
Abstract
Coat synthesis of silicon carbide and composites of Si derivatives is a challenge for high-quality thin film applications, including corrosion resistance industries. A novel fabrication process of silicon carbide-silicon dioxide nanotube composites (SCDNTs) was developed by a solid reaction of silicon-carbon (marine sponge Cinachyrella sp.) resources. Trimetallic catalyst (Fe/Ni/Zr) supported on different Al2O3 media with heating in an argon flow was used to prepare SCDNTs composite. A higher crystallinity degree of the nanocomposites is attained at a heating temperature of 1200 °C as a suitable starting temperature to have a reasonable degree of crystallinity. XRD analysis of the prepared composite showed the presence of polycrystalline silicon dioxide and two phases of silicon carbide; 3C-SiC and 6H-SiC. TEM analysis showed the presence of silicon carbide's cubic and hexagonal structures embedded into silicon dioxide nanotubes. FTIR analysis confirmed the XRD and TEM analyses through the presence of the functional groups related to Si-Si, Si-O and Si-C. The SCDNTs spin coating process on LWS was optimized at 1000 rpm. Varying thin coatings of up to 5 layers of SCDNTs were prepared low steel substrate to evaluate its corrosion behavior in a 3.5% NaCl solution. Five-layer SCDNTs composite coating on LCS was the favorable coating as obtained from the electrochemical measurements ensured a corrosion inhibition efficiency of 92.5% and corrosion rate of 63.98 mm/y. XRD spectra and stereomicroscope were used to evaluate the surface of LWS coated with SCDNTs before and after corrosion test.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Corrosion is a common and inescapable threat to various metallic structures, resulting in sharp destruction and economic losses. One of the widely used metals in engineering and metallic structure in various environments, including marine systems, was observed. The spread of steel in various industries is related to two main reasons: cheap, not expensive alloy elements, easy to work and certain mechanical characteristics: spinning, rolling, forging, easy to mold and stamping than alloy steel (Ref 1).
Different methods may be applied to separate the steel surface from destructive environments and preserve its outer exposed area, including corrosion inhibitors, alloy structures or coating techniques. Although metal coating with protective layers has become a cost-effective technique, it is the most effective path to corrosion easement (Ref 2). Although metal coating with protective layers has become a cost-effective technique, it is the most effective path to corrosion easement (Ref 3). The water composition is very effective in accelerating corrosion, such as the salinity of natural seawater simulated in 3.5% NaCl solution was applied due to its high corrosive effect on steel. It was commonplace to use sodium chloride solution (Ref 4, 5). Two major categories for coating fabrication were applied to create a coating surface on the outer region of the solid materials: bottom-up and top-down. Micro-grinding was a subcategory technique in the top-down division (Ref 6,7,8,9), chemical etching (Ref 10,11,12), electrochemical etching (Ref 13,14,15), blasting (Ref 16), laser ablation (Ref 17) and plasma etching (Ref 18).
The other methodology was bottom-up, which requires the deposition of very-low thickness in micro-dimensions with different elemental compositions and orientations on the outer area. The bottom-up deposition techniques were the most applied method to create this required hydrophobic coating. The vapor deposition method includes chemical deposition (Ref 19), physical deposition (magnetron sputtering) (Ref 20) and other liquid deposition techniques like electrochemical (Ref 21), dip coating (Ref 22, 23), casting (Ref 24), sol-gel (Ref 25) and spin coating (Ref 26,27,28,29).
Some literature reported synthesizing bottom-up coatings requires various silicon carbide mixtures (Ref 30,31,32,33,34,35,36) and composites of Si derivatives (Ref 37,38,39). Also, coatings containing nanoparticles of silicon reciprocate have promising hydrophobic behaviors on steel surfaces (Ref 40,41,42,43). The choice of silicon carbide, silicon or silicon dioxide is related to excellent characteristics in corrosion reduction. The excellent characteristics of silicon carbide include high thermal stability, electronic and unique optical characteristics, long age without any damage and good mechanical strength and hardness (Ref 44,45,46,47,48,49).
For the growth of different structures of SiC nano-materials, different synthetic ways have been reported, including carbothermal reduction (Ref 50, 51), sol-gel processes (Ref 52), chemical vapor deposition (Ref 53), laser synthesis and ablation (Ref 54). Searching for a natural source of silicon and carbon to create silicon carbide is important. Silicon (Si) is considered the second most abundant element in the earth’s crust, which covers 28.8% by dry weight, and all different plant types, between Terrestrial and marine plants, implicate Si in their tissues as well (Ref 55). Sponges are numerous and dominant organisms in several marine benthic communities in shallow-water and deep-sea habitats. About 80% of known sponge species have silica skeletons made from silicic acid dissolved in natural seawater (Ref 56). Cinachyrella sp. has a structural adaptation to allow water to flow through the central cavity, where it collects the nutrients and transfers them via a hole called the osculum. The selected sponges have an important structure called spicules, created from silicon dioxide and sponging protein as internal skeletons with about 69 % carbon and 28% silicon dioxide and this percent is very suitable for our synthesis (Ref 57, 58).
In the present research, two significant aims were pointed out to be achieved. The first was the novel synthesis of SiC-crystalline/SiO2 nano-skeleton-like structure composite in a single-step process via chemical vapor deposition and catalytic reduction of amorphous SiO2. Accordingly, the optimized parameters of the synthesis process were studied and characterized. The second step was to prepare the silicon carbide-silicon dioxide nanotube (SCDNTs) nanocomposite thin coating using the spin coating technique. Steel’s surface structure and morphology were investigated using methods such as TEM, x-ray diffraction, FTIR and stereomicroscope, respectively. Also, SCDNTs coatings for low carbon steel in a 3.5% NaCl corrosive environment were investigated using open circuit potential, electrochemical impedance spectroscopy and the Tafel technique.
2 Materials and Methods
2.1 Biomass Preparation and Characterization
The marine sponge (MS) (Cinachyrella sp. of scientific classification Kingdom: Animalia, Phylum: Porifera, Class: Demospongiae, Order: Tetractinellida, Family: Tetillidae, Genus: Cinachyrella) was obtained from Egyptian seawater within Mediterranean area, in the Abukir region. Before using the marine sponge, any impurities, such as adhering sand, were bleached with distilled water followed by water evaporation in an oven at 50 °C for 24 h and were grinded by millpulverisette 2.
2.2 Preparation of Trimetallic Catalysts
A mixture of 2.50 g Ni(NO3)2·6H2O (Alpha Chemical, India 99%) and 2.88 g Fe(NO3)3·9H2O (Oxford, India, 98%) was liquefied with 100 mL of double distilled water. The first product was magnetically stirred under a temperature of 100 °C for 300 minutes, followed by its precipitation via dropwise of sodium hydroxide (Sigma-Aldrich, USA) at room temperature. The resulting suspension was filtered and rinsed to give the second product. Next, the second product was dehydrated in an oven at 120 °C for 36 h, followed by the calcination step for 6 h at 550 °C. Then, a 0.5 g of ZrOCl2.8H2O (Zirconyl chloride octahydrate, 98% ACROS ORGANICS, USA) and 14 g Al2O3 (Fisher Scientific, UK) with different percentages as a supporting material were liquefied in 100 ml of water, stirred for 4 h, evaporated at 100 °C, followed by calcination for 4 h at 550 °C. The mixture was used to impregnate the iron and nickel powder derived from the previous step. The Fe-Ni nanopowder was added to the Zr mixture and stirred for 4 h. The volume of the solution has been significantly decreased at this point due to continuous heating with stirring for 4 h. The dispersion was then centrifuged to differentiate the product and remove any excess liquid. Furthermore, cleaning of the resulting precipitate was washed with ethanol, dried at 120 °C for 36 h and then calcinated at 550 °C for 6 h.
2.3 Synthesis of Silicon Carbide
The grinded MS particles were filtered through a sieve with a mesh of 300 µm and were used in this study. Only 4 g of MS was mixed with 1.0 g of the trimetallic catalyst by deionized water in an ultrasonic bath for 1 h to form a jelly-like slurry. The slurry was put into an oven to evaporate water for 75-80 °C. Then, the resulting powder from the previous step was introduced into a muffle furnace (Tubular Furnace Nabertherm B180 (RT 50/250/13)) of the alumina tube. The furnace was heated at different temperatures between 900 and 1200 °C until reaching the set temperature in 30 min in an argon atmosphere. The products were then held isothermally for 4 h, followed by cooling at a rate of 5 °C /min. The final products were washed many times by soaking in 1 M HCl followed by 1 M H2SO4 accompanied by heating at 80 °C to remove the catalyst and non-reacted amorphous SiO2 during the thermal treatment. Samples were removed from the furnace for further analysis by XRD, FTIR and TEM. The different optimization parameters and their related mass yield are listed in Table 1.
2.4 Fabrication of SCDNTs Coating on LWS
The LWS metallic alloy used in this study was of the element percent (wt. %) (C: 0.174; Cu: 0.394; Mn: 0.437; Cr: 0.063; Si: 0.047; Co: 0.041; Ni: 0.09; the remaining was Fe). For the immersion for corrosion tests, circular specimens of a total exposed area 1.56 cm2 were used. To synthesize the correct coating, the steel surface was first polished via emery paper (up to 4/0 grade) to a mirror finish, followed by ultrasonic cleaning for 15 minutes with acetone and then rinsed with distilled water. The used coating material for coating synthesis was only one layer 1 g L−1 of SCDNTs as shown for sample No. 7 in Table 1. It was dissolved in 50% ethanol using ultrasonic homogenizer processor at the temperature of 75 °C for 20 minutes. The specimen for spin coating equipment (Model Polos 300 AWS) has been fixed on the base of the rotation disk via a vacuum in the spin coating chamber, and the nanocomposite was dispersed on the clean substrate to be fully covered at a velocity of 1000 rpm and time duration of 180 s. All samples were then air-dried for 30 minutes at 50 °C. Then, the coated steel samples were thermally modified for 300 minutes at 350 °C followed by a gradual temperature reduction to room temperature. Additionally, the control specimen was used without any SCDNT coating on the circular shape. The previous step was repeated according to the number of layers. For electrochemical measurements, a thick copper wire was conducted to the metal specimen in an insulated glass tube for electrical connection. All samples before and after coating and before electrochemical measurements were rinsed with water, washed with acetone and distilled water more than once and followed by degreasing the outer area with ethanol and dried in air. XRD analysis on the coated steel before and after corrosion measurements was evaluated using an x-ray diffractometer (D2 BRUCKER) with a Cu target and nickel filter with Cu Kα radiation of λ = 0.150598 Å.
2.5 Corrosion Measurements and Characterization
Electrochemical measurements were carried out in an electrolytic cell containing three electrodes: (a) the reference electrode is saturated calomel electrode SCE, (b) the auxiliary electrode is Pt sheet, and (c) the working electrode is either uncoated or coated SCDNTs thin film steel. The steel surface is abraded and washed thoroughly before any measurements. All experiments are achieved in 3.5% NaCl solution at 30 °C. The runs were performed by Metrohm auto lab PGSTAT30 2N of Nova software version 1.11.2.
2.5.1 Tafel Curves
Tafel studies for the effect of SCDNTs coatings on steel were useful to evaluate corrosion current density (icorr) by using a potential range from − 250 to + 250 mV (SCE). The electrochemical parameters, corrosion current density (icorr) and corrosion potential (Ecorr) were calculated by extrapolating the cathodic and anodic Tafel lines to the intercept point (Ref 59). Moreover, the inhibition efficiency (IE %) and surface coverage (θ) have been calculated using the following Eq 1, 2:
where the (icorr) is the corrosion current density of the uncoated blank and (iinh) is the corrosion current density of the SCDNTs thin film coat on the steel substrate.
2.5.2 A Nondestructive Electrochemical Method
The impedance test was one of the nondestructive electrochemical tests that were conducted during frequency ranges from 0.1 Hz to 100 KHz with an amplitude of 5 mV peak to peak by AC signals at open circuit potential. The basic parameters derived from impedance measurements, the double-layer capacitance (Cdl), charge transfer resistance (Rct), inhibition efficiency (IE %) and surface coverage degree (θ) were calculated by the following Eq 3, 4 (Ref 60).
where \({R}_{{\text{CT}}_{\text{corr}}}\) \({R}_{{\text{CT}}_{\text{inh}}}\) were the charge transfer resistances of uncoated steel (blank) and that coated steel with different layers of SCDNTs, respectively?
2.5.3 Surface Morphology
The microscopic morphology of steel’s uncoated and coated electrode surfaces before and after immersion in corrosive electrolyte for 300 h was detected using a digital camera (MU303) of a stereomicroscope (Amscope).
3 Results and Discussions
Firstly, the starting material (marine sponge) was characterized to determine the validly of its composition for synthesis of the target composite. The crystallinity of the sponge constituents was determined using a Bruker D2 advanced XRD analyzer (Fig. 1(A)). The D2 advance employs Co-k radiation produced at 40 kV and 40 mA, and the measurements were taken at values ranging from 2θ = 10° to 80° with 0.02° step sizes. Furthermore, a spot on the chemical composition of the MS was performed using a Fourier transform infrared (FTIR) spectrometer compacted with platinum ATR, the Bruker VERTEX 70V FTIR Spectrometer. Spectrometer compacted with platinum ATR model V-100 in the wavenumber 400-4000 cm−1 (Fig 1(B)) TGA (TERIOS Universal V4.5A TA Instruments) and EDX was achieved on an FEI Quanta FEG 200 instrument with EDX analyzer (Fig 1(C)).

