
Abstract
Background
With increasing concerns over the environment, biological production of cadaverine has been suggested as an alternative route to replace polyamides generated from the petroleum-based process. For an ideal bioprocess, cadaverine should be produced with high yield and productivity from various sugars abundant in biomass. However, most microorganisms are not able to efficiently metabolize other biomass-derived sugars as fast as glucose. This results in reduced growth rate and low carbon flux toward the production of desired bio-chemicals. Thus, redesign of microorganisms is necessary for utilizing those carbon sources with enhanced carbon flux and product formation.
Results
In this study, we engineered Escherichia coli to produce cadaverine with rapid assimilation of galactose, a promising future feedstock. To achieve this, genes related to the metabolic pathway were maximally expressed to amplify the flux toward cadaverine production via synthetic expression cassettes consisting of predictive and quantitative genetic parts (promoters, 5′-untranslated regions, and terminators). Furthermore, the feedback inhibition of metabolic enzymes and degradation/re-uptake pathways was inactivated to robustly produce cadaverine. Finally, the resultant strain, DHK4, produced 8.80 g/L cadaverine with high yield (0.170 g/g) and productivity (0.293 g/L/h) during fed-batch fermentation, which was similar to or better than the previous glucose fermentation.
Conclusions
Taken together, synthetic redesign of a microorganism with predictive and quantitative genetic parts is a prerequisite for converting sugars from abundant biomass into desired platform chemicals. This is the first report to produce cadaverine from galactose. Moreover, the yield (0.170 g/g) was the highest among engineered E. coli systems.
Similar content being viewed by others


Background
Cadaverine (1,5-diaminopentane) is an important platform chemical because it can be utilized to produce various important materials such as biopolymers, chelating agents, and other additives [1–3]. A promising polyamide, PA 5,10, whose properties are similar to nylon 6,6 can be polymerized from cadaverine with sebacic acid derived from plant oil [2]. The growing market size of biopolymers and bioplastics, which is expected to reach 5.08 billion US dollars by 2021 [4], also supports the importance of cadaverine production. Thus, development of an efficient process to produce cadaverine is strongly required, and various biomass-derived sugars should be utilized to fulfill the huge demand [5].
In nature, microorganisms produce cadaverine to adapt to changes in their environment, such as a drop of pH, for their survival [6]. Throughout the last decade, efforts have been made to enhance cadaverine production through metabolic engineering of industrial microorganisms. As an initial attempt, Escherichia coli has been studied for its tolerance of high concentrations of cadaverine [1]. This study demonstrated that E. coli is a suitable host to produce cadaverine because it can grow even in the presence of 20–50 g/L cadaverine. In addition, flux toward cadaverine synthesis was amplified by overexpression of enzymes including endogenous lysine decarboxylase (encoded by cadA) and disruption of degradation pathways. Furthermore, 9.6 g/L cadaverine was produced with a yield of 0.12 g cadaverine/g glucose and a productivity of 0.32 g/L/h [1]. Cadaverine production was further increased to 12.6 g/L with the expression of a synthetic small regulatory RNA mainly repressing murE [7]. A more recent study investigating systems metabolic engineering on lysine-producing Corynebacterium glutamicum demonstrated an industrial-scale application with a noteworthy production [2]. However, these promising results were based on utilization of glucose mainly obtainable from edible food sources, which may not be a sufficient feedstock for platform chemical production due to the possible impact on food supply and security [8]. Although there was an effort to engineer E. coli to directly utilize cellobiose obtainable from cellulose for cadaverine production [9], the production was relatively low (0.62 g/L) indicating that there is a significant room for improvement. Therefore, more studies on the utilization of various sugars from other inedible biomass are required to diversify feedstocks.
Production of cadaverine from galactose is quite promising because galactose can be easily found from the hydrolysate of macroalgae or dairy waste [10–12]. Particularly, macroalgae is not an edible biomass and does not require any fertilizer and arable land for its cultivation [13, 14]. Thus, it is expected that galactose can be a suitable feedstock to produce various platform chemicals in large quantities. However, the major drawback of industrial microorganisms such as E. coli is the slower utilization rate of galactose than that of glucose [15]. This low assimilation rate of galactose results in reduced rates of both growth and product formation even with well-performed glucose-dependent production pathways [16]. To overcome the limitation on galactose utilization, several combinatorial approaches have been demonstrated such as expression of several combinations of metabolic genes on C. glutamicum [17] and construction of fragmented chromosomal library perturbations for inverse metabolic engineering as well as a random mutagenesis approach on Saccharomyces cerevisiae [18, 19]. In a recent study, E. coli was re-designed by reconstruction of its utilization pathway with synthetic genetic parts including predictable promoters, 5′-untranslated regions (5′-UTRs), and terminators to achieve maximum expression [15]. The engineered strain showed a significantly enhanced growth rate (44.8%) and sugar utilization rate (53.1%), similar to glucose fermentation [15]. Furthermore, this engineered pathway was shown to be efficient when combined with the n-butanol production pathway [20].
