
Abstract
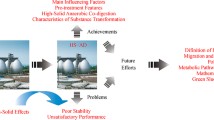
The attention that high solids anaerobic digestion process (HS-AD) has received over the years, as a waste management and energy recovery process when compared to low solids anaerobic digestion process, can be attributed to its associated benefits including water conservation and smaller digester foot print. However, high solid content of the feedstock involved in the digestion process poses a barrier to the process stability and performance if it is not well managed. In this review, various limitations to effective performance of the HS-AD process, as well as, the possible measures highlighted in various research studies were garnered to serve as a guide for effective industrial application of this technology. A proposed design concept for overcoming substrate and product inhibition thereby improving methane yield and process stability was recommended for optimum performance of the HS-AD process.
Similar content being viewed by others

Introduction
Given the mounting and daunting climate change and global warming situation, it is now inevitable for humankind to adopt a paradigm shift from conventional and non-environmentally friendly approach of waste disposal and fossil fuels energy consumption, to more environmentally benign approaches and circular bioeconomy. It is evident that the world may not be able to survive the catastrophic consequences of unchecked climate change [1, 2]. Indiscriminate dumping and landfilling of organic wastes are common traditional linear economy being practiced in most countries, However, a sustainable world demand a circular behaviour and converting these wastes back to resources [3]. One of the environmentally friendly approaches for biodegradable waste disposal and energy recovery that has been adopted, though not optimally, is anaerobic digestion (AD) [4]. Green energy and value added products, including organic fertilizers are produced from anaerobic digestion of biodegradable wastes [5,6,7]. AD is a process through which biodegradable organic wastes are broken down in the absence of air by microbial activities with consequent production of biogas and digestates that could be used for energy and soil fertilization purposes, respectively. It is a slow process with a typical retention time in the bioreactors of about 20–40 days [8].
Total solids (TS) is one of the important factors of AD processes, which can be classified into two main categories based on the total solid (TS) content of the solid wastes; low solid or wet anaerobic digestion (LS-AD) and high solid or dry anaerobic digestion (HS-AD). LS-AD and HS-AD processes involves the decomposition of biodegradable wastes with TS content ≤ 10% and ≥ 20% respectively [9]. Major comparison on the LS-AD and HS-AD are shown in Table 1. The form of anaerobic digestion process that is commonly practiced all over the world is LS-AD because of the simplicity of the technology involved [10, 11]. However, LS-AD has some hitches that affect the optimal productivity of the system. One of the constraints include the requirement of large digester footprint due to low TS content of the feedstock; the large volume digester is needed to provide for optimal valorisation of the feedstock. Another constraint of the LS-AD is the demand for large quantity of water to reduce the solid content of the feedstock, which is a major challenge for the regions with shortage of water [12,13,14]. This requirement places huge pressure on water resource which becomes a challenge as population increases and industrial development progresses. Beside, the high amount of water used during LS-AD often results in production of digestate with large volume of water that will, in turn, require use of screw press or chemical separation to reduce water level of the digestate before further application for agricultural use. Other challenges related to the application of LS-AD include cost implication and energy requirement of equipment such as pumps, mixers, thickeners, among others.
Meanwhile, most of the challenges limiting the optimal performance of LS-AD could be overcome through the application of HS-AD with associated environmental, social and economic benefits [15,16,17]. One of the environmntal benefits of HS-AD, besides being environmental friendly method of waste management and a source of green energy; is that it helps in the conservation of water as low amount of water is needed for the process. Conservation of resources, such as water is essential for human survival and sustainablity. Regarding the social benefits, HS-AD plants/facilities are not complex when compared to LS-AD, and could also be made mobile since little amount of water is involved in the process. and as such, people living in remote areas will not have problem accessing social benefits including job creation, effective waste management, public health improvement and accessibility to electricity and heating energy, among others from the application of the LS-AD. The economic benefit of HS-AD when compared to LS-AD is the potential cost reduction from various aspects of the digestion process which include; reactor smaller footprint due to closely packed digester content, lower heat and mixing energy consumption, easy handling of feedstock and digestate transport; high biogas production rate as a consequent of high organic loading rate, as well as reduced equipment maintainance due to limited number of complex equipment such as pump and mixers [18].
Optimal performance of HS-AD has been limited by various factors including drastic increase in accumulated volatile fatty acids, requirement of high innocula concentration, extended solid residence time, and inefficient mixing due to heterogeneous nature of solid waste feedstock [19,20,21]. In order to overcome these barriers to optimal performance of HS-AD, extensive research work has been carried out with various measures suggested. However, there is a dissertation dearth on garnering the possible measures for easy domestic and industrial applications of HS-AD. The purpose of this review is therefore to assemble the various recommended measures to overcome HS-AD limitations for efficient industrial application of HS-AD. Furthermore, the review will propose a design protocol for effective application of HS-AD.
Basics of HS-AD process
Anaerobic digestion (AD) process involves the degradation of organic fraction of waste streams by microbial consortium (bacteria, archaea and most likely fungi) [22] for production of energy rich compounds, as well as, nutrient rich organic fertilizer. This AD process encompasses four sequential steps including hydrolysis, acidogenesis, acetogenesis and methanogenesis, respectively, with hydrolysis and acidogenesis being the main limiting steps of this process [23,24,25,26,27,28]. During the first two steps, carbohydrates, proteins and fats are converted into sugars, aminoacids, glycerol and long chain fatty acids and thereafter converted into alcohols, hydrogen and carbondioxide. Throughout the third step, the acids and alcohols are converted by acetogens to hydrogen, carbondioxide and acetate which are finally degraded by methanogens to biogas (mainly methane and carbondioxide) as shown in Fig. 1 [22, 25, 29].

