
Abstract
The hybrid manufacturing procedure of combining an initial machining process and a posterior laser powder bed fusion (LPBF) process opens a new range of possibilities for manufacturing complex parts, promising to reduce both costs and printing time. Hence, the first portion of the part might be manufactured by machining, which is used as the substrate for the LPBF. Different manufacturing processes produce a melting interface zone (MIZ) that can affect the mechanical properties of hybrid parts. This work investigates the properties of the MIZ in hybrid parts. The influence of the energy density of the LPBF process on the interface zone and the mechanical properties of the final hybrid part were assessed. The different tests showed high-quality interphase even with low energy density, with a melting depth of up to 0.3 mm. Tomography analysis showed no pores in the MIZ and the increase in pore number with the scanning speed, reducing the UTS of the hybrid samples from 8 to 42% in relation to machined Corrax®. Additionally, a test piece for injection molding was produced by this new hybrid manufacturing process. The results showed that the costs and manufacturing time were reduced by about 50%, showing a potential application of hybrid manufacturing in such applications. Besides, this work identifies a limitation of the hybrid manufacturing approach using LPBF machines which are not equipped with a system to identify the substrate coordinate system. The present study develops an operational method to identify the coordinate system in order to ease the referencing of the pre-machined substrate within the machine platform.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
One of the most important advantages of the additive manufacturing process of metal parts lies in manufacturing parts with free-form shapes and internal structures with complex designs. It has been used in diverse areas, from medicine to aeronautical and injection molds [1]. In the specific case of injection molds, the manufacture of free-form cooling channels, known as conformal cooling, improve the process and quality of the manufactured parts [2,3,4,5].
The density of the parts produced by additive manufacturing is an important topic. Laser powder bed fusion (LPBF) techniques are highlighted by the capacity of production parts with more than 99% of density, with mechanical properties close to the material as forged or cold-rolled [1]. Still, the roughness and dimensional accuracy are limited [6]. In many cases, both properties are obtained by a post-finishing operation (machining) [7], which can represent an LPBF parts cost of about 27% [8]. Besides accuracy and surface quality, the production speed is one of the causes that make additive manufacturing less price-competitive than machining processes [9].
The hybrid process emerges as a potential alternative to turn the additive manufacturing of metal parts more attractive. In this approach, a portion of the part is first manufactured by machining. After that, the other portion is fabricated by additive manufacturing, welding both portions in-process, as happens with the part and the platform in supportless manufacturing by LPBF. With the hybrid manufacturing process, a reduction in the volume of the additive manufacturing process and post-finishing reduction is expected.
Using both processes results in a melting interface zone (MIZ) between the machined part (the LPBF substrate) and the first layers of the deposited material by the LPBF. This melting interface depends on the material and is not well understood so far. Sometimes the powder material used in the LPBF process is unavailable in ordinary blocks. The fusion region and part's mechanical properties must be addressed by uniting different materials. Besides, in an ordinary LPBF process, the part is removed from the substrate after manufacturing, so alignments between substrate and part are not important. However, this alignment affects the part precision and performance for a hybrid process, so the LPBF portion must meet precisely with the machined substrate.
2 Literature review
The scanning strategy and the processing parameters in additive manufacturing directly affect the part's anisotropy and mechanical properties. The scanning strategy is directly related to the beam overlap, laser scanning path in a layer and the inter-layer scanning orientation. Processing parameters can be parametrized in terms of the volumetric density of energy E (J/mm3), presented in Eq. 1.
where P is the laser power (W), v is the scanning speed (mm/s), t is the layer thickness (mm), and h is the hatch spacing (mm).
It is well known that the energy density affects the material properties and quality of the process of LPBF parts. Even with the same energy density, LPBF manufacturing parameters combination can result in different mechanical properties. The use of high-energy lasers (over 1000 W) was investigated to improve the productivity of the LPBF process. However, the increase in productivity also magnifies the temperature gradient and defects. Nowadays, better mechanical properties are achieved in the range of 100–400 W [10].
Scanning speed is a critical parameter that affects the volumetric density of energy and the productivity of the process, with a window of operation for each material used. Choi et al. [11] observed that the mechanical properties tend to improve by reducing the scanning speed. However, excessively slow speeds can cause melting pool evaporation and gas entrapment, generating porosity and decreasing the mechanical properties. At the same time, high scanning speed promotes the formation of pores by a phenomenon known as melt pool separation [12]. Furamoto et al. [13] investigated pore structures at different scanning speeds, showing a reduction in mechanical properties (tensile test and hardness) with the density of energy used.
Besides the manufacturing parameters, the laser tracking strategy also influences the material properties. The fast-directional cooling of the LPBF process promotes columnar grain formation, causing anisotropy and affecting the mechanical properties [14]. Thus, considering the process limitations, selecting the direction and the laser scanning strategy for part manufacture is important. Souza et al. [15] show that the yield strength and hardness are improved by manufacturing the parts horizontally, the same found by Sanjari et al. [16] manufacturing CX grade steel. Even with the mechanical properties affected by the building direction, the scanning speed, layer thickness, and porosity level had higher effects on the mechanical properties [15].
In LPBF, alloys with a high percentage of carbon results in a pre-tempering phenomenon with high internal stresses that can lead to micro cracks. Tomus et al. [17] investigate the cracking formation in the LPBF process of Hastelloy-X. The reduction of the carbon composition results in a much lower probability of the development of cracks in both: hot tearing and thermal cycling. Besides, in PH-grade steels, a high fraction of the austenite phase is retained due to the high cooling rates of the LPBF process. It promotes the embrittlement of the material and cracks propagation. Heat treatment improves the mechanical properties and reduces the retained austenite facilitating the post-processing [18].
Stainless steels are generally recommended for long-term plastic injection molds. Besides relatively good thermal conduction, it has superior mechanical properties [16, 19,20,21]. However, a limited number of steels with low carbon content are compatible or supplied for additive manufacturing. Maraging steel can be used to replace P20, while Uddeholm Corrax® can replace the AISI 420 stainless steel family [21, 22]. Corrax® steel is recommended for manufacturing mold critical areas due to its superior mechanical properties. It has excellent dimensional stability during heat treatment and superior corrosion resistance to AISI 420 steel, with a flexible range of hardness, from 34 to 50 HRC.
Combining additive and subtractive processes in dies and molds results in more design freedom, leading to more efficient tools. Samei et al. [23] successfully manufactured hybrid samples using LPBF over a machined substrate of the same material (AISI 420). Bai et al. [24] investigated stainless steel's (6511) hybrid additive and subtractive manufacturing. With results of 99.6% density, fine microstructure and compressive residual stress, it is suitable for injection moulding. Marin et al. [25] combined the LPBF process with machining to manufacture a hybrid mold insert containing complex cooling channels, reducing the mold cycle time by 36% and LPBF manufacturing time by 60%.
Sometimes, due to commercial limitations or even military constraints, it is not possible for the same material in powder to be used in the LPBF process and solid blocks for machining. So, the hybrid process (LPBF + machining) must join different materials by melting. There are still few studies regarding this hybrid manufacturing by LPBF and machining with dissimilar materials. In such a case, the residual stresses can increase [26]. Understanding the melting zone interface is important to avoid cracking, lack of fusion or even complete failure potentialized by the successive thermal cycles inherent in laser processes. At the same time, the fast cooling rate of the LPBF process and the selection of parameters allows obtaining unique microstructures that can increase the welding compatibility of dissimilar materials. Chen et al. [27] showed the microstructural of LPBF Inconel 718 over stainless steel 316L. However, the authors did not manufacture solid specimens (multi-layer LPBF) to evaluate its effects on porosity and mechanical properties. Tan et al. [28] evaluate the hybrid manufacturing with AISI 420 substrate and LPBFed 300 maraging steel. The bounding interphase presented good plastic deformation and no pores or cracks, with a Cr-rich interlayer mismatching both materials.
Samei et al. [23] combined AISI 420 stainless steel with Corrax®, tensile strength ductile fracture and a gradual transaction of the microstructures (about 120 µm deep) was observed. Bai et al. [29] manufactured tensile test specimens using LPBF maraging steel over a CrMn steel substrate. The part broke several millimetres from the melting interface (130 µm deep). Hadadzadeh et al. [30] investigated the metallurgical bonding interface of the hybrid cast and LPBFed Al-based alloys. Due to different manufacturing processes, different microstructures were observed on each side of the hybrid part, and no heat-affected zone (HAZ) was detected. However, in these researches, the LPBF parameters were not changed, not evaluating the effect of the depth of interaction on the mechanical properties of the hybrid samples. The current work alters the scanning speed, analyses the porosity, and tests the hybrid procedure on a real industrial part.
In hybrid manufacturing with more than one AM process and materials with equivalent mechanical properties, the rupture tends to occur on the more porous one. Godec et al. [31] manufactured a hybrid part using Inconel 718 with different AM-process (LPBF and L-DED). The portion manufactured with laser direct energy deposition (L-DED) was the rupture region, probably due to crack propagation because of a higher number of defects. Liu et al. [32], using Ti6Al4V for an LPBF and L-DED hybrid process, observed a rupture on the L-DED portion with ultimate tensile strength (UTS) of 918 MPa and elongation of 11%. That way, defects control is an important parameter to measure the resistance of hybrid components.
In this direction, the current work aims to evaluate the effects of the melting interface zone and the mechanical properties of components manufactured using dissimilar materials and manufacturing processes (LPBF Uddeholm Corrax® steel deposited over a machined PH13-8Mo substrate). Thus, the effects of different LPBF parameters were evaluated on the mechanical properties of the hybrid parts and their MIZ. Furthermore, hybrid mechanical parts were manufactured using the optimal parameter found, evaluating the costs of manufacture and time-saving to a full printed part.
Additionally, a methodology is proposed to guarantee the alignment of the pre-machined substrate on the LPBF table. As the LPBF machines were not conceptualized to manufacture hybrid parts, the alignment was irrelevant, and there is no internal accessory dedicated to referencing set. However, in hybrid parts, the misalignment can affect the finishing operation and cause poor cooling performance in parts with internal channels. Thus, knowing the associated errors is essential in hybrid manufacturing planning.
3 Materials and methods
Two different hybrid workpieces were manufactured to evaluate the melting interface zone (MIZ) properties in hybrid manufacturing with dissimilar materials and processes (machining and LPBF). The first geometry evaluated was a cuboid sample manufactured over the machined block, evaluating the depth of interaction, hardness profile and porosity. The second geometry has a cylindrical shape and was applied to assess the tensile strength. Both samples were used to understand the influence of the heat-affected zone (HAZ) and porosity on the mechanical properties of the hybrid pieces. In addition, an example of the application of hybrid manufacturing for injection mold is presented, discussing the savings of time and costs and how to solve the alignment problem in such a hybrid manufacturing process.
The materials and methods are divided into the following sections: experimental procedure of the hybrid LPBF, characterization of the hybrid samples and hybrid manufacturing and case study for injection molding.
3.1 Experimental procedure of the hybrid LPBF
Half of the workpieces manufactured to evaluate the hybrid manufacturing were obtained using PH13-8Mo stainless steel (Villares Metals N4534QA) cold-rolled and machined, portion named substrate. The substrate was screwed into the manufacturing plate with M4 screws, and the other half was printed by LPBF processes using gas-atomized Uddeholm Corrax® powder with nominal particle sizes distributed in the range of 5–50 μm. Spherical powder particles are revealed from the morphology obtained using scanning electron microscopy (FEG ZEISS SUPRA V55), Fig. 1a. The particles presented a small number of sintered particles and satellite formation, with an average particle size of about 12 µm (Fig. 1b); particle size distribution limits the layer thickness and, together with the packing factor, affects the porosity and the part surface roughness. The chemical composition and the mechanical properties of the materials used in the hybrid manufacturing process are presented in Tables 1 and 2.

