
Abstract
Most additive manufacturing (AM) technologies use heat to fuse materials together to create the manufactured part. The heat used in the AM process distorts the parts. Powder bed–based 3D printers can print multiple parts in their build chamber. The distortion is not uniform across the different locations of the build volume. Parts printed in different locations will have different thermal histories and therefore different distortions. In some cases, the achievable accuracy of the parts is insufficient due to the distortion. Subtractive processes such as milling, turning, and grinding make it difficult or impossible to improve part accuracy. For AM to produce more accurate parts, a distortion reduction method must be implemented. To take advantage of the ability to print multiple parts in a powder-based polymer 3D printing process in one build unit, a distortion mitigation technique must be applied to all the parts being printed simultaneously in the build chamber. The performance of the distortion mitigation method can be evaluated by measuring the dimensional accuracy of the uncompensated and compensated parts. Uncompensated 3D printing uses the nominal 3D model, which is the normal use of the 3D printers. Compensated 3D printing uses a distorted 3D model that is used for the printing. The 3D model is compensated with the reversed distortion data obtained from uncompensated manufacturing. X-ray computed tomography (XCT) is the chosen measurement method to extract the point cloud for the dimensional measurements. Unlike optical 3D scanners and coordinate measuring machines (CMM), the XCT is able to measure undercut and internal surfaces. The nominal difference % is improved by 18% by using compensation for the 3D models in the case of distances between two parallel planes. The standard deviation of the measured values was also improved. The distortion reduction method studied can significantly reduce the calibration errors of the 3D printer build chamber. When the tolerances of the parts are close to the limit of the 3D printer, this method can reduce the number of rejected parts. The XCT measurement of the parts is costly, so this method can be cost effective for high value parts or large production volumes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The use of additively manufactured polymer parts is becoming increasingly prevalent in technical applications. The state-of-the-art manufacturers of the 3D printing machines provide printers which are capable of small and medium volume series production. One of the most common technologies is the selective laser sintering (SLS), which typically uses polyamide 12 (PA12) as its material. The SLS is the most widely used additive manufacturing (AM) technology today due to its high productivity, design flexibility and manufacturing freedom [1,2,3].
SLS is capable of higher throughput volume. In the case of medium volume production, there is a growing need for the quality control techniques to provide consistently good parts from build unit to build unit. The quality control of the highly detailed AM parts is a challenging task. Optical 3D scanners are unable to deliver measured points from inside of small diameter bores or detailed inner structures, for example, lattice structures. This is due to the fact that optical scanners have at least two sensors, which must be widely placed from each other, and they can extract points only from the surfaces that are viewed with both of them. The performance of optical 3D scanners is highly dependent on the quality of the surface [4]. In the case of the optical 3D scanners, the measured point cloud is created by adding and fitting together a series of segments obtained from the surface of the part.
The SLS is a powder bed-based technology. The manufacturing process comprises three main steps: pre-heating, building, and cooling [5]. In the pre-heating phase, the temperature of the build chamber is increased to the build temperature. The build temperature in the build chamber is just below of the melting point of the powder [1, 2]. During the build step, the build temperature of the build chamber is controlled and held at a preset constant value. The laser energy is responsible for the melting of the powder within the laser spot [6]. The unprocessed powder is not solidifying, but it provides support for the parts during the building process, thus eliminating the need for additional support structures [1, 2]. Once the build is complete, the cooling phase commences [5]. The duration of the cooling phase is contingent upon the overall height of the build unit, which comprises unmelted powder and the constructed parts. Additionally, the volume and distribution of the constructed parts also influence the duration of cooling phase [5]. Despite the meticulous selection of laser exposure parameters, the positioning of the parts within the build chamber affects their characteristics, even if the geometry remains identical [5]. Each part experiences a unique thermal history throughout the building and cooling phases [5]. This results in locally distinct material solidification properties, which in turn give rise to disparate geometrical characteristics for each part. [5]. It is not uncommon for upward warpage and distortion due to residual stress to occur [1, 2].
Several research is aiming for distortion mitigation in AM processes [7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27]. These studies have identified three main approaches to distortion mitigation in AM processes: finite element modeling, simulation and optimization of the AM building process, and the application of inverted distortion data obtained from the measurement of produced parts or simulation.
Finite element modeling (FEM) is one of the techniques employed for the prevention of distortion. FEM requires a large computational capacity and therefore the simulation of AM processes takes a long time. One way to reduce the computation time, which is about to reduce the number of the elements using mesh zoning [7]. Huang et al. [8] developed a code that radically reduced the computation time. The code was verified in a powder bed and a wire arc AM technology. Neugebauer et al. [9] investigated the effect of the laser scanning strategy on residual stresses in SLM (selective laser melting) technology. The simulation overestimated the resulting distortion, but differences between the two scans were obtained. Alvarez et al. [10] made an FE model in which the layers were sequentially activated and deactivated. The FE model in [10] was accurate when the layer of the FE model did not exceed 8 layers in the real AM process. The choice of the geometric domain with relevant assumptions can speed up the computation time [11]. Afazov et al. [12] used a pre-compensation method for the CAD model using the inverted distortion data from the FEM analysis for SLM technology. The computation time is significantly reduced by layer grouping. Because of the layer grouping, a calibration of the analytical thermal model is unavoidable. This model has the great advantage in that the process can be modelled as a 2D structure, resulting a large reduction in computational time. Prajadhiama et al. [13] carried out an experiment using rectangular and arc shape geometrical bead modelling for WAAM technology. The rectangular shape bead modelling had lower error compared to the arc shape. Xie et al. [14] experimented with DED (direct energy deposition) technology for thin wall. The specimen was made of Ti6Al4V. For the experiment, they used FEM to predict the distortion. The mesh of the FE model was finer for the deposition region and coarser for the rest. The elements were activated sequentially. For computationally inexpensive simulations, the inherent strain approach with accurate calibration parameters provides rapid estimates of distortion [15].
