Conference on Engineering Design, Paris, France, 28.-31.07. 2007.
Sundin, E., Backman, B., Johansen, K., Hochwallner, M., Landscheidt, S., & Shahbazi, S. (2020). Automation Potential in the Remanufacturing of Electric and Electronic Equipment (EEE). 9th Swedish Production Symposium (SPS2020).
Östlin, J., Sundin, E., & Björkman, M. (2009). Product life-cycle implications for remanufacturing strategies. Journal of cleaner production, 17(11), 999–1009.
Sharma, V., Garg, S., & Sharma, P. (2015). Remanufacturing process: The case of heavy equipment support services. International Journal of Services and Operations Management, 22(1), 40–59.
Sutherland, J. W., Adler, D. P., Haapala, K. R., & Kumar, V. (2008). A comparison of manufacturing and remanufacturing energy intensities with application to diesel engine production. CIRP annals, 57(1), 5–8.
Ijomah, W. L. (2002). A Model-Based Definition of the Generic Remanufacturing. Plymouth, University of Plymouth.
Lund, R. T. (1984). Remanufacturing: the experience of the United States and implications for developing countries.
Ijomah, W. L. (2008). A tool to improve training and operational effectiveness in remanufacturing. International Journal of Computer Integrated Manufacturing, 21(6), 676–701.
Baballe, M. A., Yusif, M. A., Musa, A. A., Bello, M. I., Mahmoud, A. S., Suleiman, R. J., & Usman, U. B. (2023). Advantages and Challenges of Remanufactured Products. Acta Energetica, 01, 01–07.
Parker, D. (2010). Remanufacturing in the UK: A snapshot of the UK remanufacturing industry in 2009. Oakdene Hollins for the Centre for Remanufacturing and Reuse and the Resource Recovery Forum.
Khan, S., Ali, S. S., & Singh, R. (2022). Determinants of Remanufacturing Adoption for Circular Economy: A Causal Relationship Evaluation Framework. Applied System Innovation, 5(4), 62.
Heese, H. S., Cattani, K., Ferrer, G., Gilland, W., & Roth, A. V. (2005). Competitive advantage through take-back of used products. European Journal of Operational Research, 164(1), 143–157.
Giuntini, R., & Gaudette, K. (2001). Remanufacturing, The Next Great Opportunity for Improving US Productivity. Business Horizons.
Amaya, J., Zwolinski, P., & Brissaud, D. (2010). Environmental benefits of parts remanufacturing: the truck injector case. 17th CIRP International Conference on Life Cycle Engineering.
Gutowski, T. G., Sahni, S., Boustani, A., & Graves, S. C. (2011). Remanufacturing and energy savings. Environmental science & technology, 45(10), 4540–4547.
Kerr, W., & Ryan, C. (2001). Eco-efficiency gains from remanufacturing: A case study of photocopier remanufacturing at Fuji Xerox Australia. Journal of cleaner production, 9(1), 75–81.
Lindahl, M., Sundin, E., & Östlin, J. (2006). Environmental issues with the remanufacturing industry. 13th CIRP international conference on Life Cycle Engineering: held at the Katholieke Universiteit Leuven, Belguim, May 31st-June 2nd 2006. Katholieke Universiteit Leuven.
Walther, G., Steinborn, J., Spengler, T. S., Luger, T., & Herrmann, C. (2010). Implementation of the WEEE-directive—economic effects and improvement potentials for reuse and recycling in Germany. The International Journal of Advanced Manufacturing Technology, 47, 461–474.
Hicks, C., Dietmar, R., & Eugster, M. (2005). The recycling and disposal of electrical and electronic waste in China—legislative and market responses. Environmental impact assessment review, 25(5), 459–471.
Li, W., Xia, K., Wang, L., Chao, K., & Gao, L. (2013). Selective disassembly planning for sustainable management of waste electrical and electronic equipment. Re-engineering Manufacturing for Sustainability: Proceedings of the 20th CIRP International Conference on Life Cycle Engineering, Singapore 17–19 April, 2013. Springer.
Kopacek, B., & Kopacek, P. (1999). Intelligent disassembly of electronic equipment. Annual Reviews in Control, 23, 165–170.
Duflou, J. R., Seliger, G., Kara, S., Umeda, Y., Ometto, A., & Willems, B. (2008). Efficiency and feasibility of product disassembly: A case-based study. CIRP annals, 57(2), 583–600.
Kernbaum, S., Heyer, S., Chiotellis, S., & Seliger, G. (2009). Process planning for IT-equipment remanufacturing. CIRP Journal of Manufacturing Science and Technology, 2(1), 13–20.
Hatcher, G., Ijomah, W., & Windmill, J. (2011). Design for remanufacture: A literature review and future research needs. Journal of Cleaner Production, 19(17–18), 2004–2014.
Directive, W. (2002). Waste electrical and electronic equipment directive. EU.
Webster, S., & Mitra, S. (2007). Competitive strategy in remanufacturing and the impact of take-back laws. Journal of Operations Management, 25(6), 1123–1140.
King, A. M., Burgess, S. C., Ijomah, W., & McMahon, C. A. (2006). Reducing waste: Repair, recondition, remanufacture or recycle? Sustainable development, 14(4), 257–267.
Kauffman, J., & Lee, K. M. (Eds.). (2013). Handbook of sustainable engineering (pp. 371–388). Springer.
Seifert, S., Butzer, S., Westermann, H. H., & Steinhilper, R. (2013). Managing complexity in Remanufacturing. In Proceedings of the world congress on engineering (Vol. 1).
Saiz, F. A., Alfaro, G., & Barandiaran, I. (2021). An inspection and classification system for automotive component remanufacturing industry based on ensemble learning. Information, 12(12), 489.
Liu, H. J., & Zhang, H. J. (2009). Repair welding process of friction stir welding groove defect. Transactions of Nonferrous Metals Society of China, 19(3), 563–567.
Tung, P. C., Wu, M. C., & Hwang, Y. R. (2004). An image-guided mobile robotic welding system for SMAW repair processes. International Journal of Machine Tools and Manufacture, 44(11), 1223–1233.
Aoshima, S. (1999). Electro-spark process for repair and maintenance of die-casting dies. DIE CASTING ENGINEER, 43(5), 64-+.
Mortazavian, E., Wang, Z., & Teng, H. (2020). Repair of light rail track through restoration of the worn part of the railhead using submerged arc welding process. The International Journal of Advanced Manufacturing Technology, 107, 3315–3332.
Su, C. Y., Chou, C. P., Wu, B. C., & Lih, W. C. (1997). Plasma transferred arc repair welding of the nickel-base superalloy IN-738LC. Journal of materials engineering and performance, 6, 619–627.
Xia, H., Shen, X. M., Yang, X. C., Xiong, Y., & Jiang, G. L. (2018). Influences of the current density on the performances of the chrome-plated layer in deterministic electroplating repair. In IOP Conference Series: Materials Science and Engineering (Vol. 292, No. 1, p. 012075). IOP Publishing.
Urm, K. W., Lee, S. H., Kim, W. S., Cho, C. Y., & Lee, J. H. (2007). Pulse Electroplating of Ni-P-Nano TiO2 and ZrO2 for Steam Generator Tube Repair. In Advanced Materials Research (Vol. 26, pp. 1067–1070). Trans Tech Publications Ltd.
Fayomi, O. S. I., Olusanyan, D., Loto, C. A., & Udoye, N. E. (2021, March). Insight on the electrodeposition technology and parameter for corrosion control of structural steel. In IOP Conference Series: Materials Science and Engineering (Vol. 1036, No. 1, p. 012056). IOP Publishing.
Wu, B., Ming, H., Meng, F., Li, Y., He, G., Wang, J., & Han, E. H. (2022). Effects of surface grinding for scratched alloy 690TT tube in PWR nuclear power plant: Microstructure and stress corrosion cracking. Journal of Materials Science & Technology, 113, 229–245.
Ilinykh, A., Yurkova, E., & Aksenov, V. (2021). Informatization of the production process of rail grinding in transit. Transportation Research Procedia, 54, 388–396.
Protsenko, P., Borodii, Y., Petryshyn, A., Thalau, J., Lypovka, P., Uhlmann, E., Horbyk, V. & Hlukhovskyi, V. (2020). The research of the railway rail for analysis of surface initiated rolling contact fatigue cracks. Mechanics and Advanced Technologies, (1 (88)), 19–28.
Tan, J. C., Looney, L., & Hashmi, M. S. J. (1999). Component repair using HVOF thermal spraying. Journal of Materials Processing Technology, 92, 203–208.
Moskowitz, L. N. (1993). Application of HVOF thermal spraying to solve corrosion problems in the petroleum industry—an industrial note. Journal of thermal spray technology, 2(1), 21–29.