In this study, we develop a novel E. coli capable of producing cadaverine from galactose, a promising future feedstock. To achieve this, we re-construct the entire galactose utilization and cadaverine production pathways with synthetic expression cassettes for maximum activity. Each gene is expressed under the control of synthetic promoters, rationally designed synthetic 5′-UTRs, and terminators at both transcription and translation levels. In addition, eliminating feedback inhibition of metabolic enzymes and competing metabolic pathways improve cadaverine production. In addition, our fed-batch fermentation demonstrates that E. coli is successfully re-designed for conversion of galactose into cadaverine.
Results
Design of synthetic expression cassettes for cadaverine production
Biological synthesis of cadaverine is mainly achieved through decarboxylation of l-lysine, one of the essential amino acids [21]. In order to increase flux towards cadaverine production, we re-constructed the metabolic pathways of E. coli W3110 from aspartate to lysine by adding synthetic expression cassettes on chromosomes (Fig. 1). Additionally, instead of using 4 native enzymes (encoded by dapD, argD, dapE, and dapF), we used meso-diaminopimelate dehydrogenase (encoded by ddh) from C. glutamicum to directly convert 4-hydroxy-tetrahydrodipicolinate to meso-2,6-diaminopimelate. Moreover, the feedback inhibition of native enzymes was released by introducing point mutations based on previous studies (C352T on dapA [22] and C1055T on lysC [23]). Finally, a total of six genes (asd, dapA fbr, dapB, ddh, lysA, and lysC fbr) were chosen to be under the control of synthetic expression designs on chromosome (Fig. 1).

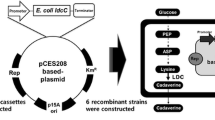
Overall strategy to develop the E. coli strain for cadaverine production from galactose. The native galactose metabolism was replaced through introduction of a re-designed Leloir pathway (galE, galT, galK, galM, galP, and pgm) on the chromosome. For cadaverine production, the carbon flux toward lysine was amplified by additional introduction of the re-designed production pathway (asd, dapA fbr, dapB, ddh, lysA, and lysC fbr) on the chromosome. Then, cadaverine was produced by expression of cadA (encoding lysine decarboxylase) on a high copy plasmid. The superscripts of two genes (dapA and lysC) indicate deregulation of feedback inhibition by site-directed mutagenesis
To express those genes, a strong constitutive promoter (BBa_J23100 from the Registry of Standard Biological Parts) was chosen because it does not require the addition of expensive inducers such as IPTG and its strong activity has been already adapted in the production of various value-added chemicals [24, 25]. In addition, synthetic 5′-UTRs for each gene were designed using UTR Designer to achieve maximum level at translation (Additional file 1: Table S1) [26]. Then, all genetic parts including promoters, 5′-UTRs, coding sequences, and terminators were assembled as a pseudo-operon in a plasmid (pACYC-Lys). Subsequently, this artificial operon was integrated into the chromosome as an additional copy by replacing galR to increase the galactose utilization rate [15]. For efficient recombination, lysA, which is next to galR in the genome, was also deleted. The cassette for lysC fbr was excluded in the artificial operon because we failed to obtain a proper positive colony during the cloning step. Possibly, harboring the constitutively expressing lysC fbr cassette along with other cassettes on the plasmid was a severe metabolic burden. Instead, we replaced the native chromosomal lysC cassette with the synthetic cassette of lysC fbr by homologous recombination.
Lastly, we expressed cadA, which converts lysine to cadaverine on high copy plasmids (pETduet) rather than chromosomal expression to increase the conversion efficiency similar to a previous study [1]. Originally, cadA-v1 (Additional file 1: Table S1) was designed as a 5′-UTR for cadA to achieve maximum expression. However, we did not successfully get a positive clone due to non-specific mutations around the promoter and 5′-UTR, as also observed in a previous study [1]. Therefore, we designed other versions of 5′-UTRs (cadA-v2 and cadA-v3, Additional file 1: Table S1) with lower expression levels. We obtained cadA with cadA-v3 whose predicted expression level was 30 times lower than that of cadA-v1.