Another type of distortion mitigation method in powder bed AM processes is based on simulation and optimization of the AM build process. Mozaffar et al. [16] developed a differentiable simulation for thermal optimization of AM processes. A neural network was used for this optimization. There were two approaches to the problems; the first is to find a pattern for the laser power that leads to a predetermined thermal history, and the second is to find the laser power pattern that creates an ideal heat treatment time for all build material points. Qin et al. [17] developed two types of toolpath pattern generation algorithms that minimize thermal gradients and hence distortion in laser powder bed fusion process. Zhang et al. [18] examined the different scanning strategies in laser beam powder bed fusion (PBF-LB) process. The investigation was carried out using X-ray diffraction and computational modelling. There was significant difference in residual stress between the different scanning strategies. Material data input for accurate FEM simulations requires relevant characterization methods for thermo-mechanical properties [19, 20] and accurate laser-material interaction parameters [21, 22].
The third type of distortion mitigation in AM processes is when the inverted distortion data from measured or simulated data is applied to the original CAD model. This compensated CAD model can be used to produce parts that have less deviation from the contour of the original CAD model. This method can be performed using 3D measurement techniques such as coordinate measurement machines (CMM) with different sensors or X-ray computed tomography. Jadayel et al. [23] used the distortion data obtained from a 3D optical scanner and implemented the inverted distortion data on the original CAD model. This successfully compensated for material shrinkage, residual stress, and positioning errors of the fused deposition modelling (FDM) 3D printer. Yaghi et al. [24] carried out research into distortion reduction on an impeller. Selective laser melting (SLM) was chosen as the AM process. After the AM process, a post-machining process was implemented. The distortion from the AM- and the post-machining process was defined by FE modelling. The predicted distortion was multiplied by minus one and projected onto the original CAD (in STL format). The distorted CAD model was used for the AM process. Compensation resulted in a 50% reduction in peak distortion values.
In the research articles on the distortion reduction in AM parts, the most commonly used measurement technique is optical 3D scanning. Afazov et al. [25] successfully used the GOM ATOS III 3D optical 3D scanner in their research on distortion reduction in AM processes. In the paper, the impeller and turbine blade investigated were suitable for measurement with the optical 3D scanner due to the accessibility of the surfaces. Hartmann et al. also used a GOM scanner (ATOS II 400) in [26] to investigate a compensation algorithm using SLS technology. The samples were compensated individually to eliminate the effects of the part location within the build chamber. The use of optical 3D scanners does not allow the characterization of internal structures such as lattice structures. Zanini et al. [27] carried out research on parts made of Ti6Al4V alloy using the LPBF process and developed a task-specific reference object.
The CMM is the best solution for measuring parts produced by subtractive manufacturing processes, such as milling, turning, and grinding, because these parts do not have deep undercut surfaces that are difficult to access. The 3D optical scanners cannot measure points on undercut surfaces and deeper areas of holes and cavities. The undercut surfaces and closed internal regions can only be accessed by penetration of a radiation in the case of non-destructive measurement method. The AM parts typically have undercut surfaces and internal lattice structures that cannot be measured by conventional methods. X-ray computed tomography (XCT) is now widely used for non-destructive testing and general dimensional metrology [28], especially in areas where the traditional methods such as coordinate measurement machine (CMM) and optical or laser scanners are impractical [29].
The benefits of XCT over CMMs and 3D optical scanning make AM the primary factor driving the implementation of XCT for dimensional measurement [30]. X-ray CT is crucial for the measurement of internal geometries due to the disparity in accuracy between internal and external features [31]. The accuracy of external features does not necessarily reflect the accuracy of internal features [31]. This emphasizes the importance of using XCT to measure internal geometries, as the accuracy of accessible surface features does not necessarily reflect the accuracy of internal features [31]. McGregor et. al conclude in [31] that future research could investigate measurement methodologies that use XCT for internal features and tactile or optical assessment for external features. There is also a need to model the non-linear interactions between the dimensions of various elements within complex shaped parts. This may require the use of data science techniques that are not commonly used in manufacturing environments [31].
According to [32], XCT in the evaluation of AM parts can be divided into four sub-domains: (i) defect detection, (ii) dimensional evaluation, (iii) density measurement, and (iv) surface roughness analysis. The XCT is commonly used for defect detection and density measurement, while studies on dimensional measurement and surface roughness analysis have increased in the last decade [32]. Khosravani et. al suggested [32] that the use of a closed-loop feedback system can significantly enhance the quality of AM parts. Specifically, the deviation data should be extracted from the XCT data and the nominal 3D model. The differences between the nominal 3D model and the actual data need to be eliminated by redesigning the nominal 3D model. This approach aims to produce high quality parts in a shorter time frame [32].
The aim of this research is to investigate the effect of the 3D printing parameters (such as the orientation of the specimens in the build chamber) on the dimensional accuracy of a designed specimen in case of mass production. A sample was designed for this experiment. The samples were produced using SLS technology from PA 12 material and oriented differently in the build chamber. The novelty of this research was that XCT was used as a metrology device to measure the point cloud of the test specimens to obtain their deviation data compared to the original CAD model. This data from the test production was used to compensate the original CAD model, and during the production process, a modified CAD model was used. The research will also investigate the need for compensation to improve accuracy and determine the correct orientation to achieve the lowest possible manufacturing error.
2 Materials and methods
2.1 Design of the specimen
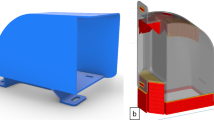
A specimen was designed to test the dimensional accuracy of the parts (Fig. 1). Due to the sensitivity of such components to distortion in the SLS technology, a test object with thin walls was designed. Three cylindrical features were modeled on the part to test cylindrical features and positional tolerances. The inspection of the cylindrical features is not discussed in this paper. The specimen has different wall thicknesses on the sides. The part can also be used to inspect for flatness, distances between parallel planes. During an XCT scan, there are two basic aspects to consider, (i) the part must fit within the scan volume of the chosen XCT system, which in this case is a cylinder (50 mm in diameter and height), and (ii) the X-rays must penetrate the test-artifact completely at all angular steps during the scanning process.