Corrax® powder: a SEM scan 500 × magnify; b size distribution analysis
A Concept Laser® machine model CL50WS with a YAG fiber laser (400 W), a spot size of 100 μm, and a 1064 – 1070 nm wavelength. Nitrogen with residual oxygen lower than 1% was used in the LPBF process. The scanning speed was modified by ± 15% and ± 30% to alter the energy of density. Its parameter has more significance on the Yield strength and porosity together with the laser power [33], a parameter already set to the maximum value for production purposes. The other reference parameters were selected according to the LPBF industrial service provider recommendation (optimized for 400 W). LPBF process parameters are listed in Table 3. A chess scanning strategy with a 45° rotation between layers was selected. It favors the formation of equiaxial grains, providing higher isotropy and low-intensity texture, increasing crystallographic isotropy [34]. Hence, presenting properties closer to traditional manufacturing methods according to Voigt-Reuss-Hill (VRH) theory [14].
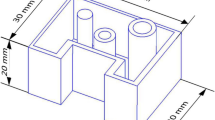
Figure 2 presents the samples manufactured to evaluate the hybrid process. Figure 2a shows the cuboid samples with 10 mm edges with one replication for each parameter. Cylindrical specimens were printed with 10 mm diameter and 20 mm height using parameters A, C, and E with one replication each. Figure 2b presents the machined tensile test specimen prepared according to ASTM 370.

