
Abstract
A systematic study on the mechano-thermic reduction of low-grade ilmenite concentrate for the production of high-grade TiO2 powder used in the production of non-oxide ceramics for cutting tool applications has been successfully carried out. Samples were prepared via planetary ball milling and carbothermic reduction processes, and the as-reduced product was subsequently leached in order to improve the synthesized TiO2 by removing the metallic iron in it and other minor soluble impurities dissolved in the iron. The mechano-thermic reduction was achieved by milling a representative mixture of ilmenite and carbon in a molar ratio of 1:1, followed by carbothermic reduction at 1000 °C in a laboratory high-temperature furnace for 60 min. The as-reduced product was subsequently leached at 80 °C for 6 h in a hydrochloric acid solution. It was found that there was a complete reduction of ilmenite to metallic iron and TiO2 at 1000 °C. The results of the FESEM showed there were only two distinct regions of metallic iron (bright region) and titanium dioxide (grey region) with minor traces of unreacted carbon (dark spots), although there was clear regional demarcation between these regions. However, the iron dissolution during the acid treatment was almost 100% as there were no peaks of iron in the as-leached powder. The results of these analyses confirmed the synthesis of high-grade TiO2, which finds application in cutting tool applications and other areas such as in reflective pigment production.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The ever-increasing demand for mineral rutile and the consequential increase in its price have put untold hardship on its consumers [1, 2]. Rutile, otherwise known as titanium dioxide, has been extensively used as TiO2 pigment in paints and paper manufacturing industries, and its importance has increased exponentially due to its unique properties such as good semiconducting behaviour and photo-sensibility [3, 4]. Also used as a pigment, titanium dioxide is used to provide colour for rubber, textiles, plastics, cosmetics, ink, leather, ceramics, etc. [5]. Hence, there is an impetus for the development of alternative processes for the synthesis of synthetic rutile from the abundant naturally occurring iron titanate, otherwise called ilmenite. The mineral ilmenite is a common raw material used for the production of titanium dioxide and titanium metal [6]. It is one of the interesting minerals of the metal titanium, and it is being mined as an economically important industrial mineral ore in several deposits across the globe [7,8,9]. Unlike the other minerals, the demand for titanium is driven by the demand for a special chemical called TiO2 pigment. Out of the total titanium mineral production in the world, about 93% is consumed in TiO2 pigment, with only about 3% left for titanium metal production [10, 11]. An average of 37% of the world production of ilmenite is from South Africa; hence, South Africa has been seen as the largest producer of ilmenite in the world, accounting for about 37% of the 6.2 million metric tons of global production [12]. In South Africa, ilmenite and rutile are produced from extensive beach placer deposits located along the eastern, southern, and north-eastern coasts, with minute deposits along the west coast, north of Cape Town, by Richards Bay Minerals (Pty) Ltd (RBM), Exxaro’s Hillendale, and Namakwa Sands mines [13].
Several methods have been used to upgrade ilmenite to synthetic rutile in the past [2, 14, 15]. These methods include mechanical activation, smelting, direct acid leaching, selective chlorination, and reduction processes [15]. The conversion of ilmenite to synthetic rutile involves the selective removal of iron contained in the ilmenite. However, the solid-state reduction of ilmenite, in which ilmenite is reduced to metallic Fe and titanium dioxide and subsequently separated by acid leaching, has proved to be the best method [16]. In this method, the iron oxide in the ilmenite is first reduced to metallic form during the reduction process and then removed during the acid treatment, while the titanium-containing oxides are reduced to titanium dioxide. This reduction is accomplished by the presence of carbon, or carbonaceous materials, at temperatures around 1000 °C [17].
But above 1000 °C, gaseous reduction takes over the reduction reaction, which in most cases is followed by the Boudouard reaction [17, 18].
In an attempt to increase the rate of carbothermic reduction of ilmenite, several pre- and/or intermediate treatments have been introduced, such as mechanical activation, pre-oxidation, and addition of catalysts (e.g. FeCl3), to the starting materials of reduction processes [17, 19]. However, mechano-thermic reduction of a mixture of ilmenite and carbon to synthesize metallic Fe and TiO2, followed by acid treatment and moderate temperature drying, seems to have provided high-quality synthetic rutile that has wide industrial applications [16]. The mechanical activation, which increased the specific surface area of the milled powder, plays a significant role in increasing the efficiency of the mechano-thermic reduction and accelerates the dissolution of the reduced powder during the acid treatment [20]. As a consequence, reduction temperature can be achieved at a relatively low temperature, and acid leaching could be achieved at nearly room temperature [21].
