
Abstract
Growing natural calamities as a consequence of global warming are one of the most pondering subjects today. The exponential growth of environmental pollution due to unscientific human exploitation of natural resources is considered the prime reason for the harsh responses of nature. Researchers from various fields of industry and academia are working hard to develop and implement products/technologies that are environmentally friendly or less harmful to the ecosystem. Material researchers, specifically those working in the automobile sector are also not behind in search of green products from eco-friendly raw materials and production methods. The automobile industry is collectively responsible for around 40% of global pollution in terms of greenhouse gas emissions. Out of which around 20–30% is originating from tyre production and its end-use. In this view, tyre production from eco-friendly raw materials and technologies that have minimum hazardousness to the environment is a hot research topic today. A few products in the market with “green” tags and many are in the pipeline for the recent future. This review summarises a detailed discussion of the emerging green technologies for tyre production and depicted comprehensive data from the available literature. The paper has been drafted from a well-balanced academic and industrial point of view since the researchers from both sectors are working in harmony for a better future for green tyre technology.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Global status of tyre production and market depth
After its invention by John Boyd Dunlop in the year 1888, tyres have become an indispensable part of our everyday life. Tyres keep our world moving and have potentially evolved over the years embracing modern technology and innovative methods suiting customer needs. Consequently, research is progressing rapidly on developing cutting-edge technologies like tyres for lunar/space applications, run-flat tyres, non-pneumatic/air-free tyres or tweel tyres, fuel-efficient and smart tyres which can sense road conditions, advanced tyres for autonomous, electric and solar vehicles, etc. [1]. In addition to these new technologies like noise cancellation, seal inside tyres, eco-friendly and 3D printed tyres are already in the pipeline [2].
Distribution of tyre market worldwide
The international tyre market comprises different global regional sectors which include: North, South and Central America, Europe, the Middle East and Africa, and the Asia Pacific. The tyre market is also can be classified in terms of design, distribution channels, end-use, and vehicle type as given in Fig. 1. According to the data published by the Japan Automobile Tyre Manufacturers Association (JATMA), the 2019 worldwide tyre production was estimated at as 16.86 million tons. China is leading the tyre market worldwide accounting for around 50% of the tyre industry. This is followed by Europe, USA, India and Japan. China’s growth in the tyre industry is in parallel to its growth in the car market owing to its growing middle-class population as the country share around 21% of global car production [3]. India is another optimistic tyre industry even after being severely affected by the present pandemic situation. During the period 2020–2024 India’s tyre market is expected to grow at a rate of 7–9% and will become the third-largest market in the world [4].

Distribution of global tyre market in terms of various aspects of production, distribution and end-use
Balancing profitability and sustainability are the modern-day enigmas for the tyre industry as both are the two different faces of the same coin. Likewise, the tyre industry is exceedingly dependent on the automobile sector which is also termed the “industry of industries”. Hence the global tyre market is driven by the ups and downs in the automotive industry [5]. The year 2020 and 2021 were a great disappointment for all the industries worldwide due to the covid-19 pandemic situation, no exception for the automotive and tyre industries. The Covid-19 outbreak forced authorities across the world to implement strict lockdown and restrictions on the import/export of essential goods during most of the 2020 and early part of 2021. This affects badly to the total rubber consumption as it has reduced marginally by 2020 [6]. However, the market regains its growth pace in the latter part of 2021 and hopefully, it will bounce back completely by the year 2022. Further, the tyre market is expected to grow to more than 2700 million tyres by the year 2026 as compared with 2000 million in 2020, Fig. 2. The expected growth in the electric vehicle market can take forward the tyre industry in the coming periods. Governments from various countries are incentivizing the usage of electrical vehicles by implementing strong emission lows and offering support to both end-users and manufacturers. As a result, by 2030, the global market of electrical vehicles will hold around 30% of total automotive sales [7].

Comparison of tyre production by volume for the years 2014–2020 worldwide [7]
Environmental impact of tyres during production and use
Being an essential part of an automobile, tyres are one of the technological marvels, which aid in load carrying as well as vehicular movement. In addition, they provide adequate grip, safety, comfort, durability, steering precision and fuel efficiency to the vehicle. Apart from these benefits, there is also another side for automobiles and tyre sector, which is quite disturbing to our ecological balance. Fossil fuel-powered automobiles and their tyres have been key contributors to the environmental pollution worldwide through the uncontrolled greenhouse gas emissions that include CO2, other volatile organic compounds (VOC), etc. The unscientific disposal/recycling practices are also a major concern here [8]. Tyre usage and production in combination contribute around 21% of global greenhouse gas emissions. In Fig. 3, the category is spreading over the ‘industry and transportation’ sections as one of the major contributors [9].

Contribution of various economic sectors to greenhouse gas production globally [9]
When we move into details about the pollution responsible by the tyre industry, it is observed that around 63–96% of the total environmental impact occurs in the product use phase mainly due to the rolling resistance or friction offered by the tyres [10]. Also, about one-third of the fuel energy was utilized to overcome friction in the engine system, transmission system, auxiliary equipment, tyre–road contact and brake contact [11]. Responsibility for the major part of fuel consumption is arising from tyres through the rolling resistance developed between the tread and the road surface to provide adequate grip during vehicle motion. Also, the rolling resistance developed on the tyres is different for various types of vehicles depending on the tyre aspect ratio and design [12]. Hence, to address the environmental impact of tyres, the effects of rolling resistance such as tyre wear, emission of greenhouse gases etc. need to be studied along with issues related to the disposal and recycling of used tyres [13].
Apart from the release of exhaust gases, automobiles are also responsible for environmental pollution due to the generation of non-exhaust particulate matter into the environment [14]. Particularly, the rolling resistance offered by the tyres resulted in the release of tyre wear particulates into the atmosphere which causes air, soil and water pollution [15]. However, the amount and size of the generated particulates depend on various factors such as tyre properties (age, inflation, composition and structure), vehicle load, road surface, temperature, speed and nature of the contact. Based on size, the particulate matter (PM) can be classified into 3 types as PM0.25 (< 2.5 µm), PM10 (2.5–10 µm), > PM10 (> 10 µm) [13]. The smallest tyre wear particulates of the type PM0.25 remain airborne for longer time intervals, hence can cause air pollution and respiratory ailments. Other larger coarse particulate matter settles down on the road surfaces and contaminates soil or may be washed away into water bodies including lakes to oceans.
Kole et al. [14] 2018, had estimated the emission from car tyres in various geographical regions to study the detrimental effects of tyre wear and tear on the environment. They reported a global per capita emission range from 0.23 to 4.7 kg/year, with an average of 0.81 kg/year. It was found that tyre wear and tear constituted about 3–7% of the total airborne PM0.25 found in the atmosphere. In addition, around 5–10% of the polymeric pollutants found in oceans are from tyre wear particulates [16]. Halle et al. [17] also studied the ecotoxicology problems of micronized rubber with an emphasis on understanding the interactions of tyre wear particles (size ≥ 1 mm) with the biosphere. Wagner et al. [18] carried out studies on the presence of tyre wear particles in the surface waters and found that the concentration of particulates ranges from mg/L in surface water to mg/kg in sediments indicating the sedimentation of coarse particulates (PM10 and > PM10). According to the authors' chemicals leached out due to the tyre wear could be more dangerous than the particulate matter and can severely affect the aquatic ecosystem. Park et al. [19] also studied the effect of microplastics on aquatic life. They reported the presence of microplastics in 99% of the fish samples collected. Also, 14% of the microplastics found in fish digestive tracts were constituted of tyre wear particles [20].
Causes and mitigation effects of tyre originated CO2 emission
Drastic variation in climatic conditions triggered by the emission of greenhouse gases (GHG) into the atmosphere through human activities has been a great concern worldwide for many years. Various steps have been taken by different countries like the Paris Agreement in 2016 to curb the causes of global warming. The GHG consists of mainly CO2 along with methane and nitrous oxide. Automobiles are one of the major contributors to atmospheric CO2, with fuel efficiency being the key concern. As discussed earlier, fuel efficiency can be directly linked with the tyre rolling resistance and hence tyres also play an important part in the CO2 emission by automobiles [21]. The GHG or CO2 emission throughout the life cycle of a passenger car tyre can be summarized as raw material production—9.8%, manufacturing—2.9%, logistics—0.6%, end-use—86.4%, end of life (combustion)—0.3%. So, the maximum CO2 emission occurs during the application phase and hence rolling resistance should be minimized to increase the fuel efficiency as well as control the GHG from automobile exhaust. The rolling resistance coefficient is usually expressed in kilograms per metric ton and studies have shown that a decrease of 1 kg/t rolling resistance helps to reduce the fuel consumption by 5%.
Earlier, the induction of steel cords and radial ply tyres were revolutionary innovations to reduce the rolling resistance. Down the lane, researchers had been working to develop green technologies in tyre manufacturing to obtain a balance between rolling resistance and road grip. To reduce the rolling resistance, modifications can be made to the rubber compound, tread design and tyre build [22]. Accordingly, the viscoelastic properties (mainly loss factor) of the rubber compound were modified by the usage of silica fillers, other nanomaterials and steps taken to improve the filler dispersion in the compound, improvised the crosslinking process and also increased the usage of natural rubber [22]. It was found that tread contributed to more than 60% of the total tyre losses and hence changes were also introduced in the tread design by providing nano coatings to tread, reducing the depth of the tread pattern and introducing 3D shaping technology. Furthermore, alterations in the tyre construction were also successfully tried by increasing the tyre diameter while reducing its width, increase in air pressure and reducing the thickness of side walls [23].
Life cycle analysis of tyres and circular economy
Sustainability is the new norm in the automobile and tyre sectors. Sustainable practices need to be enforced starting from the selection of raw materials, manufacturing stages (using green methods), during the product use (ensuring safety, fuel efficiency, low friction losses, reduced exhaust gases, etc.) and proper disposal of the used tyres (by recycling or energy recovery) without affecting the environment [24]. The schematic of a sustainable life cycle of a tyre is shown in Fig. 4. Committed to sustainability, tyre companies mainly in the developed countries have started to implement the Circular Economy wherein they take up the responsibility to implement a sustainable life cycle of the tyres along with retreading, recycling and the end-of-life stages [25]. During the use stage, the tyres need to be well maintained by the manufacturers which give them a longer life and value of money to the customers. The retreading possibilities should also be fully utilized [26]. Finally, in the end-of-life stage, the tyre companies create a system to collect them back and convert the waste tyres into secondary raw materials for various industries like construction, automotive, etc. A circular economy is a great initiative if implemented effectively, but it is still in its primitive stages in many developing countries.

