
Abstract
Silica (chemical formula SiO2) is a promising, more environmentally friendly alternative to carbon black (CB) used in the rubber industry as a filler. Although silica is already used in rubber products, it is not used as extensively as CB because the polar surface of silica cannot interact well with the apolar polymer molecules of the most frequently used rubbers. To solve this problem, experts have tried different grafting methods and several coupling agents for a stronger silica-elastomer connection. In this article, we used bis[3-(triethoxysilyl)propyl] tetrasulfide (TESPT) and polyethylene glycol (PEG) combined to improve the connection between the surface of silica and the apolar styrene-butadiene rubber (SBR) matrix. We examined mechanical and structural properties and found that adding 3 phr PEG and 4.5 phr TESPT to SBR is optimal for 60 phr silica content. This ratio of additives resulted in a 48% improvement in tensile strength. The positive effect of the coupling agents shows up in abrasion mass loss and tear strength as well.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Natural rubber (NR) was the first and is still a very widely used raw material in the development of rubbers. It is extracted from the sap of the tree Hevea Brasiliensis, native to South America. It is mainly used for tire manufacturing, where excellent dynamic properties, wear resistance, and tear strength are particularly important. It is also widely used in many other technical products, like automotive components, gaskets, and gloves. Due to the natural origin of NR, its properties vary over a wide range and are categorized into different classes. Another disadvantage of this production path is that the quantity available is also heavily influenced by environmental factors [1].
Several synthetic rubbers have been developed over the last century to overcome these shortcomings [1]. Styrene-butadiene rubber (SBR) is the most widely used synthetic rubber due to its favorable properties and affordability. Its properties strongly depend on the ratio of its two monomers: styrene and butadiene. Accordingly, SBR grades are primarily characterized by their styrene content, which determines various properties, including thermal behavior and mechanical performance. These properties vary between those of polystyrene and polybutadiene. For example, the glass transition temperature (Tg) of polystyrene is around 100 °C and − 90 °C for polybutadiene. The Tg of SBR varies linearly between these two values according to styrene content [2].
The additives determine the properties of a rubber product in addition to the polymer components. Carbon black (CB) is used as a filler in most rubber products, and it gives tires their distinctive black color. Increasing the concentration of CB—up to 60 phr depending on the elastomer matrix and processing—improves the overall mechanical properties of the product as well as its wear resistance [3]. These benefits lead to the extensive use of CB in various rubber applications at concentrations up to 40–60 phr, and in some cases even more. The CB used in the rubber industry is partly available as a by-product of other industrial processes and partly as a product of targeted manufacturing. The steady increase in rubber production also creates an increasing demand for CB. Consequently, new solutions need to be developed to reduce the amount of CB used without compromising the properties of the products [4, 5].
Silica is already used as an alternative to CB [5]. It can be found in both amorphous and crystalline forms on Earth as a part of several different minerals, making it readily available for industrial use. Silica minerals have good abrasion resistance, and they are electrical insulators. They are also hard and thermally stable. An important factor in tire durability is resistance to UV radiation, which silica, unlike CB, cannot enhance. At the moment, silica is often used as a reinforcing filler in rubber products where the black color caused by CB is a disadvantage. Similar to CB, silica can also be used in quantities up to 40–60 phr [6,7,8]. The lower electrical conductivity of silica compared to CB can be both an advantage and a disadvantage depending on the application [9].
Excellent tensile and dynamic mechanical properties can be achieved with both CB and silica, as well as their combined use in hybrid systems [6,7,8]. It is essential to create sufficiently strong interactions between the particles and the elastomer matrix to ensure load transfer. The most often used elastomeric matrices, such as NR and SBR, have a non-polar structure and can therefore form good interfacial interactions with the particles of CB, which are also non-polar. In contrast, silica, due to its polar structure, is only able to interact weakly with non-polar matrices. The consequence of this weaker interaction is that the reinforcing effect of silica cannot be fully exploited if at all, or even worse, silica can weaken the product [10].
Interfacial interaction can be improved with a polar matrix [11, 12]. If this is not an option, another solution is to bond hydrocarbon molecular chains onto the surface of silica with a covalent bond, enabling a strong interaction between silica and the matrix. If these chains contain unsaturated covalent bonds, they can also participate in the vulcanization process, further improving the adhesion of silica to the matrix [13,14,15].
