
Abstract
Product development requires sharing information of a diverse nature between several actors. Since the new products resulting from this process often require assembly as part of their manufacturing processes, it becomes necessary to promote a functional information representation for the assembly domain. Several authors have proposed different core concepts to represent the information related to assembly. However, the resulting body of knowledge is fragmented and lacks a unified concept and definition of the information this concept should contain to be broadly adopted by the academy and industry. This study aims to identify and characterize the core concepts used to enclose the assembly information (e.g., assembly features, ports, connectors, and others) by conducting a literature review in the domain of discrete manufacturing, considering the period between 1985 and 2022. It was found that the literature is rich in concepts but often diverging: a clear depiction of the assembly information required by the involved stakeholders during the whole product development process remains elusive. This work's contribution addresses this gap by identifying the perspectives from which the assembly information can be studied, and the information required to describe the assembly process fully. The resulting information requirements were used to assess the existing approaches addressing assembly information representation. These findings can be used as a base to establish a comprehensive assembly information representation in the future.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Product development process (PDP) encompasses the activities to conceive, design, and commercialize a product, from a planning phase to production ramp-up (Ulrich et al. 2019). This process often results in a product made of several components. In fact, a study comprising a few European manufacturing industries found out that around 85% of the production was composed of products with 11 or more components, including those with over 10.000 components (20%) (Butala et al. 2002), showing the essential role of assembly in manufacturing. While the term ‘assembly’ has different connotations, in this paper it is used to refer to the manufacturing process of “bringing individual parts into a sub-unit, a unit, a structural group, a machine or a product” (CIRP 2011).
Like other manufacturing processes, assembly requires planning to determine the optimum sequence for its execution, how it will be developed throughout the assembly line, and the resources needed to achieve it within business constraints. Information that can be used for assembly planning is generated throughout the whole product development process, even during the early design stages in which the product geometry is determined by the design intent. Yet, this information is not limited to geometry, i.e., it goes beyond shape, dimensions, tolerances, or a 3D model (Shah and Rogers 1993; Dartigues et al. 2007; Barbau et al. 2012); it includes non-geometrical information such as assembly operation, tools, handling, insertion, and fastening considerations (Zhu et al. 2010a), going further than a product structure or relationships between components (Anantha et al. 1996). This non-geometrical information can be scattered in different documents, resulting in fragmented information, or it can be implicitly added to the product shape. However, those implicit or fragmented aspects could be omitted by the assembly plan, which, when communicated to the later stages of the product development, would require recreation.
Several authors have called for improved communication between the different product development stages and the potential benefits for the assembly process. According to Asadi et al. (2016), open communication during product development could encourage early inclusion of the assembly requirements, which can increase engineering design competence. Similarly, early knowledge of assembly planning aspects (e.g., resource capabilities) could lead engineers to assist designers better (Dixon and Shah 2010; Ahmad et al. 2018). Improved communication can also aid in capturing the design intents and interpreting them consistently throughout the product development (Kim et al. 2006; Sarigecili et al. 2014). Additionally, it is essential to consider the heterogeneous stakeholders involved in the product development, which could require a multiple-perspective representation of the assembly-related information (Shah et al. 2001; Zha and Du 2002; Kim et al. 2006).
In the context of assembly information, the existing formalisms present limitations in capturing non-geometric assembly-related aspects (Kim et al. 2004; Asadi et al. 2016). A possible way to represent this type of information would be an information model built around a core concept. Previous research in assembly has proposed several concepts suitable for this task, such as the connector (Gui and Mäntylä 1994; Zha and Du 2002), the virtual link (Lee and Gossard 1985; Ko and Lee 1987), the interface (Foucault and León 2010; Asadi et al. 2016), the extended liaison (Swain et al. 2014), and the assembly features (De Fazio et al. 1993; Sung et al. 2000; Van Holland and Bronsvoort 2000; Zha and Du 2002; Chan and Tan 2003; Ullah et al. 2006; Vemulapalli et al. 2014), to cite a few, being the last one the most used. However, there is no consensus about which term should be used as central. Moreover, contradictions in the definitions of these alternative terms still exist, and precisely which information should be represented remains an open issue.
Those core concepts have been used in several approaches targeting different assembly-related activities, e.g., assembly sequencing (Sung et al. 2001; Ullah et al. 2009; Neb and Hitzer 2020), assembly planning (Case and Wan Harun 1999; Bronsvoort and Noort 2004), and virtual assembly (Shyamsundar and Gadh 2001; Zhu et al. 2010a; Wang et al. 2013; Adamson et al. 2019). These approaches have proposed different forms of representing assembly information, ranging from international standards for product information representation (Fenves 2002; Rachuri et al. 2006; ISO 2018) to databases (Shah and Rogers 1988; Roy and Liu 1988; Kang and Nnaji 1993), ontologies (Dartigues et al. 2007; Fiorentini et al. 2007; Barbau et al. 2012; Hasan et al. 2014a; Huang et al. 2015), model-based definitions (Ye et al. 2015; Wan et al.2016; Zeng et al. 2021), among others. However, the continuous appearance of new concepts and approaches denotes the need for a unified way to represent assembly-related aspects that could be applied during the whole product development process and comprises the perspectives of all its participants.
Therefore, the question driving the present study is how assembly-related product information can be adequately represented to facilitate communication between different stakeholders during the product development process. To answer this question, a literature review in the discrete manufacturing field was developed, gathering the most relevant approaches for assembly information representation, listing the existing terms used as core concepts in these approaches, and comparing them based on the information and the assembly areas addressed. The aim of the study is threefold: (1) to identify existing concepts used to represent assembly information; (2) to define the information requirements that should be included in those concepts from the perspective of the different stakeholders; (3) to assess the existing assembly information representation approaches based on the identified requirements. Characterization of assembly information is critical for our increased understanding of how process requirements can be represented within the product information model towards the realization of intelligent products (McFarlane et al. 2002).
The rest of this paper follows the structure shown in Fig. 1: Sect. 2 gives a brief perspective on product information and current practices; Sect. 3 contains a vast literature review of current concepts and approaches used for representing information corresponding to the assembly process domain; Sect. 4 explains the methodology used for extracting the information requirements and the assessment of the current approaches; Sect. 5 details the findings and lists the stronger approaches; Sect. 6 comprises the discussion of those findings, highlighting the shortcomings of the existing approaches and proposes improvement areas; and finally, Sect. 7 presents the conclusion of this study.

Structure of the present work and obtained results
2 Background
This work presents a literature review on assembly information representation, so it is necessary to provide a brief perspective on product information representation in manufacturing. Thus, this section starts by introducing the purpose and challenges in product information representation, to later dig into the importance of representing this information for assembly, along with the current practices on this topic.
2.1 Information representation in manufacturing
Autonomous systems require intensive knowledge sharing at every level of the value chain, which is why interoperability has already been identified by industry (Anjum et al. 2012) and standardization organizations as a strategic area of action (DKE/DIN 2020). Application-driven representational choices (Sanfilippo and Borgo 2016) added to the lack of use of existing information standards (Rogstrand and Kjellberg 2009) have been appointed as hurdles for interoperability. In manufacturing, this situation translates into a variety of product information models with different purposes and information contents.
Product models usually offer geometric and topological data representing shape according to a specific purpose, though non-quantitative properties defined from the early stages of the product lifecycle are not sufficiently represented (Sy and Mascle 2011; Sanfilippo and Borgo 2016). Therefore, a representation comprising the geometrical and non-geometrical aspects of the product beyond physical properties (e.g., function, design intent, behavior) and carrying the product information during its entire lifecycle (Brunetti and Golob 2000; Ma et al. 2007) is needed. Additionally, if this representation is human- and machine-readable, computer-aided design (CAD) systems could exploit the mixture of expert’s knowledge and computer’s numeric capabilities (Sprumont and Xirouchakis 2002) and employ a neutral format to avoid additional translation for data exchanging (Kang and Nnaji 1993). This type of representation would allow the communication between the product and the processes needed for its realization, represented by their own information models, which at the same time would facilitate the propagation of changes, according to Lohse et al. (2005).
Nevertheless, product models can suffer interoperability problems when used for information exchange since the contained information can be interpreted differently across domains. Therefore, as a solution to this issue, ontologies have been developed to provide semantic knowledge to the models (Anjum et al. 2012). Ontological methods can be used as a complement to other product information model approaches to improve information exchange (Qin et al. 2017). The combination of models and semantic methods can facilitate knowledge reuse and product requirements and system capabilities matching (Ahmad et al. 2018).
2.2 Representing assembly information
Delving into the assembly domain, the geometric properties of the product, its components or shape features, nor the relationships between them are enough for its complete information representation (Lanz 2010; Lupinetti et al. 2016b; Sipsas et al. 2021). For instance, considering that the detailed geometry and dimensions are defined later in the product development process, while technological constraints can be defined in earlier stages, a purely geometric model is not suitable for top-down design (Jiang et al. 2012), as illustrated in Fig. 2.

Adapted from Ulrich et al. (2019)
Generic product development process and top-down and bottom-up design.
A model of this nature could also result in mechanically infeasible assemblies (Lin and Chang 1993), since the hierarchical structure of the assembly, a non-geometrical property, is used to determine essential aspects of the assembly planning such as the assembly sequence and part handling concerns, as well as technological, costs and quality requirements (Jiang et al. 2012). Therefore, including non-geometric data is necessary to support the creation and evaluation of assembly plans (Yin et al. 2003) and to meet the requirements of intelligent assembly services (Bao et al. 2022).
All information generated in the product development process needs to be available to the stakeholders in every stage, considering that decisions in the early stages affect the outcome of the subsequent. One relevant example is the designer, who usually defines the mating constraints according to the assembly intent, but the actual details of its realization process are left to the planner (Lin and Chang 1993; Swain et al. 2014). Other stakeholders include the system integrators or equipment suppliers, since information created during the design and planning stages could: implicitly determine the surfaces available for fixturing and clamping (De Fazio et al. 1991; Liu et al. 1996), contain references to handling features reducing the calculations needed for grip planning (Sung et al. 2000), or help to determine the type of fitting or joining process based on the geometrical and non-geometrical attributes of the components (Hasan and Wikander 2017a). Tooling manufacturers can also benefit from this information since the structure of the assembly process enables the identification of the product’s assembly key characteristics (AKCs). The level of criticality of those AKCs can determine the need for specific hard tooling (Burley et al. 2002), the use of an agile joint jig solution (Zhang et al. 2019), or opting for a jigless assembly strategy (Naing et al. 2000).
Additionally, since assembly process planning comprises several activities, from the creation of multiple plans to the development of simulations, its efficiency depends on how the diverse required information is represented (Hui et al. 2007; Qiao and Zhu 2011). This heterogeneous information is fragmented into several documents, which will not be necessary if the product model could integrate also technological information related to assembly and its parameters, becoming a practical tool for the reuse of the knowledge of the process planner for future developments (Bley and Franke 2004; Swain et al. 2014).
Although the need for a comprehensive assembly model has been raised by several authors (Koga and Aoyama 2009; Qiao et al. 2011; Bao et al. 2022), defining the precise information required by different actors at different levels is a persistent challenge (Lupinetti et al. 2016a), since it is not clear how to separate the product information from the assembly information. De Fazio et al. (1991) suggested two classes of data, part data (e.g., components geometry and other physical characteristics) and assembly data (e.g., inter-part dimensions, clearances, and other component relationship details), but in the case of geometrical data, this distinction is clear only when the product design has reached a mature and stable state. Therefore, a data separation using entities that are in a higher level of abstraction than geometry could enable a product description that is easy to transform between domains (Shah et al. 1994) while giving freedom to the designer for changing the geometry without losing the assembly information (Hasan et al. 2016b). These entities, known as features, have showed to be advantageous as a means of representation (Zha and Du 2002) and are the base of many information models in several domains, including assembly.
