
Abstract
Titanium and its alloys are widely utilized in the biomedical sector, they still exhibit poor tribological properties and low wear resistance when employed against even weaker substances. The poor hardness, instability, high coefficient of friction, low load-carrying capacity, and insufficient resistance to not only abrasive but also adhesive wear are further disadvantages of titanium alloys. The focus of this investigation is on the tribological performance of Ti-6Al-4 V alloy in contact with WC carbide abrasive balls when subjected to nanodoped cooling and lubrication conditions. Tribological experiments were executed on Ti-6Al-4 V flat samples using a ball-on-flat tribometer in dry hybrid graphene/boron nitride combination nanoparticles (MQL, nano-3), nanographene with MQL (nano-1), and boron nitride with MQL (nano-2) conditions. After that, the most significant tribological characteristics were investigated, including volume loss, friction coefficient, wear rate, and micrographic structures. The outcomes also demonstrated that the hybrid nanoparticle situation experienced the least amount of volume loss.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Tribological research places great emphasis on reducing friction and wear [1]. Oils with improved properties enhance system efficiency by providing energy savings when used in engineering systems [2]. Nanoparticles have attracted a lot of attention recently owing to their excellent load-carrying capacity, friction reduction properties and extreme pressure [3]. When all these factors are considered, nanoparticles are added to the fluids as lubricant additives to lessen wear and friction, and the obtained nano-lubricants are used in systems. Because what is expected from an oil used in lubrication is to reduce wear as much as possible, to minimize energy losses, to prevent the contacting surfaces from welding to each other and to improve friction properties. It is almost impossible to find all these features in crude oil, and for this reason, additives that can dissolve in itself are added to crude oils. To give a brief example of these, additives such as anti-wear, friction reducer, viscosity enhancer, pour point reducer can be counted. These additives can be used in many different types of oils such as motor oils, machine oils, and grease. The dimensions of the additives used are important for lubrication. Since the particles used in nano size are very small in size compared to the macro-size particles, these not only provide smoother surfaces by filling the gaps on the contact surfaces but also provide good lubrication due to the larger surface area.
Titanium alloys can replace steel or aluminum constructions while reducing weight or space because of their high specific strengths (strength-to-weight ratio) and toughness [4]. Titanium alloys are employed in gas turbines and jet engines because they are strong at high temperatures and show less creep [5]. When used against even softer materials, titanium and its alloys have poor tribological characteristics, wear resistance, and fretting. Other drawbacks of titanium alloys include their poor hardness, instability and high coefficient of friction (CoF), limited carrying capacity of the external loads, and weak resistance to abrasive and adhesive wear. One of the reasons titanium has poor tribological properties is its low thermal conductivity promoting wear on the alloy’s surface and is mostly caused by low shear strength and displacement of the thin titanium dioxide layer. Tribologists are interested in improving the titanium alloy’s surface morphology along with tribological characteristics to address all these issues [6]. Laws and regulations that enhance environmental protection are bringing attention to nanofluids with minimum lubrication (MQL). Lubrication fluids (lubricants) make it possible to regulate the heat output. They are utilized in the industrial sector for a variety of functions besides cooling as well as lubricating, like friction reduction, managing temperature, preventing corrosion, and enhancing machining effectiveness [7]. The lubricants can reduce or even prevent thermal and mechanical degradation of the abrasive ball and the workpiece [8]. It is possible to use the MQL technique to save time and money. Using the MQL process, pulverized lubricants are introduced into the ball-workpiece contact [9]. Great wear performance is achieved by MQL, which enables the penetration of various lubricants used in the wear zone. The wear zone may be penetrated by impurities, particularly those formed at the nanoscale, and its lubricating and cooling capabilities may be enhanced [10]. For the reason a small fluid volume is utilized, different impurities may be added to the lubricants, which is the major advantage of MQL. By adding nanoparticles to lubricants and coolants, nanotechnology development aims to boost tribological performance [11]. This method of producing nanoparticle-reinforced lubricants involves mixing a fluid based on oil, ethylene glycol, or water using metal or ceramic nanoparticles. These nanofluids have higher thermal conductivity, heat transfer coefficients, and viscosities than normal lubricants. Additionally, the MQL application enables the rapid delivery of nanoparticles in extremely tiny quantities to the wear region. The boron nitride nanoparticle has superior heat resistance properties and thermal conductivity. Boron nitride is extremely stable and has strong corrosion resistance even at temperatures as high as 1000 °C [12]. Due to its excellent heat conductivity and low friction, graphene has a lot of potential as a nanofluid additive, particularly as a lubricant. The outstanding tribological behavior of graphene-established nanofluids on a number of metal–metal couples, notably between titanium and tungsten carbide, has been demonstrated in prior studies. Because graphene is chemically inert, it works well in interactions with highly reactive materials. In tribological investigations, adding graphene to water or vegetable oil effectively decreased friction and wear [13]. In addition to its excellent mechanical properties, the Ti-6Al-4 V titanium alloy is important in several engineering fields, including the automobile industries, airplane, medical, and other manufacturing fields. Several researchers have conducted studies on titanium alloy tribological behavior, particularly Ti-6Al-4 V, against abrasive balls like 100Cr6 [14], GCr15 steel balls [15], etc. Tests were conducted using various coolants and in dry circumstances. In tribology, when circumstances of high speed and low loading are present, the characteristic tribological feature is hydrodynamic lubrication, and the contact surface experiences almost no wear. On the other hand, when the machine is subjected to strong loading in conjunction with boundary layer lubrication circumstances, the lubricant that is present between the machine components will create a chemical thin film; nevertheless, this film may not be able to protect the metallic surface. According to the findings of several research, the addition of nanoparticles to the lubricant may offer support force even while the material is being loaded [16]. Material selection is very important in nanoparticles used for the lubricating effect [17]. Today, different types of materials can be selected in tribological experiments. Among the various nanomaterials, the choice should be made considering the ease of availability and high stability. About the mentioned procedure, the friction-reducing capabilities of nano-lubricants along with nano-CuO, nano-TiO2, and nano-diamond additives were tested by Wu et al. who discovered that oil containing nano-TiO2 had the lowest friction coefficient. Because it was found that the tested nano-TiO2 lubricant had the highest viscosity [18]. Through the friction-based wear test, the graphene nanofluid tribological characteristics at the wheel-sample contact were examined by Cui et al. [19]. Graphene nanofluid achieved reduced error bars (0.0029), and friction coefficient (0.295), in addition to the area of scratches (182,940 m2), according to the results. Low gravity graphene (GR) nanoparticles with a large specific surface area enhanced nanofluid viscosity and consequently lubricating efficiency. The results were also supported by photographs of the scratch surface obtained using an energy-dispersive spectrometer (EDS) and a scanning electron microscope (SEM). With the aim to get a better idea of the tribological characteristics of lubricating oil that contains boron nitride nanoparticles, Wan and colleagues [20] undertook a research. Analysis of element distributions on the worn surface using atomic force microscopy (AFM), SEM, and EDS have indicated that a modest quantity of boron nitride nanoparticle lubricating oil has good tribological performance behavior. Mohan et al. [21] investigated the effect of adding nano Al2O3 to the lubricating oil. The outcomes exhibited that the usage of 0.5% by weight at 20 nm size under aqueous lubrication conditions reduced friction by 49.1% and wear rate by 20.1% compared to the lubricant without nanoparticle additives. With reciprocating testing, a number of studies have shown that oxide nanoparticles may decrease friction about 30% and wear about 80% [22, 23]. Studies conducted with various tribometers in the literature [24,25,26,27] have determined that the average friction coefficient can be highly reduced with nano-lubrication.