However, the pre-treatment of silica is a complex, multi-step process, and the molecules involved in the chemical reaction must be adapted to the specific matrix material used [16]. A simpler solution is to use compatibilizing agents that can be added during mixing, similarly to any other rubber component [17]. The literature lists several molecules suitable for this purpose. A common feature is that they contain both non-polar and polar molecular parts. The non-polar part can form a strong interaction with the matrix material, while the polar part forms a strong interaction with silica, so the compatibilizer, located at the interface between the particle and the matrix, establishes a contact between the two phases [18, 19]. One of the most promising classes of such materials is silanes, which are highly adaptable and suitable for a wide range of applications depending on their ligands [20, 21].
It is important to choose the right concentration of compatibilizer. If the concentration is too low, the desired effect will not be achieved, while the presence of too much coupling agent may impair the properties or processability of the material. For the proper concentration, the amount of silica and its particle size (or specific surface area) must be considered, as these parameters determine the total surface area on which the compatibilizer can act. There are some examples in the literature where a mixture of coupling agents is used for silica-reinforced elastomers. In such cases, the ratio of the compatibilizers can affect the properties of the product, and they can interact with each other, improving or canceling out each other’s effect. Certainly, in such cases, the aim is to achieve synergistic effects [13, 15].
Coupling agents can not only affect mechanical properties by improving the particle–matrix interaction, but can also influence other properties. These include hardness [22], swelling [23], and wear resistance. They may act as accelerators or retarders during the vulcanization process, which needs to be compensated for by additional curatives for good manufacturability [22, 24]. Consequently, the effect of compatibilizers must be analyzed for all relevant product properties when their concentration is determined.
Surya et al. [22] used 1–7 phr alkanolamide (ALK) and aminopropyltriethoxy silane (APETS) compatibilizers in rubber with a NR matrix with 30 phr silica. They found that up to 5 phr, each compatibilizer improves the mechanical properties of the rubber, but the trend reverses above 5 phr. They found that ALK-dosed rubbers were more effectively reinforced by silica than those containing APETS, and both ALK and APETS accelerated the vulcanization process.
Xiao et al. [13] investigated the mechanical properties of NR samples containing 70 phr silica. They compared the effects of the ratio of polyoxyethylene sorbitan and bis[3-(triethoxysilyl)propyl] tetrasulfide (TESPT) used for the surface treatment of silica. They found that the surface treatment improved the tensile strength, tear strength, and elongation at break of NR. The ratio of the two compatibilizing agents had less effect on the mechanical properties, and the optimum of each property was at a different ratio. Overall, they found that surface treatment could improve particle–matrix adhesion, which allowed better dispersion and enhanced load transfer between the particles and the matrix.
Wang et al. [23] prepared isoprene rubber (IR) samples containing 50 phr silica with 0–10 phr 2-aminoethyl-2-(3-triethoxysilylpropyl)aminoethyl disulfide (ATD) as a compatibilizing agent. 2–4 phr ATD was the optimum for tensile strength, while elongation at break decreased at increased ATD content. The authors concluded that 2–4 phr ATD with 50 phr silica is optimal.
Polyethylene glycol (PEG) is frequently used in elastomers not only as a compatibilizer, but also in other functions, such as curing activator, chain extender and catalyst [25, 26]. Xu et al. [27] used modified silica in an SBR elastomer. They modified silica with bis[3-(triethoxysilyl)propyl] disulfide (TESPD) and different amounts of PEG. They found that PEG improved cross-link density and mechanical properties such as tensile modulus, tensile strength, and tear strength. They suggested a model for the structure of the vulcanizates, where PEG forms hydrogen bonds with the silica surface, and the TESPD molecules contribute to the cross-links with disulfide bonds.
Based on the above, a good connection between silica and elastomer helps to get better mechanical properties. This is often reached by first modifying the surface of the silica with one or two compatibilizers, and then using the modified silica as a filler in the elastomer. Although this two-step procedure is effective, it can also be very time-consuming. Therefore, in this study, we investigated the effect of the amount and ratio of two potentially suitable compatibilizing agents in elastomer samples with an SBR matrix and containing silica using a one-step mixing process. One of these is a silane (TESPT), which has been used in other matrices with promising results in the literature [7, 28,29,30,31]. The other additive we chose is PEG, which is less often used for similar purposes. We used both additives separately and together to find the optimal amounts.