2.3 Shortcomings of the current practice of assembly information representation
One important consequence of not having a defined assembly information model is the current inability of commercial computer-aided technologies (CAx) to support all assembly planning activities (Xu et al. 2014). For instance, CAD systems focus on the shape aspect of the product and deal mostly with geometrical and topological information (Zhang and Wang 2006; Abouel Nasr and Kamrani 2006), which will exclusively support the designer (Sodhi and Turner 1994), and even this stakeholder faces the tedious task of explicitly defining component relationships, kinematic joints and other functional details in the CAD system when these aspects are already implicit in the component design (Dixon and Shah 2010; Shuxing et al. 2019). Integrating the output of these systems to process planning tools and vice versa is a hard quest since there is no geometrical counterpart to the technological knowledge required by the process planner (Iudica et al. 1990; Dartigues et al. 2007). Further, assembly process planning activities are hardly addressed in computer-aided manufacturing (CAM) or computer-aided process planning (CAPP) systems and are usually delivered as isolated tasks (Kardos et al. 2020); generating expert knowledge to support these systems would require an assembly information model combining the CAD model with the assembly process (Zhou et al. 2021).
Additionally, each CAx vendor uses its proprietary information model, as a result, it is not clear which information is represented in a particular system, how this is done, and up to what level it covers the different domains (Rachuri et al. 2006; Sanfilippo and Borgo 2016). Since the information is stored differently, full information exchange is not possible, even when using neutral formats such as STEP (Standard for the Exchange of Product Model Data) or IGES (Initial Graphics Exchange Specification), due to the loss of information when converting the data to other formats (Hoffmann et al. 2008; Perzylo et al. 2015). Therefore, semantically enriched CAD models have been proposed to enable technical interoperability, which means that not only the geometrical and non-geometrical aspects but expert knowledge would be embedded in the model (Nzetchou et al. 2022).
In the case of assembly, besides the proprietary product information models used by commercial CAx systems, other solutions have been developed, but are currently limited to prototypical implementations, losing connection to industrial needs (Bley and Franke 2004; Zhou et al. 2021). Some of these solutions integrated new product information models, while others enhance existing approaches by combining them or building semantic models, usually including concepts at a higher level of abstraction than geometry to enclose the assembly information. Those concepts and the approaches developed around them, the focus of the literature review, are described in the next section.
3 Literature review
Given the extent of the focal area of investigation, a large number of contributions is included in this section. Starting with product models and ontologies, literature covering the current practices on representing assembly information will be provided, including an extensive revision of the core concepts used by several authors for this purpose.
3.1 Assembly features
The need for concepts able to carry the product information beyond geometry is long-standing. One relevant concept is the feature, which formerly addressed only the machining domain but was later generalized (Eigner et al. 2010). It was defined as “a set of information related to a part’s description” (Shah and Rogers 1988, p. 9), “whose presence or dimensions are relevant to the product's or part's function, manufacture, engineering analysis, use, etc., or whose availability as a primitive or operation facilitates the design process” (De Fazio et al. 1993, p. 724). An extended review of the feature concept is available in (Sanfilippo and Borgo (2016). Then, this concept allows linking the physical product to its manufacturing information (Iudica et al. 1990; Kang and Nnaji 1993; Henderson and Taylor 1993) by communicating geometric and non-geometric aspects of the design and manufacturing of a product (Case and Wan Harun 1999; Zhang and Wang 2006). Even though discrepancies still exist regarding their dependency on geometry (Henderson and Taylor 1993; Sy and Mascle 2011), features are useful abstractions for information exchange (Dartigues et al. 2007), since they are understood by users and developers (Kang et al. 2002), and can translate low-level into higher-level information for different domains (Di Stefano et al. 2004). These capabilities facilitate the communication between systems, which would reduce human interaction in process planning activities (Mathew and Rao 2010a).
3.1.1 Assembly feature definition
The assembly feature concept is relevant for communicating information originated during design to other product lifecycle stages (Van Holland and Bronsvoort 2000), supporting process planning and engineering analysis activities (Shah and Rogers 1993). While a unified definition of assembly features is still elusive, several authors have contributed to the evolution of the concept (Zhang et al. 2015).
At first, the assembly features were defined as high-level interfaces representing the relationships between components (Sodhi and Turner 1991; Chan and Tan 2003; Ahmad 2017; Neb 2019) implying engineering functions (Kang and Nnaji 1993), but shortly, their existence was linked to the form features on the separate parts that make up the assembly (geometrical information) (Shah and Rogers 1993; Deneux 1999; Whitney et al. 1999; Qiao and Zhu 2011; Xu et al. 2014; Vemulapalli et al. 2014; Chatziparasidis and Sapidis 2016). Zha and Du (2002) reported that keeping the conditions of assembled parts related to the part’s form features present advantages such as facilitating design for assembly and process planning, easy extraction of fit and tolerances for analysis, and providing direct feedback to the designers on the troublesome form features based on the assembly evaluation.
Since these previous definitions do not show a connection between the assembly feature and the joining process (Swain et al. 2014), technological information was also included in its definition (Jabbour et al. 1998; Shuxing et al. 2019). Later, other authors added other aspects to it, such as design intent (Kim et al. 2004; Ullah et al. 2006), kinematics aspects (Dixon and Shah 2010), physical properties of the component, their use in process planning (Bhandarkar and Nagi 2000; Sung et al. 2000; Zha and Du 2002), and their link between design and manufacture (Shyamsundar and Gadh 2001).
Finally, other generic definitions do not offer further details about the information contained in an assembly feature (Van Holland and Bronsvoort 2000; Pang et al. 2006; Rachuri et al. 2006; Manbub Murshed et al. 2008; Zhang et al. 2015; Hasan et al. 2016b; Lupinetti et al. 2016a; Khabbazi et al. 2018). Additionally, a standardized definition of assembly feature was provided in the STEP standard as “an element to specify the relationships between a pair of assembled components” (ISO 2005).
It is worth highlighting that CAD vendors also refer to the concept of assembly features. The meaning given by them is that these features, mostly material removal operations (Autodesk,https://knowledge.autodesk.com/support/inventor-products/learnexplore/caas/CloudHelp/cloudhelp/2018/ENU/Inventor-Help/files/GUID-553D514F-2F41-419A-8696 063932991E67-htm.html. IRONCAD, https://www.ironcad.com/support/OnlineHelp/3D_Design_Environment/Assembly_Part_Operations/Assembly_Multiple_Part_Features.htm.), affect over one component, are created after the components are assembled (Dassault Systemes 2019), and their information is not stored at the component level (Autodesk, https://knowledge.autodesk.com/support/inventor-products/learnexplore/caas/CloudHelp/cloudhelp/2018/ENU/Inventor-Help/files/GUID-553D514F-2F41-419A-8696-063932991E67-htm.html. PTC, ). No technological or non-geometrical information is mentioned.
3.1.2 Assembly feature classification
Having a unified classification of assembly features can benefit the integration of CAx and assembly planning (Ullah et al. 2006), but given the broad spectrum of definitions, it is also possible to find a variety of classifications. The first classifications of assembly features addressed the relationship between components and their link to the assembly process. For instance, Van Holland and Bronsvoort (2000) proposed a distinction between handling and connection features, which is similar to the locating and working features (Li et al. 2010), or the alignment and mating features (Hasan et al. 2016b); wherein all cases the former can realize its function in itself, whereas the latter realize its function in others. On the other hand, Sung et al., based on the assumption that most assembly features involve adjacent faces, proposed mating and gripping features (2000). New classifications were based on the problem the feature could solve, resulting in attachment, pass-through, and connect features (Cugini 2000); or insert, screw, and place (Adamson et al. 2019; Sipsas et al. 2021). In this group, gripping, feeding, and fixturing were proposed by Hasan and Wikander (2016) as subcategories for handling features, while fitting and screwing for joining features.
Furthermore, the need for broader classification criteria originated composed classifications, such as the one provided by Ullah et al.(2006), which considered several types depending on the mating relation, the number of features, or the type of attachment, to which the assembly operation and the degrees of freedom were later added (Ullah et al. 2009).
Other authors have suggested different classification criteria. Shyamsundar and Gadh (2001) proposed a distinction between relational assembly features, which define relationships between two geometrical entities, and assembly form features, which originate from joining two components together. Sprumont and Xirouchakis (2002) presented a CAD-focused knowledge model that utilized a division into geometric features, for specifying geometric component relationships between components; physical features, for physical attachments to realize an assembly relationship; and, complementary features, for tasks not related to assembly but needed to be completed during the process. Later, the assembly process representation by Qiao and Zhu (2011) used three assembly features categories: structure features, whose information assisted the planner in defining the assembly sequence and cell design; fix features, which aided in the fixturing, clamping, and transportation planning; and, operation feature, which contained the information about the connection itself. Finally, Chatziparasidis and Sapidis (2016) proposed a classification based on the geometrical entities connecting the parts. Form assembly features, depending on existing form features; skeleton assembly features, using basic auxiliary entities such as planes and axes; and composite assembly features, employing complementary geometrical entities to complete the geometric description, were used in an automatic assembly synthesis model.
3.1.3 Assembly feature-based approaches
Several authors have proposed information models or assembly planning systems using the assembly feature as a central concept of their approach, establishing the information requirements for assembly process planning. For instance, the theoretical work presented by Whitney et al. (1999) concerning the diverse nature of the information required for designing assemblies; the approach by Van Holland and Bronsvoort, which developed a modeling environment based on an object-oriented model that stored the assembly information in handling and connection features, (Van Holland and Bronsvoort 2000); the feature-based assembly techniques (FEAST) project, that demonstrated the advantages of applying assembly features in aeronautics (Cugini 2000); the Système de Caractéristiques d’Assemblage de Produits (SCAP), that addressed assembly and disassembly sequences considering accessibility for tools (Jabbour et al. 1998; Mascle and Balasoiu 2001; Mascle 2002; Coma et al. 2003); or the assembly-oriented design expert system (AODES), which aimed to assist the assembly design and planning through an expert system with a knowledge-based framework that used assembly features as a base (Zha et al. 2001a, b).
Since the component relationships do not constitute the main body of the assembly feature (Shuxing et al. 2019), several assembly planning-specific approaches considered embedding geometrical and non-geometrical information into it. Kardos et al. (2017, 2020) presented a generic model for CAPP targeting assembly, where individual tasks and detailed technological information specified by the assembly features, are combined into an assembly process plan. The model focused on the macro-level assembly process plan while guaranteeing its micro-level feasibility by including sub-problem analyzers such as technological feasibility, collision detection, fixturing, and tooling modules.
Others also followed this path and proposed information models and their corresponding implementations, such as the integrated knowledge-based assembly planning system (IKAPS), developed upon a PDES/STEP-based model with assemblability evaluation capabilities and decision-making support for the designer (Zha and Du 2002); the multiple-view assembly process representation based on 3D models, which included the information about the assembly process and assembly steps (Qiao and Zhu 2011); or the Knowledge graph-driven assembly process generation and evaluation for complex components (KGAssembly), that uses an assembly process knowledge graph database and (sequence knowledge graph convolutional network to create and assess the assembly process plan (Zhou et al. 2021).
Ultimately, other authors proposed semantic approaches, such as the assembly relation model (ARM), in which the assembly feature comprised the mating features, spatial relationships, mating bonds, join features, and other component properties, later complemented with a semantic model (Kim et al. 2004, 2006); the four-level assembly feature-based ontology proposed by Hasan et al. which aimed to link the product characteristics to the resource’s skills (Hasan et al. 2014a, b, 2016a, b; Hasan and Wikander 2016, 2017a, b; Hasan 2017); or the ontology for dynamic assembly planning and task assignment for human–robot collaboration (Sipsas et al. 2021).
A sample of additional approaches includes the collaborative product assembly design system (Shyamsundar and Gadh 2001), the assembly feature graph-tree model (Qi 2009), the product–process-system model (Lanz 2010), the assembly feature data instance model (Khabbazi et al. 2017, 2018); and, the feature-based function block control framework (Adamson et al. 2019). Also, the semantics approaches such as Sinfonia (Brunetti and Golob 2000), the 3D virtual assembly process planning (3DVAPP) ontology (Lv et al. 2011), the Assembly Reference Ontology (ARO) (Imran and Young 2015); and the ontology model for assembly process planning knowledge (Huang et al. 2015).
3.1.4 Assembly feature-related concepts
Besides the existing definitions and classifications, some authors have proposed other concepts related to assembly features. This section describes only a representative share of those approaches.
Zhang and Wang (2006) proposed the assembly connection feature as part of the unified design and manufacturing information model, to enclose the information about the component connection, assembly method, and assembly process. Later, Qiao et al. (2011) used the concept with the same implications in a similar approach, even though the difference between this concept and the regular assembly feature was not clarified.
