
Abstract
In order to improve the hardness of pure gold, alloying with small amounts of germanium (Ge) is of great interest. However, the resulting embrittlement of the new alloy is undesirable for use in jewelry applications. Thus, it is necessary to elucidate the cause of this behavior in this microalloy in order to avoid it in future cases. The Au-Ge alloy was characterized using a combination of inductively coupled plasma mass spectrometry (ICP-MS) to investigate the nominal chemistry, Vickers microhardness to determine the alloy’s hardness in comparison to pure Au, X-ray diffraction (XRD) to find the phases/structures, along with light optical microscopy (LOM) and scanning electron microscopy (SEM) to explore the alloy’s surface features including grain size, and phase distributions. A heating microscope and differential thermal analyzer (DTA) were also used in order to determine the phase transformation behavior. Trace amount of Ge was found to render Au grains refined to the size of 10 to 160 μm. The corresponding microhardness was remarkably improved from 31 to 56 HV. The Au-Ge microalloy was found to exhibit Ge enrichment along the grain boundaries, resulting in an interdendritic, eutectic that forms throughout the microstructure. This phase distribution is likely the cause of the brittle mechanical behavior of the Au-Ge alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Gold has been utilized in cultural, decorative, and financial applications since ancient times. Most of the gold used in today’s jewelry industry is refined from Au deposits. According to statistics of the World Gold Council, the demand for gold jewelry in 2012 accounted for nearly half of global demand for gold. In 2013, it constituted 58.07 % of global demand for gold [1]. However, pure gold is too soft, limiting its application in the manufacture of jewelry because it is easily deformed, scratches easily, and loses its luster. This is in addition to its high cost.
With these challenges in mind, metallurgists have tried many options [2, 3] to strengthen pure gold. Alloying with trace elements is a common trend [4–6]. These additions are typically less than 1 % for Au with 99.0 wt.% and less than 0.1 % for Au with 99.9 wt.% [7]. This maintains the needs and expectations of having high-purity Au products, especially in East Asian gold markets. Both kinds of alloys can be called gold-based microalloys, according to gold jewelry industry customs. It is reported the strength of gold has been greatly improved by adding trace elements [8]. Although some of these gold microalloys have good hardness, metallurgists have to consider other factors, such as tarnish resistance, brittleness, and casting properties to satisfy gold jewelry fabrication requirements. This work examines germanium (Ge) additions (no more than 1 %) due to its ability to strengthen pure gold and provide tarnish resistance [9].
The binary Au-Ge phase diagram [10] is shown in Fig. 1. It is a eutectic system with limited solid solubility of Ge in Au (up to 3 at.%). The eutectic point occurs at 12 wt.% Ge, and the eutectic temperature is 361 °C. In the electrical industry, Au-Ge is often used as a base alloy rather than high lead-content solders because the Au-Ge-based alloys exhibit better mechanical properties [11]. Au-Ge eutectic alloys are sometimes directly used as low-melting-point solders in the electronics industry. The gold-germanium-silicon alloy system has been demonstrated to be capable of furnishing solders melting below 450 °C for gold jewelry with a fineness above 21 carats [12]. With regard to the mechanical properties of the Au-Ge alloy, the literature asserts that brittleness is observed after the addition of Ge to pure gold to form the Au-Ge eutectic [13]. However, there have been very few studies to determine the mechanical impact of minute additions of Ge to Au, and whether or not such additions will change the gold’s exterior color. Moreover, the brittle mechanism in Au-Ge microalloy is not well understood. Thus, this work investigates these outstanding questions.

The Au-Ge phase
Experimental procedures
Pure gold, which was provided by the Shanghai Gold Exchange, was alloyed with pure Ge in a medium frequency melter (MFM) in an Al2O3 crucible and cast under an inert argon atmosphere. The cast sample is shown in Fig. 2. The sample exhibited a better luster and lighter color in comparison to pure gold. The sample was also free of tarnish after being subjected to ambient atmosphere for 3 years. Thus, minute additions of Ge were not observed to be detrimental on the alloy’s color and luster, as deemed important for jewelry applications.