Materials and methods
Materials
Elastomer matrix: Europrene 1502 SBR, produced by Eni Versalis, its Mooney viscosity is 52 MU, and bound styrene content is 23.5% according to the producer.
Silica: Hi-Sil 532EP produced by PPG Industries Inc. Its specific surface area is 60 m2/g, and its density is 2.1 g/cm3.
Compatibilizing agents: Si 69 silane bis[3-(triethoxysilyl) propyl]tetrasulfide (TESPT), produced by Evonik Industries AG and PEG 4000 polyethylene glycol (PEG), delivered by Merck Life Science.
Curatives: ZnO, produced by Natural Sourcing; stearic acid, produced by Sciencelab.com; CBS (2-benzenethiazosulphonamide), produced by SunBoss Chemicals Corp.; and sulfur, produced by Mangalore Refinery & Petrochemicals Ltd.
Each sample contained 60 phr silica, 5 phr ZnO, and 1 phr stearic acid as activators, 1 phr CBS as accelerator, and 2 phr sulfur as curing agent. The samples are labeled as TxPy, where x is the amount of TESPT [phr], and y is the amount of PEG [phr], as shown in Table 1.
Reaction mechanism
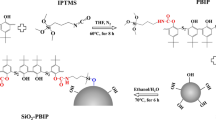
Based on Xu et al. [27] who used PEG and bis(3-(triethoxysilyl)-propyl)disulfide (TESPD) for silica surface modification, a possible reaction mechanism is shown in Scheme 1. As the molecular structure of TESPD and TESPT only differs in the number of S atoms at the center, the mechanism of majority of the reactions with these molecules—including de reaction with the –OH groups on the silica surface—is the same. TESPT and PEG both independently interact with the –OH groups on the silica surface. However, the two additives compete with each other reaching the silica surface. On the high vulcanization temperature, a silanization reaction takes place between TESPT and –OH groups on the silica surface (Scheme 1a). Simultaneously TESPT can take part in the vulcanization reaction as the S–S bonds break, and new bonds between the S atoms of the TESPT and the C atoms of the SBR polymer form in a similar way as vulcanization with sulfur works. Hereby, covalent bonds between the polymer and the silica particles are formed. PEG, on the other hand, forms H-bridges with the silica surface (Scheme 1b). Given the long polymer chain of PEG, one PEG molecule forms multiple H-bridges with the silica surface, which lowers the surface energy and helps the dispersion of silica in the polymer.

Reaction mechanisms on the silica surface with a TESPT and b PEG
Methods
We prepared the mixtures prepared on an LRM-SC-110/T3E two-roll mill manufactured by Labtech Engineering Co., Ltd. (Samutprakarn, Thailand). The temperature of the rolls was 50 and 70 °C, and roll speeds were 7 and 11 rpm at the start of mixing and 11 and 15 rpm at the end of mixing, respectively. Friction was 1.4, and batch size was 170–185 g. We gradually decreased the gap size from 1.5 mm to 0.7 mm during mixing. After every component was added to the mixture, we continued mixing for 10 min, and in this timeframe, the mixture was cut down and put back 5 times.
We carried out the vulcanization tests in a D-RPA 3000 rheometer manufactured by MonTech (Buchen, Germany) at 180 °C with a 1° amplitude at a frequency of 1.67 Hz.
We cured the samples in a Teach-line Platen Press E200 hydraulic press manufactured by Dr. Collin GmbH (Munich, Germany) at 1.8 MPa and 180 °C. We cut specimens for the tensile and tear strength tests from sheets cured in a 160 × 160 × 2 mm frame for t0.9, while abrasion test specimens were vulcanized in a 40 × 40 × 16 mm frame for t0.9 + 4 min.
Tensile tests were performed according to ISO 37:2017, and tear strength tests according to ISO 34-1:2015 on a Zwick Z005 (Ulm, Germany) tensile tester with initial crosshead distances of 60 and 56 mm, respectively. We performed abrasion tests according to ISO 4649:2017 on an abrasion testing machine produced by Microvision Engineering Pvt. Ltd. (Rai Sonepat, India), and the hardness test according to ISO 7619-1:2010 on a H04.3150.000 device (Zwick GmbH & Co. KG, Ulm, Germany).