Analysis of marine sponge (A) XRD, (B) FTIR, (C) EDX and (D) TGA of marine sponge without pyrolysis
DSC of the marine sponge was carried out by a thermogravimetric analyzer (TERIOS Universal V4.5A TA Instruments) where a powdered sample was heated by 5 °C/min under N2 flow within the temperature range of 30-1000 °C (Fig. 1(D)). DSC displays the change of heat flow as the material is heated or cooled and reveals any change in heat capacity that occurs during any solid-state transition, and is, therefore generally useful for determining the glass transition temperature of amorphous materials. Also, the catalyst characterization using XRD is very to survey the prepared catalysts (Fig. 2), and compare it with XRD of the target sample.

XRD of trimetallic catalyst (A): Fe:Ni:Zr/Al2O3:2:2:1/95, (B) Fe:Ni:Zr/Al2O3:2:2:1/50, (C): Fe:Ni:Zr/Al2O3:2:2:1/20, (D): Fe:Ni:Zr/Al2O3:2:2:1/10
The starting material (marine sponge) was converted to the target composite through the experimental set in Fig. 3. Before pyrolysis, the sponge color was pale yellow, and the eye notification of color that it was transformed to black with extra temperature pyrolysis. The sample shined black, brittle and soft materials within the pyrolysis at 900 °C. On further heating to 1050 and 1200 °C, the MS turned to a black lump, and the color brittleness significantly decreased. Also, the effect of the weight of MS and percent of catalyst-supporting material as well as the reaction time, were very important optimization factors, as shown in Table 1. All these factors were investigated on non-treated and pyrolyzed samples by XRD, IR and BET. The XRD pattern of the as-received MS before the pyrolysis involved a peak corresponding to carbon content and was centered at 2θ = 27° demonstrating the (002) plane of the graphite with the corresponding plane (002) of (JCPDS Card no: 6-6212) (Fig. 1(A)) (Ref 61). Also, the SiO2 amorphous structure was detected at 2θ = 22.5°, indicating the presence of (101) plane (JCPDS Card no. 01-086-1561) (Ref 62). It suggests that the MS was a source of carbon and silicon, which were the essential starting components in SiC synthesis.

Experimental setup of the SCDNTs synthesis and its application in corrosion measurements
Also, this fact was approved by FTIR and EDX. From FTIR spectra (Fig. 1), several strong peaks were detected at 1300, 1394 and 1058 cm−1 that correspond to C-C, C = O and Si-O, respectively. From EDX analysis (Fig. 1(C)), the weight percent of carbon and silicon were 75 and 17%, respectively. This percent was favorable for the synthesis procedure, and there was no need for extra carbon or silicon, as mentioned in the literature (Ref 63). TGA certified all the previous analyses, as temperature increased until 400 °C (Fig. 1(D)). The weight loss increased and started to be fixed after 400 °C. The first step was the decomposition of more than 60% of the starting sponge into carbon to carbon dioxide. In the second step, the remaining percent shows no change in the sample weight due to the non-composition of silicon dioxide.
Figure 3 shows a group of diffraction peaks that match well with the normal characteristic diffractions of the Fe3O4 inverse spinel structure (PDF No. 89-0691). Peaks at 2θ = 30°, 35.2°, 43°, 53° and 57° corresponded to (220), (311), (400), (422) and (440) planes (Ref 64). Diffraction peaks at 2θ values of 28.2°, 31.5°, 38.5°, 50.1° and 59.8° corresponded to [−111], [111], [120], [022] and [131] planes, respectively, of monoclinic ZrO2 (card No. 37-1484) (Ref 65). The peaks at 37.5 and 52.1° were possible reflection peaks for NiFe2O3 (Ref 66).
3.1 Heating Temperature Effects on the Synthesis of SCDNTs
By increasing the pyrolysis temperature to 900 °C, amorphous silicon dioxide and carbon sources were transformed into two target products; SiC and polycrystalline SiO2. The major products composited in the same synthesis have two minor products; silicon with the formation of carbon nanotubes. With further heating to 1050 and 1200 °C, the composite yield was increased, as shown in Table 1, to reach 80% for sample 7. The MS turned into a black lump, and the color brittleness significantly decreased.
The XRD data analyses in Fig. 4 show that increasing the heat treatment temperature leads to a significant appearance of both silicon carbide, crystalline silicon dioxide and low peak intensities of silicon, CNT and Fe3O4 catalyst nanoparticles. Each component in the resulting composite has its corrosion inhibition effect of steel coating (Ref 67,68,69,70,71,72,73). By increasing temperature from 900 to 1200 °C, the amorphous silicon dioxide converted into polycrystalline silicon dioxide of a corresponding peak centered at 2θ = 21.5° of the (100) plane of polycrystalline SiO2 (JCPDS Card no: 29-1129) (Ref 74).

