
Abstract
The cyanate ester (CE) and epoxy (EP) resins were cured together at various mass compositions. The curing behavior of CE and CE/EP systems was studied by means of differential scanning calorimetry (DSC) in non-isothermal conditions. The DSC measurements indicated that the curing reactions were dependent on the stoichiometric ratio of the mixtures and showed the dilution effect of the EP resin in the cyclotrimerization of the catalyzed CE resin. The CE and CE/EP (70/30) systems were modified using reactive liquid butadiene-acrylonitrile copolymer (ETBN) and polysiloxane core–shell (PS) elastomer. The influence of ETBN and PS on the curing process and glass transition temperature (T g) of CE/EP systems was determined. The impact resistance characteristics of the completely cured systems indicated the influence of the modifiers and the EP content in the mixtures on its impact resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cyanate ester (CE) resins are important thermosetting materials obtained thanks to a large variety of well-known methods. The synthesis of 1,2,3,4-thiatriazoles via thermolysis belongs to the main methods, however, it is too expensive [1]. Another important method is the reaction between alcohol or phenol and cyanogen halide which yields three types of cyanate monomers with aryl cyanate monomers as the predominant ones [2]. CE resins are used in the area of aerospace structures, dielectrics, aircraft, and others requiring special materials. These applications result from their excellent properties, high performance of mechanical properties, low dielectric loss properties, low out-gassing during curing, low toxicity, and low moisture absorption. The absence of strong dipoles, attributed to the symmetrical arrangement of electronegative oxygen and nitrogen atoms around electropositive carbon atom, may explain the characteristically low dielectric loss and moisture absorption properties of polycyanaurates [2]. Relatively high price and high brittleness are the drawbacks and the reasons why CEs are modified [3].
The improvement of flexibility can be achieved by various types of modifications. Three main methods are known and used [4]:
-
Copolymerization with epoxy (EP) resin
-
Blending CE resin with thermoplastic resins, for example polysulfone [5, 6], polyarylate [7], poly(ether imide) [8], polycarbone, polyamide and so on
When modifiers are used, the main task is to control the morphological structure which is necessary to achieve significant toughening.
Copolymerization with EP resin is the most important method. The reaction between EP resin and bisphenol A dicyanate ester is well studied. The reaction pathway is complicated and implies several reaction steps [1, 2, 11]. The first step is cyclotrimerization of cyanates:

The second step is the insertion of EP resin to the ring:

The third step is isomerization to alkyl isocyanurate:

The next step is ring’s cleavage and the formation of oxazolidone:

The last steps contain elimination and addition:


The thermal stability of oxazolidinone rings is much lower than that of triazine rings. The sequence insertion–rearrangement–cleavage occurs only at higher temperature, due to both the lack of homoconjugation in the alkyl cyanurates and high activation barrier to break the isocyanurate ring. The temperature of isomerization is above 210 °C [12].
Several publications [13–16] describe the compatibility of some amorphous thermoplastics having T s > 170 °C with CE monomers and their prepolymers. Powdered thermoplastics can usually be dissolved in molten CE monomers or low-conversion prepolymers by stirring blends during the course of cyclotrimerization, most of the thermoplastics phase separate into micron or sub-micron [1].
The low T g elastomers, reactive rubbers, and reactive polysiloxanes have also been identified for toughening cyanate resins. Hydroxy-terminated copolyesters, hydroxy or EP-terminated polybutadiene-acrylonitrile rubbers, EP-functional core–shell preformed rubber particles and functionally terminated polysiloxanes [1, 13, 17, 18] are reported to afford microcrack resistance and impact resistance.
Differential scanning calorimetry (DSC) is the method which is most frequently used for monitor cyanate and EP conversion [1, 19–22]. Both the residual heat and T g methods have been studied. Unfortunately, even for the most studied system, bisphenol A dicyanate, reported enthalpy data is scattered from 23.2 to 28.4 kcal/eq.–OCN [23, 24] making accurate conversion measurements difficult.