The designed 3D model
2.2 The manufacturing and measurement process
Fifty parts were produced by SLS 3D printing at the start of our study (Fig. 2). The original (nominal) CAD model was placed in the build chamber in 5 different orientations. Ten specimens were oriented in the same orientation, resulting in 50 produced parts. The parts were scanned and measured by XCT system. The measured data was stored, and the distortion data was extracted. The original CAD model was compensated using the inverted distortion data obtained from each of the 50 parts. This resulted in 50 unique compensated CAD models. The compensated CAD models were individually placed in the build chamber in the same location and orientation as the first build.

Process of the examination
The following sub-chapters provide a detailed description of each step of the manufacturing and measurement process.
2.3 The 3D printing (SLS) of the test artifacts
The material selected was a white colored production grade polyamide 12 DuraForm ProX PA powder (3D Systems, Inc. Rock Hill, SC, USA). The powder used had a 40/60 ratio of virgin and recycled powder based on the manufacturer’s material guide.
The structure of the SLS 3D printer is shown in Fig. 3. The PA 12 powder is fed from a powder feeder in front of the roller. The object table is sequentially lowered in 0.1 mm increments, and the powder is evenly distributed by the roller. The laser melts the powder along a pre-defined path in every slice until the build unit is fully done. The build chamber is heated to 167.5 degrees of Celsius and filled with inert gas to prevent oxidation of the powder. When the build unit is complete, it contains the parts and non-fused powder.

SLS 3D printing
A ProX SLS 6100 3D printer (3D Systems, Inc. Rock Hill, SC, USA) was used to produce the original and the compensated test artifacts.
The 3D Sprint v. 3.1.0.1257 software (3D Systems, Inc. Rock Hill, SC, USA) was set to default printing settings with a layer thickness of 100 μm. The original and compensated samples were individually positioned at the same location in the build chamber. The temperature of the process chamber was set to 167.5 degrees of Celsius. The laser power was set to 62 Watts. The material dependent scaling factor for the print jobs was (X, 4.233%; Y, 4.423%; Z, 2.4%). The print time was 11 h and 13 min, of which 1 h and 58 min was spent the cooling down. However, the print cake was left to cool down to room temperature for 24 h after the unloading. Machine parameters were kept constant for all print jobs. The unmelted powder was then removed by post-processing with glass beads ranging in size from 70 to 110 μm at 2.3 bar of air pressure.
2.4 Orientation of the test artifacts
To investigate the effect of the orientation, the 50 specimens were placed in the build unit of the 3D printer in 5 different orientations. Ten parts were printed in the same orientation, and all 50 parts were placed in one build unit. In one orientation, only the location of the components within the build chamber varied. In orientations 1 and 2 (Fig. 4), the components were positioned so that the largest flat surface was parallel to the layer-building plane. The relative orientation of the longest side to the motion direction of the roller varies by 90 degrees between the two orientations. In orientation 3, the part is positioned so that the smallest flat surface is parallel to the layer building plane. In orientation 4, the part is rotated 15 degrees around the X and Y axes, and in orientation 5, the part is rotated 15 degrees around the Y axis (Fig. 4).

Orientations of the test-artifact within the build unit
2.5 X-ray computed tomography and dimensional measurements
Each specimen was scanned separately by the GE Micromex XCT system using the identical parameters. The system is equipped with a digital flat panel detector and a 180 kV, 20 W transmission X-ray tube. The voltage of the X-ray tube was set at 110 kV and the current at 80 μA, giving an output power of 8.8 W. The detector was calibrated before each scan to ensure the same conditions for the imaging processes. No physical filter was applied during the scans in front of the X-ray tube. There were 720 acquiring positions applied with 5 averaged and 1 erased frames with 200 ms timing, resulting in 15 min scanning time per test-artifact. The geometric magnification was 3.141 and the voxel was size 63.677 μm. During the reconstruction, the scan optimizer was applied in the phoenix datos|× 2 software. No beam hardening correction was applied to the scans. The workflow of the XCT system is shown in Fig. 5.

Flow chart of the X-ray tomography and geometrical dimensioning and tolerancing (GD&T) measurements
After reconstruction, an automatic surface determination was applied to ensure that the same process was used to generate the point cloud which is used for the dimensional measurement of each test artifact and for the mesh compensation. Mesh compensation was performed in the Tool and Mesh Compensation module of the VGstudio Max 3.5.1 software. The compensation was performed on each 50 specimens (see Subchapter 2.6 for details).
During the dimensional measurement by XCT, a datum system of three perpendicular planes was created on the part (Fig. 6). The planes were fitted to the point cloud using the method of least squares (Gaussian). Using the measured planes, the coordinate system was aligned using the 3–2-1 coordinate system alignment method. The origin of the coordinate system was set at the intersection point of the three datum planes. The primary datum plane is “A,” the secondary is “B,” and the tertiary is “C.”