There are either very few or no studies available on the tribological behavior of Ti-6Al-4 V alloy, according to the findings of research on the abrasion resistance of a variety of engineering materials subjected to dry or varied nano-lubrication conditions. The assessment of the tribological performance of Ti-6Al-4 V alloy versus WC balls in dry, nano-MQL1 (nanographene doped), nano-MQL2 (nano hBN doped), and nano-MQL3 (nanographene + nano hBN doped) conditions is the focus of the work. This evaluation is the innovative aspect of the study. The results of the wear investigation have been subjected to a comprehensive analysis that makes use of volume loss, wear rate, and frictional forces (Ti-6Al-4 V alloy vs. WC balls). With the assistance of SEM and EDX analysis, the final results of the investigation into the influence of nano additive lubrication conditions on wear tracks are shown. In the next sections, the information pertaining to this tribological inquiry will be analyzed in detail.
2 Tribological mechanism of nano-doped fluids
By doing friction work, it causes loss of mechanical energy and heating of the lubricant over time. In this case, the load-bearing strength of the lubricant film decreases. The heat engendered in this friction situation must be dissipated and resistant to operating conditions [28]. This is provided by the additives that are added to the system and improve the system so that the anti-wear oil can perform satisfactorily in all working conditions. All lubricants used in today’s systems contain additives as per working conditions. One of the additives added to increase the tribological precision of lubricants is nanoparticles. To understand the tribological effect of nano on the friction surface, various lubrication mechanisms have emerged, and these lubrication mechanisms must be known to evaluate the performance of the nano additive. The first of these lubrication mechanisms shown in Fig. 1 is the protective film and ball bearing mechanisms, called the direct lubrication mechanism, and the second lubrication mechanism is the repair and polishing mechanisms, called the indirect lubrication mechanism.

Schematic representation of lubrication mechanism of nanoparticles doped nanofluids (Copyrights reserved as this is from open access journal [29])
The nanoparticles enter between the friction surfaces in the rolling/bearing mechanism, where they act like ball bearings. In this mechanism, nanoparticles have a spherical structure, and they perform a blend of sliding, sliding friction and rolling friction movements in the areas where they are located. Tribological applications with low load conditions amid the friction surfaces are vital to keep the shapes and hard structures of the nanoparticles intact.
3 Experimental procedure
Titanium Ti-6Al-4 V samples with sizes of 25 mm diameter and 4 mm thickness were utilized throughout the study. Furthermore, the WC abrasive carbide balls having a diameter of 6 mm were functional in opposition to the Ti-6Al-4 V specimens. SEM pictures of both the Ti-6Al-4 V worn specimen and the WC carbide abrasive balls are revealed in Fig. 2.

SEM analysis of a Ti-6Al-4 V wear sample, b WC carbide abrasive ball
An ASTM G133 tribometer was used to perform ball-on-flat experimentations at room temperature. The sliding speed boundary of the tribometer is equivalent to 75 mm/s. Additionally, a datalogger and the load cell for gathering data as of the load cell were used too. The investigational setup employed in the study is presented in Fig. 3. 100 m is the standard length of wear according to the requirements of ASTM, though 13 mm is the assessment process stroke length.

Experimental setup
Likewise, tribology assessments were accomplished in dry, and Nano-MQL, environment. During the dry condition no lubricant was used, while, in nano-MQL situations, the oil flow rate was kept constant in the spray form at 40 mL/h. The nozzles have been indicated 50 mm distance and 45° angle according to the wear sample. A pleasing ecologically unstable vegetable volatile Wertemist. Oil was applied during the nano-MQL lubricating condition with an air pressure of 5 bar, consistently. Normal load of 10N-20N and the sliding velocities of 50 mm/s–75 mm/s were used in all dry and Nano-MQL (minimum quantity lubrication) conditions as shown in Fig. 4. Approving with ASTM values, the wear distance is equal to 100 m. Accordingly, wear trials of 50 mm/s velocity for almost 35 min duration whereas, in the case of 75 mm/s velocities for nearly 24 min duration were conducted. Further, the viscosity measurements of different types of nanoparticles added nanofluids were performed via PCE-RVI-2 Viscometer (Germany). The measurements were performed under 60 rpm with 5 min duration. The experiments have been performed twice and the given results are average values.