At the same time, the Open Assembly Model (OAM) was proposed by NIST as an extension of the Core Product Model (CPM) (Rachuri et al. 2004), using the concept of the OAM feature as a parent class of the assembly features. The OAM feature has tolerance information associated while the assembly relations are contained in the assembly features, using the structure of the STEP standard (Rachuri et al. 2004, 2006). The authors highlighted that, in the OAM, contrary to other existing approaches, the product model evolves during the product development process, delivering a complete set of information when the design is finished. To provide OAM with reasoning capabilities, Fiorentini et al. (2007) developed an ontology in OWL, which included rule-based reasoning using SWRL, and description logic reasoning using RACER. Later, a modified version of the OAM called OAM + was presented, which removed the OAM feature, proposed the TS Assembly feature (TS stands for TechSpec) as the core concept, applied a neutral representation (N-Rep) for features, created two classes for representing the parameters and constraints, and used screw theory for describing the kinematic relationships (Manbub Murshed et al. 2008; Murshed et al. 2009). This model was implemented in the assembly feature tutor system, allowing the users to define their own features using a template (Dixon and Shah 2010), and was used as a base for feature recognition algorithms to facilitate its implementation in legacy systems (Vemulapalli et al. 2014).
On the other hand, Ma and Tong (2003) proposed the concept of associative features, which highlighted the mutual dependency between some of the product's geometrical features. From this concept, associative assembly features emerged, aiming to fill the gaps left by the current assembly feature definitions. One type of associative assembly feature is the assembly design feature, which comprises the assembly parameters, parametric constraints, pose constraints, assembly configuration, and pre-defined sizes (Ma et al. 2007). According to the authors, this concept can support the bottom-up or the top-down assembly approach since a feature manager will keep track and check the consistency of the features.
Li et al. (2010) presented another concept, the typical assembly feature (TAF), which was defined in terms of the geometrical elements used for locating and constraining the assembly. In the approach developed around this concept, the degrees of freedom, determined by the geometric feature and function, were used to select the TAFs. However, it did not address the management of the non-geometric information related to assembly.
Finally, the concept of assembly feature pair was built to express the assembly constraints, assembly behavior, including states and transition functions, and the assembly features in the separated components (Zhang et al. 2015). This concept helps to integrate assembly planning and assembly simulation by allowing the establishment of the component pose from the beginning of the assembly simulation and the definition of component-independent assembly behaviors.
3.1.5 Other feature-based approaches
As with the assembly domain, other domains created their own feature types (e.g., the maintenance features (Ding 2009)) containing domain-specific information that prevented them to be reduced to a purely geometric representation like the form features (Sanfilippo and Borgo 2016). Along this line, several authors presented other approaches addressing assembly without using assembly-specific features. For instance, the intelligent product design and manufacturing (IPDM) applied two types of design features, the micro-features (e.g., form features) and macro-features (e.g., functional features), in a knowledge-based process planning system able to generate assembly sequences and robot task planning (ElMaraghy 1991). Similarly, Case and Wan Harun (1999) used the definition of features as machined volumes (machining features) in an approach that showed the feasibility of using the feature concept in process planning as well as in assembly representation.
The flexibility of the feature concept was also demonstrated in the SPIFF system, in which the form features acquired different meanings depending on the view using it. This approach proposed feature conversion to translate the meaning of a feature from one context to another (Bronsvoort et al. 1997), keeping the semantics and validity of the features during the product development (Bidarra and Bronsvoort 2000; Bronsvoort et al. 2001; Noort et al. 2002), including the conceptual modeling stage (Bronsvoort and Noort 2004). A comparable approach was implemented in the life cycle feature system (LCFS) that used the broader concept of life cycle feature to enclose the information related to geometry, topology, relationships, and attributes of the product defined by the designer that can be retrieved as requested along different stages of the life cycle (Sy and Mascle 2011). Also, it is important to highlight that a generic feature concept was used for the revision of the CPM model, the CPM2 (Fenves et al. 2004). In this model, features are used as the main information entity to capture generic product information, and even when it avoids addressing domain-specific aspects, it can be extended or integrated with other applications, including assembly (Rachuri et al. 2004).
Other approaches utilized the generic feature concept specifically on assembly planning. One of these approaches is the industrial prototype of a knowledge-based assembly planner (KBAP), which stored the component information in features at component and assembly level; it generated assembly sequences automatically and assessed them based on user-defined criteria (Delchambre and Gaspart 1992). A broader assembly plan is produced by the prototype of feature-based design for assembly (FBDFA), which produced not only assembly sequences, but a plan including the assembly system, unit costs, and preliminary fixture analyses based on the information carried by the features (De Fazio et al. 1991).
Approaches seeking the automatic extraction of features frequently employed the feature concept from the geometrical perspective (e.g., Mullins and Anderson (1998)) and overlooked non-geometrical information for assembly information representation. For instance, Pham and Dimov (1999) presented a system for automatic extraction of assembly information using feature recognition; the authors defined the attributes of the features to be included in their object-oriented model, but they were merely geometrical. Gupta et al. (2001) proposed an approach that used assembly features still limited to geometrical perspective (e.g., FlatSlot, HexagonalSlot, CircularHole, and others) for assembly simulation, including tools selection, workspace synthesis, and automated plan completion. Later, a similar approach to assembly features was applied in a virtual assembly process planning environment (VAPPE) (Zhu et al. 2010a, b). Still in this line, the manufacturing assembly process sequencer (MAPS), a computer-aided assembly process planning system integrated into a product data manager (PDM) system, used features, with a definition related only to geometrical entities, to generate an assembly sequence and plan. This system proposed an object-oriented model that captures assembly information in four dominant classes: assembly component, assembly link, fasteners, and mating features, but no non-geometrical information (Bowland et al. 2003).
Furthermore, other authors combined features and other concepts in the same approach. Eng et al. (1999) used features and liaisons to represent assemblies, generate sequences by creating a kinematic pair liaison diagram (KPLD), and evaluate them based on their stability and collision-free tests.
3.1.6 Critiques of the feature concept
The use of features beyond a geometrical shape description of a product and their potential to support the designer from the earlier stages while evolving along the product development was foreseen (Salomons et al. 1993); however, after many years of application, there is no clear notion of features (Sanfilippo and Borgo 2016). Moreover, several shortcomings have already been identified in their application, such as the difficulty to maintain their meaning throughout the product development (Bronsvoort et al. 2001), the loss of the design intent or its non-uniformed representation, the diversity of feature definitions hindering data exchange, the numerous proprietary feature models used in CAx applications, and the feature recognition-based strategy to downstream information from CAD to other applications leading to an inefficient change propagation across development stages (Hoffmann et al. 2008; Ma et al. 2008).
Yet, the feature-based models can be improved by providing a clear distinction between their domain-related and application-related properties (Sanfilippo and Borgo 2016), and by creating hybrid modeling approaches that combine symbolic methods with geometric techniques that could allow linking the features with the manufacturing resources needed for its production (Sanfilippo 2018).
3.2 Liaison
The liaison, initially considered a representation of “the physical connection between two components in an assembly” (Lohse 2006, p. 70), has been enhanced by several authors as a means to capture assembly process information (Swain et al. 2014). Beyond identifying the relationships between components and being primarily used as a tool to derive assembly sequences (Mathew and Rao 2010b), Lohse et al. (2005) highlighted that, at the product level, the liaison captured how the components relate to each other, and defined several types, e.g., contact, loose fit, tight fit and screw liaisons, which, at the assembly process level, can be linked to the assembly task, operation, and action using the ontology for modular assembly systems (OntoMAS) (Lohse et al. 2005; Lohse 2006). Later, this definition of liaison at the product level was taken over by the Product, Process, and Resource (PPR) ontology, which linked it to the skill and physical attribute of the resource required to realize the liaison (Ahmad 2017; Ahmad et al. 2018).
Further, Swain et al. (2014), considering that the assembly feature does not represent a connection between the product and the joining process, proposed the extended liaison, which gives a formal structure to the liaison to enclose assembly process information. This structure comprised a series of liaison attributes that enabled the description of the assembly processes required. After, the authors added non-geometrical information elements to the extended liaison, e.g., material type and joint properties, to create a knowledge-based framework to support variant design, which could assist the designer in defining the assembly process from the early stages of the product development (Das and Swain 2016).
3.3 Component relationship-related concepts
Other authors proposed concepts remarking on the relationships between the product components. One of them, the interface, was defined as “a set of intrinsic properties of two interacting components” (Foucault and León 2010, p. 6). These properties can be of functional (kinematic relationships) or physical nature (connection form and geometric-mating relationships) (Chen et al. 2012; Parslov and Mortensen 2015). Fan et al. (2020) proposed a classification between integral and distributed assembly interface according to the number of components in which the assembly is distributed to realize the connection. The interface concept was applied in a system that enriched assembly models with functional and mechanical information for computer-aided engineering (CAE) applications, with promising results (Foucault and León 2010). Similarly, the multi-level assembly model used the interface to store assembly information for the top–down design of mechanical products; this system used the skeleton interface to represent the kinematic information, and the concrete interface to store the physical aspects of the interface (Chen et al. 2012).
Another concept is the port, defined as a group of low-level geometric entities that realize a mating constraint, but contrary to the assembly features, ports belong to the same part (Singh and Bettig 2004). Wan et al. (2010) integrated this concept into the 3D shape ontology of the assembly-oriented product semantic modeling approach, which also proposed automatic port matching as a means of a quick mating constraint building.
The connector concept was used to represent the assembly operation and mating relationship (Zha and Du 2002), constraining the components to perform the required functions (Gui and Mäntylä 1994). This concept was behind the general assembly model, in which several types of mechanical connectors were defined based on their function, aiming to support the design from the early stages and fill the gap between feature and functional modeling. Later, another approach called connector-based hierarchical assembly planner (CBHAP) redefined the types of connectors considering their role in the assembly, dividing them into two categories, constraining and fixing connectors; the system created the assembly plan by merging the plans for each connector-based structure in the assembly (Yin et al. 2003). A related concept, the connection, was used to predict assembly times based on design for assembly (DFA) principles (Owensby et al. 2012).
Assembly planning systems took advantage of the assembly constraints, especially given their standardized classification provided by STEP AP 242. An example is a constraint-based approach presented by Mohammed et al. (2020), which specified the assembly in terms of the relations between the components and not of explicit path elements, enabling automatic robot programming of assembly tasks by extracting the information directly from the STEP file.
Other concepts were: the virtual link, which focused on describing the relation and features of a mating pair (Lee and Gossard 1985); the spatial adjacency, as a condition that originates most of the assembly features (Sung et al. 2000); and the assembly relation, which transformed into matrices, could be used for the automatic generation of assembly plans in the AutoAssem approach (Xu et al. 2012).
Still, mainly component relationship information is contained in these concepts, which limits their use for complex applications that demand more detailed information on the assembly process.
3.4 Function-related concepts
Other concepts related to the assembly process focused on the functional aspect of the relationship between components. The functional relationship was used in the semantic association model (SAM*), a data model for CAD systems aiming to represent and handle variational and geometrical information for assemblability evaluation, to represent the linkages between component’s features and their nature, as well as the joints and mating conditions (Roy and Liu 1988). On the other hand, Michniewicz et al. (2016) used the concept of functional primitives to represent elemental processes required for the assembly of a product, from the resource perspective; the goal of this system was to generate an assembly process plan automatically with optimal resource allocation in modular production systems. However, these concepts do not contain assembly information; instead, they derive the information based on the product structure.
3.5 Action-related concepts
Analogous to the function-related concepts, some authors have focused on the execution of the assembly, giving origin to a new set of approaches. For instance, the primitive action, which represented every device-specific assembly action required for realizing the assembly at the primitive level of the Delft assembly process planner (DAPPER) system (Heemskerk et al. 1990); the assembly task, used as the link object between the product parts and the required machines and tools for the assembly planning system implemented in Data Glyph System (DGS) by Tran and Grewal (1997); and the assembly operation, used as the atomic assembly activity in the assembly domain ontology, proposed by Delamer and Lastra (2006), from the perspective of the actor-based assembly systems.