In this study, copolymers based on bisphenol A dicyanate ester and diglicydyl ether of bisphenol A in different mass proportions were received. Then these copolymers were modified using a core–shell polysiloxane elastomer and EP-functionalized butadiene-acrylonitrile copolymer. In our earlier study, the carboxyl- and EP-terminated butadiene acrylonitrile copolymers were applied to modification of EP resins cured with phenol–formaldehyde novolac achieving good results [25–27]. The curing process for CE/EP systems with different EP content and influence of modification on curing behavior of CE/EP materials were studied by means of DSC. A study of the dynamic mechanical properties (the storage and loss modulus spectra) and microscopic characteristics (SEM) for these systems is presently in progress and will be presented soon.
Experimental
Raw materials
The CE resin, Primaset PT-15, a dicyanate ester of bisphenol A (DCEBA) with a cyanate equivalent of 139 g/eq. was kindly supplied by Lonza Ltd. The EP resin was a commercial grade prepolymer of the diglycidyl ether of bisphenol A (DGEBA) received from Brenntag Poland, as Epikote 828, with an EP group content approximately 0.54 mol/100 g. The catalyst system was made from 300 ppm of the complex metal copper (II) acetyl acetonate obtained from Merck and 4 phr of nonylphenol as the co-catalyst from PCC Synteza S.A (Poland). Two types of impact modifiers were used to improve mechanical properties. The first was the EP-terminated butadiene-acrylonitrile copolymer ETBN prepared from carboxyl-terminated copolymer Hycar 1300X8 CTBN (BF Goodrich Chem.) and DGEBA. The weight fraction of ETBN (expressed in relation to that of CTBN) in CE/EP mixture was 10 wt%. The second modifier was the composition of 4,4′-ethylidendiphenyldicyanate and core–shell polysiloxane rubber (PS), as Albidur XP1 received from Nanoresins AG.
Sample preparation
Mixtures of CE and EP with different mass ratios (100/0, 90/10, 80/20, 70/30, 60/40, 50/50, and 30/70) were prepared. The following mixing procedure was employed for all systems. The copper (II) acetyl acetonate was pre-dissolved in nonylphenol at 100 °C, stirring continuously until a homogeneous mixture was obtained; then it was cooled to room temperature. The required amount of EP was mixed with the molten CE at 90–100 °C for approximately 5 min, and then the catalyst mixture was added and stirred to obtain a homogeneous mixture that was immediately quenched before any reaction could occur and stored in refrigerator. To obtain samples modified with EP-terminated elastomer and polysiloxane, the required amount of modifier was added to the mixture before introduction of the catalyst system. The cured materials for impact tests were obtained by transferring the mixture after the preparation and degassing into steel mold and placing it in the oven for 1 h at 180 °C and 4 h at 220 °C.
Measurements
DSC
Calorimetric measurements were carried out using a differential scanning calorimeter (TA Instruments DSC 2920) in a dry nitrogen atmosphere (50 mL/min). Accurately weighed samples of about 11 mg were placed in nonhermetical aluminum pans and were cured in non-isothermal conditions from about −70 to 300–350 °C at 10 °C/min to determine the total heat of the reaction ΔH tot and glass transition temperature of the uncured components of the mixture (T g0). The glass transition temperature of the completely cured EP system was designated as T g∞ and determined during the second heating mode. Since the dynamically cured samples did not show any noticeable residual heat in the second heating run, we assumed that the cure reaction reached completion under non-isothermal conditions.
Impact resistance measurements
The measurements of impact resistance for neat and modified CE and CE/EP systems were carried out using Zwick machine type B5 O2E. The impact strength and the energy of breaking were tested according to ASTM D 256-88 with samples having a cross-section approximately 10 × 4 mm and length of 80 mm.
Results and discussion
DSC
DSC method was applied to describe the influence of EP resin on the course of polymerization reactions and thermal effects for EP mixtures with CE in the presence of a catalyst. The influence of the modification with the use of functionalized butadiene-acrylonitrile rubber and core–shell polysiloxane rubber on curing process of the CE/EP mixture (70/30) was also examined.
The effect of the EP resin content on curing of its mixtures with CE was examined for the samples with the participation of EP resin changing from 0 to 70 wt%. Figure 1 shows the comparison of thermograms for cyanate systems with different amount of EP received during the first DSC course.