Bhadauria, A., Rana, D., & Balani, K. (2023). Classification of Thermal Spray Techniques. In Fundamentals of Thermal Spraying (pp. 47–77). CRC Press.
Zhu, Y., Yang, Y., Mu, X., Wang, W., Yao, Z., & Yang, H. (2019). Study on wear and RCF performance of repaired damage railway wheels: Assessing laser cladding to repair local defects on wheels. Wear, 430, 126–136.
Bi, G., & Gasser, A. (2011). Restoration of nickel-base turbine blade knife-edges with controlled laser aided additive manufacturing. Physics Procedia, 12, 402–409.
Barr, C., Rahman Rashid, R. A., Palanisamy, S., Watts, J., & Brandt, M. (2023). Examination of steel compatibility with additive manufacturing and repair via laser directed energy deposition. Journal of Laser Applications, 35(2), 022015.
Callanan, J. G., Black, A. N., Lawrence, S. K., Jones, D. R., Martinez, D. T., Martinez, R. M., & Fensin, S. J. (2023). Dynamic properties of 316l stainless steel repaired using electron beam additive manufacturing. Acta Materialia, 246, 118636.
Ye, F., Jiao, Z., & Yang, Y. (2019). Effect of medium temperature precipitation phase and Mn element diffusion mechanism on high temperature oxidation process of repair and remanufacture CoCrFeMnNi high-entropy alloy cladding. Materials Research Express, 6(5), 056521.
Ian Gibson, I. G. (2015). Additive manufacturing technologies 3D printing, rapid prototyping, and direct digital manufacturing. Springer.
Badiru, A. B., Valencia, V. V., & Liu, D. (Eds.). (2017). Additive manufacturing handbook: product development for the defense industry. CRC Press.
Wahab, D. A., & Azman, A. H. (2019). Additive manufacturing for repair and restoration in remanufacturing: An overview from object design and systems perspectives. Processes, 7(11), 802.
Gardner, L. (2023). Metal additive manufacturing in structural engineering–review, advances, opportunities and outlook. Structures, 47, 2178–2193.
Hegab, H., Khanna, N., Monib, N., & Salem, A. (2023). Design for sustainable additive manufacturing: A review. Sustainable Materials and Technologies, 35, e00576.
Karthick, R., Adithya, K., Hariharaprasath, C., & Abhishek, V. (2018). Evaluation of mechanical behavior of banana fibre reinforced hybrid epoxy composites. Materials Today: Proceedings, 5(5), 12814–12820.
Leary, M. (2019). Design for additive manufacturing. Elsevier.
Jin, Q. Y., Yu, J. H., Ha, K. S., Lee, W. J., & Park, S. H. (2021). Multi-dimensional lattices design for ultrahigh specific strength metallic structure in additive manufacturing. Materials & Design, 201, 109479.
Frazier, W. E. (2014). Metal additive manufacturing: A review. Journal of Materials Engineering and performance, 23, 1917–1928.
Huang, Y., Leu, M. C., Mazumder, J., & Donmez, A. (2015). Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. Journal of Manufacturing Science and Engineering, 137(1), 014001.
Mohd Yusuf, S., Cutler, S., & Gao, N. (2019). The impact of metal additive manufacturing on the aerospace industry. Metals, 9(12), 1286.
Scime, L., & Beuth, J. (2018). A multi-scale convolutional neural network for autonomous anomaly detection and classification in a laser powder bed fusion additive manufacturing process. Additive Manufacturing, 24, 273–286.
Huang, S. H., Liu, P., Mokasdar, A., & Hou, L. (2013). Additive manufacturing and its societal impact: A literature review. The International journal of advanced manufacturing technology, 67, 1191–1203.
Azarniya, A., Colera, X. G., Mirzaali, M. J., Sovizi, S., Bartolomeu, F., Wits, W. W., Yap, C. Y., Ahn, J., Miranda, G., Silva, F. S., Hosseini, H. R. M., Ramakrishna, S., & Zadpoor, A. A. (2019). Additive manufacturing of Ti–6Al–4V parts through laser metal deposition (LMD): Process, microstructure, and mechanical properties. Journal of Alloys and Compounds, 804, 163–191.
Taminger, K., & Hafley, R. A. (2003, July). Electron beam freeform fabrication: a rapid metal deposition process. In 3rd annual automotive composites conference.
Leuders, S., Thöne, M., Riemer, A., Niendorf, T., Tröster, T., Richard, H. A., & Maier, H. J. (2013). On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. International journal of fatigue, 48, 300–307.
Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Progress in Materials Science, 119, 100707.
Li, M., Du, W., Elwany, A., Pei, Z., & Ma, C. (2020). Metal binder jetting additive manufacturing: A literature review. Journal of Manufacturing Science and Engineering, 142(9), 090801.
Suwanpreecha, C., & Manonukul, A. (2022). A review on material extrusion additive manufacturing of metal and how it compares with metal injection moulding. Metals, 12(3), 429.
Nurhudan, A. I., Supriadi, S., Whulanza, Y., & Saragih, A. S. (2021). Additive manufacturing of metallic based on extrusion process: A review. Journal of Manufacturing Processes, 66, 228–237.
Valkenaers, H., Vogeler, F., Ferraris, E., Voet, A., & Kruth, J. P. (2013). A novel approach to additive manufacturing: screw extrusion 3D-printing. In Proceedings of the 10th international conference on multi-material micro manufacture (pp. 235–238). Research Publishing; Singapore.
Yin, S., Cavaliere, P., Aldwell, B., Jenkins, R., Liao, H., Li, W., & Lupoi, R. (2018). Cold spray additive manufacturing and repair: Fundamentals and applications. Additive manufacturing, 21, 628–650.
Li, W., Yang, K., Yin, S., Yang, X., Xu, Y., & Lupoi, R. (2018). Solid-state additive manufacturing and repairing by cold spraying: A review. Journal of materials science & technology, 34(3), 440–457.
Zhang, Y., Wu, L., Guo, X., Kane, S., Deng, Y., Jung, Y. G., ... & Zhang, J. (2018). Additive manufacturing of metallic materials: a review. Journal of Materials Engineering and Performance, 27, 1–13.
Shimizu, S., Fujii, H. T., Sato, Y. S., Kokawa, H., Sriraman, M. R., & Babu, S. S. (2014). Mechanism of weld formation during very-high-power ultrasonic additive manufacturing of Al alloy 6061. Acta Materialia, 74, 234–243.
Hehr, A., & Norfolk, M. (2019). A comprehensive review of ultrasonic additive manufacturing. Rapid Prototyping Journal, 26(3), 445–458.
Gibson, I., Rosen, D., & Stucker, B. (2015). Additive manufacturing technologies 3D printing, rapid prototyping, and direct digital manufacturing. Springer.
Chen, Z., Han, C., Gao, M., Kandukuri, S. Y., & Zhou, K. (2022). A review on qualification and certification for metal additive manufacturing. Virtual and Physical Prototyping, 17(2), 382–405.
Singamneni, S., Yifan, L. V., Hewitt, A., Chalk, R., Thomas, W., & Jordison, D. (2019). Additive manufacturing for the aircraft industry: A review. Journal of Aeronautics & Aerospace Engineering, 8(1), 351–371.
Shrivastava, A., Rao, S., Nagesha, B. K., Barad, S., & Suresh, T. N. (2021). Remanufacturing of nickel-based aero-engine components using metal additive manufacturing technology. Materials Today: Proceedings, 45, 4893–4897.
Ozdemir, M., & Sadikoglu, H. (1998). A new and emerging technology: Laser-induced surface modification of polymers. Trends in Food Science & Technology, 9(4), 159–167.
Bhushan, B., & Gupta, B. K. (1991). Handbook of tribology: materials, coatings, and surface treatments, Krieger Publishing Company.
Edwards, J. (1997). Coating and surface treatment systems for metals: a comprehensive guide to selection, National Association of Corrosion Engineers.
La-Niece, S. (Ed.). (2013). Metal plating and patination: cultural, technical and historical developments. Elsevier.
Yeon, H. T., & Lee, J. S. (1989). Plating and surface treatment.
Blawert, C., Dietzel, W., Ghali, E., & Song, G. (2006). Anodizing treatments for magnesium alloys and their effect on corrosion resistance in various environments. Advanced Engineering Materials, 8(6), 511–533.
Mu, J., Sun, T., Leung, C. L. A., Oliveira, J. P., Wu, Y., Wang, H., & Wang, H. (2023). Application of electrochemical polishing in surface treatment of additively manufactured structures: A review. Progress in Materials Science, 136, 101109.