The search for an environmentally friendly and cost effective purification approach has placed the hydrochloric acid leaching route above its counterpart sulphate process [22]. In contrast to the use of hydrochloric acid (HCl) for titanium ore leaching operations, the concentrated sulfuric acid (> 85 wt% H2SO4) process, which can also be used for low-grade ilmenite (40–50% TiO2), is faced with the challenges of hydrolysed effluent disposal, which leads to severe environmental problems. The process produces a large amount of waste acid in a concentration of about 20 wt% that must either be reused or recycled and definitely not directly disposed of into the surroundings because of its harmful effects [23, 24]. However, to mitigate against the discharge of this large acid waste directly into the surroundings, the adoption of hydrochloric acid (HCl) leaching process for titanium ores as proposed in this study is worthwhile. The environmentally friendly nature of the hydrochloric acid treatment route and its ease of effluent disposal have recently positioned it well as compared to its counterpart, the concentrated sulfuric acid route [25, 26].
As a known fact, the concentration of the hydrochloric acid and the leaching temperature induce the selective leaching of the metallic Fe from the titanium oxide in the solution [27]. The calcination of the leached product provides the opportunity for the highly crystalline titanium dioxide to be synthesized by removing any form of carbon impurities that might remain in the leached powder [16]. However, the efficiency of the hydrochloric acid leaching process on the other hand helps in the removal of the metallic iron from the reduced Fe-TiO2. This process is also capable of removing other dissolved impurities in the iron phase [28, 29]. On this note, hydrochloric acid leaching is often preferred because it has these advantages, such as excellent impurity removal, fast leaching rate, ease of waste disposal, acid regeneration, and efficient removal of metallic iron and other impurities dissolved in it.
However, our preliminary search of the earlier work shows that no satisfactory work has been published on the synthesis of high-grade synthetic rutile from South African low-grade ilmenite concentrate. Therefore, this present research aims to systematically study the mechano-thermic reduction of South African ilmenite for the synthesis of high-purity synthetic rutile (TiO2) for cutting tool applications.
2 Methodology
2.1 Starting material characterization
The starting materials used in the present study are:
-
Ilmenite concentrate, as a precursor, with a mean particle size (d0.5) of 136 µm, was obtained from Richards Bay Minerals, South Africa. The X-ray diffraction patterns of this ilmenite concentrate showed that FeTiO3, Fe2O3, and TiO2 were the major mineral phases (Fig. 1). The chemical composition of the ilmenite is as given in Table 1. This quantitative analysis of the ilmenite was carried out by an X-ray fluorescence spectrometer. The results of the XRF showed that the ilmenite is a low-grade titanium ore as it contains a significant amount of impurities, which are mostly in the form of oxides of Si, Mg, Al, etc.
-
TIMCAL TIMREX ® KS6 graphite of more than 99.9% purity was obtained from Imerys Graphite & Carbon, Switzerland, and its d(0.5) is 3.4 µm.

