
Abstract
The chemical effects of torrefaction and the possibility to combine torrefaction with biochemical conversion were explored in experiments with five preparations of wood of Norway spruce that had been torrefied using different degrees of severity. Compositional analysis and analyses using solid-state CP/MAS 13C NMR, Fourier-transform infrared (FTIR) spectroscopy, and Py-GC/MS showed small gradual changes, such as decreased hemicellulosic content and increased Klason lignin value, for torrefaction conditions in the range from 260 °C and 8 min up to 310 °C and 8 min. The most severe torrefaction conditions (310 °C, 25 min) resulted in substantial loss of glucan and further increase of the Klason lignin value, which was attributed to conversion of carbohydrate to pseudo-lignin. Even mild torrefaction conditions led to decreased susceptibility to enzymatic hydrolysis of cellulose, a state which was not changed by pretreatment with sulfuric acid. Pretreatment with the ionic liquid (IL) 1-butyl-3-methylimidazolium acetate overcame the additional recalcitrance caused by torrefaction, and the glucose yields after 72 h of enzymatic hydrolysis of wood torrefied at 260 °C for 8 min and at 285 °C for 16.5 min were as high as that of IL-pretreated non-torrefied spruce wood. Compared to IL-pretreated non-torrefied reference wood, the glucose production rates after 2 h of enzymatic hydrolysis of IL-pretreated wood torrefied at 260 °C for 8 min and at 285 °C for 16.5 min were 63 and 40 % higher, respectively. The findings offer increased understanding of the effects of torrefaction and indicate that mild torrefaction is compatible with biochemical conversion after pretreatment with alternative solvents that disrupt pseudo-lignin-containing lignocellulose.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Renewable lignocellulosic feedstocks have potential for production of biofuels and chemicals [1–3]. One possible route of processing lignocellulosic feedstocks is based on biochemical conversion techniques. The feedstock is then first pretreated to make it more susceptible to a subsequent enzymatic hydrolysis step in which the cellulose is converted to sugar. Enzymatic saccharification offers high glucose yield [4]. The sugar can then be converted further to advanced biofuels or platform chemicals, for example through microbial fermentation.
There are several different techniques for pretreatment of lignocellulose [4–7]. These include acid-based methods, methods working close to neutral conditions, mild alkaline pretreatment, pulping processes, and the use of alternative solvents. Dilute-acid pretreatment is known to be efficient also for recalcitrant feedstocks, such as softwood [4, 7]. Acid pretreatment primarily degrades hemicellulosic polysaccharides, which makes the cellulose more accessible for cellulolytic enzymes. Comparisons of pretreatment methods suggest that acid hydrolysis and steam pretreatment with acid catalysts are methods that can be used for all types of raw materials [4, 7]. Acid pretreatment has also been thoroughly tested in pilot and demonstration scale. For these reasons, pretreatment under acidic conditions serves as a benchmark in studies of pretreatment and enzymatic saccharification, in particular with regard to more recalcitrant lignocellulosic feedstocks.
Emerging pretreatment technologies include pretreatment with alternative solvents, such as ionic liquids [8]. Although promising, there are still several challenges associated with ionic liquid-based pretreatment, such as the cost for producing them in large scale and the need to recycle them in a process [9]. Recent economic assessments of production of ionic liquids indicate that at least some ionic liquids can be competitive in price compared with conventional organic solvents [10]. New findings indicate that the cost of at least some ionic liquids is no longer an impediment to their use in biorefining of lignocellulose [11].
Harvest and transportation of the feedstock contribute to both costs and environmental impact, for example through the energy demand associated with these processes [12]. Torrefaction and other densification technologies are important for efficient handling of lignocellulosic biomass [13–15]. Torrefaction and densification of the biomass reduce the costs and the environmental impact associated with transportation and storage [16]. Torrefaction is a technology where the biomass is heated in an inert atmosphere in the temperature range of 200–350 °C [17]. The resulting material has low moisture content, high energy density, increased resistance to moisture, and improved grinding properties [17, 18].
Due to the advantages associated with both torrefication of lignocellulosic biomass and biochemical conversion techniques, it is of a great interest to investigate if torrefaction is compatible with biochemical conversion. The objectives of the present study were therefore to determine if there is a potential of combining torrefaction with biochemical conversion and evaluate possible differences between two preprocessing technologies (using dilute sulfuric acid and ionic liquid) on the enzymatic saccharification of torrefied biomass.
Swedish forests consist predominantly of softwood, and the most common species, Norway spruce (Picea abies), accounts for 42 % of the total standing volume on productive forest land [19]. Wood of Norway spruce was torrefied at five different process conditions ranging from mild to severe torrefaction. The effects of the torrefaction severity on the wood were investigated using compositional analysis, solid-state cross-polarization magic angle spinning (CP/MAS) 13C nuclear magnetic resonance (NMR) spectroscopy, Fourier-transform infrared spectroscopy (FTIR), and pyrolysis-gas chromatography/mass-spectrometry (Py-GC/MS). The effects of the torrefaction severity on the susceptibility to enzymatic saccharification were studied without pretreatment, with dilute sulfuric acid pretreatment, and with pretreatment using the ionic liquid 1-butyl-3-methylimidazolium acetate ([C4C1im][MeCO2]).
The effects of torrefaction and pretreatment with acid or ionic liquid were studied using an analytical small-scale saccharification assay, a technology where the goal is partial rather than exhaustive saccharification of the cellulose and where processing of multiple parallel samples permits analysis of large series of samples and statistical evaluation of the results [20]. Analytical small-scale saccharification is used to investigate differences between feedstocks [21, 22], between different fractions of feedstocks [23], and, as in the present investigation, between different pre-processing technologies and conditions. The enzymatic degradation of the cellulose is not pushed to exhaustion, as in studies of preparative saccharification, where the aim instead is to produce large quantities of fermentable sugars. When cellulose conversion approaches what is theoretically or practically feasible, the difference in susceptibility to enzymatic hydrolysis becomes less clear. From an analytical perspective, a more limited hydrolysis of the cellulose is therefore advantageous, especially in combination with advanced chemical analytical techniques for biomass characterization.
Materials and Methods
Lignocellulosic Materials
A preparation of fresh wood chips of Norway spruce was kindly provided by SEKAB AB (Örnsköldsvik, Sweden) and was used as a reference in experiments with enzymatic hydrolysis of spruce. This material is referred to as reference A. Torrefaction was performed using another preparation of Norway spruce wood chips that had a maximum thickness of 4.5 mm and which were first dried at 105 °C for about 18 h. The heat-dried material before torrefaction is referred to as reference B and equals the untreated (non-torrefied) wood referred to by Strandberg et al. [24].