Adapted from Schnürer and Jarvis [22]
The AD Process through different degradation steps and trophic groups of microorganisms. 1 – Hydrolysis and Acidogenesis 2—Acetogenesis 3—Methanogenesis.
There are various microorganisms which by synergetic interactions convert large organic macromolecules into smaller organic compounds and finally into biogas [22]. However, the dominant microorganisms in HS-AD processes may vary from those in LS-AD; there are changes in microbial morphology as the total solid content changes [30,31,32]. Fermentative or hydrolytic bacteria produce extracellular enzymes including amylases, proteases, and lipases which break down the insoluble organic compounds into soluble compounds. Acidogenic bacteria are a mixture of facultative and obligatory bacteria, which are important in creating an anaerobic conditions during the fermentation process since the facultative anaerobes have the potential of using up the oxygen that might have been introduced into the process through the feedstock. Bacteria response to an increase in hydrogen concentration in the medium results in the accumulation of electrons by compounds such as lactate, ethanol, propionate, butyrate, and higher volatile fatty acids [33]. Acetogenic bacteria including Syntrophomonas and Syntrophobacter convert products from acidogenesis into acetates and hydrogen and carbon dioxide which may be used by methanogenic bacteria [34]. Acetogenesis requires efficient and continuous removal of hydrogen formed from the fermentation process, as the process can only be favoured thermodynamically at low partial pressure of hydrogen. Therefore, a symbiosis between acetogenic bacteria that produce hydrogen and autotrophic methane bacteria that consume hydrogen is required. Methanogenic bacteria, consisting of the hydrogenotrophic and acetotrophic, are responsible for methane production from two pathways including cleavage of acetate to CH4 and CO2 and reduction of CO2 with hydrogen gas, which are known as acetoclastic methanogenesis and hydrogenotrophic methanogenesis, respectively. The preferred pathway depends on the type of feedstock, available microbial consortium and the process conditions during the digestion process [35].
HS-AD processes involves the treatment of wastes as received (usually wastes streams with TS content ≥ 20%); the process is more robust and flexible in acceptance of feedstock compared to the LS-AD processes [36]. However, the rheological properties of sludge with high solids content are important in determining the sludge performance in digesters [37]. Sludge with high solids content is a pseudoplastic fluid that shows a yield stress and viscosity (η) of 20 Pa s unlike sludge with TS content ≤ 10% which behaves like a Newtonian fluid with pumpable and mixable slurry in the digester [37, 38].
HS-AD process challenges and control measures
The challenges associated with HS-AD process can be related to the environmental and operational factors. HS-AD process may be inhibited by change in temperature, pH and ammonia concentration but the inhibition is not so different from that obtainable from LS-AD process. So, the major challenge is related to feedstock composition, handling, pumping and mixing the high solid waste streams [39].
HS-AD is affected by environmemtal factors such as temperature, pH and composition of the feedstock. Generally, the optimum range values for the various factors are 35 and 55 °C for mesophilic and thermophilic temperature zones, respectively [40]; pH of 7.0–8.5[41]; nutrient composition in terms of C:N ratio of 23 to 30:1 [42]; retention period of 45–55 days at 25–30 °C, 20 days at 35–37 °C and 6–10 days at 55 °C [43]; slurry concentration of 8–10% [44]. For a stable and productive anaerobic digestion process, these factors should be maintained at optimal values.
A deviation from the optimum temperature range often lead to reduction in volatile fatty acid production rate, substrate decomposition rate, and metabolic rate of the microorganism [45, 46]. Variation in optimum temperature around ± 5 °C can result in reduction in biogas yield to 24% [47]; especially with thermophilic processes [48]. This challenge can be minimised using a two-phase anaerobic digestion process in which the hydrolysis/acidogenesis stage is operated under thermophilic conditions and the methanogenic stage is operated under mesophilic conditions [48, 49]. However, one stage system is used industrially because of cost implications. More so, part of biogas produced can be used in heating the reactor and maintaining constant temperature within the system; this is a good option for HS-AD since less energy is needed for heating due to low water content.
Feedstock composition
HS-AD process is flexible in acceptance of feedstocks but inadequate preparation of feedstock before feeding can lead to blockage in the inlet zone of the reactor as well as blockage in the gas pipes thereby causing a significant reduction in biogas yield and a great effect on the overall digestion process [50]. Pretreatment of feedstock such as magnetic separation, comminution in a rotating drum or shredder, screening, pulping, gravity separation or pasteurization needs to be done prior to digestion [39]. Also, presence of inhibitors (e.g. antibiotics, disinfectants, solvents, herbicides, salts, and heavy metals) in the feedstock can reduce the microbial activity at high concentrations thereby affecting the process degradation rate. Sometimes, the high solids feedstock could be a dewatered sewage sludge from the wastewater treatment plant which might contain polyelectrolytes (substances added to water to enhance floc adhesion) [51]. Polyelectrolytes reduce the hydrolysis rate and affect methane production during the digestion process [52]. The sewage sludge may also contain flocs of microbial aggregates that could form a shield around the microbial aggregates preventing them from being degraded [53, 54].
