
Abstract
Investigating assembly complexity is a continuing concern within the manufacturing field, as it may impact the quality and costs of products. A growing body of literature is aimed at developing novel and reliable methods to assess assembly complexity. The first aim of this paper is to provide an extensive literature review, identifying the main approaches to this problem. Three main approaches emerged: product-centred approach, information-centred approach and system-centred approach. A second goal is to conduct a comparative analysis of these approaches, highlighting their advantages and limitations and providing guidance for process and product designers seeking to control assembly complexity. For each approach, a representative method was chosen, analysed in detail, and applied to five different real products. As concluding findings it was observed that product-centred approaches provide a more objective analysis, focusing strictly on product features. On the other hand, information-centred approaches focus on quantity and variety of information handled by assembly operators, thus proposing a valuable link between complexity and effort required. Finally, system-centred approaches provide a holistic assessment of assembly complexity which is typically only qualitative.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Manufacturing companies have recently faced increasing demands for customized products, resulting in a growth of product and process complexity. More generally, in manufacturing “complexity” has been investigated from several points of view. Design complexity of products, for example, is a topic of primary concern both in machining and additive manufacturing [1,2,3]. Moreover, in operation management the concept of “supply chain complexity” has been addressed in order to improve performances of manufacturing plants [4, 5]. Similarly, the issue of assembly complexity has received considerable attention throughout the years. Assembly complexity is a very broad concept encompassing a set of product, process and environmental factors that may affect the difficulty to complete an assembly process. Specifically, a widely accepted definition of assembly complexity was provided by Samy and ElMaraghy [6] who defined it as “the degree to which the individual parts/subassemblies contain physical attributes that cause difficulties during the handling and insertion processes in manual or automatic assembly”. Thus, complexity affects the physical and cognitive effort required from the operator to complete an assembly process. Over the years many attempts have been made to define an objective and quantifiable measure of complexity. Many studies have shown that assembly complexity has a direct effect on the occurrence of product defects and thus on quality costs [7,8,9,10,11,12,13,14]. The aim of this paper is to provide an overview of the main methods used to assess assembly complexity in manufacturing contexts. Such methods differ mainly in the complexity sources considered in the analysis and in the techniques adopted. This work provides a scientific review combined with the practical application of selected methods to a case study. This dual approach allows for directly comparing methodologies in a real-world context, highlighting their strengths and weaknesses. Unlike existing scientific reviews, which focus primarily on conceptual aspects, this study shows how these methods perform when applied to actual products. The paper is organised as follows: Sect. 2 presents an extensive literature review. The methods in scientific literature were then categorized into three main research streams based on the different sources of complexity considered, i.e., product-centred approaches, information-centred approaches and system-centred approaches. In Sect. 3, three significant methods were identified and described for each category, i.e., Alkan’s method [15], Samy and ElMaraghy’s method [6] and Falck’s method [16]. Five case studies concerning the assembly of different products were then analysed by the three methods in Sects. 4 and 5. Sections 6 and 7 present respectively a sensitivity analysis and a comparative analysis. Finally, Sect. 8 summarizes the main results and provides some guidelines for users in choosing the most suitable method for a specific application.
2 Literature review
Over the years, researchers have approached assembly complexity from different perspectives [17,18,19]. Some have linked assembly complexity strictly to physical, geometrical, and structural characteristics of products, while others have focused on the entire assembly process, providing a wide view of assembly complexity. The systematic literature review was based on papers on complexity within manufacturing field from the Scopus database. The period covered was 1970–2023. The implemented Scopus query string was: "(TITLE-ABS-KEY ((“structural complexity” OR “product complexity” OR “process complexity” OR “task complexity” OR “complexity analysis” OR “complexity metrics” OR “perceived production complexity” OR “operational complexity” OR “manufacturing complexity” OR “production complexity”)) AND (“manufacturing” OR “production” OR “assembly”)) AND (LIMIT-TO (SUBCATEGORY “ENGINEERING”)) AND (LIMIT-TO (DOCTYPE, “ar”))”. After a first analysis of titles and abstracts, and a subsequent snowballing analysis, only documents referring to complexity in assembly tasks were included, resulting in a final set of 33 documents. Within this set of works, three main different approaches to assess assembly complexity may be identified [20]:
-
Product-centred complexity approach they include methods that evaluate complexity by focusing mainly on products’ geometrical and physical features.