Torrefaction Process
Dry wood chips were fed into a continuous torrefaction pilot plant with a maximum capacity of 20 kg/h located in Umeå, Sweden [24]. The torrefaction reactor consisted of a rotating drum with an internal conveying system. The reactor had a length of 1700 mm and an inner diameter of 270 mm. Torrefaction was performed in inert atmosphere (with nitrogen and without oxygen). The residence time was defined as the total time the wood chips were inside the heated torrefaction drum. Mass yield was determined during steady state operation and was calculated as
where m tor is the mass of the torrefied product and m raw is the mass of the raw wood on dry and ash free basis. The torrefaction temperature was defined as the surface temperature of the torrefied biomass exiting the torrefaction reactor as determined by a specially designed IR-pyrometer device.
Torrefaction was performed at 260 °C (residence times 8 and 25 min), 285 °C (residence time 16.5 min), or 310 °C (residence times 8 and 25 min). This resulted in five torrefied fractions referred to as T260-8, T260-25, T285-16.5, T310-8, and T310-25. A more detailed description of the equipment, the torrefaction process and torrefaction operation settings for producing the abovementioned torrefied samples, is given by Strandberg et al. [24].
Milling and Sieving
The wood chips were cut into smaller pieces and milled in a Foss Tecator Cyclotech 1093 sample mill equipped with a 0.5-mm ring sieve (Foss, Höganäs, Sweden). The milled fractions (torrefied wood and references A and B) were then sieved in a Retsch Analytical sieve shaker AS 200 (Retsch, Haan, Germany), and the material obtained between 100- and 500-μm sieves was collected.
Analysis of Moisture Content
The moisture content was determined after milling and sieving using a HG63 Halogen Moisture Analyzer (Mettler-Toledo, Greifensee, Switzerland). Three measurements were performed for each sample, and the average values were used in subsequent calculations based on g/(100 g of dry wood).
Determination of the Chemical Composition of the Spruce Samples
The chemical composition of reference A was analyzed essentially using the method NREL/TP-510-42618 [25]. An alternative method was used for the extraction step prior to the analysis of the contents of carbohydrate and lignin. The extraction procedure used was as described by Lestander et al. [26] except that 15 cycles (1–1.5 h) was used instead of a specific extraction time (1 h). Briefly, a Soxhlet system (Büchi Extraction System B-811, Büchi, Flawil, Switzerland) and 200 mL of a 9:1 mixture of petroleum ether (Petroleum Benzene, Merck, Darmstadt, Germany) and acetone were used for extraction of 3 g of wood. After extraction, the sample was dried in air in room temperature for approximately 16 h until the weight of the sample was stable. Using the extractive-free sample, the structural carbohydrates (arabinan, galactan, glucan, mannan, and xylan) and lignin (acid soluble and acid insoluble) were determined. The monosaccharides were analyzed using high-performance anion-exchange chromatography (HPAEC) as described below. Analysis of triplicate samples was performed. The analysis indicated that reference A contained (g 100 g−1 dried wood): arabinan 1.4 ± 0.1, galactan 2.1 ± 0.1, glucan 39.4 ± 0.3, mannan 10.4 ± 0.1, xylan 5.3 ± 0.2, and lignin (acid insoluble and acid soluble) 28.8 ± 0.2.
The chemical composition of reference B and the five torrefied spruce samples was analyzed by MoRe Research AB (Örnsköldsvik, Sweden) (carbohydrates, lignin, and extractives) and by Bränslelaboratoriet AB (Umeå, Sweden) (ash). The determination of the carbohydrate content (arabinan, galactan, glucan, mannan, and xylan) was performed using the standard method SCAN CM-71 (SIS Swedish Standards Institutes, Stockholm, Sweden), lignin determination was performed using the Tappi standard method T222 (Tappi, Peachtree Corners, GA, USA), extractives were analyzed using the ISO 14453 method (International Organization for Standardization, Geneva, Switzerland), and ash analyses were performed using the method SS-EN-14775:2009 at 550 °C (SIS Swedish Standards Institutes).
FTIR Spectroscopic Analysis
Six samples were analyzed: one of each of T260-8, T260-25, T310-8, and T310-25 min, and two technical replicates of T280-16.5. Ten milligrams of the dry sample was mixed with 390 mg KBr and manually ground using agate mortar and pestle. Spectra were collected according to Gorzsás and Sundberg [27] in diffuse reflectance mode on a Bruker IFS 66/v spectrometer under vacuum conditions (4 mbar), using manually ground pure KBr for background. 128 interferograms were co-added to obtain high signal-to-noise ratio. A spectral resolution of 4 cm−1 was used, and spectra were recorded over the region of 400–4000 cm−1, with the region up to 1880 cm−1 used in subsequent multivariate analysis.
For data evaluation, spectra were baseline-corrected (64-point rubber band) and offset and vector-normalized using OPUS software (version 7.0.122, Bruker Optik GmbH) before exporting to SIMCA-P (version 13.0.0.0, Umetrics AB, Sweden) for multivariate analysis. Orthogonal projections to latent structures (OPLS) analysis [28] were performed with 6 observations and 764 X variables (wavenumbers) using Pareto- scaled pretreated spectra. The temperature of the treatment was used as Y variable. The model contained 1 + 1 components (predictive + orthogonal), with R2X(cum) = 0.909, R2Y(cum) = 0.97, Q2(cum) = 0.817. R2X(cum) and R2Y (cum) refer to the fraction of X and Y variation, respectively, explained cumulatively by the components. X represents the intensity variables, and Y the class variables. Q2(cum) refers to the cumulative fraction of Y variation predicted by the model according to cross validation (i.e., the “predictive ability” of the model using the given set of components).
Nuclear Magnetic Resonance—NMR Solid State
Solid-state cross-polarization magic angle spinning (CP/MAS) 13C NMR was performed on a 500 MHz Avance III spectrometer (Bruker Biospin, Germany) operating at 125.75 MHz. The experiments were carried out at ambient temperature using a 4 mm MAS probe. For each sample, approximately 80 mg ground material moisturized to 50 % water content was packed in a 4 mm ZrO2 rotor which was spun at 7 kHz. A total of 5120 transients were added for each spectrum. The contact time for cross-polarization was set to 1 ms, and a sweep width of 200 ppm was used. A gaussian apodization was applied prior to Fourier transform. Processing of spectra was performed using Topspin 3.1 (Bruker Biospin).
Pyrolysis-Py-GC/MS Analysis
The effects of the acid and the ionic liquid pretreatments on reference A, T260-8, T285-16.5, and T310-25 were analyzed using Py-GC/MS. Analysis was performed at the Cell Wall and Carbohydrate Analytical Facility of the Umeå Plant Science Center (UPSC) (Umeå, Sweden). The instrument and the procedure have been described previously [29]. The analysis was performed using three to four replicates of each sample. A typical pyrogram showing peaks assigned as carbohydrate- or guaiacyl-related is shown as a supplementary figure (Fig. S1).