Little amount of water in the sludge, which is a typical characteristic of HS-AD, during anaerobic digestion process could affect the rheological characteristics of the digester medium and cause acid accumulation leading to the failure of the process [55]. During HS-AD process, high solid content of the feedstock are converted to high volume of metabolites including volatile fatty acids (VFA), long chain fatty acids, (LCFA), hydrogen (H2), hydrogen sulfide (H2S) and ammonia (NH3), with much of the metabolites left to accumulate while only little quantity is further converted. Volatile fatty acids (VFA) are unavoidable intermediates formed during anaerobic digestion [8, 56] and unregulated high solid digestion process may result in accumulation of VFAs, including acetate, propionate and butyrate. Unlike acetate and butyrate, propionate cannot be easily converted, and as a consequent, it forms a larger proportion of the accumulated VFA [13, 14, 17]. The VFA production during anaerobic digestion may reduce the pH level to a point that may result in process inhibition since some inhibitors like hydrogen sulfide (H2S) becomes toxic when the medium pH is below 9 [57]. This condition could lead to process failure, with consequent failure in methane production, if it is not properly managed [18, 58, 59]. Usually, the rate of VFA production and consumption should be balanced for stable digestion process, and to prevent process failure, the medium alkalinity is buffered. However, care must be taken when buffering the medium alkalinity since accumulation of inorganic cations and anions from nutrients, or pH buffer added to the sludge medium may cause the substances to act as inhibitors to the activities of the anaerobic microorganisms [60].
Besides VFA accumulation, anaerobic digestion of high solids sludge can cause ammonia build-up that inhibits the activities of methanogenic bacteria [61]. Microbial degradation of organic feedstock is impeded by the diffusion of accumulated ammonium ion or free ammonia nitrogen into the microbial cells resulting in proton (H +) imbalance or potassium (K +) deficiency. The buildup of total ammonia nitrogen (TAN) in digester medium may cause accumulation of volatile fatty acids and consequent failure of the digester [62,63,64,65,66,67,68]. It has also been observed that high solid AD system sometimes allows the development of specific fermenting species of Clostridium [18] as a way of adapting to the high TS content. Hence, the HS-AD process is either operated in batch or continuous mode initiated with a start-up in each case for optimum performance [69]. Increasing the TS in the reactor gradually is a good process for enhancing microbial adaptation; this can be achieved by starting with a low TS and increase gradually to a high TS by steadily adding a high solid feedstock. Rivard, Himmel [70] reported a loading rate of 9.5 gVS/ld at 32%TS when the TS in reactor was gradually increased from 5 to 32% while treating municipal solid wastes under mesophilic condition.
Additional measures to minimize the effect of these challenges on the digestion process include co-digestion with other substrates which may help to provide the necessary buffering capacity or essential nutrients necessary for the growth of the anaerobic microorganisms [42]. More so, addition of activated carbon or zeolite as a support structure for inhibitors will reduce the process inhibitions thereby enhancing biogas yield and production rates [71].
Mixing in HS-AD processes
Generally, gentle mixing promotes effective distribution of microorganisms and substrates throughout the digester ensuring close uniform heat transfer, as well as, release of gaseous products, which can also be enhanced by intermittent mixing of the digester contents [72, 73]. HS-AD process hardly takes place in a homogenous phase due to high viscosity, rheology of the solid wastes and the absence of a mixer [74]. Conventional mixer does not enhance homogeneity and may result in inadequate contact between the organisms and the substrates. Hence, poor mixing during HS-AD due to reduced water content can cause difficulties in heat and mass transfer resulting in process instability [75]. Good homogenization of the fresh feedstock with the digested waste in the reactor will enhance adequate inoculation thereby preventing overloading and particle sedimentation. Hence, mixing in HS-AD processes is enhanced through biogas injestion, inoculum and digestate recirculation thereby improving the decomposition of the solid wastes by active microbial consortium.
Industrial applications of HS-AD processes
HS-AD Technologies are anaerobic digestion technologies developed out of the necessity to treat wastes with high solid content (≥ 20%) effectively; the theoretical concepts involve handling anaerobic digestion processes at high solid loadings, as well as reduceing nutrient loss and water content in digestate. Details on each of these technologies coupled with their achievement in overcoming major challenges with HS-AD processes and current challenges associated with them are shown in Table 2. Typical HS-AD industrial technologies are Bekon, Biocel, Bioferm, Dranco, Kompogas, Valorga and Strabag among others [76,77,78,79,80,81]. Strategies adopted by each of these technologies in designing their reactors to overcome major challenge with mixing in HS-AD processes are evaluated in this section.
The BEKON system adopts a batch reactor design that can process bulk waste streams with high solid content at both mesophilic and thermophilic conditions; this system ensures continuous biogas production by running several reactors simultaneously [82]. Heating and constant temperature were maintained within the system through heated floor and walls as shown in Fig. 2. The process is non-mixed; liquid from the digestate is drained and recirculated back into the reactor to provide moisture for the microoorganisms [82]. BEKON system is robust and as such distinguished by its reliability in operation and low investment and operating costs. However, there are still some challenges with incomplete mixing resulting in sedimentation and possible VFAs accumulation that needs to be addressed for better-quality application.

