
Abstract
Owing to its outstanding properties such as corrosion resistance, low density, relatively low cost, and stiffness, Al2024-T3 aluminium alloy has been widely applied in aircraft manufacturing. To perfectly assemble an aircraft, numerous high-quality holes are drilled into its structures employing conventional drilling processes. Conventional drilling poses some challenges such as thermal distortions, burr formations, and tool wear. Alternatively, abrasive water jet drilling (AWJD) is a thermal-free machining process that can be employed as an alternative to conventional drilling of aeronautical structures. Hence, in this work, the effect of abrasive water jet parameters, namely stand-off distance, water jet pressure, and abrasive mass flow rate, on hole-quality parameters was evaluated at traverse speed = 10 mm/min. Three parameters were stand-off distance = 1, 2, and 3 mm, abrasive mass flow rate = 200, 250, and 300 g/min, and water jet pressure = 1800, 2100, and 2600 bar. Using a 6 mm circular-movement diameter of the nozzle tip, optimal stand-off distance, water jet pressure, and abrasive mass flow rate obtained by multi-objective optimization were 2 mm, 250 g/min, and 2600 bar, respectively. The corresponding hole-quality parameters were Diameter = 6.232 mm, Kerf angle = 0.018°, Cylindricity = 0.051 mm, Perpendicularity = 0.033 mm, Circularity = 0.0041 mm and Surface roughness Ra = 2.909 µm. The results showed that water jet pressure had the greatest influence on Perpendicularity, Circularity; stand-off distance had the highest effect on Kerf angle; and abrasive mass flow rate has the largest influence on Hole diameter, Cylindricity and Surface roughness Ra, and Rz at the given value of traverse speed. The adopted optimization process for abrasive water jet of Al2024-T3 aluminium alloy was successfully verified through confirmation runs, clearly illustrating its benefits.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To assemble an aircraft, approximately 1.5 to 3.0 million holes requires drilling [1,2,3]. The diameters of these through-holes are usually from 4.8 to 10 mm [4, 5]. It has been reported that nearly 70% of fatigue failures in an aircraft body are from the poor assemble of its parts and nearly 80% of fatigue cracks are originated from poor quality holes [6, 7]. In order to solve the fatigue-failure and fatigue-crack problems, high-quality holes need to be drilled prior to the assembly of an aircraft. Al2024-T3 aluminium alloy is an important material employed in the production of aircrafts. In addition to manufacturing of fibre metal laminates (FMLs) like GLARE, CARALL, and ARALL [4, 8], it has been used to produce fuselage skin and wing sections [9, 10]. While there are numerous methods for drilling Al2024-T3 aluminium alloy, conventional drilling also known as mechanical drilling (MD) and AWJD are the most useful when it comes to producing holes in the manufacture of aircraft. [11]. High-quality holes in FML structures are difficult to obtain when using mechanical drills because the machinability of Al2024-T3 aluminium alloy is very different from that of S2/FM94 laminate due to the variation in thermal and mechanical properties, but this problem can be overcome by AWJ processing [12, 13]. However, as previously stated, only a handful of studies have been reported on AWJ drilling of Al2024-T3 aluminium alloy, let alone FMLs.
Numerous investigations on drilling of Al2024 aluminium alloys have been reported using the MD approach, as reviewed by Giasin et al. [9]. Nouari et al. [14, 15] and Davoudinejad et al. [16] drilled Al2024 aluminium alloy with HSS drills, WC–Co cemented carbide drills, and cemented tungsten carbide drills. They mainly studied the influence of MD parameters on the hole quality, tool wear, and tool life, summarised the wear mechanisms of drills; and obtained the optimal MD parameters. Kurt et al. [17, 18] drilled Al2024 alloy with coated and uncoated HSS drills, evaluated the influence of MD conditions on the hole quality, and optimised the MD parameters. Ralph et al. [10] and Elajrami et al. [19] studied the effect of pilot holes on the drilling quality of Al2024 alloy under different MD conditions. They found that pilot holes could effectively improve the hole-surface finish and Kf. Köklü [20] drilled Al2024, Al7070, and Al7050 aluminium alloys using high-speed-steel twist drills, investigated the influence of MD parameters on Ra and burr height, and optimized the MD parameters.
To improve the drilling quality, Amini et al.[21, 22]. added ultrasonic vibrations to the drilling process of Al2024 aluminium alloy. Compared to the ordinary drilling methods, they found that the ultrasonic drilling approach could effectively reduce thrust force and thus, improve the hole quality. Abdelhafeez et al. [23] drilled Al2024 aluminium alloy using solid WC twist drills and studied the influence of cutting speed and feed rate on Re, burr parameter, and tool wear. High-quality Re and deviation of D of the same hole were obtained. Giasin et al. [9] used carbide twist drills to drill Al2024 alloy and evaluated the influence of spindle speed and feed rate on the hole-quality parameters. They also used a finite-element model to predict the hole quality under the same condition. Good agreement was obtained between theory and experiment. Aamir et al. [24] drilled Al2024 aluminium alloy using twist drills and studied the influence of spindle speed and feed rate on certain hole-quality parameters. They concluded that multi-spindle simultaneous drilling could machine holes with high-quality Re, Perp, and Cyl without regard to drilling parameters.
Compared to numerous MD studies, only one group of AWJD work about Al2024 alloy is currently available in the literature [25], as commented in [26]. Including AWJD of all types of aluminium alloys, only seven groups of experimental studies have been found in the literature thus far [25, 27,28,29,30,31,32]. Cenac et al. [25] used nozzle size, WJP, TS, AMFR, and H as AWJD parameters to drill Al2024-T3 aluminium alloy. They proposed a model of optimal AMFR and established an analytical relationship between the optimal AMFR and H. Orbanic and Junkar [27] used AWJ to drill AlMg1SiCu alloy, studied the influence of cutting time on H and D, and evaluated the analytical relationship between the D, H and the cutting time. Using AWJ to drill Al6061 aluminium alloy, Akkurt [28] studied the influence of material thickness on drilling time and established an empirical equation used to predict H and D at different machining times. However, no hole-quality parameters were evaluated in these experimental studies [25, 27, 28].
Recently, Nyaboro et al. [29] simulated AWJD of Al7075-T6 aluminium alloy using CFD software and performed the AWJD trials to verify their simulated results. In detail, they used WJP, SOD, and machining time as AWJD parameters to study the material removal rate, diameter at the hole entrance, aspect ratio, kerf profile, and hole diameter. A favorite agreement was attained between the simulated results and the measurements. Lathif et al.[30]. studied the influence of TS, SOD, AMFR, and WJP on Ra when drilling Al7075 aluminium alloy; and developed a formula to predict Ra with enough accuracy in the given experimental range. Tekaüt [31] studied the effect of TS on Re and Cyl when using AWJ to drill AA7075 aluminium alloy, displayed many images at the surface of hole entry and exit sides, and concluded that smaller TS could generate better Cyl and Re. Ravi and Srinivasu [32] investigated the influence of WJP, TS, and AMFR on D, Kf, Cyl, Re, MRR, and hole profile, observed surface morphology, damage region, burr formation, edge radius, and uncut material, and obtained several interesting conclusions.
As per the above-mentioned reviews, it is evident that the MD properties of Al2024 aluminium alloy have been studied to some extent in the open literature. Several hole- quality parameters such as D [9, 14,15,16,17,18, 23, 24], Cyl [24], Re [9, 17, 23, 24], Perp [24], Ra [9, 10, 14, 15, 17,18,19,20], and Rz, were measured; and Kf [10, 19] and ΔD were calculated. In contrast to these, only limited hole-quality parameters were measured when drilling various types of aluminium alloys with AWJ [29,30,31,32], let alone Al2024-T3. Furthermore, multi-objective optimization has not been done for all hole-quality parameters to date, even for holes drilled using MD approaches [9, 10, 14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29]. As a non-conventional drilling approach, AWJD has been extensively employed in various drilling processes due to its advantages such as small cutting force, versatility, no heat-affected zone, and flexibility [33]. According to the above-mentioned reviews, only four experimental groups have reported very few hole-quality parameters when using AWJ to drill various aluminium alloys [29,30,31,32]. Hence, AWJD is used to study the drilling machinability of Al2024-T3 aluminium alloy in this work. In addition, the results reported herein can provide useful guidelines when using AWJ to drill holes in FMLs.