Pretreatment Using Dilute Acid
Pretreatment reactions were performed in small scale, which made it possible to handle multiple parallel samples and process a number of replicate samples permitting statistical treatment of the results. Pretreatment using dilute sulfuric acid was carried out in a single-mode microwave instrument (Intiator 2.0 EXP, Biotage, Uppsala, Sweden). Reactions were performed in glass vials (0.5–2 mL) equipped with 10-mm magnetic stirring bars (Biotage).
All reactions were performed in triplicates. For all reactions, the total reaction weight was 1000 mg. The amount of biomass in each reaction was 50 mg (5 % w/w). The pretreated reaction mixture was then transferred to pre-weighed 2-mL micro-centrifuge tubes using a 1-mL micropipette where a small portion of the pipette tip was cut off to facilitate transfer of the suspension. The mixtures were centrifuged at 14,100g for 15 min. The solid phase and the liquid phase (further on called pretreatment liquid) were then separated. After the separation, the pretreatment liquid was stored at −20 °C. The solid phase was washed two times with 1 mL ultra-pure water and once with 1 mL of sodium citrate buffer (50 mM, pH 5.2) (since this was the buffer used in the subsequent enzymatic hydrolysis). The pH was examined with pH indicator paper, and if necessary, an extra washing step using the 50 mM citrate buffer was performed so that the pH after the wash was around 5.
The conditions used for the acid pretreatment of torrefied samples were based on a pilot experiment with reference wood (reference A; fresh Norway spruce provided by SEKAB AB). The severities of different pretreatment conditions were compared by calculating the severity factor log Ro [Eq. (1)] based on t (the reaction time in min), T r (the reaction temperature in °C), and T b (a reference temperature which was set to 100 °C) [30]. As the pretreatment was performed under acidic conditions, the effect of pH was taken into consideration by calculation of the combined severity (CS) [Eq. (2)] [31].
The pilot experiment was carried out using a factorial design based on eight different reaction conditions. The different loadings of sulfuric acid tested in the pilot experiment were 2, 3, and 4 % (w/w). The pretreatment temperature was varied between 165 and 180 °C, and the reaction time between 5 and 30 min. The CS was varied between 2.74 and 3.44. Based on the results from the pilot experiment, a sulfuric acid loading of 4 % was used in the subsequent experiments, which were carried out at 180 °C for 5 min. The CS of the acid pretreatment was 2.97.
Pretreatment with Ionic Liquid
The ionic liquid used in the pretreatment step was [C4C1im][MeCO2], also known as 1-butyl-3-methylimidazolium acetate or [Bmim][OAc]. The synthesis was performed as previously described [32]. The ionic liquid was dried overnight by using a vacuum-pump. Transfer of the ionic liquid was performed with an overpressure of argon gas. The amount of water in the ionic liquid, which was measured through Karl-Fischer titration using a Metrohm 756 KF coulometer with a diaphragm-free titration cell and with the reagent Hydranal Coulomat E (Riedel-de Haën), was 1880 ppm.
Pretreatment with ionic liquid was performed with reference A and with wood torrefied using mild (T260-8), intermediate (T285-16.5), and harsh (T310-25) conditions. Reactions were carried out in triplicates. Fifty milligram [dry weight (DW)] milled and sieved spruce wood was mixed with 950 mg of the ionic liquid and then incubated at 100 °C for 20 h. After the incubation, the samples were first allowed to cool to room temperature and were then mixed with 1 g of methanol (starting with a small amount of the anti-solvent) to precipitate the pretreated lignocellulose. The precipitate was washed by vigorous mixing with 10 g ultra-pure water and centrifuged for 10 min at 14,500g. The pellets were used for enzymatic hydrolysis as described below.
Enzymatic Hydrolysis
Enzymatic hydrolysis was carried out in 2-mL microcentrifuge tubes. The reactions had a total weight of 1000 mg, which included 50 mg DW of non-pretreated milled and sieved wood or pretreated (acid or ionic liquid) material derived from 50 mg DW of milled and sieved wood. Fifty milligram of a 1:1 mixture of Celluclast 1.5 L [a liquid cellulase-rich enzyme preparation from Trichoderma reesei ATCC 26921 with a stated activity of 700 endoglucanase units (EGU)/g] and Novozyme 188 [a liquid cellobiase-rich enzyme preparation from Aspergillus niger with a stated activity of 250 cellobiase units (CBU)/g] was added to the reaction mixture. The enzyme preparations were both obtained from Sigma-Aldrich (St. Louis, MO, USA). An appropriate amount of sodium citrate buffer (50 mM, pH 5.2) was added to reach the final weight of the reaction mixture.
The reaction tubes were incubated at 45 °C for 72 h in an orbital shaker (Ecotron incubator shaker, Infors, Bottmingen, Swizerland) set at 170 rpm. The tubes were placed horizontally to achieve proper mixing. In the beginning of the reaction (0 h) and after 2 h, 10-μL samples were taken for control measurements and for determination of the glucose production rate (GPR) using a glucometer (see below). After 72-h incubation, the tubes were centrifuged at 14,100g (14,500 rpm) for 5 min, and the supernatants were collected and stored at −20 °C for subsequent analysis of the sugar yields after determination of the monosaccharide concentrations using HPAEC (see below).
Sugar and Acid Analysis
The glucose production rate (GPR) (grams of glucose produced per liter and hour) was determined using a glucometer (Accu-Check Aviva, Roche Diagnostics, Basel, Switzerland) for samples taken after 2 h. The samples were diluted two to nine times using glucometer buffer consisting of an aqueous solution of NaCl (8.65 mg/L), CaCl2 ··2H2O (176.4 mg/L), MgCl2 ··6H2O (182.9 mg/L), and KCl (201.3 mg/L). The pH of the buffer was adjusted to pH 7.4 with sodium hydroxide. The glucose readings were corrected using a calibration curve established with a series of glucose standards covering the range of 0.5–15 mM. The use of glucometers for estimation of the glucose content of lignocellulosic media has been assessed previously [33].
The supernatants obtained after 72 h of enzymatic hydrolysis were analyzed with respect to monosaccharide contents (arabinose, galactose, glucose, mannose, and xylose) using HPAEC. The values were used for calculation of the sugar yields expressed in % (w/w) (gram monosaccharide 100 g−1 dried wood). The instrument used was an ICS-5000 equipped with a CarboPac PA20 guard column (3 × 30 mm), a CarboPac PA20 analytical column (3 × 150 mm), and an electrochemical detector (all from Dionex, Sunnyvale, CA). Before the analysis, all samples were diluted using ultra-pure water and filtered through a 0.20-μm syringe-driven filter unit with a nylon membrane (Millipore). The sample size was 10 μL, and the flow rate was 0.4 mL min−1. Elution was performed with a 2-mM sodium hydroxide solution (Sodium Hydroxide Solution for IC, Sigma-Aldrich) for 25 min. After elution, a 3-min washing step was performed using a mixture consisting of 60 % of a 200-mM solution of sodium hydroxide and 40 % of a solution containing 200 mM sodium hydroxide and 170 mM sodium acetate (Sodium Acetate Reagent for IC, Sigma-Aldrich). Regeneration and equilibration were performed by adding a solution of 200 mM sodium hydroxide for 5 min and a solution of 2 mM sodium hydroxide for 23 min. Quantification of the sugars was done using through the software Chromeleon Version 7 (Dionex) and calibration settings (bracketed and normal curve fitting) for sugar standards (arabinose, galactose, glucose, mannose, and xylose) in the range of 0.5–40 ppm. The calibration standards were run repeatedly after every 20th sample.