The swelling test was carried out in toluene according to ASTM D6814. We used Eqs. (1–2) for the evaluation of the results:
where \({v}_{r}\) is the volume fraction of rubber in the swollen sample [-], \({m}_{r}\) is the mass of dry rubber [g], \({m}_{s}\) is the mass of the absorbed solvent [g], \({\rho }_{s}\) is the density of the solvent [g/cm3], in this case, toluene, \({\rho }_{s} = 0.867\) g/cm3, and \({\rho }_{r}\) is the density of rubber [g/cm3]. Furthermore,
where \({\nu }_{x}\) is cross-link density [mol/cm3], \({V}_{1}\) is the molar volume of the solvent [cm3/mol], in this case, toluene, \({V}_{1 }= 106.13\) cm3/mol, and \(\chi\) is the polymer–solvent interaction parameter [-], in this case \(\chi = 0.463\) [32].
Results and discussion
Optimum curing times
Figure 1 shows the optimum curing time (t0.9) of each mixture. Below 6 phr TESPT, we did not find a clear tendency but above 6 phr TESPT, increasing TESPT concentration increases optimum curing time. The optimum curing times of samples containing 9 phr TESPT were over 40 min, which makes it unrealistic to use these formulations for practical reasons. Therefore, we decided not to examine samples containing over 6 phr TESPT. For the same reason, we did not prepare the samples containing 9 phr TESPT and 9 or 12 phr PEG. PEG content has a minor effect on optimum curing time, except for the T6P12 sample, where optimum curing time greatly increased above 4.5 phr TESPT. In conclusion, TESPT slows down the vulcanization reaction, and as a general tendency, PEG acts as an accelerator in small amounts, but as a retarder in greater amounts.

Optimum curing time (t0.9) of mixtures as a function of compatibilizer concentration
Tensile tests
Figure 2 shows tensile strength and Fig. 3 shows elongation at break. Tensile strength increases with increasing amounts of TESPT up to 4.5 phr but above that concentration, the tendency varies according to PEG concentration. Among the mixtures with the same TESPT content, those with 3 phr PEG content have the highest strength, with T4.5P3 producing the highest strength of all the samples. Compared to the 15.1 MPa tensile strength of the reference sample T0P0, the tensile strength of T4.5P3 was 22.4 MPa, an improvement of 48%, which confirms that there was a synergic effect between the compatibilizers, just as expected.

Tensile strength as a function of compatibilizer concentration

Elongation at the break as a function of compatibilizer concentration
Samples without TESPT had the highest elongation at break, almost independently of PEG concentration. As compatibilizer concentration increased, elongation at break decreased. One possible explanation for this is that the silica, which is more brittle than SBR, becomes more prevalent in the blend, which may indicate an improvement in particle–matrix adhesion. For samples with the same TESPT concentration, PEG concentration did not have much effect on elongation at break, except for the 6 phr TESPT samples, where the elongation at break of the 0 phr and 12 phr PEG concentration samples (T6P0 and T6P12) were significantly reduced and were the lowest of all samples. These two samples also have lower tensile strength than other samples containing 6 phr TESPT. However, the causes of the lower results are different in the case of the two samples. In T6P0, there is no PEG; thus, the benefit of PEG lowering the surface energy of silica particles does not occur. Hereby, silica aggregates are larger, which leads to worse mechanical properties. On the other hand, in T6P12, there is a high concentration of PEG, connecting to the silica surface with multiple H-bridges. This makes it less likely for the TESPT molecules to reach the surface of the silica particles and connect them to the polymer covalently.
The modulus at 100% elongation (Fig. 4) shows a trend, similar to tensile strength. The modulus at 100% elongation generally increases with increasing TESPT concentration in the investigated range in most cases, but for samples containing 3 or 6 phr PEG, there is a maximum at 4.5 phr TESPT content. TESPT connected to the silica surface, makes the surface energy of the particle higher than connecting PEG. If there is no PEG, only the benefits of adding more TESPT (6 phr instead of 4.5 phr) can be seen in the modulus at 100% elongation. With low amounts of PEG (3–6 phr), the PEG molecules displace TESPT on the silica surface, thus the TESPT can form less covalent bonds between the polymer and the silica particles. By adding more PEG (9 or 12 phr), there is better dispersion due to the lower surface energy, which allows more surface area for TESPT to connect with.