X-ray diffraction patterns after washing of (A) marine sponge before and after reaction with Fe:Ni:Zr/Al2O3/2:2:1/95% at temperature range (B) 900 °C, (C) 1050 °C and (D) 1200 °C/4 h in flowing argon
In addition to SiO2, high intensities of two phases of SiC were observed; one in the hexagonal structure 6H-SiC, and the other was cubic 3C-SiC. Peaks corresponding to 6H-SiC were adjusted at 2θ = 36°, 37°, 42°, 60° and 68° of planes (102), (103), (104), (110) and (202), respectively (JCPDS Card no: 29-1128). Peaks corresponding to 3C-SiC were detected at 2θ = 35.6º, 41.3º, 59.9º and 72 of planes (111), (200), (220) and (311), respectively (JCPDS Card no: 75-0254). Also, weak intensities of both Fe3O4 that belongto XRD peaks at 2θ of 18°, 30.1°, 35.5°, 43.1°, 57.0° and 62.6° corresponding to diffraction planes (220), (311), (400), (511), (442) and (440), respectively (JCPDS card 19-0629) and CNT at 2θ of 25°, 43° and 56.8° corresponding to diffraction planes (002), (100) and (101). Also, increasing the temperature improves the peak intensity of SiC of each component of the nanocomposite to reach values of 141, 8658, 733, 420, 652, 1092, 1121 cps of Fe3O4, SiO2, CNT, Si, graphite, 6H-SiC and 3C-SiC, respectively, at 1200 °C with nonsignificant change in crystallite sizes as shown in Table 2 (Ref 63, 75).
Furthermore, the crystallinity degree of SCDNTs nanocomposites prepared at 900, 1050 and 1200 °C was calculated using DIFFRAC EVA V5.2 software (Ref 75). It can be observed that a lower degree of crystallinity of 65% was attained for SCDNTs composite synthesized at 900 °C. Meanwhile, greater crystallinity degrees of SCDNTs synthesized at 1050 °C and 1200 °C were attained with values of 52 and 81%, respectively, illuminating that a heating temperature of 1200 °C was a suitable starting temperature to have the targeted nanocomposite with a reasonable degree of crystallinity (Ref 76). The data exported by the software are recorded in Table 2. These results were very promising compared with other published scientific works that applied heating temperatures over 1200 °C, reaching 68 % as in references (Ref 77,78,79).
Other assessments, such as FTIR, support the XRD observations. In Fig. 5(c), the clear peak centered at 808 cm−1 reflects the absorption band of the Si-C stretching mode. The peaks at 453 and 1058 cm−1 were caused by the Si-O-Si stretching vibration modes, indicating that the as-achieved products were SiC and SiO2. In comparison with the as-synthesized SCDNTs, there was an apparent increase in the absorption intensity after being heated at higher temperatures due to the formation of SiC. This indicates that more Si-O bonds are formed when heating the tube furnace at 900, 1050 and 1200 °C for 4 h. The increase in temperature from 900, 1050 to 1200 °C, observed integrated area increases of SiC and Si-Si and decreased for SiO2 as shown in Fig. 5 and Table 3 due to the conversion of a small percent of carbon and silicon into SiC and Si. By increasing the temperature over 900 °C, a high percent of carbon content is converted into CO2 and N2 that was exported with outer fumes. Accordingly, in Fig. 5 (B-D) CH2, C-O, OH and C-C disappeared.

FTIR of (A) marine sponge before and after reaction with Fe:Ni:Zr/Al2O3/2:2:1/50 % at temperature range (B) 900 °C, (C) 1050 °C and (D) 1200 °C/4 h in flowing argon
3.2 Effect of the Pyrolysis Period, Type of Gas and Amount of MS on the Synthesis of SCDNTs
As indicated in Table 1 and Fig. 4, when the heat treatment time was increased that divided into two stages pyrolysis; one was under nitrogen for (0 or 2 h), and the second was under argon flow (2 or 4 h) at a fixed heating temperature of 1200 °C, the final yield formed from the MS precursors increases significantly from 2 to 3.6 g. Figure 6 shows the XRD patterns, and the peak intensity of SiC at 2θ = 35° and 36° was maximized as well as it was decreased for SiO2 at 2θ = 22.5°. Also the results were confirmed by FTIR as shown in Fig. 7. The XRD patterns illustrate higher intensities of silicon carbide peaks by maximizing sponge weight, as shown in Fig. 8. Also, increasing the weight of MS increases the final yield of the reaction as shown in Table 1.

X-ray diffraction patterns after washing of (A) marine sponge before and after reaction at temperature 1200 °C for (B) 2h N2+ 2h argon, (C) 2h N2 + 4h argon and (D) 4h argon period of argon flow

X-ray diffraction patterns after washing of (A) marine sponge before and after reaction at temperature 1200 °C with (B) 2 g (C) 4 g and (D) 6 g of marine sponge at a varying period of argon flow.

FTIR after washing of (A) marine sponge before and after reaction at temperature 1200°C for (B) 2h N2+ 2h argon, (C) 2h N2 + 4h argon and (D) 4h argon period of argon flow
3.3 Effect of Al2O3 Percent in the Catalyst Composition on the Synthesis of SCDNTs and Growth Mechanism
The corresponding XRD patterns are shown in Fig. 9, which shows that all products contained almost hexagonal SiC. Due to the different Al2O3 percent, the composites were different. When the aluminum powders were minor or major, the residues were amorphous. Only when the aluminum powders were suitable (50%), the composite of SiO2 and SiC was more fabricated, as shown in Fig. 9(E).

X-ray diffraction patterns after washing of (A) marine sponge before and after reaction at temperature 1200 °C with (B) Fe:Ni:Zr/Al2O3/2:2:1/95% range (C) Fe:Ni:Zr/Al2O3/2:2:1/10%, (D) Fe:Ni:Zr/Al2O3/2:2:1/20% (D) Fe:Ni:Zr/Al2O3/2:2:1/95% and (E) Fe:Ni:Zr/Al2O3/2:2:1/50%/4 h in flowing argon
3.4 Effect of Pore Volume and Specific Surface Area (SBET) of SCDNTs at Various Optimization Parameters
SBET of the synthesized nanocomposites from the sponge with different sponge weights and heating temperatures is displayed in Table 1. The produced SCDNTs have a great deviation in the surface area, pore volume and mean pore diameter and vary from 7.78, 3.8, 8.04 and 21.68 m2/g, 0.236, 0.148, 0.256 and 0.348 cm3/g and 12.13, 15.56, 12.76 and 6.42 nm, respectively, at pyrolysis temperature (900, 1050 and 1200 °C) as calculated from Fig. 10(A). The surface area, pore volume and mean pore diameter of the nanocomposites produced for different weights of MS ranged from 7.78, 28.03 and 21.68 m2/g, 0.236, 0.879 and 0.348 cm3/g, and 12.13, 12.55 and 6.42 nm, respectively, at 1200 °C pyrolysis temperatures (MS weight of 6 and 4 g), Fig. 10(D). For different reaction times, the nanocomposites have a great deviation in the surface area, pore volume and mean pore diameter and extended from 7.78, 28.03 and 21.68 m2/g, 0.236, 0.879 and 0.348 cm3/g, and 12.13, 12.547 and 6.42 nm, respectively, at synthesis temperature (2 h N2 + 2h argon, 2 h N2 + 4h argon and 4 h argon) (Fig. 10(B)). Also, a clear change in the previous three parameters varying from 7.782, 7.7927, 4.90 and 21.68 m2/g, 0.1403, 0.1529, 0.158 and 0.348 cm3/g, and 7.174, 7.19, 12.92 and 6.42 nm, respectively, at pyrolysis with different catalyst-supporting percent (95, 20, 10 and 50%) (Fig. 10(C)).