The experimental parameters
Graphene (Nano-1) nanoparticles and boron nitride (Nano-2) nanoparticles having concentrations equal to 0.2% separately were mixed with the MQL oil and then utilized as a lubricating oil. Similarly, a combination of both boron nitride plus graphene nanoparticles (Nano-3 condition) was used and added with the MQL oil also, having a 0.2% concentration sum of both nanoparticles. Different lubricating materials are shown in Fig. 5. To reduce friction and wear, nano-doped particles were used as lubricating additives as they have proficient effects on declining wear and friction in several industrial requirements [30]. Nano-doped lubrication conditions of various substances and particles have achieved favorable friction adaptation grades and anti-wear effects [31]. Graphene and boron nitride nanostructures were employed as coolants by many investigators to their potential to reduce the wear and friction of various materials. [32, 33]. In terms of an operating lubricant, a stable nanoparticle suspension is critical during wear experiments [34]. During the wear testing, the volume loss \((\mathrm{\Delta V})\) is assessed as a crucial tribological parameter with the help of Eq. 1:

Different lubricating conditions adopted in current work
\(\mathrm{\Delta V}\) represents the volume loss \(\left({\mathrm{mm}}^{3}\right),{\mathrm{w}}_{\mathrm{d}}\) is the wear depth (\(\mu m\)), \({\mathrm{w}}_{\mathrm{w}}\mathrm{ is the}\) wear width (mm), then \(S\) is the sliding distance \(\left(\mathrm{mm}\right).\) The wear depth and wear width have been calculated by 2D profilometer (SJ-410) in Karabük University Research Center. The frictional forces measurement process is given to the wear evaluation setup via the load cell. Presently, Ff and \(Fn\) represent the friction force of the load cells and the applied normal force to the wear sample, respectively. Finally, the wear tracks’ in-depth characteristics, microstructure, and chemical composition were evaluated by SEM elemental analysis. The CoF which is examined using Eq. 2 may be affected by structural, topological, and chemical changes during sliding contact [35].
4 Results and discussions
4.1 Viscosity
An imperative issue that affects the effectiveness of heat transfer is the viscosity of nanofluids. The viscosity of a nanofluid is heavily influenced by temperature, just as that of ordinary fluids [36]. Simply said, viscosity is a measure of a fluid’s resistance to flowing due to interactions between layers or between a fluid and a surface. Owing to surface collisions/nanoparticles, interfacial forces, and additional inter-layer resistance, besides the nano-particles existence in the base fluid, i.e., creating the nano-fluid, causes a rise in friction value at the surface/fluid boundary [37]. The dynamic viscosity correlation of drop-weight (DW) might be represented by the following equation [36].
where \(\mu\) is the viscosity in \(\mathrm{mPa}*\mathrm{s}\) and \(T\) is the temperature (Kelvin). Dissimilar methods could be used to achieve the constancy of the nano-fluid. The correct preparation and nanoparticle dispersion in the base fluid is considered in the initial strategy [37]. The results of viscosity measurements are shown in Fig. 5. Although low viscosity is of critical importance in the MQL arrangement, so that the oil can be pulverized better and form a mist cloud [38], it is necessary that the nanofluids used as lubricants have a high viscosity in order to form a more effective film layer in the wear zone. For this purpose, viscosity measurements of graphene (nano-MQL1), hBN (nano-MQL2) and graphene/hBN hybrid nanofluids (nano-MQL3) were made and the results are given in Fig. 6.

The viscosity measurements of nanofluids
As seen in Fig. 6, hBN nanofluid has the lowest viscosity (68.82 cSt). It is thought that the lower viscosity value of hBN nanofluid among mono nanofluids is due to the properties of spherical hBN nanoparticles [39]. It is seen that the viscosity value of the graphene-doped nano-fluid (nano-MQL1) increased by 1.9% compared to the hBN-doped nano-fluid (nano-MQL2). The greater increase in viscosity with nanographene can be ascribed to the fact that the nano-graphene used is in the form of sheets and the resistance to flow increases due to the particle interaction it creates [40]. When mono and hybrid nanofluids were examined with each other, it was noticed that the viscosity value of graphene/hBN hybrid nanofluid (nano-MQL3) was higher than both hBN (9.44%) and graphene (7.41%) mono nanofluid mixtures. This can be explained as hBN and graphene nanoparticles with different geometric shapes come together and increase the viscosity value of the mixture against to study of Vallejo et al. [41]. The authors provided an explanation for this observation, which is that the occurrence of two distinct types of nanoparticles, each of which has a distinct particle size and shape, results in diverse mechanisms of shearing flow resistance. However, it is supported by the literature and our study that the viscosity value increases with the inclusion of particles of nano to the pure oil, and it has been determined that the viscosity of hybrid nanofluids also rises. This phenomenon can be explained by the Brown random force as well as the weak Van der Waals bonds that are existing in nanofluids. One of the forces that has an effect on the viscosity value is the Brown random force. This force ensures that the nanoparticles in the nanofluids continue to move in a continuous motion, which contributes to the homogeneity of the nanoparticles. The Brown random force is superior in effectiveness, particularly for nanoparticles with a size of less than 100 nm. In addition, the shape, size and mixing ratio of the nanoparticle also affects the Brown random force [42].