Molitor, P., Barron, V., & Young, T. (2001). Surface treatment of titanium for adhesive bonding to polymer composites: A review. International Journal of Adhesion and Adhesives, 21(2), 129–136.
Gadge, M., Lohar, G., & Chinchanikar, S. (2022). A review on micro-blasting as surface treatment technique for improved cutting tool performance. Materials Today: Proceedings, 64, 725–730.
Liu, R., Yuan, S., Lin, N., Zeng, Q., Wang, Z., & Wu, Y. (2021). Application of ultrasonic nanocrystal surface modification (UNSM) technique for surface strengthening of titanium and titanium alloys: A mini review. Journal of Materials Research and Technology, 11, 351–377.
Amanov, A., & Pyun, Y. S. (2015). A comprehensive review of nanostructured materials by ultrasonic nanocrystal surface modification technique. The Journal of Engineering, 2015(13), 144–149.
Thompson, G. E., Skeldon, P., Zhou, X., Shimizu, K., Habazaki, H., & Smith, C. J. E. (2003). Improving the performance of aerospace alloys. Aircraft Engineering and Aerospace Technology, 75(4), 372–379.
Balaji, K. V., Shirvanimoghaddam, K., Rajan, G. S., Ellis, A. V., & Naebe, M. (2020). Surface treatment of Basalt fiber for use in automotive composites. Materials Today Chemistry, 17, 100334.
Goh, G. L., Zhang, H., Chong, T. H., & Yeong, W. Y. (2021). 3D printing of multilayered and multimaterial electronics: A review. Advanced Electronic Materials, 7(10), 2100445.
Ikada, Y. (1994). Surface modification of polymers for medical applications. Biomaterials, 15(10), 725–736.
Hanawa, T. (2012). Research and development of metals for medical devices based on clinical needs. Science and technology of advanced materials, 13(6), 064102.
Nouri, A., Shirvan, A. R., Li, Y., & Wen, C. (2022). Surface modification of additively manufactured metallic biomaterials with active antipathogenic properties. Smart Materials in Manufacturing, 1, 100001.
Shim, D. S., Baek, G. Y., Lee, S. B., Yu, J. H., Choi, Y. S., & Park, S. H. (2017). Influence of heat treatment on wear behavior and impact toughness of AISI M4 coated by laser melting deposition. Surface and Coatings Technology, 328, 219–230.
Jo, Y. K., Gil, Y. W., Shim, D. S., Pyun, Y. S., & Park, S. H. (2021). Control of Local Hardness Gradient of Metal Surface by Inclined Surface Treatment Using Ultrasonic Nanocrystal Surface Modification. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 533–546.
Kim, M. S., Oh, W. J., Baek, G. Y., Jo, Y. K., Lee, K. Y., Park, S. H., & Shim, D. S. (2020). Ultrasonic nanocrystal surface modification of high-speed tool steel (AISI M4) layered via direct energy deposition. Journal of Materials Processing Technology, 277, 116420.
Kim, M. S., Jo, Y. K., Park, S. H., & Shim, D. S. (2019). Application of ultrasonic nanocrystal surface modification for improving surface profile of DEDed AISI 316L. Journal of Mechanical Science and Technology, 33, 5659–5667.
Kim, M. S., Park, S. H., Pyun, Y. S., & Shim, D. S. (2020). Optimization of ultrasonic nanocrystal surface modification for surface quality improvement of directed energy deposited stainless steel 316L. Journal of Materials Research and Technology, 9(6), 15102–15122.
Yu, J. H., Lee, K. Y., Shim, D. S., & Park, S. H. (2019). Metal embedding and ultrasonic nanocrystal surface modification technology for super wear-resistant mechanical parts. The International Journal of Advanced Manufacturing Technology, 101, 951–962.
Jo, Y. K., Song, D. B., Choi, J. S., Suh, J., Kahhal, P., & Park, S. H. (2023). Higher wear-resistant surfacing at high temperatures using a hybrid cladding process. Materials & Design, 225, 111553.
Li, L., Zhang, X., Pan, T., & Liou, F. (2022). Component repair using additive manufacturing: Experiments and thermal modeling. The International Journal of Advanced Manufacturing Technology, 119, 1–14.
Gottwald, R. B., Griffiths, R. J., Petersen, D. T., Perry, M. E., & Yu, H. Z. (2021). Solid-state metal additive manufacturing for structural repair. Accounts of Materials Research, 2(9), 780–792.
LE, V. T., & MANDIL, H. P. G. (2017). Extraction of features for combined additive manufacturing and machining processes in a remanufacturing context. In Advances on Mechanics, Design Engineering and Manufacturing: Proceedings of the International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing (JCM 2016), 14–16 September, 2016, Catania, Italy (pp. 179–189). Springer International Publishing.
De Los, B., Rios, G. A., Ferreira, R., Mariani, F. E., da Silva, E. J., & Coelho, R. T. (2023). Study of the surface roughness of a remanufactured bimetallic AISI 1045 and 316L SS part obtained by hybrid manufacturing (DED/HSM). The International Journal of Advanced Manufacturing Technology, 124(9), 3185–3199.
Pang, J. H. L., Kaminski, J., & Pepin, H. (2019). Characterisation of porosity, density, and microstructure of directed energy deposited stainless steel AISI 316L. Additive Manufacturing, 25, 286–296.
Karakaş, Ö., Kardeş, F. B., Foti, P., & Berto, F. (2023). An overview of factors affecting high-cycle fatigue of additive manufacturing metals. Fatigue & Fracture of Engineering Materials & Structures, 46(5), 1649–1668.
Fayazfar, H., Sharifi, J., Keshavarz, M. K., & Ansari, M. (2023). An overview of surface roughness enhancement of additively manufactured metal parts: A path towards removing the post-print bottleneck for complex geometries. The International Journal of Advanced Manufacturing Technology, 125, 1–53.
Nandhakumar, R., & Venkatesan, K. (2023). A process parameters review on Selective laser melting-based additive manufacturing of Single and Multi-Material: Microstructure, Properties, and machinability aspects. Materials Today Communications, 35, 105538.
Nazir, A., Gokcekaya, O., Billah, K. M. M., Ertugrul, O., Jiang, J., Sun, J., & Hussain, S. (2023). Multi-material additive manufacturing: A systematic review of design, properties, applications, challenges, and 3D Printing of materials and cellular metamaterials. Materials & Design, 226, 111661.
Kumbhar, N. N., & Mulay, A. V. (2018). Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: a review. Journal of The Institution of Engineers (India): Series C, 99, 481–487.
Lu, J., & Zhuo, L. (2023). Additive manufacturing of titanium alloys via selective laser melting: Fabrication, microstructure, post-processing, performance and prospect. International Journal of Refractory Metals and Hard Materials, 111, 106110.
Zhang, X., Cui, W., Li, W., & Liou, F. (2019). A hybrid process integrating reverse engineering, pre-repair processing, additive manufacturing, and material testing for component remanufacturing. Materials, 12(12), 1961.
Revilla-León, M., Sadeghpour, M., & Özcan, M. (2020). A review of the applications of additive manufacturing technologies used to fabricate metals in implant dentistry. Journal of Prosthodontics, 29(7), 579–593.
Qin, Y., Wen, P., Guo, H., Xia, D., Zheng, Y., Jauer, L., ... & Schleifenbaum, J. H. (2019). Additive manufacturing of biodegradable metals: Current research status and future perspectives. Acta biomaterialia, 98, 3–22.
Wen, P., Voshage, M., Jauer, L., Chen, Y., Qin, Y., Poprawe, R., & Schleifenbaum, J. H. (2018). Laser additive manufacturing of Zn metal parts for biodegradable applications: Processing, formation quality and mechanical properties. Materials & Design, 155, 36–45.
Teo, A. Q. A., Yan, L., Chaudhari, A., & O’Neill, G. K. (2021). Post-processing and surface characterization of additively manufactured stainless steel 316l lattice: Implications for biomedical use. Materials, 14(6), 1376.
Löber, L., Flache, C., Petters, R., Kühn, U., & Eckert, J. (2013). Comparison of different post processing technologies for SLM generated 316l steel parts. Rapid Prototyping Journal, 19(3), 173–179.
Bagehorn, S., Mertens, T., Greitemeier, D., Carton, L., & Schoberth, A. (2015). Surface finishing of additive manufactured Ti-6Al-4V-a comparison of electrochemical and mechanical treatments. In 6th Eur conf aerosp sci.
Bagehorn, S., Wehr, J., & Maier, H. J. (2017). Application of mechanical surface finishing processes for roughness reduction and fatigue improvement of additively manufactured Ti-6Al-4V parts. International Journal of Fatigue, 102, 135–142.