Schematic of the sustainable life cycle of a tyre
Another approach towards sustainability is the Life Cycle Analysis (LCA) which involves the systematic study and quantification of the environmental effect of any product starting from the manufacturing stage, covering its entire life span till its disposal, also known as the cradle-to-grave LCA approach. Different works were reported on LCA on various issues, new products and processes in the tyre industry [27]. Earlier Michelin had studied the life cycle environmental impact of tweel tyres for passenger vehicles along with a comparison with conventional tyres. The tweel tyres provided 10% fuel savings in use but also resulted in higher CO2 and CO emissions by 10% and 100%, respectively [28]. In 2019, Piotrowska et al. [29] studied the environmental impact of a car tyre using the LCA method. They observed that the 'use' stage is the most energy-consuming phase in a tyre life cycle and recycling helps to reduce the negative ecological impact of the tyre to a small extent. Similarly, LCA methods were used to assess the possibilities of end-of-life of tyres by Landi et al. [30] who had studied the disposal strategies of textile fibre materials in tyres. In another study, Li et al. [27] focused on ground rubber production from scrap tyres. LCA methods were also used to study the feasibility of using advanced materials such as nanofillers for increased tyre performance and sustainability. This is considering a part of green initiatives in the tyre sector. In this view, theoretical LCA studies were also reported [31] on reducing the carbon footprint and CO2 emissions by the replacement of carbon black fillers with graphene in the tyre compounds. LCA using silica fillers with bifunctional silane coupling agents as a replacement for carbon black for the development of green tyre compounds was also reported [32].
As we can see, there are different analysis techniques to check the sustainability of the tyre industry during manufacture, use and disposal. However, the most effective solution would be to use green manufacturing practices and raw materials from renewable resources to create green tyres with environmental concerns, longer life, and minimum rolling resistance with no compromise in grip and vehicle safety. Green tyre technology can be considered as the future of tyre industry and hence this review mainly focusses on the adoption of green technology in tyre manufacture, its significance, present scenario, green compounding ingredients and sustainable manufacturing practices.
Strategies to reduce the environmental impact of the tyre industry
There are several mitigation strategies adopted to eradicate these existing challenges like the 3R concept—Reduce, Reuse and Recycle, usage of renewable resources of energies (wind energy, solar energy etc.), usage of sustainable material and methods for tyre production, etc. The 3R concept was one of the most popular slogans among environmentalists in the past decade. Reducing the usage of non-environmentally friendly products or raw materials for the production of the tyre is included within the concept of “Reduce”. However, without finalizing suitable commercially viable alternatives, it is difficult to restrict any material from established formulations due to the economic as well as process limitations. In a modern world, it will be almost an impossible task to stop using rubber-based tyres since we do not have a better alternative to take over its place without affecting our mobility requirements [33].
Reusing the tyre is a significant and established method through various methods including retreading [34]. One of the environment-friendly processes allows reusing used tyres without compromising the performance much. It saves significant landfill space and corresponding environmental issues. It is also useful to reduce the emission of a significant amount of CO2 and millions of gallons of process oils, which are associated with the production of new tyres. One can save around 40% of money by retreading a tyre in comparison with a new buy. However, the new class of budget tyres make retreading irrelevant since it cost much lesser than a retreaded one. Also, the damage originating from the chord area may affect the life of a retreaded tyre since the process replaces only the tread part of the tyre.
In the past 15–20 years recycling rate of used tyres are increased abruptly worldwide, especially in the countries like USA, Japan and European Union. Increased efficiency of methods of recycling also has a huge impact on this steep growth. As an output of dedicated research works from industry and academia, used tyre derived products got legal recognition as a valued secondary raw material and an alternative energy source. There are proven methods to use end-of-life tyres as a low-cost fuel for power plants and cement factories [34]. The recycled materials are also used as construction raw materials. The substitution has the most positive impact of environmentally friendly nature and reduction in overall process cost. Recycling is practically made possible through two main aspects energy recovery and material recovery. Energy recovery is done by using as the alternative energy source for the production of cement kilns, paper mills, thermal power stations, boilers in industry, etc. Also, substitution for fossil fuels like coal in steel plants is another area where used tyres found an application. Material recovery is done as construction material, Crumb or ground rubber in moulded products as thermoplastic composites.
However, considering the volume of waste tyre generation and the pace of popularization of reduction, reuse and recycling are still found extremely insufficient mainly due to management difficulties, low conversion rate, cost, lack of awareness in the public, etc. In this perspective, tyres are considered as the classic example of non-renewable petroleum originated large-volume industrial product that is not fit into the desired paradigm of reduction, reuse, recycle.
Green tyres industry: an overview
As discussed in the earlier sections global automotive industry has a staggering rate of growth of around 15%, which also demands advancements in every component of an automotive including tyres to make them more user friendly, sustainable and eco-friendly [32]. The human-initiated pollution of the various ecosystems has a huge impact on the climatic conditions. Increased numbers of cyclonic storms and unpredictable seasonal changes are direct consequences of the inappropriate human invading of the environment. Increased awareness, made researchers seek possible solutions in terms of products which have a ‘green’ background from raw materials to working life cycle. Such products are expected to leave zero or minimum carbon footprints on the environment. The tyre industry also diverted its paths towards 'green' solutions since it has a major contribution to environmental pollution which is discussed in the earlier sections. Researchers are working hard to find suitable ways to prepare ‘green tyres’ by modifying the formulations with eco-friendly renewable resource-based raw materials and methods which require less energy consumption [35].
The most important challenge involved in the development of green tyres is maintaining high performance even after modifying formulation with renewable resource-based materials. The tyre is one of the most important vehicle components that protect the wheel’s rim and provide grip between the vehicle and the road with a flexible cushion bed effect to absorb shock [3]. Maintaining low rolling resistance, high life cycle and processability during production are considered to be prime objectives in this perspective. As a result, the focus has changed towards sustainable tyre technologies like renewable rubber parts that can have comparable or better properties than traditional products. If it can match up with the performance requirements the products can have add on properties including high fuel efficiency due to their lighter characteristics [36]. Green tyres are reported as 10% lighter than conventional ones which helps to reduce the overall weight of the vehicle. This ultimately reduces the fuel consumption of the vehicle as the tyre is responsible for the 20–30% fuel consumption. Increased demand for sustainability and eco-friendly products due to the rising energy cost, governmental regulations, depletion of fossil fuels and desire for improved handling of raw materials to products have accelerated the growth of the green tyre industry [37]. Many research efforts for the development of green tyres have started through a strategic partnership among government, industry and academia. Eco-friendly tyre products with low rolling resistance (LRR) as well as those produced from ‘green’ raw materials become popular in this perspective. Increasing living standards and growing numbers of middle classes result in an automatic increase in the demand for personal vehicles all over the world. The effect is prominent in emerging economies, particularly in Asia. The match-up with the increased requirements of marketable products as a result of this high growth rate of the global tyre market is the prime challenge to be encountered by the green tyre industry. Keeping this as the driving force, the global green tyre market is expected to register a high growth rate and will dominate the tyre industry by 2027, Fig. 5 [38].

Global green tyre economy regional wise, present and projection for immediate future [38]
Green technology present scenario: key materials for green tyres
To cope up with the evolution of new technologies, the global tyre industry requires sustainable changes in formulation, method and design for tyre production. One of the major contributing factors in this sector is the development of “Green tyres” [39]. Green tyres have widespread significance in the present global scenario since carbon dioxide emission becomes one of the prominent factors that contribute to environmental pollution. The emission of greenhouse gases from the automobile sector along with tyre erosion will hamper the sustainable development that currently prevails in our ecosystem. The concept of “Green tyre” emerged first in the early 1990s by Michelin. Tyre tread is an essential part of the tyre that comes in direct contact with the surface of the road. Tread compounds contain carbon black and aromatic oils that are responsible for the CO2 emissions that directly contribute to the carbon footprint. The concept of eco-friendly green tyres got much significance here. The tyres which are derived from sustainable materials with low rolling resistance, improved wet grip and wear resistance are termed green tyres. Proper utilization of the available resources, cure optimization, elimination of unwanted processes and material movement, reduction in downtime, and standardization of a few components in the tyre manufacturing process can thrive in the production of energy-saving methods [40]. Also reducing toxic, carcinogenic materials in rubber compounding will lead to the evolution of a new green tyre manufacturing process. Due to the influence of environmentally friendly alternatives, tyre tread formulations are now moving towards green technology [41].
Tyres from green technology are under continuous research for optimizing the formulation using partial or complete replacement of raw materials including synthetic rubber, reinforcing carbon black and fibres, and other compounding ingredients. One of the early commercial milestones is the usage of liquid farnesene rubber (LFR) by Kuraray’s in 2017 for passenger tyre production. LFR is a liquid rubber prepared from farnesene, a bio-originated diene monomer first developed by Amyris, USA. Sumitomo Rubber is using sugar cane originated Kuraray’s LFR as an additive for enhanced performance for their latest winter tyre, the Winter Maxx 02. Fillers like highly dispersed silica (HDS), carbon black and various nanomaterials are the prime focuses of these researches. According to Smithers, the raw material demand may exceed 20 million by 2023 and demand will increase for natural rubber, rayon fabric and sustainable fillers instead of synthetic/petroleum-based materials. At present Solvey produces 85,000 tons of HDS for the green tyre market and is expected to have a growth rate of 50% in the coming years [42]. According to the reports by Solvey, high dispersibility silica (HDS) in tyres can improve fuel efficiency by around 7%. Expanding the sources for natural rubber and its bio-based alternatives is a key area of attention as well. Cooper Tyre and their academic partners including Clemson University, Cornell University, PanAridus and the Agricultural Research Service of the US Department of Agriculture have developed passenger tyres using guayule instead of Hevea natural rubber. The company made 450 tyres through this concept and the performance was found satisfactory as a marketable product.