X-ray diffraction patterns of the ilmenite concentrate
2.2 Experimental procedures
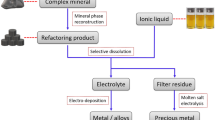
In the experiment carried out, a 1:1 molar ratio of graphite to ilmenite concentrate was carried out in accordance with Eq. (1) was milled in ethanol under still air for 2 h at room temperature. A grinding bowl made of steel and steel balls of 10 mm diameter were used in a planetary ball mill (PM 100, Retsch Germany), which was operated at a speed of 250 rpm throughout the milling process. The resulting slurry obtained after the ball milling (as-milled samples) was evaporated in a rotary evaporator, CVC 3000, Germany, and dried at 120 °C in a draught drying cabinet (Thermo Electron LED GmbH, Germany). A carbothermic reduction was carried out isothermally in a laboratory high-temperature furnace (Thermal Tech., USA), where powder of a known gram was held in graphite crucibles stationed on an automated crucible holder before the furnace was purged with Ar. gas. The powder was heated to the desired temperature at a heating rate of 5 °C/min and held for 60 min before being cooled to the ambient temperature at a cooling rate of 5 °C/min. Figure 2 depicts the detailed flow chart adopted in the course of the study. Thereafter, the synthesized powder was measured, and the difference between the initial weight (before the reduction) and final weight (after the reduction), i.e., material balance, was used to calculate the degree of reduction [2, 30]. A 10% conc. HCl acid solution was prepared and measured in a ratio of 10:1 with the reduction product, and this was done to remove the metallic Fe from the synthesized Fe-TiO2 powder. The leaching was carried out at a temperature of 80 °C for 6 h, while the mixture was continuously stirred by a RW16 basic overhead stirrer. Thereafter, the leached solution was filtered, washed thoroughly with distilled water, and then dried at 120 °C for 6 h in a draught drying cabinet. This resulting powder, TiO2, was characterized using an X-ray diffractometer (XRD, Brucker D8 Advance, Germany) with Cu-Kα radiation (λ = 1.54060 Å) operated on a scan rate of 0.01 (°)/s in 2 Theta (°). The morphology of the leached powder was characterized using a field emission scanning electron microscope (FESEM: ZEISS Gemini Nvision 40, Germany) equipped with an energy-dispersive spectrometer (EDS) for point analysis.

Experimental flow chart for the synthesis of TiO2 powder
3 Results and discussion
3.1 Phase transformation during carbothermic reduction
It was observed that the reduction of mechanically activated ilmenite at 1000 °C led to the formation of Fe and TiO2 phases. Although a little trace of unreacted carbon was still observed, by homogenizing at 1000 °C for 60 min, the intensity of ilmenite phase totally disappeared, and strong peaks of iron phase and moderate peaks of titanium dioxide were fully observed, as shown in Fig. 3. The strong appearance of Fe was due to the initial solid–solid reaction between ilmenite and carbon particles [31,32,33]. However, it was noted that a further increase in temperature from 1000 °C upward could lead to the continuous disappearance of TiO2 until stable phases of sub-oxides (magneli) of titanium, e.g. Ti4O7 and Ti3O5, are formed [34, 35].

X-ray diffraction patterns of the reduction product
3.2 Characterization of the as-reduced samples
3.2.1 X-ray diffraction analysis
The results of the XRD at 1000 °C during the carbothermic reduction in Ar-controlled atmosphere were observed to be metallic Fe, TiO2, and traces of unreacted carbon. Although, the free carbon (unreacted carbon) could not be detected by the XRD, as evident in Fig. 3. However, its presence was detected by the FESEM, as shown in Fig. 4. These observed phases were further distinguished in backscattered electron (BSE) images by energy-dispersive spectrometric (EDX) analyses. It was observed that the main phases of the reduction products at 1000 °C were Fe and TiO2, and no additional phases were observed. This clearly showed that at this temperature, TiO2 could be successfully synthesized in Ar-controlled atmosphere.

FESEM micrographs and EDX images of reduction product (Fe-TiO2)
3.2.2 Microstructural analysis
The microstructure and morphology of the reduction product (powder) as characterized by a field emission scanning electron microscope (FESEM: ZEISS Gemini Nvision 40, Germany) equipped with an energy-dispersive spectrometer (EDS) for elemental analysis are presented in Fig. 4. The figure shows the representative images obtained after 60 min homogenization at 1000 °C. These images showed that there were only two distinct regions of metallic iron (bright region) and titanium dioxide (grey region), although there were some traces of unreacted carbon (dark spots). However, it was observed that there is a clear regional demarcation between the metallic iron phase and the TiO2 phase.
3.3 Hydrochloric acid leaching
The potency of the hydrochloric acid leaching was observed to be 100% as the fraction of metallic iron leached away from the reduction product was total (Eq. 4). The effect of particle size reduction from the initial milling of the starting materials greatly influenced the dissolution of the reduction powder in the acid solution [36, 37]. The iron dissolution was 100% as there were no peaks of iron in the as-leached powder. This is so because the ilmenite reduction was essentially complete after 60 min at 1000 °C.
