
Abstract
Apart from protecting the environment from undesired waste impacts, wastewater treatment is a crucial platform for recovery. The exploitation of suitable technology to transform the wastes from pulp and paper industries (PPI) to value-added products is vital from an environmental and socio-economic point of view that will impact everyday life. As the volume and complexity of wastewater increase in a rapidly urbanizing world, the challenge of maintaining efficient wastewater treatment in a cost-effective and environmentally friendly manner must be met. In addition to producing treated water, the wastewater treatment plant (WWTP) has a large amount of paper mill sludge (PMS) daily. Sludge management and disposal are significant problems associated with wastewater treatment plants. Applying the biorefinery concept is necessary for PPI from an environmental point of view and because of the piles of valuables contained therein in the form of waste. This will provide a renewable source for producing valuables and bio-energy and aid in making the overall process more economical and environmentally sustainable. Therefore, it is compulsory to continue inquiry on different applications of wastes, with proper justification of the environmental and economic factors. This review discusses current trends and challenges in wastewater management and the bio-valorization of paper mills. Lignin has been highlighted as a critical component for generating valuables, and its recovery prospects from solid and liquid PPI waste have been suggested.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Manufacturing enterprises have a significant role in strengthening the financial system of any nation. During the manufacturing process of different products, these industries yield harmful waste in the form of gasses, solids, and liquids which deteriorate the quality of the environment and directly impact human health (Murillo-Luna et al. 2011). As industrial development began in the late twentieth century, industrial wastewater generation increased significantly. Industrial wastewater contains many new organic compounds generated yearly due to industrial activities. Technological changes in the manufacturing unit also change the combination of discharged and, in turn, wastewater characteristics (Tchobanoglous et al. 1991). Several compounds generated from industrial processes are strenuous and expensive to treat by traditional wastewater processes.
Interestingly, the wastewater also represents a repository of valuable by-products. However, the trend toward converting waste into valuable materials is not practiced appreciably in developing countries (Bajwa et al. 2019). Looking at the global scenario of environmental consciousness, it has become essential for all industries to use each component holistically and follow a biorefinery approach. The conventional use of physical and chemical methods can lead to rising energy utilization and the generation of secondary pollutants, for which biological methods are coming up as a choice.
Among the various industrial sectors, the pulp and paper industry has gained the pace of development. Several governments of leading nations have recognized it as a high-priority industrial sector (Kamali and Khodaparast 2015). It is known that this industry, when processing lignocellulosic biomass and chemicals, requires a large volume of water at each processing stage and generates enormous amounts of pulp mill effluent (liquid waste) and sludge (solid waste) (Patel et al. 2017). Therefore, the disposal of both parts are the two main environmental issues. Most paper pulp mill effluent is characterized by alkaline pH, dark color, high chemical oxygen demand (COD), and suspended solids that result in acute and chronic toxicity to aquatic biota (Patel et al. 2017; Majumdar et al. 2019b, a).
The complex and recalcitrant lignin with chlorinated lignin derivatives present in the paper pulp mill effluent is the major pollutant and causative agent for genetic mutations in exposed organisms (Lindholm-Lehto et al. 2015). Lignin imparts dark brown color, which severely impedes the natural process of photosynthesis by obstructing sunlight’s penetration into the water. Various treatment methods based on physical (adsorption, microfiltration, and photoionization) and chemical (sedimentation, coagulation, oxidation, and ozonation) principles are used (Kamali and Khodaparast 2015). However, these methods have serious drawbacks, including generating secondary pollution with costly mitigation processes. It seems that if this wastewater is used for the extraction of lignin, it cannot only help in the reduction but also in the production of valuable lignin derivatives. Now-a-days lignin can be converted into lignin nanoparticles and even carbon dots (H. Liu et al. 2018a, b; T. Liu et al. 2020). Recently these compounds have been found to indicate several biomedical and industrial applications, such as drug delivery systems, imaging dye, and many more (Cheng et al. 2020; Rai et al. 2017).
This review appraises the possibilities of producing valuables from both solid and liquid waste of the pulp and paper industry for various purposes with the overall utilization of the waste materials using biological routes. This review addresses the strategies developed firstly for the effluent valorization and second for the use of paper mill sludge (PMS), the solid waste of the same industry as a storehouse of essential commodities, majorly through the utilization of lignin.
Paper and pulp industry: the need of developing countries/threat and benefit
Paper plays a vital role in the evolution of our civilization, and it is tough to imagine modern life without paper. Although the SARS-CoV-2 pandemic has severely affected the world, the global consumption of paper and cardboard in 2020 is still 399 million metric tons and is expected to increase to 461 million metric tons by the end of the next decade (Tiseo 2021). India ranks 20th in world paper production, with China, the USA, and Japan leading worldwide (Malaviya and Rathore 2007b). The pulp and paper industries are among the most environmentally concerned, especially in countries like India (Bajpai 2015a, b). The annual paper production in India is around 10.11 million tons, estimated to be 2.6% of the world’s overall production (Working group report 2011).
Furthermore, India possesses one of the fastest-growing pulp and paper markets, with an annual growth rate of > 10% per capita consumption (Bajpai 2015a, b). In India, 60–70% of raw materials used for papermaking are hardwood, bamboo fibers, and agro-wastes, whereas 30–40% are from recycled sources. Generally, the demand for paper and board is growing annually by 5–6% globally (Bhatnagar 2015). The economic profits of the pulp and paper industry have made it a necessary industrial sector globally. However, the industry is among the five major pollution contributors to precious water bodies (Pokhrel and Viraraghavan 2004). It releases millions of tons of contaminated effluent into the aquatic resources yearly (Rigol et al. 2003). Every year approximately 100 million kg of harmful contaminants are generated from the paper and pulp industry (Gopal et al. 2019).
As per our country’s scenario, India’s paper manufacturing units produce 11 million tons per annum and generate 40–50 kg of sludge (dry) per tonne of paper (Working Group report of the 12th Fifth Year Plan). The abundant amount of paper mill sludge (PMS) is mainly considered waste and usually disposed of or burnt off, emitting greenhouse gasses (Fang et al. 2017). Disposing of or using sludge has long been challenging for the pulp and paper industry (Geng et al. 2007). The impetus toward resource utilization and reduced landfills has emphasized the research into the constructive use of PMS (Deeba et al. 2016). The abundantly available PMS has been explored for incorporation into building materials, cement, and ceramics (Coutts 2005; Frías et al. 2015) attributed to its compositional feature of higher cellulose content imparting mechanical strength. The lignocellulosic composition of PMS reminds us of the generation of valuables from the same via utilization of components that will be again a proper biorefinery strategy for the pulp and paper industry.
The primary processes in the paper and pulp industries are debarking, pulping, separating the pulp from cooking liquor, bleaching, stock preparation, and producing final paper products (Bajpai 2015a, b). The primary and foremost aim lies in the effective removal of the lignin seal to expose the cellulose structure for the conversion and formation of valuable products. Now-a-days there is a wide range of conventional physicochemical technologies used for the delignification of lignocellulose biomass. A modern paper mill can operate using less than 6 m3 fresh water per ton of paper. In contrast, older mills may require more water, even 60 m3 per ton of paper (Mänttäri et al. 2004). More than 42% of the wastewater produced in the world is generated by the pulp and paper industry (Pokhrel and Viraraghavan 2004). It poses a significant threat to the environment and ignites the necessity of wastewater management. Moreover, the enormous amount of sludge generated as a result of the water treatment process is a significant source of soil pollution, leading to further alarming situations (Deeba et al. 2016). Except for a small percentage of the waste paper used in paper recycling, the rest is dumped or incinerated without any economic importance. In addition, till now not a single satisfactory waste recycling system is implemented, although this leading industrial sector enormously contributes to the country’s economy. A biorefinery approach for this industry is the need of the hour. Wastewater and PMS, if utilized for the generation of valuables, can further contribute to the economy and reduce environmental hazards to a great extent.
Paper and pulp mill wastes: characteristics and potential hazards
Pulp and paper mill wastes are broadly classified into liquid and solid wastes each having its uniqueness. A dark-colored alkaline waste stream produced by paper mills, referred to as “black liquor,” contains inorganic compounds and wood waste (Chandra et al. 2011). Kraft lignin and phenol derivatives are the primary environmental pollutants in black liquor produced by pulp and paper mills (Raj et al. 2014; Hooda et al. 2015). It is characterized by color, very high biological oxygen demand (BOD), and chemical oxygen demand (COD) due to lignin and its derivatives (Tiku et al. 2010). The pH ranges from 6.1 to 8.3, with the low pH being due to the result of the metabolism of fungal species and the bio-acid metabolism of the native microflora (Kesalkar et al. 2012). Total dissolved solids concentration in the wastewater generally ranges from 395 to 2500 mg/l, and COD varies from 480 to 4450 mg/l (Kumar et al. 2015a, b). In addition to the natural polymers (tannins, lignin), it also contains xenobiotic components produced or used during manufacturing process (chlorinated lignins, chlorinated resin acids, chlorinated phenols, chlorinated polyaromatic hydrocarbons compounds) (Chandra and Singh 2012) and high sodium concentration (Kesalkar et al. 2012). In addition to that, recycled wastewater contains 2,4,7,9-tetramethyl-S-decyne-4,7-diol surfactant used in paints and printing inks (Kamali and Khodaparast 2015) and non-biodegradable organic substances including metal, sand, glass, and plastic components (Buyukkamaci and Koken 2010).
This wastewater, mainly discharged into the environment without adequate treatment, poses severe threats to aquatic, animal, and plant life. Large-size paper mills are generally located near perennial aquatic bodies, and the extracted alkali-soluble lignin fragments and their derivatives are discharged during the process (Chhonkar et al. 2000). Black liquor disposal generates a high concentration of persistent organic pollutants (POPs) as effluent, which harms aquatic flora and fauna (Kortekaas et al. 1998; Nie et al. 2013). According to numerous studies (Owens et al. 1994; Vass et al. 1996; Schnell et al. 2000; Lindström-Seppä et al. 1998; Leppänen and Oikari 1999; Johnsen et al. 1998; Ericson and Larsson 2000), adverse effects can include respiratory stress, mixed oxygenase activity, toxicity and mutagenicity, liver damage, or genotoxicity. They can also cause health hazards such as diarrhea, vomiting, headaches, nausea, and eye irritation in children and employees (Mandal 1996). Lignin and its derivatives released during delignification impart a dark brown color that makes it difficult for sunlight to penetrate the water (Karrasch et al. 2006). It is responsible for extreme adverse effects on aquatic flora and fauna and ultimately worsens human health through biomagnification in the food chain.
In addition, the solid waste generated from paper mill sludge (PMS) has potential threats. It is produced during deinking, pulping processes, and wastewater treatment. As studied, the extent and consistency of the solid waste rely on the raw resources used, the application of techniques, grade, and quality of the paper to be accomplished. Solid waste is generally moist and contains significant ash (Monte et al. 2009). Various gasses such as nitrogen oxides, hydrogen sulfides, sodium sulfides, methyl mercaptan, chlorine dioxides, and sulfur compounds are released from solid waste. These gasses and solid waste are responsible for chronic disorders, such as headaches and nausea. A trace of metals is also released into the water bodies as effluents. These have many unenthusiastic environmental and communal impacts and cause climate alteration (Sarma 2014). Sludge generation is mainly after primary and secondary wastewater treatment. Apart from these many other pollutants, such as grit bark from sorting and screening raw wood material, ash from coal-fired boilers and power generation systems, and lime sludge from a chemical recovery section of mills are produced (Sumathi and Hung 2006).