Adapted from BEKON [81])
One Phase Batch Reactor Design with integrated heating and percolation liquid systems. BEKON System (
BIOCEL system adopts a similar reactor design to that of BEKON system for treating source separated organic fraction of municipal solid wastes (OFMSW) of TS 30 – 40% as shown in Table 2. The process is non-mixed but percolation liquid is collected and recirculated back continuously into the reactor. The system was initially set up to reduce cost through material handling simplification, high loading rates and elimination of the need for mixing equipment. The major challenge currently associated with this design is the high accumulation of volatile fatty acids during the hydrolysis/acidogenesis stage as indicated in Table 2.
BIOFerm system is also batch type digestion system similar to that of BEKON; it is well suited for feedstock with solids content of 25 – 35%. It operates in the mesophilic temperature range and percolation recirculation system is designed to recover residual heat from combined heat and power [78]; it is an effective heat usage thereby reducing energy input. Liquid percolation also help in moistening the microorganisms for improved performance in the reactor system. However, there is still challenge with possible VFA accumulation and cost of procurement of heat exchangers as indicated in Table 2.
DRANCO system is a continuous HS-AD process with total solid content of 15% to 40% in the reactor [81]; this system has three main characteristics including its vertical design, high-solids concentration, as well as the absence of mixer in the reactor as shown in Fig. 3. Mixing is enhanced in the system through digestate recirculation [83]; one part of fresh wastes mixed with six parts of the digestate. This is an improved design as it eliminates the mass transfer limitation as recorded in the batch systems mentioned previously.

(Adapted from Baere [81])
Reactor designs for adequate mixing of solid wastes; DRANCO System.
KOMPOGAS system, the process is similar to that of DRANCO system except that the reactor is design horizontally; it is a horizontal plug flow reactor. This design incorporates low speed impellers for homogenisation and degassing [39, 83, 84]; the digesting mass is moved by vortex flow in a horizontal position. Feeding fresh substrates into the reactor continuously pushes the digestate slowly through the reactor to the outlet. This design improves the mass and heat transfer in the system thereby eliminates the challenge of particle sedimentation and allows homogeneity. Some notable plants implementing Kompogs technology include the ones in Braunschweig-Watenbuttel (Germany) with 20,000 tons per year capacity; Tyrol (Austria) with capacity of 10,000 tons per year capacity; as well as, the plants in Switzerland which are Bachenbulach, Otelfingen and Volketswil with capacities of 13, 577, 13, 814 and 9,377 tons per year, respectively.
STRABAG System is a continuous reactor designed to treat dry wastes of 15 to 50% total solid content [85]. The design principle is also based on horizontal plug flow as in the case of KOMPOGAS System except that it is equipped with agitators which are arranged transversely to the flow direction as shown in Fig. 4; this enhances mixing thereby preventing uncontrolled sedimentation. The overlapping arrangement of the agitators ensures mixing of the substrate, optimum release of the gas and reliable transportation of digestate to the outlet. The agitator drives operate intermittently and thus with very low energy consumption [85]. However, there is need for further development of this technology to increase the methane content in biogas thereby making the process cost effective.

(Adapted from STRABAG [85])
Horizontal plug flow bioreactor design with inoculum recirculation; STRABAG System
VALORGA system is a single stage continuous HS-AD process (Fig. 5); it is a cylindrical vertical reactor but with a circular horizontal plug flow system. Mixing occurs through biogas injection (at every 15 min) [39] with high pressure at the bottom of the reactor. Mixing is well enhanced with this system but the major challenge could be with clogging of injectors. The benefits of these various design systems in enhancing HS-AD industrially are highlighted in Table 2 together with the current challenges that need improvement.

(Adapted from Vandevivere, De Baere [83])
Vertical plug flow bioreactor design with biogas recirculation; VALORGA System
Proposed design for HS-AD industrial plants
High solids anaerobic digesters must be designed to overcome possible limitations that may be encountered during the anaerobic digestion process to ensure optimal performance. Because of the feedstock heterogeneity, as well as, operational and environmental parameters that affect the anaerobic digestion process, the importance of pretreatment section cannot be understated as the key to the success of the HS-AD process. The pretreatment section will ensure that the feedstock for the HS-AD plants has suitable parameters including biodegradability, composition, fluid dynamics, among others, since the microbial anaerobic digestion process of the feedstock depends on these parameters. Some of the industrial processes explained in the previous section adopt the start-up phase for enhancing industrial adaptation. Inoculum recirculation is also adopted but addition of activated carbon or zeolite as shown in Fig. 6 will help in the absorption of possible inhibitors thereby improving the stability of the process. The biogas upgrading facilities is necessary to remove possible contaminants in the biogas produced so that challenges during biogas utilization will be minimal. Water moisture can be removed by cooling in heat exchanger; water absorption using glycol or water adsorption using adsorbers such as silica gel, activated carbon, molecular sieves, aluminium oxide or magnesium oxide. Activated carbon or molecular sieves can be used to remove siloxanes, particulate and gaseous contaminants such as halogenated hydrocarbons, ammonia, and organic silicon compounds. Hydrogen sulphide can be removed using different iron species (iron chloride, iron hydroxide, or oxide) while carbon dioxide can be removed using methods such as membrane separation, pressure swing adsorption, polyethylene glycol scrubbing or water scrubbing.