Today, the tyre manufacturing companies are adding precipitated silica to tread formulations for enhancing fuel efficiency, and overall performance and to reduce the emission of greenhouse gas. The minimum energy required to move a vehicle (rolling resistance) is responsible for about 1/4th of the pollution generated by automobiles [43]. Adding precipitated silica can reduce around 20–30% of total carbon dioxide emissions all over the world. Silica can have a positive impact on the tyre’s responsive handling and steering capability irrespective of the weather conditions. Tyres with precipitated silica also show impressive traction properties on icy roads. Major companies like Bridgestone Group (Bridgestone and Firestone), Continental, Goodyear, Michelin, Goodyear etc., have the most active agenda to avoid the use of fossil-based raw materials and convert the tyres production completely from sustainable resources. Bridgestone’s specifically announced an aim for tyre production through “100% sustainable materials” by 2050. The review is aiming to have a comprehensive discussion about this field from an academic as well as industrial perspective [44].
In a nutshell, as the evolution of new technologies progresses, the global tyre industry requires sustainable changes in formulation, method and design for tyre production. Development of new formulations is in progress to make more environmentally friendly tyres. It helps in reducing the detrimental effect caused by the greenhouse gases and conserves our ecosystem. Natural rubber, as well as chemically modified natural rubber (epoxidized natural rubber), are the renewable sources employed for tyre manufacturing. Instead of conventional black fillers, a renewable source of polar silica is used for reinforcement [45]. In the early 1990s, an enormous amount of technology has been switched over the usage of silica for carbon black. The main purpose behind this transition was to fulfil the fuel economy as well as wet skid performance [46]. Some of the key parameters which are needed to be considered while designing the low rolling resistant tyres are hydro planning, noise, optimized wear, ride and comfort, optimized pitch sequence, etc. Usage of sustainable materials as compounding ingredients in tyre formulations like polymer matrix, fillers and other additives reduces the impact of carbon emissions [47].
Properties which are significant for a tyre tread compound
-
(I)
Rolling resistance: The energy consumed per unit distance of travel under loaded conditions is termed rolling resistance. The rubber which is a viscoelastic material undergoes deformation and a part of the energy is stored elastically and the remaining energy is dissipated as heat. This hysteresis loss along with friction in the footprint area and aerodynamic drag contributes to the total resistance of the vehicle and rolling resistance is the force that opposes the movement of this vehicle [48]. As the tyre rolls down the road, the low rolling resistant tyres provide less friction, thus improving fuel efficiency. Here, the wastage of energy is minimized. Some of the key parameters which are needed to be considered while designing the low rolling resistant tyres are hydro planning, noise, optimized wear, ride and comfort, optimized pitch sequence, etc. The rolling resistance of the tyre depends upon several factors such as base polymer, reinforcing filler, curing conditions, mechanical history experienced during tyre manufacturing, etc. Excluding the tyre design, the phenomenon of compounding also plays a vital role in the reduction of rolling resistance. It elucidates the usage of low hysteresis materials in the production of green tyres and the magnitude of rolling resistance depending on the tyre used, the surface on which the tyre rolls, and the operating conditions such as load, speed and inflation pressure [49]. Less fuel is required to propel the vehicle forward in low rolling resistance conditions. It also accounts for reduced wet grip [50]. Ejsmont et al. elaborated on the impact of pavement texture on tyre rolling resistance [51]. Fuel consumption can be significantly reduced by optimizing pavement texture. Partial replacement of carbon black with silica will helps to achieve the equilibrium between wet grip and low rolling resistance. Low hysteresis compounds can lower the rolling resistance [52]. The loss factor from DMA (Dynamic mechanical analysis) elucidates the performance evaluation of the tyre tread in terms of the tan delta at 0 °C and tan delta at 60 °C. Tan δ is the ratio of loss modulus to storage modulus which indirectly measures the durability of tyre tread [53]. Lower the value of tan δ at 60 °C indicates reduced rolling resistance property by reducing the heat build-up during the service of the tyre, whereas tan delta at 0 °C imprints the improved wet grip property of the tyre tread [54]. Silica reinforcement can be achieved with the help of a silane coupling agent. Sarkawi et al. studied the role of coupling agents in silica flocculation and its re-agglomeration. Flocculation occurs at the beginning of the vulcanization cycle which results in the increment of torque [55].
-
(II)
Wet traction: The tyre’s traction or grip on wet conditions can be termed wet traction. It is influenced by the tread design and patterns. Wet traction is improved by the tread design’s ability to channel out water from the tyre footprint area. Special designs, as well as sipes and grooves, were provided for hydroplaning [56], (Fig. 6). The wet skid resistance of the tyres is influenced by the micro Brownian motion as well as hysteresis loss of the polymer which in turn depends on several factors such as glass transition temperature, and tan delta(ratio of loss modulus to elastic modulus) etc. [57].
Fig. 6 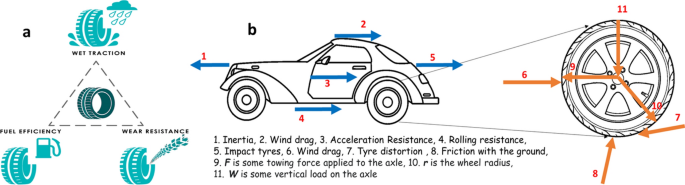
a Magic triangle in tyre performance [58], b Various forces determine the overall rolling resistance of a vehicle
-
(III)
Wear resistance: Another important criterion required for tyre tread is wear resistance since the tyre is the outermost portion of the vehicle which comes in direct contact with the road surface. Overinflation and inflation cause excessive wear on the outer ribs. Abrasion resistance was found to be decreased while increasing the filler content of silica. This is due to the poor silica dispersion or strong silica-silica interaction [59]. The important parameter which controls the abrasion resistance of the vulcanizate is modulus and the friction coefficient [60]. Higher modulus and lower friction coefficient exhibit good abrasion resistance. Good filler dispersion also contributes to better wear property.

Compounding aspects of green tyre technology
Formulation development is the most important part which defines the life and performance of a tyre [61]. The mixture of rubber and other ingredients used for the manufacture of any rubber product is termed “Compound” and the art of making such a compound is called compounding. The key objective of compounding is concerned with securing an optimum balance between the three significant characteristics, namely cost, processability and final vulcanizate properties. The established ingredients of tyre tread consist of synthetic rubbers [62], petroleum-based fillers [63] performance modifiers [64], processing aids, [65] etc. The majority of the ingredients are synthetic materials with non-environmentally friendly backgrounds and output characteristics. Replacing these materials with bio-originated/eco-friendly raw materials is critical in terms of satisfying required properties, shelf life and cost. Compounding plays a vital role in the reduction of rolling resistance. The basic ingredients used for typical tyre formulation include base polymer, fillers, anti-degradants, accelerators, activators, vulcanization system, processing oils, special additives, etc. The following sections summarize the successful studies in green tyres by various research groups.
Polymer matrices for green tyre tread formulations
Natural rubber, SBR, BR, ENR and their suitable blends are common polymers used for tyre manufacturing. The rolling resistance and wet skid resistance of the tyres are influenced by the micro Brownian motion as well as hysteresis loss of the polymer matrix which in turn depends on several factors such as glass transition temperature, loss factor, etc. [57]. The selection of the base polymer is then conducted based on the output characteristics required for the specific type of application conditions including type of vehicle, geographical region, season, etc. Butadiene rubber is a hard segmented elastomeric macromolecule used to incorporate within another polymer like NR to adjust the wear properties of tyre tread. In general, increasing polybutadiene content results in the reduction of rolling resistance of a tread compound thereby causing better fuel efficiency for the vehicle. The blends of BR, with both the grades of SBR, namely, solution SBR and emulsion SBR along with silica as the filler material are showing promising mechanical and tribological properties [66]. This is a notable result as silica is the potential filler material to replace carbon black (CB) in a green tyre tread development perspective. The need for environmental protection and conservation of the ecosystem prompts the researchers to make use of natural components with an optimum priority which resulted in the development of epoxidized natural rubber (ENR) for automobile tyres. Silica filled ENR/BR in the ratio of 80:20 exhibits excellent mechanical properties as that of traditional carbon black (CB) filled NR system. Abrasion properties were enhanced by the incorporation of BR [58]. ENR offers excellent wet skid resistance and lowers rolling resistance for tyre applications [67].
Sustainable rubber materials as an alternative rubber matrix for tyre applications
Hevea brasiliensis is globally employed for the mass commercial production of NR [68]. Several other similar species like dandelions and guayule were also used for the extraction of NR from natural resources. This maintains the supply of NR around the global market. The roots of the plant Russian dandelion contribute 15% of the latex as that of the rubber trees. It displays superior properties in terms of improved grip in wet conditions. Guayule is another similar species having the same constituents as that of natural rubber. The peculiarity of these species is that it requires minimum time to harvest as compared to the traditional brasiliensis rubber trees.