Lately, the assembly work step has also been proposed and defined as an event containing information related to the assembly operation (i.e., the actual operation, resources, time and environment, pre- and post-conditions, and the description language of assembly work steps) (Bao et al. 2021). It was used to extract information about the assembly from the product documentation through the use of natural language processing technologies combined with an ontology-based assembly planning model (Bao et al. 2021). The authors later applied this concept to a unified assembly information model in which it kept a detailed description of the assembly process, including non-geometric information (Bao et al. 2022).
It should be noticed that the concepts in this group were used to model the assembly process from the resource perspective, and not the product.
3.6 Other concepts
Besides the concepts mentioned above, new concepts can represent assembly information without directly referring to relationships between components or other product attributes. One example is the frame concept used in the 3-Dimensional Mechanical Assembly Planning System (3D MAPS) to enclose assembly information. This system retrieved geometric and non-geometrical information (e.g., assembly design intents, fasteners, and standard machine elements required for the assembly) to generate assembly plans, including the bill of materials and a feasible sequence (Lin and C Chang 1993; Lin and Chang 1993). Even when the approach depends on the frame-based symbolic representation, the authors did not provide an explicit definition of the frame concept.
Another concept in this group is the design exemplar, proposed by Summers et al. (2004). The exemplar can represent geometric, topologic, semantic, and algebraic relationships in a data structure with orthogonal components (a bipartite graph); it was originally used for design problems representation and support pattern matching, property extraction, design validation, and model modification (Summers et al. 2004). A case study was developed to show its querying capabilities; however, it was concluded that further work is needed to leverage the workload in creating the exemplars (Srirangam et al. 2014). Since the exemplar data structure can store several types of information, we included it in this literature research as an approach that could be applied to assembly in the future.
3.7 No specific concept
Finally, other authors created assembly information representation approaches that exploit several minor or related concepts instead of focusing on a specific one. These approaches can handle information of diverse nature using several mechanisms and technologies, for instance: the Enriched Assembly Model (EAM), which used shape descriptors to store geometrical and topological information (Lupinetti et al. 2016b); the Intelligent Assembly System, which also used a multi-layer structure and used virtual assembly to analyze the assembly feasibility (Zhang et al. 2020); the semantic interpreter and semantic dictionary were proposed by Hui et al. (2007), which used semantic information objects in a three-level structure: concept/function, structural, and part/feature level; and the virtual reality design and assembly system (VIRDAS), that combined a semantic dictionary with virtual reality to complete the assembly information by capturing the design intention (Tan et al. 2002).
3.8 Conclusions of the literature review
Based on this review, we conclude that literature is rich in concepts to carry the assembly-related information, yet a unified notion is still elusive due to its numerous definitions, and the information required for realizing an assembly is still fragmented. Most concepts deal with geometrical information, but non-geometrical information representation is still a challenge.
The concept that appears to be prevalent is the assembly feature, which has been adopted by several models and standards (e.g., STEP, OAM). Still, this concept does not provide enough information to support all assembly-related activities along the product development process. In addition, semantic approaches have shown their capabilities in complementing the product information retrieved from CAD models or product documentation and helping the planner to link it to the manufacturing resources. However, translating assembly information from different domains in a way that different stakeholders could easily exploit it remains an open problem. Then, it is essential to examine how information sharing is carried out during the product development process from the assembly domain perspective to identify the shortcomings of current approaches and potential solutions that will lead to better assembly information sharing.
4 Methods
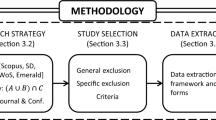
This work aims to draw a clear picture of how assembly-related information is represented throughout the product development process. With this objective, a literature and practice review covering a vast number of publications on assembly information was designed and executed in three stages: first, identification and characterization of existing concepts to represent assembly information; second, definition of relevant perspectives from which assembly information needs to be analyzed; and third, evaluation of the existing efforts to represent assembly information.
In the first stage, the systematic concept analysis method proposed by Nuopponen (2010) was used, which can be summarized as follows:
-
Defining a goal and delimitation:
-
Goal: Identify and characterize existing concepts enclosing assembly information
-
Domain: Discrete manufacturing field, assembly domain
-
Concepts: “assembly feature” and similar
-
-
Creating a domain knowledge:
Relevant literature from academic and non-academic sources within the defined domain was gathered. For academic sources, scientific articles and international standards were considered; for non-academic sources, mainly websites of CAD software providers.
The search was limited to the works in the manufacturing field produced during the period between 1985 and 2022, and containing the keywords “assembly features”, “information”, and “assembly information model”.
-
Compiling the material:
From the gathered sources all core concepts used to enclose information related to assembly were extracted, as well as the different approaches to represent assembly information built upon them.
-
Analyzing the material:
All concepts were clustered according to similarities in their definitions or their implications for the assembly process.
To characterize the “assembly feature”, the satellite model proposed by Nuopponen (2011) was used to elucidate its concept system and its relationship with others.
-
Systematic analysis of the material:
Based on the concept system and the definitions, some remarks were made highlighting the different scopes of the existing concepts, especially those that were identified as critical due to their frequent use in the literature.
For the second stage, a text analysis was performed on the literal definitions of the previously spotted concepts to identify relevant perspectives for analyzing assembly-related information.
According to the aim of this work, five analysis perspectives were initially proposed: (a) assembly domain, (b) product development process (PDP), (c) stakeholders, (d) product information, and (e) information representation.
To validate these perspectives, a word frequency analysis was carried out on the collected definitions, using the text analysis environment Voyant Tools (Sinclair and Rockwell 2016). To simplify the analysis, the text used as input was preprocessed by removing punctuation and non-alphanumeric characters, omitting articles, and stemming terms (e.g., relation, relationship, related). The most frequent terms were classified according to the proposed perspectives to assess their pertinency or the need to propose new perspectives for analysis.
After the validation of those perspectives, a set of requirements was derived for each perspective to be used in a later stage. These requirements were suggested based on the previously obtained most frequent words and other terms commonly related to the proposed perspectives.
Then, in the third stage, an evaluation of the existing approaches to represent assembly information was executed by assigning a grade according to the extent to which each approach fulfilled the requirements of the established perspectives. A three-grade scale was used for this evaluation:
-
requirement fully covered, when the approach contains explicit information related to the requirement or refers to a specific method to derive this information;
-
requirement partially covered, when the requirement-related information is incomplete, the information is implicit, or when it is mentioned but it is not clear how to retrieve it;
-
requirement not covered, when the approach does not contain information about it.
This result will enable the identification of the information requirements most considered by the authors concerning the assembly domain, and the most relevant approaches addressing their representation. Finally, a discussion and conclusions will be presented based on these findings.
It is worth mentioning that the literature review was limited to the discrete manufacturing field and did not consider works addressing individual aspects of the assembly domain (e.g., assembly sequencing methods, assembly line balancing algorithms, geometry-based feature recognition or extraction methods, design of assembly cells, augmented or virtual reality implementations).
5 Results
In an effort to identify the core concepts used for enclosing assembly-related product information, a literature review was conducted; in this section, the study results will be presented.
5.1 Stage 1: Systematic concept analysis
Following the method presented in Sect. 4, the creation of the knowledge foundation was executed through a literature search. The publications considered for this literature review included non-academic sources on CAM implementations, international and organization-specific standards such as STEP (AP 239 and 242), CPM, and OAM; and academic works about information modelling for assembly processes, assembly process planning, assembly features-based design, semantic approaches covering assembly, CAD file enrichment attempts, and definition provided by CAD software providers.
The literature search comprised 143 sources from the period 1985 to 2022. These sources were selected so that the publication dates reflected the trend resulting from the search string: “assembly features and manufacturing and information” (defined in Sect. 4), i.e., more publications were included for years with a higher number of publications overall. Nonetheless, the number of publications showed a consistent growth from 2008, which hindered this task; this is evident in the number of publications considered from 2019 to 2022. Moreover, many of the works found after 2008 addressed specific activities within the assembly domain and were, therefore, excluded from the body of literature. For this reason, a second search string was used to keep track of the research trend using the search string: “assembly information model and manufacturing”. In both cases, the search was restricted to the manufacturing engineering domain. The relation between the total number of publications per year and the number of publications included in this literature review is illustrated in Fig. 3.

Research trend according to the pre-defined keywords and its relation to the number of publications considered in this work. Data retrieved from Dimensions (Digital Science 2018)
Based on the gathered literature, the core concepts proposed for enclosing assembly-related information were identified and clustered according to their similarities, as depicted in Fig. 4. In the first group, there is the feature concept. An assembly-dedicated concept in this family, the assembly feature, is predominant in the literature, but even this concept has been complemented, adapted, or enhanced, originating subclasses. The second group contains the liaison concept, which started as a graphical representation of the relationship between components but is growing to include other types of information. The third group is the function-related concepts, often used in top-down assembly approaches to preserve the design intent. A fourth group comprises the action-related concepts, which focused on the activities to realize an assembly and seek to link all the information to a specific assembly step. Similarly, the fifth group contains the concepts specialized in representing the relationship between components, e.g., connectors, interfaces, and ports; the purpose is to use this relationship to derive other aspects of the assembly. Two concepts form the sixth group that, because of its nature, cannot be included in other groups; those concepts propose a new structure to represent assembly information. Finally, there were works in which the authors did not use a core concept but proposed an approach using common concepts and relationships not specific to the assembly domain. For an extended description of each concept and group, please refer to Sect. 3.

Assembly core concepts groups
Table 1 summarizes the identified concepts and the approaches in which they were employed as a means to communicate assembly information.
Because of its representativeness among the found concepts and to facilitate the analysis, the rest of the paper will use the term “assembly feature” as a generic term to refer to all concepts proposed to communicate assembly-related information.
Based on the gathered literature and the identified concepts, the satellite model (Fig. 5) around the assembly feature was created, offering a quick overview of its complexity, enabling the identification of its relationship with other concepts of the manufacturing domain, and defining its main characteristics.

Satellite model around the assembly feature concept
While concepts with similar connotations were found in the literature search (e.g., assembly ports and assembly interfaces, virtual link and mating pairs, and assembly function and connector), several remarks can be made to clarify their differences, which are also summarized in Fig. 6:
-
1.
The term “assembly constraint” is mostly used in the same sense of mating condition; however, several authors appointed that “constraints” go beyond topological relationships and can dictate technological requirements (Zhang and Wang 2006; Mathew and Rao 2010a; Ou and Xu 2013).
-
2.
The characteristics of the assembly feature go beyond the geometric and topological information compared to other concepts, such as the assembly constraints, as depicted in (Shah 1991; Shah and Rogers 1993; Case and Wan Harun 1999)
-
3.
Most authors argue that an assembly feature is a broader concept than geometry and mating relationships; however, in CAD software, the meaning of assembly feature is confined to those aspects (Autodesk; https://knowledge.autodesk.com/support/inventor-products/learnexplore/caas/CloudHelp/cloudhelp/2018/ENU/Inventor-Help/files/GUID-553D514F-2F41-419A-8696 063932991E67-htm.html.Dassault Systems; PTC; http://support.ptc.com/help/creo/creo_pma/usascii/index.html#page/assembly/asm/asm_five_sub/About_Assembly_Features.html. Dassault Systemes 2019).
-
4.
An assembly feature involves an assembly intent tied to two or more components, while assembly ports or assembly interfaces are mostly associated with the geometrical aspect of the assembly feature in the individual components (Zhang et al.; Singh and Bettig 2004).
-
5.
Assembly interfaces can store functional and physical requirements of the connection (Chen et al. 2012; Parslov and Mortensen 2015), but no author associated them with technological information.
-
6.
The concept of assembly liaison has evolved from being a merely geometrical representation to a concept involving geometrical and non-geometrical aspects under the denomination of extended liaison (Swain et al. 2014; Das and Swain 2016).
-
7.
Concepts related to actions, such as assembly work steps, reflect mostly the technological aspects of the assembly, leaving aside other relevant product information (Bao et al. 2021).

Information components of the assembly feature compared to similar concepts
5.2 Stage 2: Text analysis of the assembly feature definitions
The textual definitions of the assembly feature concept were analyzed to extract the most relevant words, which were compared against the proposed perspectives (i.e., Assembly domain, PDP, stakeholders, product information, information representation) to analyze the assembly information. The 20 most frequent words in those definitions were identified and related to the proposed perspectives according to the context in which they were employed; the result is shown in Fig. 7.