Influence of EP resin content in mixture with CE on heat flow (first DSC course, q = 10 °C/min): (1) neat CE, (2) CE/EP (90/10), (3) CE/EP (70/30), (4) CE/EP (50/50), and (5) CE/EP (30/70)
On the basis of the comparison in Fig. 1 it is possible to notice the distinct influence of the EP content on the thermograms for different CE/EP mixtures. As the result of the curing of cyanate in the presence of a catalyst a broad exotherm showing the maximum in the temperature about 187 °C was received. The exotherm related to homopolymerization of CE is not single but has two small shoulders on both sides of the main maximum with indistinct maxima in the temperatures about 140–150 and 230–240 °C, respectively. The appearance of the exotherm can be explained taking into consideration the mechanism of the polymerization for cyanate monomers described in literature [1, 2, 11]. The main maximum peak is connected with the thermal effect of rising of aryl cyanurate rings, whereas the first shoulder seems to be the result of the reactions in which dimers were coming into existence as intermediates. The look of the second shoulder can be associated with the further reactions of the polymerization which were possible at the temperature close to T g and above T g because of the vitrification and diffusion limitations. The exotherms obtained during the curing of CE in the presence of EP differ depending on the amount of EP. Only the thermogram being the result of the curing of the mixture containing 10 wt% of EP is similar to the neat CE. In this case, the influence of the reactions with the participation of EP groups on the total thermal effect is invisible.
The shape of the exothermic curves changed with the increase of the EP content. The first peak is assigned to the reactions that occurred in the early stage of the curing of CE/EP system (pathways 1 and 2), the other peak can be assigned to the reactions of the later stage (pathways 3, 4, 5, and 6). The first larger peak for the CE-rich system is related to the products of crosslinked polytriazine and oxazoline networks. The second larger peak for the EP-rich system is related to the products of the reactions between of cyanate and EP monomers, for example oxazolidone structure, isocyanurate and polyether EP groups, and intermediates created during the curing. The DSC curves indicate an increasing dilution effect as the EP resin concentration rises. The exotherm for trimerization of the cyanate resin becomes more stretched with the increase of EP resin in the content, and the maximum is moving to the higher temperature. The peak maximum temperature for the polymerization of cyanate monomer containing 70 wt% of EP resin appears at 218 °C. Together with the rise of the EP content an increase in the intensity of the peak associated with the reactions of EP groups is observed, and the maximum of this peak appears at a slightly lower temperature. Introducing a large amount of EP (70 wt%) enlarges the temperature range for this peak considerably, most probably because of the excess of EP groups.
The total thermal effect related to the curing of CE/EP mixtures rises when EP content are increasing up to 30–40 wt%. The total heat for neat CE resin is equal to 615 J/g and for CE mixture with 30 wt% of EP increases to 696 J/g. The addition of 70 wt% of EP significantly reduces the thermal effect, which in this case achieves the value of 559 J/g.
Table 1 summarizes the peak maximum temperature (T p1, T p2), the total heat of curing (ΔH tot) at 10 °C/min, the glass transition temperature of uncured (T g0), and completely cured (T g∞) CE/EP systems. The glass transition temperature of cyanate monomer determined by DSC method appears around −28 °C. The EP resin with T g observed at the temperature of −14 °C causes an increase of the T g of the uncured CE/EP mixtures. T g of mixture with 70 wt% of EP increases to −20 °C. The T g determined for the completely cured copolymers was reduced considerably together with the rise of the EP resin content. T g∞ for the neat CE resin was found at 284 °C, but in the presence of 70 wt% of EP T g∞ was reduced up to 136 °C.
The effect of the EP resin content on the T g determined during the second heating experiment of EP/CE systems is shown graphically in Fig. 2.

Influence of EP resin content in EP/CE systems on heat flow and T g (second DSC course, q = 10 °C/min): (1) neat CE, (2) CE/EP (90/10), (3) CE/EP (70/30), (4) CE/EP (50/50), and (5) CE/EP (30/70)
The influence of the modification using EP-terminated butadiene-acrylonitrile rubber and core–shell polysiloxane particles on the curing process of neat CE and CE/EP mixture (30 wt% of EP) was examined. Initially, an universal carboxyl-terminated butadiene-acrylonitrile copolymer CTBN1300X8 was used. As the rate of the curing process for CE system was strongly affected by the presence of CTBN, and the gelation process was initiated already during the mixing of polymer components with the CTBN, carboxyl rubber was pre-reacted with the EP resin in the presence of triphenylphosphine. In this way, a copolymer finished with EP groups (ETBN) was obtained.