The base system of the GD&T measurements
The distance measurements were made between Gaussian fitted parallel planes as shown in Fig. 7. The midpoints of the fitted planes were extracted and then connected by a line. Those components of the line that parallel to the axis of the datum coordinate system were extracted.

The distances between planes
2.6 Compensation of the CAD models
The nominal CAD (CADn) model represents the nominal geometry that the parts should achieve after 3D printing. There will always be some differences between the nominal and the produced geometry of the part, which are known as manufacturing error. For AM to produce more accurate parts, a distortion reduction method should be applied to all the parts being printed simultaneously in the build chamber. To achieve the values determined by CADn model, an iterative compensation method should be used. The steps of this method are shown in Fig. 8. The first step is to 3D print the part based on the CADn model, and then after CT scanning process, the surface is determined. The determined surfaces are fitted against the nominal CAD model for the compensation, and the compensated CAD (CADc) model is calculated based on the measured deviation. The last step of the process is to export the compensated CADc model in STL (Standard Tessellation Language) format. The compensation of the CADn was calculated using VGStudio Max 3.5.1 software for every 50 parts produced.

Flow chart of the compensation
The CAD model compensation can eliminate volumetric errors and deviations caused by uneven heat distribution in a 3D printing process. Heat is not evenly distributed throughout the volume of the build unit. The parts interact with each other; the thermal conductivity is higher near the wall of the build unit than in the center. After the printing is completed, the build unit, which is made up of unmelted powder, and the parts need to cool. This cooling should be done slowly to avoid severe deformation and cracking of the printed parts. The geometric accuracy of 3D printed parts using SLS technology is limited due to these effects.
A cross section of a test-artifact with the fitted nominal CADn model and the contour of the compensated CADc model is shown in the Fig. 9. During the Compensation Mesh Analysis performed by VGStudio Max 3.5.1, 18 control points were used for the Non-Uniform Rational B-Splines (NURBS) curve, after the scanning 200,000 points were calculated. The compensation algorithm computes the difference between the nominal CADn model and the test artifact contour and multiplies it by -1. As a result, a section experiences an opposite displacement. In the next step, each scan is aligned with the CADn model of the part, and the deviation of each part from its nominal geometry is measured by comparing the scan data and the CADn model. The CADn model geometry is then modified by morphing based on the deviation vector field. The morphing locally moves the CADn geometry to the opposite direction of the measurement data to compensate for the systematic errors on the printed part. Finally, the modified CADc is used to print a new part with the same material and process parameters used for the previous part.

Cross-section view of a test part, nominal CADn and compensated CADc model
Figure 10 shows an example of the surface displacement values of the nominal CADn model. Therefore, these data will be the basis of the CADc model.

Displacement values visualized with coloring on the surface of the nominal CADn model
Theoretically, if all the 50 parts were printed in the same location and orientation within the build unit, the compensated parts should have better accuracy in case of dimensional measurements. However, the parts were placed in different locations and orientations within the build volume of the 3D printer, and because the thermodynamic properties of the 3D printing and cooling processes are not the same, the compensation should be applied on each part individually.
3 Results
During the experiments, four distances were measured (see Fig. 7) with the following nominal values:
-
Distance 1: 40 mm
-
Distance 2 and 3: 30 mm
-
Distance 4: 20 mm
The additive manufacturing processes were carried out in five type orientations. The distances were measured (Fig. 11) after the first 3D printing process (without compensation, blue color) and after the second 3D printing process following the compensation by CT measurements (red color). Each box-whiskers plot contains 10 data of the repeated manufacturing parts. The values in the graphs are the difference of the measured distance from their nominal value divided by its nominal value (nominal diff. %):

Nominal difference % (measured difference from the nominal values in %) for the distances 1 to 4 (the red is related to the compensated; the blue is for the non-compensated values))
It can be seen in Fig. 11 that the graphs of Distances 2 and 3 are similar to each other, and Distance 1 or Distance 4 shows a different picture.
The median of the compensated values of the nominal difference is closer to zero in all five orientations, as shown in the Fig. 11. When the compensated parts were examined in orientations 3, 4, and 5, the variation of the data was reduced compared to the data of the original test pieces. The median value of the nominal difference of the distance 1 improved by 0.3% in orientation 1. The median is improved by 0.5% in orientation 2. For all measured samples, the measured nominal difference values at orientations 1 and 2 were greater than the data from the compensated CAD model at distances 1–3. The average of the measured nominal difference at distance 1 was 0.3% less than the required dimension at orientation 3. The CAD model compensation resulted in a 0.17% overcompensation for distance 1 at orientation 3. For orientations 4 and 5, the medians are closer to the zero value, and the variation is also smaller.
In the case of the uncompensated CAD model, the nominal difference value is positive in all 5 orientations for distances 2 and 3. Compensation reduced the nominal difference values from 0.23% to -0.07% in all five orientations.
The percentage nominal differences calculated as a result are shown in Fig. 12 organized according to the direction of the dimension. The uncompensated specimens have, on average, a greater difference in each direction than the compensated ones. The dimensions that are not parallel to any axis also have a smaller difference in the case of the compensated specimens. The XY plane is parallel to the building layer, so the laser works in this plane during the 3D printing process. For the uncompensated specimens, the average difference is 0.15% in the X direction, 0.45% in the Y direction, and -0.5% in the Z direction. After compensation, the average differences are -0.1% in the X direction, 0.05% in the Y direction, and 0.15% in the Z direction. The dimensions not parallel to any axis had an average difference of 0.1% before the compensation and -0.07% after compensation.