Enhanced galactose utilization for cadaverine production
We first evaluated cadaverine production from galactose for the DHK1 strain harboring pET-cadA and the DHK2 strain with pET-cadA and synthetic expression cassettes for cadaverine production on chromosomes. The DHK1 strain grew relatively better than the DHK2 strain, indicating that expression of the synthetic cassettes for cadaverine production is a metabolic burden (Fig. 2a). The DHK1 strain did not produce any detectable amount of cadaverine despite the presence of all metabolic enzymes (Fig. 2c). However, the DHK2 strain produced significant amounts of cadaverine from galactose in terms of titer, yield, and productivity (Fig. 2d, 1.84 g/L, 0.0918 g/g, 0.0612 g/L/h, respectively).

a Specific growth rate and b maximum specific galactose uptake rate of DHK 1–3 strains. One OD600 unit corresponds to 0.27 g dry cell weight (DCW)/L [15]. c–e Time-course fermentation profiles of DHK1-3 strains. The left y-offset, right y-axis, and right y-offset represents galactose, cadaverine, and acetate concentrations (g/L), respectively. The left y-axis represents OD600. The x-axis represents the culture time (h). The error bars indicate standard deviations of measurements from two independent cultures. Symbols: open rectangle, OD600; open circle, galactose; closed upward triangle, cadaverine; closed downward triangle, acetate
We further engineered the native galactose operon (galETKM), pgm, and galP by replacing the original expression systems with synthetic expression cassettes. To achieve this, the synthetic galactose operon (galE-galT-galK-galM), pgm, and galP were introduced to their original loci on the chromosome based as previously published [15]. This DHK3 strain showed a slightly increased specific growth rate compared to the DHK2 strain (Fig. 2a) However, the maximum specific galactose uptake rate of the DHK3 strain (0.914 g/g DCW/h) was remarkably higher than that of both the DHK1 (0.477 g/g DCW/h, 192%) and DHK2 (0.485 g/g DCW/h, 188%) strains (Fig. 2b). Moreover, this strain produced cadaverine with higher titer (2.03 g/L), yield (0.102 g/g), and productivity (0.0678 g/L/h) than those of the DHK2 strain (Fig. 2e). This improvement indicates that galactose was successfully utilized and converted to cadaverine through our re-designed metabolic pathway with synthetic expression cassettes.
Deletion of genes for cadaverine degradation and re-uptake
Our next step was inactivation of competing pathways to increase cadaverine production by preventing possible degradation and re-uptake of cadaverine. It is known that several enzymes whose substrates are diamines can degrade cadaverine because of structural similarities to cadaverine [1]. These enzymes are putrescine/cadaverine aminopropyl transferase (encoded by speE), spermidine acetyltransferase (encoded by speG), γ-glutamylputrescine synthetase (encoded by puuA), and cadaverine aminotransferase (encoded by ygjG) [1, 27, 28]. In addition, putrescine importer (encoded by puuP) might non-specifically import extracellular cadaverine into the cytosol [1]. As deletion of those five genes led to an increase in cadaverine production [1], we also removed them from the chromosome of the DHK3 strain, and this strain was designated as the DHK4 strain. We observed increased cadaverine titer and productivity from galactose to 2.67 g/L and 0.0892 g/L/h (Fig. 3), which was 31.5% higher than the parental DHK3 strain. The yield was also enhanced to 0.134 g/g, indicating effective cadaverine production with minimization of the degradation and re-uptake of cadaverine.

Time-course fermentation profiles of the DHK4 strain. The left y-offset, right y-axis and right y-offset represent galactose, cadaverine, and acetate concentrations (g/L), respectively. The left y-axis represents OD600. The x-axis represents the culture time (h). The error bars indicate the standard deviations of measurements from two independent cultures. Symbols: open rectangle, OD600; open circle, galactose; closed upward triangle, cadaverine; closed downward triangle, acetate
Fed-batch cultivation of the DHK4 strain
Fed-batch cultivation of the DHK4 strain was carried out to evaluate its performance in large-scale fermentation. We used a continuously stirred 5 L reactor with 2 L of initial medium volume with pH–stat mode. After inoculation, the cells immediately started to produce cadaverine. In the early phase during the first 12 h, the titer reached to 1.22 g/L and productivity was 0.101 g/L/h (Fig. 4). Cadaverine production accelerated with increased biomass, and productivity was observed during 12–30 h (0.421 g/L/h). Throughout the 30-h fermentation period, the final titer, yield, and productivity were significantly higher than flask-scale batch culture (8.80 g/L, 0.170 g/g, and 0.293 g/L/h, respectively).

Time-course fed-batch fermentation profile for the DHK4 strain. The left y-offset and right y-axis represents galactose and cadaverine, acetate concentrations (g/L), respectively. The left y-axis represents OD600. The x-axis represents the culture time (h). Symbols: open rectangle, OD600; open circle, galactose; closed upward triangle, cadaverine; closed downward triangle, acetate
Discussion
By nature, microorganisms have evolved for rapid growth by fast utilization of the preferred carbon source. In addition, tight regulations on metabolic pathways by chemical-responsive transcription factors [29–31], riboswitches [32], and feedback inhibition [33] allow efficient carbon allocation and a reduction in wasted resources. This robustness of the metabolic network often incurs difficulties in the redesign of microorganisms as chemical-producing cell factories. Therefore, native metabolic networks should be altered through modification of fluxes toward both desired and unwanted pathways [20, 24, 34].