Modulus at 100% elongation
The tensile tests show a general tendency that as the concentration of TESPT increases up to 4.5 phr, the rubber’s resistance to mechanical stress increases. TESPT is located in the interfacial phase, promoting the formation of strong covalent bonds between the silica and the polymer. Nevertheless, TESPT and PEG are competing for the silica surface, thus higher concentration of one can limit the benefits of the other. As far as PEG is concerned, rubbers containing 3 phr PEG have the best tensile properties. One possible explanation is that high amounts of PEG displace TESPT from the interphase. Additionally, the brittle behavior of the silica becomes more pronounced in rubbers with higher tensile strength, resulting in a lower elongation at break.
Tear tests
The results of the tear tests are shown in Fig. 5. The reference sample (T0P0) has the highest tear strength, i.e., the compatibilizers reduce tear strength. One possible explanation is that increasing the concentration of compatibilizers improves the interfacial interaction between the silica and the polymer. As a result, the resulting fracture passes closer to the silica particles, so the size of the new surface area created is smaller, which is reflected in lower tear strength. Decreasing tear strength with increased TESPT concentration occurs as well in the case of silica pre-treated with TESPT according to the literature [33].

Tear strength as a function of compatibilizer concentration
Over 3 phr TESPT, the reduction in tear strength is less pronounced. Tear strength decreases with increasing PEG concentration, but this difference decreases, and ultimately, the trend stops as the concentration of TESPT increases. PEG reduces the effect of TESPT on tear strength, which is beneficial at higher TESPT concentrations; the presence of PEG attenuates the negative effect of TESPT, so overall it is beneficial to use it in the mixture.
Abrasion tests
The wear mass loss of each sample is shown in Fig. 6. TESPT decreases the wear rate significantly up to 3 phr. Above this concentration, improvement is minimal. The effect of PEG concentration is less dominant. Samples containing 6 phr PEG were the least resistant to wear, and the mixtures without PEG were the most resistant with one exception. Enhanced interfacial interaction strengthens the resistance of wear debris detachment during the wear process, leading to a reduction in mass loss caused by wear. This leads to improved abrasion resistance. There is a correlation between tear strength and mass loss, as the shapes of the graphs are similar. One possible explanation could be that lower tear strength means the tear can find its way in several directions, as there is a low resistance to crack propagation. Therefore, it can stay close to the wear surface during the abrasion test, and smaller particles become detached from the surface. In contrast, higher tear strength means, there is higher resistance to crack propagation, as well as it grows to the direction where the resistance is the lowest. In this case, it is less likely for the tear to find a low resistance direction close to the surface during the wear test. Therefore, bigger particles became detached from the surface, causing higher abrasion mass loss. However, it is possible that the correlation in this case does not mean causation as well.

Wear mass loss as a function of compatibilizer concentration
Hardness
Figure 7 shows measured hardness. PEG and TESPT concentrations have no significant effect on hardness, and the results are in a relatively narrow range, but general trends can still be observed. There is a general tendency for samples containing more TESPT (with PEG concentration being the same) to have higher hardness. Samples containing 4.5 and 6 phr TESPT and 0 phr PEG (T4.5P0 and T6P0) produced the highest hardness. Increasing the concentration of TESPT enhances hardness by promoting improved interfacial interactions, allowing for stronger integration of the properties of silica into the rubber matrix. There is a general tendency for PEG softens the rubber, resulting in a decrease in hardness with increasing PEG concentration, because PEG acts (and is also used) as a plasticizer in elastomers. Nevertheless, the changes in hardness do not affect the applicability of the elastomers examined.

Hardness as a function of compatibilizer concentration
Swelling test and cross-link density
We calculated cross-link density from the swell test (Fig. 8). The higher the concentration of TESPT, the lower the swelling ratio, hence the higher cross-link density. We could not identify a clear tendency for the effect of PEG on swelling and cross-link density. Increasing compatibilizer content generally results in higher cross-link density and lower swelling. Above 3–4.5 phr TESPT, the general tendency for increasing cross-link slows down.