2 Materials and methods
2.1 Materials, experimental setup, and experimental design
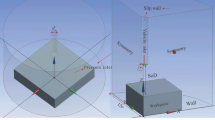
Al2024-T3 aluminium alloy plate was supplied by Dongguan Yida Metal Materials Co., LTD, China. Its dimensions are 160 mm in length, 160 mm in width, and 8 mm in height. Its percentage compositions are 90.7 – 94.7% aluminium, 3.4 – 4.9% copper, 1.2 – 1.8% magnesium, 0.3 – 0.9% manganese, 0.5% iron, 0.5% silicon, 0.25% titanium, 0.25% zinc, and 0.1% chromium [9]. Figure 1a shows the AWJD setup and workpiece. An aluminium alloy test coupon was fixed on the machine table. All holes were drilled by using the AWJD setup (iCUTwater, Germany), which was controlled by a computer. Figure 1b shows the AWJD path. The steps undertaken to perform the setup to drill holes is described briefly in previous work [34].

Diagrams of (a) AWJD experimental setup and workpiece and (b) AWJD path
As TS has a great effect on Re and Cyl of holes drilled through aluminium alloy with AWJ, it is very important to choose appropriate TS to perform high-quality drilling [31]. For this reason, a series of drilling tests were done only with the variation of TS. For SOD = 2 mm, WJP = 2100 bar, and AMFR = 200 g/min, visual inspection confirmed that Cyl and Rex were bad when TS ≥ 50 mm/min and the edge surface finish of holes was very poor when TS exceeded 100 mm/min. When TS ≤ 30 mm/min, the edge surface finish of holes was visually satisfactory. Figure 2 illustrates the images at the entry and exit surfaces of the hole drilled with TS = 10 mm/min, SOD = 3 mm, AMFR = 300 g/min, and WJP = 2100 bar. From Fig. 2, one can clearly see that no burrs were formed on the hole edges at the entrance and exit sides. It is the reason why burr formation was not evaluated in this work.

Images at (a) entry surface and (b) exit surface of a hole drilled with SOD = 3 mm, WJP = 2100 bar, and AMFR = 300 g/min
It should be noted than drilling time was approximately 9.5 min for TS = 5 mm/min and 5.0 min for TS = 10 mm/min. Further inspection with CMM showed that the quality of holes drilled with TS = 5 and 10 mm/min was almost the same. Taking into account the drilling time and consumption of abrasives, TS was set as 10 mm/min in this experiment.
Three variable AWJD parameters were AMFR, SOD, and WJP. Each parameter had three levels, as listed in Table 1. AMFR in Table 1 was the value set by computer. Abrasive grits were 120# garnets. Figure 3 illustrates their SEM images and EDX spectroscopy. Abrasives hit the target zone at an impingement angle of 90°. The nozzle was made of tungsten steel. The orifice diameter is 0.25 mm. CMD of the nozzle tip is 6.000 mm. The required diameter of holes was 6.000 mm. Based on the full factorial design of experiment, a total number of 27 holes were drilled.

120# garnets employed in the experiment: (a) SEM image, (b) and (c) EDX spectroscopy of abrasives 1 and 2
2.2 Measurement of geometrical parameters D, ΔD, K f, R e, C yl, and P erp and measurement of R a and R z
Figure 4a shows a schematic diagram of Mitutoyo CMM (Crysta-Apex S) to measure the geometrical parameters, D, Re, Cyl, and Perp. To accurately determine the geometrical parameters, coordinate data were measured at the three positions (entry, middle, and exit) of each hole. D, Re, Cyl, and Perp of each hole were directly fitted using these coordinate data. The workpiece was tightly clamped on the CMM worktable. The convenience of CMM measurement was considered when designing the positions of the holes being drilled. As a result, CMM was able to continuously measure all required coordinate data of 27 holes without any interruption.

Diagram to measure (a) coordinate data and (b) surface roughness of holes
When coordinate data at the three locations were measured and Den, Dm, and Dex of the same hole were fitted, the average D was calculated according to [9]
ΔD of the same hole and was calculated by,
Of these values, the largest one was regarded as the final ΔD and reported in this work. Kf was calculated with [19]
Similar to D, Re was also calculated by averaging three values: Ren, Rem, and Rex.
Figure 4b shows the roughness tester (Mitutoyo S-3000, Japan) employed to measure surface roughness parameters. Only Ra and Rz were analysed in this work. To improve the measurement accuracy and experimental reliability, the surface roughness of each hole was measured along the four hole-axis directions (0°, 90°, 180°, and 270°). The mean value of the four directions represented the final Ra and Rz of each hole and was reported in this work.
2.3 Single-objective optimization based on Taguchi method
Single-objective optimization employs three approaches, smaller-is-better, nominal-is-better, and larger-is-better, to predict optimal drilling parameters [35]. Eight hole-quality parameters, D, ΔD, Kf, Re, Cyl, Perp, Ra, and Rz, were studied in this work. The smaller are ΔD, Kf, Perp, Cyl, Re, Ra, and Rz, the better the hole quality is, predicting that the smaller-is-better approach can be used to calculate the S/N ratio for these seven parameters. The closer the D is to the nominal value, the better the quality of drilled hole will be, showing that the nominal-is-better method can be employed to calculate the S/N ratio for D.
The smaller-is-better approach employed Eq. (4) to calculate the S/N ratio of a hole-quality parameter [35],
The nominal-is-better approach employed Eq. (5) to calculate the S/N ratio [35],
The largest S/N corresponded to the optimal level of this drilling parameter. Three variable AWJD parameters were used in this work and each had three levels, as seen in Table 1. After determining the optimal level corresponding to the maximum S/N ratio, the optimal value of this hole-quality parameter could be predicted by [36]
In Eq. (6), A, B, and C were the mean value of this parameter only at the corresponding optimal level. CI of the predicted value was computed based on [35]
with
In Eqs. (7) and (8), α = 0.05, r = 1, and Texp = 27 in this work. V2, Ve and Tdof were given by ANOVA.
2.4 Multi-objective optimization based on Taguchi method
Multi-objective optimization is employed to determine the optimum values of more than one hole-quality parameter simultaneously. The following is a brief introduction to multi-objective optimization of WJP, SOD, and AMFR for D, ΔD, Kf, Re, Cyl, Perp, Ra, and Rz.
2.5 Normalization of experimental results
Different hole-quality parameters may possess different physical units, resulting in difficult comparisons between them. In this work, the unit of D, ΔD, Re, Perp, and Cyl is mm; and Kf is in degree; while the unit of Ra and Rz is µm. These parameters must be normalized to be dimensionless to calculate the GRCs [35, 36]. Seven smaller-is-better parameters, ΔD, Cyl, Re, Kf, Ra, Rz and Perp, were normalized with [35, 36]
One nominal-is-better hole-quality parameters, D, was normalized as per [35]
2.6 Calculation, determination and ranking of GRC
\(\xi_i(p)\) was calculated by [35, 36]
Here, Δ0i(p) was determined with
In Eqs. (11) and (12), ζ was 0.5; xi(p) was calculated by Eq. (9) or (10).
γi in a grey system was calculated by [35, 36]
Here, n = 8 was the total number used for multi-objective optimisation. ωp should meet the following equation,
Assuming that the weight factor of each hole-quality parameter was the same, Eq. (13) could be simplified as [35, 36]
GRG values were ranked in order from the smallest to the largest, with the highest order corresponding to the optimal AWJD parameters. The hole quality was optimal when holes were drilled with the optimum AWJD parameters.