Conventional treatment strategies for paper pulp industry wastes
Physico-chemical treatment of papermill effluent
The effluent must be treated internally to reduce COD, BOD, and color. Treatment includes physical, chemical, physicochemical, and biological processes (Tchobanoglous et al. 1991). Different physical, chemical, physicochemical, and electrochemical measures have been utilized to mitigate various industries’ effluents. Suspended solids are removed in physical treatment, and wastewater is homogenized to regulate fluctuating flows (Buyukkamaci and Koken 2010). The wastewater is then chemically treated using coagulation, precipitation, adsorption, and coagulation techniques. Adsorbents such as chitosan, rice hull ash containing silica, rice hull ash without silica, ferric sulfate, and poly aluminum chloride have been used to remove pollutants from wastewater by several researchers (Buyukkamaci and Koken 2010; Kamali and Khodaparast 2015; Kumar et al. 2016). Advanced oxidation processes (AOPs) and membrane technologies have gained significant importance among the various methods, thus being highlighted in this review.
Advanced oxidation processes
AOP plays a significant role in paper and pulp waste treatment, specifically, using ozone and Fenton’s reaction. Advanced oxidation processes (AOPs) are widely employed chemical treatments to deal with refractory organic pollutants (Babuponnusami and Muthukumar 2012b). The oxidation of complex compounds is carried out by non-selective hydroxyl radicals produced from Fenton’s reagent, generated through a cascade of complex reactions (Babuponnusami and Muthukumar 2012a, b; Hussain et al. 2013). Fenton reagent’s application had been proven to reduce COD value by 95% in industrial effluents containing phenolics, cyanides at optimum temperature, pH, FeSO4 concentration, and H2O2 concentration (Amat et al. 2005; Sevimli 2005). Mandal et al. (2010) showed that when used in combination with Thiobacillus ferrooxidans, H2O2 concentration can be minimized and thus the cost. It is noticed that though effective, AOPs are quite cost-intensive processes, leading to the generation of undesirable by-products (Chaparro and Rueda-Bayona 2020; Liu et al. 2020).
Similarly, ozone oxidation can help in the oxidation of compounds in two ways: directly by reacting with dissolved substances or indirectly by hydroxyl radicals generated during the decomposition process (Amat et al. 2005). Ozonation proved effective in oxidizing chemicals in paper and pulp industry effluents such as catechol, vanillin, phenol, syringaldehyde, trichlorophenol, chlorophenol, eugenol, guaiacol, and derivatives of cinnamic acid. When assisted with UV rays at pH 6, this ozone can be removed by approximately 40% COD (Amat et al. 2005; Sevimli 2005). Though effective, the significant drawback is because of its short life, and the requirement of continuous ozonation makes this process costly.
Membrane technologies
Membrane technology has emerged as the preferred option to recover water from various wastewater streams for reuse (Asano and Cotruvo 2004). It has been proven that the membrane filtration technique has been found beneficial in treating the paper and mill industry. Microfiltration, followed by ultrafiltration and reverse osmosis, can provide high water recovery rates and excellent chemical composition (Pizzichini et al. 2005). Zhang (2012a) has shown that using a composite flocculant before reverse osmosis can reduce COD by up to 75%. Progress in wastewater treatment processes is obligatory for converting treated wastewater to re-usable for industrial, agricultural, and domestic purposes. However, such systems suffer serious drawbacks with technical and economic constraints mainly related to the retentate disposal and the membrane susceptibility to fouling (Obotey Ezugbe and Rathilal 2020).
Treatment of PMS: the solid waste
Several strategies have been taken to explore technologies that can help increase the digestibility of PMS in industries for its management. Among these, the various pretreatment technologies prior to anaerobic digestion have become more prominent (Meyer and Edwards 2014). These are broadly divided into physical, chemical, and biological methods (Fig. 1), as discussed below.

One of the most common modes of PMS pretreatment in industries is physical pretreatment, which consists of mechanical and thermal pretreatment. The main objective behind mechanical pretreatment is to disrupt cellulosic fraction crystallinity and reduce the degree of polymerization, making PMS more susceptible to enzymatic hydrolysis (Veluchamy and Kalamdhad 2017a, b, c, d). However, mechanical pretreatment is energy-consuming, high cost, and time-consuming. This strategy is lesser effective because it does not remove the lignin content from PMS biomass (Zheng et al. 2014). In thermal pretreatment, holocellulose hydrolysis can be achieved by different modes of heating over some time with rapid decompression (Veluchamy and Kalamdhad 2017a, b, c, d). Thermal pretreatment is highly effective in increasing the accessible surface area of cellulosic moiety and enhancing the susceptibility of cellulose to microbes and enzymes. However, the optimum parameters and magnitude of enhancement have been found to vary considerably (Wood et al. 2009). Among the other pretreatment methods, chemical pretreatment has gained significant attention. Paper industries use this pretreatment for PMS to delignify it to manufacture cellulose-based commodities or bioethanol and biogas. Various chemical methods are in use (Fig. 1), like acid and alkaline (thermal) hydrolysis, ozonation, and advanced oxidation methods (Veluchamy and Kalamdhad 2017a, b, c, d). These methods are applied for the pretreatment of PMS in paper industries for the removal of lignin and exposure of cellulosic fraction for the generation of valuables. Figure 2 represents the generation and various management methods of PMS in industries. However, environmental hazards generated through these processes remain the foremost hindrance in applying chemical pretreatment methods.

Need for biological treatments for paper industry wastewater and sludge
The physico-chemical techniques have severe hindrances, such as massive generation of sludge, huge capital investment, formation of secondary by-products, and dependence on energy sources limits its implementation (Banat et al. 1996). Due to the zero discharged policy, the industries involve innovative eco-friendly, sustainable, and efficient treatment practices. Nowadays, microbial technology is a much-admired option to treat wastewater (Chen et al. 2008). As studied, it is considered effective in combating lignin and other xenobiotic components found in industrial effluents (Rai et al. 2005). Various fungal species including basidiomycetes and ascomycetes along with bacterial strains are considered nature’s original recyclers that could convert toxic organic compounds into harmless products. Exploration of the microbial diversity, particularly from the contaminated areas, offers a valuable platform for searching for organisms that can degrade a broad spectrum of pollutants in paper effluent (Kumar et al. 2017; Majumdar et al. 2019a, b; Beheraa et al. 2019). Biological processes have been noticed to be beneficial with respect to generation of reduced harmful by products and sludge. It is interesting that these processes not only require minimum fresh water and energy but it can also produce useful products such as pigments and enzymes, phenolics byproducts (Banat et al. 1996; Rai et al. 2005). The effective function of microbial process has been found to be associated with their inductive metabolic activity. Some bacterial and fungal species can convert hazardous pollutants into non-toxic end products (Priyadaarshinee et al. 2016; Majumdar et al. 2020a, b, c). In the bioremediation process, the potentiality of these microbes to decolorize, degrade, and detoxify lignin and other xenobiotics is harnessed. Microorganism-based remediation approaches have meticulously been scrutinized as potential tools to remove and degrade diverse kinds of hazardous environmental contaminants. Table 1 represents the various microbial species and their lignin degradation potentials.
Role of fungal species
In literature, many fungi have been widely used in biological processes to treat wastewater from the pulp and paper industry. Fungi degrade lignin and other phenolic compounds by producing enzymes such as lignin peroxidase laccase and manganese peroxidase. The widely used fungal species are Merulius aureus (Malaviya and Rathore 2007a), Fusarium sambucinum (Malaviya and Rathore 2007a), Rhizopus oryzae (Nagarathnamma and Bajpai 1999), Phanerochaete chrysosporium (Zhang et al. 2012a, b), Trametes pubescens (González et al. 2010), and Aspergillus niger (Liu et al. 2011). Phanerochaete chyrosporium and some brown rot fungi are predominantly used to treat paper and pulp mill effluent. Specifically Pleurotus sajor caju and Rhizopus oryzae species can reduce COD by 74–81% from effluents of a bleached kraft Eucalyptus globulus after 10 days of incubation (Freitas et al. 2009). Singhal and Thakur (2009a) studied the fungal species Emericella nidulans var. nidulans which was found to degrade 37% of lignin at optimum temperature (30–35 °C), pH (5), rpm (125), and inoculation size (7.5%) after 24 h. A consortium of Merulius aureus syn Phlebia sp. and Fusarium sambucinum Fuckel MTC3788 was studied to treat the paper mill effluent by P. Malaviya et al. (2007a) that resulted in a reduction of color, lignin, and COD by 78.6%, 79%, and 89.4% within 4 days. About 50–53% reduction in color, 35–40% lignin concentration at optimum temperature (30–35 °C), pH (5), rpm (125), and inoculation size (7.5%), after 24 h was shown by Cryptococcus sp. as studied by A. Singhal et al. (2009b). Effectively 61.9% reduction in lignin has been shown by Aspergillus flavus strain F10 (Barapatre and Jha 2016). A consortium of Nigrospora sp. LDF00204 and Curvularia lunata LDF21 showed 80% reduction in COD and 76.1% in lignin concentration (Rajwar et al. 2017). Bjerkandera adusta and Phanerochaete chyrosporium showed the ability to completely delignify paper mill effluent within 8 days (Costa et al. 2017). Ganoderma lucidum BEOFB 435, Ganoderma applanatum BEOFB 411, Pleurotus eryngii HAI 711, Pleurotus pulmonarius HAI 573, Pleurotus eryngii, Pleurotus ostreatus, and Pleurotus pulmonarius have been reported to have excellent delignification capacity due to their ability to produce ligninolytic enzymes (Stajić et al. 2006; Ćilerdžić et al. 2016, 2017). Few ascomycetes such as Podospora anserina, Chrysonilia sitophila, Chaetomium globosum, Ustulina deusta, and Alternaria alternata have also been reported to have delignification potentiality (Ferraz and Durán 1995; Sigoillot et al. 2012; Ferrari et al. 2021). However, it has been found from several studies that fungal treatment has a few limitations, including the requirement for exogenous carbon sources, adjustment of low pH, the requirement for hydraulic retention time, and penetration of mycelium into substrates. R. Priyadarshinee et al. (2016) critically reviewed these limitations and concluded that these are creating hindrances in the commercial application of fungi in the treatment of effluents.
Bacterial treatment strategies
Bacterial strains have emerged as prospective substitutes after researching the drawbacks of using fungal species in this wastewater treatment. According to research, Pseudomonas, Nocardia, and Corynebacterium strains could grow fast on phenols linked to lignin but could not break down lignin (Janshekar et al. 1982). However, several research studies have reported on certain bacteria’s delignification abilities, such as Pseudomonas, Arthrobacterium, and Xanthomonas. According to Raj et al. (2007), bacteria may absorb K.L. from paper mill effluents as the only carbon source and decompose it up to 98% of the same. Using three bacterial isolates, Bacillus subtilis, Bacillus endo-phyticus, and Bacillus sp., Ojha and Tiwari (2016) studied the degradation of lignin in paper industry wastewater. Their results showed 17.8%, 17.9%, and 16.87% delignification, respectively. Interestingly, when a consortium made up of these bacterial strains was applied, lignin degradation increased to 40.19%. With the use of Bacillus megaterium, Bacillus subtilis, Bacillus sp., and Pseudomonas aeruginosa in batch study experiments, lignin breakdown and color reduction from effluent from paper and pulp mills have been accomplished up to 50–97% (Raj et al., 2007; Tiku et al. 2010; Tyagi et al. 2014). Bacteria can break down only monomeric lignin, according to several findings (Priyadarshinee et al. 2016; Majumdar et al. 2020a, b, c), and only a small number of strains have been reported that can break down the complex derivatives of lignin produced during pulping operations (Chandra and Bharagava 2013; Priyadarshinee et al. 2016). Using Serratia liquefaciens and Paenibacillus sp., it has been demonstrated that lignin peroxidase and laccase induction may also be used to bioremediate paper and pulp effluent (Raj et al. 2014; Haq et al. 2016).