Another notable study happened is the improved durability of the tyre treads by the incorporation of trans-1,4-poly(butadiene-co-isoprene) copolymer (TBIR). The fibrils of this TBIR diminish the chances of crack initiation and propagation thereby improving fatigue life. The block copolymers can also act as an interfacial modifier to enhance compatibility [35]. Zhou et al. designed a bio-based carboxylic elastomer for green tyre applications, poly dibutyl itaconate-co-isoprene-co-methacrylic acid (PDIM), synthesized by redox emulsion polymerization. The introduction of the carboxyl group provided strong interaction between macromolecular chains and silica. The good dispersion of silica in the PDIM matrix results in the reduction of rolling resistance as well as hysteresis and the inventors projected the formulation as an alternative material for tyre tread applications [69]. NR latex also has been used as an eco-friendly matrix for the preparation of tyre tread formulation. Wang and co-workers have elucidated that the wet masterbatch technique can ease the compounding and require less energy during processing [70]. The rolling resistance and wet skid resistance were evaluated by DMA and RPA analysis which were in line with the requirements of tread material. Compared to dry mixing methods, the advantages of wet masterbatch mixing are of shorter mixing time, causes less damage to rubber molecules and results from better filler dispersion etc. [71]. Quin et al. developed a double network elastomer nanocomposite for ultra-low energy applications. Hydroxy terminated polybutadiene-based polyurethane was used in this study to prepare the tyre tread formulation. The design strategy was based on combining macromolecular self-assembly and irradiation crosslinking. The low dissipation factor obtained was the remarkable output of the study [72]. Fernandes et al. developed tyre tread compounds with reduced rolling resistance and improved wet grip resistance using modified rice husk ash in a green perspective [73]. Fang et al. have prepared a high-performance rubber composite by introducing the urazole groups into the NR chain backbone. The mechanism behind the modification is triazoline dione (TAD)-ene click chemistry and the covalent interactions formed between the carbon black and rubber molecules through thermal oxidation, Fig. 7. The covalent bond formation enhances the filler-matrix interactions which subsequently resulted in increasing the modulus, wet traction, low rolling resistance, etc. [74]. In another study, ENR 25 is employed as the matrix material [75]. ENR reinforced with silica compound is evaluated for truck tyre tread performance. ENR/Silica system is compared with the conventional NR/CB/BR system also. Cure characteristics are different for both the compounds where the cure rate is higher in the case of the conventional system. The use of silane coupling agents and the interaction of the epoxy group ultimately promote the curing process. Reduced agglomeration due to good dispersion of silica within ENR also indicates the effectiveness of the method. Similar results also were reported for NR/CB/BR system with adjustable cure and scorch time. However, mechanical properties especially tensile strength and modulus reported inferior for this study using the ENR matrix [76].

Mechanism for improved interaction between CB and NR using Urazole [74]
Replacement (partial and complete) of traditional fillers
The drawback of CB is its poor dynamic properties and its non-environmentally friendly end of life materials. Depletion of fossil fuel sources also forced us to find alternatives for CB since it is produced by the partial combustion of crude oil. Rizuan and co-workers have investigated the effect of carbon black structures in heat build-up and dynamic properties of NR and SBR [63]. The incorporation of low and high black structures in NR/SBR exhibits lower heat generation which results in lower damping value and low rolling resistance. Lolage et al. found that carbon foot printing can be significantly reduced by partial replacement of carbon black with nanofillers derived from agricultural wastes such as rice husk ash. They also adopted a green approach as a hydrothermal method for industrial scale-up [77]. Fernandes et al. evaluated the effect of replacing carbon black with rice husk ash as filler in basic tread compounds. Compared to the conventional reinforcing filler system, the mechanical properties were found to be inferior, but partial replacement of carbon black with rice husk ash offered excellent abrasion resistance and reduced rolling resistance [73].

a Distribution of modified and unmodified silica, b Mechanism of silica modification, c Improved performance as enhanced tan Delta by modified silica incorporation [78]
Silica which is abundantly available in nature is replacing the C-black in tyre formulations today. Compounding with silica can help in minimizing the filler content of basic tyre formulations. Compared with the carbon-filled rubber compound, better-wet skid resistance was observed with silica filled rubber composites. This is due to the presence of relatively higher surface roughness and microhardness of these composites [79]. The influence of carbon black and silica filler on the rheological and mechanical properties of the NR compound was studied by Ika Maria Ulfah and co-workers. Hardness value was found to be increased with increasing silica content [80]. Sun et al. has reported a detailed study on the influence of silica and its surface modifications on the physical properties of a tyre tread formulation, Fig. 8 [78]. To improve the silica dispersion, they developed an amino-functionalized solution polymerized SBR composites (FSSBR) where a hydrogen bond is formed between the amino group and the hydroxyl group of silica to facilitate the dispersion. Nanoscale dispersion of silica was contributed by these amino groups. AFM characterization studies confirmed the strong interfacial interactions among the fillers and matrix macromolecules. The existence of a strong Payne effect was noted due to the high interfacial interaction between SSBR and silica-supported by the presence of a higher number of amino groups. It leads to the development of SSBR shells around silica particles. All the mechanical and dynamical properties were reported superior values. Also, these composites offered superior wet skid resistance as well as higher static mechanical properties which is a prerequisite for green tyre applications [78]. Kong et al. demonstrated a self-assembly method for the preparation of CNT/SiO2 nanocomposites for high-performance green tyre applications. The usage of this hybrid material as reinforcing filler in solution SBR compounds increased the overall mechanical properties as well as wet skid performances [81]. Abrasion resistance, a key parameter in the magic triangle of green tyres was decreased while increasing the filler content of silica. This is due to the poor silica dispersion or strong silica-silica interaction [59]. The important parameter which controls the abrasion resistance of the vulcanizate is modulus and the friction coefficient [60]. Higher modulus and lower friction coefficient exhibit good abrasion resistance. Good filler dispersion also contributes to better wear property.
The self-lubricating nature of graphite act as excellent material for tyre tread applications [82]. The improved heat build-up along with good mechanical properties and conductivity make them adaptable for tyre tread compounding. Proper dispersion of filler particles within the rubber matrix can be effectively improved by conducting masterbatch mixing in two stages. The breakage of primary particle structure in graphite is comparatively easier than that of carbon black structure since it lacks strong chemical bonding between the successive layers. This distinguished behaviour of graphite makes them attractive as an alternative for CB. Graphite is used as a solid lubricating agent along with silica filler to improve the mechanical as well as ageing characteristics of the rubber composites [83]. The synergistic effect of a binary filler system (graphite: precipitated silica) in a 1:1 ratio nurtures uniform dispersion causing effective stress distribution among the polymer matrix and fillers. Carbon nanotubes (CNT) are another category of materials which can provide enhanced properties to the rubber formulation [84]. W. Kitisavetjit et al. studied the impact of a hybrid filler system of CNT along with graphite in natural rubber nanocomposites. The incorporation of 3 phr CNT along with 30 phr graphite particles exhibited improvement in thermal stability due to uniform dispersion and distribution of graphite and CNT particles [85]. The synergistic reinforcement effect of carbon black with nanofillers (by partially replacing CB) such as silicon carbide nanofibers, carbon nanotubes and graphite fibres in tyre tread composition was studied by Surya et al. through the latex phase mixing method [86]. The high aspect ratio of these nanofibres helps in the effective stress transfer and the nanofiller loading at 4phr resulted in optimum tribological as well as mechanical properties. Modified GO was synthesized using zinc oxide nanoparticles by co-precipitation method and from the TEM characterization technique it is revealed that the nano ZnO particle was grafted all over the surface of GO ensuring tremendous improvement in tensile and dielectric properties [87]. Han Guo and coworkers elucidated that both the fatigue resistance as well as crack propagation resistance was enhanced when incorporating GO and CNT in the CB/NR composite [88]. Strong interfacial interaction and dispersion were established between the rubber matrix and GO due to its high specific surface area and oxygen-rich functional groups on the surface. Zheng et al. developed a modified GO/SBR composite using the latex compounding method and thiolene click reaction. The modification was done using γ-mercaptopropyltriethoxysilane (MPS) and it enhanced the gas barrier property of the composite [89]. Weili et al. reported an interesting study influence of renewable resource-based cornmeal graphene on the mechanical and physical properties of rubber formulation, Fig. 9 [90].

a Method modifying NR using Cornmeal Graphene, b Improved thermal stability using Cornmeal Graphene, c Improved mechanical properties using Cornmeal Graphene [90]
The transition metal carbides, nitrides or carbonitrides which are usually synthesized from a ternary precursor (MAX) called as MXenes are grabbing attention from the researchers today as high-performance fillers for rubber formulations [91]. Here, M represents the early transition metals, A for group II–IV elements in the periodic table and X can be either carbon or nitrogen. Out of the plethora, Ti3C2Tx MXene attracted many researchers due to its excellent conductivity properties, mechanical performance and enhanced surface area and high aspect ratio [92]. The analogous behaviour of MXene with graphite in the case of structure makes them eligible for many applications. However, the compounding with polymer matrix is a herculean task because of its polarity and incompatibility. So, indispensable interface modification is done by covalent bonding of the surface groups, covalent chemisorption at the basal planes, π-π interactions, and grafting of functional groups on Ti3C2Tx MXene etc. [93]. Superior thermal and electrical properties with excellent tensile strength were observed with MXene nanosheets modified with allylamine due to the formation of covalent bonding [91]. The functional and mechanical properties of elastomers were improved by a hybrid filler system of MXene with carbon nanotubes. Initially, the hydrophobic MWCNTs were modified with CTAB(hexadecyltrimethylammonium bromide) to establish an electrostatic interaction with the 2D hydrophilic MXene material and this hybrid filler was mixed with NBR latex to produce nanocomposites [92]. A green synthesis route was explored by Li et al. to fabricate elastomer/Ti3C2 nanocomposites for low rolling resistant tyre applications [93]. The selective etching of Al from Ti3AlC2 resulted in Ti3C2 MXene and it was used as a multifunctional additive for SBR latex compounding by mechanical mixing and freeze-drying method. The uniform dispersion of MXene in rubber matrix is achieved by preventing the restacking of MXene sheets upon quick freezing. These layered materials uniformly embedded in the rubber matrix enhance the mechanical, electrical as well as conducting characteristics Addition of 4 phr Ti3C2 in SBR composites significantly increased the value of tan δ at 0 °C up to 0.259 from unfilled SBR indicating excellent wet skid resistance while maintaining the low rolling resistance parameter. The thermal stability was also improved due to the metallic characteristics of the MXene and it is evident from the initial decomposition temperature data. The waste materials generated from giant industries such as fly ash, alumina etc., are also utilized as a partial substitute for carbon black in tyre production. The morphological changes that occurred as a result of the ball mill treatment in fly ash can improve interaction among various fillers and matrix [94]. The transition metal disulfides were used for the reinforcement of tyre treads. Cysteine modified exfoliated molybdenum disulfide sheets were incorporated into the NR/CB compound to prevent the agglomeration of fillers. ENR is added to the blend compatibilizer and as an end result superior abrasion resistance, crosslink density and mechanical properties were reported. They offered excellent wet grip as well as low rolling resistance characteristics which makes them a suitable candidate for green tyre applications [95].