Samples hybrid manufactured by LPBF over the PH13-8Mo substrate: a CAD of the cuboid sample as-built and indentation schematic; b tensile test samples as-built and machined
3.2 Characterization of the hybrid samples
The hybrid manufactured samples were evaluated in four aspects, (i) metallography, (ii) hardness, (iii) tensile strength and (iv) pore size and distribution.
-
i)
Metallography
The cuboid samples were prepared to analyze the microstructures and the depth of interaction of the melting interphase zone. Samples were sectioned using wire EDM, mounted in Bakelite, polished, and etched with a solution of 10 ml of H2SO4 + 10 ml of HNO3 + 20 ml HF diluted in 50 ml of distilled water. The microstructure present in each region was accessed using SEM (VEGA 3, TESCAN) and evaluated by optical microscopy (Olympus BX61). Five images were taken, two at the milled component, one at the MIZ and two at the LPBF portion, thus evaluating the microstructure progression with the building direction. The melting interface zone (MIZ) depth was measured in a Stereoscope Zeiss Discovery V8 aided by software AxioVision Release 4.9.1 SP1 using 25 × magnification images.
-
ii)
Hardness
The hybrid sample's hardness was measured in both materials and at MIZ. The hardness was measured using a micro-durometer Vickers Wilson Instruments 402MVD with a 136º pyramidal edge. Eleven indentations HV0.5 (ISO 6507–1:2018) with a distance of 1 mm, were made in a row to obtain the hardness profile. The first was defined in the center of the melting interface zone with five indentations in the LPBF portion and five in the machined portion (Fig. 2a).
In addition, to address the optimal mechanical properties required in some applications, the samples manufactured with a higher energy density (D and E) were heat-treated to evaluate hardness enhancement on hybrid samples. The heat treatment conditions were used according to the Uddeholm Corrax® manufacturer recommendation [35]. The process consisted of solubilization (850 ℃ for 2 h), quenching (1020 ℃ for 30 min followed by cooling in a salt bath), and aging (525 ℃ for 2 h). Then, the same procedure for hardness evaluation passed by the samples as built was carried out, with a posterior comparison with the previous results.
-
iii)
Tensile strength analysis
The tensile strength analysis was conducted using the cylinders manufactured with A, C, and E parameters. The cylinders were machined according to ASTM 370 with the MIZ in the middle of the samples (Fig. 2b). The samples were tested in an INSTRON 5988 Universal Testing Systems, measuring the ultimate tensile strength (UTS) and elongation.
-
iv)
Pore size and distribution
Observing that the variation in the hardness of the samples is not as significant as in the tensile test results, pore distribution and its morphology were analyzed to address the changes in the mechanical properties according to scanning speed. The porosity of each sample was analyzed in an optical microscope ZEISS IMAGER M2M. 28 images with 50 × magnification were taken in distinct regions of the samples, always discarding 50 μm from the borders. The data were post-processed by Multiphase Grains Graphite software, where an analysis was carried out to identify the number of pores and their size through the pixel processing technique. The melting interphase zone of samples manufactured with parameters A (+ 30%), E (-30%) and C (reference parameter) was also evaluated using a tomograph ZEISS METROTOM 1500 with a minimum focal spot size of 7 µm, which limits the use of this technique to relative density measurement [23]. The voxel data were treated using software myVGL with Porosity/Inclusion analysis toolset, inspecting pore size, shape, number and distribution. A single voxel identifies a pore with at least three for realizing measurements.
To better understand the effects of the porosity on the mechanical behavior of hybrid manufactured components, were calculated the number of pores (Eq. 2), modulus of tenacity (Eq. 3), ultimate tensile strength (Eq. 4), percentual strain (Eq. 5), relative density (Eq. 6) and sphericity ratio (Eq. 8).
where \({N}_{p}\) is the number of the pores, \({N}_{i}\) is the i pore element, \(U\) is the modulus of tenacity, \({\varepsilon }_{f}\) is the final elongation, \(UTS\) is the ultimate tensile strength, \({\sigma }_{max}\) is the maximum stress, \({F}_{max}\) is the maximum force, \({A}_{0}\) the initial area of the cross-section of the tensile specimen, \({L}_{f}\) is the final length, \({L}_{0}\) is the initial length, \({V}_{t}\) is the total volume of the body, and \({V}_{p}\) is the pores volume (Eq. 7), which can be expressed in terms of sphere equivalent diameter (\({d}_{{s}_{eq}})\). The sphericity ratio \(\psi\) is presented in Eq. 8 as a ratio between the area of an equivalent sphere (\({A}_{{s}_{eq}}\)) and the pore area (\({A}_{p}\)).
In parts fabricated by additive manufacturing, the presence of pores reduces the mechanical properties mainly by two effects, the lower equivalent cross-section to hold out the load (plastic field) and by creaking propagation. Figure 3a presents an infinitesimal body with a single pore in load to aid the comprehension of these effects. The load is settled by the limit of all the resistive forces inside the body and equivalent to stress applied per area unit (Eq. 10). From the equilibrium equation (Eq. 9), and considering the effect of the area reduction with a strain, expressed in terms of elongation (Eq. 11), is obtained in Eq. 12.