3 Results and discussion
3.1 Effect of AWJD parameters on D, ΔD, and K f
Tables 2 and 3 gives Den, Dm, Dex, D, ΔD, Kf, Ren, Rem, Rex, Cyl, Re, Perp, Ra, and Rz of 27 holes drilled with all possible combinations of WJP, SOD, and AMFR. It can be observed from Table 2 that Den, Dm, and Dex increase with an increase of AMFR at the same WJP and SOD without exception. This change rule can be explained by the fact that: the greater the AMFR, the more the abrasives with material removal ability in unit volume of AWJ beam, and the more abrasives with material removal ability arrive at the target unit area per unit time and therefore, the more material could be removed from the target zone, resulting in large Den, Dm, and Dex.
Similar to Den, Dm, and Dex increasing with AMFR, the three parameters increase with WJP when keeping SOD and AMFR invariable. This can be explained due to the kinetic energy of abrasives increasing with WJP, naturally increasing the effective material removal ability of abrasives.
In the current experiment, on one hand, if TS was small enough, a sufficient number of abrasives with material removal ability arrived at the target unit area in unit time, resulting in observable material removal. On the other hand, if TS was large enough, only a small number of abrasives in the outer area with large kinetic energy arrived at the target unit area in unit time compared to small TS. Proper material removal was difficult since only a small number of abrasives had sufficient material removal ability via their kinetic energy. It may be the reason why poor quality of holes was observed at high TS.
TS was small and AMFR was large, suggesting that numerous abrasives hit the target unit area per unit time. Although the proportion of abrasives with effective material removal ability in the outer region of AWJ was small, due to a large number of abrasives arriving at the machining zone in unit time, numerous abrasives could effectively remove the material from the target zone. Table 2 shows that a reduction of AMFR and/or WJP can bring Den, Dm, and Dex closer to the required value. The reason is that the total amount of abrasives with effective material removal power was reduced by reduction of AMFR and/or WJP. Table 2 also shows that all Den, Dm, and Dex were larger than the required D, indicating that adjusting CMD to an appropriate value might be an effective approach to make D and Cyl very close to 6.000 mm.
The influence of abrasives in the outer area on the hole diameter can be evaluated by comparing Den, Dm, and Dex of the same hole. Table 2 shows that Dm is usually large compared to Den and Dex. The reason is probably twofold. One is that the dimension of the AWJ beam expands with the forward motion [29]. The other is owing to secondary erosion by broken abrasives bouncing back from the blind-hole bottom [37, 38]. Ravi and Srinivasu [32] reported that D decreased with increasing H, different from the change rule reported in the current work.
The distances from the nozzle tip to the top and middle of each hole were 2 and 6 mm for SOD = 2 mm, and 3 and 7 mm for SOD = 3 mm, respectively. AWJ expanded with an increase in transmission distance [29], indicating that the material removal ability of abrasives in the outer area of AWJ became weak or even lost due to the reduction of kinetic energy [38]. Although the abrasives with material removal power in the outer area had a low concentration, for very small TS, abrasives with effective material removal power were still enough since the total amount of abrasives arriving at the target unit area in unit time was enormous, thus resulting in relatively large Dm as SOD increased.
The above conclusion is reinforced by the variation of Den with SOD at the same AMFR and WJP. For example, when WJP = 2600 bar and SOD = 1, 2, and 3 mm, the Den values are 6.130, 6.137, and 6.170 mm for AMFR = 200 g/min, respectively; those are 6.124, 6,162, and 6.194 mm for AMFR = 250 g/min, respectively; and those are 6.164, 6.173, and 6.228 mm for AMFR = 300 g/min, respectively. The largest Den is 6.228 mm, which is located at SOD = 3 mm, WJP = 2600 bar, and AMFR = 300 g/min. Den does not increase greatly when SOD increases from 1 to 2 mm. The reason might be that the AWJ expansion is not obvious in such a short distance. In the drilling trials, this phenomenon was not obvious at high traverse speeds such as TS = 150 mm/min, when keeping WJP and AMFR constant. Nyaboro et al.[29]. reported that Den of Al7075-T6 aluminium alloy increased with SOD and WJP when they simulated AWJD employing CFD. The present experimental results compare favorably with those simulated by Nyaboro et al. [29].
After passing through the middle section of the hole, AWJ continued to expand with the forward motion, and the concentration of abrasives with material removal ability in the outer zone became relatively less. According to the previous discussion, although the total amount of abrasives arriving at the target unit area in unit time was large, the total number of abrasives with effective material removal power was reduced compared to that at the top and middle sections of the hole. Therefore, the diameter of drilled holes became small, resulting in Dex being often smaller than Dm and Den.
Some broken abrasives bouncing back from the blind-hole bottom still had strong material removal power because of large stagnation pressure [37, 38]. It is another reason resulting in a large Dm. As evaluated previously, Den increased with SOD and AMFR, indicating that the first reason discussed above might be the main cause leading to a large Dm. However, it needs more experimental evidence for confirmation.
D of each hole was calculated with Eq. (1), whose bar graphs are illustrated in Fig. 5a. The required diameter of drilled holes is Ob = 6.000 mm. As seen in Table 2, Den, Dm, and Dex increase with each of SOD, WJP, and AMFR, resulting in D much larger than Ob. Based on these, the largest D naturally appears at the largest SOD, WJP, and AMFR. According to Table 2, the mean D of all 27 holes is nearly 6.151 mm.

Bar graphs of (a) D, (b) ΔD, (c) Kf, (d) Re, (e) Perp, (f) Cyl, (g) Ra and (h) Rz versus each AWJD parameter
Using the results listed in Table 2, single-objective optimization determines that the largest S/N ratios of D are located at levels = 1, 1, and 1 for SOD, WJP, and AMFR, respectively, corresponding to SOD = 1 mm, WJP = 1600 bar, and AMFR = 200 g/min, at which D was measured as 6.077 mm, showing that the optimal D appears at the smallest SOD, WJP, and AMFR, agreeing with the conclusion obtained previously. Employing Eq. (6), the optimal D is predicted as approximately 6.078 mm, deviating from the measured D at the optimum levels by only 0.001 mm.
Table 4 gives the ANOVA results of eight hole-quality parameters, D, ΔD, Kf, Cyl, Re, Perp, Ra, and Rz. The contributions to D from AMFR, SOD, and WJP are 45.86%, 29.18%, and 20.47%, respectively, indicating that AMFR has the greatest influence on D, followed by SOD and WJP. In addition, the total contribution from the quadratic product terms is no more than 2.94%, indicating that their effect on D can be negligible. For D, each linear factor has statistical significance, while each quadratic product term is not statistically significant. The error of contribution to D from other sources not included in Table 4 is only 1.55%, showing that other sources can be negligible.
ΔD is a more important parameter than D when evaluating the quality of holes. The reason is that ΔD is the reflection of the uniform consistency of D, while D can be easily adjusted to the required value by changing CMD. Figure 5b illustrates that the largest ΔD is 0.098 mm, corresponding to the 11th hole. Based on Table 2, the mean ΔD of all holes is only 0.022 mm, which is not large. A small average ΔD indicates that ΔD is easy to satisfy the requirement under the current drilling condition.
As per Table 2, the largest S/N ratios of ΔD are determined to be at levels = 1, 2, and 3 for SOD, WJP, and AMFR, respectively, at which ΔD was measured as 0.017 mm. Using Eq. (6), the optimal ΔD is predicted as nearly 0.009 mm. No ΔD value of the same hole is currently available in the literature about AWJD of various aluminium alloys [29,30,31,32]. Naturally, a comparison with previous experimental results cannot be performed.
Table 5 lists the parameters used to calculate CI of the predicted ΔD, Perp, and Kf. Three of the parameters (Tdof, V2, and Ve) were calculated by AVONA. In combination with Eq. (8), CI of the predicted ΔD was computed as ± 0.023 mm. The range of predicted values covered the measured ΔD.
As tabulated in Table 4, the contributions to ΔD from the linear model and 2-way interactions are 22.10% and 49.83%, respectively, suggesting that the influence of the linear model on ΔD is smaller than that of 2-way interactions. WJP is the most important factor affecting ΔD for the linear model. All P-values are considerably higher than 0.05 for ΔD, indicating that all variables collected in Table 4 are statistically insignificant. In addition, the error of the contribution from other sources not listed in Table 4 amounts to 28.07%, illustrating that other sources not listed herein have a the great influence on ΔD.