Lee, S., Shao, S., Wells, D. N., Zetek, M., Kepka, M., & Shamsaei, N. (2022). Fatigue behavior and modeling of additively manufactured IN718: The effect of surface treatments and surface measurement techniques. Journal of Materials Processing Technology, 302, 117475.
Atapour, M., Wang, X., Persson, M., Wallinder, I. O., & Hedberg, Y. S. (2020). Corrosion of binder jetting additively manufactured 316L stainless steel of different surface finish. Journal of The Electrochemical Society, 167(13), 131503.
Demirci, S., Dalmış, R., Dikici, T., Tünçay, M. M., Kaya, N., & Güllüoğlu, A. N. (2021). Effect of surface modifications of additively manufactured Ti-6Al-4V alloys on apatite formation ability for biomedical applications. Journal of Alloys and Compounds, 887, 161445.
Longhitano, G. A., Larosa, M. A., Munhoz, A. L. J., Zavaglia, C. A. D. C., & Ierardi, M. C. F. (2015). Surface finishes for Ti-6Al-4V alloy produced by direct metal laser sintering. Materials Research, 18, 838–842.
Sagbas, B. (2020). Post-processing effects on surface properties of direct metal laser sintered AlSi10Mg parts. Metals and Materials International, 26, 143–153.
Ameen, W., Al-Ahmari, A., & Alkhalefah, H. (2020). Design the support structures for easy removal of un-melted powder in metal additive manufacturing. International Journal of Advanced Science and Technology, 29, 1847–1854.
Denti, L., & Sola, A. (2019). On the effectiveness of different surface finishing techniques on A357. 0 parts produced by laser-based powder bed fusion: surface roughness and fatigue strength. Metals, 9(12), 1284.
Balan, A. S., Chidambaram, K., Kumar, A. V., Krishnaswamy, H., Pimenov, D. Y., Giasin, K., & Nadolny, K. (2021). Effect of cryogenic grinding on fatigue life of additively manufactured maraging steel. Materials, 14(5), 1245.
Jiang, G. U. O., Goh, M. H., Pan, W. A. N. G., Huang, R., Xiaohua, L. E. E., Bin, W. A. N. G., ... & Jun, W. E. I. (2021). Investigation on surface integrity of electron beam melted Ti-6Al-4 V by precision grinding and electropolishing. Chinese Journal of Aeronautics, 34(12), 28–38.
Beaucamp, A. T., Namba, Y., Charlton, P., Jain, S., & Graziano, A. A. (2015). Finishing of additively manufactured titanium alloy by shape adaptive grinding (SAG). Surface Topography: Metrology and Properties, 3(2), 024001.
Melia, M. A., Duran, J. G., Koepke, J. R., Saiz, D. J., Jared, B. H., & Schindelholz, E. J. (2020). How build angle and post-processing impact roughness and corrosion of additively manufactured 316L stainless steel. npj Materials Degradation, 4(1), 21.
Kirsch, B., Hotz, H., Hartig, J., Greco, S., Zimmermann, M., & Aurich, J. C. (2021). Pendulum and creep feed grinding of additively manufactured AISI 316L. Procedia CIRP, 101, 166–169.
Kadivar, M., Azarhoushang, B., Klement, U., & Krajnik, P. (2021). The role of specific energy in micro-grinding of titanium alloy. Precision Engineering, 72, 172–183.
Mohammadian, N., Turenne, S., & Brailovski, V. (2018). Surface finish control of additively-manufactured Inconel 625 components using combined chemical-abrasive flow polishing. Journal of Materials Processing Technology, 252, 728–738.
Peng, C., Fu, Y., Wei, H., Li, S., Wang, X., & Gao, H. (2018). Study on improvement of surface roughness and induced residual stress for additively manufactured metal parts by abrasive flow machining. Procedia Cirp, 71, 386–389.
Han, S., Salvatore, F., Rech, J., & Bajolet, J. (2020). Abrasive flow machining (AFM) finishing of conformal cooling channels created by selective laser melting (SLM). Precision Engineering, 64, 20–33.
Duval-Chaneac, M. S., Han, S., Claudin, C., Salvatore, F., Bajolet, J., & Rech, J. (2018). Experimental study on finishing of internal laser melting (SLM) surface with abrasive flow machining (AFM). Precision Engineering, 54, 1–6.
Bouland, C., Urlea, V., Beaubier, K., Samoilenko, M., & Brailovski, V. (2019). Abrasive flow machining of laser powder bed-fused parts: Numerical modeling and experimental validation. Journal of Materials Processing Technology, 273, 116262.
Zhu, P., Zhang, G., Teng, X., Du, J., Jiang, L., Chen, H., & Liu, N. (2022). Investigation and process optimization for magnetic abrasive finishing additive manufacturing samples with different forming angles. The International Journal of Advanced Manufacturing Technology, 118, 1–17.
Zhang, J., Tai, W. G., Wang, H., Kumar, A. S., Lu, W. F., & Fuh, J. Y. H. (2018, June). Magnetic abrasive polishing of additively manufactured 316L stainless steel parts. In Proceedings of the Euspen’s 18th International Conference, Venice, Italy (pp. 4–8).
Karakurt, I., Ho, K. Y., Ledford, C., Gamzina, D., Horn, T., Luhmann, N. C., & Lin, L. (2018). Development of a magnetically driven abrasive polishing process for additively manufactured copper structures. Procedia Manufacturing, 26, 798–805.
Zhang, J., Chaudhari, A., & Wang, H. (2019). Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. Journal of manufacturing processes, 45, 710–719.
Wu, P. Y., & Yamaguchi, H. (2018). Material removal mechanism of additively manufactured components finished using magnetic abrasive finishing. Procedia Manufacturing, 26, 394–402.
Cui, Y., Zhang, G., Cui, T., Zhu, P., Du, J., Liu, N., & Chen, H. (2021). Study on magnetic abrasive finishing process of AlSi10Mg alloy curved surface formed by selective laser melting. The International Journal of Advanced Manufacturing Technology, 118, 1–16.
Tan, K. L., & Yeo, S. H. (2017). Surface modification of additive manufactured components by ultrasonic cavitation abrasive finishing. Wear, 378, 90–95.
Tan, K. L., & Yeo, S. H. (2020). Surface finishing on IN625 additively manufactured surfaces by combined ultrasonic cavitation and abrasion. Additive Manufacturing, 31, 100938.
Grigoriev, S. N., Metel, A. S., Tarasova, T. V., Filatova, A. A., Sundukov, S. K., Volosova, M. A., ... & Podrabinnik, P. A. (2020). Effect of cavitation erosion wear, vibration tumbling, and heat treatment on additively manufactured surface quality and properties. Metals, 10(11), 1540.
Wang, J., Zhu, J., & Liew, P. J. (2019). Material removal in ultrasonic abrasive polishing of additive manufactured components. Applied Sciences, 9(24), 5359.
Han, G., Zhao, J., & Wang, X. (2017). Research on unbounded abrasive polishing process with assisted ultrasonic vibration of workpiece. The International Journal of Advanced Manufacturing Technology, 88, 209–218.
Liu, X., Wang, J., Zhu, J., Liew, P. J., Li, C., & Huang, C. (2022). Ultrasonic abrasive polishing of additive manufactured parts: An experimental study on the effects of process parameters on polishing performance. Advances in Production Engineering & Management, 17(2), 193–204.
Denti, L., Bassoli, E., Gatto, A., Santecchia, E., & Mengucci, P. (2019). Fatigue life and microstructure of additive manufactured Ti6Al4V after different finishing processes. Materials Science and Engineering: A, 755, 1–9.
Bai, Y., Zhao, C., Yang, J., Hong, R., Weng, C., & Wang, H. (2021). Microstructure and machinability of selective laser melted high-strength maraging steel with heat treatment. Journal of Materials Processing Technology, 288, 116906.
Bruschi, S., Bertolini, R., Bordin, A., Medea, F., & Ghiotti, A. (2016). Influence of the machining parameters and cooling strategies on the wear behavior of wrought and additive manufactured Ti6Al4V for biomedical applications. Tribology International, 102, 133–142.
Iquebal, A. S., El Amri, S., Shrestha, S., Wang, Z., Manogharan, G. P., & Bukkapatnam, S. (2017). Longitudinal milling and fine abrasive finishing operations to improve surface integrity of metal am components. Procedia Manufacturing, 10, 990–996.
Ni, C., Zhu, L., Zheng, Z., Zhang, J., Yang, Y., Hong, R., ... & Wang, H. (2020). Effects of machining surface and laser beam scanning strategy on machinability of selective laser melted Ti6Al4V alloy in milling. Materials & Design, 194, 108880.
Dabwan, A., Anwar, S., Al-Samhan, A. M., AlFaify, A., & Nasr, M. M. (2021). Investigations on the effect of layers’ thickness and orientations in the machining of additively manufactured stainless steel 316L. Materials, 14(7), 1797.