Usage of natural fillers as reinforcing filler for tyre applications
The eco-toxicological effect nurtured by the conventional filler carbon black had a huge adverse impact on our day-to-day life by hampering the ecological balance [96]. This disruption was declined to a minimum number by the effective utilization of the bio-sourced materials like cellulose, cellulose nanocrystals, clay, plant fibres, biomasses, agricultural wastes like rice husk, straw, lignin, etc. [97]. The specific characteristics like lightweight and reinforcement of natural fibres enable them to proffer higher fuel efficiency and lower carbon foot printing. The natural fibres extracted from coir, jute, kenaf, flax, hemp and date palm were used for the preparation of bio composites. Partial replacement of carbon fillers with bio-derived fillers including cellulose, lignin, cellulose nanocrystals, cellulose nanofibres, starch, eggshell, pistachio shell etc. have been explored for the fine-tuning of properties like low rolling resistance, durability, lightweight, ease of fabrication and energy conservation, etc. [98].
Influence of processing oils in eco-friendly formulations
In tyre compounding, synthetic oils are used as a processing aid to ease the mixing and can assist in better dispersion of fillers within the matrix. Usually, the petroleum derivatives like aromatic, naphthenic and paraffinic oils are used for this purpose [99]. But these are toxic and carcinogenic. Instead of using these conventional processing aids, eco-friendly naturally occurring oils such as neem oil, and kurunj oil can be incorporated for improving processability [100]. These oils can act like plasticizers and softeners which can reduce the time and temperature during processing and also assist in the even dispersion of other compounding ingredients. They make the finished rubber tougher, wear-resistant and good in wet grip properties. The vegetable oils like cashew nut oil, soybean oil and castor oil were established as productive for the plasticization effect in the tyre tread compounding [99]. Modified soybean oil with 6 weight% sulphur content exhibited effective plasticization in the tyre tread compound. The durability of the tread was upgraded due to the unsaturation effect and it is evident from the data on ageing characteristics [100]. Cashew nut oil as a plasticizer is used instead of naphthenic oil in tyre compounding to make it environmentally friendly. Partial replacement of carbon black with rice husk ash as filler was also done without the usage of any coupling agents. Compared to the reference sample, a 17% reduction in low rolling resistance was observed with these natural rubber composites to cater for the sustainable usage of materials [47]. The incorporation of organic clay as secondary filler with silica enables easy processing conditions and favourable properties such as reduced rolling resistance and improved wet grip required for green tyres [101]. Sarkawi et al. investigated the properties of nanofillers such as graphene in the reinforcement of ENR composites [102]. A more predominant effect was reported with the use of low filler loading of graphenes. They enabled reduced filler–filler interactions and increased bound rubber content of ENR. The dynamic property tan delta at zero degrees was found to be very promising for green tyre applications. The incorporation of modified silica grafted reduced graphene oxide (RGO) into the natural rubber latex was carried out for superior property of tread component [103]. Substitution of graphene oxide for carbon black exhibit better filler dispersion and lower tan delta value for low rolling resistance [104]. The mechanical, as well as fatigue properties, were found to improve with graphene oxide/silica/SBR composites [105]. For the manufacture of low rolling resistant tyres, the synergistic use of fillers carbon black with rice husk nanocellulose was studied. The value of tan δ at 60° is minimum which accounts for the reduction in rolling resistance [106]. Biodiesel is also used as an effective plasticizer for the potential applications of winter tyre treads. The inherent low-temperature low modulus behaviour is beneficial for their application in these tyres [107].
Role of accelerators in green formulations
The reduction in the time required for crosslinking reaction can be accomplished by using various types of accelerator additives in different amounts. Generally; they are categorized as primary or single accelerators and secondary accelerators. Secondary accelerators are the combination of two or more accelerators in a reduced amount [108]. Generally, diphenyl guanidine (DPG) is used as a secondary accelerator in silica-reinforced NR because it also acts as a base catalyst to enhance the silanization reaction. But a major drawback of this chemical is that it is carcinogenic which liberates a large amount of aniline at elevated temperatures. The use of octadecyl amine with its long alkyl chain gives a high value of physically bound rubber content. It enhances hydrophobicity. Around 0.6–1.3 phr loading of OCT is similar to DPG in cure behaviour. At higher loadings, modulus, tensile properties and crosslink density were found to be deteriorating [109]. To reduce the accelerator activity during the processing and storage stages, certain ingredients such as retarders are incorporated into the compound while mixing. Their purpose is to prevent scorch during processing and pre vulcanization at storage. Nitroso and dioxime compounds promote improved reinforcement when added to certain rubber-carbon black mixtures during mastication under controlled conditions.
Role of activators in green formulation
Zinc oxide along with stearic acid is the commonly used activator system. To tackle the emerging global concerns, these heavy metal ions are now replaced with zinc-free processing aids. Kim et al. [40] elucidated that zinc-free processing aids on tyre treads enhance the elasticity of the compound due to improvement in crosslink density as well as dispersion between rubber matrix and silica. Excellent wet braking and dry braking, low rolling resistance, and mechanical properties are the outcomes obtained in this study. The dispersion between silica and polymer matrix is greatly influenced by the catalytic fabrication of zinc-free processing aids having a hydrophilic group and fatty acid entity on opposite sides of the molecule. Eco-friendly carbon nanodots were incorporated into the commercial SBR as an efficient activator system. The N-related moieties in these nanodots reduce the activation energy, which in turn facilitates the sulphur crosslinking reactions. So, this can reduce the usage of toxic ZnO in rubber formulations thereby reducing the harmful impacts on the environment [110]. Incorporation of 2phr zinc-free processing aids in tyre tread formulation yielded emanating dynamic properties and tensile strength. Also, the composite exhibited excellent dry and wet braking and low rolling resistance property. This composite also showed a twofold increment in fatigue resistance contributing to superior durability of the tyre treads, Fig. 10 [111].

a and b SEM images of conventional and active ZnO, Cure characteristics and Crosslink density of rubber composites [111]
Influence of special additives like silane coupling agents to improve the effectiveness of green additives
Silane coupling agents have a significant role in the green formulations as they can enhance the effective stress transfer between the matrix and silica which is used as the green replacement of CB. Bifunctional silanes like TESPT (Bis-[3-(triethoxysilyl) propyl] tetrasulfide) is one of the most common compatibilizers for this application [112]. During mixing, the silanol groups on the surface of silica react with the ethoxyl groups in the TESPT and a coupling reaction occurs during the vulcanization phase. Yang et al. conducted modification of the TESPT by substituting polyisoprenyl carbanions to cater for the silica dispersion as well as reinforcement characteristics in NR/SBR composites [113]. In this study compatibilization of NR/Silica composites was carried out by using dodecanol and silane coupling agent KH592 (3-mercapto propyl triethoxy silane) in a latex medium. This was done to explore the effect of filler–polymer friction as well as internal friction between filler on heat build-up. FTIR revealed that the absorption peaks at 2930 cm−1, 2970 cm−1 and 2870 cm−1contributes to –CH3 and –CH2 bond stretching vibrations. The stretching vibrations of –OH bonds at 3450 cm−1 disappears at modified silica. This is due to the removal of hydroxyl content and grafting of KH592 and dodecanol on the silica surface. Particle size reductions, as well as improved dispersibility, were confirmed by SEM. Co modification with dodecanol and KH592 increases the bound rubber content of composite which enhances the bonding strength between filler and matrix. The heat build-up was reduced to 13 °C using co modification. Dodecanol reduces the mutual friction between filler by improving the dispersibility of filler particles. Covalent bond formation established by KH592 in between silica particle and NR matrix reduces the mutual friction between polymer matrix and filler. These two frictions affect the hysteresis loss of the composite [114]. Mihara et al. studied the role of coupling agents in silica flocculation and its agglomeration. Flocculation occurs at the beginning of the vulcanization cycle which results in the increment of torque [115]. Sarwaki et al. explained that an important parameter in the mixing of silica and NR is its temperature control. This will aid in the proper silanization of silica. The presence of diphenyl guanidine or alternate amines, mixing conditions, and dump temperature are the principal parameters influencing silanization. High silanization efficiency was observed as a result of good mixing and reaction [116]. Removal of non-rubber constituents especially proteins will eventually influence the dump temperature [117]. The antagonistic effect of both protein and coupling agent in silica reinforcement was studied. The silica-silica networking was highly interrupted by the interactions between silica and protein [55]. Low Payne effect and high crosslink density were observed with silane compounds having TESPT. The filler to filler and filler to rubber interactions in silica-reinforced NR in the presence and absence of silane coupling agent was studied and a network visualization tool was employed to analyse this rubber to filler interactions. In tyre tread formulations having high filler content TEM technique was employed to evaluate the micro dispersion of silica [116]. The addition of silane coupling agents to the compound improves its processability. This is achieved by minimizing the compound viscosity as well as mixing energy. Two coupling agents Si-69 (bis-3-triethoxysilyl propyl) tetrasulfide and Si-264 (3-thiocyanatopropyl triethoxy silane) were evaluated for reinforcing efficiency. Due to the bulky structure and higher viscosity, prominent filler-filler interaction is possible with Si-69 which causes processing difficulty. So better results are obtained while using Si-264 as a coupling agent [118]. Incorporation of the modified silane coupling agent Si-747through ball milling and subsequent heat treatment ensures the mechanical performance as well as processing aspects of the silica-reinforced tyres [119]. Modification of the aramid fillers using silane coupling agents containing polysulfides enables the covalent bond formation between rubber molecules and aramid fibres. This hybrid filler system constituting the carbon black with functionalized aramid nanofibers (one part) results in a 14% improvement in rolling resistance and abrasion resistance [120]. Han et al. studied the effect of the coupling agent on the vulcanizate structure of the NR/CB compound. The energy loss or hysteresis loss of carbon black filled NR vulcanizate was reduced by the usage of a carbon black coupling agent [121]. Another coupling agent KH590 (2phr) was modified with 0.02phr cornmeal graphene and this modified coupling agent is used in the NR composites to improve wear resistance and thermal stability. Without a coupling agent, the cornmeal graphene was forming agglomerates in the NR composites and after modification with a coupling agent reduces the number of double bonds in the composites thereby improving decomposition temperature up to 37 °C [90]. Xu et al. studied the interfacial interaction between ENR and silica in NR/silica composites without any silane coupling agent. Generally, ENR is used as the matrix material to cope with the polarity incompatibility. But here, ENR is used as the interfacial modifier or compatibilizer. It is added in a very small quantity from 0 to 9 phr loading and the results were found to be good enough around 3phr ENR loading [75]. Epoxidized polybutadiene rubber (EBR) can also be used as a compatibilizer for the silica-reinforced green tyre. The compatibilization was found to be maximum at 30 mol% epoxidations and it decreased at higher epoxidation (50 mol%). A significant rise in the surface energy was observed with this EBR compound [122]. Replacement of carbon black with a silica-organosilane coupling system as well as the reduction in processing techniques helps to achieve these requirements [46]. The green tyre composites were developed from waste SBR tyres after their devulcanization and chemical functionalization. The devulcanisation is carried out in a two-roll mill using bis (3-triethoxysilyl propyl) tetrasulfide which eliminates the usage of an additional silane coupling agent in the rubber compounding [123].