Porous material representation: a infinitesimal element; b hybrid material; c single pore strain; d pores without stress concentration interaction; e pores with stress concentration interaction
A body with multiple pores can be represented by the sum of infinitesimal elements within and without pores (Fig. 3b). Appling the equilibrium condition (Eq. 13), it is possible to express the force for additive manufactured components (Eq. 14). However, while in an infinitesimal body, the area \({A}_{i}\) of one element with one pore is expressed as a fraction of the area without pores \({A}_{i} = {A}_{0}\left(1 - f\right)\), in porous bodies, this fraction becomes a probability distribution function \(({g}_{(d,\psi ,o)})\) dependent on the distance between pores (d), sphericity (\(\psi\)) and orientation of the pores (o).
The crack propagation happens when the closure stress reaches a level where the strain concentration is higher than supported by the material, as depicted in Fig. 2e. For a single pore, it can be calculated considering the stress concentration effect of flaws \({k}_{t}\), where \({k}_{t}={ \sigma }_{f}/\sigma\). Using Eq. 15 and assuming a single pore with equivalent diameter, much smaller than part length (l), is obtained a stress concentrator \({k}_{t}\) = 3 [36]. Meaning that the force required to propagate a crack and generate a fracture is three times lower than a solid body with the same dimension. Westergaard's stress function at the pore crack plane (Eq. 16) can be considered to calculate the crack propagation on a porous material. Considering only the real solution (ℝ), \(\left|x\right|>|a|\) and the distance \(d\) between pores (\(d = x-a\)) is obtained Eq. 17 [36]. Evaluating the equation is observed that for \(\underset{d\to 0}{\mathrm{lim}}{\sigma }_{xx}=+\infty\) otherwise for higher values of \(d\) will converge to \(\sigma\) as can be inferred in Fig. 3d.
Also, all samples manufactured with one replication were evaluated using the coefficient of variance (CV, Eq. 18), verifying the heterogeneity of the results according to the mean data and the dispersion. Uniform distribution was used to calculate the dispersion of the samples with two replications (Eq. 19). As the CV is lower than 30%, it can be inferred that the results are in control [37], and there is no necessity for extra assessments.
3.3 Hybrid manufacturing case study for injection molding
As an additional contribution, this work presents a case study to evaluate the hybrid manufacture of injection mold inserts, measuring costs and time-saving. A machined part with 2 mm stock in PH13-8Mo containing only straight drilled holes was used as the LPBF substrate. The top portion of the complex cooling system insert was manufactured by LPBF using Uddeholm Corrax® powder. Moreover, the hybrid part was finished by milling on a CNC machine Romi D600.
During the development of the hybrid manufactured specimen, it was observed that the machine would not be able to precisely align the reference channel (in the substrate) with the portion to be printed. Thus, was proposed a simple methodology to align the substrate with the world coordinate system (WCS) of the LPBF machine using a portable 3D measuring arm with a laser probe (FARO ScanArm HD). After clamping the part on the LPBF manufacturing plate and fasting on the machine, the set is marked using the machine laser with well-known figures. A precise alignment can be obtained by exporting the measurement data of the machined part positions to referencing the set on the LPBF CAM software. Holed cuboids were manufactured over a drilled plate to evaluate the methodology. The misalignment was evaluated using a CMM Mitutoyo Strato Apex 9166 with Renishaw TM25-20 / TP20 probe.
4 Results and discussion
Firstly, this item presents the results of the study of the hybrid manufacturing process of samples using different scanning speeds on the LPBF process in terms of (i) melting interface zone, (ii) tensile strength, (iii) hardness profile, (iv) porosity distribution and its influences on the mechanical properties. After that, a case study is presented, considering the application of this hybrid process to manufacture a real injection mold insert to identify the limitations and benefits of such a new manufacturing approach.
4.1 Melting interface zone
Figure 4 presents the analysis of the hybrid manufactured samples A, C, and E using metallographic images. For analysis, the samples were evaluated into five regions. Regions 1 and 2 depict the microstructure of the LPBF portion. Region 3 presents the melting interphase zones, and regions 4 and 5 the metallography of the machined portions.

Optical microscopy images of samples manufactured using LPBF parameters A, C and E
The OM images of region 3 allow observing a transition region in hybrid manufacturing, with a characteristic microstructural change. This transitionary region has been identified as the melting interphase zone (MIZ). Highlights the presence of refined grains in the central zone, a region that also changes in length with the LPBF parameters used. On the substrate side (right), a transition in the grain size due to the laser power source can be noted. However, only the LPBF side (left) presents a critical columnar formation with needle-shaped grains. This type of microstructure is expected in the first layers of the LPBF manufacturing due to the substrate's fast cooling and polycrystalline equiaxial matrix.
Besides the compositions of the different materials, the microstructure was clearly affected by the nature of the process used, with different shapes and smaller grains in the LPBF portion. As expected, in regions 4 and 5, there is a great similarity for all samples, within the presence of a martensitic phase (bcc) and an austenitic phase (fcc), characteristics of the PH13-8Mo [38]. Regions 1 and 2 show the impacts of the use of different scanning speeds. The increase of the scanning speed and its distance from the MIZ increased the presence of pores, with a clear presence of bigger pores on sample A than on sample C and almost none on sample E. A more detailed analysis of the grain growth of the hybrid samples can be observed in the SEM scan results presented in Fig. 5.

SEM images of regions 1–5 of sample E
The SEM images allow identifying the dominance of equiaxial grain in the substrate with a gradual refinement of the grain close to the MIZ promoted by the laser source. The images helped to identify the grain coursing phenomenon as the main mechanism of microstructure shaper in hybrid manufacturing, characterizing the transaction of the substrate MIZ to the LPBF portion. The gradual transition of the equiaxial grains presents in the substrate (regions 4 and 5) to a fine equiaxial grain (center of region 3) to columnar grains structure (regions 1 and 2). As seen in regions 3 and 2, the first layers of LPBF manufacture present a mixed structure with an equiaxial formation that disputes the preferred columnar formation of LPBF. A more directional structure is observed in region 1, with a higher distance from the MIZ. The alignment of the columnar grains growths between layers (grain swallowing), forming a bigger columnar structure oriented in the preferred cubic crystallographic structure, in the building direction (0°) and oblique (90°), corroborating with found by Ji, Chen and Chen [39].
The stereoscope analysis of the melting interface zone using different scanning speeds is presented in Fig. 4. The region is delimited between the red line (support plane) and the yellow line. It can be seen that as the scanning speed increase, the MIZ decrease. It can be correlated to the longer laser interaction time that causes a deeper melting puddle. In sample A, the low energy density resulted in a weak bonding of 0.125 mm, while the slowest scanning speed (parameter E) resulted in 0.295 mm.
The stereoscope analysis detected no pores on the MIZ (Fig. 6). However, some pores can be noted near the MIZ in samples E (2300 mm/s) and D (2035 mm/s). A deeper investigation of this region was conducted by tomography analysis and SEM scan. Figure 7 shows the distance of pores to the MIZ and its morphology according to the LPBF scanning speed.

Laser scanning speed versus MIZ

Pore distance to MIZ of samples A, C and E measured by tomography and SEM scans of regions 1, 2 and 3
The tomographic analysis shows that the melting interface zone does not present any significant pore, neither in quantity nor size, even for the more porous samples. It is noted that even for the fastest scanning speed, the distance of the pores to the substrate is at least 0.17 mm. Summing the bounding depth distance, at least 0.3 mm interaction region is obtained considering the fast scanning speed (parameter A). It was also observed that besides pores increasing in shape with the scanning speed, there is an increase in its randomness, favoring the entrapment of powder particles partially fused or completely unfused (depicted in region 2 of sample A). Furthermore, sample A was the only one that presented pores next to the MIZ.
4.2 Hardness profile
The average hardness profiles of the samples are presented in Fig. 8. As expected, the hardness on the machined portion showed to be independent of the manufacturing parameter, with almost the same value for all samples evaluated (344.7 ± 4.4 HV0.5). Whereas, in the region manufactured by LPBF, a higher variation is observed due to the LPBF parameters change (mean of 340.9 ± 8.8 HV0.5).