Cross-link density as a function of compatibilizer concentration
SEM study
Figure 9 shows some typical SEM images of the fracture surfaces (from the tensile tests) of the samples. Each of them shows the relationship between a silica aggregate and the surrounding matrix in order to study the particle–matrix interactions. In the T0P0 reference sample (Fig. 9a), there are cavities between the silica aggregate and the matrix, as well as within the silica aggregates. Overall, the result is weak interfacial contact. 3–4.5 phr TESPT was sufficient to improve particle–matrix adhesion. The SEM images show that the matrix layer surrounding the particle was stretched and then torn during failure caused by the tensile test, therefore tearing was not caused by the separation of the interfaces. In Fig. 9d, the matrix has also partially penetrated between the aggregated particles. A comparison of Fig. 9b and c shows that increasing the amount of PEG did not improve the interfacial contact enough to cause a clear difference in the SEM images.

SEM image of the destruction surface of a sample T0P0; b sample T4.5P6; c sample T4.5P12; d sample T3P6
Conclusions
In this study, we examined SBR samples containing 60 phr silica and different amounts of TESPT (0, 1.5, 3, 4.5, 6 phr) and PEG (0, 3, 6, 9, 12 phr). The effect of TESPT concentration on the properties investigated is more significant than the effect of PEG concentration. Optimum curing time is increased by TESPT to such an extent that the use of TESPT above 6 phr is not suitable from an industrial manufacturing point of view. As a general tendency, PEG acts as an accelerator in small amounts and as a retarder in greater amounts.
Increased amount of TESPT generally improved tensile and abrasion properties, as well as cross-link density and hardness, due to the covalent bonds it created between the polymer and the silica particle. PEG, on the other hand, helps the silica dispersion in the polymer by lowering the surface energy of the particles, but competes with TESPT reaching the silica surface.
SEM images show that interfacial contact is mainly influenced by the concentration of TESPT. However, this interaction can be further improved by using other additives or other mixing methods.
PEG improved mechanical properties the most when used in a concentration of 3 phr. When 4.5 or 6 phr TESPT was used, the effect of the increased amount depended on the concentration of the PEG. The effect of TESPT on any property is significantly influenced by the PEG concentration. TESPT decreased the tear strength without PEG but had almost no effect on it when used with 12 phr PEG.
Overall, an optimum of mechanical properties was found at 4.5 phr TESPT and 3 phr PEG for 60 phr silica in SBR.
Data availability
No datasets were generated or analysed during the current study.
References
Chan CH, Joy J, Maria HJ, Thomas S (2014) CHAPTER 1 Natural Rubber-Based Composites and Nanocomposites: State of the Art, New Challenges and Opportunities. Natural Rubber Materials: Volume 2: Composites and Nanocomposites The Royal Society of Chemistry, pp 1–33 https://doi.org/10.1039/9781849737654-00001
Brandt HD, Nentwig W, Rooney N, LaFlair RT, Wolf UU, Duffy J, Puskas JE, Kaszas G, Drewitt M, Glander S (2011) Rubber 5 solution rubbers. Ullmann’s Encycl Ind Chem. https://doi.org/10.1002/14356007.o23_o02
Mostafa A, Abouel-Kasem A, Bayoumi MR, El-Sebaie MG (2009) Insight into the effect of CB loading on tension, compression, hardness and abrasion properties of SBR and NBR filled compounds. Mater Des 30(5):1785–1791. https://doi.org/10.1016/j.matdes.2008.07.037
Ma Y, Zhao H, Zhang X, Fan C, Zhuang T, Sun C, Zhao S (2022) Structure optimization of pyrolysis carbon black from waste tire and its application in natural rubber composites. Appl Surf Sci 593:153389. https://doi.org/10.1016/j.apsusc.2022.153389
Bijina V, Jandas PJ, Joseph S, Gopu J, Abhitha K, John H (2023) Recent trends in industrial and academic developments of green tire technology. Polym Bull 80(8):8215–8244. https://doi.org/10.1007/s00289-022-04445-2