The contents of acetic acid, formic acid, and levulinic acid in the pretreatment liquid were analyzed using HPAEC. The Dionex ICS-5000 system was equipped with an IonPac AG15 guard column (4 × 50 mm), an IonPac AS15 analytical column (4 × 250 mm), and a conductivity detector (all from Dionex). The separation was accomplished using a mobile phase containing 35 mM of a solution of sodium hydroxide (Sodium Hydroxide Solution for IC, Sigma-Aldrich) with a flow rate of 1.2 mL min−1 and duration of 10 min. The contents of aliphatic acids were determined with internal calibration curves (Chromeleon Version 7) based on standards with known acid concentrations. Before the analysis, all samples were diluted using ultra-pure water and filtered through a 0.20-μm syringe-driven filter unit with a nylon membrane (Millipore).
Results and Discussion
Torrefaction of lignocellulosic feedstocks is advantageous with regard to handling and transportation but may also have an impact on subsequent conversion steps. Biocatalytic conversion of recalcitrant lignocellulosic biomass, such as wood, typically requires pretreatment to facilitate the access of hydrolytic enzymes to the cellulose. Advanced chemical analytical techniques were combined with analytical small-scale saccharification assays in an effort to understand the fundamental effects of torrefaction and pretreatment on wood chemistry and biochemical conversion technology.
Two pretreatment methods were included in the investigation: dilute-acid pretreatment with sulfuric acid and ionic liquid pretreatment with [C4C1im][MeCO2]. Dilute-acid pretreatment was selected as it is a state-of-the-art pretreatment method for recalcitrant forms of lignocellulose, such as softwood. [C4C1im][MeCO2] was selected for experiments with pretreatment with ionic liquid as preliminary experiments suggested that it was a good choice for spruce wood [32], and since acetate-based ILs are considered promising for dissolution of cellulosic materials [8, 34]. The acetate anion is particularly good at disrupting the intermolecular and intramolecular hydrogen bonds between individual cellulose molecules [35]. The property responsible for disrupting these bonds and thereby dissolving the cellulose is the so-called β-value or basicity of the anion, and the acetate anion has one of the highest basicity compared to other ILs [8, 34, 35].
Compositional Analysis
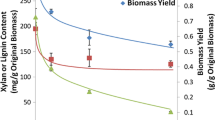
The compositional analysis of the five torrefied fractions and the torrefaction control (reference B) is shown in Table 1. The contents of arabinan, galactan, mannan, and xylan decreased steadily as the torrefaction severity increased. In contrast, the contents of glucan increased with the torrefaction severity up to a maximum of 47.9 % (w/w) in T310-8 but dropped rapidly in T310-25, which only contained 1.8 % (w/w) glucan. The Klason lignin value and the contents of extractives and ash increased with the torrefaction severity.
The mass yield decreased steadily with increasing torrefaction severity, which was taken into account in the calculation of values normalized with respect to mass loss during torrefaction (Table 1). The normalized values demonstrate that the contents of arabinan, galactan, mannan, and xylan decreased to less than 21 % of the content of reference B already in T310-8. As the contents of glucan decreased much slower, T310-8 still contained 86 % of the content of reference B. Only 2 % glucan remained in T310-25. The Klason lignin value increased slowly with increasing torrefaction severity (Table 1) and was rather stable in the range between T260-25 and T310-8, where the increase compared to reference B was 21–22 %. The most severe torrefaction conditions (T310-25) resulted in an increase in Klason lignin value of as much as 54 %.
While the total carbohydrate content (arabinan, galactan, glucan, mannan, and xylan) decreased with about 60 g per 100 g dry wood (from 61.3 g per 100 g in reference B to <1.2 g per 100 g for the normalized T310-25 sample), the Klason lignin value increased with 15 g per 100 g dry wood, and the mass loss of the torrefaction was 54 g per 100 g (Table 1). The results indicate formation of material with positive Klason lignin value but derived from carbohydrates rather than from lignin, i.e., formation of pseudo-lignin [6, 36–40]. This occurred already at mild torrefaction conditions. Furthermore, the results (Table 1, normalized values) indicate that of the three major wood constituents, lignin was by far most resistant to torrefaction. Of the carbohydrates, hemicellulosic polysaccharides were degraded rapidly, while cellulose was considerably more resistant, at least up to T310-25, when a sudden and almost quantitative disintegration of cellulose had occurred (Table 1). Shoulaifar et al. [41] studied birch wood that was torrefied at 240–280 °C for 35–45 min and found that cellulose degradation became more significant at 270 °C, but even under the most severe conditions (280 °C), more than half of the cellulose still remained.
FTIR
Figure 1 shows the results of the orthogonal projections to latent structures (OPLS) [28] analysis performed on the Fourier transform infrared (FTIR) spectra. The predictive component clearly reveals a trend from lower to higher torrefaction temperatures in the scores plot (Fig. 1a). The corresponding loadings plot (Fig. 1b) should be correlated to the input spectra (Fig. 1c) to identify the bands that are significantly altered as a function of the temperature change. The changes observed with increasing temperatures are marked by red arrows in Fig. 1c. It has to be noted that due to the area normalization performed on the spectra, the observed alterations reflect relative (proportional) compositional changes and not differences in absolute amounts.

FTIR analysis of untreated and torrefied spruce wood: a OPLS scores plot based on FTIR spectra, showing the distribution of samples. Each symbol represents one sample. One predictive and one orthogonal component, R2X(cum) = 0.909, R2Y(cum) = 0.97, Q2(cum) = 0.817. b The corresponding loadings plot for the predictive component, showing factors separating samples as a function of temperature. c The FTIR spectra used in the analysis. Arrows mark bands that are significantly influenced by increased temperature. The direction of the arrows shows the direction of the change with increased temperature. For the band assignment, consult the running text
At the lower wavenumber region of the spectrum, unspecific carbohydrate-related bands (ca. 1030–1060 cm−1) diminish with increasing temperature, indicating a loss of carbohydrates, likely to originate from hemicelluloses and cellulose. This is further confirmed by the decreasing intensity of the 1370- and 1425-cm−1 bands (−C-H vibrations, attributed to cellulose and hemicelluloses) [42–44].