With the recent advances in synthetic biology, various predictive and quantitative genetic elements to control the expression of specific gene(s) are now available, and these tools can be efficiently utilized to redesign microorganisms. Depending on the required strength, the transcription machinery can be chosen from a synthetic promoter library [35–37]. Similarly, the 5′-UTR sequence, which is critical for translation initiation, can be precisely designed with consideration of the upstream coding sequence [26, 38]. As demonstrated in this study, we are now able to easily design and build synthetic pathways with maximum metabolic activity in a rational manner (galactose utilization and cadaverine production pathways). Moreover, the initial design can be further refined by modifying the design criteria as shown in the case of cadA. Accordingly, we successfully re-designed the metabolic pathways to produce cadaverine from galactose, resulting in the development of the DHK4 strain, which demonstrated high titer (8.80 g/L), yield (0.170 g/g), and productivity (0.293 g/L/h). These results are similar to those of glucose-based fermentation, demonstrating the highest yield ever studied in E. coli.
Although a fair amount of acetate (4.99 g/L) was still observed in the flask culture, it was significantly lower than that of the previous study [1]. When the fed-batch culture was conducted, 3.29-fold of cadaverine was produced compared to the batch culture while only 1.26-fold of acetate was accumulated. It is plausible that controlled aeration to maintain the saturated dissolved oxygen level in a bioreactor might help to enhance the activity of the electron transport chain for synthesizing ATP [39]. In addition, using synthetic and controllable genetic parts, carbon flux might be increasingly accelerated toward cadaverine formation even with reduced acetate formation. These results support the engineered DHK4 strain, which led to improved cellular performance with an increased yield. Alternatively, chromosomal deletion of ackA-pta, a main pathway for acetate production, is a possible trial as previously described [40, 41]. However, this deletion should be carefully applied as it sometimes causes reduced target chemical production with changes in growth pattern, although acetate production is significantly decreased [16]. Alternatively, replenishment of a key intermediate in the TCA cycle such as oxaloacetate can be an option to directly supply a precursor for cadaverine production and energy generation [42]. Therefore, optimal carbon flux distribution around the phosphoenolpyruvate–oxaloacetate node can presumably enhance the production of cadaverine from galactose. Optimization might be achieved by controlling the activity of anaplerotic enzymes such as PEP carboxylase [38].
Conclusions
In summary, we re-constructed the metabolic pathway of E. coli, using synthetic expression designs to efficiently produce cadaverine from galactose. Additional improvement on cadaverine production was achieved by removing cadaverine degradation and re-uptake pathways. From fed-batch fermentation, our engineered strain showed 8.80 g/L of cadaverine production with 0.170 g/g of yield and 0.293 g/L/h of productivity. To our best knowledge, this is the first report to produce cadaverine from galactose with the yield for cadaverine production being the highest compared to those of previous studies in engineered E. coli.
Methods
Chemical reagents and oligonucleotides
Phusion DNA polymerase and restriction endonucleases were purchased from New England Biolabs (Ipswich, MA, USA). The oligonucleotides were synthesized by Cosmogenetech (Seoul, Korea) and listed in Additional file 1: Table S2. The amplified PCR products were purified using the GeneAllR Expin™ Gel SV kit (GeneAll Biotechnology, Seoul, Korea). Genomic DNA was extracted using the GeneAllR Exgene™ Cell SV kit. Plasmids were prepared using the AccuPrepR Nano-Plus Plasmid Mini Extraction Kit (Bioneer, Daejeon, Korea). Other chemical reagents used in this study were obtained from Sigma-Aldrich (St. Louis, MO, USA).