4.2 Evaluation of wear rate
Sliding velocities of 50 and 75 mm/s are used to calculate the wear rate. The nano-MQL-3 condition was shown to provide the lowest wear rate for the investigated titanium specimens as the data on wear rates were analyzed in Fig. 7. It was determined that a wear rate of 0.0039 mm3/m in dry conditions while using a 10 N load and a 50 mm/s speed, was the lowest achievable. With a 20 N load and at a constant speed, the rate of wear was 0.0072 mm3/m. It was highest at 20 N of normal load and speed of 75 mm/s, with a value of 0.0104 mm3/m. The rate of wear was improved by 45.83% and by 85.71% for a sliding speed of 50 mm/s and 75 mm/s, respectively, when the load was reduced from 20 to 10 N. A greater percentage of volume was lost in the dry state when both cooling media were examined. Analyzing the state of graphene nano MQL-1 showed that the highest wear rate, 0.0054 mm3/m, was achieved with a 20 N load and a 75 mm/s velocity. The lowest value, corresponding to 0.003 mm3/m, was found at a 50 mm/s velocity and a 10 N load. The wear rate value dropped by 11.76% when the velocity dropped from 75 to 50 mm/s under a 10 N load. As the velocity lowered from 75 to 50 mm/s, the wear rate value reduced by 22.22% at the 20 N load. The highest wear rate value of 0.0066 mm3/m was found to be reached under a 20 N load and a 75 mm/s velocity while studying the boron nitride nano MQL-2 environment. In the case of a 10 N load moving at 50 mm/s, the lowest value of 0.0034 mm3/m was found. The wear rate value rose by 14.71% when the velocity increased from 50 mm/s to 75 mm/s under a load of 10 N. The value of the wear rate dropped by 29.41% as the velocity rose from 50 mm/s to 75 mm/s under a 20 N load. The greatest wear rate value, 0.0044 mm3/m, was achieved at a 20 N load and a 75 mm/s velocity while analyzing the graphene/boron nano MQL-3 situation. At 50 mm/s and 10 N, the minimum value of 0.0018 mm3/m was measured. At a load of 10 N, the wear rate value rose by 22.2% when the velocity raised from 50 to 75 mm/s. The value of the wear rate rose by 33.3% when the velocity was raised from 50 to 75 mm/s with a 20 N load. At 50 mm/s and 10 N, the nano-3 condition yielded the lowermost wear rate values of 0.0018 mm3/m. Therefore, when comparing nano-3 to a dry environment, all results for wear rate were reduced across the board for both speeds and loads. For instance, as shown in Fig. 7, the wear rate improved by 136.4% (20 N-75 mm/s), 154.55% (10 N-75 mm/s), 118.2% (20 N-50 mm/s), and 116.7% (10 N-50 mm/s) when moving from nano-3 to dry medium.

Ti-6Al-4 V specimen wear rate in contradiction of WC carbide ball at various wear conditions
Ti64 specimen’s wear rates sliding against the WC carbide ball in a dry situation were comparatively greater than those compared to nano-MQL conditions. The explanation for this could be attributed to the nano-MQL conditions, which lowered the hotness in the wear region and hence the wear rate. When comparing the dry and nano-MQL 1 and 2 conditions to the nano-MQL 3 process, the wear rate has lowered significantly. As displayed in Fig. 7, the highest values of wear rate took place in the case of 20 N load under all wear test conditions, while the sliding speed had a minor impact. While decreasing the normal load from 20 to 10 N, the wear rate values in all cases decreased. As explored by Chen et al. [34] and Lee et al. [43], nano lubricants have caught the curiosity of many scientists by the reason of reducing wear and friction by using nanoparticles. However, Singh et al. [44], it has been discovered that nanoparticles might significantly boost lubricant performance. Significant improvements have been made to lubricant characteristics such as wear properties.
4.3 Evaluation of volume loss
The wear width and depth, as well as the stroke values for sliding speeds of 50–75 mm/s, are used to figure out the volume loss. As the data shown in Fig. 8, it was found that the nano-MQL-3 condition caused the least volume loss for the titanium samples that were studied. In tests with a 10 N load and a 50 mm/s sliding speed, the least amount of material loss was found to be 0.39 mm3 when the conditions were dry. At the same speed, a 20 N load showed a volume loss of 0.72 mm3. According to the results, the volume loss was greatest at 20 N load and 75 mm/s speed, with a value of 1.04 mm3. At a sliding speed of 50 mm/s, the volume loss increased by 84.62% when the load went from 10 to 20 N. At a sliding speed of 75 mm/s, the volume loss decreased by 46.15% when the load shifted from 20 to 10 N. When the different cooling conditions were looked at, the dry case exhibited the most volume loss. As the sliding speed varied from 50 to 75 mm/s, the volume loss value also rose by 28.57% at a load of 20 N. With a 10 N load, the value of volume loss lowered by 11.76% when the speed adjusted from 75 mm/s to 50 mm/s. When looking at the nano MQL-2 environment, it was found that a load of 10 N and a speed of 50 mm/s caused the least volume loss, at 0.34 mm3. With a load of 20 N, the speed varied from 75 mm/s to 50 mm/s, and the value of volume loss went down by 22.73%. With a load of 10 N, the value of volume loss went down by 12.82% as the speed lowered from 75 mm/s to 50 mm/s. But after studying the nano MQL-3 situation, the lowest value, 0.18 mm3, was found at a speed of 50 mm/s with a load of 10 N. When the sliding speed declined from 75 mm/s to 50 mm/s with a 20 N load, the value of the volume loss decreased by 25%. When the speed changed from 75 mm/s to 50 mm/s with a load of 10 N, the volume loss value went down by 18.2%. At a speed of 50 mm/s and a load of 10 N, the nano-3 condition caused the least volume loss, which was 0.18 mm3. So, when comparing nano-3 to a dry environment, all of the volume loss values for all speeds and loads were on the lower side.

Volume loss values for various cooling conditions, speeds, and loads
When examining the nanomaterial’s MQL condition, such a technique is critical in the debris removal operation throughout the wear experiment. Nano-MQL terms are efficient in reducing friction, reducing energy consumption, and lubricating the wear zone, all of which have a direct effect on the efficacy of debris removal process to prevent a 3-body abrasive mechanism. Additionally, nano-MQL lubrication offers comparable benefits, such as shielding the wear experiment setup and carbide ball from corrosion. Less volume loss was achieved throughout the nano-3 operations owing to these encouraging results. This study found the graphene nano-1 process paired with the boron nitride nano-2 process might be a viable option for dry medium wear experiments. Even if such procedures are beneficial in intermediate and minor wear tasks, they may be indecisive in high-wear conditions. As a result, the present investigation demonstrated the relevance of the graphene-boron MQL (nano-3) technique for progressing from additional lubrication that delivers the minimum volume loss amongst each wear condition. Present research suggested that an ecological alternative to the dry wear test would be the MQL combined with the graphene + boron nitride combination. However, even though these procedures are effective in basic and intermediate wear process levels, they may not work well under extreme wear conditions. The nano-MQL systems exhibit difficulties with regard to cooling under extreme wear conditions (increased load and sliding velocities). Because the nano-MQL approach benefits from increased cooling and lubrication offers the least volume loss across all wear conditions, the current investigation highlighted the significance of this method. As demonstrated by Sun et al. [45], every tribologist strives to lower friction and increase lubrication. Due to its remarkable self-lubricating, anti-wear, and anti-friction qualities, layered graphene nanomaterials have generated a lot of study interest in the area of tribology. Kimura et al. [46], stated that the wear is decreased with the addition of boron nitride nanoparticles, and wear is further decreased at greater concentrations. The inclusion of boron nitride marginally raises the CoF.