BET of marine sponge before and after reaction at (A) different temperatures, (B) different times, (C) different catalysts and (D) different sponge weights
3.5 Morphology and Elemental Analysis
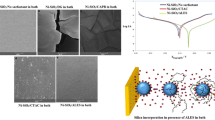
Figure 11 demonstrates TEM images of the fabricated sample using a percent (50 %) of Al2O3 as a supporting media. The pyrolysis reaction yielded multiple kinds of nanostructures connected with each other, forming a skeleton-like structure (inset of Fig. 11(A)). The tube-like nanostructures of polycrystalline SiO2 dominateSCDNTs, and their length extends to micrometers (Fig. 11(C)). Besides the long and thin tube-like nanostructures, there were also a large number of core-shell nanostructures of two different structures of SiC embedded into the silicon dioxide tubes all of these structures formed were skeleton-like (Fig. 11(C)). Corresponding HREM clarifications revealed that the skeleton-like structures the composite was composed of a nanotube of SiO2, giving the brightness of the composite, that surrounds the SiC nanotubes through all composites. Other core-shell structures intersect with the nanotubes (Fig. 11(B) and (C)). The presence of a trimetallic catalyst illustrates the skeleton-like structure that was found in TEM. Each metal behaves as a catalyst for the composite and provides different paths for the silicon as center atoms as starting ones. By the flow of argon, no atmospheric oxygen in our system, so, when the temperature was raised, the aluminum oxide formed small liquefied droplets that supported the catalyst particles acting as active catalysts for the growth of SCDNTs composites because it facilitates the reduction of silicon dioxide into silicon monoxide as an intermediate product for the synthesis of SiC, as well as lowers the reaction temperature. Also, isolated metallic nanoparticles from the sponge acted to prevent Si atoms from dissolving. As a result of the catalysis of the trimetallic particles on the silicon dioxide-containing sponge, the catalyst particles supported by Al2O3 behave as catalysts for the growth of SCDNTs. Meanwhile, using selected area electron diffraction (SAED), the state of the materials on the SCDNTs composite was determined, as shown in Fig. 11(J), with the presence of all detected compounds in XRD. Figure 11(E) characterizes HRTEM of hexagonal SiC in a typical crystalline state, and Fig. 6(F) shows HRTEM of SiO2 polycrystalline. The elemental mapping analysis of the nanocomposite was shown for C, O, Si and Fe elements detected in the nano-powders.

3.6 Corrosion Measurements
3.6.1 Tafel Measurements
Figure 12(a) illustrates the anodic and cathodic potentiodynamic polarization curves for blank and other coated electrodes with SCDNTs nanocomposites in 3.5% NaCl solution at 30 °C. Corrosion potential (Ecorr), polarization resistance (Rp), current density (icorr) and corrosion inhibition percent (IE %) were calculated as Eq 1, 2. Also, corrosion rate (Pi) was calculated. The RP and Pi were evaluated using Eq 5 and 6 (Ref 62). The electrochemical parameters are given in Table 4.

(a) Tafel plot, (b) Nyquist plots, (c) equivalent circuit diagram of blank, (c-) equivalent circuit diagram of blank for 5-layer coating on steel, (d) bode plot and (e) phase angel plot for the corrosion of steel with and without SCDNTs nanocomposite thin films in 3.5% NaCl, at room temperature
With βc and βa were the cathodic and anodic plot slopes, respectively.
It was obvious that the corrosion current density (icorr) of steel decreases rapidly due to the presence of nanocomposite SCDNTs thin film on the surface of the steel, indicating that the coat inhibits the corrosion of steel. Further the corrosion current density was gradually diminished with a parallel increase in the number of the coating layers as a result of increased protection from the nanocomposite SCDNTs thin films. The value of the Ecorr changed to a more positive potential in the presence of a coat, revealing that nanocomposite SCDNTs thin film act mainly as an anodic type (Table 4).
The presence of SiC and SiO2 in SCDNTs demonstrated a significant corrosion inhibition compared to uncoated steel. The corrosion of steel and the creation of rust were described in the literature. Therefore, the presence of these barrier coats limited the dissolved oxygen molecules and water component from dispersing to the metal surface. Moreover, it was found that the Tafel slopes βa and βc changed slightly, confirming that the fabricated SCDNTs nanocomposites have no significant influence on the reaction mechanism of anodic and cathodic processes.
3.6.2 Impedance Spectroscopy
Furthermore, nondestructive EIS measurements were conducted to explain the corrosion inhibition of nanocomposite SCDNTs fabricated with (1-5) layers in a 3.5% NaCl solution at 30 °C. Figure 12(b) illustrates the Nyquist and Bode curves for uncoated (blank) and coated steel samples. The Nyquist plots consisted of non-ideal capacitance semicircles as a result of frequency dispersion, and these features may be related to heterogeneity and the roughness of the solid electrode surface (Ref 88). Obviously, the diameter of the semicircles enhanced with increase in the fabricated layers, indicating an improvement in inhibition efficiency. In Bode plots, it was seen that the impedance |Z| of SCDNTs thin films rises with increase in the layers from 1 to 5 layers during the corrosion process due to the strong barrier performance of the SCDNTs coating. The inhibition efficiencies of the SCDNTs on steel calculated from Tafel plots are in good agreement with those obtained from EIS measurements.
In order to discuss EWAS results, the electrical equivalent circuit models shown in Fig. 12(c) were used. The equivalent circuit consisted of five parts of Rs (solution resistance), Rc (pore resistance of the thin film), Rct (charge transfer resistance across the metal solution interface), which was reversely proportional to the corresponding corrosion rate), Cc (thin layer capacitance), Cdl (double-layer capacitance) and N (heterogeneity on the steel surface). In the circuit, the capacitance element Cdl was replaced by a constant phase element (CPE) to achieve the ideal fit. It was found that this equivalent was suited for all numbers of SCDNTs thin layers and the corrosion process for the coated samples proceeded in two-time constants EIS as a result of the existence of SCDNTs thin film on the steel surface while the corrosion process of uncoated steel (blank) proceeded through one time constant. The fitted impedance spectra for uncoated and coated steel samples are given in Table 5. It was clear that Rc and Rct values were enhanced and C values decreased (which were related to the existence of thin layers) with increase in the number of layers, and hence, their efficiency that was calculated according to Eq 3 by summation of the Rc and Rct values as a total impedance.
3.6.3 Corrosion Products Analysis
After 80 h of immersion time, the coated surfaces of steel were characterized by XRD spectra, and the results are shown in Fig. 13, which demonstrates the XRD patterns of LWS substrate. Values of 2θ were belonging to the standard card (04-014-0360) of low carbon steel. The XRD patterns of LWS shownarrow and sharp peaks. They have a strong orientation along the (110) plane at 2θ = 44.65°. Other peaks, and (200) plane at 2θ = 65.5° and with low intensity were also found. The results indicate that the LWS exhibits a polycrystalline with a body-centered-cubic (bcc) structure. From 1-layer coating systems to 5 layers, some prominent peaks revealing to α-Fe2(OH)3Cl (2θ = 29.8°) (Ref 89), FeCl2 (2θ = 43.3° and 63.3°) (Ref 90) and α-FeOOH (2θ = 48.4°) (Ref 91) were observed on the spectra of Fig. 13(b).

X-ray diffraction patterns after washing of (a) coated steel by SCDNTs before immersion in 3.5% NaCl (b) coated steel by SCDNTs after immersion in 3.5% NaCl
From XRD spectra (Fig. 13(a) and (b)), the characteristic peaks of silicon carbide at (2θ = 36° and 34.5°) and silicon dioxide at (2θ = 21.5°) were found before and after immersion in 3.5% NaCl. The intensity of the peaks was reduced after the immersion but did not disappear, which indicates that the SCDNTs coating layer improved the corrosion resistance.
The LWS samples without SCDNTs coating had a rough surface and a typical gray color, whereas the surface of coated steel was darker, with composite particles visible via stereomicroscopic images (Fig. 14).The outer area of the tested, synthesized using the spin coating technique with different layers of coating, was discussed with a stereo microscope (Fig. 14) in order to assess the surface quality of samples in terms of color produced and morphology. Darker colors (gray/black) with uniform and smooth coating were obtained with a higher number of layers (5-layer) for LWS samples, as it was shown in Fig. 14(c), (g), (e) and (i). Moreover, these samples show roughness and less uniformity in the coating, especially with a low number of coating layers. With the immersion in 3.5% NaCl, however, the non-coated steel surface developed a browner rougher surface, but by increasing the number of SCDNTs coating layers to 5, the surface was almost not changed in external feature (Fig. 14(b), (d), (f), (h) and (j)).

Stereomicroscope images of (a), (c), (e), (g) and (i), steel coated by 0, 1, 2, 4 and 5 layers of SCDNTs respectively; (b) low steel, (d), (f), (h) and (j), steel coated by 0, 1, 2, 4 and 5 layers of SCDNTs after immersion in 3.5% NaCl, respectively, of SCDNTs after 300 h
Figure 15 shows TEM images of the cross section of the coated steel for 5-layer SiC after corrosion. The TEM of 5-layer SiC coating on steel (Fig. 15(a)) is similar to SiC before corrosion (Fig. 11(a)) and this approves that silicon carbide is highly attached to the low carbon steel, consisting of gray and black areas. However, no porous or crack was observed on the coating layer, indicating the microstructure improves after oxidation. Meanwhile, the crack was still observed in the interface of 0 SiC, as shown in Fig. 10(a).