Using X-ray diffraction, Hill et al. [45] analyzed torrefied Pinus radiata wood chips and reported degradation of cellulose crystallites and decreased crystallinity index. Wen et al. [46] found that the crystallinity index of torrefied bamboo either decreased or increased depending on the torrefaction severity. While the 1425:895-cm−1 band ratio has been used to determine cellulose crystallinity by FTIR spectroscopy [47], in the present case, we were unable to estimate a crystallinity index due to the complexity of the chemical composition (most notably the influence of hemicelluloses with overlapping spectral bands).
The asymmetric -C-O-C- stretch at around 1150 cm−1 also decreases with increasing temperature, which indicates a reduced degree of polymerization and/or cross-linking. However, it is unclear exactly which biopolymer this band originates from in the present samples. It is noteworthy in this context that Wen et al. observed a reduction of the content of β-O-4 linkages in torrefied bamboo, as well as decreased average molecular weight of torrefied “milled wood lignin” [46].
Interestingly, the two bands at ca. 1510 and 1595 cm−1, assigned to differently substituted aromatic -C=C- skeletal vibrations [48], behave differently: The relative intensity of the former decreases, while that of the latter increases with increasing temperature. This indicates that significant changes occur in the composition of the aromatic material, also suggesting a less cross-linked structure [49].
Finally, the band at ca. 1740 cm−1 (−C=O vibration) shifts toward lower wavenumbers (energies) with increasing temperature. This can generally indicate either de-esterification (in agreement with the decreased intensity of the -C-O-C- band at 1150 cm−1) or transition to a less rigid/crystalline biopolymer network at higher temperatures.
NMR
The results from the NMR experiments are summarized in Fig. 2 where CP/MAS spectra of reference B and the torrefied spruce are shown. It is obvious that the most severe effect occurred when the material was torrefied at 310 °C for 25 min. At this point, a large portion of the cellulose was degraded, which can be seen as a large decrease in signal intensities for all cellulose peaks (C1–6). The large effect on cellulose content as a result of a small increase in either temperature or torrefaction residence time is consistent with other NMR studies on torrefied biomass [46, 50–54]. This sudden decrease in peak intensity was not observed for the acetyl peak at 21 ppm or the C1 peak from glucomannan at 100 ppm. Instead, these peaks decreased gradually starting already at mild torrefaction conditions (260 °C, 8 min). Peaks in the aromatic region, 106–153 ppm, were more prominent for torrefied spruce samples, which can mainly be attributed to the degradation of carbohydrate polymers although it has been shown that cellulose is degraded to polyaromatic substances [54]. Correlating to increased thermal treatment time, a peak shift from ∼153 to ∼148 ppm was observed (Fig. 2), which indicates cleavage of aromatic ether bonds and formation of free phenolic groups [51]. These observations are in full agreement with the FTIR spectroscopic results.

CP/MAS 13C NMR spectra of untreated spruce and spruce torrefied at different temperatures and residence times. C1-6 refers to different carbon atoms of carbohydrates (mainly glucose moieties of cellulose). C1H is the anomeric signal from hemicelluloses (mainly glucomannan). C-O-R and C-OH refer to etherified and free phenolic aromatic carbons, respectively. Ac refers to methyl groups of acetylated hemicellulosic polysaccharides. The spectra were normalized to a constant sum to highlight the relative peak intensities at the various torrefaction conditions
Py-GC/MS
Py-GC/MS was used to investigate the relative size of the carbohydrate-related and lignin-related fractions and of the different types of units in lignin. In accordance with [29], the components were defined as carbohydrate (C), guaiacyl (G), syringyl (S), p-hydroxyphenyl (H), generic phenolic (P), known spectra unknown identification (U), and unknown spectra (O). Figure 3a shows the results of Py-GC/MS analysis of the fraction of carbohydrate-related material (C) in reference wood A and torrefied fractions, without pretreatment and with pretreatment using acid or ionic liquid. Among the non-pretreated samples, T310-25 exhibited lower content of carbohydrate-related material, which is consistent with the sharp decrease of cellulose and the increased Klason lignin value. Acid pretreatment resulted in lower content of carbohydrate-related material than non-pretreated and ionic liquid pretreated samples, except when compared to non-pretreated T310-25. This is expected, as acid pretreatment targets the hemicellulosic polysaccharides, which normally results in low content of carbohydrate-related material, but that effect was not possible to obtain for T310-25 as the severe torrefaction conditions had made that fraction depleted of hemicelluloses (Table 1). Ionic liquid pretreated samples had a higher content of carbohydrate-related material than non-pretreated samples and acid-pretreated samples. This suggests that some of lignin was removed in the pretreatment with ionic liquid.

Fraction of a carbohydrate-related compounds and b guaiacyl-related compounds determined through pyrolysis-GC/MS analysis of reference A and three torrefied spruce wood preparations. The error bars show standard deviations of four replicates
The Py-GC/MS analysis did not reflect the high Klason lignin value, and the low contents of cellulose and hemicelluloses determined in the compositional analysis of T310-25 (Table 1), as there was no indication of low content of carbohydrate-related material for that fraction (Fig. 3a). This can be attributed to the fact that torrefaction is a mild form of pyrolysis. Py-GC/MS analysis would not detect the thermal disintegration initiated during the torrefaction step and pursued during the subsequent Py-GC/MS. Partial thermal decomposition of carbohydrates effected by torrefaction and detected through methods such as compositional analysis (Table 1), FTIR (Fig. 1), and NMR (Fig. 2) would be equivalent to processes occurring during the initial phase of the Py-GC/MS analysis. Pseudo-lignin formed through limited thermal decomposition of carbohydrates would contribute to the C (carbohydrate related) signals of the Py-GC/MS analysis, but presumably not to the G (guaiacyl), S (syringyl), and H (p-hydroxyphenyl) signals, which are related to the phenylpropanoid units of lignin [55].
Softwood lignin is formed mainly from the monolignol coniferyl alcohol [55], which gives rise to guaiacyl units. Although spruce lignin consists predominantly of guaiacyl units, it contains low fractions of p-hydroxyphenyl and syringyl units [56]. As expected, Py-GC/MS analysis of spruce wood indicated high fractions of G (Fig. 3b). As was also expected, the carbohydrate-related fraction (Fig. 3a) and the guaiacyl-related fraction (Fig. 3b) together accounted for most of the contents regardless of how the wood had been treated. For each wood preparation, acid pretreatment gave the highest fraction of G, except for T310-25 where it was about the same as in non-pretreated torrefied wood. This effect is caused by the targeting of hemicellulosic polysaccharides by the acid pretreatment, which results in an increased proportion of lignin in acid-pretreated material, and by the decreased content of hemicelluloses in T310-25 as a consequence of the harsh torrefaction conditions. Pretreatment with ionic liquid consistently resulted in the lowest G fraction for each of the wood samples (Fig. 3b). This is consistent with increased carbohydrate content after ionic liquid pretreatment (Fig. 3a) and indicates removal of lignin by treatment with [C4C1im][MeCO2].