4.4 Evaluation of coefficient of friction
The friction coefficient is assessed using the friction force and normal load, as shown in Fig. 9. As the CoF data were evaluated, it was discovered that the nano-MQL-3 condition resulted in the smallest friction coefficient for the titanium specimens. According to the results, the maximum value of the CoF 0.6 under this condition was noticed at 20 N load and 75 mm/s velocity, as shown in Fig. 10. At 50 mm/s sliding speed, the rate of the CoF increased by 5% when the load improved from 10 to 20 N, whereas at 75 mm/s, the percentage drop was equivalent to 1.67% as the load decreased from 20 to 10 N. The dry situation exhibited the largest CoF value. The CoF value also upsurged by 42.85% at the 20 N load as the velocity improved from 50 to 75 mm/s. While the velocity decreased from 75 to 50 mm/s with a 10 N load, the CoF value decreased by 32.5%. When examining the boron nitride nano MQL-2 environment, the lowest value, 0.31, was discovered with a 20 N normal load at a 50 mm/s velocity. As the velocity reduced from 75 to 50 mm/s with a load of 20 N, the value of the CoF also decreased by 22.5%. As the velocity reduced from 75 to 50 mm/s and a 10 N load, the CoF value lessened by 30%. However, in nano MQL-3 environment, the highest value of friction coefficient, 0.33, was attained at 10 N load and a velocity of 75 mm/s. The lowest value, 0.23, was discovered at a 50 mm/s speed with a 20 N load. Similarly, when the velocity decreased from 75 to 50 mm/s with a normal load of 20 N, the value of the CoF decreased by 30.3%. As the velocity reduced from 75 to 50 mm/s with a 10 N normal load, the CoF value decreased by 24.2%. The nano-3 condition produced the smallest value of friction coefficient, which is 0.23 at a speed of 50 mm/s and a 20 N load. Therefore, all CoF values for all speeds and loads were lower when comparing nano-3 to a dry environment. For instance, as displayed in Fig. 11, the friction coefficient value reduced while switching from dry to nano-3 medium by 44.1% (10 N-75 mm/s), 45% (20 N-75 mm/s), 45.24% (20 N-50 mm/s), in addition to 37.5% (10 N-50 mm/s). When compared to other settings, the nano-3 conditions led to lower friction coefficient results. Once the typical loads are reduced, friction coefficients change significantly depending on the results. The friction coefficient values are highest under dry circumstances, followed by situations with a friction coefficient of nano-2, nano-1, and lastly nano-3. The greatest friction coefficient values are observed in dry conditions due to high friction and heat generation [47].

Schematic demonstration of in vivo Ti6Al4V hip implant and its association with in vitro wear/friction test

CoF between Ti-6Al-4 V and WC carbide ball at various wear conditions a 75 mm/s-20 N b 75 mm/s-10 N c 50 mm/s-20 N d 50 mm/s-10 N

Average CoF under different wear conditions
The normal load typically affects the friction coefficients. The initial friction values are significantly greater due to the increased normal load of 20N seen in Fig. 11. For all loads, there was less friction in the nano1, nano 2, and nano 3 environments than in the dry environment. During dry condition wear testing, the wear zone temperature immediately increased for all loads. Setti et al. [48], justified that by producing a thin tribo-film on the ground surface, nanofluid application decreases friction effectively. It has been shown that as time goes on, dry and moist circumstances cause a rise in the CoF. The lower friction values shown in Fig. 11 are observed in the nano-MQL 3 condition due to the presence of both graphene and boron nitride nanoparticles which play a key role in decreasing the CoF values. However, the absence of any lubricant in the dry strategy leads to higher friction coefficient values due to increased temperature between the contact surfaces of the Ti64 specimens and the carbide ball. Table 1 also shows the results of wear rate, volume loss, and coefficient of friction under different conditions.
4.5 Worn surface analysis
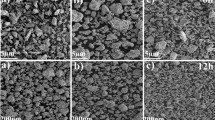
The wear ploughing process has been illustrated in Fig. 12 in the SEM images of Ti-6Al-4 V specimens that were subjected to wear experiments under various conditions (dry, graphene nano-MQL-1, boron nitride nano-MQL-2, and graphene-boron nano-MQL-3). The wear traces in addition to plastic deformation on the specimens’ tested surfaces is clearly visible. The effects of deformation include an increase in friction coefficients, which is further contributed to the rise in resistance bond energy created throughout the wearing process. Because more material is lost from the surface of the specimen in a dry environment, more wear traces and cracks are apparent, according to the research. By switching from dry to lubricated conditions, such wear traces and cracks were visibly reduced. Additionally, it can be seen from the scans that the wear traces increased when the load varied from 10 to 20 N. Distinctly evident plastic deformation growth on the surface traces of the specimen, as revealed in Fig. 12, can be ascribed to the increase in normal load and rise in friction under dry conditions.