Proposed Design for Limiting Inhibition in HS-AD Plants
Economic implications of HS-AD process
HS-AD process has several socio-economic and environmental benefits including provision of renewable biogas fuel for transportation, electricity and heat energy; production of nutrient-rich fertilizer for agricultural purposes; provision of waste management services that reduce greenhouse gas emission from degradation of organic material, as well as, generating revenues from the sales of biogas (electricity and heat energy), among others. However, the benefits of the HS-AD process may be outweighed and affected by the capital and operating costs for the process, if adequate planning of the process is not done. It has been determined that capital costs range between £400 and £800/ton/year of installed capacity [86] while operating cost depends on the anaerobic digestion plant either wet or dry; and was estimated to vary from $18 to 100/ton of feedstock handled by the plant [87]. Examples of capital cost include property purchase, lift station pumps, plant installation, digester and mixing tanks, generators, and flow meters, among others; while operating cost includes cost of feedstock, logistics for feedstock and products, cost for maintenance and repairs, among others.
Among the dry anaerobic digestion technologies, the most applied technologies that have feedstock TS range of 30–40% are Dranco, Kompogas and Valorga [88]. The capital and operating costs incurred by any company involved in HS-AD process will depend on the type of technologies adopted by the company. For example, two companies implementing Dranco technology in Safzburg (Austria) and Brecht (Belgium) having capacity of 20,000 and 20,049 tons per year, respectively, and operating at temperature of 55 °C; will have to set up substantial amount for the digester capacity and maintenance, as well as, for the heat energy required to maintain the process at thermophilic temperature. Additional, the BEKON technology does not require pumps and mixers for operation, even the bulk waste does not require any pretreatment. So, the machines and operating costs are less expensive compared to the wet fermentation process. In view of this, a detailed economic analysis on these HS-AD technologies should be carried out in order to evaluate the cost of adopting these technologies; cost estimates can be obtained from stimulation models. There is also need to further develop these technologies to increase the methane content of the biogas, this will potentially drive down the cost of HS-AD process to be economical.
Conclusion and perspectives
In this review, the theoretical and industrial concept of the HS-AD process was addressed putting into considerations the available technologies. Thereafter, the challenges associated with the HS-AD process were highlighted and available technologies addressing such challenges currently in the industries were appraised. More so, design concept to overcome current limitations to optimal performance of the HS-AD process was proposed; this is vital for a wider acceptance and application of the HS-AD technology in the industries. However, there is a need to further investigate and direct research work towards establishing optimum values for various HS-AD operational parameters such as total solid content of the feedstock, organic loading rate, solid retention time, VFA/Alkalinity ratio, liquid, biogas or digestate recirculation depending on the type of reactor design adopted. Industries can control the process parameters automatically based on the optimum values obtained from research in order to avoid process failure and maximize profit. This is necessary for optimum performance of the HS-AD process and economic viability. Also, the metabolic pathways for digestion of carbohydrates, proteins and lipids in HS-AD processes should be known in order to maximize the digestion process.
Availability of data and materials
Not applicable.
Abbreviations
- AD:
-
Anaerobic digestion
- HS-AD:
-
High solid anaerobic digestion
- LS-AD:
-
Low solid anaerobic digestion
- TAN:
-
Total ammonia nitrogen
- C/N:
-
Carbon to nitrogen ratio
- LCFA:
-
Long chain fatty acids
- OLR:
-
Organic loading rate
- STR:
-
Solid retention time
- TS:
-
Total solids
- VFA:
-
Volatile fatty acids
- VS:
-
Volatile solids
References
Gallucci T, Lagioia G, Dimitrova V. Opportunities for biofuel sustainable development in Bulgaria. Int J Sustain Econ. 2010;2(3):241–57.
Hoffert M, et al. Advanced technology paths to global climate stability: energy for a greenhouse planet. Science. 2002;298(5595):981–7.
Taherzadeh MJ. Bioengineering to tackle environmental challenges, climate changes and resource recovery. Bioengineered. 2019;10(1):698–9.
Daniel-Gromke J, et al. Current developments in production and utilization of biogas and biomethane in Germany. Chem Ing Tech. 2017;90:17–35.
Demirbas A. Potential applications of renewable energy sources, biomass combustion problems in boiler power systems and combustion related environmental issues. Prog Energy Combust Sci. 2005;31(2):171–92.
McKendry P. Energy production from biomass II: conversion technologies. Biores Technol. 2002;83(1):47–54.
Abraham ER, Ramachandran S, Ramalingam V. Biogas: can it be an important source of energy? Environ Sci Pollut Res Int. 2007;14(1):67–71.
Wainaina S, Lukitawesa-Awasthi MK, Taherzadeh MJ. Bioengineering of anaerobic digestion for volatile fatty acids, hydrogen or methane production: a critical review. Bioengineered. 2019;10(1):437–58.
Abbassi-Guendouz A, et al. Total solids content drives high solid anaerobic digestion via mass transfer limitation. Bioresour Technol. 2012;111:55–61.
Shinners KJ, et al. Comparison of wet and dry corn stover harvest and storage. Biomass Bioenergy. 2017;31(4):211–21.
Di MF, et al. Solid anaerobic digestion batch with liquid digestate recirculation and wet anaerobic digestion of organic waste: comparison of system performances and identification of microbial guilds. Waste Manag. 2017;59:172–80.
Matheri AN, et al. Analysis of the biogas productivity from dry anaerobic digestion of organic fraction of municipal solid waste. Renew Sustain Energy Rev. 2018;81(P2):2328–34.
Fagbohungbe MO, et al. High solid anaerobic digestion: operational challenges and possibilities. Environ Technol Innov. 2015;4:268–84.
Kothari R, et al. Different aspects of dry anaerobic digestion for bio-energy: An overview. Renew Sustain Energy Rev. 2014;39:174–95.