Construction of strains and plasmids
The strains and plasmids used in this study are listed in Table 1. To construct the pACYC-Lys plasmid, the artificial lysine operon was designed using a strong constitutive promoter (BBa_J23100) and the synthetic 5′-UTR predicted by the UTR Designer (http://sbi.postech.ac.kr/utr_designer) to maximally express genes related to lysine pathways [26, 38]. The lysC, asd, dapA, dapB, and lysA genes were amplified from the genomic DNA of E. coli W3110 by PCR reaction with V-lysC-F/V-lysC-R, V-asd-F/V-asd-R, V-dapA-F/V-dapA-R, V-dapB-F/V-dapB-R, and V-lysA-F/V-lysA-R primer pairs. The ddh was also amplified from the genomic DNA of C. glutamicum with V-ddh-F and V-ddh-R primers. Site-directed mutagenesis on dapA and lysC was conducted with P-dapA-F/P-dapA-R and P-lysC-F/P-lysC-R primer pairs via TA cloning. The amplified asd fragment was digested with XbaI and SphI endonuclease and this was inserted into the pACYCDuet plasmid. Likewise, dapA fbr, dapB, ddh, and lysA fragments were digested with SphI and SacI, SacI and NotI, NotI and KpnI, and KpnI and PacI endonucleases, respectively, and sequentially inserted into proper cloning sites to yield the pACYC-Lys plasmid. To construct the pET-cadA plasmid, cadA was amplified from the genomic DNA of E. coli W3110 using the V-cadA-F/V-cadA-R pair. It was then digested with BamHI and PacI endonucleases and inserted into a pETduet plasmid.
All chromosomal manipulations were conducted using the Lambda Red recombination system with either the rpsL-neo or FRT-Kan R-FRT fragment with pKD46 and pCP20 plasmids as previously described [40, 43–45]. For recombination with an rpsL-neo fragment, an rpsL A128G mutation was inserted into strain W3110 by direct recombination with the P-A128G oligonucleotide. The DHK1 strain was constructed by transforming the pET-cadA plasmid. To develop the DHK2 strain, we deleted a chromosomal region from galR to lysA by integrating the rpsL-neo fragment amplified with D1-galR-F/D1-galR-R primers. The PCR fragment containing synthetic expression cassettes for asd, dapA fbr, dapB, ddh, and lysA was prepared by amplification with O-lysO-F/O-lys-R primers, using pACYC-Lys as a template, and this was integrated into the aforementioned region. In the case of lysC, native lysC was deleted by inserting the rpsL-neo fragment amplified with D1-lysC-F/D1-lys-R primers. The amplified lysC fbr fragment amplified with O-lysC-F/O-lysC-R primers was then integrated into the original site.
To construct DHK3 strain, the native galETKM operon was deleted by inserting the FRT-Kan R-FRT fragment amplified by D1-galETKM-F/D1-galETKM-R primers. Next, the refactored galETKM [15] was integrated by inserting the PCR fragment amplified with O-galETKM-F/O-galETKM-R primers, and pACYC-galO as a template. In addition, both galP and pgm were overexpressed using the FRT-Kan R-FRT fragment amplified with O-galP-F/O-galP-R1/O-galP-R2 and O-pgm-F/O-pgm-R, respectively.
The DHK4 strain was developed by deleting competing pathways for cadaverine synthesis [1]. To delete the speE, speG, ygjG, and puuPA genes, proper rpsL-neo fragments were utilized following amplification with D1-speE-F/D1-speE-R, D1-speG-F/D1-speG-R, D1-ygjG-F/D1-ygjG-R, and D1-puuPA-F/D1-puuPA-R pairs. After confirmation of deletion, rpsL-neo was removed by another direct recombination using D2-speE, D2-speG, D2-ygjG, and D2-puuPA oligonucleotides.
Medium and culture conditions
For cadaverine production, the cells were aerobically cultivated in modified R/2 medium supplemented with 20 g/L galactose, 3 g/L (NH4)2SO4, 2 g/L (NH4)2HPO4, 6.75 g/L KH2PO4, 0.85 g/L citric acid, 0.7 g/L MgSO4·7H2O, and 5 mL/L trace metal solution [1]. The trace metal solution contained 10 g/L FeSO4·7H2O, 2.0 g/L CaCl2·2H2O, 2.2 g/L ZnSO4·7H2O, 0.5 g/L MnSO4, 1.0 g/L CuSO4·5H2O, 0.1 g/L (NH4)6Mo7O2·4H2O, and 0.02 g/L Na2B4O7·10H2O [46]. The pH was adjusted to 6.8 using 10 M KOH. For selection pressure, 100 μg/mL ampicillin was added to the culture medium as necessary.
The flask-scale batch culture was prepared by inoculating a single colony from an LB (Lysogeny broth) plate to 3 mL of modified R/2 media. After overnight culture, the initial seed cultures were re-inoculated to 3 mL of the same medium with optical density (OD600) 0.05 for refreshing. When the OD600 reached 0.8–1.0, cells were transferred into 25 mL of fresh medium with OD600 of 0.05. The cells were cultured at 37 °C with continuous shaking (250 rpm). The pH of the medium was adjusted to 6.8 every 6 h with 10 M KOH solution. The culture samples were periodically withdrawn and frozen at −80 °C until analysis. All experiments for cell culture were conducted in biological duplicate. The cell mass was measured using a UV-1700 spectrophotometer (Shimadzu, Kyoto, Japan) at a wavelength of 600 nm (OD600).