TEM after corrosion of SiC 5-layer coated on steel (a, b, d, e, f), TEM images of 5-layer SiC on steel, (e) HRTEM of 3C-SiC, (c) showing spotted rings of the nanocomposite and elemental mapping for O, C, Si, Fe elements
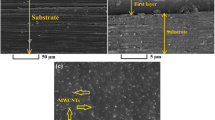
Figure 16 shows SEM images of the upper and cross section of the coated steel for 5-layer SiC before and after corrosion treatment with 3.5% NaCl. Figure 16(a)-(c) approves the presence of SiC composite particles on the surface of steel. These particles still found even after the immersion of sample in the NaCl aggressive corrosion medium for 3 days as illustrated, Fig. 16(d). The cross section of samples before and after corrosion indicates the presence of SCDNTs composite with highly smooth layer before corrosion (Fig. 16(e)) and intermediate smooth surface after corrosion (Fig. 16(f)). From all the previous analysis of our steel surface, we conclude the high and intensive attachment of SCDNTs composite with thin layer thickness of less than 2 μm.

Upper and cross-sectional SEM image of 5-layer SiC composite coating on steel surface before and after corrosion treatment, before corrosion (a, b, c, e) and (d, f) after corrosion treatment
Figure 17 shows AFM image of SCDNTs coated on low carbon steel before and after immersion in 3.5% NaCl solution. It is obvious that the surface of coating before and after corrosion treatment is nearly similar. The nucleoli of SiC and SiO2 composite is still present in the two cases and this is agree with the XRD, SEM and TEM results. The check of the surface indicates that the surface is covered uniformly with SCDNTs composite before corrosion and little roughness after corrosion treatment (Fig. 17(e, f)) (Ref 92, 93).