Kf reflects the relationship between H and the difference in Den and Dex. For a given material thickness, Kf is determined only by the difference in Den and Dex. The variation rule illustrated in Fig. 5c is not the same as that in Fig. 5b. It can be explained by the fact that ΔD used in Fig. 5b is the largest change in D, while ΔD used in Eq. (3) is the difference only between the entrance and exit. Figure 5c illustrates that Kf has a complicated relationship with SOD, WJP, and AMFR. Even if two variables remain invariable, Kf has almost no obvious relationship with the remaining one. Based on Table 2, the average Kf of all 27 holes is 0.077°, which is very small. From Fig. 5c, it can be observed that the poorest Kf is 0.326°, corresponding to SOD = 2 mm, WJP = 1600 bar, and AMFR = 250 g/min. At the same time, Fig. 5c shows that only a few holes have Kf larger than 0.100°. To the authors’ knowledge, no Kf values have been reported to date for AWJD of various aluminium alloys with AWJ.
Only Ralph et al. [10] and Elajrami et al. [19] measured Kf when drilling aluminium alloys employing MD approach. The mean values of Kf reported in [10] are collected in Table 6. Their results are much poorer than the present one with or without pilot holes. Elajrami et al. [19] measured Kf and found that it was greatly reduced by pilot holes, but no accurate Kf results were reported. Ravi and Srinivasu [32] reported that the minimum value of Kf measured in their experiment was 0.114°, significantly larger than the present one.
Using the data given in Table 2, the largest S/N ratios of Kf are determined to be at levels = 1, 2, and 3 for SOD, WJP, and AMFR, respectively, which are the same as those of ΔD. Kf was measured as 0.057° under the optimal condition. Using Eq. (6), the optimal Kf is predicted as 0.025°. Using the results in Table 5, CI of the predicted Kf was computed as nearly ± 0.184°. The range of predicted values covered the experimental Kf of 0.057°.
Based on Table 4, the contributions to Kf from SOD, WJP, and AMFR are 25.09%, 12.92%, and 19.92%, respectively, showing that SOD has the most effect on Kf, followed by AMFR and WJP. Furthermore, only AMFR and SOD have a P-value smaller than 0.05, indicating that only the two linear factors have statistical significance. In addition, all quadratic product terms have P-values greatly larger than 0.05, predicting that they are all statistically insignificant. Different from that of D, for Kf, the error from another source not listed in Table 4 reaches 17.33%, showing that other variables ignored in the current model also have some influence on Kf, while they were not considered in this model.
3.2 Effect of AWJD parameters on R e, P erp, and C yl
As shown in Table 3, Rem is almost the poorest at SOD = 1 mm. Rex is relatively poor among the three values of the same hole. All Rem, all Ren except for the 11th hole, and all Rex except for the 19th, 20th, and 25th holes are smaller than 0.100 mm, illustrating that almost all Ren, Rem, and Rex are encouraging except for only a few holes. Re of the holes in this work is good except for the 11th, 19th, 20th, and 25th holes, for which Ren or Rex is no less than 0.100 mm. Since Re of one hole is determined by the difference in D between the minimum circumscribed circle and maximum inner circle as well as Re is determined by Ren, Rem, and Rex, it is not difficult to understand why the four holes (11th, 19th, 20th, and 25th) have poor Re.
Figure 5d displays that the smallest and largest values of Re are 0.029 and 0.082 mm, corresponding to the 24th and 11th holes, respectively. As per Table 3, the average Re of all 27 holes is nearly 0.051 mm, which is larger than that of holes drilled through Al2024 aluminium alloy using twist drill bits [24], as seen in Table 6. Giasin et al.[9]. employed carbide twist drills to drill Al2024-T3 aluminium alloy and measured Ren and Rex. Kurt et al. [17] reported that the Re was smaller than 0.1 mm for all holes when they used HSS drills to machine Al2024 aluminium alloy. Abdelhafeez et al. [23] reported that the Re of all holes was smaller than 30 µm when they used carbide drills to cut Al2024 aluminium alloy. Ravi and Srinivasu [32] found that the minimum values of Ren and Rex were 0.0515 and 0.1394 mm when drilling Al6061 aluminium alloy, respectively. As a result, Re in [9, 17, 23, 24] is overall superior to those measured in this work, showing that the present AWJD parameters should be further optimized although Ren and Rex measured in this work are significantly superior to those reported in [32].
Similar to Den, Dm, and Dex, single-objective optimization was not done for Ren, Rem, and Rex. Using the data presented in Table 2, the largest S/N ratios of Re are calculated to be at SOD = 1 mm, WJP = 2600 bar, and AMFR = 200 g/min, at which Re was measured as 0.044 mm. Equation (6) predicted that the optimal Re was 0.034 mm. The deviation between them is only 0.010 mm. The optimal predictive Re was slightly larger than those reported in [9, 23] and close to those available in [24]. No matter what the value of TS was, the minimum Re measured by Tekaüt was greater than 0.2 mm whether for Re, Rex, or Ren when using AWJ to drill Al7075 aluminium alloy [31]. The quality of their Re was much poorer than that reported in this work. The reason might be that the AWJD parameters used in the current work were the results of screening by drilling trials, which might not be in [31].
According to Table 4, the percentage contributions to Re from SOD, WJP, and AMFR are 17.48%, 13.88%, and 9.28%, respectively, indicating that SOD has the most important effect on Re among the three linear factors. The total contributions from the linear model and 2-way interactions are 40.14% and 51.25%, respectively, showing that the effect of 2-way interactions on Re is more important than the linear model. As observed in Table 4, only SOD, WJP, and WJP × AMFR have P-values smaller than 0.05, indicating that only these three terms are statistically significant for Re. As listed in Table 4, the contribution to Re from other sources not listed is only 8.61%, showing that other variables neglected herein have little effect on Re.
As can be observed in Table 3 and Fig. 5e, Perp varies from 0.022 to 0.721 mm and the smallest Perp corresponds to the 15th hole, which was drilled with SOD = 2 mm, WJP = 2100 bar, and AMFR = 300 g/min; and the largest Perp corresponds to the 11th hole, which was drilled with SOD = 2 mm, WJP = 1600 bar, and AMFR = 250 g/min. Figure 5e clearly shows that Perp values of most holes are larger than 0.100 mm. According to Table 3, the mean Perp of all holes is approximately 0.176 mm, which is larger than that of holes drilled through Al2024 aluminium alloy using twist drills [24]. However, no Perp of holes drilled through aluminium alloy with AWJ has been reported to this day. Perp measured herein is somewhat large compared to those reported in [24]. As discussed in [10, 19], some hole-quality parameters such as Kf, Perp, and Cyl could be improved by pilot holes.
Based on the data collected in Table 3, the largest S/N ratios of Perp are determined to be at levels = 1, 3, and 3 for SOD, WJP, and AMFR, respectively, corresponding to the 9th hole. As listed in Table 3, Perp of the 9th hole is 0.109 mm. Equation (6) predicted that the optimal Perp was nearly 0.034 mm. Using the results listed in Table 5, CI of the predicted Perp was determined to be ± 0.292 mm. Therefore, the range of the predicted Perp covered the measured one at the optimum levels although the difference between them looked a bit big.
As listed in Table 4, the contribution to Perp from all linear factors reaches 40.23%, while that from all quadratic product terms is 38.15%, suggesting that the contribution to Perp from the three linear factors is equivalent to that from three quadratic product terms. According to Table 4, the P-value of only WJP is smaller than 0.05, indicating that only it is statistically significant. Similar to Re, Kf, and ΔD, the contribution to Perp from another source is large, indicating that another source not considered in the current model has an important effect on Perp, too.