SEM images of Ti-6Al-Vspecimens at various conditions
The presence of both graphene and boron nitride enables the nano-3 condition work well by establishing a shielding coating on the specimen’s friction exteriors throughout the friction procedure. Graphene significantly contributes to protecting the specimen’s surface friction and lowering the CoF. Because of graphene’s presumably strong mechanical properties, the shielding sheet can significantly lessen the risk of corrosion and abrasion on the specimen’s surfaces. Similarly, boron nitride forms a lubricating layer that is firmly adherent to the specimen’s surface. This layer provides reasonable seizure delivery and wears resistance. As referred in Fig. 13, major plastic deformation was observed on the specimen under a dry medium test, likewise, higher adhesion of the specimen on the WC ball was observed under the same wear condition. Smoother wear traces were revealed in the nano-MQL 3 conditions when compared to all other wear conditions, while the roughest wear traces were shown in the specimen of dry medium. Higher spalling was observed under nano-MQL 2 and dry circumstances concerning both ball and specimen, however, the spalling amount decreases while altering to nano-MQL 1 and 3 situations. Ti-6Al-4 V specimen under nano-MQL 3 condition revealed minor plastic deformation, also the WC ball under this condition showed less adhesion. In addition, the most important attribute of nano-fluid is its greater thermal conductivity, with elevated thermal conductivity nanoparticles especially supplemented to boost the base fluid’s thermal conductivity. Finding the thermal conductivity ratio of the nanofluids to that of the base-fluid, or \(\frac{{k}_{\mathrm{nf}}}{{k}_{\mathrm{bf}}}\), which should be higher than unity, makes it simple to assess the improvement in thermal conductivity; the bigger the ratio, the improved the nano-fluid [37]. Maxwell’s effective medium theory predicts that nanofluids would have a high thermal conductivity as solid particles dispersion in a liquid continuous matrix. A straightforward equation that expresses the relationship amid the nanofluid’s thermal conductivity \({k}_{\mathrm{nf}}\) and the basis of fluid thermal conductivity \({k}_{\mathrm{bf}}\) is the result of Maxwell’s model on behalf of well-dispersed elements [36].

SEM images of Ti-6Al-4 V specimens vs. WC balls at a variety of conditions
In the experiments, the SEM was used to characterize the carbide ball’s wear pattern under various lubricating and cooling classifications (dry, graphene-MQL-1, boron nitride MQL-2, and graphene/boron nitride MQL-3), as well as under variable loads (10 N and 20 N) and sliding speed (50 mm/s and 75 mm/s) conditions. These results demonstrate that all carbide balls were found to experience adhesion and abrasive wear after being subjected to a diversity of conditions during experimentation. The adhesive coating development on the carbide ball served to illustrate how adhesion works. According to Fig. 14, higher adhesion of the WC ball and major plastic deformation of the Ti-6Al-4 V sample occurred over the dry strategy. On the contrary, lower adhesion and minor plastic deformation happened under a nano-MQL 3 environment.

SEM macro and 500 × images of Ti-6Al-4 V specimens vs. WC balls at different conditions
5 Conclusions
The foremost target of the research is to inspect the tribological characteristics of Ti-6Al-4 V specimens against WC abrasive carbide balls. Dry, born nitride-MQL (nano-2), graphene nanoparticles-MQL (nano-1), and hybrid graphene-boron nitride-MQL (nano-3) lubrication were the cooling conditions used. The following is a list of the deductions:
-
The smallest wear rate value was found in the case of the nano-3 condition, with a rate of 0.0018 \({mm}^{3}/m\) at 50 mm/s sliding velocity and a 10 N normal load. Alternatively, the high wear rate was determined to be 0.0104 \({mm}^{3}/m\) in a dry condition with 75 mm/s sliding speed and 20 N normal load. The wear rate improved by 136.4% (20 N-75 mm/s), 154.55% (10 N-75 mm/s), 118.2% (20 N-50 mm/s), and 116.7% (10 N-50 mm/s) when moving from nano-3 to dry medium.
-
At a sliding velocity of 75 mm/s and a 20 N normal load, the largest volume loss was recorded in the dry medium, with a value of 1.04 \({mm}^{3}\). Nonetheless, the least volume loss has occurred under nano-3 case. The lover level of material loss is noticeable at a 50 mm/s speed of sliding and a 10 N of normal load. At a sliding speed of 50 mm/s, the volume loss increased by 84.62% when the load went from 10 to 20 N.
-
In the nano-3 condition, the low CoF (0.23) was achieved at a sliding velocity of 50 mm/s and a normal load of 20 N. Under dry circumstances, the maximum friction coefficient value (0.6) was discovered with a 75 mm/s of sliding velocity and 20 N of load. This significant value of friction coefficient is attributable to unnecessary friction and heat generation. The friction coefficient value reduced while switching from dry to nano-3 medium by 44.1% (10 N-75 mm/s), 45% (20 N-75 mm/s), 45.24% (20 N-50 mm/s), in addition to 37.5% (10 N-50 mm/s).
-
Major plastic deformation was observed on the specimen under a dry medium test, likewise, higher adhesion of the specimen on the WC carbide ball was observed under the same wear condition. On the contrary, lower adhesion and minor plastic deformation occurred under a nano-MQL 3 environment.
-
When compared to the additional wear mediums, the nano-3 condition’s promising performance is due to mixing oil MQL with a combination of graphene/boron nitride nanoparticles under one lubrication condition.
Data availability
Not applicable.
References
Shin Y, Wada K, Tsuchida Y, Ijbara M, Ikeda M, Takahashi H, Iwamoto T. Wear behavior of materials for additive manufacturing after simulated occlusion of deciduous dentition. J Mech Behav Biomed Mater. 2023;138:105627. https://doi.org/10.1016/j.jmbbm.2022.105627.
Wang J, Zhuang W, Liang W, Yan T, Li T, Zhang L, Li S. Inorganic nanomaterial lubricant additives for base fluids, to improve tribological performance: recent developments. Friction. 2022;10:645–76. https://doi.org/10.1007/s40544-021-0511-7.
Godson L, Deepak K, Enoch C, Jefferson B, Raja B. Heat transfer characteristics of silver/water nanofluids in a shell and tube heat exchanger. Arch Civ Mech Eng. 2014;14:489–96. https://doi.org/10.1016/j.acme.2013.08.002.
Li A, Zhang R, Liu J, Song X. Effect of cutting process adjustment on crystallographic texture of machined surface layer of titanium alloy. Arch Civ Mech Eng. 2022;23:19. https://doi.org/10.1007/s43452-022-00563-w.