Bolzonella D, et al. Dry anaerobic digestion of differently sorted organic municipal solid waste: a fullscale experience. Water Sci Technol. 2000;53(8):23–32.
Radwan AM, et al. Dry anaerobic fermentation of agricultural residues. Biomass Bioener. 1993;5(6):495–9.
Pavan P, et al. Performance of thermophilic semi-dry anaerobic digestion process changing the feed biodegradability. Water Sci Technol. 2000;41(3):75–81.
Abbassi-Guendouz A, et al. Total solids content drives high solid anaerobic digestion via mass transfer limitation. Biores Technol. 2012;111:55–61.
Jha AK, et al. Research advances in dry anaerobic digestion process of solid organic wastes. Afr J Biotech. 2011;10(65):14242–53.
Liu G, Peng XY, Long TR. Advance in high-solid anaerobic digestion of organic fraction of municipal solid waste. J Central South Univ Technol. 2006;13:151–7.
Li D, Yuan Z. Semi-dry mesophilic anaerobic digestion of water sorted organic fraction of municipal solid waste (WS-OFMSW). Bioresour Technol. 2010;101:2722–8.
Schnürer A, Jarvis A. Microbiological handbook for biogas plants. Swedish Waste Manage. 2010;U2009(03):1–138.
Mata-Alvarez J, Macé S, Llabrés P. Anaerobic digestion of organic solid wastes. An overview of research achievements and perspectives. BioresourTechnol. 2000;74:3–16.
Valdez-Vazquez I, Poggi-Varaldo HM. Alkalinity and high total solids affecting H2 production from organic solid waste by anaerobic consortia. Int J Hydrogen Energ. 2009;34:3639–46.
Metcalf & Eddy, et al. Wastewater engineering: treatment and reuse. 4th ed. Boston: McGraw-Hill; 2003.
Pavlostathis SG, Giraldogomez E. Kinetics of anaerobic treatment. Water Sci Technol. 1991;24(8):35–59.
Veeken A, et al. Effect of pH and VFA on hydrolysis of organic solid waste. J Environ Eng ASCE. 2000;126:1076–81.
Guendouz J, et al. Dry anaerobic digestion in batch mode: design and operation of a laboratory-scale, completely mixed reactor. Waste Manage. 2010;30:1768–71.
Gerardi MH. The microbiology of anaerobic digesters. New York: Wiley, John & Sons; 2003.
Yi J, et al. Effect of increasing total solids contents on anaerobic digestion of food waste under mesophilic conditions: performance and microbial characteristics analysis. PLoS ONE. 2014;9(7): e102548.
Li A, et al. A pyrosequencing-based metagenomic study of methane-producing microbial community in solid-state biogas reactor. Biotechnol Biofuels. 2013;6(1):3.
Di Maria F, et al. Solid anaerobic digestion batch with liquid digestate recirculation and wet anaerobic digestion of organic waste: Comparison of system performances and identification of microbial guilds. Waste Manage. 2017;59:172–80.
Conrad R. Contribution of hydrogen to methane production and control of hydrogen concentrations in methanogenic soils and sediments. FEMS Microbiol Ecol. 1999;28(3):193–202.
Schink B. Energetics of syntrophic cooperation in methanogenic degradation. Microbiol Mol Biol Rev. 1997;61(2):262–80.
Demirel B, Scherer P. The roles of acetotrophic and hydrogenotrophic methanogens during anaerobic conversion of biomass to methane: a review. Rev Environ Sci Biotechnol. 2008;7(2):173–90.
Rapport J, et al. Current anaerobic digestion technologies used for treatment of municipal organic solid waste. Sacramento: California Environmental Protection Agency; 2008.
Baroutian S, Eshtiaghi N, Grapes DJ. Rheology of a primary and secondary sludge mixture: dependency on temperature and solids concentration. Biores Technol. 2013;140:227–33.
Coussot P. Yield stress fluid flows: a review of experimental data. J Nonnewton Fluid Mech. 2014;211:31–49.
Lissens G, et al. Solid waste digestors: process performance and practice for municipal solid waste digestion. Water Sci Technol. 2001;44(8):91–102.
Khalid A, et al. The anaerobic digestion of solid organic waste. Waste Manag. 2011;31(8):1737–44.
Lusk P. Latest progress in anaerobic digestion. Biocycle. 1999;40(7):52–4.
Rajeshwari KV, et al. State-of-the-art of anaerobic digestion technology for industrial wastewater treatment. Renew Sust Energ Rev. 2000;4:135–56.
Halalsheh M, et al. Effect of SRT and temperature on biological conversions and the related scum-forming potential. Water Res. 2005;39(12):2475–82.
Liu Y, Tay J. State of the art of biogranulation technology for wastewater treatment. Biotechnol Adv. 2004;22:533–63.
Bowen EJ, et al. Low-temperature limitation of bioreactor sludge in anaerobic treatment of domestic wastewater. Water Sci Technol. 2014;69(5):1004–13.
Wu M-C, Sun K-W, Zhang Y. Influence of temperature fluctuation on thermophilic anaerobic digestion of municipal organic solid waste. J Zhejiang Univ Sci B. 2006;7(3):180–5.
Navickas K et al. Influence of temperature variation on biogas yield from industrial wastes and energy plants. Eng Rural Dev 2013;405–410.
Song Y-C, Kwon S-J, Woo J-H. Mesophilic and thermophilic temperature co-phase anaerobic digestion compared with single-stage mesophilic- and thermophilic digestion of sewage sludge. Water Res. 2004;38(7):1653–62.