The comparison of thermograms obtained during the first DSC course for CE monomer containing 10 wt% of ETBN and PS rubber is shown in Fig. 3.

Heat flow as measured by DSC during the cure at 10 °C/min for: (1) neat CE, (2) +PS (10 wt%), and (3) +ETBN (10 wt%)
As reported in Fig. 3, the addition of PS does not influence the thermal effect associated with the polymerization of CE resin. The shape of the exothermic curves received both for neat CE resin and modified with PS is similar. The introduction of ETBN copolymer causes that the area under the exothermic peak is much smaller than the peak area for CE resin. The side shoulders present on exotherm received during the curing of CE are undergoing the disappearance in the case of ETBN-modified cyanate system.
In Table 2, values of the peak maximum temperature (T p), the total heat of the reaction (ΔH tot) at 10 °C/min, the glass transition temperature of uncured (T g0) and completely cured (T g∞) modified CE system were put together.
On the basis of these data one can see that the modification of CE resin with the help of ETBN causes a significant decrease of the total heat. The peak area is reduced from value of 615 J/g in the case of neat CE to 449 J/g for CE modified with ETBN. This decrease of the total heat is connected with the growth of T g0 which for the ETBN-modified cyanate is equal to −9 °C, thus it is about 19° higher than the T g0 of neat CE resin. It means that the reactions conducted to some extent of curing take place together with the phase separation of rubber domains and occur during the mixing of the ingredients. That is why the smaller thermal effect, the disappearance of side shoulders on the exotherm and the T g0 growth is observed.
When the PS rubber was applied in the CE system, an uptick of the heat of the reaction and a slight movement of the maximum peak in the direction of higher temperatures was noticed. This behavior shows that curing reactions are delayed somewhat in the presence of PS. T g0 of CE modified with PS comes down to −33 °C compared with T g0 of CE resin, which can be the result of the low glass transition temperature determined for polysiloxane (DSC). The significant influence of the ETBN and PS on the final degree of curing of the cyanate and T g∞ was not observed. T g∞ for CE resin modified with ETBN decreased about 5 °C as compared with the unmodified CE system.
Figure 4 shows the comparison of the first dynamic DSC runs for CE/EP mixtures (70/30) in the presence of ETBN and PS (10 wt%).

Heat flow as measured by DSC during the cure at 10 °C/min for: (1) CE/EP mixture, (2) +PS (10 wt%), and (3) +ETBN (10 wt%)
During the curing of CE/EP mixture without the modifier, the wide exotherm consisting of two peaks with similar intensity was received. After ETBN addition, the first peak was reduced, however, at the same time it became wider and the maximum moved in the direction of low temperatures. It proves that EP-terminated rubber accelerates the curing of cyanate and is moving the maximum of the spade in direction of the low temperature. The broadening of this exotherm could take place as a result of other reactions of EP groups in the rubber. The ETBN also influences the course of the reaction with the participation of the EP resin because the height of the second peak is also reduced. The thermogram received for CE/EP mixture modified with PS copolymer possesses a similar course as the thermogram of unmodified CE/EP mixture. Only the second peak with the maximum at 259 °C possesses lower intensity, so the thermal effect of the curing process is smaller.
Table 3 presents the peak maximum temperature (T p1, T p2), the total heat of curing (ΔH tot) at 10 °C/min, the glass transition temperature of uncured (T g0), and completely cured (T g∞) for CE and CE/EP systems modified with ETBN and PS.
Comparing the data collected in Table 3, a distinct ETBN influence on the total heat for the ETBN-modified system is visible. The heat of curing was equal to 581 J/g for cyanate/EP system modified with ETBN, while for the neat CE/EP mixture the value of 696 J/g was obtained. It can be seen that the temperatures of two peaks for each composition did not differ significantly, except for the cyanate/EP composition modified with ETBN. In this case, T p1 was moved toward lower temperatures, most probably due to some catalytic effect of acrylonitrile-butadiene copolymer with EP groups. The ETBN presence also affected T g∞ which grew up to 224 °C.