Wang Y, Tayyebi M, Assari A. Fracture toughness, wear, and microstructure properties of aluminum/titanium/steel multi-laminated composites produced by cross-accumulative roll-bonding process. Arch Civ Mech Eng. 2022;22:49. https://doi.org/10.1007/s43452-021-00355-8.
Philip JT, Mathew J, Kuriachen B. Tribology of Ti6Al4V: a review. Friction. 2019;7:497–536. https://doi.org/10.1007/S40544-019-0338-7.
Djoufack MH, May U, Repphun G, Brögelmann T, Bobzin K. Wear behaviour of hydrogenated DLC in a pin-on-disc model test under lubrication with different diesel fuel types. Tribol Int. 2015;92:12–20. https://doi.org/10.1016/j.triboint.2015.05.020.
Jakobsen MO, Herskind ES, Bjerge K, Ahrendt P, Pedersen CF, Knudsen MB. Vibration signatures in ball bearings as a function of lubricant viscosity ratio κ, under alternating lubrication conditions. Tribol Int. 2021;156:106840. https://doi.org/10.1016/j.triboint.2020.106840.
Gupta MK, Demirsöz R, Korkmaz ME, Ross NS. Wear and friction mechanism of stainless steel 420 under various lubrication conditions: a tribological assessment with ball on flat test. J Tribol. 2023. https://doi.org/10.1115/1.4056423.
Dwyer-Joyce R. Predicting the abrasive wear of ball bearings by lubricant debris. Wear. 1999;233–235:692–701. https://doi.org/10.1016/S0043-1648(99)00184-2.
Han X, Thrush SJ, Zhang Z, Barber GC, Qu H. Tribological characterization of ZnO nanofluids as fastener lubricants. Wear. 2021;468–469:203592. https://doi.org/10.1016/j.wear.2020.203592.
Şirin Ş, Kıvak T. Effects of hybrid nanofluids on machining performance in MQL-milling of Inconel X-750 superalloy. J Manuf Process. 2021;70:163–76. https://doi.org/10.1016/j.jmapro.2021.08.038.
Yıldırım ÇV. Investigation of hard turning performance of eco-friendly cooling strategies: cryogenic cooling and nanofluid based MQL. Tribol Int. 2020;144:106127. https://doi.org/10.1016/j.triboint.2019.106127.
Nadolny K, Kieraś S. New approach for cooling and lubrication in dry machining on the example of internal cylindrical grinding of bearing rings. Sustain Mater Technol. 2020;24:e00166. https://doi.org/10.1016/j.susmat.2020.e00166.
Zhang D, Du X, Bai A, Wang L. The synergistic effect of MAO-treated and PAO–graphene oil on tribological properties of Ti6Al4V alloys. Wear. 2022;510–511:204494. https://doi.org/10.1016/j.wear.2022.204494.
Rapoport L, Leshchinsky V, Lapsker I, Volovik Y, Nepomnyashchy O, Lvovsky M, Popovitz-Biro R, Feldman Y, Tenne R. Tribological properties of WS2 nanoparticles under mixed lubrication. Wear. 2003;255:785–93. https://doi.org/10.1016/S0043-1648(03)00044-9.
Sasaki A, Kawai S, Honda T, Iwai Y. Measurement of the potential of static electricity generated by the friction of oil lubricated metal on metal. Tribol Trans. 2002;45:55–60. https://doi.org/10.1080/10402000208982521.
Wu YY, Tsui WC, Liu TC. Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear. 2007;262:819–25. https://doi.org/10.1016/j.wear.2006.08.021.
Cui X, Li C, Zhang Y, Jia D, Zhao Y, Li R, Cao H. Tribological properties under the grinding wheel and workpiece interface by using graphene nanofluid lubricant. Int J Adv Manuf Technol. 2019;104:3943–58.
Wan Q, Jin Y, Sun P, Ding Y. Tribological behaviour of a lubricant oil containing boron nitride nanoparticles. Procedia Eng. 2015;102:1038–45. https://doi.org/10.1016/j.proeng.2015.01.226.
Mohan N, Sharma M, Singh R, Kumar N. Tribological properties of automotive lubricant SAE 20W–40 containing nano-Al2O3 particles. SAE 2014 Int Powertrain Fuels Lubr Meet. 2014. https://doi.org/10.4271/2014-01-2781.
An J, Shen XX, Lu Y, Liu YB. Microstructure and tribological properties of Al–Pb alloy modified by high current pulsed electron beam. Wear. 2006;261:208–15. https://doi.org/10.1016/j.wear.2005.09.014.
Liu YZ, Zu XT, He X, Qiu SY, Cao J, Huang XQ. Improvement of tribological behavior of a Ti–Al–Zr alloy by nitrogen ion implantation. Nucl Instruments Methods Phys Res Sect B Beam Interact Mater Atoms. 2006;248:42–6. https://doi.org/10.1016/j.nimb.2006.03.180.
Gao T, Li C, Zhang Y, Yang M, Jia D, Jin T, Hou Y, Li R. Dispersing mechanism and tribological performance of vegetable oil-based CNT nanofluids with different surfactants. Tribol Int. 2019;131:51–63. https://doi.org/10.1016/j.triboint.2018.10.025.
Guo Y, Zhang L, Zhao F, Li G, Zhang G. Tribological behaviors of novel epoxy nanocomposites filled with solvent-free ionic SiO2 nanofluids. Compos Part B Eng. 2021;215:108751. https://doi.org/10.1016/j.compositesb.2021.108751.
Liu M, Zhang Z, Yang M, Li P, Wang Y, He Y, Yuan J. Novel design of MXene@UiO-66-NH2 hybrid nanofluids towards promoting the mechanical and tribological performance of fabric composites. Compos Part A Appl Sci Manuf. 2022;161:107122. https://doi.org/10.1016/j.compositesa.2022.107122.
Mousavi SB, ZeinaliHeris S, Estellé P. Viscosity, tribological and physicochemical features of ZnO and MoS2 diesel oil-based nanofluids: an experimental study. Fuel. 2021;293:120481. https://doi.org/10.1016/j.fuel.2021.120481.