Mao C, et al. Review on research achievements of biogas from anaerobic digestion. Renew Sustain Energy Rev. 2015;45:540–55.
Barjenbruch M, et al. Minimizing of foaming in digesters by pre-treatment of the surplus-sludge. Wat Sci Tech. 2000. https://doi.org/10.2166/wst.2000.0215.
Lee CH, Liu JC. Enhanced sludge dewatering by dual polyelectrolytes conditioning. Water Res. 2000;34:4430–6.
Wang D, et al. Understanding the impact of cationic polyacrylamide on anaerobic digestion of waste activated sludge. Water Res. 2018;30:281–90.
Ding Z, et al. Role of extracellular polymeric substances (EPS) production in bioaggregation: application towastewater treatment. Appl Microbiol Biotechnol. 2015;99:9883–905.
Sheng GP, Yu HQ, Li XY. Extracellular polymeric substances (EPS) of microbial aggregates in biological wastewater treatment systems: a review. Biotechnol Adv. 2010;28:882–94.
Zhang J, et al. Evolution of rheological characteristics of high-solid municipal sludge during anaerobic digestion. Appl Rheol. 2016;26:1–10.
Lukitawesa, et al., Factors influencing volatile fatty acids production from food wastes via anaerobic digestion. Bioengineered, 2020;11(1): 39–52.
Ward AJ, et al. Optimisation of the anaerobic digestion of agricultural resources. Biores Technol. 2008;99(17):7928–40.
Brown D, Shi J, Li Y. Comparison of solid-state to liquid anaerobic digestion of lignocellulosicfeedstocks for biogas production. BioresourTechnol. 2012;124:379–86.
Staley BF, DeLos-Reyes FL, Barlaz M. Effect of spatial differences in microbial activity, pH, and substrate levels on methanogenesis initiation in refuse. Appl Environ Microbiol. 2011;77:2381–91.
Chen Y, Cheng JJ, Creamer KS. Inhibition of anaerobic digestion process: a review. Biores Technol. 2008;99(10):4044–64.
Lay JJ, Li YY, Noike T. Influences of pH and moisture content on the methane production in high-solids sludge digestion. Water Res. 1997;31:1518–24.
Angelidaki I, Ahring BK. Thermophilic anaerobic digestion of livestock waste: the effect of ammonia. Appl Microbiol Biotechnol. 1993;38(4):560–4.
Gallert C, Winter J. Mesophilic and thermophilic anaerobic digestion of source-sorted organic wastes: effect of ammonia on glucose degradation and methane production. Appl Microbiol Biotechnol. 1997;48:405–10.
Kayhanian M. Ammonia inhibition in high-solids biogasification: an overview and practical solutions. Environ Technol. 1999;20(4):355–65.
Astals S, et al. Characterising and modelling free ammonia and ammonium inhibition in anaerobic systems. Water Res. 2018;143:127–35.
Riggio S, et al. Leachate flush strategies for managing volatile fatty acids accumulation in leach-bed reactors. Biores Technol. 2017;232:93–102.
De-Vrieze J, et al. Methanosarcina: the rediscovered methanogen for heavy duty biomethanation. Biores Technol. 2012;11:1–9.
Jokela JP, Rintala J. Anaerobic solubilisation of nitrogen from municipal solid waste (MSW. Rev Environ Sci Bio/Technol. 2003;2:67–77.
Patinvoh RJ, Dry anaerobic digestion of wastes: processes and applications, in sustainable resource recovery and zero waste approaches. 2019, Elsevier. p. 175-182. https://doi.org/10.1016/B978-0-444-64200-4.00012-8
Rivard C, et al. Anaerobic digestion of processed municipal solid waste using a novel high solids reactor: Maximum solids levels and mixing requirements. Biotech Lett. 1990;12:235–40.
Nges IA, Liu J. Effects of solid retention time on anaerobic digestion of dewatered-sewage sludge in mesophilic and thermophilic condition. Ren Energ. 2010;35(19):2200–6.
Karim K, et al. Anaerobic digestion of animal waste: effect of mode of mixing. Water Res. 2005;39(15):3597–606.
Appels L, et al. Principles and potential of the anaerobic digestion of waste-activated sludge. Prog Energy Combust Sci. 2008;34(6):755–81.
Mohanty MK, Das D. Industrial applications of anaerobic digestion. 2019;227–248.
Cao X, et al. Effect of total suspended solids and various treatment on rheological characterization of municipal sludge. Res Chem Inteemed. 2018;44:5123–38.
Neyens E, Baeyens J. A review of thermal sludge pre-treatment processes to improve dewaterability. J Hazard Mater. 2003;98:51–67.
Penaud V, Delgenès J-P, Moletta R. Characterization of soluble molecules from thermochemically pretreated sludge. J Environ Eng. 2000;16:397–402.
Fu Y, et al. Dry anaerobic digestion technologies for agricultural straw and acceptability in China. Sustainability. 2018;10(12):1–13.
Innovative Solutions for Cities and Agriculture. BEKON energy technologies GmbH & Co. KG., in bioenergy via dry fermentation.http://www.cityofpaloalto.org/civicax/filebank/documents/19875 Accessed 03 Mar 2014.
Tyrberg, L. VMAB Biogas at Mörrum waste treatment plant in Mörrum, Karlshamn municipality. 2013. http://www.res-chains.eu/wp-content/uploads/2014/09/M%C3%B6rrum-biogas-final.pdf. Accessed 24 Jul 2017.