3.4 Characterization of the synthesized titanium dioxide
3.4.1 X-ray diffraction analysis
From the XRD observations, Fig. 5 shows the diffraction patterns of the leached powder. As shown, the removal of the elemental iron was confirmed as there were no peaks of metallic Fe, and other dissolved impurities in the iron phase have also been totally removed in accordance with Eq. (4) [38]. The finer particles of the TiO2 appeared in phase 1, while the seeming coarse particles appeared in phase 2.

X-ray diffraction patterns of the leached TiO2 powder
3.4.2 Microstructural analysis
Figure 6 shows the FESEM images of the leached powder. Figure 6a and b show the morphology of the TiO2 particles. It could be seen that the particles of the resulting TiO2 after the acid treatment are in compacted form, with some hollow spaces that represent the areas occupied by the leached iron particles. The TiO2 particles are in compacted form, which was a result of liquid-phase sintering. The EDX analysis as shown in Fig. 6b revealed the presence of Ti and O as the major components, with little traces of C. This is further confirmation that the product obtained after the hydrochloric acid leaching was pure TiO2.

FESEM micrograph and EDX image of the synthesized pure TiO2
3.5 Novelty of the study
The profound novelty of the research is in its ability to get rid of the trapped impurities during the acid treatment. Precisely, the impurities of Al, Ca, and/or Si were removed together with the Fe removal. And this was achieved through the following steps: ball milling of the starting materials, in-situ carbothermic reduction, and hydrochloric acid leaching. The in situ carbothermic reduction removed the impurities of Mg and Mn from the synthesized Fe-TiO2 powder [13, 38,39,40] (Eqs. 5 and 6).
Other impurities of Al, Ca, etc. that were not removed during the reduction process were removed together with the metallic iron during the acid treatment [28, 29, 38]. Although there are still traces of unreacted carbon in the EDX spectrum of the final TiO2 powder, this is only present in an insignificant amount since it could not be detected as a major phase in the XRD analysis (Fig. 5).
It is worthy of note to say that the metallic iron phase was removed 100% leaving behind only the pure phase of TiO2 after the hydrochloric acid treatment. It can therefore be said that this current method of preparing pure TiO2 from low-grade titanium ore offers the opportunity of utilizing a cheaper raw material (ilmenite concentrate) to synthesize high-purity and competitive synthetic rutile that could be used in the production of non-oxide ceramics such as TiC, TiN, and TiCN or TiO2 pigments that could be used in many industrial applications, such as cutting tool production.
4 Conclusions
The mechano-thermic reduction of low-grade ilmenite concentrate for the production of high-grade TiO2 powder used in the production of non-oxide ceramics for cutting tool applications has been successfully achieved, and the following key findings are hereby noted:
-
The possibility of synthesizing TiO2 at 1000 °C in an Ar-controlled atmosphere by mechano-thermic reduction of the as-milled sample was established.
-
The effect of the pre-treatment (ball milling) enhanced both the reduction process and the dissolution of metallic iron in the hydrochloric acid treatment. And this was attributed mainly to the intimate mixture of the carbon with the disordered ilmenite crystallites during the ball milling, which subsequently enhanced the removal of the metallic iron and other impurities dissolved in it during the leaching process.
-
Consequently, this approach (mechano-thermic) led to the synthesis of high-grade synthetic rutile (TiO2) via a carbothermic reduction of low-grade titanium ore for cutting tool applications.
Data availability
On request, the data used for the research will be made available.