Bacterial treatment is gaining more interest as several bacterial strains can survive during a broad range of temperature, pH, and in the presence of toxic components. The bacterial growth rate is also faster than fungal. In the case of bacterial treatment, there is no additional cost for removing mycelium (Priyadarshinee et al. 2016). Bacterial species such as Bacillus sp. CS1 (Chang et al. 2014), Sphingobacterium sp. (Wang et al. 2018), Comamonas sp. B9 (Zhang et al. 2012a, b), Pandoraea sp. ISTKB (Kumar et al. 2015a, b), Pandoraea sp. B-6 (Fang et al. 2018), and Novosphingobium sp. B-7 (Chen et al. 2012) is gaining popularity in lignin degradation over fungal species. Paenibacillus sp. strain LD1 could reduce COD by 78% and lignin by 54%, as studied by Raj et al. (2014). Serratia liquefaciens remarkably reduce COD by 85% and lignin by 58% from paper mill effluent, as reported by Haq et al. (2016). Consortium culture of Bacillus magnetrium and Pseudomonas plecoglossicida immobilized on corn cob agricultural residue showed remarkable efficiency in biodegradation of black liquor by mitigating 79 and 82% of COD and lignin, respectively, after 168 h of bacterial treatment (Paliwal et al. 2015). Pseudomonas holds a significant position in wastewater remediation processes due to its remarkable biodegradation capability of several persistent xenobiotic compounds (Zhu et al. 2015). Recently Paenibacillus gluanolyticus showed the potential to deconstruct lignin found in black liquor into value-added products like ethanol, succinic, lactic, propanoic, and malonic acid (Mathews et al. 2016). Among other bacterial species, Bacillus flexus RMWWII effectively reduced the alkali lignin concentration found in the effluent (Kumar et al. 2019). Bacillus cereus AKRC03 could decolorize and degrade 78.67% of hazardous organic pollutants of paper mill effluent (Kumar and Chandra 2021). Recent studies by Khan et al. (2022) showed that Bacillus altitudinis SL7 could degrade 44% lignin if a load of lignin in the effluent is below 3 g/l.
Apart from the various bacterial species studied, our laboratory found a less explored bacterial species from the genus Planococcus showing delignification capacity. The specific role of Planococcus sp. TRC1 for the abatement of paper mill effluent has been investigated (Majumdar et al. 2019b, a). The results revealed a reduction in 85% COD, 74% lignin, 81% phenol, and 96% color after 60 h of treatment. In this unique strategy, the bacterial strain was immobilized on the surface of paper mill sludge beads and used in a fluidized bed reactor to detoxify paper industry wastewater. The use of Planococcus in diverse biotechnological applications is steadily gaining momentum (Behera et al. 2010; Satpute et al. 2010; Engelhardt et al. 2001). Li et al. (2006) reported 100% removal of 1 mM toluene after 32 h of incubation by Planococcus spp. under hypersaline conditions. The catabolic ability of Planococcus sp. for the biodegradation of aromatic hydrocarbons under extreme conditions might be attributed to the presence of essential genes which can translate the stress response proteins, as revealed during decoding the first whole-genome sequence of Planococcus antarcticus DSM (Margolles et al. in 2012). Although several investigations on the degradation of complex hydrocarbons by Planococcus species have been performed (Satpute et al. 2010; Engelhardt et al. 2001), seldom the ligninolytic activity of this potential species has been explored; however, KL degradation efficiency of this genus has been studied by our group.
Biological treatment of PMS
Looking at environmental safety and effectiveness, biological treatment is gaining importance for the solid waste also. With delignifying microorganisms like ascomycetes, basidiomycetes, bacteria, and enzymes, deconstruction of PMS is possible (Zeng et al. 2012). As a result, delignified PMS achieves more exposure for enzyme digestion of cellulosic fraction (Karlsson et al. 2011). It has been found that brown rot and soft rot fungi attack the cellulose material of lignocellulose and can only impart a minor impact on the lignin fraction (Priyadarshinee et al. 2016). So comparatively, white rot fungi has become the microbe of choice, which degrade the lignin component more actively than cellulose (Zeng et al. 2012). In this context, bacterial strains are not way behind; strains of Planococcus sp. TRC1, Pseudomonas fluorescens NITDPY, and Serratia marcescens NITDPER1 have shown the potential of selective lignin deconstruction from biomasses of kraft pulp and PMS, respectively, which can be significant candidates of future choice in pulp and paper industries (Priyadarshinee et al. 2015; Majumdar et al. 2020b). Bacillus sp. IITRDVM-5 showed tremendous potential for remediation of PMS (Sonkar et al. 2021). Biological pretreatment has several advantages like no chemical requirement, lesser energy requirement, and is environment-friendly.
Waste treatment and recovery of valuables: a key platform
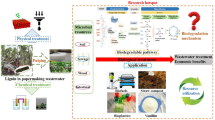
Apart from protecting the environment from undesired waste impacts, wastewater treatment is a crucial platform for valuables recovery. There is demand for some new generation technology for wastewater treatment plants, where energy, organics, and other resources can be recuperated as valuable by-products instead of being wastefully destroyed. Recycling waste will significantly support the scheme of product diversity and the power of economic growth (Landrigan and Fuller 2015). Currently, researchers and industries are focusing on the integrated biorefinery approach to protect the environment and dig out cost–benefit from this waste. Figure 3 represents the biorefinery approach for pulp and paper mill waste. In industry, two routes can be implemented for the biorefinery approach. The first one is the presence of integrated biorefinery machinery at the same establishment of the industry. The second route involves collecting effluent from industries at a definite place and extracting valuables via various approaches. The second model may create a new industrial sector for the usage of waste generated by other industries. However, in the case of the second model, the cost of transportation may increase capital expenditure (Sailwal et al. 2020).

Extraction and utilization of lignin from pulp and paper mill industries
Although the composition of PMS greatly varies among paper mills depending on the raw materials used, it is majorly lignocellulosic biomass (Sonowal et al. 2014). Various studies have revealed the potential applications of PMS in numerous ways, including the production of biogas (Lopes et al. 2018), pyrolysis (Cho et al. 2017), ethanol, compost production (Boshoff et al. 2016; Hazarika et al. 2017), material preparation (Goel and Kalamdhad 2017), and vermicomposting (Negi and Suthar 2018). Apart from these functions, recently, Majumdar et al. reported unique properties of PMS such as acting as a carrier matrix for bacterial species in solid state fermentation (Majumdar et al. 2019a, b), a substrate for bacterial pigment production (Majumdar et al. 2020a, 2020b), and source of cellulose nanocrystals through bacterial delignification (Majumdar et al. 2020b). Due to its lignin content, it can be thought of as a source of lignin-based valuables such as lignin nanoparticles, as a binder for particleboard and similar laminated or composite wood products, as a soil conditioner, as a filler or an active ingredient of phenolic resins, and as an adhesive for linoleum, source of vanillin (synthetic vanilla) and dimethyl sulfoxide. Similarly, it can act as a low-cost source of cellulose-based valuables like cellulose microcrystals, carbon dots, and carbon nanotubes that have gained immense industrial importance recently (Veluchamy and Kalamdhad 2017a, b, c, d). Table 2 represents the different valuable compounds generated from PMS from industrial perspectives through chemical, physical, or biological treatment methods.
Lignin: the untapped wealth from paper pulp wastewater and sludge
Wastewater and PMS from paper industries contain lignin, hemicellulose, phenol, and some common xenobiotics (Strassberger et al. 2014). Usually, cellulose and hemicellulose are widely used to produce sugar, paper, and biofuels, while lignin is yielded from these industries (Cao et al. 2018). As a result, lignin remains the most underrated component of lignocellulosic biomass due to its high calorific value and use as an energy provider in the pulp and paper industry (Banu et al. 2022). Figure 4 represents the various valuables that can be generated from lignin isolated from wastewater or sludge. Traditionally, lignin is used for the pulp and paper industry’s bioenergy generation for the mill. It is the primary producer of lignin to generate energy for running the mill and produce paper and additional lignin. Kraft lignin (KL) is the primary energy source in kraft mills, whereas lignosulfonates are commercialized for various applications (Dessbesell et al. 2020). However, recently greater interest of scientists and researchers in lignin because of its excellent properties has paved the way for discoveries and innovations. Extensive studies are being done, and more new and novel techniques are being developed. However, it is scarce compared to other biopolymers. One of the main obstacles to developing novel products from lignin is its complex structure and valorization methods. The recalcitrant nature of lignin is a more significant caveat to producing valuable and novel products (Domínguez-Robles et al. 2020; Banu et al. 2022). Table 3 represents the various valuable metabolites generated from diverse lignin sources through biological methods. By valorizing this technical lignin, they can be used for many different purposes (Banu et al. 2022).

Utilization of lignin extracted from pulp and paper mill waste into various valuables
Utilization of black liquor for recovery of lignin
Lignin isolation from spent or black liquor is a process that has been in operation since the beginning of the twentieth century. The black liquor that contains approximately 35–45% lignin can be utilized to produce energy and several chemical commodities (Zhu et al. 2015). It can be utilized for various value-added product generations, but its use is still limited. Extraction of lignin from black liquor can be a tedious job. However, researchers have come up with various chemical procedures such as acid precipitation, ultrafiltration, and ion exchange to extract lignin from black liquor (Zhu et al. 2015; Oliveira et al. 2020).
The purified lignin can be directly converted into activated carbon, phenol, bio-oil, aromatic compounds, and other exceptional value-added products (Cao et al. 2018). There are different uses of black liquor. Roy et al. (2019) reported that when it is heated to 400–900 °C in anoxic conditions, it can be converted into biofuel, syngas, and biochar. Syngas and biofuels can be utilized to produce energy. In contrast, biochar can be used as biofertilizers, adsorbing agents, sequestering environmental CO2, and immobilizing heavy metals such as arsenic and cadmium in the environment (Roy et al. 2019; Sailwal et al. 2020). Recently Paenibacillus gluanolyticus showed the potential to deconstruct lignin found in black liquor into different value-added products like ethanol, succinic, lactic, propanoic, and malonic acid (Mathews et al. 2016).