Each error bar is constructed using a 95% confidence interval of the mean
4 Statistical analysis and discussion
4.1 Three-way ANOVA for all data
The statistical analysis was prepared for the nominal difference %, i.e., the measured distance minus its nominal value divided by its nominal value. Three parameters were varied during the trials:
-
Compensation: it has two levels
-
Orientation: it has five levels
-
Distances: it has four levels
All the factors are independent of each other, and the analysis was performed using the three-way fixed factor ANOVA method. The results of the ANOVA (Table 1) show that all factors and interactions have significant effect on the nominal difference % (at the 95% confidence level). The residuals are normally distributed (Fig. 13); the pooled standard deviation due to the replications for the nominal difference % is 0.13.

Residual plots for nominal differences%
Figure 14 shows the main effects plot for % nominal difference. The average nominal difference measured in % values is shown as one data point. Compensation has the effect of reducing the average nominal difference values from 1.1% to -0.9% (Fig. 14). The nominal difference % values are less affected by orientation. There is a difference between the distances 1–3 and 2–4. An ANOVA was performed on the measured data where the response was the nominal difference %, and the factors were the compensation (two levels: compensated or uncompensated), orientation number (five levels from 1 to 5), and feature name (distances numbered as in Chapter 3).

Main effects plot
The statistical analysis showed that there is a significant difference (at 95% confidence level) between the compensated and uncompensated test parts. The feature name also has significant effect on the nominal difference values at the 95% confidence level. The orientation factor has a lesser effect on the nominal difference values of the distances 1, 2, 3, and 4 when all values (compensated and uncompensated) are examined.
All the factors and interactions have a significant effect on the results (Fig. 15). The reason for this could be the different directions of additive manufacturing; it is important whether the printing process is along the X, Y, or Z axis or not parallel to the axes of the build chamber. On the other hand, the compensation has a large effect on the results; so in the following statistical analysis, the data will be split into two parts. The compensated and uncompensated cases are discussed separately.

Interaction plot
4.2 Levene test for all data
The variation differs between the compensated and the uncompensated data (Fig. 16). For the compensated data the range of the nominal difference percentages is between -0.54% and 0.23%. For the uncompensated data set, the range is 1.78% with a lower limit of -1.09% and an upper limit of 0.69%.

Interval plot for compensated and not compensated data by orientation
The variation within the compensated/uncompensated data is evaluated using the Levene test, where the test is not based on a normal distribution. The null hypothesis is as follows: There is no significant difference between the variation of the compensated and uncompensated results.
A test for the equal variance of the measured nominal difference values was performed. The two groups were the compensated and the uncompensated data. The two groups are significantly different in terms of their standard deviation at the 95 % confidence level (Fig 17). The implication of this result is that when the CAD models are compensated, the standard deviation of the measured distance between two parallel planes is smaller.

Significance tests results
The reason for the difference in standard deviation is that the thermo-mechanical properties are not homogeneous in the build chamber. The 3D printed parts have different thermal histories at different locations. The parts are warped due to different thermal loads. In the build chamber, the parts influence each other thermo-mechanically. In the case of the uncompensated manufacturing, the CADn models are the same for all 50 parts, and the difference in dimensions comes from the different thermal histories of the parts. The nominal CADn model is distorted by the distortion data obtained from each part individually, resulting in 50 different CADc models. By placing the distorted CADc models back to their original location and orientation from the first build, the differences caused by the different thermal histories are reduced. At the different locations in the build volume, parts can be produced with less deviation from the nominal CADn model by using differently distorted CADc models.
In practice, the 3D printing process can be performed either with or without compensation. Due to the prohibitive cost of the distortion reduction technique discussed, SLS 3D printing is typically performed without compensation. Compensation improves the averages and reduces the standard deviation of the dimensions between the two parallel planes. In actual production, there is less deviation between the nominal CADn model and the actual produced parts. The results of the experiment with compensated and uncompensated specimens are discussed in the following chapters, respectively.
4.3 Distances of non-compensated test-pieces
Uncompensated AM of the parts is the default process. In this case, the parts are affected by the different thermo-mechanical effects of the different locations in the build chamber. Due to these differences in thermal history, the distortion of the parts will be different. The nominal difference % values are shown in Fig. 18. In the case of the distances 1 and 4, the spread of the values is greater than in the case of distances 2 and 3. The maximum of all the data is 0.69%, and the minimum is -1.09%. The mean of the values is 0.12%.

The 95% confidence intervals for the means of nominal differences in % grouping by the levels of distance and orientation
If the measured values are grouped according to the direction of the axes of the build chamber, then another context can be discovered. Fig. 19 shows the data sorted into four groups: not parallel to axis, X, Y, and Z. The planes which were involved in the distance measurements were not perpendicular to the axes (X, Y, and Z) of the manufacturing machine in orientations 4 and 5. In these two orientations, the distances are marked as “not parallel to axis.” In orientations 1, 2, and 3, the planes which were involved in the distance measurements were perpendicular to one of the axes (X, Y, or Z), which means that the direction of the distance was parallel to one of the axes of the manufacturing machine. When a distance was measured on a specimen with a different orientation, the direction of the distance changed. ANOVA was applied to the data, and it showed that the manufacturing axis has significant effect on the distance values at the 95% confidence level. The mean of the nominal difference is 0.12 % (Fig. 19).