References
Anucha CB, Altin I, Bacaksiz E, Stathopoulos VN (2022) Titanium dioxide (TiO2)-based photocatalyst materials activity enhancement for contaminants of emerging concern (CECs) degradation: in the light of modification strategies. Chem Eng J Adv 10:100262
Coley K, Terry B, Grieveson P (1995) Simultaneous reduction and carburization of ilmenite. Metall Mater Trans B 26(3):485–494
Vasquez R, Molina A (2008) Leaching of ilmenite and pre-oxidized ilmenite in hydrochloric acid to obtain high grade titanium dioxide. 17th International metallurgical & materials conference proceedings. Metal 13–15.5
Newman MD, Stotland M, Ellis JI (2009) The safety of nanosized particles in titanium dioxide– and zinc oxide–based sunscreens. J Am Acad Dermatol 61(4):685–692
Chun L, Liang B, Guo L (2007) Dissolution of mechanically activated Panzhihua ilmenites in dilute solutions of sulphuric acid. Hydrometallurgy 89:1–10
Daba K, Ramakokovhu MM, Mojisola T, Shongwe MB, Ntholeng N (2022) Iron extraction from South African ilmenite concentrate leaching by hydrochloric acid (HCl) in the presence of reductant (metallic Fe) and additive (MgSO4). Minerals 12(10):1336
Chen R, Tu J, Liu D, Mai Y, Gu C (2011) Microstructure, mechanical and tribological properties of TiCN nanocomposite films deposited by DC magnetron sputtering. Surf Coat Technol 205(21–22):5228–5234
Pistorius P (2008) Ilmenite smelting: the basics. J South Afr Inst Min Metall 108(1):35–43
Chen G, Song Z, Chen J, Peng J, Srinivasakannan C (2013) Evaluation of the reducing product of carbonthermal reduction of ilmenite ores. J Alloy Compd 577:610–614
Murty V, Upadhyay R, Asokan S (2007) Recovery of zircon from Sattankulam deposit in India-problems and prospects, The 6th International Heavy Minerals Conference “Back to Basics”, the South African Institute of Mining and Metallurgy, South Africa, pp 69–74
Murty C, Upadhyay R, Asokan S (2007) Electro smelting of ilmenite for production of TiO2 slag–potential of India as a global player, Proc. INFACON XI.–India, Deli, pp 18–21
Refiloe M (2008) An overview of South Africa’s titanium mineral concentrate industry, mineral and energy. Republic of South Africa, South African
Mojisola T, Ramakokovhu M, Raethel J, Olubambi P, Matizamhuka W (2018) In-situ synthesis and characterization of Fe–TiC based cermet produced from enhanced carbothermally reduced ilmenite. Int J Refract Metal Hard Mater 78:92–99
Hartley F (1967) 8th Commonwealth Min Metall Congr Australia and New Zealand, 1965, Australas. Inst Min Met 6:1373–1386
Gupta SK, Rajakumar V, Grieveson P (1989) The influence of weathering on the reduction of llmenite with carbon. Metall Trans B 20(5):735–745
Shahien MG, Khedr MM, Maurice AE, Farghali AA, Ali RA (2015) Synthesis of high purity rutile nanoparticles from medium-grade Egyptian natural ilmenite, Beni-Suef University. J Basic Appl Sci 4(3):207–213
Chen Y, Hwang T, Marsh M, Williams J (1997) Mechanically activated carbothermic reduction of ilmenite. Metall and Mater Trans A 28(5):1115–1121
Chen Y (1997) Mechanically enhanced carbothermic synthesis of iron-TiN composite. J Mater Sci Lett 16(1):37–39
Song B, Lv X, Xu J, Miao H, Han K (2015) Effect of wet grinding on carbothermic reduction of ilmenite concentrate. Int J Miner Process 142:101–106
Wei L, Hu H, Chen Q, Tan J (2009) Effects of mechanical activation on the HCl leaching behavior of plagioclase, ilmenite and their mixtures. Hydrometallurgy 99(1–2):39–44
Mohanty B, Smith K (1993) Alkali metal catalysis of carbothermic reduction of ilmenite. Transactions of the institution of mining and metallurgy, Section C Mineral Processing and Extractive Metallurgy 102:C163–C173
Vijay P, Venugopalan R, Sathiyamoorthy D (1996) Preoxidation and hydrogen reduction of ilmenite in a fiuidized bed reactor. Metall Mater Trans B 27(5):731
Liang B, Li C, Zhang C, Zhang Y (2005) Leaching kinetics of Panzhihua ilmenite in sulfuric acid. Hydrometallurgy 76(3–4):173–179
Wang X, Li C, Yue H, Yuan S, Liu C, Tang S, Liang B (2019) Effects of mechanical activation on the digestion of ilmenite in dilute H2SO4. Chin J Chem Eng 27(3):575–586
Zhang J, Zhu Q, Xie Z, Li H (2015) Influence of redox pretreatment on the pulverization of panzhihua ilmenite during hydrochloric acid leaching. Hydrometallurgy 157:226–233