Usage of lignin in specialized valuables
The lignin valorization rate of annually produced lignin is less than 2%, proposing the need for technological improvement to get benefit from lignin as a versatile feedstock (Dessbesell et al. 2020; Cao et al. 2018). In recent years, efficient utilization of lignin has attracted wide attention. Studies indicate advancements in two significant lignin methodologies utilization: catalytic degradation into aromatics and thermochemical treatment for carbon material production. Hydrogenolysis, direct pyrolysis, hydrothermal liquefaction, and hydrothermal carbonization of lignin are some of the processes that are being explored (Dessbesell et al. 2020; Cao et al. 2018). Various value-added products could be produced from lignin, such as biomedical materials, copolymer composites, resins, antioxidants, adsorbents, catalysts and catalyst support, and carbon electrodes (Kai et al. 2016; Chen et al. 2018). In addition, many biodegradable polymers like polylactic acid (PLA), polyhydroxyalkanoates, polyhydroxybutyrate and non-biodegradable polyolefin (PL), polyurethane (PU), polyester (PE), polyol (PO), and polyamide (PA) are produced using lignin (Banu et al. 2022). Also, many other value-added chemicals and materials like important intermediate for organic synthesis—ethylbenzene, cholagogue drug material—hydroxyl acetophenone, and carbon-based supercapacitor and catalyst are made from lignin (Cao et al. 2018).
In biomedical and pharmaceuticals, lignin is a relatively new biopolymer. However, recent studies have revealed its potential for being one of the most helpful biopolymers. It has proven to elicit many health benefits due to its specific properties like antimicrobial, anti-inflammatory, anti-carcinogenic, prebiotic, antioxidant (Ayyachamy et al. 2013; Cheng et al. 2020), susceptibility to enzymatic degradation (Culebras et al. 2021), and lower cytotoxicity. These properties make it one of the potential resources for developing many novel systems for biomedical and pharmaceutical applications. In recent times, some of the most sought-after developments in these regards are hydrogels, drug delivery system platforms, nanoparticles, nanotubes, oral solid dosage forms, sunscreen lotions, wound dressing, wound healing material, pharmaceutical excipients, tissue engineering materials, gene delivery systems (Domínguez-Robles et al. 2020), bionic sensor or materials, and UV blocking material (Culebras, et al. 2021). Lignin is widely studied and used in various industries (Haq et al. 2020), such as fuels, agriculture, and construction materials (Ayyachamy et al. 2013). Interestingly, lignin is used for energy generation as an alternative fuel for power and heat generation in industries, as surfactants, resins, bonding agents, and dispersants for ceramics and concrete, polyurethane (PU) foams, vanillin production, and animal feed additive (Dessbesell et al. 2020; Cao et al. 2018). Apart from these direct uses of lignin, two major lignin-derived components of enormous industrial importance, lignin nanoparticles and carbon dots can be considered as next-generation valuables from waste.
Lignin nanoparticles
One of the most lucrative products derived using lignin in today’s biomedical world is lignin nanoparticles. Biopolymeric nanoparticles generally have favorable dispersibility, high specific surface area, flexible molecular design (Dai et al. 2017), high drug loading capacity, prolonged half-life in the bloodstream, and sustained drug release behavior (Liu et al. 2018a, b). They can optimize the pharmacokinetics and pharmacodynamics of drugs (Dai et al. 2017). Bio-based nanomaterials and nanoparticles most commonly used as drug delivery systems are polymer–drug conjugates and liposomes (Cheng et al. 2020). LNPs have improved antioxidant and UV blocking properties compared to macromolecular lignin particles (Domínguez-Robles et al. 2020). Lignin nanoparticles have great potential as nano and micro-carriers of soluble drugs, pesticides, genes, and food additives (Venkatesan et al. 2009; Tsuji 2001; Green et al. 2006; Desai et al. 2005). It can be used as a surfactant in Pickering emulsions. Reports showed that lignin nanoparticles of about 320 nm made from kraft lignin have effectively stabilized hexadecane droplets in aqueous emulsions (Nypelö et al. 2015). Lignin has remarkable free radical scavenging properties, reducing oxygen radicals; therefore, it can be a powerful antioxidant (Lu et al. 1998). Moreover, Zimniewska et al. (2008) showed that fabrics treated with nanostructured lignin possess excellent UV resistance.
Nanoparticles synthesized from biopolymer have been widely used in drug delivery systems or RNA-interfering effectors (Yearla and Padmasree 2016). Lignin nanoparticles effectively improve membranes’ mechanical properties as cellulose triacetate (Dia et al. 2017). Dai et al. (2017) reported efficient delivery of resveratrol. Besides, they contain different monomers with an antibacterial activity that cause cell membrane damage and bacterial cell lysis and can even act as a natural biocide (Cazacu et al. 2013). Extraction of lignin from pulp and paper industry wastewater can lead to a significant source for producing these wonder molecules that cannot only pave the way toward a waste-to-wealth approach but also be an excellent tool for mitigating toxic wastewater from paper industries.
In recent decades due to the extensive research and developments in nanoscience and nanotechnological studies, their implication in the development of nanomedicine and pharmaceuticals has just exploded. It has become one of the hot topics in the research community. Many lignin-based novel nanomaterials and biopolymers have already been developed. It is sometimes regarded as the most up-and-coming technology in the future as a way to overcome medical problems (Cheng et al. 2020) due to the magnetic properties of polymer-based nanoparticles. Biopolymeric nanoparticles generally have favorable dispersibility, high specific surface area, flexible molecular design (Dai et al. 2017), high drug loading capacity, prolonged half-life in the bloodstream, and sustained drug release behavior (Liu et al. 2018a, b). They can optimize the pharmacokinetics and pharmacodynamics of drugs (Dai et al. 2017). Lignin has other use as well due to its excellent properties. Some of these less explored fields are the use of lignin as a pharmaceutical excipient and other materials. Gao et al. (2021) created lignin-based fluoroquinolone antibiotics removing adsorbents by using actinia-shaped lignin-based adsorbents (LNAEs), using lignin as core, and designing a tentacle of grafted poly-acrylic acid (PAA). They were used to adsorb ofloxacin and ciprofloxacin from water. One such sunscreen was developed by Lee et al. (2020). Light-colored lignin (CEL) was extracted from rice husks by cellulolytic enzyme treatment and solvent extraction then spherical nanoparticles (CEL-NP) were prepared using a solvent shifting method. They exhibited higher SPF and UVA PF. Other uses of lignin-based biopolymers include gene delivery systems (Domínguez-Robles et al. 2020) and other precursor molecules. Table 4 lists various lignin-based products with biomedical and pharmaceutical applications.
Bio-based nanomaterials and nanoparticles most commonly used as drug delivery systems are polymer–drug conjugates and liposomes (Cheng et al. 2020). LNPs have improved antioxidant and UV blocking properties compared to macromolecular lignin particles (Domínguez-Robles et al. 2020). Cheng et al. (2020) developed intelligent lignin-based self-assembling nanomicelles for oral drug delivery. The nanomicelles were pH-responsive and cell culture showed the ability to inhibit the survival of human colon cancer cells HT-29 while proliferating human bone marrow stromal cells hBMSC and mouse embryonic fibroblast cells NIH-3T3. Ibuprofen (IBU) was used as a model drug. The lignin nanoparticles have great potential in cancer treatment and drug delivery. About 40– 60% of the new drugs are generally hydrophobic (Domínguez-Robles et al. 2019), whereas drug carriers like lignin hydrogels are bad at loading and delivering hydrophobic drugs. This problem is mainly solved by the nanoparticles and nanomicelles developed using lignin and other amphiphilic polymers (Cheng et al. 2020).
Recently three-dimensional-printed biomaterials have become a popular study topic for developing excellent biomedical and pharmaceutical products. 3d-printed wound dressing is one of them. Lignin and antibiotic (tetracycline) are combined with poly(lactic acid) (PLA) pellets, coated with castor oil and polyhydroxybutyrate (PHB) to create such materials which can be used as 3d printing biocomposite filaments (Domínguez-Robles et al. 2020; Yu and Kim 2020). As a result, wound dressing mesh could be developed using 3d printing technology with the extra benefit of customization in size and shape. Another potential use of 3d-printed biomaterials is the fabrication of precise scaffolds for biomedical and tissue engineering applications. Zhang et al. (2020) developed spherical colloidal lignin particles and cellulose nanofibril-alginate hydrogel-based 3d-printed scaffold by combining cellulose nanofibril hydrogels with alginate through crosslinking in the presence of Ca2 + ions. These particles are known as spherical colloidal lignin particles (CLPs). These CLPs were combined with CNF-alginate to create cellulose nanofiber (CNF)-alginate-CLP nanocomposite scaffolds. As noticed, they were found to be biocompatible and thus can be used to print scaffolds for soft-tissue engineering and regenerative-medicine applications.
Carbon dots
Nowadays, a new type of carbon-based nanomaterial, carbon dots (CDs), has attracted broad research interest because of their various physicochemical properties and favorable features like good biocompatibility, unique optical properties, low cost, eco-friendliness, abundant functional groups (e.g., amino, hydroxyl, carboxyl), high stability, and electron mobility (Chen et al. 2016). Carbon dots (CDs) are a type of fluorescent carbon nanomaterial with several distinct characteristics, including tunable emission, good biocompatibility, low cost, and ease of manufacture. They have been used in cellular imaging, sensors, drug delivery, solar cells, and catalysis, among other things (Lim et al. 2015; Wang et al. 2017). They are very flexible materials and can be quickly fixed in sturdy holders for chemical and biochemical testing (Raj et al. 2007).
Sun et al. (2021) synthesized hydrogel containing lignin-based carbon dots. Liu et al. (2020) showed the formation of luminescent transparent wood based on lignin-derived carbon dots as a building material for dual-channel, real-time, and visual detection of formaldehyde gas. Rai et al. (2017) and Myint et al. (2018) prepared lignin-derived carbon dots with excellent bioimaging properties. Researchers have revealed the synthesis of carbon dot (CD), an exciting type of carbon nanoparticle with high luminescence by hydrothermal treatment of lignin in the presence of H2O2 that can be useful as bio-imaging sensors for bioanalytical diagnostics (Chen et al. 2016). CD can be utilized for various other applications, such as oxygen reduction reaction (Mohideen et al. 2020), as the catalyst for green oxidation of phenol (Pirsaheb et al. 2018), pH sensor, moisture sensor, solvatochromism, and solid-state multicolor lighting (Moniruzzaman and Kim 2019). But such application of lignin for the production of CD is still scarce in the literature, and the raw materials used for carbon dots preparation are restricted to lignocellulosic biomasses and other carbon-based natural substances. In this regard, lignin extracted from pulp and paper industry wastewater may be a valuable source for the same generation. It will reduce the cost of producing these CDs and lead to unleashing a new niche for utilizing lignin from waste.
Utilization of PMS through microbial treatment for valuable compounds
Microbes’ role in valorizing waste has always been critical to industries. These organisms not only play a crucial role in biodegradation but also are environmentally safe and acceptability is higher. Several studies have utilized these organisms to valorize PMS and generate valuable compounds. Figure 5 represents the various strategies of microbial treatment for the generation of valuables from PMS. These involve technologies like anaerobic digestion for the generation of biogas. Priadi et al. (2014) reported that anaerobic digestion uses diverse groups of natural bacteria for biodegradation and aids in producing renewable energy from discarded organic material-rich waste. The biogas generated through anaerobic digestion could be used for heating the digester or lighting in the industry. But, anaerobic digestion of PMS is still in its infancy as compared to wastewater (Meyer and Edwards 2014). This is because of the recalcitrant nature of the lignocellulose content of PMS, making the hydrolysis critical. In a study by Lin et al. (2017), it was found that methane yield was increased 1.4-fold by pretreating PMS feedstock with the active bacterial consortium, and the maximum methane yield of 429.19 ml/g/S was noted.