Au-Ge microalloy cast
Chemical analysis of the cast alloy was conducted by using inductively coupled plasma mass spectrometry (ICP-MS), as shown in Table 1. The amount of Ge found in the alloy was reduced to 0.52 wt.% (after alloying) from the previous 0.98 wt.%, suggesting that Ge exhibits a high vapor pressure rendering it partly volatilized during alloying.
The Au-Ge cast samples were prepared for microstructural investigation using standard metallographic techniques up to a 0.5-μm finish. One of the polished samples was then etched in hot aqua regia to reveal the grain structure. The microstructures were examined using a Nov. 400 Nano scanning electron microscope (SEM) with an energy dispersive X-ray spectrometer (EDS) for element analysis. The heat microscope tests were conducted with a confocal laser scanning (CLS) heating microscope. The heating and cooling rate was set at 1 °C/s, with the highest temperature of 500 °C. The alloy samples were shaped into tiny cubes of 5 mm × 4 mm × 2 mm, with parallel top-bottom planes, the top layer being polished. The differential thermal analysis (DTA) test was conducted using a TG-MG Joint Analyzer, STA449C-QMS403C. The heating and cooling rate was 10 °C/min, and the selected maximum temperature was 1100 °C. To evaluate the mechanical properties of this Au-Ge microalloy, Vickers microhardness tests were conducted. Pre-test calibration was conducted on the hardness device with the standard sample, allowing a ±5 % error difference. Tests were conducted using a 100-g load and a 10-s holding time. X-ray diffraction (XRD) was also performed on bulk samples with a Philips X’pert MPD XRD, under Cu-Kα radiation and at 45 kV and 40 mA.
Results and discussions
Crack formation caused by plastic deformation
In order for this alloy to be suitable in the jewelry industry, it should have exhibit adequate hardness and ductility. Therefore, in order to investigate this behavior, plastic deformation testing was employed. Various deformation treatments were applied to the samples by cold working in a rolling mill. It was found that the Au-Ge microalloy displayed embrittlement. The sample surface features are detailed in Table 2, and a large crack at 70 % deformation is depicted in Fig. 3. These observations verify the brittle nature of the Au-Ge microalloy. Although the brittle feature is not good for direct application in the jewelry industry, it is worth further investigations to deduce the reasoning behind this detrimental mechanical feature. A full understanding of why this behavior manifests itself will benefit future Au-Ge alloys for the jewelry industry.

Crack deformation sample (70 % ) of Au-Ge micro alloy
Metallographic features
As-cast features
To facilitate a comparison, the metallographic images before and after Ge additions are presented in Fig. 4. The pure gold displayed an equiaxed structure (left), planar grain boundaries, and coarse grains (800–1800 μm in size). After the addition of Ge and re-solidification, the Au-Ge microalloy also exhibited an equiaxed structure with distinct grain boundaries. Furthermore, the grain size was refined between 10–160 μm, with the vast majority around 100 μm. Based on the Hall-Petch relationship between flow stress and grain size, this grain refinement is likely to enhance the mechanical properties of the Au-Ge alloy.

Metallographic images a before and b after trace Ge addition into fine gold
Deformation features
It is well known that most metal-based alloys strain-harden. This principle is also active in the Au-Ge microalloy. With various degrees of plastic deformation, large cracks were observed to form along grain boundaries. No cracks were observed in the grain interiors. The Vickers hardness of the Au-Ge microalloy improved from 55.97 to 108.38 when the deformation reached 60 % reduction. The metallographic images after 70 % reduction of the Au-Ge microalloy can be seen in Fig. 5. As expected, the crystallographic grains were elongated along the rolling direction. There were also a few voids among certain grain boundaries, undoubtedly caused by accumulated deformation.

Metallographic image after 70 % deformation of Au-Ge microalloy
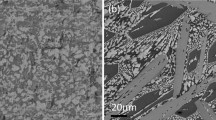
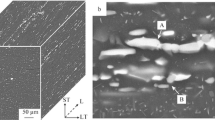
To better view the structural features of the Au-Ge microalloy, two samples were made, with one etched in aqua regia. The SEM features of the non-etched sample are shown in Figs. 6, 7, 8, and 9, and those of the etched sample in Figs. 10 and 11. In Figs. 6 and 7, some grain boundaries are clearly seen, with Au-Ge eutectic distributed along the boundaries. The Ge was observed to segregate to the eutectic at the grain boundaries nearing ∼13.5 wt.% Ge, Figs. 6 and 7. However, trace amounts of Ge were still detected inside the crystal grains (up to 4.1 wt.%). Internally, the interdendritic eutectic appeared round and with stripes, as shown in Figs. 8 and 9. As for the etched sample, equiaxed grains were clearly visible and smaller grains on the order of 3 μm are mixed with larger grains, Figs. 10 and 11. From the micrographs, it can be inferred that the etched samples have lost the eutectic phase at grain boundaries. This suggests that the eutectic phase is more susceptible to aqua regia in comparison to the interior grains containing trace amounts of Ge. There are some small bumps distributed on the surfaces of crystal grains. EDS results showed the content of Ge in the bumps varied from 0 to 2.03 wt.%, Figs. 10 and 11. The content of Au on even surfaces of crystal grains was 100 wt.%. The Au-Ge eutectic is difficult to be processed because of its brittleness [14]. Further analysis suggests that the Au-Ge eutectic distribution around the grain boundaries largely contributes to the brittle features of the microalloy.