Hardness profile of the hybrid samples
Evaluating the hardness difference in the same sample according to the material, samples A, B and C presented a lower hardness on the LPBF portion than the machined substrate (about 7.4 HV0.5). On samples D and E (slower scanning speeds), slightly higher hardness than the machined substrate was observed (about 1.4 HV0.5). Thus, as increase the scanning speed, the hardness decreases, influencing the hardness of the hybrid samples and modifying the elastic rigidity of the part.
Figure 9 shows the results of solubilized and aged hybrid samples compared with the same sample as built. No cracks on the zone manufactured by LPBF or in the MIZ were found, indicating that hybrid manufacturing with these materials accepts heat treatment.

Hardness profile of the samples D and E solubilized and aged versus as build
An increase of about 40% (~ 150 HV0.5) of hardness was obtained after the heat treatments. The hybrid sample D presented 515.0 ± 10.5 HV0.5 at LPBF Corrax® and 474.0 ± 9.2 HV0.5 on the PH13-8Mo (8% difference), while the hybrid sample E presented 504.0 ± 8.9 at LPBF Corrax® and 460.7 ± 8.2 HV0.5 at PH13-8Mo (8.6% difference). The difference in the hardness using the same parameters between additive Corrax® and the cold-rolled PH13-8Mo is correlated to the different material compositions and precipitation of components. Corrax® has a higher percentual of Ni, Si, and Al, elements that favour carbide formation. Furthermore, there is a slight difference in the hardness of the LPBF portion using parameters D and E after the heat treatments. The increase in the scanning speed propitiates more intergranular defects, facilitating intergranular austenite transformation into martensite.
In the specific case of the hybrid sample E, it is possible to observe a tendency of slight increment of the hardness in the first 3 mm of the deposited layers, probably due to a pre-tempering phenomenon, lowered after the heat treatments as depicted in Fig. 9. The Hall–Petch effect helps to explain this hardness increase. Using a high amount of energy (like laser processes) in materials with high grain contours can change the granular growth direction and increase the internal tensions and material hardness.
4.3 Tensile strength
Figure 10 presents the images of the samples A, C and E after the tensile strength as well as its stress–strain diagrams. Notably, all hybrid samples tested broke in the LPBF portion. Even with a lower depth of interaction (0.125 mm), the rupture did not occur in the MIZ. Although the tensile test does not break in the MIZ, the depth of interaction seems to affect the rupture distance and its pattern. The rupture distance from MIZ for the specimens manufactured with the parameters A and C were about 5 mm, while parameter E was about 15 mm.

Tensile strength test using ASTM 370 hybrid samples: a samples A; b samples C; c samples E
Figure 10 also shows that the rupture of the parts manufactured with higher scanning speed (parameter A; 2300 mm/s) presents only an elastic zone with brittle fracture (close to 0°). Manufacturing with parameter A resulted in an ultimate tensile strength (UTS) of 663 ± 1 MPa and elongation of 2.06%. Using the reference parameter (C; 1740 mm/s), the fracture angle was about 20° with a total plastic elongation of 3.7%, UTS of 960 ± 6 MPa and 2.6% elastic elongation. Decreasing the scanning speed and increasing the energy density (parameter E; 1240 mm/s) is observed yielding, indicating a significative ductile gain, with about a 22% reduction in the diameter. For these samples, the total elongation was about 8%, UTS of 1030 ± 3 MPa and elastic elongation of 2.42%; mechanical property close to the Corrax® solution treated (1100 MPa) [35]. Furthermore, parameter E was the only one that produced necking and a cleavage angle of about 45°, characteristic of PH steels with a martensitic matrix.
Besides, the energy absorbed in the fracture and the modulus of the toughness of each hybrid sample can be calculated by integrating the curves of tensile strength versus the elongation (Fig. 10). The higher value was obtained with parameter E, slower scanning speed (3.933 J·m−3, CV 13.6%). Degreasing 80% for parameter C (0.816 J·m−3, CV 5.7%) and 93% with parameter A (0.280 J·m−3, CV 1.9%). Thus, the use of different densities of energies resulted in different break compartments. The reduction of about 6% in the mechanical component using parameter E and the higher cleavage angle suggest a ductile fracture with decreased local cross-section due to pores (Eq. 15).
In contrast, the cleavage angle and the higher UTS reduction on samples A and C suggest fragile fracture due to crack propagation (Eq. 18). The increase in the number, size and distribution of the pores nearby the MIZ can be related to these effects. For this reason, they were deeply investigated in the next section.
4.4 Porosity distribution and its influences on the mechanical properties
A concise analysis was conducted to understand the correlation between porosity and the patterns of fracture observed in the tensile test samples (Fig. 10). Figure 11 presents one representative image of each sample (Fig. 11a) together with the relative density using post-processed OM images (Fig. 11b). The OM image presented was selected according to the closest average relative density, presenting the raw picture in half of the image and another half with the software pores notation (in red). Figure 11c shows the direct correlation of the relative density with the average hardness and scanning speed.

Relative density: a OM image according to scanning speed; b relation with the scanning speed and the number of pores; c relation with the average hardness of the samples
The parts manufactured with higher scanning speed presented a reduction in the relative density and bigger pores with random shapes. The OM images showed a relative density of 99.7% for a scanning speed of 1240 mm/s, similar to those obtained by Asgari and Mohammadi [21]. By increasing the scanning speed from 1770 to 2300 mm/s (+ 30%), the number of pores increased by about 39%, with relative density decreasing only by 3.6%. Decreasing the scanning speed to 1240 mm/s (− 30%), the number of pores decreased by 74%, and the density increased by 1.2%. Hence, it is clear the decrease in pores number and size with scanning speed reduction.
Apart from the different fracture types (Fig. 10) and the direct correlation of the hardness with the scanning speed, the relation between the pore number and porosity factor is presented in Fig. 12a. Figure 12b shows the toughness modulus and the strain according to the scanning speed, and Fig. 12c shows the UTS and the relative density.

Scanning speed relation with results: a Pore number and sphericity; b toughness modulus and strain; c UTS and relative density
The relative density has been examined to understand its influence on the UTS, fracture strain and toughness modulus. Toughness modulus direct increased with UTS owing to a higher ductility and percentage elongation obtained at lower scanning speed. Furthermore, the porosity and UTS do not follow a linear pattern as for about 0.8% change in relative density (99.7 to 98.5%), UTS changes by 6%. For a reduction in the relative density of 5%, the UTS reduces by 35% (1030 MPa to 663 Mpa). These observations necessitate a detailed understanding and prediction of the porosity distribution, shapes, and their influence on crack propagation and fracture.
The results of the tomography analysis show the volume of the pores and their volumetric distribution over the samples manufactured with parameters A, C, and E (Fig. 13). In all cases, the pore's random shape and porosity tend to increase with the number of layers fabricated, probably due to the heat build-up. When manufacturing with a higher scanning speed, the low energy density can also result in partial melting bonding between layers during LPBF manufacturing, supporting pore formation.