Strategies of microbial treatment for the generation of valuables from PMS
Some recent studies have shown great prospects among other microbe-based treatments of PMS. Looking at the nutritive composition of PMS, it has been used as a growth substrate for microbes. Majumdar et al. (2020a) revealed that Planococcus sp. TRC1 could grow on PMS in solid-state fermentation (SSF), giving celebrated productivity of the pharmaceutically important compound β-carotene. This study revealed an 84% cost reduction of β-carotene from the current market price when PMS was used as the substrate. Besides that, the residual PMS biomass after bacterial pigment production was bioconverted into cellulose-rich biomass due to the promising lignin-degrading capacity of the microbe. Such cellulose-rich biomasses hold excellent prospects when industrial importance is concerned.
In another study by Majumdar et al. (2020b), PMS was dual valorized through the action of bacterial isolate Serratia marcescens NITDPER1. This isolate produced anticancer, antibiotic, and anti-inflammatory compound prodigiosin in SSF, utilizing PMS as substrate. The residual PMS biomass was a potential source of cellulose nanocrystals with excellent thermal stability. The products generated through the processes were confirmed to be non-toxic and safe for industrial use. Such studies hold great potential in presenting PMS as the next-generation lignocellulosic biomass for cellulose and lignin-based valuables through microbial action.
Another essential utilization of PMS through microbial action has been observed during vermicomposting. In association with earthworm species, the addition of microbial species Oligoporus placenta in PMS has shown remarkable results in decreasing total organic carbon, C/N ratio, and cellulose but an increase in total Kjeldahl nitrogen, total phosphorus, total potassium, and pH during vermicomposting. This study by Negi and Suthar (2018) revealed that fungal inoculation during vermicomposting was effective in decomposing cellulose-rich PMS and aided in better quality compost generation.
In the studies of Kang et al. (2010), two types of paper mill sludges, primary and recycle sludge, were used as feedstock for bioconversion to ethanol. The study revealed that commercial cellulase was inefficient because of interference with ash. Simultaneous saccharification and co-fermentation (SSCF) strategies were used involving cellulase and recombinant Escherichia coli (ATCC-55124), and simultaneous saccharification and SSF were followed using cellulase and Saccharomyces cerevisiae (ATCC-200062). Celebrated ethanol yields of 75–81% were achieved from the SSCF. The work of Niju and Vijayan (2020) can also support such studies, where PMS has been demonstrated as a potential feedstock for microbial ethanol production. The various values generated from PMS through various treatment methods are represented in Table 2. These findings highlight the role microbes possess in the valorization of waste PMS for the benefit of society. Besides these, cellulolytic bacteria or enzymatic treatment may also be beneficial in extracting the lignin fraction from PMS for valorization. However, such studies are scarce in literature but hold excellent prospects for future research on PMS valorization.
Challenges, prospects, and concluding remarks
The paper industries are growing daily, and their demand is constantly increasing. Although not severe, due to the excessive amount of waste, these industries’ impact on the environment is very alarming. These industries produce modified lignin, the main component of wastewater, which places the local environment vulnerable to contamination. Biological processes are beneficial because treatment must be environmentally friendly. Waste disposal is a high cost for industries and a significant concern. The significant drivers for waste valorization from the pulp and paper industry are economy and environmental expertise and industries pushing to recover and regain all these substances because 50 and 100% of lost waste resources are contained in wastewater. Recovering valuables from this waste can offset industry costs and reduce the pollution load on the local environment. This holistic approach to extracting wealth from waste must correctly identify the problems that exist in the industry. It is challenging to find out economically viable solutions for optimizing material recovery and production. Environmental impact assessment and industry life cycle assessment will help provide a new way to develop better waste utilization processes while minimizing the environmental burden. Considering the previous report, the industry’s design should adopt an interdisciplinary approach, considering the theory of circular economy, green chemistry, and industrial ecology.
Data availability
NA.
References
Amat AM, Arques A, Miranda MA, López F (2005) Use of ozone and/or U.V. in the treatment of effluents from board paper industry. Chemosphere 60(8):1111–1117
Asano T, Cotruvo JA (2004) Groundwater recharge with reclaimed municipal wastewater: health and regulatory considerations. Water Res 38(8):1941–1951
Asina F, Brzonova I, Voeller K, Kozliak E, Kubátová A, Yao B, Ji Y (2016) Biodegradation of lignin by fungi, bacteria and laccases. Biores Technol 220:414–424
Asquini L, Furlani E, Bruckner S, Maschio S (2008) Production and characterization of sintered ceramics from paper mill sludge and glass cullet. Chemosphere 71(1):83–89
Ayyachamy M, Cliffe FE, Coyne JM, Collier J, Tuohy MG (2013) Lignin: untapped biopolymers in biomass conversion technologies. Biomass Conversion and Biorefinery 3(3):255–269
Babuponnusami A, Muthukumar K (2012a) Removal of phenol by heterogenous photo electro Fenton-like process using nano-zero valent iron. Sep Purif Technol 98:130–135
Babuponnusami A, Muthukumar K (2012b) Advanced oxidation of phenol: a comparison between Fenton, electro-Fenton, sono-electro-Fenton and photo-electro-Fenton processes. Chem Eng J 183:1–9
Bajpai P (2015a) Management of pulp and paper mill waste, vol 431. Springer International Publishing, Switzerland
Bajpai P (2015b) Management of pulp and paper mill waste. Springer International Publishing, Switzerland
Bajwa DS, Pourhashem G, Ullah AH, Bajwa SG (2019) A concise review of current lignin production, applications, products and their environmental impact. Ind Crops Prod 139:111526
Banat IM, Nigam P, Singh D, Marchant R (1996) Microbial decolorization of textile-dyecontaining effluents: a review. Biores Technol 58(3):217–227
Banu JR, Kumar G, Tyagi VK, Bajhaiya AK, Gugulothu P, Gunasekaran M (2022) Biohydrogen production from waste activated sludge through thermochemical mechanical pretreatment. Biores Technol 358:127301
Barapatre A, Jha H (2016) Decolourization and biological treatment of pulp and paper mill effluent by lignin-degrading fungus Aspergillus flavus strain F10. Int J Curr Microbiol App Sci 5(5):19–32
Barapatre A, Jha H (2017) Degradation of alkali lignin by two ascomycetes and free radical scavenging activity of the products. Biocatal Biotransform 35(4):269–286
Behera M, Jana PS, More TT, Ghangrekar MM (2010) Rice mill wastewater treatment in microbial fuel cells fabricated using proton exchange membrane and earthen pot at different pH. Bioelectrochemistry 79(2):228–233
Beheraa M, Paula I, Paula SS, Mandalb T, Mandala DD (2019) Simultaneous o-cresol degradation and biosurfactant production by indigenous bacterial monoculture: kinetics and genotoxic risk assessment. Environment 31:32
Bhatnagar A (2015) Assessment of physico-chemical characteristics of paper industry effluents. Rasayan J Chem 8(1):143–145
Boshoff S, Gottumukkala LD, Van Rensburg E, Görgens J (2016) Paper sludge (PS) to bioethanol: evaluation of virgin and recycle mill sludge for low enzyme, high-solids fermentation. Biores Technol 203:103–111
Buyukkamaci N, Koken E (2010) Economic evaluation of alternative wastewater treatment plant options for pulp and paper industry. Sci Total Environ 408(24):6070–6078
Cao L, Iris KM, Liu Y, Ruan X, Tsang DC, Hunt AJ, Ok YS, Song H, Zhang S (2018) Lignin valorization for the production of renewable chemicals: state-of-the-art review and future prospects. Biores Technol 269:465–475
Cazacu G, Capraru M, Popa VI (2013) Advances concerning lignin utilization in new materials. In Advances in natural polymers (pp. 255–312). Springer, Berlin, Heidelberg
Chandra R, Bharagava RN (2013) Bacterial degradation of synthetic and kraft lignin by axenic and mixed culture and their metabolic products. J Environ Biol 34(6):991
Chandra R, Singh R (2012) Decolourisation and detoxification of rayon grade pulp paper mill effluent by mixed bacterial culture isolated from pulp paper mill effluent polluted site. Biochem Eng J 61:49–58
Chandra R, Abhishek A, Sankhwar M (2011) Bacterial decolorization and detoxification of black liquor from rayon grade pulp manufacturing paper industry and detection of their metabolic products. Biores Technol 102(11):6429–6436
Chang YC, Choi D, Takamizawa K, Kikuchi S (2014) Isolation of Bacillus sp. strains capable of decomposing alkali lignin and their application in combination with lactic acid bacteria for enhancing cellulase performance. Biores Technol 152:429–436
Chaparro TR, Rueda-Bayona JG (2020) Ecotoxicity and genetic toxicity data from a pulp mill bleaching effluent treated with anaerobic digestion and advanced oxidation process (AOP). Data Brief 29:105141
Chen Y, Cheng JJ, Creamer KS (2008) Inhibition of anaerobic digestion process: a review. Biores Technol 99(10):4044–4064
Chen Y, Chai L, Tang C, Yang Z, Zheng Y, Shi Y, Zhang H (2012) Kraft lignin biodegradation by Novosphingobium sp. B-7 and analysis of the degradation process. Biores Technol 123:682–685
Chen W, Hu C, Yang Y, Cui J, Liu Y (2016) Rapid synthesis of carbon dots by hydrothermal treatment of lignin. Materials 9(3):184
Chen Y, Fan D, Han Y, Lyu S, Lu Y, Li G, Jiang F, Wang S (2018) Effect of high residual lignin on the properties of cellulose nanofibrils/films. Cellulose 25(11):6421–6431
Cheng L, Deng B, Luo W, Nie S, Liu X, Yin Y, Liu S, Wu Z, Zhan P, Zhang L, Chen J (2020) pH-responsive lignin-based nanomicelles for oral drug delivery. J Agric Food Chem 68(18):5249–5258
Chhonkar PK, Datta SP, Joshi HC, Pathak H (2000) Impact of industrial effluents on soil health and agriculture-Indian experience: part I-distillery and paper mill effluents