SEM features of un-etched sample and chemical composition of marked point

SEM features of un-etched sample and chemical composition of marked point

SEM features of un-etched sample and chemical composition of marked point

SEM features of un-etched sample and chemical composition of marked point

SEM features of etched sample and chemical composition of marked point

SEM features of etched sample and chemical composition of marked point
Heating microscope features
During the heated microscope tests, dynamic changes in the structure of the alloy sample were observed. These observed changes helped to reveal the process of phase transitions and kinetic variations. The course of transitions and changes was of vital importance to this study [15]. Figure 12a shows the initial heating structure of the Au-Ge microalloy, and Fig. 12b presents the condition at 247.4 °C, where small lines along crystal grain boundaries were found (in the red circle). When the temperature reached 324.1 °C, some lines along the crystal grains bulged, as seen in Fig. 12c. More lines appeared at 349.5 °C, as seen in Fig. 12d, because the lines fused slightly and then expanded to the surfaces of the crystal grains. More fusion appeared at 352.4 °C in Fig. 12e. At a temperature of 353.6 °C, the areas around the crystal grains sank down suddenly, as shown in Fig. 12f. It was obvious that a phase transition occurred at 353.6 °C, where liquid state substances around grain boundaries moved down and individual crystal grains humped. Literature indicates a 356 °C eutectic temperature for Au-Ge alloy [16], as well as brittle features in the alloy. Tasci learned that under eutectic conditions, Au and Ge can form a stable metal compound [17]. Therefore, the eutectic distribution of the Au-Ge alloy along the grain boundaries stood as the forceful thermal evidence for the alloy’s brittleness.

Microstructure of sample a before and after heating at b 247.4 °C, c 324.1 °C, d 349.5 °C, e 352.4 °C, and f 353.6 °C
DTA analysis
DTA is a very important testing method to find the precise phase transition point of different materials. The DTA test tracks which parts of internal structures are changed and what the changes are. The results are shown in Fig. 13. From Fig. 13, we know that the phase transition of the Au-Ge microalloy occurred at 360.5 °C, 1042.5 °C (melting point) and 1035.5 °C (freezing point). The 360.5 °C temperature indicates that it is the beginning of the Au-Ge eutectic. The result correlates very well with the heating microscope test, from which the apparent temperature of internal structure change is 353.6 °C.

DTA of Au-Ge microalloy
Vickers hardness
Samples were in the as-cast condition. Vickers hardness (HV)1 is the reading at the first indent and HV2 at the second, with ΔHV as the difference between the average HV before sample etching and the average HV after etching in the state of solidification. The test results are shown in Table 3. According to relevant literature available, the HV value of fine gold is around 31. After a trace amount of Ge was added, the hardness of the un-etched sample climbed to 55.97 HV (as compared to 53.84 HV after etching). Jacobson et al. found that in the as-cast condition, Au-Ge-Si solder was fairly brittle, having a hardness of over 200 HV, owing to the formation of the hard Au3 (Si,Ge) intermetallic phase, which forms at a high cooling rate [12]. For our samples, only a trace of Ge was added to pure gold, with limited solid solubility of Ge in Au except that a few Au-Ge eutectics were distributed along the grain boundaries, Therefore, the hardness of Au-Ge microalloy cannot match Au-Ge-Si solder. This suggests a desirable effect on hardness with the addition of a trace amount of Ge and a slightly higher HV reading before the alloy etching. The observed increased in hardness of the Au-Ge microalloy is a combination of several factors. As shown in Fig. 14, the Au-Ge microalloy exhibits an face-centered cubic (FCC) structure with the calculated lattice parameter of a = 4.084 Å, in comparison to pure Au (4.079 Å). This crystalline expansion of the lattice is likely due to the formation of a substitutional solid solution where Ge atoms sit on Au lattice sites. Ge with different atomic radii when compared to Au induces local strain fields in the Au-Ge matrix. These strain fields can interact with mobile dislocations resulting in a higher flow stress (higher hardness). Additionally, as shown in Figs. 6 and 7, the Au-Ge microstructure also contained additional low Z contrast regions rich in Ge. These can be correlated to a hexagonal Au80Ge20 precipitate found, as determined via XRD in Fig. 14. It is likely that during the solidification of this alloy, Ge segregates on the grain boundaries (interdendritic regions) causing local enrichment beyond the solubility limit in Au. This then causes the precipitation of the hexagonal Au-Ge phase in the interdendritic regions. It cannot be fully concluded if this phase acts to strengthen the Au-Ge alloy, but it is likely that the observed hardening is a result of the combination of both solid solution hardening and also Au-Ge precipitation.