Cylindricity is the degree to which a hole deviates from the ideal inscribed cylinder. The smaller the deviation, the better the cylindricity will be. Carefully examining the bar graphs shown in Fig. 5f, it can be immediately found that the lowest Cyl is located the 5th hole, which was drilled using SOD = 1 mm, WJP = 2600 bar, and AMFR = 250 g/min. Table 3 shows that the smallest Cyl is 0.049 mm. The highest Cyl is located the 11th hole, which was drilled with SOD = 2 mm, WJP = 1600 bar, and AMFR = 250 g/min. Table 3 shows the largest Cyl is 0.130 mm. Based on Table 3, the mean value of Cyl is calculated as 0.077 mm.
Only Tekaüt [31] measured Cyl and evaluated the effect of TS on Cyl of holes drilled through Al2024 aluminium alloy using AWJ. The smallest Cyl was 0.3 mm [31], which was greatly larger than the maximum reported in the present work. Only Aamir et al.[24]. measured Cyl and evaluated the effect of spindle speed and feed rate on Cyl of holes drilled through Al2024 aluminium alloy employing twist drills. Their Cyl was 25 to 95 µm [24], which was slightly superior to the present results. Ravi and Srinivasu [32] reported that the minimum value of Cyl was 89.3 µm, which was greatly poorer than the present one.
Based on Table 3, Single-objective optimisation obtains that the optimal Cyl is at levels = 1, 2, and 3, corresponding to SOD = 1 mm, WJP = 2100 bar, and AMFR = 300 g/min, respectively, at which Cyl was measured as 0.065 mm. Equation (6) predicted that the optimum Cyl was 0.045 mm. The difference between the predicted and measured Cyl is 0.020 mm, which is small.
Based on Table 4, the percentage contributions to Cyl from SOD, WJP, and AMFR are 14.10%, 23.56%, and 4.23%, respectively, indicating that WJP has the most important effect on Cyl, followed by SOD, among the three linear factors. The largest contribution to Cyl is from WJP × AMFR, followed by SOD × AMFR, among the 2-way interactions. As seen in Table 4, all factors of Cyl have P-values larger than 0.05, indicating that none of them was statistically significant for Cyl.
3.3 Effect of AWJD parameters on R a and R z
Figure 5g in combination with Table 3 shows that the highest and lowest values of Ra are 3.808 and 2.832 µm, corresponding to the 25th and 6th holes, respectively. Figure 5h in combination with Table 3 illustrates that the largest and smallest values of Rz are 31.987 and 23.727 µm, located at the 25th and 8th holes, respectively. Based on Table 3, the mean values of Ra and Rz are 3.228 and 27.139 µm, respectively, which are slightly larger than the requirements by SANDVIK tool manufacturer [4]. Carefully examining Ra and Rz in Figs. 5g and 5h, almost no clear change rule can be found.
Using the data listed in Table 3, the largest S/N ratios of Ra are determined to be at levels = 2, 2, and 3, corresponding to SOD = 2 mm, WJP = 2100 bar, and AMFR = 300 g/min, respectively; and the largest S/N ratios of Rz are located at levels = 1, 2, and 2, which correspond to SOD = 1 mm, WJP = 2100 bar, and AMFR = 250 g/min, respectively. Equation (6) predicted that the optimal Ra and Rz as 2.978 and 25.911 µm, respectively. Drilling holes with the optimal parameters, Ra was measured as 2.935 µm, deviating from the predictive one by only 1.47%; and Rz was measured as 28.044 µm, deviating from the predicted one by 7.59%.
Only Lathif et al. [30] used AMFR, WJP, SOD, and TS as AWJD parameters to cut 29 holes through Al7075 aluminium alloy and measured Ra. The Ra range and average Ra in [30] is collected in Table 7. As seen in Table 7, Ra values measured in this work are distributed in a narrow range compared to those in [30] and the average Ra available in [30] was slightly larger than that reported in this work. The optimal Ra in [30] was 1.494 µm, located at SOD = 1.99 mm, WJP = 3403.3 bar, TS = 311.36 mm/min, and AMFR = 477.31 g/min [30]. However, using their optimal processing parameters to drill holes in the current work, the visual inspection showed that Rex was very poor. No experimental Rz results are currently available in the open literature using AWJD.
Several experimental groups drilled holes through Al2024 aluminium alloys using twist drills and measured Ra [9, 15, 17,18,19,20]. The values of Ra were summarised in Table 7. A comparison illustrates that only some results of Ra in [9, 15] are superior to the current ones. Note that Ralph et al. [10] and Elajrami et al. [19] employed pilot holes to improve the quality of holes drilled with MD approaches. The conclusion was that Ra could be significantly reduced. As further investigations, our experimental group will soon employ pilot holes to improve the quality of holes drilled through Al2024-T3 aluminium alloy with AWJ.
As seen in Table 4, the percentage contributions to Ra from the linear model and 2-way interactions are 51.48% and 41.61%, respectively, showing that they have almost the same influence on Ra. Of the three linear factors, AMFR had the greatest effect on Ra, followed by SOD. Of all quadratic product terms, WJP × AMFR had the greatest influence on Ra. In addition, for Ra, P-values of SOD, AMFR, and WJP × AMFR are less than 0.05, showing that only these three terms have statistical significance.
However, the contribution to Rz from the quadratic product terms amounts to 64.06%, while that from the linear factors is only 24.54%, showing that the influence of quadratic product terms on Rz is more important than that of the linear factors. For Rz, only AMFR, SOD × WJP, and SOD × AMFR are statistically significant. The errors of contribution from the sources not listed in Table 4 are only 6.91% and 11.49% for Ra and Rz, respectively, indicating that the effect of other sources not considered on Ra and Rz is not important.
Finally in this section, for convenience of comparison, Table 8 summarises the mean value, optimal AWJD parameters obtained by single-objective optimisation, and measured and predicted values of each hole-quality parameter at the optimal levels.
3.4 SEM analysis of machined surface of holes
To show a full hole-quality image, Figs. 6a – 6c give SEM pictures of the machined surface of the same hole at its top, middle, and bottom sections, which were taken by SEM with nearly 40 × magnification. The hole used in Fig. 6 was drilled at SOD = 1 mm, WJP = 2100 bar, and AMFR = 250 g/min.

SEM pictures of the hole drilled through Al2024-T3 aluminium alloy at (a) hole top, (b) middle, and (c) bottom of at low magnification
As seen in Fig. 6, the machined hole-wall surfaces are smooth at low magnification. Certain surface chips and craters can be observed, especially in Fig. 6(c), showing that machined surface at the hole top is highly smooth compared to that at the bottom section. No embedded abrasives can be found in Fig. 6. No obvious burrs, damages or surface cracks can be observed. Hole-wall surfaces of many holes were inspected by SEM at the various levels of sub-millimetre scale. A similar conclusion is obtained for each hole.
Figure 7a shows the local surface image of the hole drilled at SOD = 1 mm, AMFR = 200 mm/min, and WJP = 2100 bar, which was taken by SEM with 13.2 k × magnification. Note that certain local surface was rather smooth even at such high magnification. In this figure, surface chips are clearly seen; traits from abrasive plough are distinctly illustrated; and craters and micro holes generated from abrasive impingement are expressly shown. The situations described in Fig. 7a can be observed at many places of each hole. Surface roughness was generated due to these micro holes, craters, surface chips, and ploughing traits [39].

SEM pictures about smooth zone, surface chipping, ploughing trait, crater, striation zone, micro-hole, and crack
Figure 7b illustrates several ploughing marks and long grooves generated by abrasive plough and micro holes originated from abrasive hits due to the turbulence of AWJ, taken by SEM with 980 × magnification. The hole used for Fig. 7b was drilled at SOD = 3 mm, WJP = 1600 bar, and AMFR = 250 mm/min. It should be noted that the magnification of picture illustrated in Fig. 7a is more than 13 times that in Fig. 7b, further proving that the surface in Fig. 7a was rather smooth compared to Fig. 7b and that surface chips in Fig. 7b should be much larger than those in Fig. 7a. Ploughing marks and long grooves shown in Fig. 7b were also seen by Ravi and Srinivasu [32] when they drilled Al6061 aluminium alloy using AWJ.