Korkmaz ME, Gupta MK, Demirsöz R. Understanding the lubrication regime phenomenon and its influence on tribological characteristics of additively manufactured 316 Steel under novel lubrication environment. Tribol Int. 2022;173:107686. https://doi.org/10.1016/j.triboint.2022.107686.
Sui T, Song B, Zhang F, Yang Q. Effect of particle size and ligand on the tribological properties of amino functionalized hairy silica nanoparticles as an additive to polyalphaolefin. J Nanomater. 2015;2015:1–9. https://doi.org/10.1155/2015/492401.
Hegab H, Umer U, Deiab I, Kishawy H. Performance evaluation of Ti–6Al–4V machining using nano-cutting fluids under minimum quantity lubrication. Int J Adv Manuf Technol. 2018;95:4229–41. https://doi.org/10.1007/s00170-017-1527-z.
Deepika. Nanotechnology implications for high performance lubricants. SN Appl Sci. 2020;2:1128. https://doi.org/10.1007/s42452-020-2916-8.
Li Z, Xu C, Xiao G, Zhang J, Chen Z, Yi M. Lubrication performance of graphene as lubricant additive in 4-n-pentyl-4’-cyanobiphyl Liquid Crystal (5CB) for Steel/Steel contacts. Materials (Basel). 2018. https://doi.org/10.3390/ma11112110.
Ayala V, Corma A, Iglesias M, Rincón JA, Sánchez F. Boron nitride powder—a high-performance alternative for solid lubrication. J Catal. 2004;224:170–7.
Chen Y, Renner P, Liang H. Dispersion of nanoparticles in lubricating oil: a critical review. Lubricants. 2019;7:7. https://doi.org/10.3390/lubricants7010007.
Yang W, He X, Li H, Dong J, Chen W, Xin H, Jin Z. A tribological investigation of SLM fabricated TC4 titanium alloy with carburization pre-treatment. Ceram Int. 2020. https://doi.org/10.1016/j.ceramint.2019.10.004.
Mehrali M, Sadeghinezhad E, TahanLatibari S, Mehrali M, Togun H, Zubir MNM, Kazi SN, Metselaar HSC. Preparation, characterization, viscosity, and thermal conductivity of nitrogen-doped graphene aqueous nanofluids. J Mater Sci. 2014;49:7156–71. https://doi.org/10.1007/s10853-014-8424-8.
Elsaid K, Abdelkareem MA, Maghrabie HM, Sayed ET, Wilberforce T, Baroutaji A, Olabi AG. Thermophysical properties of graphene-based nanofluids. Int J Thermofluids. 2021. https://doi.org/10.1016/j.ijft.2021.100073.
Zhang J, Wu W, Li C, Yang M, Zhang Y, Jia D, Hou Y, Li R, Cao H, Ali HM. Convective heat transfer coefficient model under nanofluid minimum quantity lubrication coupled with cryogenic air grinding Ti–6Al–4V. Int J Precis Eng Manuf Technol. 2021;8:1113–35. https://doi.org/10.1007/s40684-020-00268-6.
Tang C, Bando Y, Huang Y, Zhi C, Golberg D. Synthetic routes and formation mechanisms of spherical boron nitride nanoparticles. Adv Funct Mater. 2008;18:3653–61.
Cao-Romero-Gallegos JA, Farfan-Cabrera LI, Pérez-González J, Marín-Santibáñez BM. Tribological and rheological evaluation of a graphene nanosheets-based lubricant for metal-on-metal and wet clutch interfaces. Mater Lett. 2022;309:131441. https://doi.org/10.1016/j.matlet.2021.131441.
Vallejo JP, Żyła G, Ansia L, Fal J, Traciak J, Lugo L. Thermophysical, rheological and electrical properties of mono and hybrid TiB2/B4C nanofluids based on a propylene glycol: water mixture. Powder Technol. 2022;395:391–9. https://doi.org/10.1016/j.powtec.2021.09.074.
Zhang Y, Li C, Jia D, Zhang D, Zhang X. Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod. 2015;87:930–40. https://doi.org/10.1016/j.jclepro.2014.10.027.
Kim SH. Understanding the role of nanoparticles in nano-oil lubrication. Tribol Lett. 2009. https://doi.org/10.1007/s11249-009-9441-7.
Singh A, Chauhan P, Mamatha TG. A review on tribological performance of lubricants with nanoparticles additives. Mater Today Proc. 2019;25:586–91. https://doi.org/10.1016/j.matpr.2019.07.245.
Sun J, Du S. Application of graphene derivatives and their nanocomposites in tribology and lubrication: a review. RSC Adv. 2019;9:40642–61. https://doi.org/10.1039/c9ra05679c.
Kimura Y, Wakabayashi T, Okada K, Wada T, Nishikawa H. Boron nitride as a lubricant additive. Wear. 1999;232:199–206. https://doi.org/10.1016/S0043-1648(99)00146-5.
Demirsöz R, Korkmaz ME, Gupta MK. A novel use of hybrid Cryo-MQL system in improving the tribological characteristics of additively manufactured 316 stainless steel against 100 Cr6 alloy. Tribol Int. 2022;173:107613. https://doi.org/10.1016/j.triboint.2022.107613.
Setti D, Sinha MK, Ghosh S, Rao PV. Performance evaluation of Ti–6Al–4V grinding using chip formation and coefficient of friction under the influence of nano fluids. Int J Mach Tools Manuf. 2015;88:237–48. https://doi.org/10.1016/j.ijmachtools.2014.10.005.
Acknowledgements
The research leading to these results has received funding from the Norwegian Financial Mechanism 2014–2021, Project Contract No 2020/37/K/ST8/02795.
Funding
Narodowym Centrum Nauki, UMO-2020/37/K/ST8/02795, Munish Kumar Gupta.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
The consent to submit this paper has been received explicitly from all co-authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Etri, H.E.L., Singla, A.K., Özdemir, M.T. et al. Wear performance of Ti-6Al-4 V titanium alloy through nano-doped lubricants. Archiv.Civ.Mech.Eng 23, 147 (2023). https://doi.org/10.1007/s43452-023-00685-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00685-9