XRD of gold-Ge microalloy
Conclusions
A Au-Ge alloy, with trace amounts of Ge (<1 wt.%), was investigated using a combination of light optical microscopy (LOM), SEM, heated microscopy, Vickers hardness, DTA, and XRD. The following conclusions can be made:
The pure Au baseline sample displayed coarse and planar grains. Trace additions of Ge to Au facilitated grain refinement, inducing a final grain size of 10–160 μm. In comparison to pure Au, the Au-Ge alloy exhibited a much higher microhardness (55.97 HV from the previous 31 HV). Microstructurally, the Au-Ge alloy was found to consist of a continuous matrix, with Ge-rich interdentritic regions. Based on XRD results, it can be concluded that the interior grains exhibit a solid solution FCC structure with the lattice parameter of a = 4.084 Å, which is slightly larger than pure Au, due to the Ge additions. The XRD spectra also contained peaks associated with a hexagonal Au80Ge20 precipitate phase. Based on SEM analysis, it is likely that this precipitate structure is the low Z phase that populates the grain boundaries.
The Au-Ge microalloy demonstrated an evident brittle characteristic yet increased hardness. It is proposed that this hardness increase is due to a combination of both solid solution strengthening and the formation of the interdentritic phase on the grain boundaries. It is likely that the brittle nature of the Au-Ge alloy is solely due to the interdendritic phase on the grain boundaries. However, future testing of the mechanical properties of both phases via techniques such as nanoindentation is needed to further justify this claim.
References
Grubb M (2014) Gold demand trends second quarter. Online of World Gold Council, UK
Russell, Xu AK, Chumbley S, Parks J, Harringa J (1998) A new method for strengthening gold. Gold Bull 31(3):88–92
Zhao H, Ning Y (2003) Gold. Central South University Press, Changsha, pp 97–310
Yinglong L, Yugui W, Baoyuan W (1999) Overview in research on strengthening gold base alloys, non-ferrous metallurgy. China 15(5):35–40
Yuantao N (2002) Strengthening of gold via alloying elements, precious metals. Kunming, China 23(3):51–56
Yuantao N (2008) Microalloying of gold and gold alloys, precious metals. Kunming China 29(2):55–61
GB 11887–2008 (2008) Provides jewelry of precious metal purity and naming method, China
Corti CW (1999) Metallurgy of micro alloyed 24 carat gold. Cold Bull 32(2):39–47
Corti CW (2014) Basic metallurgy of the precious metals, part IV: deformation processing, joining and corrosion. Santa Fe Symposium Albuquerque, USA
He C, Li G, Luo Y (2007) Precious metal alloy phase diagram and structural parameters of compounds. Metallurgical Industry Press, China, Beijing, pp 43–44
Chidambaram V, Hald J, Hattel J (2010) Development of Au–Ge based candidate alloys as an alternative to high-lead content solders. J Alloys Compd 490:170–179
Jacobson DM, Sangha SPS (1996) A low melting point solder for 22 carat yellow gold. Gold Bull 29(1):3–9
Xie H, Yang A, Zhuang D (2011) Influence of Ni on microstructure and properties of AuGe12 alloy, precious metals. Kunming China 32(1):35–39
Zheng Y, Zhu Y (1982) The processing problems of Au-Ge eutectic, precious metals. Kunming, China 3(2):20
Fengqi L, Feifei T, Xiaogang Z (1985) Application of confocal laser scanning microscope in the phase transformation. Angang Technol Anshan China 21(7):10–15
Yang A, Xie H (2007) Application of Au-Ge alloy in electron industry, precious metals. Kunming China 28(1):63–66
Tasci ES, Sluiter MHF, Pasturel A, Jakse N (2010) Existence of a stable compound in the Au-Ge alloy system. Phys Rev B 81:172202
Acknowledgments
This work was supported by the Hubei Province Natural Science Foundation of China (No. 2013CFC088) for the investigation of strengthening mechanism of high-purity gold materials used in jewelry industry.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Li, J., Acoff, V.L. & Gong, X. Characterization of the brittle mechanism in a Au-Ge microalloy. Gold Bull 48, 47–56 (2015). https://doi.org/10.1007/s13404-015-0159-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13404-015-0159-z