AFM image of 5-layer SiC composite coating on steel surface before and after corrosion treatment, (a, c, e) before corrosion, and (b, d, f) after corrosion treatment at different scales
4 Conclusions
The target processes were divided into two steps; the first was the preparation of SCDNTs nanocomposite through different optimization parameters from MS natural product for the first time. The most effective temperature was 1200 °C. Also, by changing the catalyst to (Fe/Ni/Zr: 2:2:1) supported on different percentages of 50% Al2O3, the final yield increased to 4.9 g (~82 %) of the nanocomposite synthesis at 2 h at N2 flow and 4 h argon flow and 6 g of the starting marine sponge. XRD showed the presence of polycrystalline silicon dioxide and two phases of silicon carbide; 3C-SiC and 6H-SiC. TEM analysis approved the presence of silicon carbide’s cubic and hexagonal structures embedded into silicon dioxide nanotubes. FTIR confirmed the two previous analyses through the functional groups related to Si-Si, Si-O and Si-C. The second step was the spin coating process of SCDNTs on LWS was optimized at 1000 rpm, giving more corrosion resistance in 3.5% NaCl solution. The 5-layer SCDNTs coating was the more favorable coating from electrochemical measurements that ensured a corrosion inhibition efficiency of 92.5% and corrosion rate of 63.98 mm/y. XRD spectra and stereomicroscope were used to evaluate the surface of LWS that presented SCDNTs peaks before and after corrosion measurements to be the highest peak intensity at 5-layer coating, slowing the number of corrosion features.
Availability of Data and Material
The datasets used in this investigation are accessible for review upon request from the corresponding author of the paper.
References
D. Nguyen and L. Duong, Overview of Materials Used for Marine Industry, WWJMRD, 2019, 5, p 47–52.
H. Qian, Z. Xu, S. Chen, Y. Liu, and D. Yan, Silicon Carbide/Enamel Composite Coatings for Steel Corrosion Protection: Microstructure, Thermal Expansion Behavior, and Anti-Corrosion Performance, Surf. Coat. Technol., 2020, 434, p 128172. https://doi.org/10.1016/j.surfcoat.2022.128172
X. Tang, S. Richter, and S. Nesic. Study of Wettability of Different Mild Steel Surfaces. in 17th International Corrosion Congress. vol. 2 p. 1298
M.R.Z. Meymian, A. Ghaffarinejad, R. Fazli, and A.K. Mehr, Fabrication and Characterization of Bimetallic Nickel-Molybdenum Nano-Coatings For Mild Steel Corrosion Protection in 35% NaCl Solution, Colloids. Surf. A Physicochem. Eng. Asp., 2020, 593, p 124617. https://doi.org/10.1016/j.colsurfa.2020.124617
R.K. Sahoo, A. Das, S.K. Singh, and B.K. Mishra, Synthesis of Surface Modified SiC Superhydrophobic Coating on Stainless Steel Surface by Thermal Plasma Evaporation Method, Surf. Coat. Technol., 2016, 307, p 476–483. https://doi.org/10.1016/j.surfcoat.2016.09.02
S. Kar, S. Kumar, P.P. Bandyopadhyay, and S. Paul, Grinding of Hard and Brittle Ceramic Coatings: Force Analysis, J. Eur. Ceram. Soc., 2019, 40, p 453–1461. https://doi.org/10.1016/j.jeurceramsoc.2019.12.058
X. Wen, Y. Gong, and C. Wang, Experimental Research on Micro Mill-Grinding AISI 1045 Steel with a Cold Spraying Compound Micro Cutting Tool, J. Mech. Sci. Technol., 2018, 32, p 5863–5874. https://doi.org/10.1007/s12206-018-1135-3
Z. Ding, G. Sun, M. Guo, X. Jiang, B. Li, and S.Y. Liang, Effect of Phase Transition on Micro-Grinding-Induced Residual Stress, J. Mater. Process. Technol., 2020, 281, p 116647. https://doi.org/10.1016/j.jmatprotec.2020.116647
A. Pratap, K. Patra, and A.A. Dyakonov, A Comprehensive Review of Micro-Grinding: Emphasis on Toolings, Performance Analysis, Modeling Techniques, and Future Research Directions, Int. J. Adv. Manuf. Technol., 2019, 104, p 63–102. https://doi.org/10.1007/s00170-019-03831-x
J.H. Kim, A. Mirzaei, H.W. Kim, and S.S. Kim, Facile Fabrication of Superhydrophobic Surfaces from Austenitic Stainless Steel (AISI 304) by Chemical Etching, Appl. Surf. Sci., 2017, 439, p 598–604. https://doi.org/10.1016/j.apsusc.2017.12.211
A.M. Gatey, S.S. Hosmani, C.A. Figueroa, S.B. Arya, and R.P. Singh, Role of Surface Mechanical Attrition Treatment and Chemical Etching on Plasma Nitriding Behavior of AISI 304L Steel, Surf. Coat. Technol., 2016, 304, p 413–424. https://doi.org/10.1016/j.surfcoat.2016.07.020
T.A. Saleh and N. Baig, Efficient Chemical Etching Procedure for the Generation of Superhydrophobic Surfaces for Separation of Oil from Water, Prog. Org. Coat., 2019, 133, p 27–32. https://doi.org/10.1016/j.porgcoat.2019.03.049
Y. Jang, W.T. Choi, C.T. Johnson, A.J. García, P.M. Singh, V. Breedveld, D.W. Hess, and J.A. Champion, Inhibition of Bacterial Adhesion on Nanotextured Stainless Steel 316L by Electrochemical Etching, ACS Biomater. Sci. Eng., 2018, 4, p 90–97. https://doi.org/10.1021/acsbiomaterials.7b00544
C. Lee, A. Kim, and A.J. Kim, Electrochemically Etched Porous Stainless Steel for Enhanced Oil Retention, Surf. Coat. Technol., 2015, 264, p 127–131. https://doi.org/10.1021/acsbiomaterials.7b00544
Z. Liu, F. Zhang, Y. Chen, H. Zhang, Y. Han, J. Liu, L. Huang, and X. Liu, Electrochemical Fabrication of Superhydrophobic Passive Films on Aeronautic Steel Surface, Colloids. Surf. A: Physicochem. Eng. Asp., 2019, 572, p 317–325. https://doi.org/10.1016/j.colsurfa.2019.04.033
P. Horodek, M.K. Eseev, and A.G. Kobets, Studies of Stainless Steel Exposed to Sandblasting, Nukleonika, 2015 https://doi.org/10.1515/nuka-2015-0129
H. Mustafa, M. Mezera, D.T.A. Matthews, and G.R.B.E. Römer, Effect of Surface Roughness on the Ultrashort Pulsed Laser Ablation Fluence Threshold of Zinc And Steel, Appl. Surf. Sci., 2019, 488, p 10–21. https://doi.org/10.1016/j.apsusc.2019.05.066
Y. Lian, H. Chen, and C. Mu, Performance of Microtextured Tools Fabricated by Inductively Coupled Plasma Etching in Dry Cutting Tests on Medium Carbon Steel Workpieces, Int. J. Precis. Eng. Manuf.-Green Technol., 2019, 6, p 175–188. https://doi.org/10.1007/s40684-019-00088-3
W. Sun, L. Wang, Z. Yang, S. Li, T. Wu, and T.G. Liu, Fabrication of Polydimethylsiloxane-Derived Superhydrophobic Surface on Aluminium Via Chemical Vapour Deposition Technique for Corrosion Protection, Corros. Sci., 2017, 128, p 176–185. https://doi.org/10.1016/j.corsci.2017.09.005
A. Baptista, F. Silva, J. Porteiro, J. Míguez, and G. Pinto, Sputtering Physical Vapour Deposition (PVD) Coatings: A Critical Review on Process Improvement and Market Trend Demands, Coatings, 2018, 8, p 402. https://doi.org/10.3390/coatings8110402
S. Fashu and R. Khan, Recent Work on Electrochemical Deposition of Zn-Ni (-X) Alloys for Corrosion Protection of Steel, Anti-Corros. Methods Mater., 2019 https://doi.org/10.1108/ACMM-06-2018-1957
C. Cao and J. Cheng, Fabrication of Superhydrophobic Copper Stearate@ Fe3O4 Coating on Stainless Steel Meshes by Dip-Coating for Oil/Water Separation, Surf. Coat. Technol., 2018, 349, p 296–302. https://doi.org/10.1016/j.surfcoat.2018.06.001
A.V. Braga, D.C.B. Lago, A.R. Pimenta, and L.F. Senna, The Influence of Heat Treatment of Inorganic Conversion Coatings Produced by Sol–Gel Dip Coating on the Anticorrosive Properties of Alumina Films Deposited on Steel Substrate–Part I: Single Conversion Coatings, Surf. Coat. Technol., 2019, 372, p 190–200. https://doi.org/10.1016/j.surfcoat.2020.125500
M. Sabzi, S.M. Far, and S.M. Dezfuli, Effect of Melting Temperature on Microstructural Evolutions, Behavior and Corrosion Morphology of Hadfield Austenitic Manganese Steel in the Casting Process, Int. J. Miner. Metall. Mater., 2018, 25, p 1431–1438. https://doi.org/10.1007/s12613-018-1697-1
M. Taheri, R. Naderi, M. Saremi, and M. Mahdavian, Development of an Ecofriendly Silane sol–gel Coating with Zinc Acetylacetonate Corrosion Inhibitor for Active Protection of Mild Steel in Sodium Chloride Solution, J. Sol–Gel. Sci. Technol., 2017, 81, p 154–166. https://doi.org/10.1007/s10971-016-4180-3
R. Ji, K. Han, H. Jin, X. Li, Y. Liu, S. Liu, T. Dong, B. Cai, and W. Cheng, Preparation of Ni-SiC Nano-Composite Coating by Rotating Magnetic Field-Assisted Electrodeposition, J. Manuf. Process., 2020, 57, p 787–797. https://doi.org/10.1016/j.jmapro.2020.07.045
W. Akram, A. Farhan Rafique, N. Maqsood, A. Khan, S. Badshah, and R.U. Khan, Characterization of PTFE Film on 316L Stainless Steel Deposited through Spin Coating and Its Anticorrosion Performance in Multi Acidic Mediums, Materials, 2020, 13, p 388. https://doi.org/10.3390/ma13020388
C. Zhang, S. Pei, H. Ji, Y. Cui, and M. Li, Fabrication of Ni60-SiC Coating on Carbon Steel for Improving Friction, Corrosion Properties, Mater. Sci. Technol., 2017, 33, p 446–453. https://doi.org/10.1080/02670836.2016.1224216