Enzymatic Saccharification
The effects of torrefaction and pretreatment (using acid or ionic liquid) on enzymatic saccharification were evaluated in small-scale experiments that permitted the handling of large sets of samples. The conditions used in enzymatic hydrolysis experiments were chosen to obtain a substantial but not quantitative conversion of the cellulose in the reference wood sample, as near-exhaustive conversion of cellulose would make it difficult to see differences between different treatments. The initial phase of the enzymatic saccharification, i.e., the glucose production during the first 2 h of the reaction, was evaluated by determination of the GPR, as shown in Fig. 4. The final sugar yields were determined using samples taken after 72 h of enzymatic hydrolysis, when the reactions were terminated, and, as these samples were analyzed using HPAEC, information on all of the five main monosaccharides was obtained (Table 2).

Mean values of glucose production rates (GPR) after 2 h of enzymatic hydrolysis of spruce subjected to different torrefaction conditions, with or without pretreatment (with acid or ionic liquid). The error bars show the standard deviations of three replicates
Without any pretreatment, increasingly severe torrefaction conditions resulted in lower GPR (Fig. 4) and lower yields of glucose, mannose, and xylose (Table 2). The yields of galactose and arabinose were low or below the detection level, which is consistent with the low levels of galactan and arabinan in spruce wood (Table 1). The combined yields of monosaccharides from the various fractions of non-pretreated torrefied wood were 66–89 % lower than for the reference. As the compositional analysis (Table 1) showed that all torrefied samples except T310-25 still contained high amounts of glucan; the experiment indicates that torrefaction typically results in decreased susceptibility of wood to enzymatic hydrolysis.
Table 2 shows the monosaccharide composition of the pretreatment liquid obtained after acid pretreatment, i.e., monosaccharides formed as the result of thermal hydrolysis of polysaccharides. The pretreatment liquid will also contain aliphatic acids, such as acetic acid, formic acid, and levulinic acid. Formic acid and levulinic acid are produced as a result of thermochemical degradation of sugar, whereas acetic acid is formed through hydrolysis of hemicellulose acetyl groups, primarily acetylated xylan [57]. The contents of these acids in the pretreatment liquid were analyzed, and the results are shown in Fig. 5. The yields of all of the three acids decreased significantly (P ≤ 0.05 with Student’s t test) with increasing torrefaction severity (Fig. 5). T285-16.5 and T310-8 generated similar amounts, since the severity of these two torrefaction conditions was similar. The gradual decrease in the yield of carboxylic acids from the reference to T310-8 is consistent with the gradual decrease in the content of hemicelluloses (Table 1). For T310-25, there was a sharp drop in the yield of carboxylic acids, which can be attributed to the sharp decline in carbohydrate content and the formation of material with positive Klason lignin value, which by definition is resistant to acidic treatment.

The mean values of the yields of aliphatic carboxylic acids in the liquid from dilute-acid pretreatment of reference A and torrefied wood. The error bars show the standard deviations of three replicates
Acid pretreatment resulted in higher GPR for the reference and for T260-8 (Fig. 4). As for non-pretreated samples, the GPR of wood torrefied under intermediate or severe conditions was negligible (Fig. 4). Enzymatic hydrolysis of acid-pretreated wood from the reference and from the lowest torrefaction temperature (T260-8 and T260-25) gave much higher glucose yields than the corresponding non-pretreated wood samples (Table 2). The glucose yields from wood torrefied at 285 °C or 310 °C were similar to those observed for corresponding non-pretreated samples. Thus, acid hydrolysis failed to make cellulose in wood torrefied under intermediate conditions (T285-16.5 and T310-8) susceptible to enzymatic hydrolysis despite the fact that these preparations contained high levels (>45 %) of glucan (Table 1). The yields of other monosaccharides were low, which can be explained by depletion of hemicelluloses during acid pretreatment and by decomposition of hemicelluloses during torrefaction.
Pretreatment with [C4C1im][MeCO2] resulted in higher GPR than for the corresponding non-pretreated and acid-pretreated reference and torrefied samples (Fig. 4). Furthermore, the GPR values for ionic liquid pretreated T260-8 and T285-16.5 were even higher than that of the ionic liquid pretreated reference (63 % higher for T260-8 and 40 % higher for T285-16.5), which in both cases were significant as judged by Student’s t test (P ≤ 0.05). There was not much glucose released from T310-25 (Fig. 4), which, however, had a low level of glucan (Table 1).
The glucose yields after 72 h of enzymatic hydrolysis of ionic liquid pretreated reference, T260-8 and T285-16.5 samples, were similar (24–25 g 100 g−1) and higher than those obtained in enzymatic hydrolysates of the corresponding non-pretreated (2–10 g 100 g−1) and acid-pretreated (2–18 g 100 g−1) samples (Table 2). It is difficult to compare the yields of hemicellulosic sugars with acid-pretreated material, as the hemicelluloses are targeted by acid pretreatment, but a comparison between ionic liquid treated and non-pretreated material shows that the ionic liquid pretreatment also facilitated release of mannose and xylose from the reference, T260-8 and T285-16.5 samples (Table 2). Also, enzymatic hydrolysis of arabinan was facilitated by treatment of reference and T260-8 samples with ionic liquid (Table 2). These results indicate that treatment with ionic liquid greatly improves the accessibility for hydrolytic enzymes not only for non-thermally treated samples but also for torrefied samples. The result obtained with T285-16.5 is particularly interesting, as acid pretreatment failed to give a positive effect on enzymatic glucan hydrolysis despite the presence of large amounts of glucan in that sample (Table 1).
While the benefit of acid pretreatment is better enzymatic access to cellulose through degradation of hemicellulosic polysaccharides, drawbacks include formation of by-products such as small molecules that inhibit enzymatic and microbial biocatalysts [57], as well as partial conversion of polysaccharides to pseudo-lignin that prevents enzymatic hydrolysis of cellulose [36, 39, 40]. By-product formation is increased by increasing severity of the acid pretreatment, which, however, is necessary to achieve bioconversion of recalcitrant feedstocks, such as softwood. As pseudo-lignin has positive Klason lignin value, i.e., it is acid resistant, it is not unexpected that acid pretreatment was ineffective for removing such an obstacle. [C4C1im][MeCO2] effects heterogeneous dissolution of lignocellulose, i.e., it is capable of dissolving all of the main components: cellulose, hemicelluloses, and lignin [8]. Our results can tentatively be explained by dissolution of pseudo-lignin by [C4C1im][MeCO2]. Even if much of the lignin and pseudo-lignin precipitate together with the cellulose and remaining hemicelluloses when the anti-solvent is added, the structure of the pseudo-lignin-containing lignocellulose would have been disrupted by the ionic liquid treatment and the subsequent enzymatic treatment would be facilitated.