Fortunato, A., Lulaj, A., Melkote, S., Liverani, E., Ascari, A., & Umbrello, D. (2018). Milling of maraging steel components produced by selective laser melting. The International Journal of Advanced Manufacturing Technology, 94, 1895–1902.
Lopes, J. G., Machado, C. M., Duarte, V. R., Rodrigues, T. A., Santos, T. G., & Oliveira, J. P. (2020). Effect of milling parameters on HSLA steel parts produced by Wire and Arc Additive Manufacturing (WAAM). Journal of Manufacturing Processes, 59, 739–749.
Brown, D., Li, C., Liu, Z. Y., Fang, X. Y., & Guo, Y. B. (2018). Surface integrity of Inconel 718 by hybrid selective laser melting and milling. Virtual and Physical Prototyping, 13(1), 26–31.
Oliveira, A. R., Jardini, A. L., & Del Conte, E. G. (2020). Effects of cutting parameters on roughness and residual stress of maraging steel specimens produced by additive manufacturing. The International Journal of Advanced Manufacturing Technology, 111, 2449–2459.
Sadeghi, M., Diaz, A., McFadden, P., & Sadeghi, E. (2022). Chemical and mechanical post-processing of Alloy 718 built via electron beam-powder bed fusion: Surface texture and corrosion behavior. Materials & Design, 214, 110405.
Höller, C., Hinterbuchner, T., Schwemberger, P., Zopf, P., Pichler, R., & Haas, F. (2019). Direct Machining of selective laser melted components with optimized support structures. Procedia Cirp, 81, 375–380.
Gomes, M. C., dos Santos, A. G., de Oliveira, D., Figueiredo, G. V., Ribeiro, K. S. B., De Los Rios, G. A. B., ... & Hung, W. N. (2021). Micro-machining of additively manufactured metals: a review. The International Journal of Advanced Manufacturing Technology, 118, 1–20.
Ji, H., Gupta, M. K., Song, Q., Cai, W., Zheng, T., Zhao, Y., Liu, Z., & Pimenov, D. Y. (2021). Microstructure and machinability evaluation in micro milling of selective laser melted Inconel 718 alloy. Journal of Materials Research and Technology, 14, 348–362.
Hung, W. (2021). Postprocessing of additively manufactured metal parts. Journal of Materials Engineering and Performance, 30, 6439–6460.
Le Coz, G., Fischer, M., Piquard, R., D’acunto, A., Laheurte, P., & Dudzinski, D. (2017). Micro cutting of Ti-6Al-4V parts produced by SLM process. Procedia Cirp, 58, 228–232.
Coelho, R.T., Azevedo, R., & Assis, C. (2018). An investigation of anisotropy on AISI 316L obtained by additive manufacturing (AM) measuring surface roughness after micro-endmilling operations. Proceedings.
de Assis, C. L. F., Mecelis, G. R., & Coelho, R. T. (2020). An investigation of stainless steel 316L parts produced by powder bed fusion submitted to micro-endmilling operations. The International Journal of Advanced Manufacturing Technology, 109, 1867–1880.
Allegri, G., Colpani, A., Ginestra, P. S., & Attanasio, A. (2019). An experimental study on micro-milling of a medical grade Co-Cr-Mo alloy produced by selective laser melting. Materials, 12(13), 2208.
de Oliveira Campos, F., Araujo, A. C., Munhoz, A. L. J., & Kapoor, S. G. (2020). The influence of additive manufacturing on the micromilling machinability of Ti6Al4V: A comparison of SLM and commercial workpieces. Journal of Manufacturing Processes, 60, 299–307.
Khaliq, W., Zhang, C., Jamil, M., & Khan, A. M. (2020). Tool wear, surface quality, and residual stresses analysis of micro-machined additive manufactured Ti–6Al–4V under dry and MQL conditions. Tribology International, 151, 106408.
Greco, S., Kieren-Ehses, S., Kirsch, B., & Aurich, J. C. (2021). Micro milling of additively manufactured AISI 316L: Impact of the layerwise microstructure on the process results. The International Journal of Advanced Manufacturing Technology, 112, 361–373.
Jamal, M., & Morgan, M. N. (2017). Design process control for improved surface finish of metal additive manufactured parts of complex build geometry. Inventions, 2(4), 36.
Kaynak, Y., & Kitay, O. (2019). The effect of post-processing operations on surface characteristics of 316L stainless steel produced by selective laser melting. Additive Manufacturing, 26, 84–93.
Boschetto, A., Bottini, L., Macera, L., & Veniali, F. (2020). Post-processing of complex SLM parts by barrel finishing. Applied Sciences, 10(4), 1382.
Boschetto, A., Bottini, L., & Veniali, F. (2018). Surface roughness and radiusing of Ti6Al4V selective laser melting-manufactured parts conditioned by barrel finishing. The International Journal of Advanced Manufacturing Technology, 94, 2773–2790.
Gleason, M. A., Sousa, B. C., Tsaknopoulos, K., Grubbs, J. A., Hay, J., Nardi, A., Brown, C. A., & Cote, D. L. (2022). Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations. Materials, 15(6), 2054.
Khorasani, M., Ghasemi, A., Rolfe, B., & Gibson, I. (2022). Additive manufacturing a powerful tool for the aerospace industry. Rapid prototyping journal, 28(1), 87–100.
Żebrowski, R., & Walczak, M. (2018). The effect of shot peening on the corrosion behaviour of Ti-6Al-4V alloy made by DMLS. Advances in Materials Science, 18(3), 43–54.
AlMangour, B., & Yang, J. M. (2016). Improving the surface quality and mechanical properties by shot-peening of 17–4 stainless steel fabricated by additive manufacturing. Materials & Design, 110, 914–924.
Sugavaneswaran, M., Jebaraj, A. V., Kumar, M. B., Lokesh, K., & Rajan, A. J. (2018). Enhancement of surface characteristics of direct metal laser sintered stainless steel 316L by shot peening. Surfaces and Interfaces, 12, 31–40.
Lesyk, D. A., Dzhemelinskyi, V. V., Martinez, S., Mordyuk, B. N., & Lamikiz, A. (2021). Surface shot peening post-processing of inconel 718 alloy parts printed by laser powder bed fusion additive manufacturing. Journal of Materials Engineering and Performance, 30(9), 6982–6995.
Uzan, N. E., Ramati, S., Shneck, R., Frage, N., & Yeheskel, O. (2018). On the effect of shot-peening on fatigue resistance of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting (AM-SLM). Additive Manufacturing, 21, 458–464.
Maamoun, A. H., Elbestawi, M. A., & Veldhuis, S. C. (2018). Influence of shot peening on AlSi10Mg parts fabricated by additive manufacturing. Journal of Manufacturing and Materials Processing, 2(3), 40.
Damon, J., Dietrich, S., Vollert, F., Gibmeier, J., & Schulze, V. (2018). Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Additive Manufacturing, 20, 77–89.
Alharbi, N. (2022). Shot peening of selective laser-melted SS316L with ultrasonic frequency. The International Journal of Advanced Manufacturing Technology, 119, 1–15.
Ahmadi, S. M., Kumar, R., Borisov, E. V., Petrov, R., Leeflang, S., Li, Y., Tümer, N., Huizenga, R., Ayas, C., Zadpoor, A. A., & Popovich, V. A. (2019). From microstructural design to surface engineering: A tailored approach for improving fatigue life of additively manufactured meta-biomaterials. Acta biomaterialia, 83, 153–166.
Sunny, S., Mathews, R., Yu, H., & Malik, A. (2022). Effects of microstructure and inherent stress on residual stress induced during powder bed fusion with roller burnishing. International Journal of Mechanical Sciences, 219, 107092.
Dezső, G., Szigeti, F., & Varga, G. (2023). Surface hardness modification of selective laser melted Ti6Al4V parts by sliding friction diamond burnishing. Periodica Polytechnica Mechanical Engineering, 67(1), 59–69.
Teimouri, R., Sohrabpoor, H., Grabowski, M., Wyszyński, D., Skoczypiec, S., & Raghavendra, R. (2022). Simulation of surface roughness evolution of additively manufactured material fabricated by laser powder bed fusion and post-processed by burnishing. Journal of Manufacturing Processes, 84, 10–27.
Varga, G., Dezső, G., & Szigeti, F. (2022). Surface roughness improvement by sliding friction burnishing of parts produced by selective laser melting of ti6al4v titanium alloy. Machines, 10(5), 400.
Cho, S. Y., Kim, M. S., Pyun, Y. S., & Shim, D. S. (2021). Strategy for surface post-processing of AISI 316L additively manufactured by powder bed fusion using ultrasonic nanocrystal surface modification. Metals, 11(5), 843.