Striation zone was generated by a series of ridges which were produced by ploughing action of abrasives, as shown in Fig. 7b. Craters and micro holes were generated from abrasive strikes on wall surface due to the turbulence of AWJ [37, 38], while ploughing marks were produced by abrasives with high kinetic energy when machining hole-wall surface. Both ploughing action and strike on the hole-wall surface by abrasive particles could form the surface chips. Ploughing action usually generated a narrow and aligned mark along the direction of AWJ transmission [38], as illustrated in Fig. 7b. Abrasive ploughing action was one of the main processes of material removal from Al2024-T3 aluminium alloy. A continuous ploughing action caused a smooth zone illustrated in Figs. 7a and 7b.
Figures 7c and 7d demonstrate more surface chips, abrasive ploughing traits, craters, and micro holes, which were taken for holes drilled with SOD = 2 mm, WJP = 1600 bar, and AMFR = 200 g/min as well as SOD = 2 mm, WJP = 2100 bar, and AMFR = 300 g/min, respectively. EDX spectroscopy confirmed that the embedded abrasive particle in Fig. 7d was an abrasive. It should be that Ravi and Srinivasu [32] also observed numerous surface chips, ridges, craters, and micro holes with various dimensions when they employed AWJ to drill Al6061 aluminium alloy. In addition, Fig. 7d shows a crack. As seen in Fig. 7d, the width of the crack was greatly smaller than the dimension of abrasive embedded into the hole-wall surface. Hence, the crack should be generated by abrasive impingement on the surface, not by an abrasive plough. The abrasive entering the crack was embedded by impinging.
Figure 8a presents the hole-surface image taken by SEM at the sub-micron scale. In Fig. 8a, one can find an abrasive particle embedded into the surface at the sub-micron scale. The hole employed for Fig. 8a was drilled at SOD = 1 mm, WJP = 1600 bar, and AMFR = 200 g/min. To confirm that the abrasive particle shown in Fig. 8a was indeed an abrasive, Fig. 8e gives its EDM spectroscopy. By comparison of spectroscopy in Fig. 8e with that in Figs. 3b and 3c, one can instantly conclude that the abrasive particle shown in Fig. 8a is an abrasive. From the ploughing marks shown in Fig. 8a, one could clearly see the drilling direction of AWJ. Compared to Fig. 7, Fig. 8a shows more surface chips. Similar to Fig. 7, these surface chips consisted of peaks of surface roughness; while ploughing traits, craters, and micro holes were composed of valleys [39].

(a) Surface microstructure containing embedded abrasives at 1.81 k × , (b) 1.01 k × , (c) 2.42 k × magnification, (d) 1.21 k × , and (e) their EDX spectroscopy
Figures 8b and 8c show pictures of embedded abrasives, smooth zones, surface chips, and abrasive ploughing marks taken by SEM at high magnification. The hole employed in Figs. 8b and 8c was the same one, drilled at SOD = 1 mm, WJP = 2600 bar, and AMFR = 200 g/min. EDX spectroscopy clearly confirms that the embedded abrasive particles in Fig. 8b and Fig. 8c are abrasives. Then embedded abrasives were also observed by Ravi and Srinivasu in their experiment [32]. From these ploughing traits, one can clearly observe the drilling direction of AWJ, as marked by the arrow in Figs. 8b and 8c. Similar to Fig. 7, smooth zones can be clearly seen in Figs. 8b and 8c at such a high resolution.
Surface microstructures illustrated in Figs. 7 and 8 were almost seen for each hole, showing almost the same mechanisms of material removal from Al2024-T3 aluminium alloy under various AWJD conditions used in the current work.
Various furrows ploughed by abrasives as well as various craters, micro holes, and cracks generated by abrasive impingement formed various valleys. And surface chips and ridges originating from abrasive plough formed various peaks, as discussed above. These valleys and peaks formed the surface roughness. It is worth noting that the distributions of these valleys and peaks were in irregular patterns [39], which explain why no variation rules of Ra and Rz with AWJD parameters are observed in Sect. 3.3. Figure 8d illustrates the image of a broken abrasive embedded into the surface of the hole, taken by SEM at 1.21 k × magnification. The hole used in Fig. 8d was drilled at SOD = 1 mm, AMFR = 300 g/min, and WJP = 1600 bar. Figure 8e shows EDX spectroscopy of the broken abrasive particle. According to EDX spectrum shown in Fig. 8e, it is concluded that the broken particle is indeed an abrasive particle since it is smaller than nominal abrasive size.
Figure 8d illustrates many ploughing traits of abrasives. According to these traits, one could accurately determine the drilling direction of AWJ, as shown by the arrow in Fig. 8d. Numerous surface chips in Fig. 8d were generated by abrasives, similar to Figs. 7 and 8. When a broken abrasives returned from the bottom of a blind hole, it might possess high kinetic energy and could remove materials from the wall surface. These abrasive particles were embedded into the surface because of the turbulence of AWJ generated by the counter- action between the forward-moving waterjet and returning waterjet [37, 38]. Hence, secondary removal of abrasives was also one of the material removal mechanisms. The embedded abrasives and broken abrasives were found most commonly in the middle section of a hole. It is the turbulence that made the abrasives deflect the forward direction of AWJ and impact the surface, forming craters and micro holes shown previously in Fig. 7 and in Fig. 8, which also made the abrasives embedded in the crack shown previously in Fig. 7d.
3.5 Multi-objective optimization
D, ΔD, Kf, Re, Cyl, Perp, Ra, and Rz, were employed for multi-objective optimization [35, 37]. Through a series of calculations, the values of GRG of each hole were obtained, as presented in Table 3. Table 3 also gives the order of the GRG from smallest to largest. Note that ωp of each hole-quality parameter was equal when calculating the GRG. As per the GRG ranking, the 17th hole has the optimal quality, for which the optimum SOD, WJP, and AMFR are 2 mm, 2600 bar, and 250 g/min, respectively; and the optimal hole-quality parameters are D = 6.167 mm, ΔD = 0.008 mm, Kf = 0.029°, Cyl = 0.051 mm, Perp = 0.033 mm, Re = 0.041 mm, Ra = 2.909 µm, and Rz = 26.480 µm.
3.6 Adjustment of CMD
The above hole-quality parameters determined by multi-objective optimization were measured for holes drilled at CMD = 6.000 mm. As discussed previously, D was always larger than the nominal value when using AWJ to drill Al2024-T3 aluminium alloy. To make D close to 6.000 mm required in this work, CMD was adjusted to 5.900, 5.800, and 5.700 mm to perform the confirmative drilling trials to reduce D at the optimal levels. Three holes were drilled at each CMD using the optimal AWJD parameters at TS = 10 mm/min. Table 9 collects these results and their comparison with the ideal values.
As observed in Table 9, the differences between the D, ΔD, Re, Perp and the ideal values when CMD = 5.800 mm are smaller than 0.050 mm, indicating that the quality of these four parameters is very good. Both Kf and Re are very small, similar to the results obtained at CMD = 6.000 mm. Ra and Rz measured at CMD = 5.800 mm are very close to those obtained at CMD = 6.000 mm. The comparison shows that adjustment of CMD is an appropriate approach to make D close to 6.000 mm. As a conclusion, drilling holes at the optimal levels with an appropriate CMD can make D close to the nominal diameter without reducing the quality of other hole-quality parameters.
As a conclusion, the quality of the holes drilled at the optimal levels of SOD, WJP, and AMFR when CMD = 5.800 mm is encouraging compared to that reported previously.
4 Conclusions
In this work, three variable AWJD parameters, WJP = 1600, 2100, and 2600 bar, SOD = 1, 2, and 3 mm, and AMFR = 200, 250, and 300 g/min, were used to drill Al2024-T3 aluminium alloy for keeping TS = 10 mm/min. A full factorial experimental design was used to plan the holes being drilled. Eight hole-quality parameters, namely D, ΔD, K, Cyl, P, Re, Ra, and Rz, were measured and compared to the available measurements. Single- and multi-objective optimization was performed. The effect of SOD, AMFR, and WJP on these parameters was evaluated. Summarizing the results in the present work, three main conclusions are obtained.