The 95% confidence intervals for the means of nominal differences in % grouping by the levels of distance and direction of distance—non-compensated results
The distances directed parallel to the Y and Z axes have significant effect compared to the distances in X and those not parallel to any axis. The difference between the distances oriented in different directions indicates that the calibration of the build chamber is not done correctly. Each of the X, Y, and Z axes has a linear scaling factor that is calibrated using test objects (one for the X, Y, and one for the Z axis). This scaling factor is used to automatically scale the 3D models in the printing software.
Distance 2 and distance 3 show a similar pattern in the uncompensated version (Fig. 20). A two-way fixed factor ANOVA was performed to determine if there was a significant difference between distance 2 and distance 3 and between the directions of the distances (Table 2). The results show that there is a significant difference between the two distances and also between the manufacturing axes.

Main effect plot and interaction plot for the factors (direction of distance, distance level) for nominal difference in %
The nominal value of the distance is the same for distances 2 and 3, which is 30 mm. The two distances have a common plane on one side, which is the datum B. The other side of the two distances is connected to the two smaller planes. The walls connected to these two smaller planes have different wall thicknesses (Fig. 21). The plane of the distance 2 is connected to a 2-mm-thick wall, and distance 2 is connected to a 1-mm-thick wall. The thinner wall is more sensitive to distortion. The distortion of the thinner wall is greater than that of the other wall. This distortion has pulled the smaller plane so that the distance 3 is smaller than the distance 2.

Explanation of wall thickness in the design
4.4 Distances of compensated test-pieces
4.4.1 Statistical analysis regarding direction
The distances on the compensated test-pieces were also examined separately. Table 3 shows the results of the two-way ANOVA. In the case of the compensated test pieces, the nominal difference values of the distances according to the directions show no significant difference at the 95% confidence level. It can be seen that the manufacturing directions have no effect on the distances in the case of the compensated test pieces. The average of the nominal differences is -0.086%. In Sect. 4.3, the direction of the distances had a significant effect because the calibration of the linear scaling factor of the X, Y, and Z axes was not determined with sufficient accuracy. The fact that the direction of the distances has no significant effect leads to the conclusion that the compensation of the CAD models eliminates the calibration errors of the build chamber.
Differences between uncompensated and compensated cases are the result of the effect of the compensation. Compensation has the ability to remove a significant amount of distortion caused by the calibration and thermo-mechanical effects of the build chamber.
In Fig. 22, the results are grouped by the feature name, and the colors represent the different directions of the distances. The distance 1–3 values have less difference than the distance 4 values. The feature name has a significant effect on the nominal difference % values at the 95% confidence level. Comparing the compensated and uncompensated results (Fig. 22 and Fig. 19, respectively), it can be concluded that the nominal differences are much smaller in the compensated case.

The 95% confidence intervals for the means of nominal differences in % grouping by the levels of distance and direction of distance—compensated results
4.4.2 Statistical analysis regarding stair-stepping effect
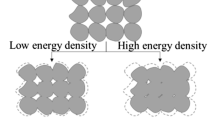
On some of the surfaces of the compensated test-pieces, a so-called stair-stepping effect can be seen (Fig. 23). Stair-stepping effect occurs when the angle of inclination of the printed surface to the plane of the building layers is small. As the CAD model of the compensated test pieces is distorted (the planes are no longer planes but freeform surfaces), this effect was expected to appear. The distorted planes that have become freeform surfaces cannot be aligned parallel to the plane of the building layer. This means that if the freeform surfaces have a flatness value greater than the resolution along the Z-axis (> 100 μm) of the build chamber, some regions of the surface will be laser-sintered into the next layer. In this case, a 100 μm high step appears on the surface. The physical test-pieces were examined, and if the step was detected, it was grouped as “yes” or “no” step.

Stair stepping on the surface of a test-piece
The planes which were used in distances 1 and 4 were parallel in some orientations; they could have stair-step effect that the other two features (distance 2 and 3) could not have. For this reason, only distances 1 and 4 features within the compensated test pieces are examined in the further statistical analysis (Fig. 24).

Distance 1 and 4 values grouped according to the stair-stepping occurrence
The two planes of distance 1 were parallel to the build layers in orientation 3. The two planes which were used for distance 4 were aligned parallel to the build layers in orientations 1 and 2. In the case of the orientations 4 and 5, none of the planes were aligned parallel to the build layers.
Two questions have arisen regarding the influence of the stair-step effect. One is to compare the expected values, and the other is to compare the variance of the two groups. The first test was the two-sample t-test, which showed that the expected value for the “yes” group was equal to the results of the “no” stair-step level.
The second test was related for equal variances. The Levene test has showed that the variances of the two groups (stair stepping “yes” and “no”) were significantly different at the 95% confidence level. The variance was greater for the nominal difference % values in the case of the distances between stair stepped planes (Fig. 25). It can be concluded that the variance of the distance values will be significantly lower if the manufactured parts are oriented to avoid the stair-step effect.