Rattanasom N, Saowapark T, Deeprasertkul C (2007) Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym Test 26(3):369–377. https://doi.org/10.1016/j.polymertesting.2006.12.003
Limtrakul A, Sae-Oui P, Nillawong M, Sirisinha C (2022) Influence of carbon black/silica hybrid ratio on properties of passenger car tire sidewall. Period Polytech Chem Eng 66(1):147–156. https://doi.org/10.3311/PPch.18086
Sattayanurak S, Sahakaro K, Kaewsakul W, Dierkes WK, Reuvekamp LAEM, Blume A, Noordermeer JWM (2020) Synergistic effect by high specific surface area carbon black as secondary filler in silica reinforced natural rubber tire tread compounds. Polym Test 81:106173. https://doi.org/10.1016/j.polymertesting.2019.106173
Allah MMD, Ali ZM, Raslan MA (2019) Dielectric, thermal and morphological characteristics of Nitrile butadiene rubber under effect filler/hybrid filler. Measurement 131:13–18. https://doi.org/10.1016/j.measurement.2018.08.036
Seyvet O, Navard P (2000) Collision-induced dispersion of agglomerate suspensions in a shear flow. J Appl Polym Sci 78(5):1130–1133
Jiang L, Li J, Zhang W, Lu Y, Zhang L (2023) Construction of topological entanglement at the interface between silicone rubber and nano-silica to achieve excellent crack extension resistance. Express Polym Lett 17(5):512–526. https://doi.org/10.3144/expresspolymlett.2023.38
Wang B, Hu J, Liu K, Zhang L, Jiang H, Li C (2023) Reinforcement mechanism of silica surface hydroxyl: the opposite effect. Appl Surf Sci 623:157000. https://doi.org/10.1016/j.apsusc.2023.157000
Xiao Y, Zou H, Zhang L, Ye X, Han D (2020) Surface modification of silica nanoparticles by a polyoxyethylene sorbitan and silane coupling agent to prepare high-performance rubber composites. Polym Testing 81:106195. https://doi.org/10.1016/j.polymertesting.2019.106195
Sengloyluan K, Sahakaro K, Dierkes WK, Noordermeer JWM (2017) Silane grafted natural rubber and its compatibilization effect on silica-reinforced rubber tire compounds. Express Polym Lett 11(12):1003–1022. https://doi.org/10.3144/expresspolymlett.2017.95
Ye N, Zheng J, Ye X, Xue J, Han D, Xu H, Wang Z, Zhang L (2020) Performance enhancement of rubber composites using VOC-Free interfacial silica coupling agent. Compos B Eng 202:108301. https://doi.org/10.1016/j.compositesb.2020.108301
Jiang Y, Wang S, Zhang Y (2023) Improving performance of natural rubber composites through the novel silica modified by a crosslinking agent. Polymer Bulletin 80(11):12373–12392. https://doi.org/10.1007/s00289-022-04662-9
Choi SS (2000) Improvement of properties of silica-filled styrene–butadiene rubber compounds using acrylonitrile–butadiene rubber. J Appl Polym Sci 79(6):1127–1133
Das A, Debnath SC, De D, Basu DK (2004) Evaluation of physical properties and curing characteristics of silica-filled ethylene–propylene–diene terpolymer in the presence of chloroprene rubber. J Appl Polym Sci 93(1):196–200. https://doi.org/10.1002/app.20452
Seo M, Lee C, Kim D, Ahn B, Lee G-R, Kim W, Li S (2021) Saccharide-containing conjugates as eco-friendly coupling agents for silica reinforced rubber compounds. Polym Test 104:107379. https://doi.org/10.1016/j.polymertesting.2021.107379
Prapainainar C, Kanjanapaisit S, Kongkachuichay P, Holmes SM, Prapainainar P (2016) Surface modification of mordenite in Nafion composite membrane for direct ethanol fuel cell and its characterizations: effect of types of silane coupling agent. J Environ Chem Eng 4(3):2637–2646. https://doi.org/10.1016/j.jece.2016.05.005
Esfandeh M, Mirabedini SM, Pazokifard S, Tari M (2007) Study of silicone coating adhesion to an epoxy undercoat using silane compounds: Effect of silane type and application method. Coll Surf A: Physicochem Eng Asp 302(1):11–16. https://doi.org/10.1016/j.colsurfa.2007.01.031
Surya I, Ismail H, Azura AR (2014) The comparison of alkanolamide and silane coupling agent on the properties of silica-filled natural rubber (SMR-L) compounds. Polym Test 40:24–32. https://doi.org/10.1016/j.polymertesting.2014.08.007