Demopoulos GP, Li Z, Becze L, Moldoveanu G, Cheng TC, Harris B (2008) New technologies for HCl regeneration in chloride hydrometallurgy. World of Metallurgy-ERZMETALL 61(2):89–98
Samal S (2017) Thermal plasma technology: the prospective future in material processing. J Clean Prod 142:3131–3150
Mojisola T, Ramakokovhu MM, Olubambi PA, Matizamhuka WR (2021) In-situ synthesis and purification of high grade titanium carbonitride powder via carbonitrothermic reduction of low grade titanium ore. Sci Afr 13:e00972
Zhang Y, Fang ZZ, Sun P, Huang Z, Zheng S (2021) A study on the synthesis of coarse TiO2 powder with controlled particle sizes and morphology via hydrolysis. Powder Technol 393:650–658
Wang Y-M, Yuan Z-F, Guo Z-C, Tan Q-Q, Li Z-Y, Jiang W-Z (2008) Reduction mechanism of natural ilmenite with graphite. Trans Nonferrous Met Soc China 18(4):962–968
Wouterlood HJ (1979) The reduction of ilmenite with carbon. J Chem Technol Biotechnol 29(10):603–618
Wang Y, Yuan Z (2006) Reductive kinetics of the reaction between a natural ilmenite and carbon. Int J Miner Process 81(3):133–140
Wang Y, Yuan Z, Matsuura H, Tsukihashi F (2009) Reduction extraction kinetics of titania and iron from an ilmenite by H2–Ar gas mixtures. ISIJ Int 49(2):164–170
El-Sadek M, Ahmed H, El-Barawy K, Morsi M, El-Didamony H, Björkman B (2017) Non-isothermal carbothermic reduction kinetics of mechanically activated ilmenite containing self-reducing mixtures. J Therm Anal Calorim 131:2457–2465
El-Sadek M, Morsi M, El-Barawy K, El-Didamony H (2013) Mechanochemical synthesis of Fe–TiC composite from Egyptian ilmenite ore. Int J Miner Process 120:39–42
Welham N, Llewellyn D (1998) Mechanical enhancement of the dissolution of ilmenite. Miner Eng 11(9):827–841
Welham N, Williams J (1999) Carbothermic reduction of llmenite (FeTiO3) and rutile (TiO2). Metall Mater Trans B 30(6):1075–1081
Wu K-H, Zhang G-H, Gou H-P, Chou K-C (2018) Preparation and purification of titanium carbide via vacuum carbothermic reduction of ilmenite. Vacuum 151:51–60
Mohapatra S, Mishra DK, Singh SK (2013) Microscopic and spectroscopic analyses of TiC powder synthesized by thermal plasma technique. Powder Technol 237:41–45
Kasimuthumaniyan S, Singh S, Jayasankar K, Mohanta K, Mandal A (2016) An alternate approach to synthesize TiC powder through thermal plasma processing of titania rich slag. Ceram Int 42(16):18004–18011
Acknowledgements
The authors acknowledge that the research was financed by the National Research Foundation (NRF), South Africa, and are grateful for the gesture. Equally, the lead author is sincerely grateful to the Fraunhofer Institute for Ceramic Technologies and Systems, IKST Dresden, for providing the enabling environment and equipment used for carrying out the research. This study is a segment of the PhD research studies carried out by the lead author at the University of Johannesburg, South Africa.
Funding
Open access funding provided by University of Johannesburg. This research was funded by the NRF under the priority research Grant No. 108942, and when accepted, the open access funding of the manuscript will be provided by the University of Johannesburg, South Africa.
Author information
Authors and Affiliations
Contributions
The study reported in this manuscript was achieved by a collective effort of all the authors. Dr. Tajudeen Mojisola and Prof. Peter Apata Olubambi conceptualized the research and proposed the adopted methodology. Dr. Tajudeen Mojisola and Dr. Munyadziwa Mercy Ramakokovhu carried out the investigation, curated the results, and drafted the manuscript. Dr. Tajudeen Mojisola, Dr. Munyadziwa Mercy Ramakokovhu, and Prof. Peter Apata Olubambi jointly reviewed the manuscript before its final submission.
Corresponding author
Ethics declarations
Consent for publication
All authors agree to the final submission of the manuscript for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mojisola, T., Ramakokovhu, M.M. & Olubambi, P.A. Mechano-thermic reduction of low-grade titanium ore for high-grade TiO2 synthesis. Int J Adv Manuf Technol 130, 3781–3788 (2024). https://doi.org/10.1007/s00170-023-12918-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12918-5