Porosity analysis of the samples by tomography: a sample schematic; b sphericity versus equivalent diameter; c pore area XY plane (normal to the building direction); d pore size distribution
Analyzing Fig. 13, a higher number of irregular pores can be detected from higher scanning speed to lower, respectively, A, C and then parameter E. From 1770 to 2300 mm/s, the number of pores significantly increased. Supposedly, the energy density was marginal to completely molten the powder, resulting in higher porosity. The entrapment of gases during the solidification of the molten poodle can explain the presence of pores in the specific case where there is high energy density involved [40]. The reduction of porosity with the volumetric energy increase leads to the conclusion that, with the selected parameters, the energy input was not excessive to generate pores by gas entrapment.
The pore size distribution (Fig. 13d) shows a pore equivalent diameter of about 100 µm independent of the scanning speeds utilized. Figure 13b shows the sphericity versus the equivalent diameter. A lower influence of pores number than size was observed on the sphericity, with better sphericity obtained at lower scanning speeds. The porous parts (A and C) presented a wide sphericity range, varying from 0.2 to 0.8, while sample E showed variations between 0.5 to 0.8 (Fig. 13b). Together with the higher volume of pores presented in sample A, this resulted in a higher reduction of the area at plane XY (Fig. 13c), plane normal to the tensile test load, which can be one of the causes of low UTS results presented in Fig. 10. Besides increasing the number of pores, the scanning speed increases non-linearly the pores' volume and the shape's irregularity, corroborating with founds Hague, Mansour, and Saleh [41].
Regions with more pores facilitate the crack due to a reduced effective area that increases the stress locally. Figure 14a shows Westergaard's Stress Intensity Factor (Kt) calculated considering the distribution of pores obtained by tomography analysis. A critical distance of 0.8 mm for crack propagation is found using the probabilistic pores size value (100 µm) and a stress superposition factor of 30% (equivalent to about 2σ of the gaussian distribution). It is also observed that the critical distance reduces by increasing the reliability. Figure 14b presents the minimum pores distance measured in the XY plane according to MIZ distances.

Ductile to brittle fracture transition with porosity: a stress concentrator factor; b minimum pore distance versus the distance from MIZ
The critical distance calculated shows that A and E are in stationary zones, and the rupture pattern should not be affected by the distance from MIZ. Besides having a high number of pores, the sample manufactured with a higher scanning speed (parameter A) presents pores very close to each other (average distance of 0.2 mm). Thus, is expected brittle comportment in the whole part. Compared to sample E, the low presence of pores and good dispersion leads to constant plastic comportment expected over all the parts. In sample C, the gradual increment in pore number (Fig. 13a) maintaining the same particle distribution (Fig. 13d) and the lower sphericity (Fig. 13b) increased the porous area from the 4 mm of the MIZ (Fig. 13c). That way, for this sample, is expected a transitionary comportment before the 6 mm far from MIZ. Results that match with the presented in Fig. 10, where sample C broke fragile close to 5 mm and with about 20% cleavage angle, and the difference of rupture pattern observed on samples A and E.
It was observed that the presence of pore changed the fracture pattern non-linearly. In the critical cases (with 1.5% and 5% of pore in volume), the porosity analysis with the tomograph data together with mechanics (Eq. 14) and fracture mechanics equations (Eq. 17) predicted the fragile comportment, that resulted in an expressive UTS reduction to up to 35%.
4.5 Case study and validation of the methodology for hybrid manufacturing
Figure 15a presents the hybrid inserts manufactured using the parameter E (slower scanning speed), which propitiate better mechanical properties. During the manufacturing, a simple methodology was utilized to surpass the alignment limitations of the LPBF machines during hybrid manufacturing. The evaluation of the errors using a destructive workpiece is presented in Fig. 15b.