Mechanical properties of the cured copolymers
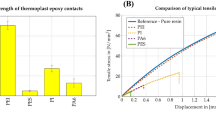
CEs are characterized by great brittleness, which limits their applications. The introduction of EP can improve their toughness effectively. Mechanical properties of the cured cyanate/EP copolymers are collected in Fig. 5.

Impact resistance as a function of EP resin content in CE/EP systems
With the increase of EP content, the impact resistance increases in the beginning and then decreases. It reached the maximum value when 30% of EP was used in the copolymers and at that point the impact strength increased from 0.82 for unmodified CE system to 0.98 kJ/mm2. The EP resin added to the cyanate system acted as a toughness agent. The presence of oxazoline and oxazolidinone rings created during the co-polymerization EP with cyanate should decrease the crosslink density of the copolymers. Taking into account, the impact strength of the cured copolymers as a whole, the best EP content in the copolymers should be carefully controlled among 10–40 wt%.
The influence of the modification of the CE and CE/EP systems using the ETBN and PS on the impact properties is presented in Table 4.
Certain increase of the impact strength and energy of breaking, however not significant, is observed after the modification of the neat CE and CE/EP systems using PS and ETBN rubbers. The biggest value of impact strength is observed in the case of CE network modified with PS. The insufficient increase of the impact resistance of cyanate materials as a result of the modification will be explained soon on the basis of morphology observations.
Conclusions
DSC technique was an useful tool for studying the curing reactions for CE/EP mixtures modified with reactive elastomer and core–shell particles. Temperature ramp tests for CE/EP system and modified compositions were carried out.
A distinct influence of the amount of EP resin in the mixture with cyanate on the curing behavior and thermal effects was found. The maximum of the cyclotrimerization exotherm for CE resin was moving to higher temperatures together with the increase of EP content. At the same time the intensity of the peak for the reactions with the participation of EP groups increased and the maximum of the peak appeared at a little lower temperature. The T g of the uncured CE/EP mixtures rose after the addition of EP, however, T g of the completely cured copolymers was reduced with the increase of the EP resin content.
The modification of cyanate resin and its copolymer with EP resin (70/30) using PS compound did not influence the curing of the mixture. Only a slight decline of the peak intensity is visible. On the contrary, the introduction of ETBN to CE and CE/EP caused a significant reduction of the area under the curve of heat flow versus temperature. In addition, the increase of T g0 of the uncured cyanate system modified with ETBN was observed. T g0 in this case was about 19 °C higher as compared with unmodified CE.
The T g of the completely cured CE and CE/EP systems was not affected by the use of PS. The increase of T g∞ for CE/EP modified with ETBN copolymer was found.
The measurements of the impact resistance showed that the introduction of PS and ETBN improved the fracture resistance of CE and CE/EP (70/30) materials only in a small degree.
References
Fang T, Shimp DA. Polycyanate esters: science and applications. Prog Polym Sci. 1995;20:61–118.
Hamerton I. Chemistry and technology of cyanate ester resins. Glasgow: Blackie Academic; 1994.
Tao Q, Gan W, Yu Y, Wang M, Tang X, Li S. Viscoelastic effects on the phase separation in thermoplastics modified cyanate ester resin. Polymer. 2004;45:3505–10.
Lu SH, Zhou ZW, Fang L, Liang GZ, Wang JL. Preparation and properties of cyanate ester modified by epoxy resin and phenolic resin. J Appl Polym Sci. 2007;103:3150–6.
Hwang JW, Cho K, Yoon TH, Park CE. Effects of molecular weight of polysulfone on phase separation behavior for cyanate ester/polysulfone blends. J Appl Polym Sci. 2000;77:921–7.
Woo EM, Shimp DA, Seferis JC. Phase structure and toughening mechanism of a thermoplastic-modified aryl dicyanate. Polymer. 1994;35:1658–65.
Iijima T, Kunimi T, Oyama T, Tomoi M. Modification of cyanate ester resin by soluble polyarylates. Polym Int. 2003;52:773–82.
Harismendy I, Rio MD, Marieta C, Gavalda J, Gomez CM, Mondragon I. Dicyanate ester–polyetherimide semi-interpenetrating polymer networks. II. Effects of morphology on the fracture toughness and mechanical properties. J Appl Polym Sci. 2001;80:2759–67.