Levene test results for the variation related to the stair stepping effect
The stair-step effect results non-uniform surface. If the distortion of the CAD model is greater than the height of the building layer (in this case 100 μm), then the region that crosses the height of the building layer is separated by a contour (a step). This step effect can result in poorer flatness values of the planes. The area of the regions printed in a different layer varies from sample to sample. This results in a higher variability in the dimensions between two planes.
5 Discussion
To summarize the results, without compensation, the spread of the distances between two parallel planes was between -0.4 mm and + 0.3 mm with a range of 0.7 mm, and with compensation, it was reduced to ± 0.1 mm with a range of 0.2 mm. The final nominal difference is equal to the 28% of the uncompensated nominal difference. The mean of the relative absolute error value was reduced from 1.1% to 0.9%, a reduction of 18%. Neugebauer et al. [9] found that the orthogonal laser path resulted in a 30% improvement in warpage in selective laser melting (SLM) technology. SLM technology was also investigated in [12], where the distortion of the uncompensated geometry was between ± 0.2 mm (0.4 mm). The finite element analysis (FEA) gave a range of ± 0.045 mm (0.09 mm), the 3D optical scan–based method gave a range of the geometry of -0.015 to + 0.07 mm (0.085 mm). The final nominal deviation is equal to the 22.5% of the uncompensated nominal deviation. The toolpath generated by the algorithm developed in [17] resulted in a 46% reduction in distortion using the laser path optimization in the laser powder bed fusion (LPBF) process. Based on these comparisons, the results obtained are comparable to the simulation and 3D optical scanning based methods.
One of the drawbacks of using XCT as the measurement system for the distortion mitigation method is the high cost. Therefore, the distortion mitigation method investigated can only be cost effective in the case of mass production, where the SLS machine does not have sufficient accuracy for the parts. With the method used, the scrap ratio can be reduced, resulting in a better rate of return. The method can also be cost effective for special materials (fire retardant or composite) materials and large parts, where 3 or more iterative manufacturing steps are too expensive. Our method requires only one prototype, one XCT scan and one additional manufacturing step.
The investigated method can be used for parts that can fit completely within the scanning volume of the XCT system; it is only suitable for systematic distortion reduction. This method can be easily applied to various polymer and metal AM processes.
6 Conclusion
The research was a detailed study of the use of XCT dimensional measurement techniques to reduce distortion in additively manufactured plastic parts. A specimen was designed for the research, and some distances, i.e. the nominal difference (measured distance minus nominal distance) and its ratio to the nominal distance in %, were examined as output parameters during the study. The manufacturing process was repeated in 5 orientations and 10 times in each orientation. The next step was the XCT dimensional measurements, and with these data, a compensation was performed as an input for a newer manufacturing process in selective laser sintering. After measuring all the parts produced, the following conclusions can be drawn from the statistical analysis:
-
The orientation of the specimens in the build chamber has a significant effect on the manufacturing error, but only for the uncompensated case.
-
In the case of the uncompensated parts, the direction of the distance measurements has a significant effect on the nominal difference % value. As a result of the compensation, this significant effect disappeared. Compensation eliminates the effect of the inadequate calibration of the linear scaling factors of the 3D printer along the axes of the build chamber.
-
The compensation of the nominal CADn models reduces the average of the nominal difference % values from 1.1 to -0.9. In this case, the average of the nominal difference % values is reduced by 0.2 in absolute value. This resulted in an improvement of 18% improvement in the nominal difference % values.
-
In the case of the compensated test pieces, the stair step effect can occur. If the planes that are involved in the distance measurements are stair-stepped, the standard deviation of the nominal difference % values is significantly higher. The stair-step effect must be avoided during the AM process by orienting the parts.
Understanding and reducing warpage is an important part of the additive manufacturing process for plastic parts. New techniques such as X-ray computed tomography can be used well not only in research but also in the industrial practice. In the future, not only the simple length dimensions will be measured, but also other shape and position tolerances of the specimens, which will give us a more detailed characterization of the use of the XCT warpage reduction method in the 3D printing process.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Shahrubudin N, Lee TC, Ramlan RJPM (2019) An overview on 3D printing technology: technological, materials, and applications. Procedia Manuf 35:1286–1296
Bai J, Song J, Wei J (2019) Tribological and mechanical properties of MoS2 enhanced polyamide 12 for selective laser sintering. J Mater Process Technol 264:382–388
Rosso S, Meneghello R, Biasetto L, Grigolato L, Concheri G, Savio G (2020) In-depth comparison of polyamide 12 parts manufactured by multi jet fusion and selective laser sintering. Addit Manuf 36:101713
Guerra MG, Lavecchia F (2023) Measurement of additively manufactured freeform artefacts: The influence of surface texture on measurements carried out with optical techniques. Measurement 209:112540
Drummer D, Greiner S, Zhao M, Wudy K (2019) A novel approach for understanding laser sintering of polymers. Addit Manuf 27:379–388