Ma, C., Dong, Y., & Ye, C. (2016). Improving surface finish of 3D-printed metals by ultrasonic nanocrystal surface modification. Procedia Cirp, 45, 319–322.
Zhang, H., Chiang, R., Qin, H., Ren, Z., Hou, X., Lin, D., Doll, G. L., Vasudevan, V. K., Dong, Y., & Ye, C. (2017). The effects of ultrasonic nanocrystal surface modification on the fatigue performance of 3D-printed Ti64. International Journal of Fatigue, 103, 136–146.
Amanov, A. (2020). Effect of local treatment temperature of ultrasonic nanocrystalline surface modification on tribological behavior and corrosion resistance of stainless steel 316L produced by selective laser melting. Surface and Coatings Technology, 398, 126080.
Sarkar, S., Kumar, C. S., & Nath, A. K. (2019). Effects of different surface modifications on the fatigue life of selective laser melted 15–5 PH stainless steel. Materials Science and Engineering: A, 762, 138109.
Liang, C., Hu, Y., Liu, N., Zou, X., Wang, H., Zhang, X., ... & Hu, J. (2020). Laser polishing of Ti6Al4V fabricated by selective laser melting. Metals, 10(2), 191.
Dillard, J., Grizzle, A., Demisse, W., Tyagi, P., Rice, L., & Benton, C. (2020, November). Effect of altering the sequence of chempolishing and electropolishing on surface properties of additively manufactured (AM) 316 steel components. ASME International Mechanical Engineering Congress and Exposition, 84485, V02AT02A011.
Zhang, Y., Li, J., Che, S., Yang, Z., & Tian, Y. (2019). Chemical leveling mechanism and oxide film properties of additively manufactured Ti–6Al–4V alloy. Journal of Materials Science, 54, 13753–13766.
De Damborenea, J. J., Arenas, M. A., Larosa, M. A., Jardini, A. L., de Carvalho Zavaglia, C. A., & Conde, A. (2017). Corrosion of Ti6Al4V pins produced by direct metal laser sintering. Applied Surface Science, 393, 340–347.
Jain, S., Corliss, M., Tai, B., & Hung, W. N. (2019). Electrochemical polishing of selective laser melted Inconel 718. Procedia Manufacturing, 34, 239–246.
Brent, D., Saunders, T. A., Garcia Moreno, F., & Tyagi, P. (2016, November). Taguchi design of experiment for the optimization of electrochemical polishing of metal additive manufacturing components. ASME International Mechanical Engineering Congress and Exposition, 50527, V002T02A014.
Urlea, V., & Brailovski, V. (2017). Electropolishing and electropolishing-related allowances for powder bed selectively laser-melted Ti-6Al-4V alloy components. Journal of Materials Processing Technology, 242, 1–11.
Rotty, C., Doche, M. L., Mandroyan, A., & Hihn, J. Y. (2017). Electropolishing behavior of additive layer manufacturing 316L stainless steel in deep eutectic solvents. ECS Transactions, 77(11), 1199.
Baicheng, Z., Xiaohua, L., Jiaming, B., Junfeng, G., Pan, W., Chen-nan, S., ... & Jun, W. (2017). Study of selective laser melting (SLM) Inconel 718 part surface improvement by electrochemical polishing. Materials & Design, 116, 531–537.
Rotty, C., Mandroyan, A., Doche, M. L., & Hihn, J. Y. (2016). Electropolishing of CuZn brasses and 316L stainless steels: Influence of alloy composition or preparation process (ALM vs. standard method). Surface and Coatings Technology, 307, 125–135.
Ali, U., Fayazfar, H., Ahmed, F., & Toyserkani, E. (2020). Internal surface roughness enhancement of parts made by laser powder-bed fusion additive manufacturing. Vacuum, 177, 109314.
Zhang, Y., Li, J., Che, S., & Tian, Y. (2020). Electrochemical polishing of additively manufactured Ti–6Al–4V alloy. Metals and Materials International, 26, 783–792.
Han, W., & Fang, F. (2021). Orientation effect of electropolishing characteristics of 316L stainless steel fabricated by laser powder bed fusion. Frontiers of Mechanical Engineering, 16(3), 580–592.
Zhao, C., Qu, N., & Tang, X. (2021). Electrochemical mechanical polishing of internal holes created by selective laser melting. Journal of Manufacturing Processes, 64, 1544–1562.
Ahmadkhaniha, D., Möller, H., & Zanella, C. (2021). Studying the microstructural effect of selective laser melting and electropolishing on the performance of maraging steel. Journal of Materials Engineering and Performance, 30(9), 6588–6605.
Min, Z., Wu, Y., Yang, K., Xu, J., Parbat, S. N., & Chyu, M. K. (2021). Dimensional characterizations using scanning electron microscope and surface improvement with electrochemical polishing of additively manufactured microchannels. Journal of Engineering for Gas Turbines and Power, 143(4), 041020.
Shrivastava, A., Kumar, S. A., Nagesha, B. K., & Suresh, T. N. (2021). Electropolishing of Inconel 718 manufactured by laser powder bed fusion: Effect of heat treatment on hardness, 3D surface topography and material ratio curve. Optics & Laser Technology, 144, 107448.
Ferchow, J., Hofmann, U., & Meboldt, M. (2020). Enabling electropolishing of complex selective laser melting structures. Procedia CIRP, 91, 472–477.
Chang, S., Liu, A., Ong, C. Y. A., Zhang, L., Huang, X., Tan, Y. H., Zhao, L., Li, L., & Ding, J. (2019). Highly effective smoothening of 3D-printed metal structures via overpotential electrochemical polishing. Materials Research Letters, 7(7), 282–289.
Mohammadian, N., Turenne, S., & Brailovski, V. (2019). Electropolishing of laser powder bed-fused IN625 components in an ionic electrolyte. Journal of Manufacturing and Materials Processing, 3(4), 86.
Tyagi, P., Goulet, T., Brent, D., Klein, K., & Garcia-Moreno, F. (2018, November). Scanning electron microscopy and optical profilometry of electropolished additively manufactured 316 steel components. ASME International Mechanical Engineering Congress and Exposition, 52019, V002T02A019.
Rotty, C., Mandroyan, A., Doche, M. L., Monney, S., Hihn, J. Y., & Rouge, N. (2019). Electrochemical superfinishing of cast and ALM 316L stainless steels in deep eutectic solvents: Surface microroughness evolution and corrosion resistance. Journal of The Electrochemical Society, 166(13), C468.
Lyczkowska-Widlak, E., Lochynski, P., Nawrat, G., & Chlebus, E. (2019). Comparison of electropolished 316L steel samples manufactured by SLM and traditional technology. Rapid Prototyping Journal, 25(3), 566–580.
Kim, U. S., & Park, J. W. (2019). High-quality surface finishing of industrial three-dimensional metal additive manufacturing using electrochemical polishing. International Journal of Precision Engineering and Manufacturing-Green Technology, 6, 11–21.
Habibzadeh, S., Li, L., Shum-Tim, D., Davis, E. C., & Omanovic, S. (2014). Electrochemical polishing as a 316L stainless steel surface treatment method: Towards the improvement of biocompatibility. Corrosion science, 87, 89–100.
Rotty, C., Doche, M. L., Mandroyan, A., Hihn, J. Y., Montavon, G., & Moutarlier, V. (2017). Comparison of electropolishing behaviours of TSC, ALM and cast 316L stainless steel in H3PO4/H2SO4. Surfaces and Interfaces, 6, 170–176.
Alrbaey, K., Wimpenny, D. I., Al-Barzinjy, A. A., & Moroz, A. (2016). Electropolishing of re-melted SLM stainless steel 316L parts using deep eutectic solvents: 3× 3 full factorial design. Journal of Materials Engineering and Performance, 25, 2836–2846.
Tsoeunyane, G. M., Mathe, N., Tshabalala, L., & Makhatha, M. E. (2022). Electropolishing of additively manufactured Ti-6Al-4V surfaces in nontoxic electrolyte solution. Advances in Materials Science and Engineering, 2022, 6987353.
Liu, H., Ye, M., Ye, Z., Wang, L., Wang, G., Shen, X., Xu, P., & Wang, C. (2022). High-quality surface smoothening of laser powder bed fusion additive manufacturing AlSi10Mg via intermittent electrochemical polishing. Surface and Coatings Technology, 443, 128608.
Urlea, V., & Brailovski, V. (2017). Electropolishing and electropolishing-related allowances for IN625 alloy components fabricated by laser powder-bed fusion. The International Journal of Advanced Manufacturing Technology, 92, 4487–4499.