Wang X, Wu L, Yu H, Xiao T, Li H, Yang J (2020) Modified silica-based isoprene rubber composite by a multi-functional silane: preparation and its mechanical and dynamic mechanical properties. Polym Test 91:106840. https://doi.org/10.1016/j.polymertesting.2020.106840
Hashim AS, Azahari B, Ikeda Y, Kohjiya S (1998) The Effect of Bis(3-Triethoxysilylpropyl) tetrasulfide on silica reinforcement of styrene-butadiene rubber. Rubber Chem Technol 71(2):289–299. https://doi.org/10.5254/1.3538485
Uss EP, Kasperovich AV, Shashok ZS, Piatov IS, Maksimova YA, Vrublevskaia YI (2011) Modifying moulded rubber articles based on butadiene-acrylonitrile rubber in a liquid medium. Int Polym Sci Technol 38(4):19–22. https://doi.org/10.1177/0307174X1103800405
Öztürk B, Inan T, Atakül H, Guner FS (2023) Smart polyurethane composites: magnetic-field-sensitive crosslinked shape-memory polyurethane composites. Express Polym Lett 17(6):660–673. https://doi.org/10.3144/expresspolymlett.2023.48
Xu M, Xue H, Tin WY, Wang H, Yong Z, Wang Q (2021) Synergistic effect by polyethylene glycol as interfacial modifier in silane-modified silica-reinforced composites. Polymers. https://doi.org/10.3390/polym13050788
Dileep P, Varghese GA, Sivakumar S, Narayanankutty SK (2020) An innovative approach to utilize waste silica fume from zirconia industry to prepare high performance natural rubber composites for multi-functional applications. Polym Test 81:106172. https://doi.org/10.1016/j.polymertesting.2019.106172
Gong Z, Huang J, Fan J, Chen X, Wang H, Chen Y (2022) A super-toughened poly(lactic acid)-based thermoplastic vulcanizate through incorporating modified SiO2 nanoparticles. Compos Sci Technol 226:109558. https://doi.org/10.1016/j.compscitech.2022.109558
Mokhothu TH, Luyt AS, Messori M (2014) Reinforcement of EPDM rubber with in situ generated silica particles in the presence of a coupling agent via a sol-gel route. Polym Test 33:97–106. https://doi.org/10.1016/j.polymertesting.2013.11.009
Yang J, Xian B, Li H, Zhang L, Han D (2022) Preparation of silica/natural rubber masterbatch using solution compounding. Polymer 244:124661. https://doi.org/10.1016/j.polymer.2022.124661
Marzocca AJ (2007) Evaluation of the polymer-solvent interaction parameter χ for the system cured styrene butadiene rubber and toluene. Eur Polym J 43(6):2682–2689. https://doi.org/10.1016/j.eurpolymj.2007.02.034
Alimardani M, Razzaghi-Kashani M (2020) The correlation of tear deviation and resistance with the bound rubber content in rubber-silica composites. Polym Test 90:106762. https://doi.org/10.1016/j.polymertesting.2020.106762
Acknowledgements
Project no. TKP-6-6/PALY-2021 has been implemented with the support provided by the Ministry of Culture and Innovation of Hungary from the National Research, Development and Innovation Fund, financed under the TKP2021-NVA funding scheme. The research reported in this paper has been supported by the National Research, Development and Innovation Office, Hungary (2017-2.3.6-TET-CN-2018-00002). László Mészáros is thankful for János Bolyai Research Scholarship of the Hungarian Academy of Sciences. This research was supported by the ÚNKP-23-5-BME-434 New National Excellence Program of the Ministry for Culture and Innovation from the source of the National Research, Development and Innovation Fund.
Funding
Open access funding provided by Budapest University of Technology and Economics.
Author information
Authors and Affiliations
Contributions
S.P. prepared the samples, made the measurements, wrote the manuscript and made the figures. P.K. was responsible for the conceptual design. M.L. was responsible for the methodology and was the subject leader. All authors participated in the evaluation of the measurements and reviewed the manuscript.
Corresponding author
Ethics declarations
Conflict of interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sayfo, P., Pölöskei, K. & Mészáros, L. Improving the mechanical and abrasion properties of silica-reinforced styrene-butadiene rubber composites by optimizing the concentrations of compatibilizers. Polym. Bull. (2024). https://doi.org/10.1007/s00289-024-05314-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00289-024-05314-w