Cho DW, Kwon G, Yoon K, Tsang YF, Ok YS, Kwon EE, Song H (2017) Simultaneous production of syngas and magnetic biochar via pyrolysis of paper mill sludge using CO2 as reaction medium. Energy Convers Manage 145:1–9
Ćilerdžić J, Stajić M, Vukojević J (2016) Degradation of wheat straw and oak sawdust by Ganoderma applanatum. Int Biodeterior Biodegradation 114:39–44
Ćilerdžić J, Galić M, Vukojević J, Brčeski I, Stajić M (2017) Potential of selected fungal species to degrade wheat straw, the most abundant plant raw material in Europe. BMC Plant Biol 17(2):75–81
Costa S, Dedola DG, Pellizzari S, Blo R, Rugiero I, Pedrini P, Tamburini E (2017) Lignin biodegradation in pulp-and-paper mill wastewater by selected white rot fungi. Water 9(12):935
Coutts RSP (2005) A review of Australian research into natural fibre cement composites. Cem Concr Compos 27:518–526
Culebras M, Pishnamazi M, Walker GM, Collins MN (2021) Facile tailoring of structures for controlled release of paracetamol from sustainable lignin derived platforms. Molecules 26(6):1593
Dai L, Liu R, Hu LQ, Zou ZF, Si CL (2017) Lignin nanoparticle as a novel green carrier for the efficient delivery of resveratrol. ACS Sustain Chem Eng 5(9):8241–8249
Deeba F, Pruthi V, Negi SY (2016) Converting paper mill sludge into neutral lipids by oleaginous yeast Cryptococcus vishniaccii for biodiesel production. Bioresour Technol 213:214–222
Desai KGH, Jin Park H (2005) Recent developments in microencapsulation of food ingredients. Dry Technol 23:1361–1394
Dessbesell L, Paleologou M, Leitch M, Pulkki R, Xu CC (2020) Global lignin supply overview and kraft lignin potential as an alternative for petroleum-based polymers. Renew Sustain Energy Rev 123:109768
Domínguez-Robles J, Martin NK, Fong ML, Stewart SA, Irwin NJ, Rial-Hermida MI, Donnelly RF, Larrañeta E (2019) Antioxidant PLA composites containing lignin for 3D printing applications: a potential material for healthcare applications. Pharmaceutics 11(4):165
Domínguez-Robles J, Cárcamo-Martínez Á, Stewart SA, Donnelly RF, Larrañeta E, Borrega M (2020) Lignin for pharmaceutical and biomedical applications–could this become a reality? Sustain Chem Pharm 18:100320
Du H, Parit M, Wu M, Che X, Wang Y, Zhang M, Wang R, Zhang X, Jiang Z, Li B (2020) Sustainable valorization of paper mill sludge into cellulose nanofibrils and cellulose nanopaper. J Hazard Mater 400:123106
Engelhardt MA, Daly K, Swannell RPJ, Head IM (2001) Isolation and characterization of a novel hydrocarbon-degrading, Gram-positive bacterium, isolated from intertidal beach sediment, and description of Planococcus alkanoclasticus sp. nov. J Appl Microbiol 90(2):237–247
Ericson G, Larsson Å (2000) DNA adducts in perch (Perca fluviatilis) living in coastal water polluted with bleached pulp mill effluents. Ecotoxicol Environ Saf46(2):167–173
Fang S, Yu Z, Lin Y, Lin Y, Fan Y, Liao Y, Ma X (2017) A study on experimental characteristic of co-pyrolysis of municipal solid waste and paper mill sludge with additives. App Therm Eng 111:292–300
Fang X, Li Q, Lin Y, Lin X, Dai Y, Guo Z, Pan D (2018) Screening of a microbial consortium for selective degradation of lignin from tree trimmings. Biores Technol 254:247–255
Ferrari R, Gautier V, Silar P (2021) Lignin degradation by ascomycetes. In Advances in botanical research (Vol. 99, pp. 77–113). Academic Press
Ferraz A, Durán N (1995) Lignin degradation during softwood decaying by the ascomycete Chrysonilia sitophila. Biodegradation 6(4):265–274
Freitas AC, Ferreira F, Costa AM, Pereira R, Antunes SC, Gonçalves F, Rocha-Santos TAP, Diniz MS, Castro L, Peres I, Duarte AC (2009) Biological treatment of the effluent from a bleached kraft pulp mill using basidiomycete and zygomycete fungi. Sci Total Environ 407(10):3282–3289
Frías M, Rodríguez O, Sánchez de Rojas MI (2015) Paper sludge, an environmentally sound alternative source of MK-based cementitious materials A Review. Constr Build Mater 74:37–48
Gao H, Wang Y, Zhang W, Wang W, Mu Z (2011) Isolation, identification and application in lignin degradation of an ascomycete GHJ-4. Afr J Biotech 10(20):4166–4174
Gao B, Chang Q, Cai J, Xi Z, Li A, Yang H (2021) Removal of fluoroquinolone antibiotics using actinia-shaped lignin-based adsorbents: role of the length and distribution of branched-chains. J Hazard Mater 403:123603
Geng X, Zhang SY, Deng J (2007) Characteristics of paper mill sludge and its utilization for the manufacture of medium density fiberboard. Wood Fiber Sci:345–351
Goel G, Kalamdhad AS (2017) An investigation on use of paper mill sludge in brick manufacturing. Constr Build Mater 148:334–343
González LF, Sarria V, Sánchez OF (2010) Degradation of chlorophenols by sequential biological-advanced oxidative process using Trametes pubescens and TiO2/U.V. Bioresource Technology 101(10):3493–3499
Gopal PM, Sivaram NM, Barik D (2019) Paper industry wastes and energy generation from wastes. In: In energy from toxic organic waste for heat and power generation. Woodhead Publishing, pp 83–97
Green DW, Mann S, Oreffo ROC (2006) Mineralized polysaccharide capsules as biomimetic microenvironments for cell, gene and growth factor delivery in tissue engineering. Soft Matter 2:732–737
Haq I, Kumar S, Kumari V, Singh SK, Raj A (2016) Evaluation of bioremediation potentiality of ligninolytic Serratia liquefaciens for detoxification of pulp and paper mill effluent. J Hazard Mater 305:190–199
Haq I, Mazumder P, Kalamdhad AS (2020) Recent advances in removal of lignin from paper industry wastewater and its industrial applications–a review. Bioresour Technol 312:123636
Hazarika J, Ghosh U, Kalamdhad AS, Khwairakpam M, Singh J (2017) Transformation of elemental toxic metals into immobile fractions in paper mill sludge through rotary drum composting. Ecol Eng 101:185–192
Hooda R, Bhardwaj NK, Singh P (2015) Screening and identification of ligninolytic bacteria for the treatment of pulp and paper mill effluent. Water Air Soil Pollut 226(9):1–11
Hussain S, Shaikh S, Farooqui M (2013) COD reduction of waste water streams of active pharmaceutical ingredient–atenolol manufacturing unit by advanced oxidation-Fenton process. J Saudi Chem Soc 17(2):199–202
Janshekar H, Brown C, Haltmeier T, Leisola M, Fiechter A (1982) Bioalteration of kraft pine lignin by Phanerochaete chrysosporium. Arch Microbiol 132(1):14–21
Johnsen K, Tana J, Lehtinen KJ, Stuthridge T, Mattsson K, Hemming J, Carlberg GE (1998) Experimental field exposure of brown trout to river water receiving effluent from an integrated newsprint mill. Ecotoxicol Environ Saf 40(3):184–193
Kai D, Chua YK, Jiang L, Owh C, Chan SY, Loh XJ (2016) Dual functional anti-oxidant and SPF enhancing lignin-based copolymers as additives for personal and healthcare products. RSC Adv 6(89):86420–86427
Kamali M, Khodaparast Z (2015) Review on recent developments on pulp and paper mill wastewater treatment. Ecotoxicol Environ Saf 114:326–342
Kang L, Wang W, Lee YY (2010) Bioconversion of kraft paper mill sludges to ethanol by SSF and SSCF. Appl Biochem Biotechnol 161(1):53–66
Karlsson A, Truong XB, Gustavsson J, Svensson BH, Nilsson F, Ejlertsson J (2011) Anaerobic treatment of activated sludge from Swedish pulp and paper mills–biogas production potential and limitations. Environ Technol 32(14):1559–1571
Karrasch B, Parra O, Cid H, Mehrens M, Pacheco P, Urrutia R, Valdovinos C, Zaror C (2006) Effects of pulp and paper mill effluents on the microplankton and microbial self-purification capabilities of the Biobio River Chile. Sci Total Environ 359(1–3):194–208
Kesalkar VP, Khedikar IP, Sudame AM (2012) Physico-chemical characteristics of wastewater from paper industry. Int J Eng Res Appl 2(4):137–143
Khalili NR, Vyas JD, Weangkaew W, Westfall SJ, Parulekar SJ, Sherwood R (2002) Synthesis and characterization of activated carbon and bioactive adsorbent produced from paper mill sludge. Sep Purif Technol 26(2–3):295–304
Khan SI, Zarin A, Ahmed S, Hasan F, Belduz AO, Çanakçi S, Khan S, Badshah M, Farman M, Shah AA (2022) Degradation of lignin by Bacillus altitudinis SL7 isolated from pulp and paper mill effluent. Water Sci Technol 85(1):420–432
Kortekaas S, Vidal G, Yan-Ling H, Lettinga G, Field JA (1998) Anaerobic-aerobic treatment of toxic pulping black liquor with upfront effluent recirculation. J Ferment Bioeng 86(1):97–110
Kumar A, Chandra R (2021) Biodegradation and toxicity reduction of pulp paper mill wastewater by isolated laccase producing Bacillus cereus AKRC03. Cleaner Engineering and Technology 4:100193
Kumar A, Singha S, Dasgupta D, Datta S, Mandal T (2015a) Simultaneous recovery of silica and treatment of rice mill wastewater using rice husk ash: an economic approach. Ecol Eng 84:29–37
Kumar M, Singh J, Singh MK, Singhal A, Thakur IS (2015b) Investigating the degradation process of kraft lignin by β-proteobacterium, Pandoraea sp. ISTKB Environmental Science and Pollution Research 22(20):15690–15702
Kumar A, Priyadarshinee R, Roy A, Dasgupta D, Mandal T (2016) Current techniques in rice mill effluent treatment: emerging opportunities for waste reuse and waste-to-energy conversion. Chemosphere 164:404–412
Kumar A, Roy A, Priyadarshinee R, Sengupta B, Malaviya A, Dasguptamandal D, Mandal T (2017) Economic and sustainable management of wastes from rice industry: combating the potential threats. Environ Sci Pollut Res 24(34):26279–26296
Kumar A, Priyadarshinee R, Singha S, Sengupta B, Roy A, Dasgupta D, Mandal T (2019) Biodegradation of alkali lignin by Bacillus flexus RMWW II: analyzing performance for abatement of rice mill wastewater. Water Sci Technol 80(9):1623–1632
Kumar R, Singh A, Maurya A, Yadav P, Yadav A, Chowdhary P, Raj A (2022) Effective bioremediation of pulp and paper mill wastewater using Bacillus cereus as a possible kraft lignin-degrading bacterium. Biores Technol 352:127076
Landrigan PJ, Fuller R (2015) Global health and environmental pollution. Int J Public Health 60(7):761–762
Larrañeta E, Imízcoz M, Toh JX, Irwin NJ, Ripolin A, Perminova A, Domínguez-Robles J, Rodríguez A, Donnelly RF (2018) Synthesis and characterization of lignin hydrogels for potential applications as drug eluting antimicrobial coatings for medical materials. ACS Sustain Chem Eng 6(7):9037–9046
Lee SC, Yoo E, Lee SH, Won K (2020) Preparation and application of light-colored lignin nanoparticles for broad-spectrum sunscreens. Polymers 12(3):699
Leppänen H, Oikari A (1999) Occurrence of retene and resin acids in sediments and fish bile from a lake receiving pulp and paper mill effluents. Environmental Toxicology and Chemistry: an International Journal 18(7):1498–1505