For the fed-batch culture, seeds were prepared by the same method as described above. After refreshing, the cells were transferred to 2 L of modified R/2 medium containing 10 g/L galactose in a 5-L jar fermenter with an initial OD600 of 0.2. The culture broth was continuously stirred at 500 rpm, and sterile air was provided at a flow rate of 2 vvm. The pH of the culture medium was automatically maintained at 6.8 with 10 M KOH solution. The temperature of the medium was also automatically controlled at 37 °C. The feeding solution [1] containing 300 g/L galactose, 8 g/L MgSO4·7H2O, and 115 g/L (NH4)2SO4 was used to supplement the carbon and nitrogen sources. A small amount of antifoam 204 (less than 0.1% v/v) was intermittently added to prevent foaming during fermentation.
Analytical methods
To quantify the metabolites, the UltiMate™ 3000 analytical HPLC system (Dionex, Sunnyvale, CA, USA) was utilized. The concentration of galactose and acetate was analyzed using the Aminex HPX-87H column (Bio-Rad Laboratories, Richmond, CA, USA) with 5 mM H2SO4 as a mobile phase at a flow rate of 0.6 mL/min at 14 °C. The signals were monitored using a Shodex RI-101 detector (Shodex, Klokkerfaldet, Denmark).
For cadaverine analysis, the concentration was determined using a pre-column o-phthalaldehyde derivatization method coupled with reverse-phase liquid column chromatography (Acclaim 120 C18; Dionex, Sunnyvale, CA, USA) [47]. The derivatized cadaverine was eluted at a flow rate of 0.8 mL/min with a combination of eluent A (0.1 M sodium acetate in 55% methanol, pH 7.2) and eluent B (100% methanol) [48]. Samples with high cadaverine concentration were diluted to a concentration of less than 1 g/L for an accurate analysis. The signal was monitored using a UV–Vis diode array detector at a wavelength of 338 nm.
Abbreviations
- UTR:
-
untranslated regions
- ATP:
-
adenosine triphosphate
- PCR:
-
polymerase chain reaction
- Kan R :
-
kanamycin resistance gene
- OD:
-
optical density
References
Qian Z-G, Xia X-X, Lee SY. Metabolic engineering of Escherichia coli for the production of cadaverine: a five carbon diamine. Biotechnol Bioeng. 2011;108:93–103.
Kind S, Neubauer S, Becker J, Yamamoto M, Völkert M, Abendroth GV, Zelder O, Wittmann C. From zero to hero—production of bio-based nylon from renewable resources using engineered Corynebacterium glutamicum. Metab Eng. 2014;25:113–23.
Wang C, Zhang K, Chen Z, Cai H, Wan H, Ouyang P. Directed evolution and mutagenesis of lysine decarboxylase from Hafnia alvei AS1.1009 to improve its activity toward efficient cadaverine production. Biotechnol Bioprocess Eng. 2015;20:439–46.
Bioplastics and biopolymers market by type (bio-PE, bio-PET, PLA, starch blends, biodegradable polyesters, regenerated cellulose and PHA), application (packaging, bottles, agriculture), and by region—trends and forecast to 2021. http://www.marketsandmarkets.com/Market-Reports/biopolymers-bioplastics-market-88795240.html. Accessed 3 Oct 2016.
Hahn-Hägerdal B, Himmel ME, Somerville C, Wyman C. Welcome to biotechnology for biofuels. Biotechnol Biofuels. 2008;1:1–4.
Samartzidou H, Mehrazin M, Xu Z, Benedik MJ, Delcour AH. Cadaverine inhibition of porin plays a role in cell survival at acidic pH. J Bacteriol. 2003;185:13–9.
Na D, Yoo SM, Chung H, Park H, Park JH, Lee SY. Metabolic engineering of Escherichia coli using synthetic small regulatory RNAs. Nat Biotechnol. 2013;31:170–4.
John RP, Anisha GS, Nampoothiri KM, Pandey A. Micro and macroalgal biomass: a renewable source for bioethanol. Bioresour Technol. 2011;102:186–93.
Ikeda N, Miyamoto M, Adachi N, Nakano M, Tanaka T, Kondo A. Direct cadaverine production from cellobiose using β-glucosidase displaying Escherichia coli. AMB Express. 2013;3:67.
Roesijadi G, Jones SB, Snowden-Swan LJ, Zhu Y. Macroalgae as a biomass feedstock: a preliminary analysis. Pacific Northwest National Laboratory PNNL-19944 2010.
Wei N, Quarterman J, Jin YS. Marine macroalgae: an untapped resource for producing fuels and chemicals. Trends Biotechnol. 2013;31:70–7.