Conclusion and future perspective of green rubber tyre tread formulation
Today researchers are keen to develop green replacements for each product ranging from household materials to high-performance applications including aviation. The driving force is the growing environmental problems arising due to the harmful products/byproducts/end of life materials generated from the synthetic raw materials-based applications. Tyre industry also is on the same track and already many changes like the use of renewable resource-based polymer materials, eco-friendly modification of macromolecules to achieve the required properties, and complete and partial replacement of harmful fillers are established in the industry. Modified NR, surface modified silica, and bio-based process aid like vegetable oils are popular in this view. According to the estimation of various companies, green tyre formulations will dominate the industry by 2025–2030 in terms of production and utilization. From an academic perspective, many studies which have commercial potential are reported by the various research team. The growth of such studies has an exponential growth in the recent years as stated in the above sections. Hopefully, the predicted growth in the green tyre production will also accelerate the research works for greener or completely bio-based tyre formulations in the recent future.
References
Chicu N, Prioteasa A-L, Deaconu A (2020) Current trends and perspectives in tyre industry. Stud Univ Vasile Goldis Arad Econ Ser 30:36–56. https://doi.org/10.2478/sues-2020-0011
Laroche PCSJ, Schulp CJE, Kastner T, Verburg PH (2022) Assessing the contribution of mobility in the European Union to rubber expansion. Ambio 51:770–783. https://doi.org/10.1007/s13280-021-01579-x
Nguyen XD, de Vanssay X, Parsons C (2015) The Japanese automobile tyre industry under scrutiny. Int J Econ Bus 22:141–162. https://doi.org/10.1080/13571516.2014.993567
John AS, Sudeep BC (2020) India on the move: an appraisal of Indian tyre industry. Conference paper. https://doi.org/10.6084/m9.figshare.13332452.v1
Rodgers B (2021) Tire engineering: an introduction. CRC Press, Boca Raton
Arabiourrutia M, Lopez G, Artetxe M et al (2020) Waste tyre valorization by catalytic pyrolysis–a review. Renew Sustain Energy Rev 129:109932. https://doi.org/10.1016/j.rser.2020.109932
Wieczorek M, Jackowski J (2018) Car tyres with reduced energy consumption. J KONES Powertrain Transp 25:447–456. https://doi.org/10.5604/01.3001.0012.2517
Holmberg K, Andersson P, Nylund NO et al (2014) Global energy consumption due to friction in trucks and buses. Tribol Int 78:94–114. https://doi.org/10.1016/j.triboint.2014.05.004
Jackowski J, Marcin Wieczorek MŻ (2018) Energy consumption estimation of non-pneumatic tire and pneumatic tire during rolling. J KONES Powertrain Transp. https://doi.org/10.5604/01.3001.0012.2463
Järlskog I, Strömvall A-M, Magnusson K et al (2021) Traffic-related microplastic particles, metals, and organic pollutants in an urban area under reconstruction. Sci Total Environ 774:145503. https://doi.org/10.1016/j.scitotenv.2021.145503
Sommer F, Dietze V, Baum A et al (2018) Tire abrasion as a major source of microplastics in the environment. Aerosol Air Qual Res 18:2014–2028. https://doi.org/10.4209/aaqr.2018.03.0099
Lee H, Ju M, Kim Y (2020) Estimation of emission of tire wear particles (TWPs) in Korea. Waste Manag 108:154–159. https://doi.org/10.1016/j.wasman.2020.04.037
Knight LJ, Parker-Jurd FNF, Al-Sid-Cheikh M, Thompson RC (2020) Tyre wear particles: An abundant yet widely unreported microplastic? Environ Sci Pollut Res 27:18345–18354. https://doi.org/10.1007/s11356-020-08187-4
Jan Kole P, Löhr AJ, Van Belleghem FGAJ, Ragas AMJ (2017) Wear and tear of tyres: a stealthy source of microplastics in the environment. Int J Environ Res Public Health. https://doi.org/10.3390/ijerph14101265
Panko JM, Chu J, Kreider ML, Unice KM (2013) Measurement of airborne concentrations of tire and road wear particles in urban and rural areas of France, Japan, and the United States. Atmos Environ 72:192–199. https://doi.org/10.1016/j.atmosenv.2013.01.040
Redondo-Hasselerharm PE, De Ruijter VN, Mintenig SM et al (2018) Ingestion and chronic effects of car tire tread particles on freshwater benthic macroinvertebrates. Environ Sci Technol 52:13986–13994. https://doi.org/10.1021/acs.est.8b05035
Halle LL, Palmqvist A, Kampmann K, Khan FR (2020) Ecotoxicology of micronized tire rubber: past, present and future considerations. Sci Total Environ 706:135694. https://doi.org/10.1016/j.scitotenv.2019.135694
Wagner S, Hüffer T, Klöckner P et al (2018) Tire wear particles in the aquatic environment-a review on generation, analysis, occurrence, fate and effects. Water Res 139:83–100. https://doi.org/10.1016/j.watres.2018.03.051
Parker-Jurd FNF, Napper IE, Abbott GD et al (2021) Quantifying the release of tyre wear particles to the marine environment via multiple pathways. Mar Pollut Bull 172:112897. https://doi.org/10.1016/j.marpolbul.2021.112897
Kokko L (2017) “Greenhouse Gas Emissions from Tyre Production - Case Nokian Tyres
Şoica A, Budală A, Comănescu IS (2020) Tyres influence on vehicle fuel economy. IOP Conf Ser Mater Sci Eng 997:012134. https://doi.org/10.1088/1757-899X/997/1/012134
Manoharan P, Anagha MG, Das NC, Naskar K (2018) Influence of different specific surface area of highly dispersible silica and interfacial characteristics of green elastomer composites. Rubber Chem Technol 91:548–560. https://doi.org/10.5254/rct-18-82632
Aldhufairi HS, Olatunbosun OA (2018) Developments in tyre design for lower rolling resistance: a state of the art review. Proc Inst Mech Eng Part D J Automob Eng 232:1865–1882. https://doi.org/10.1177/0954407017727195
Campbell-Johnston K, Calisto Friant M, Thapa K et al (2020) How circular is your tyre: Experiences with extended producer responsibility from a circular economy perspective. J Clean Prod 270:122042. https://doi.org/10.1016/j.jclepro.2020.122042
Stahel WR (2016) Circular economy—a new relationship with our goods and materials would save resources and energy and create local jobs. Nature 531:435–438
Shanbag A, Manjare S (2020) Life cycle assessment of tyre manufacturing process. J Sustain Dev Energy Water Environ Syst 8:22–34. https://doi.org/10.13044/j.sdewes.d7.0260
Li W, Wang Q, Jin J, Li S (2014) A life cycle assessment case study of ground rubber production from scrap tires. Int J Life Cycle Assess 19:1833–1842. https://doi.org/10.1007/s11367-014-0793-3
Bras B, Cobert A (2011) Life-cycle environmental impact of michelin tweel® tire for passenger vehicles. SAE Int J Passeng Cars Mech Syst 4:32–43. https://doi.org/10.4271/2011-01-0093
Piotrowska K, Kruszelnicka W, Bałdowska-Witos P et al (2019) Assessment of the environmental impact of a car tire throughout its lifecycle using the LCA method. Materials (Basel) 12:1–25. https://doi.org/10.3390/MA12244177
Landi D, Vitali S, Germani M (2016) Environmental analysis of different end of life scenarios of tires textile fibers. Procedia CIRP 48:508–513. https://doi.org/10.1016/j.procir.2016.03.141
Lin TH, Chien YS, Chiu WM (2017) Rubber tire life cycle assessment and the effect of reducing carbon footprint by replacing carbon black with graphene. Int J Green Energy 14:97–104. https://doi.org/10.1080/15435075.2016.1253575
Zhang Y, Zhang Z, Wemyss AM et al (2020) Effective thermal-oxidative reclamation of waste tire rubbers for producing high-performance rubber composites. ACS Sustain Chem Eng 8:9079–9087. https://doi.org/10.1021/acssuschemeng.0c02292
Fontaras G, Samaras Z (2010) On the way to 130 g CO2/km-estimating the future characteristics of the average European passenger car. Energy Policy 38:1826–1833. https://doi.org/10.1016/j.enpol.2009.11.059
Kifli A, Aziz CHE, Sarkawi SS et al (2017) Green retreaded tyre based on epoxidised natural rubber ( ENR ) blends in urban buses. J Polym Sci Technol 2:45–55
Zhang X, Cai L, He A et al (2021) Facile strategies for green tire tread with enhanced filler-matrix interfacial interactions and dynamic mechanical properties. Compos Sci Technol. https://doi.org/10.1016/j.compscitech.2020.108601
Kong L, Li F, Wang F et al (2018) In situ assembly of SiO2 nanodots/layered double hydroxide nanocomposite for the reinforcement of solution-polymerized butadiene styrene rubber/butadiene rubber. Compos Sci Technol 158:9–18. https://doi.org/10.1016/j.compscitech.2018.01.036
Shi X, Sun S, Zhao A et al (2021) Influence of carbon black on the Payne effect of filled natural rubber compounds. Compos Sci Technol 203:108586. https://doi.org/10.1016/j.compscitech.2020.108586
Li W, Peng W, Ren S, He A (2019) Synthesis and characterization of trans-1,4-poly(butadiene- co-isoprene) rubbers (TBIR) with different fraction and chain sequence distribution and its influence on the properties of natural rubber/TBIR/carbon black composites. Ind Eng Chem Res 58:10609–10617. https://doi.org/10.1021/acs.iecr.9b01447