Li H, Liu YH, Luo N, Zhang XY, Luan TG, Hu JM, Wang ZY, Wu PC, Chen MJ, Lu JQ (2006) Biodegradation of benzene and its derivatives by a psychrotolerant and moderately haloalkaliphilic Planococcus sp. strain ZD22. Res Microbiol 157(7):629–636
Lim SY, Shen W, Gao Z (2015) Carbon quantum dots and their applications. Chem Soc Rev 44(1):362–381
Lin Y, Liang J, Zeng C, Wang D, Lin H (2017) Anaerobic digestion of pulp and paper mill sludge pretreated by microbial consortium OEM1 with simultaneous degradation of lignocellulose and chlorophenols. Renewable Energy 108:108–115
Lindholm-Lehto PC, Knuutinen JS, Ahkola HS, Herve SH (2015) Refractory organic pollutants and toxicity in pulp and paper mill wastewaters. Environ Sci Pollut Res 22(9):6473–6499
Lindström-Seppä P, Huuskonen S, Kotelevtsev S, Mikkelson P, Räänen T, Stepanova L, Hänninen O (1998) Toxicity and mutagenicity of waste waters from Baikalsk Pulp and Paper Mill: evaluation of pollutant contamination in Lake Baikal. Mar Environ Res 46(1–5):273–277
Liu T, Hu H, He Z, Ni Y (2011) Treatment of poplar alkaline peroxide mechanical pulping (APMP) effluent with Aspergillus niger. Biores Technol 102(15):7361–7365
Liu H, Li Z, Sun Y, Geng X, Hu Y, Meng H, Ge J, Qu L (2018a) Synthesis of luminescent carbon dots with ultrahigh quantum yield and inherent folate receptor-positive cancer cell targetability. Sci Rep 8(1):1–8
Liu ZH, Hao N, Shinde S, Olson ML, Bhagia S, Dunlap JR, Kao KC, Kang X, Ragauskas AJ, Yuan JS (2018b) Codesign of combinatorial organosolv pretreatment (COP) and lignin nanoparticles (LNPs) in biorefineries. ACS Sustain Chem Eng 7(2):2634–2647
Liu H, Luo J, Shukla P (2020) Effluents detoxification from pulp and paper industry using microbial engineering and advanced oxidation techniques. J Hazard Mater 398:122998
Lopes ADCP, Silva CM, Rosa AP, de Ávila Rodrigues F (2018) Biogas production from thermophilic anaerobic digestion of kraft pulp mill sludge. Renewable Energy 124:40–49
Lu F-J, Chu L-H, Gau R-J (1998) Free radical-scavenging properties of lignin. Nutr Cancer 30:31–38
Majumdar S, Priyadarshinee R, Kumar A, Mandal T, Mandal DD (2019a) Exploring Planococcus sp. TRC1, a bacterial isolate, for carotenoid pigment production and detoxification of paper mill effluent in immobilized fluidized bed reactor. J Clean Prod 211:1389–1402
Majumdar S, Priyadarshinee R, Kumar A, Mandal T, Dasgupta Mandal D (2019b) Exploring Planococcus sp. TRC1 for carotenoid pigment production and detoxification of paper mill effluent in immobilized fluidized bed reactor. J Clean Prod 211:1389–1402
Majumdar S, Paul I, Dey S, Dutta S, Mandal T, Mandal DD (2020a) Biotransformation of paper mill sludge by Serratia marcescens NITDPER1 for prodigiosin and cellulose nanocrystals: a strategic valorization approach. Biochem Eng J 164:107766
Majumdar S, Paul I, Dey S, Dutta S, Mandal T, Dasgupta Mandal D (2020b) Biotransformation of paper mill sludge by Serratia marcescens NITDPER1 for prodigiosin and cellulose nanocrystals: a strategic valorization approach. Biochem Eng J 164:107766
Majumdar S, Mandal T, Dasgupta Mandal D (2020c) Production kinetics of β-carotene from Planococcus sp. TRC1 with concomitant bioconversion of industrial solid waste into crystalline cellulose rich biomass. Process Biochem 92:202–213
Malaviya P, Rathore VS (2007a) Bioremediation of pulp and paper mill effluent by a novel fungal consortium isolated from polluted soil. Bioresource Technology 98(18):3647–3651
Malaviya P, Rathore VS (2007b) Seasonal variations in different physico-chemical parameters of the effluents of Century Pulp and Paper Mill, Lal Kuan Uttarakhand. J Environ Biol 28(2):219–224
Mandal TN (1996) Studies in physico-chemical and biological characteristics of pulp and paper mill effluent and its impact on human beings. J Freshw Biol 8(4):191–196
Mandal T, Maity S, Dasgupta D, Datta S (2010) Advanced oxidation process and biotreatment: their roles in combined industrial wastewater treatment. Desalination 250(1):87–94
Mänttäri M, Pekuri T, Nyström M (2004) NF270, a new membrane having promising characteristics and being suitable for treatment of dilute effluents from the paper industry. J Membr Sci 242(1–2):107–116
Margolles A, Gueimonde M, Sánchez B (2012) Genome sequence of the Antarctic psychrophile bacterium Planococcus antarcticus DSM 14505
Mathews SL, Grunden AM, Pawlak J (2016) Degradation of lignocellulose and lignin by Paenibacillus glucanolyticus. Int Biodeterior Biodegradation 110:79–86
Mei J, Shen X, Gang L, Xu H, Wu F, Sheng L (2020) A novel lignin degradation bacteria-Bacillus amyloliquefaciens SL-7 used to degrade straw lignin efficiently. Biores Technol 310:123445
Meyer T, Edwards EA (2014) Anaerobic digestion of pulp and paper mill wastewater and sludge. Water Res 65:321–349
Mohideen MM, Liu Y, Ramakrishna S (2020) Recent progress of carbon dots and carbon nanotubes applied in oxygen reduction reaction of fuel cell for transportation. Appl Energy 257:114027
Moniruzzaman M, Kim J (2019) N-doped carbon dots with tunable emission for multifaceted application: solvatochromism, moisture sensing, pH sensing, and solid state multicolor lighting. Sens Actuators, B Chem 295:12–21
Monte MC, Fuente E, Blanco A, Negro C (2009) Waste management from pulp and paper production in the European Union. Waste Manag 29:293–308
Murillo-Luna JL, Garcés-Ayerbe C, Rivera-Torres P (2011) Barriers to the adoption of proactive environmental strategies. J Clean Prod 19(13):1417–1425
Myint AA, Rhim WK, Nam JM, Kim J, Lee YW (2018) Water-soluble, lignin-derived carbon dots with high fluorescent emissions and their applications in bioimaging. J Ind Eng Chem 25(66):387–395
Nagarathnamma R, Bajpai P (1999) Decolorization and detoxification of extraction-stage effluent from chlorine bleaching of kraft pulp by Rhizopus oryzae. Appl Environ Microbiol 65(3):1078–1082
Negi R, Suthar S (2018) Degradation of paper mill wastewater sludge and cow dung by brown-rot fungi Oligoporus placenta and earthworm (Eisenia fetida) during vermicomposting. J Clean Prod 201:842–852
Nie S, Wu Z, Liu J, Liu X, Qin C, Song H, Wang S (2013) Optimization of AOX formation during the first chlorine dioxide bleaching stage (D0) of soda AQ bagasse pulp. Appita: Technology, Innovation, Manufacturing, Environment 66(4): 306–312
Niju S, Vijayan V (2020) Paper mill sludge as a potential feedstock for microbial ethanol production. In Microbial strategies for techno-economic biofuel production (pp. 35–57). Springer, Singapore.
Nypelö TE, Carrillo CA, Rojas OJ (2015) Lignin supracolloids synthesized from (W/O) microemulsions: use in the interfacial stabilization of Pickering systems and organic carriers for silver metal. Soft Matter 11:2046–2054
Obotey Ezugbe E, Rathilal S (2020) Membrane technologies in wastewater treatment: a review. Membranes 10(5):89
Ojha AK, Tiwari M (2016) Lignin decolorization and degradation of pulp and paper mill effluent by ligninolytic bacteria. Iranian (Iranica). J Energy Environ 7(3):282–293
Oliveira DM, Hoshino ÉP, Mota TR, Marchiosi R, Ferrarese-Filho O, dos Santos WD (2020) Modulation of cellulase activity by lignin-related compounds. Bioresource Technology Reports 10:100390
Owens JW, Swanson SM, Birkholz DA (1994) Environmental monitoring of bleached kraft pulp mill chlorophenolic compounds in a northern Canadian river system. Chemosphere 29(1):89–109
Paliwal R, Uniyal S, Rai JPN (2015) Evaluating the potential of immobilized bacterial consortium for black liquor biodegradation. Environ Sci Pollut Res 22(9):6842–6853
Patel SB, Mehta A, Solanki HA (2017) Physicochemical analysis of treated industrial effluent collected from Ahmedabad Mega pipeline. J Environ Anal Toxicol 7(5):1–6
Pirsaheb M, Moradi S, Shahlaei M, Farhadian N (2018) Application of carbon dots as efficient catalyst for the green oxidation of phenol: kinetic study of the degradation and optimization using response surface methodology. J Hazard Mater 353:444–453
Pizzichini M, Russo C, Di Meo C (2005) Purification of pulp and paper wastewater, with membrane technology, for water reuse in a closed loop. Desalination 178(1–3):351–359
Priadi C, Wulandari D, Rahmatika I, Moersidik SS (2014) Biogas production in the anaerobic digestion of paper sludge. APCBEE Proc 9:65–69
Pokhrel D, Viraraghavan T (2004) Treatment of pulp and paper mill wastewater—a review. Sci Total Environ 333(1–3):37–58
Priyadarshinee R, Kumar A, Mandal T, Dasgupta Mandal D (2015) Improving the perspective of raw eucalyptus craft pulp for industrial applications through autochthonous bacteria mediated delignification. Ind Crop Prod 74:293–303
Priyadarshinee R, Kumar A, Mandal T, Dasguptamandal D (2016) Unleashing the potential of ligninolytic bacterial contributions towards pulp and paper industry: key challenges and new insights. Environ Sci Pollut Res 23(23):23349–23368
Rai HS, Bhattacharyya MS, Singh J, Bansal TK, Vats P, Banerjee UC (2005) Removal of dyes from the effluent of textile and dyestuff manufacturing industry: a review of emerging techniques with reference to biological treatment. Crit Rev Environ Sci Technol 35(3):219–238
Rai S, Singh BK, Bhartiya P, Singh A, Kumar H, Dutta PK, Mehrotra GK (2017) Lignin derived reduced fluorescence carbon dots with theranostic approaches: nano-drug-carrier and bioimaging. J Lumin 1(190):492–503
Raj A, Reddy MK, Chandra R (2007) Identification of low molecular weight aromatic compounds by gas chromatography–mass spectrometry (GC–MS) from Kraft lignin degradation by three Bacillus sp. Int Biodeterior Biodegradation 59(4):292–296
Raj A, Kumar S, Haq I, Singh SK (2014) Bioremediation and toxicity reduction in pulp and paper mill effluent by newly isolated ligninolytic Paenibacillus sp. Ecol Eng 71:355–362
Rajwar D, Paliwal R, Rai JPN (2017) Biodegradation of pulp and paper mill effluent by co-culturing ascomycetous fungi in repeated batch process. Environ Monit Assess 189(9):1–16
Rigol A, Lacorte S, Barceló D (2003) Sample handling and analytical protocols for analysis of resin acids in process waters and effluents from pulp and paper mills. TrAC, Trends Anal Chem 22(10):738–749
Riyadi FA, Tahir AA, Yusof N, Sabri NSA, Noor MJMM, Akhir FN, Othman NA, Zakaria Z, Hara H (2020) Enzymatic and genetic characterization of lignin depolymerization by Streptomyces sp. S6 isolated from a tropical environment. Sci Rep 10(1):1–9