Hybrid manufacture: a Injection mould; b evaluation of the alignment error
The estimated time consumption for manufacturing the total volume of the insert using only LPBF was about 38 h. Using hybrid manufacturing was possible to reduce the volume by about 67% and the manufacture time by 23 h (60% reduction), cutting the manufacturing costs of conformal cooling inserts by about half. The methodology proposed for alignment in the LPBF machine showed errors up to 0.03 mm, with about 0.5% in diameter for channels of 4 mm and 0.4% for 6 mm diameter holes, which has been an acceptable error for most applications. Considering the roughness obtained by the LPBF process and the hydraulic losses simulated in the design of internal channels, the expected deviation between the milled and the part manufactured by LPBF should not be a limiting factor for the performance of the component, showing to be promising on the manufacture in this kind of component.
5 Conclusions
The manufacturing process investigation using together machining and LPBF showed that the melting interphase zone formed using different materials and processing parameters is not a limitation for the hybrid manufacturing process. Besides, selecting the LPBF manufacturing parameters allowed to control of the porosity, changing both productivity and mechanical properties. Using a proposed methodology was possible to align the machined substrate with the LPBF process and manufacture mechanical components with internal structures. The main conclusions of the work were:
-
Varying the LPBF scanning speed from 1240 to 2300 mm/s, the depth of interaction between the Corrax® and PH13-8Mo was from 0.12 to 0.30 mm. The MIZ did not present pores and had good mechanical properties, not the hybrid part's weak portion.
-
The hardness of the hybrid samples had a low influence by the scanning speed, varying less than 5% (about 15 HV0.5). The hardness variation increased to more than 8% with solubilization and the ageing process, showing the effects of the different material compositions. No fractures were observed after the heat treatment, demonstrating that hybrid parts with dissimilar materials can accept heat treatment.
-
The laser scanning speed influenced the LPBF portion's porosity, affecting the mechanical properties of hybrid components. Reducing the scanning speed by 30% reduced the number of pores by 74%. An increase in 30% of the scanning speed increases the number of pores by 34%, reducing the sphericity factor, the distance between pores, and the pores cross-section area at the LPBF portion.
-
The porosity mostly impacted the tensile strength results, reducing the UTS from 6 to 45% compared to the normalized Corrax®. The mitigation in pore size and distribution allowed correlating the change in the present rupture pattern, which changed from plastic to fragile fracture due to crack propagation. The samples with a low presence of pores presented ductile fracture, with a cleavage angle close to 45°. Increasing the scanning speed, the number of pores increased, and its distance reduced, modifying the cleavage angle and the fracture pattern to brittle.
-
The cost and time of manufacturing the hybrid components have been reduced by 60% and 50%, respectively. Although such cost and time savings are related to the material and geometry of the manufactured part, the present case study shows that the hybrid manufacturing process method involving multi-materials is extremely promising. Furthermore, even the LPBF machines not designed for hybrid manufacturing can produce parts suitable for most mechanical applications within alignment error < 1%. The concept can be extrapolated to repair or remanufacture engineering components in multiple steps using hybrid manufacturing methods.
For future work, the alteration in the hatching, layer thickness, laser power and its shape could be investigated to understand the effects on the part's quality and melting interphase zone for hybrid manufacturing.
Change history
04 January 2023
A Correction to this paper has been published: https://doi.org/10.1007/s40684-022-00482-4
References
Ahn, D. G. (2011). Applications of laser assisted metal rapid tooling process to manufacture of molding & forming tools—state of the art. International Journal of Precision Engineering and Manufacturing, 12(5), 925–938. https://doi.org/10.1007/s12541-011-0125-5
Park, H. S., & Dang, X. P. (2010). Optimization of conformal cooling channels with array of baffles for plastic injection mold. International Journal of Precision Engineering and Manufacturing, 11(6), 879–890. https://doi.org/10.1007/s12541-010-0107-z
Marin, F., Miranda, J. R., & Souza, A. F. (2018). Study of the design of cooling channels for polymers injection molds. Polymer Engineering & Science, 58(4), 552–559. https://doi.org/10.1002/pen.24769
Abbès, B., Abbès, F., Abdessalam, H., & Upganlawar, A. (2019). Finite element cooling simulations of conformal cooling hybrid injection molding tools manufactured by selective laser melting. The International Journal of Advanced Manufacturing Technology, 103(5), 2515–2522. https://doi.org/10.1007/s00170-019-03721-2
Park, H.-S., & Dang, X.-P. (2017). Development of a Smart Plastic Injection Mold with Conformal Cooling Channels. Procedia Manufacturing, 10, 48–59. https://doi.org/10.1016/j.promfg.2017.07.020
Li, C., Liu, J. F., & Guo, Y. B. (2016). Prediction of Residual stress and part distortion in selective laser melting. Procedia CIRP, 45, 171–174. https://doi.org/10.1016/j.procir.2016.02.058
Boschetto, A., Bottini, L., & Veniali, F. (2018). Surface roughness and radiusing of Ti6Al4V selective laser melting-manufactured parts conditioned by barrel finishing. International Journal of Advanced Manufacturing Technology, 94(5–8), 2773–2790. https://doi.org/10.1007/s00170-017-1059-6
Baumers, M., Beltrametti, L., Gasparre, A., & Hague, R. (2017). Informing additive manufacturing technology adoption: Total cost and the impact of capacity utilisation. International Journal of Production Research, 55(23), 6957–6970. https://doi.org/10.1080/00207543.2017.1334978
Boivie, K., Karlsen, R., & Ystgaard, P. (2012). The concept of hybrid manufacturing for high performance parts. South African Journal of Industrial Engineering, 23(July), 106–115.
Kamath, C., El-Dasher, B., Gallegos, G. F., King, W. E., & Sisto, A. (2014). Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. International Journal of Advanced Manufacturing Technology, 74(1–4), 65–78. https://doi.org/10.1007/s00170-014-5954-9
Choi, J. P., Shin, G. H., Yang, S., Yang, D. Y., Lee, J. S., Brochu, M., & Yu, J. H. (2017). Densification and microstructural investigation of Inconel 718 parts fabricated by selective laser melting. Powder Technology, 310, 60–66. https://doi.org/10.1016/j.powtec.2017.01.030
Chouhan, A., Aggarwal, A., & Kumar, A. (2021). Role of melt flow dynamics on track surface morphology in the L-PBF additive manufacturing process. International Journal of Heat and Mass Transfer, 178, 121602. https://doi.org/10.1016/J.IJHEATMASSTRANSFER.2021.121602
Furumoto, T., Koizumi, A., Alkahari, M. R., Anayama, R., Hosokawa, A., Tanaka, R., & Ueda, T. (2015). Permeability and strength of a porous metal structure fabricated by additive manufacturing. Journal of Materials Processing Technology, 219, 10–16. https://doi.org/10.1016/j.jmatprotec.2014.11.043
Pérez-Ruiz, J. D., de Lacalle, L. N. L., Urbikain, G., Pereira, O., Martínez, S., & Bris, J. (2021). On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. International Journal of Machine Tools and Manufacture, 170, 103801. https://doi.org/10.1016/j.ijmachtools.2021.103801