J.D.G. Stephen and G.M. Brahmanandhan, Effect on Surface Roughness of Laser AblatedSS 321 Material Coated with Graphene and SiC, Indian J. Sci. Technol., 2016 https://doi.org/10.17485/ijst/2016/v9i34/93957
C. Hu, Y. Li, N. Zhang, and Y. Ding, Synthesis and Characterization of a Poly (o-anisidine)–SiC Composite and Its Application for Corrosion Protection of Steel, RSC Adv., 2017, 7, p 11732–11742. https://doi.org/10.1039/C6RA27343B
M.R. Hosseini, M. Ahangari, M.H. Johar, and S.R. Allahkaram, Optimization of Nano HA-SiC Coating on AISI 316L Medical Grade Stainless Steel via Electrophoretic Deposition, Mater. Lett., 2021, 285, p 129097. https://doi.org/10.1016/j.matlet.2020.129097
C. Hu, Y. Li, T. Li, Y. Qing, J. Tang, H. Yin, L. Hu, L. Zhang, Y. Xie, and K. Ren, Fabrication of Poly (N-methylaniline)/SiC-ZnO Bilayer Coatings Onto the Carbon Steel Substrate and Studies on Its Anticorrosion Properties, Colloids Surf. A: Physicochem. Eng. Asp., 2020, 585, p 124176. https://doi.org/10.1016/j.colsurfa.2019.124176
J. Chen, B. Ma, G. Liu, H. Song, J. Wu, L. Cui, and Z. Zheng, Wear and Corrosion Properties of 316L-SiC Composite Coating Deposited by Cold Spray on Magnesium Alloy, J. Thermal Spray Technol., 2017, 26, p 1381–1392. https://doi.org/10.1007/s11666-017-0583-0
R. Gawel, K. Kyzioł, Z. Jurasz, and Z. Grzesik, Oxidation Resistance of Valve Steels Covered with Thin SiC Coatings, Obtained by RF CVD, Corros. Sci., 2018, 145, p 16–25. https://doi.org/10.1016/j.corsci.2018.09.014
H.R. Bakhshandeh, S.R. Allahkaram, and A.H. Zabihi, An Investigation on Cavitation-Corrosion Behavior of Ni/β-SiC Nanocomposite Coatings Under Ultrasonic Field, Ultrason. Sonochem., 2019, 56, p 229–239. https://doi.org/10.1016/j.ultsonch.2019.04.022
S. Dehgahi, R. Amini, and M. Alizadeh, Corrosion, Passivation and Wear Behaviors of Electrodeposited Ni-Al2O3-SiC Nano-Composite Coatings, Surf. Coat. Technol., 2016, 304, p 502–511. https://doi.org/10.1016/j.surfcoat.2016.07.007
H. Chen, Y. Ye, C. Wang, X. Ma, H. Wang, and H.W. Liu, Understanding the Corrosion and Tribological Behaviors of CrSiN Coatings with Various Si Contents in HCl Solution, Tribol. Int., 2019, 131, p 530–540. https://doi.org/10.1016/j.triboint.2018.11.018
W. Liu, Q. Li, and M.C. Li, Corrosion Behaviour of Hot-Dip Al-Zn-Si and Al-Zn-Si-3Mg Coatings in NaCl Solution, Corros. Sci., 2017, 121, p 72–83. https://doi.org/10.1016/j.corsci.2017.03.013
Y. Zhang, M. Zhao, J. Zhang, Q. Shao, J. Li, H. Li, B. Lin, M. Yu, S. Chen, and Z. Guo, Excellent Corrosion Protection Performance of Epoxy Composite Coatings Filled with Silane Functionalized Silicon Nitride, J. Polym. Res., 2018, 25, p 1–13. https://doi.org/10.1007/s10965-018-1518-2
A. Ghosal, S. Iqbal, and S. Ahmad, NiO Nanofiller Dispersed Hybrid Soy Epoxy Anticorrosive Coatings, Prog. Org. Coat., 2019, 133, p 61–76. https://doi.org/10.1016/j.porgcoat.2019.04.029
S. Shi, Y. Zhao, Z. Zhang, and L. Yu, Corrosion Protection of a Novel SiO2@ PANI Coating for Q235 Carbon Steel, Prog. Org. Coat., 2019, 132, p 227–234. https://doi.org/10.1016/j.porgcoat.2019.03.040
O. Grari, A.E. Taouil, L. Dhouibi, C.C. Buron, and F. Lallemand, Multilayered Polypyrrole-SiO2 Composite Coatings for Functionalization of Stainless Steel: Characterization and Corrosion Protection Behaviour, Prog. Org. Coat., 2015, 88, p 48–53. https://doi.org/10.1016/j.porgcoat.2015.06.019
I. Stambolova, S. Yordanov, L. Lakov, S. Vassilev, V. Blaskov, and B. Jivov, Preparation of Sol–Gel SiO2 Coatings on Steel and Their Corrosion Resistance, MATEC Web Conf., 2018, 145, p 05011. https://doi.org/10.1051/matecconf/201814505011
F. Via, A. Severino, R. Anzalone, C. Bongiorno, G. Litrico, M. Mauceri, and P. Wellmann, From Thin Film to Bulk 3C-SiC Growth: Understanding the Mechanism of Defects Reduction, Mater. Sci. Semicond., 2018, 78, p 57–68. https://doi.org/10.1016/j.mssp.2017.12.012
C. Hu, Y. Li, N. Zhang, and Y. Ding, Synthesis and Characterization of a poly (o-anisidine)-SiC Composite and Its Application for Corrosion Protection of Steel, RSC Adv., 2017, 7, p 11732–11742. https://doi.org/10.1039/C6RA27343B
A. Ordine, C.A. Achete, O.R. Mattos, I.C.P. Margarit, S.S. Camargo Jr., and T.T. Hirsch, Magnetron Sputtered SiC Coatings as Corrosion Protection Barriers for Steels, Surf. Coat. Technol., 2000, 133, p 583–588. https://doi.org/10.1016/S0257-8972(00)00976-2
C.L. Wu, S. Zhang, C.H. Zhang, J.B. Zhang, Y. Liu, and J. Chen, Effects of SiC Content on Phase Evolution and Corrosion Behavior of SiC-Reinforced 316L Stainless Steel Matrix Composites by Laser Melting Deposition, Opt. Laser Technol., 2019, 115, p 134–139. https://doi.org/10.1016/j.optlastec.2019.02.029
Y. Yang and Y.F. Cheng, Electrolytic Deposition of Ni-Co-SiC Nano-Coating for Erosion-Enhanced Corrosion of Carbon Steel Pipes in Oils And Slurry, Surf. Coat. Technol., 2011, 205, p 3198–3204. https://doi.org/10.1016/j.surfcoat.2010.11.035
J.P. Riviere, J. Delafond, P. Misaelides, and F. Noli, Corrosion Protection of an AISI 321 Stainless Steel by SiC Coatings, Surf. Coat. Technol., 1998, 100, p 243–246. https://doi.org/10.1016/S0257-8972(97)00622-1
J. Li, O. Lin, C. Cheng, W. Wang, C. Xu, and L. Ren, Fabrication of a Ni/SiC Composite Coating on Steel Surface with Excellent Corrosion Inhibition Performance, J. Mater. Process. Technol., 2021, 290, p 116987. https://doi.org/10.1016/j.jmatprotec.2020.116987
X. Lao and X. Xu, Effect of Silica on In-Situ Synthesis of Nano-SiC Whiskers in Porous Al2O3-SiC Composite Ceramics for Solar Thermal Storage by Aluminium-Assisted Carbothermal Reduction, Ceram. Int., 2018, 44, p 20501–20507. https://doi.org/10.1016/j.ceramint.2018.08.046
A. Najafi, F. Golestani-Fard, H.R. Rezaie, and S.P. Saeb, Sol–Gel Synthesis and Characterization of SiC-B4C Nano Powder, Ceram. Int., 2021, 47, p 6376–6387. https://doi.org/10.1016/j.jeurceramsoc.2020.10.053
Q. Zhang, Z. Sun, X. Liu, J. Sun, R. Yu, and X. Liu, Synthesis of SiC Nanowires by a Simple Chemical Vapour Deposition Route in the Presence of ZrB2, Ceram. Int., 2020, 46, p 12249–12254. https://doi.org/10.1016/j.ceramint.2020.01.274
Z. Zhai, C. Wei, Y. Zhang, Y. Cui, and Q. Zeng, Investigations on the Oxidation Phenomenon of SiC/SiC Fabricated by High Repetition Frequency Femtosecond Laser, Appl. Surf. Sci., 2020, 502, p 144131. https://doi.org/10.1016/j.jare.2021.09.014
Z. Wang, J. Wang, H. Song, W. Yuan, Y. Liu, T. Ma, and C. Huang, Laser Ablation Behavior of C/SiC Composites Subjected to Transverse Hypersonic Airflow, Corros. Sci., 2021, 183, p 109345. https://doi.org/10.1016/j.corsci.2021.109345
H. El-Ramady, T. Alshaal, N. Elhawat, E. El-Nahrawy, A.E.D. Omara, S. El-Nahrawy, and M. Fári, Biological Aspects of Selenium and Silicon Nanoparticles in the Terrestrial Environments, Phytoremediation, 2018, 6, p 235–264.
M. López-Acosta, A. Leynaert, J. Grall, and M. Maldonado, Silicon Consumption Kinetics by Marine Sponges: An Assessment of Their Role at the Ecosystem Level, LO, 2018, 63, p 2508–2522. https://doi.org/10.1002/lno.10956
A.L. Drozdov, L.A. Zemnukhova, A.E. Panasenko, N.Y. Polyakova, A.B. Slobodyuk, A.Y. Ustinov, and S.A. Tyurin, Silicon Compounds in Sponges, Appl. Sci., 2021, 11(14), p 6587. https://doi.org/10.3390/app11146587
M. Amina and N.M. Al Musayeib, Biological and Medicinal Importance of Sponge, Biological Resources of Water. InTech, Rijeka, 2018. https://doi.org/10.5772/intechopen.73529
M.G. Hosseini and P.Y. Sefidi, Electrochemical Impedance Spectroscopy Evaluation on the Protective Properties of Epoxy/DBSAdoped Polyaniline-TiO2 Nanocomposite Coated Mild Steel under Cathodic Polarization, Surf. Coat. Technol., 2017, 331, p 66–76. https://doi.org/10.1016/j.surfcoat.2017.10.043
O. Dagdag, A. El Harfi, A. Essamri, M. El Gouri, S. Chraibi, M. Assouag, B. Benzidia, O. Hamed, H. Lgaz, and S. Jodeh, Phosphorous-Based Epoxy Resin Composition as an Effective Anticorrosive Coating for Steel, Int. J. Ind. Chem., 2018, 9, p 231–240. https://doi.org/10.1007/s40090-018-0152-5
H. M. Albetran, Structural Characterization of Graphite Nanoplatelets Synthesized from Graphite Flakes, Preprint PPR201413 (2020). https://doi.org/10.20944/preprints202008.0325.v1
Y. Jiang, F.Q. Jiang, X. Liao, S.L. Lai, S.B. Wang, X.Q. Xiong, and Y.G. Liu, Customized Three-Dimensional Porous Catalyst for Knoevenagel Reaction, J. Porous Mater., 2020, 27, p 779–788. https://doi.org/10.1007/s10934-020-00859-3
K. Yang and J.T. Fox, In-Situ Growth of Silicon Carbide Nanowire (SCNW) Matrices from Solid Precursors, Ceram, 2019, 45, p 2922–2931. https://doi.org/10.1016/j.ceramint.2018.09.157