Top 20 words used in the definitions of the assembly feature, classified according to the proposed perspectives (the number of occurrences in showed in the parenthesis)
The analysis revealed that the resulting words were highly associated with the proposed perspectives. For instance, the words referring to operation and process appeared 22 times on the found definitions in a context related to the assembly domain, the stakeholders, and the PDP. This is a further element confirming the relevance of the proposed perspectives, and a list of requirements was derived based on the identified words and the scope of each perspective (Table 2).
5.3 Stage 3: Evaluation of existing approaches
The established perspectives and information requirements were used to evaluate the approaches found in the literature search. The result is a comparative table of the 67 evaluated approaches assessing their fulfillment of the proposed requirements (see Appendix). A quantitative summary is depicted in Fig. 8, showing the number of approaches that fully or partially considered each requirement of the five evaluation perspectives.

Distribution of the requirements identified according to the number of approaches gathering assembly-related information where they were found. The colors represent the five perspectives analyzed/identified
The result shows that from the assembly domain perspective, the two requirements included to the greatest extent are components relationship and sequencing, while from the product information perspective, it was GD&T. Additionally, it was clear that most approaches focused on the design and the process planning stages of the PDP, and their corresponding stakeholders, the designer and process planner. Finally, regarding the information modelling perspective, it is revealed that most approaches proposed at least a partial information model; older approaches relied on formerly used data structures, logical expressions, and mathematical or geometrical algorithms, but newer approaches (from 2002) complemented the model with semantic resources.
As an additional result, it is relevant to highlight that DFA aspects and line balancing were the least addressed assembly-related information requirements. The reasons behind the reduced attention to those requirements could be that DFA principles are usually embedded in the component's shape with no further explanation, while line balancing aspects are generally considered in the latter stages of the PDP according to the production scenario at that moment. Furthermore, most existing approaches do not target the production stage of the PDP, even though most authors advocated for a clear information representation to improve the communication between design and production.
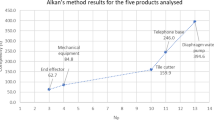
Finally, a weighted evaluation of the approaches where a fully covered requirement received a value of 9, and a partially covered requirement, 3, allowed the identification of the five most comprehensive approaches, based on the information requirements defined in this study (Fig. 9), respectively:
-
1.
A Unified Assembly Information Model for Design and Manufacturing (Qiao et al. 2011): this multi-layer model for assembly information intends to include the information needed by different process development stages and stakeholders. A model implementation was developed in CATIA featuring multiple views for the process development stages, including simulation and inspection. The authors claim that the active involvement of the stakeholders can improve the model to provide explicit information representation, from design to manufacturing.
-
2.
Hasan’s ontology (Hasan et al. 2014a, 2016a; b, b; Hasan and Wikander 2016, 2017a, b; Hasan 2017): the approach presents a three-layered ontology for assembly processes, including geometrical and non-geometrical information. This ontology was supported by the development of feature extraction and recognition algorithms using Solidworks API, a taxonomy of assembly skills, a classification of assembly features, and a case study aiming to identify surfaces of interest and relate them to the characteristics of the required assembly resource (robotic gripper). The authors advocated keeping geometrical knowledge and assembly knowledge separated and that an ontology with these characteristics will enable the realization of evolvable assembly systems.
-
3.
FBDFA System (De Fazio et al. 1993): one of the first publications proposing the base for a feature-based design for assembly. The system, which was developed in LISP with an object-oriented approach, used features and liaisons as core concepts. The authors highlighted the need for the representation of assembly-related information beyond geometry that can facilitate assembly planning and cost estimation.
-
4.
Assembly features in modeling and planning (Van Holland and Bronsvoort 2000): this work highlights the importance of using features in product modelling and process planning; it describes the use of assembly features during the entire product lifecycle, presents a classification and shows their use in sequencing tasks, gripping and motion planning, and assembly stability analysis.
-
5.
Système de Caractéristiques d’Assemblage de Produits (SCAP) (Jabbour et al. 1998; Mascle and Balasoiu 2001; Mascle 2002; Coma et al. 2003): it was conceived as a system to support the different aspects of the assembly, such as design, sequencing, grasping and feasibility evaluation; the system was implemented in ACIS. The authors use the concept of assembly feature and raised awareness of the different meanings they have been assigned.

Weighted evaluation of the five most relevant approaches in assembly information representation
It can be seen that the most prominent approaches gathered a significant amount of information from the proposed perspectives, but neither of them covered all the proposed requirements, pointing to an existing gap related to the product information representation for assembly processes. Additionally, the highest-ranked approaches consider information several stakeholders can take that advantage of, not limited to the designer and process planner.
Based on the analyzed literature and as a preliminary result, an overview of the information requirements related to assembly and how it can be taken advantage of by the different stakeholders during the PDP is shown in Fig. 10. Further analysis of the information presented in the figure will be the subject of a future study.

Assembly information and its potential stakeholders during the PDP
6 Discussion
This study has presented a literature review, including academic and non-academic publications aiming to identify and characterize the product information requirements related to the assembly domain used in existing approaches.
It is worth mentioning how the number of published articles targeting the assembly domain increased exponentially with the advent of Industry 4.0. This trend can be preliminary inferred by the number of publications used to create the knowledge foundation for this study. Even when the initial publications addressing assembly processes during the analyzed period (1985–2022) did not contain or deliver a formal information model, they did express the need to represent assemblies through information beyond dimensions and mating conditions (see Sect. 2.2). As years passed, the proposed systems became more complex and relied on databases or relational graphs, requiring additional information to execute other tasks related to assembly planning. These tasks included calculating a feasible assembly sequence or identifying similar assemblies from other projects to reuse the previous knowledge. The fact that international organizations such as NIST and ISO have shown interest in this area indicates a persistent need for a means of representing assembly information, not restricted to academia, and aligned with the efforts of offering a standard product information model. The aim is that this comprehensive model will serve as a base for intelligent systems created to assist manufacturing process planning. Those intelligent systems found a perfect scenario around 2010, with the introduction of the concept of Industry 4, which triggered research applying several novel technologies. This trend can explain the increased number of publications addressing assembly (Fig. 3) but is out of the scope of this literature review since only approaches proposing a way of representing assembly information as part of those novel implementations were considered. In recent years, the research focusing on an information model for assembly processes exhibits a growing tendency explained by the mass customization trend in manufacturing, which demands fast adaptable manufacturing systems that can be supported by information models.
The results of this literature review can be discussed in three parts, according to the aims of the study presented in Sect. 1. The first part addresses the identified core concepts used to represent assembly information; the second, the information requirements related to the assembly domain; and the third, the assessment of existing approaches targeting assembly information representation.
6.1 Assembly core concepts
There is still no unified concept to represent assembly-related aspects, as shown in Fig. 4. Even when the “assembly features” concept is the most used in literature, new concepts, such as the extended liaison, show high potential to enclose all required assembly information. However, while some concepts possess definitions explicitly stating the information contained, others are vaguer, giving space to different interpretations. One example of this situation is the arbitrary use of the term “assembly feature” by a CAD vendor, with a definition referring to machining processes executed on assembled components (IRONCAD https://knowledge.autodesk.com/support/inventor-products/learnexplore/caas/CloudHelp/cloudhelp/2018/ENU/Inventor-Help/files/GUID-553D514F-2F41-419A-8696 063932991E67-htm.html.), which is misleading.
The diversity of concepts and definitions makes it difficult to propose a unique concept targeting the assembly domain. In this matter, a starting point will be the complete characterization of an assembly core concept (e.g., assembly features) to distinguish them from fake synonyms and other concepts with reduced scope, as exemplified in Fig. 6. For instance, with assembly ports, the concept is limited to the geometrical information of one component realizing the connection, while for the assembly interface, it can be distributed between several components and express functional information, too. Assembly work steps are mostly used to express technological information, while assembly constraints are currently used to enclose geometrical and functional information, but not technological.
The concept of assembly features strives to have a bigger scope, aiming to include information added from the early stages of the product development, not restricted to the physical or geometrical elements realizing the connection between components. It can enrich it with considerations about other elements of the part that could facilitate the handling, insertion, or fastening of it to execute the assembly. The type of information that this concept should contain needs to be clearly defined, to avoid overlapping with information already contained in the product information model. In the case of information already represented by GD&T data, the role of the assembly information model is likely to give pragmatic implications and semantic meaning to the data so the different stakeholders can easily use it. For instance, tolerances could be directly expressed as mechanical fits, or clearances can be expressed as space to allow hands and tools to reach specific parts.
6.2 Assembly information requirements
Lacking a unique concept to express assembly-related information hinders the realization of a comprehensive domain-specific information model. The high number of activities related to assembly process planning can be the cause of having a huge number of incomplete approaches in academic publications, as the authors tried to tackle as many activities as possible. This situation could explain why no approach yet achieved to include all the requirements proposed in this literature review, even though those requirements were derived from the very basic definitions of the different core concepts. Therefore, a clear and complete standard definition is needed for a core concept around which a complete information model addressing the assembly domain could be built.
Outside academia, a complete assembly process planning system, analogous to the CAM systems for machining operations, will not be developed until an appropriate way of representing all the required information is realized. In a highly digital product development environment, this problem can become a barrier to preventing efficient communication between different stakeholders during an increasingly shorter product development process. In the future, the information stored in the model could be used to create applications that, through semantic relationships, aids each stakeholder in specific tasks, according to their role.
6.3 Assessment of existing approaches
Besides the assembly-related information, the question now is which details of a product are really needed for planning and execution of assembly processes. As shown in Fig. 8, not all the information that the authors claimed a core concept must carry is really used in all approaches, which can also be due to the orientation to two specific stakeholders: designer and process planner. Approaches targeting individuals outside of the product development process will soon realize that they are not aware or even interested in having the same level of information as the designer or planner, but they need information that can facilitate their activities represented explicitly. This aspect can be solved by developing a model with different perspectives so each stakeholder can retrieve only the information they need, an idea that was already proposed by several authors in their multiple-perspective approach (Noort et al. 2002; Hoffmann et al. 2008; Qiao and Zhu 2011). However, not even the five approaches listed in Sect. 4 (Results) cover this idea while including all the information needed. Therefore, it can be concluded there is a current gap in the representation of assembly-related aspects of a product that can facilitate its planning and execution at different levels.
7 Conclusion
Representing product information related to the assembly domain has become a challenge. Several attempts have been developed through the years trying to propose a suitable solution. The proposed solutions range from concepts used in object-oriented models to complete semantic models. However, the results of this study show that there is still a lack of a unified approach to tackle this task.
Even when a few concepts have been proposed, there is no evidence that neither of them is being understood in the same way by the stakeholders involved in the product development process, due to the diversity of existing definitions. This situation is also reflected in the number of different approaches created, each one targeting a different set of product information. For instance, the concept of assembly features, although being considered in ISO standards, has not been given a concrete definition, allowing multiple interpretations, and being wrongfully used as just a synonym for assembly constraints. Thus, no core concept yet appears to be strong enough to be used by the stakeholders to represent assembly information, but the concept of assembly features seems to be the more suitable to be improved and fully defined.
The results of this study, although limited to the discrete manufacturing field, also showed that the information enclosed in an assembly core concept should not be restricted to component relationships but include information that enables process planning. Several authors have appointed this information need, but the current study shows that even more recent approaches continue targeting only specific areas of the assembly planning. Moreover, the perspectives considered by those approaches are limited to designers’ and product planners’ perspectives, leaving behind those of other interested parties.
Therefore, there is still a need to develop a multiple-perspective approach, based on a universal core concept, since it remains an unresolved issue. The core concept should enclose enough information to support the whole product realization process, i.e., not only carry information throughout the product development process but also during production development. For this, geometrical and non-geometrical information would be needed, including technological and functional aspects, since the value will be in the relationships that can be established between them. On the other hand, the information model developed around this concept should contain the entities relevant to the assembly domain that can also take advantage of the information already present in the product information model to assign them new semantic meaning within this domain. Considering different perspectives or information levels can help to deliver the required information to the specific stakeholder, without compromising the integrity of the model while keeping access to certain information restricted. The model needs to evolve with the product from its conception to avoid losing or fragmenting information during its realization. Additionally, the model needs to incorporate a feedback mechanism to handle changes coming from the design iterations, production recommendations, and customer reviews. Developing this information model under an existing standard will facilitate its adoption, shorten development time, and enable quick integration with existing model-based definition (MBD) solutions.