Roy S, Kumar U, Bhattacharyya P (2019) Synthesis and characterization of exfoliated biochar from four agricultural feedstock. Environ Sci Pollut Res 26(7):7272–7276
Sailwal M, Banerjee A, Bhaskar T, Ghosh D (2020) Integrated biorefinery concept for Indian paper and pulp industry. In Waste biorefinery (pp. 631–658). Elsevier
Sarma BK (2014) Impact of paper industry on environment: a case study of the Nagaon paper mill. In Research article presented at the International Conference on Trends in Economics, Humanities and Management (ICTEHM’14), Pattaya (Thailand)
Satpute SK, Banat IM, Dhakephalkar PK, Banpurkar AG, Chopade BA (2010) Biosurfactants, bioemulsifiers and exopolysaccharides from marine microorganisms. Biotechnol Adv 28(4):436–450
Schnell A, Hodson PV, Steel P, Melcer H, Carey JH (2000) Enhanced biological treatment of bleached kraft mill effluents—II. Reduction of mixed function oxygenase (MFO) induction in fish. Water Res 34(2):501–509
Sevimli MF (2005) Post-treatment of pulp and paper industry wastewater by advanced oxidation processes. Ozone: Sci Eng 27(1):37–43
Sigoillot JC, Berrin JG, Bey M, Lesage-Meessen L, Levasseur A, Lomascolo A, Record E, Uzan-Boukhris E (2012) Fungal strategies for lignin degradation. Adv Bot Res 61:263–308
Singhal A, Thakur IS (2009a) Decolourization and detoxification of pulp and paper mill effluent by Cryptococcus sp. Biochem Eng J 46(1):21–27
Singhal A, Thakur IS (2009b) Decolourization and detoxification of pulp and paper mill effluent by Emericella nidulans var. nidulans. J Hazard Mater 171(1–3):619–625
Sonkar M, Kumar V, Dutt D (2021) A novel sequence batch treatment of wastewater using Bacillus sp. IITRDVM-5 mixing with paper mill and sewage sludge powders. Environmental Technology & Innovation 21:101288
Sonowal P, Khwairakpam M, Kalamdhad AS (2014) Vermicomposting of solid pulp and paper mill sludge (SPPMS) using Eudrilus eugeniae earthworm. Int J Environ Sci 5(3):502
Soucy J, Koubaa A, Migneault S, Riedl B (2014) The potential of paper mill sludge for wood–plastic composites. Ind Crop Prod 54:248–256
Stajić M, Persky L, Friesem D, Hadar Y, Wasser SP, Nevo E, Vukojević J (2006) Effect of different carbon and nitrogen sources on laccase and peroxidases production by selected Pleurotus species. Enzyme Microb Technol 38(1–2):65–73
Strassberger Z, Tanase S, Rothenberg G (2014) The pros and cons of lignin valorisation in an integrated biorefinery. RSC Adv 4(48):25310–25318
Sumathi S, Hung YT (2006) Treatment of pulp and paper mill wastes. In: Sumathi S (ed) Waste treatment in the process industries. CRC Press-Taylor & Francis Group, United States, pp 453–497
Su Y, Yu X, Sun Y, Wang G, Chen H, Chen G (2018) An efficient strategy for enhancing enzymatic saccharification with delignified fungus Myrothecium verrucaria and solid acid. Ind Crop Prod 121:396–404
Sun Y, Zhou Q, Sheng X, Li S, Tong Y, Guo J, Zhou B, Zhao J, Liu M, Li Z, Li Y (2021) Highly selective fluorescence sensor sensing benzo [a] pyrene in water utilizing carbon dots derived from 4-carboxyphenylboronic acid. Chemosphere 282:131127
Tchobanoglous G, Burton FL, Stensel HD (1991) Wastewater Engineering Management 7:1–4
Tahir AA, Barnoh NFM, Yusof N, Said NNM, Utsumi M, Yen AM, Hashim H, Noor MJMM, Akhir FNM, Mohamad SE, Sugiura N (2019) Microbial diversity in decaying oil palm empty fruit bunches (OPEFB) and isolation of lignin-degrading bacteria from a tropical environment. Microbes Environ: ME18117
Tiku DK, Kumar A, Chaturvedi R, Makhijani SD, Manoharan A, Kumar R (2010) Holistic bioremediation of pulp mill effluents using autochthonous bacteria. Int Biodeterior Biodegradation 64(3):173–183
Tiseo I (2021) Paper demand globally 2020–2030 | Statista. [online] Statista. Available at: <https://www.statista.com/statistics/1089078/demand-paper-globally-until-2030/> [Accessed 20 August 2021].
Tsuji K (2001) Microencapsulation of pesticides and their improved handling safety. J Microencapsul 18:137–147
Tyagi S, Kumar V, Singh J, Teotia P, Bisht S, Sharma S (2014) Bioremediation of pulp and paper mill effluent by dominant aboriginal microbes and their consortium. Int J Environ Res 8(3):561–568
van Erven G, Nayan N, Sonnenberg AS, Hendriks WH, Cone JW, Kabel MA (2018) Mechanistic insight in the selective delignification of wheat straw by three white-rot fungal species through quantitative 13C-IS py-GC–MS and whole cell wall HSQC NMR. Biotechnol Biofuels 11(1):1–16
Vass KK, Mukhopadhyay MK, Mitra K, Joshi HC (1996) Respiratory stresses in fishes exposed to paper and pulp wastewater. Environ Ecol 14(4):895–897
Veluchamy C, Kalamdhad AS (2017a) Influence of pretreatment techniques on anaerobic digestion of pulp and paper mill sludge: a review. Bioresour Technol 245:1206–1219
Veluchamy C, Kalamdhad AS (2017b) Biochemical methane potential test for pulp and paper mill sludge with different food/microorganisms ratios and its kinetics. Int Biodeterior Biodegrad 117:197–204
Veluchamy C, Kalamdhad AS (2017c) Enhanced methane production and its kinetics model of thermally pretreated lignocellulose waste material. Bioresour Technol 241:1–9
Veluchamy C, Kalamdhad AS (2017d) A mass diffusion model on the effect of moisture content for solid state-anaerobic digestion. J Clean Prod 162:371–379
Venkatesan P, Manavalan R, Valliappan K (2009) Microencapsulateation: a vital technique in novel drug delivery system. J Pharm Sci Res 1:26–35
Wang R, Lu KQ, Tang ZR, Xu YJ (2017) Recent progress in carbon quantum dots: synthesis, properties and applications in photocatalysis. J Mater Chem A 5(8):3717–3734
Wang J, Liang J, Gao S (2018) Biodegradation of lignin monomers vanillic, p-coumaric, and syringic acid by the bacterial strain. Sphingobacterium Sp HY-h Current Microbiology 75(9):1156–1164
Wang Q, Pan X, Lin C, Ma X, Cao S, Ni Y (2020) Ultrafast gelling using sulfonated lignin-Fe3+ chelates to produce dynamic crosslinked hydrogel/coating with charming stretchable, conductive, selfhealing, and ultraviolet-blocking properties. Chem Eng J 396:125341
Wang J, Li L, Xu H, Zhang Y, Liu Y, Zhang F, Shen G, Yan L, Wang W, Tang H, Qiu H (2022) Construction of a fungal consortium for effective degradation of rice straw lignin and potential application in bio-pulping. Bioresour Technol 344:126168
Wood N, Tran H, Master E (2009) Pretreatment of pulp mill secondary sludge for high-rate anaerobic conversion to biogas. Bioresour Technol 100(23):5729–5735
Working Group Report on Pulp & Paper Sector for 12th Five Year Plan, India, PCo (Ed.), 2011
Yadav S, Chandra R (2015) Syntrophic co-culture of Bacillus subtilis and Klebsiella pneumonia for degradation of Kraft lignin discharged from rayon grade pulp industry. J Environ Sci 33:229–238
Yearla SR, Padmasree K (2016) Preparation and characterisation of lignin nanoparticles: evaluation of their potential as antioxidants and U.V. protectants. Journal of Experimental Nanoscience 11(4):289–302
Yu O, Kim KH (2020) Lignin to materials: a focused review on recent novel lignin applications. Appl Sci 10(13):4626
Zeng Y, Yang X, Yu H, Zhang X, Ma F (2012) The delignification effects of white-rot fungal pretreatment on thermal characteristics of moso bamboo. Biores Technol 114:437–442
Zhang L, Xu CC, Champagne P (2010) Energy recovery from secondary pulp/paper-mill sludge and sewage sludge with supercritical water treatment. Biores Technol 101(8):2713–2721
Zhang C, Chen J, Wen Z (2012a) Alternative policy assessment for water pollution control in China’s pulp and paper industry. Resour Conserv Recycl 66:15–26
Zhang W, Ren X, Lei Q, Wang L (2021) Screening and comparison of lignin degradation microbial consortia from wooden antiques. Molecules 26(10):2862.F
Zhang X, Fu J, Paulo AC, Yu C, Guebitz GM (2012b) Bioprocessing of bamboo materials.
Zhang X, Morits M, Jonkergouw C, Ora A, Valle-Delgado JJ, Farooq M, Ajdary R, Huan S, Linder M, Rojas O, Sipponen MH (2020) Three-dimensional printed cell culture model based on spherical colloidal lignin particles and cellulose nanofibril-alginate hydrogel. Biomacromolecules 21(5):1875–1885
Zheng Y, Zhao J, Xu F, Li Y (2014) Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog Energy Combust Sci 42:35–53
Zhu J, Rong Y, Yang J, Zhou X, Xu Y, Zhang L, Chen J, Yong Q, Yu S (2015) Integrated production of xylonic acid and bioethanol from acid-catalyzed steam-exploded corn stover. Appl Biochem Biotechnol 176(5):1370–1381
Zhu D, Zhang P, Xie C, Zhang W, Sun J, Qian WJ, Yang B (2017) Biodegradation of alkaline lignin by Bacillus ligniniphilus L1. Biotechnol Biofuels 10(1):1–14
Zimniewska M, Kozłowski R, Batog J (2008) Nanolignin modified linen fabric as a multifunctional product. Mol. Cryst. Liq. Cryst, 484:43/(409)–50/(416)
Acknowledgements
The authors convey their sincere gratitude to the Dept. of Biotechnology and Dept. of Chemical Engineering for providing the necessary support to the authors in conducting waste valorization-related research carried out to date. The authors thank the Central library of NIT Durgapur for providing necessary support in the literature review.
Author information
Authors and Affiliations
Contributions
• Dalia Dasgupta Mandal—overall drafting and critical revision, editing of the article.
• Gaurav Singh—contributed in literature survey on paper mill effluent based related scientific information and manuscript writing
• Subhasree Majumdar—contributed in literature survey on paper mill sludge related scientific information and manuscript writing
• Protik Chanda—contributed in literature survey in specific area and collection of data
Corresponding author
Ethics declarations
Ethical approval
Ethical approval is not applicable.
Consent to participate
Not applicable.
Consent for publication
All authors have agreed to give their consent to publish this review article in your journal.
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: Guilherme L. Dotto
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Biorefinery approach for valorization of paper mill wastes.
• Conventional treatment strategies.
• Need for microbial treatment of paper mill wastewater.
• Biological methods of solid waste utilization.
• Usage of lignin into specialized valuables.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mandal, D.D., Singh, G., Majumdar, S. et al. Challenges in developing strategies for the valorization of lignin—a major pollutant of the paper mill industry. Environ Sci Pollut Res 30, 11119–11140 (2023). https://doi.org/10.1007/s11356-022-24022-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-022-24022-4