Auad ML, Frontini PM, Borrajo J, Aranguren MI. Liquid rubber modified vinyl ester resins: fracture and mechanical behavior. Polymer. 2001;42:3723–30.
Fang Z, Shi H, Gu A, Feng Y. Effect of bentonite on the structure and mechanical properties of CE/CTBN system. J Mater Sci. 2007;42:4603–8.
Martin MD, Ormaetxea M, Harismendy I, Remiro PM, Mondragon I. Cure chemo-rheology of mixtures based on epoxy resins and ester cyanates. Eur Polym J. 1999;35:57–68.
Wang J, Liang GZ, Zhao W, Zhang Z. Viscoelastic, thermal and mechanical properties of dicyclopentadiene bisphenol dicyanate ester/epoxy co-polymers. Polym Bull. 2006;57:945–52.
Shimp DA, Wentworth JE. Cyanate ester-cured epoxy resin structural composites. Int SAMPE Symp. 1992;37:293–305.
Almen GR, MacKenzie P, Malhotra V, Maskell RK. Toughened cyanates for aerospace applications. Proceedings of the 35th International SAMPE Symposium and Exhibition; 1990. p. 1–11.
Almen GR, Mackenzie PD, Malhotra V, Maskell RK. Fiberite 954: cyanate ester systems. SPIE conference proceedings. Des Opt Instrum. 1992;1690:288–94.
Srinivasan SA, McGrath JE. Solubility Parameter as a tool for selection of thermoplastic tougheners for cyanate ester thermosetting networks. SAMPE Q. 1993;24(3):25.
Yang PC, Pickelman DM, Woo EP. A new cyanate matrix resin with improved toughness: toughening mechanism and composite properties. Proceedings of the 35th International SAMPE Symposium and Exhibition; 1990. p. 1131.
Arnold C, Mackenzie P, Pearson D, Chow N, Heam M, Robinson G. Siloxane-modified cyanates. Proceedings of the 37th International SAMPE Symposium and Exhibition; 1992. p. 128.
Sheng X, Akinc M, Kessler MR. Cure kinetics of thermosetting bisphenol E cyanate ester. J Therm Anal Calorim. 2008;93:77–85.
Vinnik RM, Roznyatovsky VA. Kinetic method by using calorimetry to mechanism of epoxy-amine cure reaction. J Therm Anal Calorim. 2004;75:753–64.
Pradhan S, Brahmbhatt P, Sudha JD, Unnikrishnan J. Influence of manganese acetyl acetonate on the cure-kinetic parameters of cyanate ester–epoxy blend systems in fusion relevant magnets winding packs. J Therm Anal Calorim. 2011. doi:10.1007/s10973-011-1487-8.
Georjon O, Galy J, Pascault JP. Isothermal curing of an uncatalyzed dicyanate ester monomer: kinetics and modeling. J Appl Polym Sci. 1993;49:1441–52.
Pankratov VA, Vinogradova SV, Korshak VV. The synthesis of polycyanates by the polycyclotrimerisation of aromatic and organoelement cyanate esters. Russ Chem Rev. 1977;46:278–95.
Gupta AM, Macosko CW. Synthesis and characterization of polymers based on the cyanate functional group. Makromol Chem Macromol Symp. 1991;45:105–15.
Szeluga U, Kurzeja L, Galina H. Modyfikacja kompozycji epoksydowo-nowolakowej reaktywnymi kauczukami oraz napełniaczem węglowym. Polimery. 2006;51:809–16.
Szeluga U, Kurzeja L, Galina H. Dynamic mechanical properties of epoxy/novolac system modified with reactive liquid rubber and carbon filler. J Therm Anal Calorim. 2008;92:813–20.
Szeluga U, Kurzeja L, Galina H. Curing of epoxy/novolac system modified with reactive liquid rubber and carbon filler. Polym Bull. 2008;60:555–67.
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Szeluga, U., Moryc, P. Curing of dicyanate ester/epoxy copolymers modified with polysiloxane and butadiene-acrylonitrile rubbers. J Therm Anal Calorim 109, 73–80 (2012). https://doi.org/10.1007/s10973-011-1717-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-011-1717-0