Garich, H., & Hall, T. D. (2018). Electrochemical surface finishing of additively manufactured parts. ECS Transactions, 85(4), 155.
Tyagi, P., Goulet, T., Riso, C., Stephenson, R., Chuenprateep, N., Schlitzer, J., Benton, C., & Garcia-Moreno, F. (2019). Reducing the roughness of internal surface of an additive manufacturing produced 316 steel component by chempolishing and electropolishing. Additive Manufacturing, 25, 32–38.
Demir, A. G., & Previtali, B. (2017). Additive manufacturing of cardiovascular CoCr stents by selective laser melting. Materials & Design, 119, 338–350.
Tyagi, P., Goulet, T., Riso, C., & Garcia-Moreno, F. (2019). Reducing surface roughness by chemical polishing of additively manufactured 3D printed 316 stainless steel components. The International Journal of Advanced Manufacturing Technology, 100, 2895–2900.
Chmielewska, A., Jahadakbar, A., Wysocki, B., Elahinia, M., Święszkowski, W., & Dean, D. (2022). Chemical polishing of additively manufactured, porous, nickel–titanium skeletal fixation plates. 3D Printing and Additive Manufacturing, 9(4), 269–277.
Hung, K. Y., Lin, Y. C., & Feng, H. P. (2017). The effects of acid etching on the nanomorphological surface characteristics and activation energy of titanium medical materials. Materials, 10(10), 1164.
Pyka, G., Burakowski, A., Kerckhofs, G., Moesen, M., Van Bael, S., Schrooten, J., & Wevers, M. (2012). Surface modification of Ti6Al4V open porous structures produced by additive manufacturing. Advanced Engineering Materials, 14(6), 363–370.
Wysocki, B., Idaszek, J., Buhagiar, J., Szlązak, K., Brynk, T., Kurzydłowski, K. J., & Święszkowski, W. (2019). The influence of chemical polishing of titanium scaffolds on their mechanical strength and in-vitro cell response. Materials Science and Engineering: C, 95, 428–439.
Prochaska, S., & Hildreth, O. (2022). Effect of chemically accelerated vibratory finishing on the corrosion behavior of Laser Powder Bed Fusion 316L stainless steel. Journal of Materials Processing Technology, 305, 117596.
Diaz, A. (2019). Surface texture characterization and optimization of metal additive manufacturing-produced components for aerospace applications. Additive manufacturing for the aerospace industry, 341–374.
Atzeni, E., Balestrucci, A., Catalano, A. R., Iuliano, L., Priarone, P. C., Salmi, A., & Settineri, L. (2020). Performance assessment of a vibro-finishing technology for additively manufactured components. Procedia CIRP, 88, 427–432.
Inberg, A., Ashkenazi, D., Kimmel, G., Shacham-Diamand, Y., & Stern, A. (2020). Gold plating of AlSi10Mg parts produced by a laser powder-bed fusion additive manufacturing technique. Progress in Additive Manufacturing, 5, 395–404.
Dresler, N., Inberg, A., Ashkenazi, D., Shacham-Diamand, Y., & Stern, A. (2019). Silver electroless finishing of selective laser melting 3D-printed AlSi10Mg artifacts. Metallography, Microstructure, and Analysis, 8, 678–692.
Inberg, A., Ashkenazi, D., Kimmel, G., Shacham-Diamand, Y., & Stern, A. (2020). Gold–silver electroless plating on laser powder-bed fusion additively printed AlSi10Mg parts. Metals, 10(5), 557.
Diaz, D. G. A., Pingarrón, A. B., Florez, J. J. O., Parra, J. R. G., Cabello, J. C., Moncaleano, I. A., ... & Gallegos, M. Á. H. (2020). Effect of a Ni-P coating on the corrosion resistance of an additive manufacturing carbon steel immersed in a 0.1 M NaCl solution. Materials Letters, 275, 128159.
Meier, B., Godja, N., Warchomicka, F., Belei, C., Schäfer, S., Schindel, A., Palcynski, G., Kaindl, R., Waldhauser, W., & Sommitsch, C. (2022). Influences of Surface, Heat Treatment, and Print Orientation on the Anisotropy of the Mechanical Properties and the Impact Strength of Ti 6Al 4V Processed by Laser Powder Bed Fusion. Journal of Manufacturing and Materials Processing, 6(4), 87.
Haghdadi, N., Ledermueller, C., Chen, H., Chen, Z., Liu, Q., Li, X., Rohrer, G., Liao, X., Ringer, S., & Primig, S. (2022). Evolution of microstructure and mechanical properties in 2205 duplex stainless steels during additive manufacturing and heat treatment. Materials Science and Engineering: A, 835, 142695.
Vishnukumar, M., Muthupandi, V., & Jerome, S. (2022). Effect of post-heat treatment on the mechanical and corrosion behaviour of SS316L fabricated by wire arc additive manufacturing. Materials Letters, 307, 131015.
Song, B., Dong, S., Liu, Q., Liao, H., & Coddet, C. (2014). Vacuum heat treatment of iron parts produced by selective laser melting: Microstructure, residual stress and tensile behavior. Materials & Design, 1980–2015(54), 727–733.
Chen, S. G., Gao, H. J., Wu, Q., Gao, Z. H., & Zhou, X. (2022). Review on residual stresses in metal additive manufacturing: Formation mechanisms, parameter dependencies, prediction and control approaches. Journal of Materials Research and Technology, 17, 2950–2974.
Williams, R. J., Vecchiato, F., Kelleher, J., Wenman, M. R., Hooper, P. A., & Davies, C. M. (2020). Effects of heat treatment on residual stresses in the laser powder bed fusion of 316L stainless steel: Finite element predictions and neutron diffraction measurements. Journal of Manufacturing processes, 57, 641–653.
Gong, X., Zeng, D., Groeneveld-Meijer, W., & Manogharan, G. (2022). Additive manufacturing: A machine learning model of process-structure-property linkages for machining behavior of Ti-6Al-4V. Materials Science in Additive Manufacturing, 1(6), 1–16.
Tonelli, L., Liverani, E., Morri, A., & Ceschini, L. (2021). Role of direct aging and solution treatment on hardness, microstructure and residual stress of the A357 (AlSi7Mg0. 6) alloy produced by powder bed fusion. Metallurgical and Materials Transactions B, 52(4), 2484–2496.
Tong, Z., Ren, X., Jiao, J., Zhou, W., Ren, Y., Ye, Y., & Gu, J. (2019). Laser additive manufacturing of FeCrCoMnNi high-entropy alloy: Effect of heat treatment on microstructure, residual stress and mechanical property. Journal of alloys and compounds, 785, 1144–1159.
Luna, V., Trujillo, L., Gamon, A., Arrieta, E., Murr, L. E., Wicker, R. B., Katsarelis, C., Gradl, P. R., & Medina, F. (2022). Comprehensive and Comparative Heat Treatment of Additively Manufactured Inconel 625 Alloy and Corresponding Microstructures and Mechanical Properties. Journal of Manufacturing and Materials Processing, 6(5), 107.
Rosa, B., Mognol, P., & Hascoet, J. Y. (2016). Modelling and optimization of laser polishing of additive laser manufacturing surfaces. Rapid Prototyping Journal, 22(6), 956–964.
Lamikiz, A., Sánchez, J. A., de Lacalle, L. L., & Arana, J. L. (2007). Laser polishing of parts built up by selective laser sintering. International Journal of Machine Tools and Manufacture, 47(12–13), 2040–2050.
Bhaduri, D., Penchev, P., Batal, A., Dimov, S., Soo, S. L., Sten, S., Harrysson, U., Zhang, Z., & Dong, H. (2017). Laser polishing of 3D printed mesoscale components. Applied Surface Science, 405, 29–46.
Gora, W. S., Tian, Y., Cabo, A. P., Ardron, M., Maier, R. R., Prangnell, P., Weston, N. J., & Hand, D. P. (2016). Enhancing surface finish of additively manufactured titanium and cobalt chrome elements using laser based finishing. Physics Procedia, 83, 258–263.
Zhihao, F., Libin, L., Longfei, C., & Yingchun, G. (2018). Laser polishing of additive manufactured superalloy. Procedia Cirp, 71, 150–154.
Wang, W. J., Yung, K. C., Choy, H. S., Xiao, T. Y., & Cai, Z. X. (2018). Effects of laser polishing on surface microstructure and corrosion resistance of additive manufactured CoCr alloys. Applied Surface Science, 443, 167–175.
Arrizubieta, J. I., Cortina, M., Ruiz, J. E., & Lamikiz, A. (2018). Combination of laser material deposition and laser surface processes for the holistic manufacture of inconel 718 components. Materials, 11(7), 1247.