Conclusions
Torrefaction of Norway spruce wood chips performed under mild or intermediate conditions (from 260 °C for 8 min up to 310 °C for 8 min) did not result in decreased glucan content but did result in increased Klason lignin value, which could mainly be attributed to pseudo-lignin formation from hemicelluloses. When severe torrefaction conditions were used (310 °C for 25 min), there was a large decrease in glucan content and the Klason lignin value increased sharply. This suggests that there is a potential in combining torrefaction with biochemical conversion technology based on cellulose-degrading enzymes, as long as the torrefaction conditions are not too severe and if the changes of the composition of the wood effected by torrefaction can be overcome. While acid pretreatment is normally the method of choice for pretreatment of recalcitrant lignocellulosic biomass, it is not suitable for torrefied material, which can be attributed to its inability to remove pseudo-lignin formed during the torrefaction process. Pretreatment of torrefied wood with [C4C1im][MeCO2] prior to enzymatic hydrolysis of cellulose gave very promising results, which indicates that pretreatment using ionic liquid or other alternative solvents is a way forward for combining the benefits of torrefaction with biochemical conversion technologies. While acetate-based ILs as [C4C1im][MeCO2] are among the most promising for dissolving lignocellulose, there are still challenges such as high IL synthesis costs, the need for recycling of the IL, and problems connected with IL stability. Future investigations of the structure and chemistry of torrefied biomass, optimization of IL pretreatment, and the use of other ILs than [C4C1im][MeCO2] will further elucidate the potential of using ILs for biochemical conversion of torrefied biomass.
References
Lynd LR, Larson ED, Greene N, Laser M, Sheehan J, Dale BE, McLaughlin S, Wang M (2009) The role of biomass in America’s energy future: framing the analysis. Biofuels Bioprod Biorefin 3:113–123
Sims REH, Mabee W, Saddler JN, Taylor M (2010) An overview of second generation biofuel technologies. Bioresour Technol 101:1570–1580
Pu Y, Kosa M, Kalluri UC, Tuskan GA, Ragauskas AJ (2011) Challenges of the utilization of wood polymers: how can they be overcome? Appl Microbiol Biotechnol 91:1525–1536
Galbe M, Zacchi G (2007) Pretreatment of lignocellulosic materials for efficient bioethanol production. Adv Biochem Eng Biotechnol 108:41–65
Chandra RP, Bura R, Mabee WE, Berlin A, Pan X, Saddler JN (2007) Substrate pretreatment: the key to effective enzymatic hydrolysis of lignocellulosics? Adv Biochem Eng Biotechnol 108:67–93
Hu F, Ragauskas A (2012) Pretreatment and lignocellulosic chemistry. Bioenergy Res 5:1043–1066
Galbe M, Zacchi G (2012) Pretreatment: the key to efficient utilization of lignocellulosic materials. Biomass Bioenergy 46:70–78
Brandt A, Gräsvik J, Hallet JP, Welton T (2013) Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem 15:550–583
Shill K, Padmanabhan S, Xin Q, Prausnitz JM, Clark DS, Blanch HW (2011) Ionic liquid pretreatment of cellulosic biomass: enzymatic hydrolysis and ionic liquid recycle. Biotechnol Bioeng 108:511–520
Chen L, Sharifzadeh M, Mac Dowell N, Welton T, Shah N, Hallett JP (2014) Inexpensive ionic liquids: [HSO4]−-based solvent production at bulk scale. Green Chem 16:3098–3106
George A, Brandt A, Tran K, Zahari SMSNS, Klein-Marcuschamer D, Sun N, Sathitsuksanoh N, Shi J, Stavila V, Parthasarathi R, Singh S, Holmes BM, Welton T, Simmons BA, Hallett JP (2015) Design of low-cost ionic liquids for lignocellulosic biomass pretreatment. Green Chem 17:1728–1734
Börjesson P (1996) Energy analysis of biomass production and transportation. Biomass Bioenergy 11:305–318
Tumuluru JS, Wright CT, Hess JR, Kenney KL (2011) A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod Biorefin 5:683–707
Tooyserkani Z, Kumar L, Sokhansanj S, Saddler J, Bi XT, Lim CJ, Lau A, Melin S (2013) SO2-catalyzed steam pretreatment enhances the strength and stability of softwood pellets. Bioresour Technol 130:59–68
Pirraglia A, Gonzalez R, Denig J, Saloni D (2013) Technical and economic modeling for the production of torrefied lignocellulosic biomass for the U.S. densified fuel industry. Bioenergy Res 6:263–275
Prins MJ, Ptasniski KJ, Janssen FJJG (2006) Torrefaction of wood Part 2. Analysis of products. J Anal Appl Pyrolysis 77:35–40
Nordin A, Pommer L, Nordwaeger M, Olofsson I (2013) In: Dahlquist E (ed) Technologies for converting biomass to useful energy: combustion, gasification, pyrolysis, torrefaction and fermentation. CRC Press, Boca Raton, pp 217–244
Arias B, Pevida C, Fermoso J, Plaza MG, Rubiera F, Pis JJ (2008) Influence of torrefaction on the grindability and reactivity of woody biomass. Fuel Process Technol 89:169–175
Swedish Statistical Yearbook of Forestry (2014) Swedish Forest Agency, Jönköping, Sweden
Studer MH, DeMartini JD, Brethauer S, McKenzie HL, Wyman CE (2010) Engineering of a high-throughput screening system to identify cellulosic biomass, pretreatments, and enzyme formulations that enhance sugar release. Biotechnol Bioeng 105:231–238
Studer MH, DeMartini JD, Davis MF, Sykes RW, Davison B, Keller M, Tuskan GA, Wyman CE (2011) Lignin content in natural Populus variants affects sugar release. Proc Natl Acad Sci U S A 108:6300–6305
Biswal AK, Soeno K, Gandla ML, Immerzeel P, Pattathil S, Lucenius J, Serimaa R, Hahn MG, Moritz T, Jönsson LJ, Israelsson M, Mellerowicz EJ (2014) Aspen pectate lyase PtxtPL1-27 mobilizes matrix polysaccharides from woody tissues and improves saccharification yield. Biotechnol Biofuels 7:11
Normark M, Winestrand S, Lestander TA, Jönsson LJ (2014) Analysis, pretreatment and enzymatic saccharification of different fractions of Scots pine. BMC Biotechnol 14:20
Strandberg M, Olofsson I, Pommer L, Wiklund-Lindström S, Åberg K, Nordin A (2015) Effects of temperature and residence time on continuous torrefaction of spruce wood. Fuel Process Technol 134:387–398