Baere, L.D. The DRANCO technology: a unique digestion technology for solid organic wastes. 2012. http://www.ows.be/wp-content/uploads/2013/02/The-DRANCO-technology-2012.pdf. Accessed 16 Sep 2017.
BEKON GmbH, Innovative solutions for municipalities and waste management companies in energy for the future dry fermentation. 2016. https://www.bekon.eu/en/. Accessed 28 Nov 2021.
Vandevivere P, De Baere L, Verstraete W. Types of anaerobic digester for solid wastes, in Biomethanization of the organic fraction of municipal solid wastes. London: Iwa Publishing; 2003. p. 111–40.
Kompogas® dry anaerobic digestion Energy from organic waste. http://www.hz-inova.com/cms/wp-content/uploads/2015/06/HZI_Kompogas_10_engl_RZ_3_WEB.pdf. Accessed 16 Sep 2017.
STRABAG. Dry digestion. STRABAG Umweltanlagen GmbH; http://www.strabag-umwelttechnik.com/databases/internet/_public/files.nsf/SearchView/A9C0D56F88B4274EC125774600504FB5/File/3_4%20Trockenvergaerung_e%20d.pdf. Accessed 16 Sep 2017.
Cesaro A, Belgiomo V, Naddeo V. Comparative technology assessment of anaerobic digestion of organic fraction of MSW. WIT Trans Ecol Environ. 2010;142:355–66.
Beddoes JC, et al. An analysis of energy production costs from anaerobic digestion systems on US livestock production facilities. Tech Note. 2007;1:1.
Bolzonella D, et al. Dry anaerobic digestion of differently sorted organic municipal solid waste: a full scale experience. Water Sci Technol. 2006;53(8):23–32.
Qian M, et al. Industrial scale garage-type dry fermentation of municipal solid waste to biogas. Biores Technol. 2016;217:82–9.
Matheri AN, et al. Analysis of the biogas productivity from dry anaerobic digestion of organic fraction of municipal solid waste. Renew Sustain Energy Rev. 2018;81:2328–34.
Tian S-Q, Zhao R-Y, Chen Z-C. Review of the pretreatment and bioconversion of lignocellulosic biomass from wheat straw materials. Renew Sustain Energy Rev. 2018;91:483–9.
Shinners KJ, et al. Comparison of wet and dry corn stover harvest and storage. Biomass Bioenerg. 2007;31(4):211–21.
Barry M, Colleran E, Wilkie A. Two-stage digestion of organic residues and energy crops. Energy Conserv Use Renew Energ Bio Indust. 1982;2:75–87.
Yoshida H, Gable JJ, Park JK. Evaluation of organic waste diversion alternatives for greenhouse gas reduction. Resour Conserv Recycl. 2012;60:1–9.
Linville JL, et al. Current state of anaerobic digestion of organic wastes in North America. Curr Sustain/Renew Energy Rep. 2015;2(4):136–44.
Amnuaycheewa P, et al. Enhancing enzymatic hydrolysis and biogas production from rice straw by pretreatment with organic acids. Ind Crops Prod. 2016;87:247–54.
Zhou J, et al. Different organic loading rates on the biogas production during the anaerobic digestion of rice straw: a pilot study. Biores Technol. 2017;244:865–71.
Rahman MA, et al. Anaerobic co-digestion of poultry droppings and briquetted wheat straw at mesophilic and thermophilic conditions: Influence of alkali pretreatment. Renew Energy. 2018;128:241–9.
Han J, Xiang X, Li X. A new approach of agricultural residues utilization—biogas dry fermentation project by membrane covered trough. Agric. Eng. Technol. 2008;4:14–7.
Ghosh S, et al. Pilot-scale gasification of municipal solid wastes by high-rate and two-phase anaerobic digestion (TPAD). Water Sci Technol. 2000;41(3):101–10.
Chynoweth D, Legrand R, Anaerobic digestion as an integral part of municipal waste management. In: Proceedings Landfill Gas and Anaerobic Digestion of Solid Waste, 1988: p. 467–480.
Lianhua L, et al. Effect of temperature and solid concentration on anaerobic digestion of rice straw in South China. Int J Hydrogen Energy. 2010;35(13):7261–6.
André L, Pauss A, Ribeiro T. Solid anaerobic digestion: State-of-art, scientific and technological hurdles. Biores Technol. 2018;247:1027–37.
Surendra K, et al. Biogas as a sustainable energy source for developing countries: opportunities and challenges. Renew Sustain Energy Rev. 2014;31:846–59.
Acknowledgements
This work was financially supported by Swedish Center for Resource Recovery, University of Boras, Sweden.
Funding
Open access funding provided by University of Boras. Not applicable.
Author information
Authors and Affiliations
Contributions
The concept of this work was conceived by MJT and RJP. The original draft was prepared by RJP and JA. The manuscript was developed and written by JA and RJP. Writing-Review was done by JA, RJP and MJT. Supervision and Editing: MJT. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Authors give their consent for the publication of this review paper.
Competing interests
Authors declared there are no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Akinbomi, J.G., Patinvoh, R.J. & Taherzadeh, M.J. Current challenges of high-solid anaerobic digestion and possible measures for its effective applications: a review. Biotechnol Biofuels 15, 52 (2022). https://doi.org/10.1186/s13068-022-02151-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s13068-022-02151-9