Abreu AP, Fernandes B, Vicente AA, Teixeira J, Dragone G. Mixotrophic cultivation of Chlorella vulgaris using industrial dairy waste as organic carbon source. Bioresour Technol. 2012;118:61–6.
Wendisch VF, Brito LF, Gil Lopez M, Hennig G, Pfeifenschneider J, Sgobba E, Veldmann KH. The flexible feedstock concept in industrial biotechnology: metabolic engineering of Escherichia coli, Corynebacterium glutamicum, Pseudomonas, Bacillus and yeast strains for access to alternative carbon sources. J Biotechnol. 2016;234:139–57.
Lim HG, Kwak D, Jung GY. Biofuel production from macroalgae toward bio-based economy. J Mar Biosci Biotechnol. 2014;6:8–16.
Lim HG, Seo SW, Jung GY. Engineered Escherichia coli for simultaneous utilization of galactose and glucose. Bioresour Technol. 2013;135:564–7.
Lim JH, Seo SW, Kim SY, Jung GY. Model-driven rebalancing of the intracellular redox state for optimization of a heterologous n-butanol pathway in Escherichia coli. Metab Eng. 2013;20:56–62.
Barrett E, Stanton C, Zelder O, Fitzgerald G, Ross RP. Heterologous expression of lactose- and galactose-utilizing pathways from lactic acid bacteria in Corynebacterium glutamicum for production of lysine in whey. Appl Environ Microbiol. 2004;70:2861–6.
Lee K-S, Hong M-E, Jung S-C, Ha S-J, Yu BJ, Koo HM, Park SM, Seo J-H, Kweon D-H, Park JC, Jin Y-S. Improved galactose fermentation of Saccharomyces cerevisiae through inverse metabolic engineering. Biotechnol Bioeng. 2011;108:621–31.
Park J-H, Kim S-H, Park H-D, Kim JS, Yoon J-J. Simultaneous utilization of galactose and glucose by Saccharomyces cerevisiae mutant strain for ethanol production. Renew Energy. 2014;65:213–8.
Lim HG, Lim JH, Jung GY. Modular design of metabolic network for robust production of n-butanol from galactose–glucose mixtures. Biotechnol Biofuels. 2015;8:137.
Li N, Chou H, Yu L, Xu Y. Cadaverine production by heterologous expression of Klebsiella oxytoca lysine decarboxylase. Biotechnol Bioprocess Eng. 2014;19:965–72.
Farmer WR, Bickmeier J, Lu C, Chang D-E, Skraly F, Ramseier TM. Green process and compositions for producing poly(5HV) and 5 carbon chemicals US patent US9090898 B2. 2015.
Lee KH, Park JH, Kim TY, Kim HU, Lee SY. Systems metabolic engineering of Escherichia coli for l-threonine production. Mol Syst Biol. 2007;3:149.
Kim SC, Min BE, Hwang HG, Seo SW, Jung GY. Pathway optimization by re-design of untranslated regions for l-tyrosine production in Escherichia coli. Sci Rep. 2015;5:13853.
Lim JH, Seo SW, Kim SY, Jung GY. Model-driven rebalancing of the intracellular redox state for optimization of a heterologous n-butanol pathway in Escherichia coli. Metab Eng. 2013;20:56–62.
Seo SW, Yang JS, Kim I, Yang J, Min BE, Kim S, Jung GY. Predictive design of mRNA translation initiation region to control prokaryotic translation efficiency. Metab Eng. 2013;15:67–74.
Haywood GW, Large PJ. The occurrence, subcellular localization and partial purification of diamine acetyltransferase in the yeast Candida boidinii grown on spermidine or putrescine as sole nitrogen source. Eur J Biochem. 1985;148:277–83.
Samsonova NN, Smirnov SV, Altman IB, Ptitsyn LR. Molecular cloning and characterization of Escherichia coli K12 ygjG gene. BMC Microbiol. 2003;3:2.
Seo SW, Kim D, Latif H, O’Brien EJ, Szubin R, Palsson BO. Deciphering fur transcriptional regulatory network highlights its complex role beyond iron metabolism in Escherichia coli. Nat Commun. 2014;5:4910.
Seo SW, Kim D, O’Brien EJ, Szubin R, Palsson BO. Decoding genome-wide GadEWX-transcriptional regulatory networks reveals multifaceted cellular responses to acid stress in Escherichia coli. Nat Commun. 2015;6:7970.
Seo SW, Kim D, Szubin R, Palsson BO. Genome-wide reconstruction of OxyR and SoxRS transcriptional regulatory networks under oxidative stress in Escherichia coli K-12 MG1655. Cell Rep. 2015;12:1289–99.