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D (2008) Determination of structural carbohydrates and lignin in biomass, NREL/TP-510-42-618. National Renewable Energy Laboratory, Golden
Lestander TA, Geladi P, Larsson SH, Thyrel M (2012) Near infrared image analysis for online identification and separation of wood chips with elevated levels of extractives. J Near Infrared Spectrosc 20:591–599
Gorzsás A, Sundberg B (2014) Chemical fingerprinting of Arabidopsis using Fourier transform infrared (FT-IR) spectroscopic approaches. Methods Mol Biol 1062:317–352
Trygg J, Wold S (2002) Orthogonal projections to latent structures (O-PLS). J Chemometr 16:119–128
Gerber L, Eliasson M, Trygg J, Moritz T, Sundberg B (2012) Multivariate curve resolution provides a high-throughput data processing pipeline for pyrolysis-gas chromatography/mass spectrometry. J Anal Appl Pyrolysis 95:95–100
Overend RP, Chornet E (1987) Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos Trans R Soc London Ser A 321:523–536
Chum HL, Johnson DK, Black SK, Overend RP (1990) Pretreatment-catalyst effects and the combined severity parameter. Appl Biochem Biotechnol 24:1–14
Gräsvik J, Winestrand S, Normark M, Jönsson LJ, Mikkola J-P (2014) Evaluation of four ionic liquids for pretreatment of lignocellulosic biomass. BMC Biotechnol 14:34
FitzGerald J, Vermerris W (2005) The utility of blood glucose meters in biotechnological applications. Biotechnol Appl Biochem 41:233–239
Wang H, Gurau G, Rogers RD (2012) Ionic liquid processing of cellulose. Chem Soc Rev 41:1519–1537
Xu A, Wang J, Wang H (2010) Effects of anionic structure and lithium salts addition on the dissolution of cellulose in 1-butyl-3-methylimidazolium-based ionic liquid solvent systems. Green Chem 12:268–275
Brownell HH, Saddler JN (1984) Steam-explosion pretreatment for enzymatic hydrolysis. Biotechnol Bioeng Symp 14:55–68
Li J, Henriksson G, Gellerstedt G (2007) Lignin depolymerization/repolymerization and its critical role for delignification of aspen wood by steam explosion. Bioresour Technol 98:3061–3068
Sannigrahi P, Dong KH, Seokwon J, Ragauskas A (2011) Pseudo-lignin and pretreatment chemistry. Energy Environ Sci 4:1306–1310
Hu F, Jung S, Ragauskas A (2012) Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour Technol 117:7–12
Kumar R, Hu F, Sannigrahi P, Jung S, Ragauskas AJ, Wyman CE (2013) Carbohydrate derived-pseudo-lignin can retard cellulose biological conversion. Biotechnol Bioeng 110:737–753
Shoulaifar TK, DeMartini N, Willför S, Pranovich A, Smeds AI, Virtanen TAP, Maunu S-L, Verhoeff F, Kiel JHA, Hupa M (2014) Impact of torrefaction on the chemical structure of birch wood. Energy Fuels 28:3863–3872
Labbé N, Rials TG, Kelley SS, Cheng Z-M, Kim J-Y, Li T (2005) FT-IR imaging and pyrolysis-molecular beam mass spectrometry: new tools to investigate wood tissues. Wood Sci Technol 39:61–77
Kacuráková M, Smith AC, Gidley MJ, Wilson RH (2002) Molecular interactions in bacterial cellulose composites studied by 1D FT-IR and dynamic 2D FT-IR spectroscopy. Carbohydr Res 337:1145–1153
Naumann A, Navarro-González M, Peddireddi S, Kües U, Polle A (2005) Fourier transform infrared microscopy and imaging: detection of fungi in wood. Fungal Genet Biol 42:829–835
Hill SJ, Grigsby WJ, Hall PW (2013) Chemical and cellulose crystallite changes in Pinus radiata during torrefaction. Biomass Bioenergy 56:92–98
Wen J-L, Sun S-L, Yuan T-Q, Xu F, Sun R-C (2014) Understanding the chemical and structural transformations of lignin macromolecule during torrefaction. Appl Energ 121:1–9
Kataoka Y, Kondo T (1999) Quantitative analysis for the cellulose I alpha crystalline phase in developing wood cell walls. Int J Biol Macromol 24:37–41
Faix O (1991) Classification of lignins from different botanical origins by FT-IR spectroscopy. Holzforschung 45:21–28
Zhong R, Morrison WH, Himmelsbach DS, Poole FL, Ye Z-H (2000) Essential role of caffeoyl coenzyme A O-methyltransferase in lignin biosynthesis in woody poplar plants. Plant Physiol 124:563–578
Park J, Meng J, Lim KH, Rojas OJ, Park S (2013) Transformation of lignocellulosic biomass during torrefaction. J Anal Appl Pyrolysis 100:199–206
Ben HX, Ragauskas AJ (2012) Torrefaction of Loblolly pine. Green Chem 14:72–76
David K, Pu YQ, Foston M, Muzzy J, Ragauskas A (2009) Cross-polarization/magic angle spinning (CP/MAS) C-13 nuclear magnetic resonance (NMR) analysis of chars from alkaline-treated pyrolyzed softwood. Energy Fuel 23:498–501
Melkior T, Jacob S, Gerbaud G, Hediger S, Le Pape L, Bonnefois L, Bardet M (2012) NMR analysis of the transformation of wood constituents by torrefaction. Fuel 92:271–280
Pastorova I, Botto RE, Arisz PW, Boon JJ (1994) Cellulose char structure. A combined analytical Py-GC-MS, FTIR, and NMR-study. Carbohydr Res 262:27–47
Ralph J, Lundquist K, Brunow G, Lu F, Kim H, Schatz PF, Marita JM, Hatfield RD, Ralph SA, Christensen JH, Boerjan W (2004) Lignins: natural polymers from oxidative coupling of 4-hydroxyphenylpropanoids. Phytochem Rev 3:29–60
Adler E (1977) Lignin chemistry - past, present and future. Wood Sci Technol 11:169–218
Jönsson LJ, Alriksson B, Nilvebrant N-O (2013) Bioconversion of lignocellulose: inhibitors and detoxification. Biotechnol Biofuels 6:16
Acknowledgments
Grants from the Bio4Energy research initiative (www.bio4energy.se), the Kempe Foundations, the Swedish Energy Agency, and the Swedish Research Council are gratefully acknowledged. We are grateful to the Plant Cell Wall and Carbohydrate Analytical Facility of UPSC/SLU, supported by Bio4Energy and TC4F, for analysis using Py-GC/MS. This study made use of the NMR for Life infrastructure, which is supported by the Knut and Alice Wallenberg foundation, the University of Gothenburg, and Umeå University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Normark, M., Pommer, L., Gräsvik, J. et al. Biochemical Conversion of Torrefied Norway Spruce After Pretreatment with Acid or Ionic Liquid. Bioenerg. Res. 9, 355–368 (2016). https://doi.org/10.1007/s12155-015-9698-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-015-9698-7