Souza, A. F., Al-Rubaie, K. S., Marques, S., Zluhan, B., & Santos, E. C. (2019). Effect of laser speed, layer thickness, and part position on the mechanical properties of maraging 300 parts manufactured by selective laser melting. Materials Science and Engineering: A, 767, 138425. https://doi.org/10.1016/j.msea.2019.138425
Sanjari, M., Hadadzadeh, A., Pirgazi, H., Shahriari, A., Amirkhiz, B. S., Kestens, L. A. I., & Mohammadi, M. (2020). Selective laser melted stainless steel CX: Role of built orientation on microstructure and micro-mechanical properties. Materials Science and Engineering A, 786(April), 139365. https://doi.org/10.1016/j.msea.2020.139365
Tomus, D., Rometsch, P. A., Heilmaier, M., & Wu, X. (2017). Effect of minor alloying elements on crack-formation characteristics of Hastelloy-X manufactured by selective laser melting. Additive Manufacturing, 16, 65–72. https://doi.org/10.1016/j.addma.2017.05.006
LeBrun, T., Nakamoto, T., Horikawa, K., & Kobayashi, H. (2015). Effect of retained austenite on subsequent thermal processing and resultant mechanical properties of selective laser melted 17–4 PH stainless steel. Materials & Design, 81, 44–53. https://doi.org/10.1016/J.MATDES.2015.05.026
El-Tamimi, A. M., & El-Hossainy, T. M. (2008). Investigating the machinability of AISI 420 stainless steel using factorial design. Materials and Manufacturing Processes, 23(4), 419–426. https://doi.org/10.1080/10426910801974838
Zhao, X., Wei, Q., Song, B., Liu, Y., Luo, X., Wen, S., & Shi, Y. (2015). Fabrication and characterization of AISI 420 stainless steel using selective laser melting. Materials and Manufacturing Processes, 30(11), 1283–1289. https://doi.org/10.1080/10426914.2015.1026351
Asgari, H., & Mohammadi, M. (2018). Microstructure and mechanical properties of stainless steel CX manufactured by Direct Metal Laser Sintering. Materials Science and Engineering A, 709(August 2017), 82–89. https://doi.org/10.1016/j.msea.2017.10.045
Electro Optical Systems, Material Data Sheet: EOS Stainless Steel CX. (2017). www.eos.info
Samei, J., Asgari, H., Pelligra, C., Sanjari, M., Salavati, S., Shahriari, A., Amirmaleki, M., Jahanbakht, M., Hadadzadeh, A., Amirkhiz, B. S., & Mohammadi, M. (2021). A hybrid additively manufactured martensitic-maraging stainless steel with superior strength and corrosion resistance for plastic injection molding dies. Additive Manufacturing, 45, 102068. https://doi.org/10.1016/j.addma.2021.102068
Bai, Q., Wu, B., Qiu, X., Zhang, B., & Chen, J. (2020). Experimental study on additive/subtractive hybrid manufacturing of 6511 steel: Process optimization and machining characteristics. International Journal of Advanced Manufacturing Technology, 108(5–6), 1389–1398. https://doi.org/10.1007/s00170-020-05514-4
Luca, L., Neagu-Ventzel, S., & Marinescu, I. (2005). Effects of working parameters on surface finish in ball-burnishing of hardened steels. Precision Engineering, 29(2), 253–256. https://doi.org/10.1016/j.precisioneng.2004.02.002
Zou, R., Xia, Y., Liu, S., Hu, P., Hou, W., Hu, Q., & Shan, C. (2016). Isotropic and anisotropic elasticity and yielding of 3D printed material. Composites, Part B: Engineering, 99, 506–513. https://doi.org/10.1016/j.compositesb.2016.06.009
Chen, W. Y., Zhang, X., Li, M., Xu, R., Zhao, C., & Sun, T. (2020). Laser powder bed fusion of Inconel 718 on 316 stainless steel. Additive Manufacturing, 36, 101500. https://doi.org/10.1016/j.addma.2020.101500
Tan, C., Zhang, X., Dong, D., Attard, B., Wang, D., Kuang, M., Ma, W., & Zhou, K. (2020). In-situ synthesised interlayer enhances bonding strength in additively manufactured multi-material hybrid tooling. International Journal of Machine Tools and Manufacture, 155. https://doi.org/10.1016/J.IJMACHTOOLS.2020.103592
Bai, Y., Zhao, C., Zhang, Y., & Wang, H. (2021). Microstructure and mechanical properties of additively manufactured multi-material component with maraging steel on CrMn steel. Materials Science and Engineering A, 802, 140630. https://doi.org/10.1016/j.msea.2020.140630
Hadadzadeh, A., Amirkhiz, B. S., Shakerin, S., Kelly, J., Li, J., & Mohammadi, M. (2020). Microstructural investigation and mechanical behavior of a two-material component fabricated through selective laser melting of AlSi10Mg on an Al-Cu-Ni-Fe-Mg cast alloy substrate. Additive Manufacturing, 31, 100937. https://doi.org/10.1016/J.ADDMA.2019.100937
Godec, M., Malej, S., Feizpour, D., Donik, Balažic, M., Klobčar, D., Pambaguian, L., Conradi, M., & Kocijan, A. (2021). Hybrid additive manufacturing of Inconel 718 for future space applications. Materials Characterization, 172. https://doi.org/10.1016/j.matchar.2020.110842
Liu, Q., Wang, Y., Zheng, H., Tang, K., Ding, L., Li, H., & Gong, S. (2016). Microstructure and mechanical properties of LMD-SLM hybrid forming Ti6Al4V alloy. Materials Science and Engineering A, 660, 24–33. https://doi.org/10.1016/j.msea.2016.02.069
Xu, Z., Hyde, C. J., Tuck, C., & Clare, A. T. (2018). Creep behaviour of inconel 718 processed by laser powder bed fusion. Journal of Materials Processing Technology, 256(January), 13–24. https://doi.org/10.1016/j.jmatprotec.2018.01.040
Pham, M.-S., Dovgyy, B., Hooper, P. A., Gourlay, C. M., & Piglione, A. (n.d.). The role of side-branching in microstructure development in laser powder-bed fusion. https://doi.org/10.1038/s41467-020-14453-3
Uddeholm Corrax. (2016). Uddeholm Corrax Technical Datasheet. https://www.uddeholm.com/files/PB_Uddeholm_corrax_english.pdf
Anderson, T. L. (2017). Fracture mechanics: Fundamentals and applications. CRC Press.
Brown, C. E. (1998). Coefficient of Variation. Applied Multivariate Statistics in Geohydrology and Related Sciences, 155–157. https://doi.org/10.1007/978-3-642-80328-4_13
Li, X., Zhang, J., Akiyama, E., Li, Q., & Wang, Y. (2017). Effect of heat treatment on hydrogen-assisted fracture behavior of PH13-8Mo steel. Corrosion Science, 128, 198–212. https://doi.org/10.1016/J.CORSCI.2017.09.018
Ji, Y., Chen, L., & Chen, L. Q. (2018). Understanding Microstructure Evolution During Additive Manufacturing of Metallic Alloys Using Phase-Field Modeling. Thermo-Mechanical Modeling of Additive Manufacturing, 93–116. https://doi.org/10.1016/B978-0-12-811820-7.00008-2
Fergani, O., Berto, F., Welo, T., & Liang, S. Y. (2017). Analytical modelling of residual stress in additive manufacturing. Fatigue & Fracture of Engineering Materials & Structures, 40(6), 971–978. https://doi.org/10.1111/ffe.12560
Hague, R., Mansour, S., & Saleh, N. (2004). Material and design considerations for rapid manufacturing. International Journal of Production Research, 42(22), 4691–4708. https://doi.org/10.1080/00207840410001733940
Acknowledgements
This work has been supported and financed by the following Brazilian research agencies: Coordination for the Improvement of Higher Education Personnel (CAPES) and the National Council for Scientific and Technological Development (CNPq). Thanks are addressed to project PDC2021-121792-I00 in some testing steps and to UE ADAM2—FET Open Project #862025. Partners and industries: BMW-Brazil, CFAA, GPCAM, Polimould, Sandvik Coromant, SIGMASOFT, Sokit Ind., Techcontrol, Tecnodrill, Tecnomotriz, Villares Metals, and Vtech.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: Fig. 3 has been given erroneously.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Marin, F., de Souza, A.F., Mikowski, A. et al. Energy Density Effect on the Interface Zone in Parts Manufactured by Laser Powder Bed Fusion on Machined Bases. Int. J. of Precis. Eng. and Manuf.-Green Tech. 10, 905–923 (2023). https://doi.org/10.1007/s40684-022-00470-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-022-00470-8