Dadbakhsh, S., Hao, L., & Kong, C. Y. (2010). Surface finish improvement of LMD samples using laser polishing. Virtual and Physical Prototyping, 5(4), 215–221.
Hallmann, S., Wolny, T., & Emmelmann, C. (2018). Post-processing of additively manufactured cutting edges by laser ablation. Procedia CIRP, 74, 276–279.
Yung, K. C., Zhang, S. S., Duan, L., Choy, H. S., & Cai, Z. X. (2019). Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. The International Journal of Advanced Manufacturing Technology, 105, 425–440.
Ghorbani, J., Li, J., & Srivastava, A. K. (2020). Application of optimized laser surface re-melting process on selective laser melted 316L stainless steel inclined parts. Journal of Manufacturing Processes, 56, 726–734.
Ma, C. P., Guan, Y. C., & Zhou, W. (2017). Laser polishing of additive manufactured Ti alloys. Optics and Lasers in Engineering, 93, 171–177.
Li, Y. H., Wang, B., Ma, C. P., Fang, Z. H., Chen, L. F., Guan, Y. C., & Yang, S. F. (2019). Material characterization, thermal analysis, and mechanical performance of a laser-polished Ti alloy prepared by selective laser melting. Metals, 9(2), 112.
dos Santos Solheid, J., Seifert, H. J., & Pfleging, W. (2018). Laser surface modification and polishing of additive manufactured metallic parts. Procedia Cirp, 74, 280–284.
Yung, K. C., Xiao, T. Y., Choy, H. S., Wang, W. J., & Cai, Z. X. (2018). Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. Journal of Materials Processing Technology, 262, 53–64.
Li, Y., Zhang, Z., & Guan, Y. (2020). Thermodynamics analysis and rapid solidification of laser polished Inconel 718 by selective laser melting. Applied Surface Science, 511, 145423.
Chen, L., Richter, B., Zhang, X., Ren, X., & Pfefferkorn, F. E. (2020). Modification of surface characteristics and electrochemical corrosion behavior of laser powder bed fused stainless-steel 316L after laser polishing. Additive Manufacturing, 32, 101013.
Yasa, E., Deckers, J., & Kruth, J. P. (2011). The investigation of the influence of laser re-melting on density, surface quality and microstructure of selective laser melting parts. Rapid Prototyping Journal, 17(5), 312–327.
Solheid, J. S., Mohanty, S., Bayat, M., Wunsch, T., Weidler, P. G., Seifert, H. J., & Pfleging, W. (2020). Laser polishing of additively manufactured Ti-6Al-4V: Microstructure evolution and material properties. Journal of Laser Applications, 32(2), 022019.
Kahlin, M., Ansell, H., Basu, D., Kerwin, A., Newton, L., Smith, B., & Moverare, J. J. (2020). Improved fatigue strength of additively manufactured Ti6Al4V by surface post processing. International Journal of Fatigue, 134, 105497.
Shen, H., Liao, C., Zhou, J., & Zhao, K. (2021). Two-step laser based surface treatments of laser metal deposition manufactured Ti6Al4V components. Journal of Manufacturing Processes, 64, 239–252.
Zhou, J., Han, X., Li, H., Liu, S., Shen, S., Zhou, X., & Zhang, D. (2021). In-situ laser polishing additive manufactured AlSi10Mg: Effect of laser polishing strategy on surface morphology, roughness and microhardness. Materials, 14(2), 393.
Lee, S., Ahmadi, Z., Pegues, J. W., Mahjouri-Samani, M., & Shamsaei, N. (2021). Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Optics & Laser Technology, 134, 106639.
Souza, A. M., Ferreira, R., Barragán, G., Nunez, J. G., Mariani, F. E., da Silva, E. J., & Coelho, R. T. (2021). Effects of laser polishing on surface characteristics and wettability of directed energy-deposited 316L stainless steel. Journal of Materials Engineering and Performance, 30(9), 6752–6765.
Obeidi, M. A., Mussatto, A., Dogu, M. N., Sreenilayam, S. P., McCarthy, E., Ahad, I. U., Keaveney, S., & Brabazon, D. (2022). Laser surface polishing of Ti-6Al-4V parts manufactured by laser powder bed fusion. Surface and Coatings Technology, 434, 128179.
Hofele, M., Roth, A., Hegele, P., Schubert, T., Schanz, J., Harrison, D. K., De Silva, A. K. M., & Riegel, H. (2022). Influence of laser polishing on the material properties of aluminium L-PBF components. Metals, 12(5), 750.
Liu, Y., Ouyang, W., Wu, H., Xu, Z., Sheng, L., Zou, Q., Zhang, M., Zhang, W., & Jiao, J. (2022). Improving surface quality and superficial microstructure of LDED Inconel 718 superalloy processed by hybrid laser polishing. Journal of Materials Processing Technology, 300, 117428.
Maleki, E., Bagherifard, S., Unal, O., Bandini, M., & Guagliano, M. (2022). On the effects of laser shock peening on fatigue behavior of V-notched AlSi10Mg manufactured by laser powder bed fusion. International Journal of Fatigue, 163, 107035.
Prochaska, S., & Hildreth, O. (2022). Microstructural and corrosion effects of HIP and chemically accelerated surface finishing on laser powder bed fusion Alloy 625. The International Journal of Advanced Manufacturing Technology, 121(5–6), 3759–3769.
Wang, L., Wang, G., Dong, H., Ye, M., Li, X., Liu, L., Pan, J., & Ye, Z. (2022). Plasma electrolytic oxidation coatings on additively manufactured aluminum–silicon alloys with superior tribological performance. Surface and Coatings Technology, 435, 128246.
Santos, P. B., de Castro, V. V., Baldin, E. K., Aguzzoli, C., Longhitano, G. A., Jardini, A. L., Lopes, É. S. N., de Andrade, A. M. H., & de Fraga Malfatti, C. (2022). Wear Resistance of Plasma Electrolytic Oxidation Coatings on Ti-6Al-4V Eli Alloy Processed by Additive Manufacturing. Metals, 12(7), 1070.
Premchand, C., Lokeshkumar, E., Manojkumar, P., Ravisankar, B., Rama Krishna, L., Venkataraman, B., & Rameshbabu, N. (2022). Laser Sintered Ti-6Al-4V Alloy Coated with Plasma Electrolytic Oxidation: Influence of Duty Cycle and Frequency on Morphological, Structural, and Corrosion Properties. Journal of Materials Engineering and Performance, 31, 7955–7963.
Zhang, B., Zhu, L., Liao, H., & Coddet, C. (2012). Improvement of surface properties of SLM parts by atmospheric plasma spraying coating. Applied Surface Science, 263, 777–782.
Petráčková, K., Kondás, J., & Guagliano, M. (2017). Mechanical performance of cold-sprayed A357 aluminum alloy coatings for repair and additive manufacturing. Journal of Thermal Spray Technology, 26, 1888–1897.
Bagherifard, S., & Guagliano, M. (2020). Fatigue performance of cold spray deposits: Coating, repair and additive manufacturing cases. International Journal of Fatigue, 139, 105744.
An, L., Wang, D., & Zhu, D. (2022). Combined electrochemical and mechanical polishing of interior channels in parts made by additive manufacturing. Additive Manufacturing, 51, 102638.
Lu, H., Wu, L., Wei, H., Cai, J., Luo, K., Xu, X., & Lu, J. (2022). Microstructural evolution and tensile property enhancement of remanufactured Ti6Al4V using hybrid manufacturing of laser directed energy deposition with laser shock peening. Additive Manufacturing, 55, 102877.
Zhu, L., Wang, S., Pan, H., Yuan, C., & Chen, X. (2020). Research on remanufacturing strategy for 45 steel gear using H13 steel powder based on laser cladding technology. Journal of Manufacturing Processes, 49, 344–354.
Shim, D. S., Lee, H., Son, Y., & Oh, W. J. (2021). Effects of pre-and post-repair heat treatments on microstructure and tensile behaviors of 630 stainless steel repaired by metal additive manufacturing. Journal of Materials Research and Technology, 13, 980–999.
Acknowledgements
This work has supported by the National Research Foundation of Korea(NRF) grant funded by the Korea government(MSIT)(No. 2023R1A2C1007231) and (No. 2019R1A5A8083201) and Korea Basic Science Institute (National research Facilities and Equipment Center) grant funded by the Ministry of Education (grant No. 2021R1A6C101A449).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The author declares that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper is an invited paper (Invited Review).
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kahhal, P., Jo, YK. & Park, SH. Recent Progress in Remanufacturing Technologies using Metal Additive Manufacturing Processes and Surface Treatment. Int. J. of Precis. Eng. and Manuf.-Green Tech. 11, 625–658 (2024). https://doi.org/10.1007/s40684-023-00551-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-023-00551-2