Kim MC, Adhikari J, Kim JK, Saha P (2019) Preparation of novel bio-elastomers with enhanced interaction with silica filler for low rolling resistance and improved wet grip. J Clean Prod 208:1622–1630. https://doi.org/10.1016/j.jclepro.2018.10.217
Kim NC, Song SH (2019) Effects of zinc-free processing AIDS on silica-reinforced tread compounds for green tires. Int J Polym Sci. https://doi.org/10.1155/2019/9123635
Barrand J, Bokar J (2009) Reducing tire rolling resistance to save fuel and lower emissions. SAE Int J Passeng Cars Electron Electr Syst 1:9–17
Gupta T, Kulshrestha U, Bandhu Ghosh S (2020) Green elastomeric nanocomposites for high-performance applications. Mater Today Proc 28:2494–2497. https://doi.org/10.1016/j.matpr.2020.04.799
Lee CK, Seo JG, Kim HJ, Song SH (2019) Novel green composites from styrene butadiene rubber and palm oil derivatives for high performance tires. J Appl Polym Sci 136:1–8. https://doi.org/10.1002/app.47672
Sae-oui P, Suchiva K, Sirisinha C et al (2017) Effects of blend ratio and SBR type on properties of carbon black-filled and silica-filled SBR/BR tire tread compounds. Adv Mater Sci Eng 2017:1–8
Hayichelaeh C, Reuvekamp LA, Dierkes WK, Blume A, Noordermeer JW, Sahakaro K (2018) Promoting interfacial compatibility of silica reinforced natural rubber tire compounds by aliphatic amine. Rubber Chem Technol 91:433–452. https://doi.org/10.5254/rct.18.81630
Dall V, Veiga A, Rossignol TM et al (2017) Tire tread compounds with reduced rolling resistance and improved wet grip. J Appl Poly Sci 45334:1–9. https://doi.org/10.1002/app.45334
Moresco S, Scarton CT, Giovanela M et al (2020) Natural rubber compositions with the partial/total replacement of carbon black/naphthenic oil by renewable additives: rice husk ash and cashew nut oil. J Appl Polym Sci 137:1–10. https://doi.org/10.1002/app.48314
Hall DE, Moreland JC (2001) Fundamentals of rolling resistance. Rubber Chem Technol 74(3):525–539
Gent AN, Walter JD (2006) "Pneumatic Tire". Mechanical Engineering Faculty Research. 854. https://ideaexchange.uakron.edu/mechanical_ideas/854
Balbay S (2020) Effects of recycled carbon-based materials on tyre. J Mater Cycles Waste Manag 22:1768–1779. https://doi.org/10.1007/s10163-020-01064-9
Ejsmont JA, Ronowski G, Świeczko-żurek B (2016) Road texture influence on tyre rolling resistance. Road Mater Pavement Design. https://doi.org/10.1080/14680629.2016.1160835
Donnet J (1998) Black and white fillers and tire compound. Rubber Chem Technol 71:323–341
Sattayanurak S, Sahakaro K, Kaewsakul W et al (2020) Synergistic effect by high specific surface area carbon black as secondary filler in silica reinforced natural rubber tire tread compounds. Polym Test. https://doi.org/10.1016/j.polymertesting.2019.106173
Yong KC, Che Aziz AK (2013) A ‘green’ rubber compound for making tire tread with antistatic feature. Adv Mater Res 795:60–63. https://doi.org/10.4028/www.scientific.net/AMR.795.60
Sarkawi S, Dierkes WK, Noordermeer J (2012) Natural rubber-silica combinations for low rolling resistance truck tire treads. Rubber World 247:26–31
Bisschop R, Grunert F, Ilisch S et al (2021) Influence of molecular properties of SSBR and BR types on composite performance. Polym Test 99:107219. https://doi.org/10.1016/j.polymertesting.2021.107219
Nakayama R, Yamada Y, Kohjiya S, Matsuo T (1997) Viscoelastic properties of elastomers and tire wet skid resistance. Rubber Chem Technol 70(4):584–594
Zaeimoedin TZ, Clarke J (2017) Improving the abrasion resistance of “Green” tyre compounds. Proc World Congr Mech Chem Mater Eng. https://doi.org/10.11159/iccpe17.121
Choi S, Nah C, Lee SG, Joo CW (2003) Effect of filler–filler interaction on rheological behaviour of natural rubber compounds filled with both carbon black and silica. Polym Int 28:23–28. https://doi.org/10.1002/pi.975
Rattanasom N, Poonsuk A, Makmoon T (2005) Effect of curing system on the mechanical properties and heat aging resistance of natural rubber/tire tread reclaimed rubber blends. Polym Test 24:728–732. https://doi.org/10.1016/j.polymertesting.2005.04.008
Sisanth KS, Thomas MG, Abraham J, Thomas S (2017) General introduction to rubber compounding. Elsevier Ltd, Amsterdam
Sienkiewicz M, Janik H, Borzędowska-Labuda K, Kucińska-Lipka J (2017) Environmentally friendly polymer-rubber composites obtained from waste tyres: a review. J Clean Prod 147:560–571. https://doi.org/10.1016/j.jclepro.2017.01.121
Rifdi Rizuan MI, Abdul Wahab MA, Romli AZ (2015) Effect of carbon black structures towards heat build-up measurements and its dynamic properties. Adv Mater Res 1134:131–137. https://doi.org/10.4028/www.scientific.net/amr.1134.131
Cheng S, Duan X, Zhang Z et al (2021) Preparation of a natural rubber with high thermal conductivity, low heat generation and strong interfacial interaction by using NS-modified graphene oxide. J Mater Sci 56:4034–4050. https://doi.org/10.1007/s10853-020-05503-8
Iz M, Kim D, Hwang K et al (2020) The effects of liquid butadiene rubber and resins as processing aids on the physical properties of SSBR/silica compounds. Elastom Compos. https://doi.org/10.7473/EC.2020.55.4.289
Shiva M, Akhtari SS, Shayesteh M (2020) Effect of mineral fillers on physico-mechanical properties and heat conductivity of carbon black-filled SBR/butadiene rubber composite. Iran Polym J (English Ed) 29:957–974. https://doi.org/10.1007/s13726-020-00854-0
Ryu G, Kim D, Song S et al (2021) Effect of epoxide content on the vulcanizate structure of silica-filled epoxidized natural rubber (Enr) compounds. Polymers (Basel). https://doi.org/10.3390/polym13111862
Irtiseva K, Lapkovskis V, Mironovs V et al (2021) Towards next-generation sustainable composites made of recycled rubber, cenospheres, and biobinder. Polymers (Basel) 13:1–14. https://doi.org/10.3390/polym13040574
Zhou X, Wang R, Lei W et al (2015) Design and synthesis by redox polymerization of a bio-based carboxylic elastomer for green tire. Sci China Chem 58:1561–1569. https://doi.org/10.1007/s11426-015-5332-y
Wang M, Wang T, Wong YL et al (2002) NR/carbon black masterbatch produced with continuous liquid phase mixing. Kautsch Gummi Kunstst 55(7–8):388–396
Tangboriboonrat P, Rakdee C (2001) Preparation of carbon black/natural rubber latex masterbatch in bead form. J Appl Polym Sci 82:489–498. https://doi.org/10.1002/app.1875
Qin X, Wang J, Zhang Y et al (2020) Self-assembly strategy for double network elastomer nanocomposites with ultralow energy consumption and ultrahigh wear resistance. Adv Funct Mater 2003429:1–11. https://doi.org/10.1002/adfm.202003429
Fernandes MRS, de Sousa AMF, Furtado CRG (2017) Rice husk ash as filler in tread compounds to improve rolling resistance. Polímeros 27:55–61. https://doi.org/10.1590/0104-1428.2385
Fang S, Wu S, Huang J et al (2020) Notably improved dispersion of carbon black for high-performance natural rubber composites via triazolinedione click chemistry. Ind Eng Chem Res. https://doi.org/10.1021/acs.iecr.0c04242
Xu T, Jia Z, Luo Y et al (2015) Applied surface science interfacial interaction between the epoxidized natural rubber and silica in natural rubber/silica composites. Appl Surf Sci 328:306–313. https://doi.org/10.1016/j.apsusc.2014.12.029
Sarkawi SS, Kifli A, Aziz C et al (2016) Properties of epoxidized natural rubber tread compound: the hybrid reinforcing effect of silica and silane system. Polym Polym Compos 24:775–782. https://doi.org/10.1177/096739111602400914
Lolage M, Parida P, Chaskar M et al (2020) Green silica: industrially scalable & sustainable approach towards achieving improved “nano filler–elastomer” interaction and reinforcement in tire tread compounds. Sustain Mater Technol. https://doi.org/10.1016/j.susmat.2020.e00232
Sun C, Wen S, Ma H et al (2019) Improvement of silica dispersion in solution polymerized styrene−butadiene rubber via introducing amino functional groups. Ind Eng Chem Res. https://doi.org/10.1021/acs.iecr.8b05738
Qian M, Huang W, Wang J et al (2019) Surface treatment effects on the mechanical properties of silica carbon black reinforced natural rubber/butadiene rubber composites. Polymers 11(11):1763
Ulfah IM, Fidyaningsih R, Rahayu S et al (2015) Influence of carbon black and silica filler on the rheological and mechanical properties of natural rubber compound. Procedia Chem 16:258–264. https://doi.org/10.1016/j.proche.2015.12.053
Kong L, Li F, Wang F et al (2018) State key laboratory of chemical resource engineering, school of science, Beijing. Compos Sci Technol. https://doi.org/10.1016/j.compscitech.2018.04.008
Amin M, Amin M, Nasr GM et al (2011) Mechanical reinforcement in polymers/graphite composites prepared in bulk and membrane forms. Egypt J Solids 34:68–87. https://doi.org/10.21608/ejs.2011.148872
Alam MN, Kumar V, Potiyaraj P et al (2021) Mutual dispersion of graphite–silica binary fillers and its effects on curing, mechanical, and aging properties of natural rubber composites. Polym Bull. https://doi.org/10.1007/s00289-021-03608-x
Ponnamma D, Sadasivuni KK, Grohens Y et al (2014) Carbon nanotube based elastomer composites-an approach towards multifunctional materials. J Mater Chem C 2:8446–8485. https://doi.org/10.1039/c4tc01037j