A study under development will address these issues by proposing a comprehensive information model including different perspectives and developed within an international standard, so it could take advantage of an existing and well-positioned base to be easily accepted and quickly spread between different stakeholders in industry and academia.
Besides the benefits of using a core concept such as the assembly features in each stage of the product development process, further studies can expand this research area by assessing this concept's applicability in other activities of the production development such as layout planning, production scheduling, or their handling in brownfield projects.
References
Abouel Nasr ES, Kamrani AK (2006) A new methodology for extracting manufacturing features from CAD system. Comput Ind Eng 51:389–415. https://doi.org/10.1016/j.cie.2006.08.004
Adamson G, Wang L, Moore P (2019) Feature-based function block control framework for manufacturing equipment in cloud environments. Int J Prod Res 57:3954–3974. https://doi.org/10.1080/00207543.2018.1542178
Ahmad M, Ferrer BR, Ahmad B et al (2018) Knowledge-based PPR modelling for assembly automation. CIRP J Manuf Sci Technol 21:33–46. https://doi.org/10.1016/j.cirpj.2018.01.001
Ahmad M (2017) An ontology-based approach for integrating engineering workflows for industrial assembly automation systems. University of Warwick
Anantha R, Kramer GA, Crawford RH (1996) Assembly modelling by geometric constraint satisfaction. Comput Des 28:707–722. https://doi.org/10.1016/0010-4485(96)00001-2
Anjum N, Harding JA, Young RIM, Case K (2012) Manufacturability verification through feature-based ontological product models. Proc Inst Mech Eng Part B J Eng Manuf 226:1086–1098. https://doi.org/10.1177/0954405412437125
Asadi N, Jackson M, Fundin A (2016) Towards establishing similar assembly interfaces for a mixed-product assembly system. Procedia CIRP 50:635–640. https://doi.org/10.1016/j.procir.2016.04.161
Autodesk About Assembly Features | Inventor | Autodesk Knowledge Network. https://knowledge.autodesk.com/support/inventor-products/learn-explore/caas/CloudHelp/cloudhelp/2018/ENU/Inventor-Help/files/GUID-553D514F-2F41-419A-8696-063932991E67-htm.html. Accessed 24 Jun 2021
Bao Q, Zhao G, Yu Y, Dai S (2021) Ontology-based assembly process modeling with element extraction and reasoning. In: CAD’21 Proceedings. CAD Solutions LLC, pp 1–5
Bao Q, Zhao G, Yu Y, Zheng P (2022) A node2vec-based graph embedding approach for unified assembly process information modeling and workstep execution time prediction. Comput Ind Eng 163:107864. https://doi.org/10.1016/J.CIE.2021.107864
Barbau R, Krima S, Rachuri S et al (2012) OntoSTEP: enriching product model data using ontologies. CAD Comput Aided Des 44:575–590. https://doi.org/10.1016/j.cad.2012.01.008
Bhandarkar MP, Nagi R (2000) STEP-based feature extraction from STEP geometry for Agile Manufacturing. Comput Ind 41:3–24. https://doi.org/10.1016/S0166-3615(99)00040-8
Bidarra R, Bronsvoort WF (2000) Semantic feature modelling. Comput Des 32:201–225. https://doi.org/10.1016/S0010-4485(99)00090-1
Bley H, Franke C (2004) Integration of product design and assembly planning in the digital factory. CIRP Ann 53:25–30. https://doi.org/10.1016/S0007-8506(07)60637-4
Bowland NW, Gao JX, Sharma R (2003) A PDM- and CAD-integrated assembly modelling environment for manufacturing planning. J Mater Process Technol 138:82–88. https://doi.org/10.1016/S0924-0136(03)00053-0
Bronsvoort WF, Noort A (2004) Multiple-view feature modelling for integral product development. Comput Des 36:929–946. https://doi.org/10.1016/j.cad.2003.09.008
Bronsvoort WF, Bidarra R, Dohmen M et al (1997) Multiple-view feature modelling and conversion. Geometric modeling: theory and practice. Springer, Berlin, pp 159–174
Bronsvoort WF, Bidarra R, Noort A (2001) Semantic and multiple-view feature modelling: towards more meaningful product modelling. Geometric modelling. Springer, Boston, pp 69–84
Brunetti G, Golob B (2000) Feature-based approach towards an integrated product model including conceptual design information. CAD Comput Aided Des 32:877–887. https://doi.org/10.1016/S0010-4485(00)00076-2
Burley G, Corbett J, Odi R, Naing S (2002) An algorithm for assembly centric design. In: SAE Technical Papers
Butala P, Kleine J, Wingen S, Gergs H (2002) Assessment of assembly processes in European Industry. pp 12–15
Case K, Wan Harun WA (1999) A single representation to support assembly and process planning in feature-based design machined parts. Proc Inst Mech Eng Part B J Eng Manuf 213:143–155. https://doi.org/10.1243/0954405991517326
Chan CK, Tan ST (2003) Generating assembly features onto split solid models. CAD Comput Aided Des 35:1315–1336. https://doi.org/10.1016/S0010-4485(03)00062-9
Chatziparasidis I, Sapidis NS (2016) Automatic assembly design for engineering-to-order products based on multiple models and assembly features. In: IFIP Advances in Information and Communication Technology, pp 261–274
Chen X, Gao S, Yang Y, Zhang S (2012) Multi-level assembly model for top-down design of mechanical products. Comput Des 44:1033–1048. https://doi.org/10.1016/j.cad.2010.12.008
CIRP (2011) Dictionary of Production Engineering/Wörterbuch der Fertigungstechnik/Dictionnaire des Techniques de Production Mechanique, vol IV. Springer, Berlin
Coma O, Mascle C, Véron P (2003) Geometric and form feature recognition tools applied to a design for assembly methodology. Comput Des 35:1193–1210. https://doi.org/10.1016/S0010-4485(03)00026-5
Cugini U (2000) Feature-Based assembly for aeronautics. CAD tools and algorithms for product design. Springer, Berlin, pp 31–46
Da XuL, Wang C, Bi Z, Yu J (2012) AutoAssem: an automated assembly planning system for complex products. IEEE Trans Ind Informatics 8:669–678. https://doi.org/10.1109/TII.2012.2188901
Dartigues C, Ghodous P, Gruninger M et al (2007) CAD/CAPP integration using feature ontology. Concurr Eng Res Appl 15:237–249. https://doi.org/10.1177/1063293X07079312
Das SK, Swain AK (2016) Knowledge-based application of liaison for variant design. IFIP Adv Inf Commun Technol 492:365–374. https://doi.org/10.1007/978-3-319-54660-5_33
Dassault Systemes (2019) Assembly features—solidworks help. http://help.solidworks.com/2019/english/SolidWorks/sldworks/c_assembly_features.htm. Accessed 24 Jun 2021
Dassault Systems DELMIA Robotic Simulation and Offline Programming Solutions. https://www.3ds.com/events/single-eseminar/delmia-robotic-simulation-and-offline-programming-solutions/. Accessed 13 Jan 2021
De Fazio TL, Edsall AC, Gustavson RE, et al (1991) A prototype of feature-based design for assembly. In: Journal of Chemical Information and Modeling, pp 369–392
De Fazio TL, Edsall AC, Gustavson RE et al (1993) A prototype of feature-based design for assembly. J Mech Des 115:723–734. https://doi.org/10.1115/1.2919261
Delamer IM, Lastra JLM (2006) Ontology modeling of assembly processes and systems using semantic web services. 2006 IEEE Int Conf Ind Informatics, INDIN’06 00:611–617. https://doi.org/10.1109/INDIN.2006.275631
Delchambre A, Gaspart P (1992) KBAP: an industrial prototype of knowledge-based assembly planner. In: Proceedings 1992 IEEE International Conference on Robotics and Automation. IEEE Comput. Soc. Press, pp 2404–2411
Deneux D (1999) Introduction to assembly features: an illustrated synthesis methodology. J Intell Manuf 10:29–39. https://doi.org/10.1023/A:1008912429442
Di Stefano P, Bianconi F, Di Angelo L (2004) An approach for feature semantics recognition in geometric models. CAD Comput Aided Des 36:993–1009. https://doi.org/10.1016/j.cad.2003.10.004
Digital Science (2018) Dimensions. https://app.dimensions.ai/. Accessed 22 Feb 2022
Ding Y (2009) Product maintainability design method and support tool based on feature model. J Softw Eng Appl 02:165–172. https://doi.org/10.4236/jsea.2009.23024
Dixon A, Shah JJ (2010) Assembly feature tutor and recognition algorithms based on mating face Pairs. Comput Aided Des Appl 7:319–333. https://doi.org/10.3722/cadaps.2010.319-333
DKE/DIN (2020) DIN and DKE Roadmap: German Standardization Roadmap Industrie 4.0
Eigner M, Handschuh S, Gerhardt F (2010) Concept to enrichen lightweight, neutral data formats with CAD-based feature technology. Comput Aided Des Appl 7:89–99. https://doi.org/10.3722/cadaps.2010.89-99
ElMaraghy HA (1991) Intelligent product design and manufacture. Artificial intelligence in design. Springer-Verlag, London, pp 147–168
Eng TH, Ling ZK, Olson W, McLean C (1999) Feature-based assembly modeling and sequence generation. Comput Ind Eng 36:17–33. https://doi.org/10.1016/S0360-8352(98)00106-5
Fan W, Zheng L, Ji W et al (2020) Function block-based closed-loop adaptive machining for assembly interfaces of large-scale aircraft components. Robot Comput Integr Manuf 66:101994. https://doi.org/10.1016/J.RCIM.2020.101994
Fenves SJ (2002) A core product model for representing design information. Gaithersburg, MD
Fenves S, Foufou S, Bock C et al (2004) CPM2: a revised core product model for representing design information. Gaithersburg, MD
Fiorentini X, Gambino I, Liang V-C, et al (2007) An ontology for assembly representation. Gaithersburg, MD
Foucault G, León J-C (2010) Enriching assembly CAD models with functional and mechanical informations to ease CAE. In: Volume 3: 30th Computers and Information in Engineering Conference, Parts A and B. ASMEDC, pp 341–351
Gui JK, Mäntylä M (1994) Functional understanding of assembly modelling. Comput Des 26:435–451. https://doi.org/10.1016/0010-4485(94)90066-3
Gupta SK, Paredis CJJ, Sinha R, Brown PF (2001) Intelligent assembly modeling and simulation. Assem Autom 21:215–235. https://doi.org/10.1108/01445150110399151
Hasan B, Wikander J (2016) Product feature modelling for integrating product design and assembly process planning. Int J Mech Mechatronics Eng 10:1760–1770
Hasan B, Wikander J (2017a) Features extraction from cad as a basis for assembly process planning. In: Camarinha-Matos LM, Parreira-Rocha M, Ramezani J (eds) In Doctoral Conference on Computing, Electrical and Industrial Systems. Springer International Publishing, Cham, pp 144–153
Hasan B, Wikander J (2017b) A review on utilizing ontological approaches in integrating assembly design and assembly process planning (APP). Int J Mech Eng 4:5–16
Hasan B, Onori M, Wikander J (2014a) Assembly features utilization to support production system adaptation. IFIP AICT. Springer, Berlin, pp 85–92
Hasan B, Wikander J, Onori M (2014b) Utilizing assembly features for determination of grasping skill in assembly system. InMechatronics Conference 2014b in Karlstad, June 16–18. Curran Associates, Inc., pp 399–406
Hasan B, Wikander J, Onori M (2016a) Ontological approach to share product design semantics for an assembly. IC3K 2016—Proc 8th Int Jt Conf Knowl Discov Knowl Eng Knowl Manag 2:104–111
Hasan BA, Wikander J, Onori M (2016b) Assembly design semantic recognition using solid works-API. Int J Mech Eng Robot Res 5:280–287
Hasan B (2017) An ontological approach to support knowledge sharing between product design and assembly process planning (APP). KTH
Heemskerk CJM, Reijers LN, Kals HJJ (1990) A concept for computer-aided process planning of flexible assembly. CIRP Ann 39:25–28. https://doi.org/10.1016/S0007-8506(07)60995-0