-
(1)
Re was significantly affected by TS. Generally, the greater the TS, the poorer the Rex would be. Visual inspection confirmed that Rex was very poor when TS ≥ 50 mm/min. The edge surface finish of holes was visually satisfactory for TS ≤ 30 mm/min when SOD = 2 mm, WJP = 2100 bar, and AMFR = 200 g/min.
-
(2)
Optimum processing parameters determined by multi-objective optimization for all hole-quality parameters were SOD = 2 mm, WJP = 2600 bar, and AMFR = 250 g/min when TS = 10 mm/min. Drilling holes using these optimum parameters at CMD = 6.000 mm, the hole-quality parameters were D = 6.167 mm, ΔD = 0.008 mm, Kf = 0.029°, Cyl = 0.051 mm, Perp = 0.033 mm, Re = 0.041 mm, Ra = 2.909 µm, and Rz = 26.480 µm. The quality of drilled holes was overall satisfactory.
-
(3)
The size of holes generated by the AWJD approach was always larger than CMD, resulting in large D. The approach to making D very close to 6.000 mm was to adjust CMD to an appropriate value. Using CMD = 5.800 mm to drill holes at the optimal levels, the hole-quality parameters were measured as 0.030 mm, 0.048 mm, 5.966 mm, 0.056 mm, 0.036°, 0.020 mm, 3.821 µm, and 28.568 µm for Perp, Cyl, D, Re, Kf, ΔD, Ra, and Rz, respectively.
-
(4)
Machined surface of holes is highly smooth at roughly 40 × magnification of SEM. At high magnification, ploughing marks were observed on the machined surface, showing that ploughing action was one of the main material removal processes. Ploughing traits of abrasives clearly illustrated the drilling direction of AWJ. Broken abrasive particles were found, showing that secondary material removal process occurred. Images at a low resolution indicated that the machined surface of holes at the top was highly smooth compared to that at the bottom section.
As further investigations, pilot holes will be used to improve Perp and Cyl of holes. To reduce the hole-making costs, increase the drilling efficiency, and improve the quality of holes, AWJD parameters will be further optimized at higher TS.
Data availability
The data used in this study can be requested from the corresponding author.
Code availability
Not applicable.
Abbreviations
- AMFR :
-
Abrasive Mass Flow Rate (g/min)
- AWJ :
-
Abrasive Water Jet
- AWJD :
-
Abrasive Water Jet Drilling
- CI :
-
Confidence Interval
- CMD :
-
Circular-Motion Diameter (mm)
- EDX :
-
Energy-Dispersive X-ray
- GRC :
-
Grey Relational Coefficient
- GRG :
-
Grey Relational Grade
- MD :
-
Mechanical Drilling
- SOD :
-
Stand-Off Distance (mm)
- S/N :
-
Signal-to-Noise
- TS :
-
Traverse Speed (mm/min)
- WJP :
-
Water Jet Pressure
- C yl :
-
Cylindricity (mm)
- D :
-
Diameter (mm)
- D en :
-
Average diameter of a hole at the entry (mm)
- D ex :
-
Average diameter of a hole at the exit (mm)
- D m :
-
Average diameter of a hole at the middle (mm)
- ΔD :
-
Difference of diameters at the entry and exit (mm)
- h :
-
Thickness of Al2024-T3 aluminium alloy, h = 8.0 mm in the current work
- H :
-
Hole depth (mm)
- K f :
-
Kerf angle (°)
- max(x 0(p)):
-
Maximum value of parameter p measured in the current experiment
- min(x 0(p)):
-
Minimum value of parameter p measured in the current experiment
- n :
-
Total number of measured data of a certain parameter p, or total number of measured data at a certain level of parameter p
- O b :
-
Nominal value of diameter, Ob = 6.000 mm in the current work
- p :
-
A certain hole-quality parameter
- P erp :
-
Perpendicularity (mm)
- Δ0 i(p):
-
Deviation sequence
- R a :
-
Average surface roughness (µm)
- R e :
-
Average roundness error (mm)
- R em :
-
Roundness errors at the hole middle (mm)
- R en :
-
Roundness errors at the hole entry (mm)
- R ex :
-
Roundness error at the hole exit (mm)
- R z :
-
Ten-point average surface roughness (µm)
- S 2 :
-
Mean square error of a certain parameter at this level
- T :
-
Average value of this hole-quality parameter for all holes
- T dof :
-
Total main factor degrees of freedom
- V 2 :
-
Error of freedom degree
- V e :
-
Error variance
- \(\overline{x}\) :
-
Average value of a given hole-quality parameter at a certain level
- x i :
-
iTh value of this parameter
- x i(p):
-
iTh normalized value of parameter p
- xi 0(p):
-
iTh value of measured results
- Y :
-
Result predicted by single-objective optimization or by regression model
- γ i :
-
Value of grey relational grade
- Δmax :
-
Maximum value of deviation sequence
- Δmin :
-
Minimum value of deviation sequence
- ω p :
-
Weight factor of the pth hole-quality parameter
- ξ i(p):
-
Grey relational coefficient of the ith value of parameter p
References
Aamir M, Tolouei-Rad M, Giasin K, Nosrati A (2019) Recent advances in drilling of carbon fiber-reinforced polymers for aerospace applications: a review. Int J Adv Manuf Technol 105:2289–2308. https://doi.org/10.1007/s00170-019-04348-z
Giasin K, Dad A, Brousseau E, Pimenov D, Mia M, Morkavuk S, Koklu U (2021) The effects of through tool cryogenic machining on the hole quality in GLARE® fibre metal laminates. J Manuf Process 64(4021):996–1012. https://doi.org/10.1016/j.jmapro.2021.02.010
Bonhin EP, David-Müzel S, Alves MCDS, Botelho EC, Ribeiro MV (2021) A review of mechanical drilling on fiber metal laminates. J Compos Mater 55:843–869. https://doi.org/10.1177/0021998320957743
Giasin K (2017) Machining fibre metal laminates and Al2024-T3 aluminium alloy (Doctoral dissertation, University of Sheffield). https://etheses.whiterose.ac.uk/16061/1/PhD%20thesis.pdf. Accessed 25/10/2023
Giasin K, Gorey G, Byrne C, Sinke J, Brousseau E (2019) Effect of machining parameters and cutting tool coating on hole quality in dry drilling of fibre metal laminates. Compos Struct 212:159–174. https://doi.org/10.1016/j.compstruct.2019.01.023
Yuan P, Lai T, Li Y, Han W, Lin M, Zhu Q, Liu Y, Shi Z (2016) The attitude adjustment algorithm in drilling end-effector for aviation. Adv Mech Eng 8:1–9. https://doi.org/10.1177/1687814016629348
Koklu U, Morkavuk S, Featherston C, Haddad M, Sanders D, Aamir M, Pimenov DY, Giasin K (2021) The effect of cryogenic machining of S2 glass fibre composite on the hole form and dimensional tolerances. Int J Adv Manuf Technol 115:125–140. https://doi.org/10.1007/s00170-021-07150-y
Sinmazçelik T, Avcu E, Bora MÖ, Çoban O (2011) A review: fibre metal laminates, back- ground, bonding types and applied test methods. Mater Design 32:3671–3685. https://doi.org/10.1016/j.matdes.2011.03.011
Giasin K, Hodzic A, Phadnis V, Ayvar-Soberanis S (2016) Assessment of cutting forces and hole quality in drilling Al2024 aluminium alloy: experimental and finite element study. Int J Adv Manuf Technol 87:2041–2061. https://doi.org/10.1007/s00170-016-8563-y
Ralph WC, Johnson WS, Toivonen P, Makeev A, Newman JC (2006) Effect of various aircraft production drilling procedures on hole quality. Int J Fatigue 28:943–950. https://doi.org/10.1016/j.ijfatigue.2005.09.009
Vigneshwaran S, Uthayakumar M, Arumugaprabu V (2018) Abrasive water jet machining of fiber-reinforced composite materials. J Reinf Plast compos 37:230–237. https://doi.org/10.1177/0731684417740771