Kitisavetjit W, Nakaramontri Y, Pichaiyut S et al (2021) Influences of carbon nanotubes and graphite hybrid filler on properties of natural rubber nanocomposites. Polym Test 93:106981. https://doi.org/10.1016/j.polymertesting.2020.106981
Parameswaran SK, Bhattacharya S, Mukhopadhyay R et al (2021) Excavating the unique synergism of nanofibers and carbon black in natural rubber based tire tread composition. J Appl Polym Sci 138:1–19. https://doi.org/10.1002/app.49682
Jose J, Athikalam Paulose S (2020) Studies on natural rubber nanocomposites by incorporating zinc oxide modified graphene oxide. J Rubber Res 23:311–321. https://doi.org/10.1007/s42464-020-00059-3
Guo H, Jerrams S, Xu Z et al (2020) Enhanced fatigue and durability of carbon black/natural rubber composites reinforced with graphene oxide and carbon nanotubes. Eng Fract Mech 223:106764. https://doi.org/10.1016/j.engfracmech.2019.106764
Zheng J, Han D, Zhao S et al (2018) Constructing a multiple covalent interface and isolating a dispersed structure in silica/rubber nanocomposites with excellent dynamic performance. ACS Appl Mater Interfaces 10:19922–19931. https://doi.org/10.1021/acsami.8b02358
Wu W, Yu B (2020) Cornmeal graphene/natural rubber nanocomposites: effect of modified graphene on mechanical and thermal properties. ACS Omega 5:8551–8556. https://doi.org/10.1021/acsomega.9b04343
Aakyiir M, Yu H, Araby S et al (2020) Electrically and thermally conductive elastomer by using MXene nanosheets with interface modification. Chem Eng J 397:125439. https://doi.org/10.1016/j.cej.2020.125439
Aakyiir M, Oh JA, Araby S et al (2021) Combining hydrophilic MXene nanosheets and hydrophobic carbon nanotubes for mechanically resilient and electrically conductive elastomer nanocomposites. Compos Sci Technol 214:108997. https://doi.org/10.1016/j.compscitech.2021.108997
Li Q, Zhong B, Zhang W et al (2019) Ti3C2 MXene as a new nanofiller for robust and conductive elastomer composites. Nanoscale 11:14712–14719. https://doi.org/10.1039/c9nr03661j
Ren X, Sancaktar E (2019) Use of fly ash as eco-friendly filler in synthetic rubber for tire applications. J Clean Prod 206:374–382. https://doi.org/10.1016/j.jclepro.2018.09.202
Jiang Y, Wang J, Wu J, Zhang Y (2021) Preparation of high-performance natural rubber/carbon black/molybdenum disulfide composite by using the premixture of epoxidized natural rubber and cysteine-modified molybdenum disulfide. Polym Bull 78:1213–1230. https://doi.org/10.1007/s00289-020-03157-9
Mohamad Aini NA, Othman N, Hussin MH et al (2020) Lignin as alternative reinforcing filler in the rubber industry: a review. Front Mater. https://doi.org/10.3389/fmats.2019.00329
Hait S, De D, Ghosh AK et al (2021) Treasuring waste lignin as superior reinforcing filler in high cis-polybutadiene rubber: a direct comparative study with standard reinforcing silica and carbon black. J Clean Prod 299:126841. https://doi.org/10.1016/j.jclepro.2021.126841
Roy K, Pongwisuthiruchte A, Chandra Debnath S, Potiyaraj P (2021) Application of cellulose as green filler for the development of sustainable rubber technology. Curr Res Green Sustain Chem 4:100140. https://doi.org/10.1016/j.crgsc.2021.100140
Meier MAR, Metzger JO, Schubert US (2007) Plant oil renewable resources as green alternatives in polymer science. Chem Soc Rev 36:1788–1802. https://doi.org/10.1039/b703294c
Xu H, Fan T, Ye N et al (2020) Plasticization effect of bio-based plasticizers from soybean oil for tire tread rubber. Polymers (Basel) 12:1–10. https://doi.org/10.3390/polym12030623
Sattayanurak S, Sahakaro K, Kaewsakul W, Dierkes WK, Reuvekamp LAEM, Blume A, Noordermeer JWM (2019) Utilization of organoclay as secondary filler in silica-reinforced natural rubber tire tread compounds. Paper presented at Fall 196th Technical Meeting of Rubber Division, ACS 2019, Cleveland, Ohio, United States
Sarkawi SS, Aziz AA, Kifli A et al (2017) Properties of graphene nano filler reinforced epoxidized natural rubber composites. J Polym Sci Technol 2:36–44
Cao L, Sinha TK, Tao L et al (2019) Synergistic reinforcement of silanized silica-graphene oxide hybrid in natural rubber for tire-tread fabrication: a latex based facile approach. Compos Part B 161:667–676. https://doi.org/10.1016/j.compositesb.2019.01.024
Zhang H, Wei Y, Kang Z et al (2017) Influence of partial substitution for carbon black with graphene oxide on dynamic properties of natural rubber composites. Micro Nano Lett 12:605–610. https://doi.org/10.1049/mnl.2016.0035
Zhang S, Zheng L, Liu D et al (2017) Improved mechanical and fatigue properties of graphene oxide/silica/SBR composites. RSC Adv. https://doi.org/10.1039/c7ra06635j
Dominic M, Joseph R, Sabura BP et al (2020) Green tire technology: Effect of rice husk derived nanocellulose (RHNC) in replacing carbon black (CB) in natural rubber (NR) compounding. Carbohydr Polym 230:115620. https://doi.org/10.1016/j.carbpol.2019.115620
Cataldo F, Ursini O, Angelini G (2013) Biodiesel as a plasticizer of a SBR-based tire tread formulation. ISRN Polym Sci 2013:1–9. https://doi.org/10.1155/2013/340426
Mao Y, Tian Q, Zhang C et al (2019) Vulcanization accelerator functionalized nanosilica: effect on the reinforcement behavior of SSBR/BR. Polym Eng Sci 59:1270–1278. https://doi.org/10.1002/pen.25110
Hayichelaeh C, Reuvekamp LAEM, Dierkes WK et al (2019) Silanization efficiency of silica/silane in dependence of amines in natural rubber-based tire compounds. IOP Conf Ser Mater Sci Eng. https://doi.org/10.1088/1757-899X/548/1/012001
Wu S, Xiao C, Kong S et al (2021) Carbon nanodots as an eco-friendly activator of sulphur vulcanization in diene-rubber composites. Compos Commun 25:1–6. https://doi.org/10.1016/j.coco.2021.100755
T.K S, Naskar K, (2021) Zinc oxide with various surface characteristics and its role on mechanical properties, cure-characteristics, and morphological analysis of natural rubber/carbon black composites. J Polym Res 28:1–14. https://doi.org/10.1007/s10965-021-02536-8
Presto D, Meyerhofer J, Kippenbrock G et al (2020) Influence of silane coupling agents on filler network structure and stress-induced particle rearrangement in elastomer nanocomposites. ACS Appl Mater Interfaces 12:47891–47901. https://doi.org/10.1021/acsami.0c12106
Yeh CY, Kuo CY, Li KH et al (2021) Effects of substituting polyisoprenyl carbanions for ethoxyl groups of Bis-[3-(triethoxysilyl)propyl] tetrasulfide on the properties of carbon black and silica-reinforced NR/SSBR. ACS Omega 6:2800–2812. https://doi.org/10.1021/acsomega.0c05133
Yang B, An D, Liu Y et al (2020) Dodecanol and KH-592 Co-modify silica to prepare low heat build-up and high performance natural rubber composites. NANO 15:1–10. https://doi.org/10.1142/S1793292020500782
Mihara S, Datta R, Noordermeer JW (2010) Flocculation in silica reinforced rubber compounds. Rubber Chem Technol 63:564–572
Sarkawi SS, Dierkes WK, Noordermeer JWM (2014) Elucidation of filler-to-filler and filler-to-rubber interactions in silica-reinforced natural rubber by TEM network visualization. Eur Polym J 54:118–127. https://doi.org/10.1016/j.eurpolymj.2014.02.015
Sarkawi SS, Dierkes WK (2014) Reinforcement of natural rubber by precipitated silica: the influence of processing temperature. Rubber Chem Technol 87:103–119. https://doi.org/10.5254/rct.13.87925
Sae-oui P, Thepsuwan U, Hatthapanit K (2004) Effect of curing system on reinforcing efficiency of silane coupling agent. Polym Test 23:397–403. https://doi.org/10.1016/j.polymertesting.2003.10.002
Sun Y, Cheng Z, Zhang L et al (2020) Promoting the dispersibility of silica and interfacial strength of rubber/silica composites prepared by latex compounding. J Appl Polym Sci 137:1–14. https://doi.org/10.1002/app.49526
Jung J, Sodano HA (2020) Aramid nanofiber reinforced rubber compounds for the application of tire tread with high abrasion resistance and fuel saving efficiency. ACS Appl Polym Mater 2:4874–4884. https://doi.org/10.1021/acsapm.0c00797
Han S, Kim W, Mun D et al (2019) Effect of coupling agents on the vulcanizate structure of carbon black filled natural rubber. Compos Interfaces 00:1–16. https://doi.org/10.1080/09276440.2019.1637197
Srivastava VK, Basak GC, Maiti M, Physico-mechanical CÁSÁ (2017) Synthesis and utilization of epoxidized polybutadiene rubber as an alternate compatibilizer in green-tire composites. Int J Ind Chem 8:411–424. https://doi.org/10.1007/s40090-017-0130-3
Bockstal L, Berchem T, Schmetz Q, Richel A (2019) Devulcanisation and reclaiming of tires and rubber by physical and chemical processes: a review. J Clean Prod 236:117574. https://doi.org/10.1016/j.jclepro.2019.07.049
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors do not have any conflict of interest to declare.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bijina, V., Jandas, P.J., Joseph, S. et al. Recent trends in industrial and academic developments of green tyre technology. Polym. Bull. 80, 8215–8244 (2023). https://doi.org/10.1007/s00289-022-04445-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-022-04445-2