L. Zhuang, W. Zhang, Y. Zhao, H. Shen, H. Lin, and J. Liang, Preparation and Characterization of Fe3O4 Particles with Novel Nanosheets Morphology and Magnetochromatic Property by a Modified Solvothermal Method, Sci. Rep., 2015, 5, p 1–6. https://doi.org/10.1038/srep09320
O. Mangla and S. Roy, Monoclinic Zirconium Oxide Nanostructures Having Tunable Band Gap Synthesized under Extremely Non-Equilibrium Plasma Conditions, Multidiscip. Digit. Publ. Inst. Proc., 2018, 3, p 10. https://doi.org/10.3390/IOCN_2018-1-05486
S.O. Ibrahim, Anti-Bacteria Activity of Carbon Nanotubes Grown on Trimetallic Catalyst, Adv. Nat. Sci.: Nanosci. Nanotechnol., 2018, 92, p 025008. https://doi.org/10.1088/2043-6254/aac29d
G.V. Pham, A.T. Trinh, T.X.H. To, T.D. Nguyen, T.T. Nguyen, and X.H. Nguyen, Incorporation of Fe3O4/CNTs Nanocomposite in an Epoxy Coating for Corrosion Protection of Carbon Steel, Adv. Nat. Sci.: Nanosci. Nanotechnol., 2014, 5, p 035016. https://doi.org/10.1088/2043-6262/5/3/035016
X.H. Chen, C.S. Chen, H.N. Xiao, F.Q. Cheng, G. Zhang, and G.J. Yi, Corrosion Behavior of Carbon Nanotubes–Ni Composite Coating, Surf. Coat. Technol., 2005, 191, p 351–356. https://doi.org/10.1016/j.surfcoat.2004.04.055
M. Alishahi, S.M. Monirvaghefi, A. Saatchi, and S.M. Hosseini, The Effect of Carbon Nanotubes on the Corrosion and Tribological Behavior of Electroless Ni-P-CNT Composite Coating, Appl. Surf. Sci., 2012, 258, p 2439–2446. https://doi.org/10.1016/j.apsusc.2011.10.067
S. Arora, N. Kumari, and C. Srivastava, Microstructure and Corrosion Behaviour of NiCo-Carbon Nanotube Composite Coatings, J. Alloys Compd., 2019, 801, p 449–459. https://doi.org/10.1016/j.jallcom.2019.06.083
X. Tao, Z. Yao, and X. Luo, Comparison of Tribological and Corrosion Behaviors of Cp Ti Coated with the TiO2/Graphite Coating and Nitrided TiO2/Graphite Coating, J. Alloys Compd., 2017, 718, p 126–133. https://doi.org/10.1016/j.jallcom.2017.05.125
S. Tavakoli, S. Nemati, M. Kharaziha, and S. Akbari-Alavijeh, Embedding CuO Nanoparticles in PDMS-SiO2 Coating to Improve Antibacterial Characteristic and Corrosion Resistance, Colloids Interface Sci. Commun., 2019, 28, p 20–28. https://doi.org/10.1016/j.colcom.2018.11.002
S. Ammar, K. Ramesh, B. Vengadaesvaran, S. Ramesh, and A.K. Arof, A Novel Coating Material that Uses Nano-Sized SiO2 Particles to Intensify Hydrophobicity and Corrosion Protection Properties, Electrochim. Acta., 2016, 220, p 417–426. https://doi.org/10.1016/j.electacta.2016.10.099
S. Narzary, K. Alamelu, V. Raja, and B.J. Ali, Visible Light Active, Magnetically Retrievable Fe3O4@ SiO2@ g-C3N4/TiO2 Nanocomposite as Efficient Photocatalyst for Removal of Dye Pollutants, J. Environ. Chem. Eng., 2020, 8, p 104373. https://doi.org/10.1016/j.jece.2020.104373
K.W. Mas’udah, M. Diantoro, and A. Fuad, Synthesis and Structural Analysis of Silicon Carbide from Silica Rice Husk and Activated Carbon Using Solid-State Reaction, J. Phys. Conf. Ser., 2018, 1093, p 012033. https://doi.org/10.1088/1742-6596/1093/1/012033
A.G. Barroso, A.R.H. Garcia, and N.L. Del Mastro, X-ray Diffraction Pattern and Relative Crystallinity of Irradiated Arrowroot Starch, Braz. J. Radiat. Sci., 2019, 7, p 2A. https://doi.org/10.15392/bjrs.v7i2A.645
C. Bagci, G.P. Kutyla, K.C. Seymour, and W.M. Kriven, Synthesis and Characterization of Silicon Carbide Powders Converted From Metakaolin-Based Geopolymer, J. Am. Ceram. Soc., 2016, 99, p 2521–2530. https://doi.org/10.1111/jace.14254
X.W. Li, D.L. Qu, Z.J. Li, F. Wu, and N. Xu, Effect of Three Catalysts on Synthesis of Silicon Carbide Whiskers with Silica Fume, Adv. Mater. Res., 2011, 284, p 496–499. https://doi.org/10.4028/www.scientific.net/AMR.284-286.496
J. Wang, Y. He, Y. Yang, W. Xie, and X. Ling, Research on Quantifying the Hydrophilicity of Leached Coals by FTIR Spectroscopy, Physicochem. Probl. Miner., 2017 https://doi.org/10.5277/ppmp170119
T. Jutarosaga, J.S. Jeoung, and S. Seraphin, Infrared Spectroscopy of Si-O Bonding in Low-Dose Low-Energy Separation by Implanted Oxygen Materials, Thin Solid Films, 2005, 476, p 303–311. https://doi.org/10.1016/j.tsf.2004.10.006
M. Yoshinari, T. Hayakawa, K. Matsuzaka, T. Inoue, Y. Oda, M. Shimono, and T. Tanaka, Oxygen Plasma Surface Modification Enhances Immobilization of Simvastatin Acid, Biomed. Res., 2006, 27, p 29–36. https://doi.org/10.2220/biomedres.27.29
F.S. Tehrani, B.T. Goh, M.R. Muhamad, and S.A. Rahman, Pressure Dependent Structural and Optical Properties of Silicon Carbide Thin Films Deposited by Hot Wire Chemical Vapor Deposition From Pure Silane and Methane Gases, J. Mater. Sci. Mater. Electron., 2013, 24, p 1361–1368. https://doi.org/10.1007/s10854-012-0934-z
C.K. Choi, Comparison Between Sioc Thin Film by Plasma Enhance Chemical Vapor Deposition and SiO2 Thin Film by Fourier Transform Infrared Spectroscopy, Korean Phys. Soc.: JKPS, 2010, 56, p 1150–1155. https://doi.org/10.3938/jkps.56.1150
A.Y. Oyerinde and E.I. Bello, Use of Fourier Transformation Infrared (FTIR) Spectroscopy for Analysis of Functional Groups in Peanut Oil Biodiesel and Its Blends, Br. J. Appl. Sci. Technol, 2016, 13, p 1–14. https://doi.org/10.9734/BJAST/2016/22178
M.H. Ahmed, J.A. Byrne, J. McLaughlin, and W. Ahmed, Study of Human Serum Albumin Adsorption and Conformational Change on DLC and Silicon Doped DLC Using XPS and FTIR Spectroscopy, J. Biomater. Nanobiotechnol., 2013, 4, p 30383. https://doi.org/10.4236/jbnb.2013.42024
L. Zhu, L. Zhou, N. Huang, W. Cui, Z. Liu, and Z.Z. Xiao, Efficient Preparation of Enantiopure D-Phenylalanine through Asymmetric Resolution Using Immobilized Phenylalanine Ammonia-Lyase From Rhodotorula Glutinis JN-1 in a Recirculating Packed-Bed Reactor, PLoS ONE, 2014, 9, p 108586. https://doi.org/10.1371/journal.pone.0108586
E.A. Abd El Meguid, S.S. Abd El Rehim, and S.A. Al Kiey, Inhibitory Effect of Cetyltrimethyl Ammonium Bromide on the Corrosion of 904L Stainless Steel in LiBr Solution, Corros. Eng. Sci., 2016, 51, p 429–437. https://doi.org/10.1080/1478422X.2015.1131799
M.B. Nemer, Y. Xiong, A.E. Ismail, and J.H. Jang, Solubility of Fe2 (OH) 3Cl (Pure-Iron End-Member of Hibbingite) in NaCl and Na2SO4 Brines, Chem. Geol., 2011, 280, p 26–32. https://doi.org/10.1016/j.chemgeo.2010.10.003
L. Wang, C. Guo, Y. Zhu, J. Zhou, L. Fan, and Y. Qian, A FeCl2-Graphite Sandwich Composite with Cl Doping in Graphite Layers: A New Anode Material For High-Performance Li-Ion Batteries, Nanoscale, 2014, 6, p 14174–14179. https://doi.org/10.1039/C4NR05070C
J. Wang, L. Li, C.L. Wong, L. Sun, Z. Shen, and S. Madhavi, Controlled Synthesis of α-FeOOH Nanorods and Their Transformation to Mesoporous α-Fe2O3, Fe3O4@C Nanorods As Anodes for Lithium Ion Batteries, RSC Adv., 2013, 3, p 15316–15326. https://doi.org/10.1039/C3RA41886C
D. Mahmoudi, A.T. Tabrizi, and H. Aghajani, Study the Variation of Surface Topography & Corrosion Resistance of Cr-GO Nanocomposite Coatings by Addition of GO Nanoparticles, Surf. Topogr. Metrol. Prop., 2021, 9(1), p 015025. https://doi.org/10.1088/2051-672X/abe6f3
A.T. Tabrizia, H. Aghajanib, and F.F. Laleh, Study the Effect of Surface Parameters Variation on the Corrosion Behavior of Thin Chromium Layer on Modified Titanium, Prot. Met. Phys. Chem. Surf., 2022, 58(2), p 365–373. https://doi.org/10.1134/S2070205122020186
Acknowledgment
The authors are grateful for Dr. S.S. Abd El-Rehim’s contributions to research supervision and review of the original manuscript. The authors also thank the Department of Electronic Materials, Advanced Technology and New Materials Research Institute, SRTA-City, Egypt, and the Environmental Division, National Institute of Oceanography and Fisheries (NIOF), Alexandria, Egypt for the accomplishment of this research.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
NB carried out the main research work activities. ABK and AE-N conceptualized the main research protocol. ABK, AE-N and NB developed and conducted analyses and discussions of the novel ideas of the work. NB and ABK wrote the manuscript; MAMI reviewed the whole manuscript with a particular attention to the electrochemical and corrosion studies. AE-N reviewed the whole manuscript and prepared the final form of the high qualified figures. ABK and AE-N led and supervised the experimental work and measurements step by step.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Barghout, N., Kashyout, A.EH.B., Ibrahim, M.A.M. et al. Novel Synthesis of SiC-SiO2 Nanotubes from Cinachyrella sp. and Its Improvement of the Corrosion Resistance of Low Carbon Steel in 3.5% NaCl Water Solution. J. of Materi Eng and Perform 32, 10857–10876 (2023). https://doi.org/10.1007/s11665-023-08663-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08663-1