Henderson MR, Taylor LE (1993) A meta-model for mechanical products based upon the mechanical design process. Res Eng Des 5:140–160. https://doi.org/10.1007/BF01608360
Hoffmann P, Feng SC, Ameta G, et al (2008) Towards a multi-view semantic model for product feature description. In: Collaborative Product and Service Life Cycle Management for a Sustainable World - Proceedings of the 15th ISPE International Conference on Concurrent Engineering, CE 2008. Springer London, London, pp 205–213
Huang Z, Qiao L, Anwer N, Mo Y (2015) Ontology model for assembly process planning knowledge. In: Qi E, Shen J, Dou R (eds) Proceedings of the 21st International Conference on Industrial Engineering and Engineering Management 2014. Atlantis Press, Paris, pp 419–423
Hui W, Dong X, Guanghong D, Linxuan Z (2007) Assembly planning based on semantic modeling approach. Comput Ind 58:227–239. https://doi.org/10.1016/j.compind.2006.05.002
Imran M, Young B (2015) The application of common logic based formal ontologies to assembly knowledge sharing. J Intell Manuf 26:139–158. https://doi.org/10.1007/s10845-013-0768-4
IRONCAD Assembly/Mulitple Part Features. https://www.ironcad.com/support/OnlineHelp/3D_Design_Environment/Assembly_Part_Operations/Assembly_Multiple_Part_Features.htm. Accessed 12 Nov 2021
ISO (2005) ISO/TS 10303-1102—Industrial automation systems and integration—product data representation and exchange—Part 1102: Application module: Assembly feature definition
ISO (2018) ISO/TS 10303-1636:2018—Industrial automation systems and integration—product data representation and exchange—part 1636: Application module: Assembly module design
Iudica N, Tranchero B, Ansaldi S, Boato L (1990) Producing process plans out of CAD files through AI Techniques. Esprit 90:194–211. https://doi.org/10.1007/978-94-009-0705-8_15
Jabbour T, Mascle C, Maranzana R (1998) A database for the representation of assembly features in mechanical products. Int J Comput Geom Appl 8:483–507. https://doi.org/10.1142/s0218195998000254
Jiang D, Na G, Ji K (2012) Research on assembly model based on assembly constraints transformation. Procedia Eng 29:770–774. https://doi.org/10.1016/J.PROENG.2012.01.039
Kang TS, Nnaji BO (1993) Feature representation and classification for automatic process planning systems. J Manuf Syst 12:133–145. https://doi.org/10.1016/0278-6125(93)90013-J
Kang KC, Lee J, Donohoe P (2002) Feature-oriented product line engineering. IEEE Softw 19:58–65. https://doi.org/10.1109/MS.2002.1020288
Kardos C, Kovács A, Váncza J (2017) Decomposition approach to optimal feature-based assembly planning. CIRP Ann - Manuf Technol 66:417–420. https://doi.org/10.1016/j.cirp.2017.04.002
Kardos C, Kovács A, Váncza J (2020) A constraint model for assembly planning. J Manuf Syst 54:196–203. https://doi.org/10.1016/j.jmsy.2019.11.007
Khabbazi MR, Wikander J, Bergseth E et al (2017) Assembly feature data instance modeling: Prototype implementation and outputs. In: 2017 International Conference on Mechanical, System and Control Engineering (ICMSC). IEEE, pp 343–347
Khabbazi MR, Wikander J, Onori M, Maffei A (2018) Object-oriented design of product assembly feature data requirements in advanced assembly planning. Assem Autom 38:97–112. https://doi.org/10.1108/AA-07-2016-084
Kim KY, Wang Y, Muogboh OS, Nnaji BO (2004) Design formalism for collaborative assembly design. CAD Comput Aided Des 36:849–871. https://doi.org/10.1016/j.cad.2003.09.011
Kim KY, Manley DG, Yang H (2006) Ontology-based assembly design and information sharing for collaborative product development. CAD Comput Aided Des 38:1233–1250. https://doi.org/10.1016/j.cad.2006.08.004
Ko H, Lee K (1987) Automatic assembling procedure generation from mating conditions. Comput Des 19:3–10. https://doi.org/10.1016/0010-4485(87)90146-1
Koga T, Aoyama K (2009) Discrete state change model of manufacturing quality to aid assembly process design. J Adv Mech Des. https://doi.org/10.1299/jamdsm.3.378
Lanz M (2010) Logical and semantic foundations of knowledge representation for assembly and manufacturing processes. Tampere University of technology
Le WB, He WX, Chen CY (2016) Research of the technology and application of 3D model based assembly structural process design for spacecraft. MATEC Web Conf 44:02043. https://doi.org/10.1051/matecconf/20164402043
Lee K, Gossard DC (1985) A hierarchical data structure for representing assemblies: part 1. Comput Des 17:15–19. https://doi.org/10.1016/0010-4485(85)90005-3
Li GD, Zhou LS, An LL et al (2010) A system for supporting rapid assembly modeling of mechanical products via components with typical assembly features. Int J Adv Manuf Technol 46:785–800. https://doi.org/10.1007/s00170-009-2115-7
Lin AC, Chang CT (1993) An integrated approach to automated assembly planning for three-dimensional mechanical products. Int J Prod Res 31:1201–1227. https://doi.org/10.1080/00207549308956784
Lin AC, Chang TC (1993) 3D MAPS: three-dimensional mechanical assembly planning system. J Manuf Syst 12:437–456. https://doi.org/10.1016/0278-6125(93)90342-Q
Liu SC, Gonzalez M, Chen JG (1996) Development of an automatic part feature extraction and classification system taking CAD data as input. Comput Ind 29:137–150. https://doi.org/10.1016/0166-3615(95)00081-X
Lohse N (2006) Towards an ontology framework for the integrated design of modular assembly systems. University of Nottingham
Lohse N, Hirani H, Ratchev S, Turitto M (2005) An ontology for the definition and validation of assembly processes for evolvable assembly systems. In: (ISATP 2005). The 6th IEEE International Symposium on Assembly and Task Planning: From Nano to Macro Assembly and Manufacturing, 2005. IEEE, pp 242–247
Lupinetti K, Giannini F, Monti M, Pernot J (2016a) CAD assembly descriptors for knowledge capitalization and model retrieval. In: Tools and Methods for Competitive Engineering
Lupinetti K, Giannini F, Monti M, Pernot JP (2016b) Automatic extraction of assembly component relationships for assembly model retrieval. Procedia CIRP 50:472–477. https://doi.org/10.1016/j.procir.2016.04.148
Lv MY, Hou WJ, Li XJ (2011) The research of hierarchy assembly semantic model based on intelligent assembly process planning. Key Eng Mater 467–469:1933–1939. https://doi.org/10.4028/www.scientific.net/KEM.467-469.1933
Ma YS, Tong T (2003) Associative feature modeling for concurrent engineering integration. Comput Ind 51:51–71. https://doi.org/10.1016/S0166-3615(03)00025-3
Ma YS, Britton GA, Tor SB, Jin LY (2007) Associative assembly design features: concept, implementation and application. Int J Adv Manuf Technol 32:434–444. https://doi.org/10.1007/s00170-005-0371-8
Ma YS, Chen G, Thimm G (2008) Paradigm shift: unified and associative feature-based concurrent and collaborative engineering. J Intell Manuf 19:625–641. https://doi.org/10.1007/s10845-008-0128-y
Manbub Murshed SM, Shah JJ, Jagasivamani V, et al (2008) OAM+: an assembly data model for legacy systems engineering. In: 2007 Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, DETC2007. ASMEDC, pp 869–881
Mascle C (2002) Feature-based assembly model for integration in computer-aided assembly. Robot Comput Integr Manuf 18:373–378. https://doi.org/10.1016/S0736-5845(02)00030-3
Mascle C, Balasoiu BA (2001) Disassembly-assembly sequencing using feature-based life-cycle model. In: Proceedings of the 2001 IEEE International Symposium on Assembly and Task Planning (ISATP2001). Assembly and Disassembly in the Twenty-first Century. (Cat. No.01TH8560). IEEE, pp 31–36
Mathew A, Rao CSP (2010a) A CAD system for extraction of mating features in an assembly. Assem Autom 30:142–146. https://doi.org/10.1108/01445151011029772
Mathew AT, Rao CSP (2010b) A novel method of using API to generate Liaison relationships from an assembly. J Softw Eng Appl 03:167–175. https://doi.org/10.4236/jsea.2010.32021
McFarlane D, Sarma S, Chirn JL et al (2002) The intelligent product in manufacturing control and management. IFAC Proc 35:49–54. https://doi.org/10.3182/20020721-6-ES-1901.00011
Michniewicz J, Reinhart G, Boschert S (2016) CAD-based automated assembly planning for variable products in modular production systems. Procedia CIRP 44:44–49. https://doi.org/10.1016/j.procir.2016.02.016
Mohammed SK, Arbo MH, Tingelstad L (2020) Leveraging model based definition and STEP AP242 in task specification for robotic assembly. Procedia CIRP 97:92–97. https://doi.org/10.1016/j.procir.2020.05.209
Mullins SH, Anderson DC (1998) Automatic identification of geometric constraints in mechanical assemblies. CAD Comput Aided Des 30:715–726. https://doi.org/10.1016/S0010-4485(98)00026-8
Murshed SMM, Dixon A, Shah JJ (2009) Neutral definition and recognition of assembly features for legacy systems reverse engineering. In: Proceedings of the ASME Design Engineering Technical Conference. American Society of Mechanical Engineers Digital Collection, pp 615–628
Naing S, Burley G, Odi R, et al (2000) Design for tooling to enable jigless assembly—an integrated methodology for jigless assembly. In: SAE Technical Papers
Neb A (2019) Review on approaches to generate assembly sequences by extraction of assembly features from 3d models. Procedia CIRP 81:856–861. https://doi.org/10.1016/j.procir.2019.03.213
Neb A, Hitzer J (2020) Automatic generation of assembly graphs based on 3D models and assembly features. In: Procedia CIRP. pp 70–75
Noort A, Hoek GFM, Bronsvoort WF (2002) Integrating part and assembly modelling. In: CAD Computer Aided Design. Elsevier, pp 899–912
Nuopponen A (2010) Methods of concept analysis—towards systematic concept analysis (part 2 of 3). LSP J 1:5–14
Nuopponen A (2011) Methods of concept analysis—tools for systematic concept analysis (part 3 of 3). LSP J—Lang Spec Purp Prof Commun Knowl Manag Cogn 2:4–15
Nzetchou S, Durupt A, Remy S, Eynard B (2022) Semantic enrichment approach for low-level CAD models managed in PLM context: literature review and research prospect. Comput Ind 135:103575. https://doi.org/10.1016/J.COMPIND.2021.103575
Ou LM, Xu X (2013) Relationship matrix based automatic assembly sequence generation from a CAD model. CAD Comput Aided Des 45:1053–1067. https://doi.org/10.1016/j.cad.2013.04.002
Owensby E, Namouz EZ, Shanthakumar A, Summers JD (2012) Representation: extracting mate complexity from assembly models to automatically predict assembly times. In: Proceedings of the ASME Design Engineering Technical Conference. pp 383–392
Pang Y, Nee AYC, Ong SK et al (2006) Assembly feature design in an augmented reality environment. Assem Autom 26:34–43. https://doi.org/10.1108/01445150610645648
Parslov JF, Mortensen NH (2015) Interface definitions in literature: a reality check. Concurr Eng Res Appl 23:183–198. https://doi.org/10.1177/1063293X15580136/FORMAT/EPUB
Perzylo A, Somani N, Rickert M, Knoll A (2015) An ontology for CAD data and geometric constraints as a link between product models and semantic robot task descriptions. In: 2015 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS). IEEE, pp 4197–4203
Pham DT, Dimov SS (1999) A system for automatic extraction of feature-based assembly information. Proc Inst Mech Eng Part B J Eng Manuf 213:97–101. https://doi.org/10.1243/0954405991516705
PTC About Assembly Features - Creo Parametric Help Center. http://support.ptc.com/help/creo/creo_pma/usascii/index.html#page/assembly/asm/asm_five_sub/About_Assembly_Features.html. Accessed 24 Jun 2021