Reddy VN, Venkatesh B (2019) Optimization of parameters in abrasive water jet machining of glass laminate aluminium reinforced epoxy (GLARE). Materials Today: Proceedings 19:890–894. https://doi.org/10.1016/j.matpr.2019.08.245
Sourd X, Giasin K, Zitoune R, Salem M, Lupton C (2022) Multi-scale analysis of the damage and contamination in abrasive water jet drilling of GLARE fibre metal laminates. J Manuf Process 84:610–621. https://doi.org/10.1016/j.jmapro.2022.10.023
Nouari M, List G, Girot F, Coupard D (2003) Experimental analysis and optimisation of tool wear in dry machining of aluminium alloys. Wear 255:1359–1368. https://doi.org/10.1016/S0043-1648(03)00105-4
Nouari M, List G, Girot F, Géhin D (2005) Effect of machining parameters and coating on wear mechanisms in dry drilling of aluminium alloys. Int J Mach Tool Manuf 45:1436–1442. https://doi.org/10.1016/j.ijmachtools.2005.01.026
Davoudinejad A, Ashrafi SA, Hamzah RIR, Niazi A (2012) Experimental analysis of wear mechanism and tool life in dry drilling of Al2024. Adv Mater Res 566:217–221. https://doi.org/10.4028/www.scientific.net/AMR.566.217
Kurt M, Kaynak Y, Bagci E (2008) Evaluation of drilled hole quality in Al 2024 alloy. Int. J Adv Manuf Technol 37:1051–1060. https://doi.org/10.1007/s00170-007-1049-1
Kurt M, Bagci E, Kaynak Y (2009) Application of Taguchi methods in the optimization of cutting parameters for surface finish and hole diameter accuracy in dry drilling processes. Int J Adv Manuf Technol 40:458–469. https://doi.org/10.1007/s00170-007-1368-2
Elajrami M, Milouki H, Boukhoulda FB (2013)Effect of drilling parameters on hole quality. Int J Min Metall Mech Eng 1:254–257. http://journalsweb.org/siteadmin/upload/D1013024.pdf. Accessed 25/10/2023
Köklü U (2012) Influence of the process parameters and themechanical properties of aluminum alloys on the burr height and the surface roughness in dry drilling. Mater Technol 46:103–108. http://mit.imt.si/izvodi/mit122/koklu.pdf. Accessed 25/10/2023
Amini S, Paktinat H, Barani A, Tehran AF (2013) Vibration drilling of Al2024-T6. Mater Manuf Process 28:476–480. https://doi.org/10.1080/10426914.2012.736659
Barani A, Amini S, Paktinat H, Tehrani AF (2014) Built-up edge investigation in vibration drilling of Al2024-T6. Ultrasonics 54:1300–1310. https://doi.org/10.1016/j.ultras.2014.01.003
Abdelhafeez AM, Soo SL, Aspinwall DK, Dowson A, Arnold D (2015) Burr formation and hole quality when drilling titanium and aluminium alloys. Procedia CIRP 37:230–235. https://doi.org/10.1016/j.procir.2015.08.019
Aamir M, Tolouei-Rad M, Giasin K, Vafadar A, Koklu U, Keeble W (2021) Evaluation of the surface defects and dimensional tolerances in multi-hole drilling of AA5083, AA6061, and AA2024. Appl Sci 11:4285. https://doi.org/10.3390/app11094285
Cenac F, Zitoune R, Collombet F, Deleris M (2015) Abrasive water-jet milling of aero- nautic aluminum 2024–T3. Proc IMechE Part L: J Mater 229:29–37. https://doi.org/10.1177/1464420713499288
Natarajan Y, Murugesan PK, Mohan M, Khan SALA (2020) Abrasive water jet machining process: A state of art of review. J Manuf Process 49:271–322. https://doi.org/10.1016/j.jmapro.2019.11.030
Orbanic H, Junkar M (2004) An experimental study of drilling small and deep blind holes with an abrasive water jet. Proc IMechE Part B: J Eng Manuf 218:503–508. https://doi.org/10.1177/095440540421800504
Akkurt A (2009) The effect of material type and plate thickness on drilling time of abrasive water jet drilling process. Mater Des 30:810–815. https://doi.org/10.1016/j.matdes.2008.05.049
Nyaboro J, Ahmed M, El-Hofy H, El-Hofy M (2021) Experimental and numerical investigation of the abrasive waterjet machining of aluminum-7075-T6 for aerospace applications. Adv Manuf 9:286–303. https://doi.org/10.1007/s40436-020-00338-7
Abdul Lathif SK, Yeswanth IVS, Srinivasulu M, Mani Prasad N (2018) An experimental study and parametric optimization of AWJC on aluminium 7075 alloy. Int J Mech Prod Eng Res Dev 8:667–678. https://doi.org/10.13140/RG.2.2.12867.91688
Tekaüt İ (2019) A study on the effect of traverse speed on geometric tolerances in abrasive waterjet drilling of Aa7075 aluminium alloy. Çukurova Univ J Fac Eng Archit 34:1–8. https://dergipark.org.tr/en/download/article-file/790006. Accessed 25/10/2023
Ravi RR, Srinivasu DS (2023) A comprehensive parametric study on abrasive waterjet trepanning of Al-6061 alloy. Mate Manuf Process 38(12):1472–94. https://doi.org/10.1080/10426914.2022.2149791
Li M, Huang M, Chen Y, Kai W, Yang X (2019) Experimental study on hole characteristics and surface integrity following abrasive waterjet drilling of Ti6Al4V/CFRP hybrid stacks. J Adv Manuf Technol 104:4779–4789. https://doi.org/10.1007/s00170-019-04334-5
Dhakal HN, Ismail SO, Ojo SO, Paggi M, Smith JR (2018) Abrasive water jet drilling of advanced sustainable bio-fibre-reinforced polymer/hybrid composites: a compre- hensive analysis of machining-induced damage responses. Int J Adv Manuf Technol 99:2833–2847. https://doi.org/10.1007/s00170-018-2670-x
Karataş MA, Motorcu AR, Gökkaya H (2020) Optimization of machining parameters for kerf angle and roundness error in abrasive water jet drilling of CFRP composites with different fiber orientation angles. J Braz Soc Mech Sci Eng 42:173. https://doi.org/10.1007/s40430-020-2261-2
Meral G, Sarıkaya M, Mia M, Dilipak H, Şeker U, Gupta MK (2019) Multi-objective optimization of surface roughness, thrust force, and torque produced by novel drill geometries using Taguchi-based GRA. Int J Adv Manuf Technol 101:1595–1610. https://doi.org/10.1007/s00170-018-3061-z
Liu H-T (2007) Hole drilling with abrasive fluidjets. Int J Adv Manuf Technol 32:942–957. https://doi.org/10.1007/s00170-005-0398-x
Lenin Raj S, Rajadurai A (2019) Experimental study on deep-hole making in Ti-6Al-4V by abrasive water jet machining. Mater Res Express 6:066532. https://doi.org/10.1088/2053-1591/ab0c35
Hlavacek P, Hloch S, Nag A, Petru J, Muller M, Hromasová M, Srníček P (2021) Effect of rotation direction, traverse speed, and abrasive type during the hydroabrasive disintegration of a rotating Ti6Al4V workpiece. Proc IMechE. Part B: J Eng Manuf 235:1848–1860. https://doi.org/10.1177/0954405420971226
Funding
This study received no funding.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by PhD student Hang Shi and was checked and validated by Khaled Giasin Antigoni Barouni and Zhongyi Zhang. The first draft of the manuscript was written by Hang Shi and all authors commented on all versions of the manuscript. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shi, H., Giasin, K., Barouni, A. et al. An experimental assessment and optimisation of hole quality in Al2024-T3 aluminium alloy during abrasive water jet machining. Int J Adv Manuf Technol 130, 5199–5218 (2024). https://doi.org/10.1007/s00170-024-13009-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13009-9