Breaker RR. Riboswitches and the RNA world. Cold Spring Harb Perspect Biol. 2012;4:a003566.
Gerhart JC, Pardee AB. The enzymology of control by feedback inhibition. J Biol Chem. 1962;237:891–6.
Xu P, Gu Q, Wang W, Wong L, Bower AGW, Collins CH, Koffas MAG. Modular optimization of multi-gene pathways for fatty acids production in E. coli. Nat Commun. 2013;4:1409.
Alper H, Fischer C, Nevoigt E, Stephanopoulos G. Tuning genetic control through promoter engineering. Proc Natl Acad Sci USA. 2005;102:12678–83.
Alper H, Moxley J, Nevoigt E, Fink GR, Stephanopoulos G. Engineering yeast transcription machinery for improved ethanol tolerance and production. Science. 2006;314:1565–8.
Jones JA, Vernacchio VR, Lachance DM, Lebovich M, Fu L, Shirke AN, Schultz VL, Cress B, Linhardt RJ, Koffas MAG. ePathoptimize: a combinatorial approach for transcriptional balancing of metabolic pathways. Sci Rep. 2015;5:11301.
Seo SW, Yang JS, Cho HS, Yang J, Kim SC, Park JM, Kim S, Jung GY. Predictive combinatorial design of mRNA translation initiation regions for systematic optimization of gene expression levels. Sci Rep. 2014;4:4515.
Ingledew WJ, Poole RK. The respiratory chains of Escherichia coli. Microbiol Rev. 1984;48:222–71.
Lim HG, Noh MH, Jeong JH, Park S, Jung GY. Optimum rebalancing of the 3-hydroxypropionic acid production pathway from glycerol in Escherichia coli. ACS Synth Biol. 2016;5(11):1247–55.
De Mey M, De Maeseneire S, Soetaert W, Vandamme E. Minimizing acetate formation in E. coli fermentations. J Ind Microbiol Biotechnol. 2007;34:689–700.
Sauer U, Eikmanns BJ. The PEP-pyruvate-oxaloacetate node as the switch point for carbon flux distribution in bacteria. FEMS Microbiol Rev. 2005;29:765–94.
Datsenko KA, Wanner BL. One-step inactivation of chromosomal genes in Escherichia coli K-12 using PCR products. Proc Natl Acad Sci USA. 2000;97:6640–5.
Lim SI, Min BE, Jung GY. Lagging strand-biased initiation of red recombination by linear double-stranded DNAs. J Mol Biol. 2008;384:1098–105.
Jang S, Lee B, Jeong HH, Jin SH, Jang S, Kim SG, Ac GYJ, Lee CS. On-chip analysis, indexing and screening for chemical producing bacteria in a microfluidic static droplet array. Lab Chip. 2016;16:1909–16.
Lee SY, Chang HN. High cell density cultivation of Escherichia coli W using sucrose as a carbon source. Biotechnol Lett. 1993;15:971–4.
Yang J, Seo SW, Jang S, Shin SI, Lim CH, Roh TY, Jung GY. Synthetic RNA devices to expedite the evolution of metabolite-producing microbes. Nat Commun. 2013;4:1413.
Qian Z-G, Xia X-X, Lee SY. Metabolic engineering of Escherichia coli for the production of putrescine: a four carbon diamine. Biotechnol Bioeng. 2009;104:651–62.
Authors’ contributions
DHK, HGL, SWS, and GYJ conceived the project. DHK and HGL designed and performed experiments together with JY. DHK, HGL, SWS, and GYJ conducted data analysis and interpretation and wrote the manuscript. SWS and GYJ supervised the project. All authors read and approved the final manuscript.
Acknowledgements
Not applicable.
Competing interests
The authors declare that they have no competing interests.
Availability of data and materials
All relevant data have been included in this published article and its Additional file 1.
Funding
This research was supported by grants from the Marine Biomaterials Research Center of the Marine Biotechnology Program funded by the Ministry of Oceans and Fisheries of Korea, Advanced Biomass R&D Center (ABC) of the Global Frontier Project (ABC-2015M37A6A2066119), a National Research Foundation of Korea (NRF) Grant (NRF-2015R1A2A1A10056126), C1 Gas Refinery Program (NRF-2016M3D3A1Ak01913237) funded by the Ministry of Science, ICT & Future Planning. This work was also supported by POSCO Green Science grant.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Dong Hun Kwak and Hyun Gyu Lim contributed equally to this work
Additional file
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated.
About this article

Cite this article
Kwak, D., Lim, H., Yang, J. et al. Synthetic redesign of Escherichia coli for cadaverine production from galactose. Biotechnol Biofuels 10, 20 (2017). https://doi.org/10.1186/s13068-017-0707-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s13068-017-0707-2