Qi F (2009) A assembly modeling method based on assembly feature Graph-Tree model. In: 2009 16th International Conference on Industrial Engineering and Engineering Management. IEEE, pp 1657–1662
Qiao LH, Zhu YX (2011) A multiple view assembly process representation based on three dimensional models. Adv Mater Res 189–193:1625–1630. https://doi.org/10.4028/www.scientific.net/AMR.189-193.1625
Qiao L, Han F, Bernard A (2011) A unified assembly information model for design and manufacturing. Global product development. Springer, Berlin, pp 465–472
Qin Y, Lu W, Qi Q et al (2017) Status, comparison, and issues of computer-aided design model data exchange methods based on standardized neutral files and web ontology language file. J Comput Inf Sci Eng. https://doi.org/10.1115/1.4034325
Rachuri S, Baysal M, Roy U et al (2004) Information models for product representation: core and assembly models. Gaithersburg, MD
Rachuri S, Han YH, Foufou S et al (2006) A model for capturing product assembly information. J Comput Inf Sci Eng 6:11–21. https://doi.org/10.1115/1.2164451
Rogstrand V, Kjellberg T (2009) The representation of manufacturing requirements in model-driven parts manufacturing. Int J Comput Integr Manuf 22:1065–1072. https://doi.org/10.1080/09511920902741117
Roy U, Liu CR (1988) Establishment of functional relationships between product components in assembly database. Comput Des 20:570–580. https://doi.org/10.1016/0010-4485(88)90203-5
Salomons OW, van Houten FJAM, Kals HJJ (1993) Review of research in feature-based design. J Manuf Syst 12:113–132. https://doi.org/10.1016/0278-6125(93)90012-I
Sanfilippo EM (2018) Feature-based product modelling: an ontological approach. Int J Comput Integr Manuf 31:1097–1110. https://doi.org/10.1080/0951192X.2018.1497814
Sanfilippo EM, Borgo S (2016) What are features? An ontology-based review of the literature. Comput Des 80:9–18. https://doi.org/10.1016/j.cad.2016.07.001
Sarigecili MI, Roy U, Rachuri S (2014) Interpreting the semantics of GD&T specifications of a product for tolerance analysis. CAD Comput Aided Des 47:72–84. https://doi.org/10.1016/j.cad.2013.09.002
Shah JJ (1991) Assessment of features technology. Comput Des 23:331–343. https://doi.org/10.1016/0010-4485(91)90027-T
Shah JJ, Rogers MT (1988) Functional requirements and conceptual design of the feature-based modelling system. Comput Eng J 5:9. https://doi.org/10.1049/cae.1988.0004
Shah JJ, Rogers MT (1993) Assembly modeling as an extension of feature-based design. Res Eng Des 5:218–237. https://doi.org/10.1007/BF01608364
Shah JJ, Mäntylä M, Nau D (1994) Introduction to feature based manufacturing. In: Manufacturing Research and Technology. pp 1–11
Shah JJ, Anderson D, Kim YS, Joshi S (2001) A discourse on geometric feature recognition from CAD models. J Comput Inf Sci Eng 1:41–51. https://doi.org/10.1115/1.1345522
Shuxing D, Yanfeng L, Wenyan C (2019) Research on geometric modeling virtual assembly technology based on component-level assembly feature. In: Proceedings of the 2019 3rd International Conference on Artificial Intelligence and Virtual Reality—AIVR 2019. ACM Press, New York, New York, USA, pp 17–20
Shyamsundar N, Gadh R (2001) Internet-based collaborative product design with assembly features and virtual design spaces. CAD Comput Aided Des 33:637–651. https://doi.org/10.1016/S0010-4485(01)00069-0
Sinclair S, Rockwell G (2016) Voyant Tools. https://voyant-tools.org/?corpus=c4a5398fe6dea2991ad3a4fe6ba359d0. Accessed 10 Mar 2022
Singh P, Bettig B (2004) Port-compatibility and connectability based assembly design. J Comput Inf Sci Eng 4:197–205. https://doi.org/10.1115/1.1779659
Sipsas K, Nikolakis N, Makris S (2021) Dynamic assembly planning and task assignment. Advanced human–robot collaboration in manufacturing. Springer International Publishing, Cham, pp 183–210
Sodhi R, Turner JU (1991) Representing tolerance and assembly information in a feature-based design environment. In: 17th design automation conference: volume 1—design automation and design optimization. American Society of Mechanical Engineers, pp 101–108
Sodhi R, Turner JU (1994) Towards modelling of assemblies for product design. Comput Des 26:85–97. https://doi.org/10.1016/0010-4485(94)90029-9
Sprumont F, Xirouchakis P (2002) Towards a knowledge-based model for the computer aided design process. Concurr Eng Res Appl 10:129–142. https://doi.org/10.1177/1063293X02010002636
Srirangam M, Anandan S, Summers JD (2014) Development of a geometric model retrieval system: a design exemplar case study. Int J Comput Aided Eng Technol 6:113. https://doi.org/10.1504/IJCAET.2014.060295
Summers JD, Bettig B, Shah JJ (2004) The design exemplar: a new data structure for embodiment design automation. J Mech Des Trans ASME 126:775–787. https://doi.org/10.1115/1.1767179
Sung RCW, Corney JR, Clark DER (2000) Octree based recognition of assembly features. In: ASME 2000 Design Engineering Technical Conferences. pp 1–10
Sung RCW, Corney JR, Clark DER (2001) Automatic assembly feature recognition and disassembly sequence generation. J Comput Inf Sci Eng 1:291–299. https://doi.org/10.1115/1.1429931
Swain AK, Sen D, Gurumoorthy B (2014) Extended liaison as an interface between product and process model in assembly. Robot Comput Integr Manuf 30:527–545. https://doi.org/10.1016/j.rcim.2014.02.005
Sy M, Mascle C (2011) Product design analysis based on life cycle features. J Eng Des 22:387–406. https://doi.org/10.1080/09544820903409899
Tan J, Liu Z, Zhang S (2002) Intelligent assembly modeling based on semantics knowledge in virtual environment. In: Proceedings of the Sixth International Conference on Computer Supported Cooperative Work in Design (IEEE Cat. No.01EX472). NRC Res. Press, pp 568–571
Tran P, Grewal S (1997) A data model for an assembly planning software system. Comput Integr Manuf Syst 10:267–275. https://doi.org/10.1016/S0951-5240(97)00019-0
Ullah H, Irfan MA, Bohez E (2006) Assembly features: definition, classification, and instantiation. In: 2006 International Conference on Emerging Technologies. IEEE, pp 617–623
Ullah H, Bohez ELJ, Irfan MA (2009) Assembly Features: definition, classification, and usefulness in sequence planning. Int J Ind Syst Eng 4:111. https://doi.org/10.1504/IJISE.2009.022368
Ulrich KT, Eppinger S, Yang MC (2019) Product design and development, 7th edn. McGraw Hill
Van Holland W, Bronsvoort WF (2000) Assembly features in modeling and planning. Robot Comput Integr Manuf 16:277–294. https://doi.org/10.1016/S0736-5845(00)00014-4
Vemulapalli P, Mohan P, Shah JJ, Davidson JK (2014) User defined assembly features and pattern recognition from STEP AP203. In: Volume 1A: 34th Computers and Information in Engineering Conference. American Society of Mechanical Engineers
Wan C, Gu B, Sun Y, Chen J (2010) Assembly oriented product semantic modeling. ICCASM 2010—2010 Int Conf Comput Appl Syst Model Proc 10:325–329. https://doi.org/10.1109/ICCASM.2010.5622768
Wan B Le, He WX, Chen CY (2016) Research of the Technology and Application of 3D Model Based Assembly Structural Process Design for Spacecraft. MATEC Web Conf 44:02043. https://doi.org/10.1051/matecconf/20164402043https://doi.org/10.1051/matecconf/20164402043
Wang ZB, Ong SK, Nee AYC (2013) Augmented reality aided interactive manual assembly design. Int J Adv Manuf Technol 69:1311–1321. https://doi.org/10.1007/s00170-013-5091-x
Whitney DE, Mantripragada R, Adams JD, Rhee SJ (1999) Designing assemblies. Res Eng Des—Theory, Appl Concurr Eng 11:229–253. https://doi.org/10.1007/s001630050017
Xu L Da, Wang C, Bi Z, Yu J (2012) AutoAssem: An automated assembly planning system for complex products. IEEE Trans Ind Informatics 8:669–678. https://doi.org/10.1109/TII.2012.2188901
Xu LD, Wang C, Bi Z, Yu J (2014) Object-oriented templates for automated assembly planning of complex products. IEEE Trans Autom Sci Eng 11:492–503. https://doi.org/10.1109/TASE.2012.2232652
Ye S, Tang J, Bao J, Huang W (2015) MBD-based three-dimensional assembly process modeling and application. Paiguan Jixie Gongcheng Xuebao/journal Drain Irrig Mach Eng 33:179–184. https://doi.org/10.3969/j.issn.1674-8530.14.0156
Yin ZP, Ding H, Li HX, Xiong YL (2003) A connector-based hierarchical approach to assembly sequence planning for mechanical assemblies. Comput Des 35:37–56. https://doi.org/10.1016/S0010-4485(01)00174-9
Zeng P, Wang H, Shi C et al (2021) Development of assembly process information management system using model-based definition technology. Springer International Publishing, New York, pp 648–658
Zha XF, Du H (2002) A PDES/STEP-based model and system for concurrent integrated design and assembly planning. Comput Des 34:1087–1110. https://doi.org/10.1016/S0010-4485(01)00186-5
Zha X, Du H, Qiu J (2001a) Knowledge-based approach and system for assembly oriented design, Part I: the approach. Eng Appl Artif Intell 14:61–75. https://doi.org/10.1016/S0952-1976(00)00060-9
Zha X, Du H, Qiu J (2001b) Knowledge-based approach and system for assembly-oriented design, Part II: the system implementation. Eng Appl Artif Intell 14:239–254. https://doi.org/10.1016/S0952-1976(00)00061-0
Zhang X, Wang T (2006) Unified modeling of design and manufacturing information in DFM. IET Conf Publ. https://doi.org/10.1049/cp:20060827
Zhu H, Wu D, Fan X (2010b) Interactive assembly tool planning based on assembly semantics in virtual environment. Int J Adv Manuf Technol 51:739–755. https://doi.org/10.1007/s00170-010-2630-6
Zhang J, Xu Z, Li Y, Jiang S (2015) Framework for the integration of assembly modeling and simulation based on assembly feature pair. Int J Adv Manuf Technol 78:765–780. https://doi.org/10.1007/s00170-014-6671-0
Zhang H, Zheng L, Wang P, Fan W (2019) Intelligent configuring for agile joint jig based on smart composite jig model. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03803-1
Zhang D, Meng F, Wang J, et al (2020) Architecture design of intelligent assembly system based on complex system. In: Journal of Physics: Conference Series
Zhou B, Bao J, Chen Z, Liu Y (2021) KGAssembly: knowledge graph-driven assembly process generation and evaluation for complex components. Int J Comput Integr Manuf. https://doi.org/10.1080/0951192X.2021.1891572
Zhu H, Wu D, Fan X (2010a) Assembly semantics modeling for assembling process planning in virtual environment. Assem Autom 30:257–267. https://doi.org/10.1108/01445151011061154
Acknowledgements
The authors thank Mikael Hedlind, from Sandvik Coromant, and Gunilla Sivard, from KTH Royal Institute of Technology, for sharing their pearls of wisdom with us during the course of this research.
Funding
Open access funding provided by Royal Institute of Technology. The research leading to these results received funding from the H2020-MSCA-ITN DiManD project funded by the European Union’s Horizon 2020, under grant agreement No. 814078.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. The idea for the article and the critical revision of the work were developed by Antonio Maffei. The literature search, data analysis, and draft of the manuscript were performed by Nathaly Rea Minango. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rea Minango, N., Maffei, A. Beyond assembly features: systematic review of the core concepts and perspectives towards a unified approach to assembly information representation. Res Eng Design 34, 3–38 (2023). https://doi.org/10.1007/s00163-022-00400-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00163-022-00400-4