Riedlbauer D, Steinmann P, Mergheim J (2014) Thermomechanical simulation of the selective laser melting process for PA12 including volumetric shrinkage. In: 30th International Conference of the Polymer Processing Society, PPS 2014, Cleveland, US, 6-12 Jun 2014. https://doi.org/10.1063/1.4918512
Montevecchi F, Venturini G, Grossi N, Scippa A, Campatelli G (2017) Finite Element mesh coarsening for effective distortion prediction in Wire Arc Additive Manufacturing. Addit Manuf 18:145–155
Huang H, Chen J, Carlson B, Wang HP, Crooker P, Frederick G, Feng Z (2018) Stress and distortion simulation of additive manufacturing process by high performance computing. In: Proceedings of the ASME 2018 Pressure Vessels and Piping Conference July 15-20, 2018, Prague, Czech Republic
Neugebauer F, Keller N, Ploshikhin V, Feuerhahn F, Köhler H (2014) Multi scale FEM simulation for distortion calculation in additive manufacturing of hardening stainless steel. In: International workshop on thermal forming and welding distortion, Bremen, Germany, April 09-10, 2014
Alvarez P, Ecenarro J, Setien I, Sebastian MS, Echeverria A, Eciolaza L (2016) Computationally efficient distortion prediction in powder bed fusion additive manufacturing. Int J Eng Res Sci 2(10):39–46
Vargas Cruz RS, Gonda V (2022) Creep and reliability prediction of a Fan-Out WLP influenced by the Visco-plastic properties of the solder. Acta Polytech Hung 19(7):235–254. https://doi.org/10.12700/APH.19.7.2022.7.13
Afazov S, Denmark WA, Toralles BL, Holloway A, Yaghi A (2017) Distortion prediction and compensation in selective laser melting. Addit Manuf 17:15–22
Prajadhiama KP, Manurung YH, Minggu Z, Pengadau FH, Graf M, Haelsig A, Adams T-E, Choo HL (2019) Development of bead modelling for distortion analysis induced by wire arc additive manufacturing using FEM and experiment. In: MATEC Web of Conferences 269, 05003 (2019). https://doi.org/10.1051/matecconf/201926905003
Xie R, Chen G, Zhao Y, Zhang S, Yan W, Lin X, Shi Q (2019) In-situ observation and numerical simulation on the transient strain and distortion prediction during additive manufacturing. J Manuf Process 38:494–501
Gonda V, Felde I, Horváth R, Réger M (2022) Inherent strain based estimate of the residual deformations for printed MS1 and 316L parts. IOP Conf Series: Matls Sci Eng 1246. https://doi.org/10.1088/1757-899X/1246/1/012010
Mozaffar M, Liao S, Jeong J, Xue T, Cao J (2023) Differentiable simulation for material thermal response design in additive manufacturing processes. Addit Manuf 61:103337
Qin M, Qu S, Ding J, Song X, Gao S, Wang CC, Liao WH (2023) Adaptive toolpath generation for distortion reduction in laser powder bed fusion process. Addit Manuf 64:103432
Zhang W, Guo D, Wang L, Davies CM, Mirihanage W, Tong M, Harrison NM (2023) X-ray diffraction measurements and computational prediction of residual stress mitigation scanning strategies in powder bed fusion additive manufacturing. Addit Manuf 61:103275
Gonda V, Den Toonder J, Beijer J, Zhang GQ, Ernst LJ (2005) Finite thickness influence on spherical and conical indentation on viscoelastic thin polymer film. J Electron Packag Trans ASME 127(1):33–37
Jansen KMB, Gonda V, Ernst LJ, Bressers HJL, Zhang GQ (2005) State-of-the-art of thermo-mechanical characterization of thin polymer films. J Electron Packag Trans ASME 127(4):530–536
Gonda V, Liu S, Scholtes TLM, Nanver LK (2006) Electrical characterization of residual implantation-induced defects in the vicinity of laser-annealed implanted ultrashallow junctions. Mater Res Soc Symp Proc 912:173–177
Gonda V, Venturini J, Sabatier C, Van Der Cingel J, Nanver LK (2010) Thermal budget considerations for excimer laser annealing of implanted dopants. J Optoelectron Adv Mater 12(3):466–469
Jadayel M, Khameneifar F (2020) Improving geometric accuracy of 3D printed parts using 3D metrology feedback and mesh morphing. J Manuf Mater Process 4(4):112
Yaghi A, Ayvar-Soberanis S, Moturu S, Bilkhu R, Afazov S (2019) Design against distortion for additive manufacturing. Addit Manuf 27:224–235
Afazov S, Okioga A, Holloway A, Denmark W, Triantaphyllou A, Smith SA, Bradley-Smith L (2017) A methodology for precision additive manufacturing through compensation. Precis Eng 50:269–274
Hartmann C, Lechner P, Himmel B, Krieger Y, Lueth TC, Volk W (2019) Compensation for geometrical deviations in additive manufacturing. Technologies 7(4):83
Zanini F, Sorgato M, Savio E, Carmignato S (2021) Dimensional verification of metal additively manufactured lattice structures by X-ray computed tomography: Use of a newly developed calibrated artefact to achieve metrological traceability. Addit Manuf 47:102229
Ramírez IS, Márquez FPG, Papaelias M (2023) Review on additive manufacturing and non-destructive testing. J Manuf Syst 66:260–286
Thompson A, Maskery I, Leach RK (2016) X-ray computed tomography for additive manufacturing: a review. Meas Sci Technol 27(7):072001
Villarraga-Gómez H, Herazo EL, Smith ST (2019) X-ray computed tomography: from medical imaging to dimensional metrology. Precis Eng 60:544–569
McGregor DJ, Bimrose MV, Tawfick S, King WP (2022) Large batch metrology on internal features of additively manufactured parts using X-ray computed tomography. J Mater Process Technol 306:117605
Khosravani MR, Reinicke T (2020) On the use of X-ray computed tomography in assessment of 3D-printed components. J Nondestr Eval 39(4):75
Acknowledgements
The authors would like to thank Mr. Gábor Tamás and Mr. Balázs Szántó of ELAS Ltd. (Budapest, Hungary) for the professional support in VGStudio Max 3.5.1 software.
Funding
Open access funding provided by Óbuda University.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation and data collection were performed by A.M. and M.O. and analysis by A.M. and Á.D.-K. The first draft of the manuscript was written by A.M., and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Marczis, A., Odrobina, M. & Drégelyi-Kiss, Á. Computed tomography as distortion mitigation method for selective laser sintering mass production. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-14018-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-14018-4