-
Information-centred complexity approach they include methods that analyse complexity from the point of view of the content and diversity of information to be managed.
-
System-centred complexity approach they gather methods that propose a comprehensive definition of complexity, including variables such as work organization, ergonomics, layouts, etc.
Each approach takes into account specific sources of complexity, i.e., dimensions that influence the definition of assembly complexity. In detail, the main causes that affect the complexity of an assembly process are:
-
Product features it involves all the geometrical and dimensional characteristics of a product (e.g., size, shape, material, number of parts and screws, tolerances and accessibility, etc.).
-
Product architecture it refers specifically to the structure of the product. An intricate structure, indeed, requires more knowledge to perform successfully the assembly process.
-
Variety of parts it refers to the variety of parts composing a certain product. A product made of many different parts may be more complex to assemble and thus may lead to a higher probability of operator errors.
-
Variety of assembly sequences it refers to the different sequences and operations necessary to assemble products. A large variety of operations to follow can lead to operator errors and thus to product defects.
-
Work organization it includes all those organizational choices and support tools that are provided for a given assembly workstation, such as agents/machines, the need for detailed instructions, methodologies used to ensure the quality of outputs.
-
Ergonomics it refers to the postures and positions assumed by operators during assembly processes. Therefore, assemblies that require physical exertion are perceived as more complex.
-
Production layouts it refers to all those characteristics of the production system that may impact on the complexity of an assembly process (workstation feeding technologies, material and equipment handling tools, production system configuration).
-
Skills and knowledge it refers to the knowledge and expertise of the operators required to complete the assembly process.
Table 1 relates the three approaches identified to the relevant sources of complexity. The methods in scope were grouped by type of approach and then classified basing on sources of complexity (primary and secondary) and techniques adopted. Primary sources of complexity are related to the structure of the product itself and to the operations required to assemble it, regardless of the agent performing them and neglecting the working environment. In detail, they are: Product features, product architecture, variety of parts and variety of assembly sequences. Secondary sources, on the other hand, refer to all those organisational and environmental factors that may influence, albeit marginally, an assembly process. They involve: Work organization, ergonomics, production layouts, operator skills and knowledge.
Regarding techniques adopted the main operational schemes identified are:
-
Methods that make use of a set of indicators aimed at describing assembly complexity. Many of these indicators are derived from the theory of the DFA, i.e., Design For Assembly [21].
-
Methods that use assembly times as a measure of product or process complexity.
-
Methods based on graph theory. These methods model complexity through the use of graphs and related metrics.
-
Methods that use metrics derived from information theory, such as information entropy [22], to quantify the complexity of a product or process.
-
Methods that rely on questionnaires and experts’ judgements to qualitatively evaluate assembly complexity.
For each approach, Tables 2, 3 and 4 show the methods analysed and the related sources of complexity and techniques.
2.1 Product-centred approach
Methods belonging to product-centred approach link complexity to geometrical, structural and architectural features of the product [15, 23]. Most of the methodologies mentioned in this section are based on design-for-assembly concepts [21]. In 1994, Hinckley presented a measure for assembly complexity (assembly complexity factor) based on the quantity and duration of assembly processes [8]. Hinckley emphasized the significance of monitoring complexity as a strategy to save costs and increase quality by associating complexity factor to number of product defects. Shibata [9] added a new coefficient based on DFA concepts developed by Sony Corporation, i.e., design-based complexity factor, to Hinckley’s factor. Shibata’s design-based complexity factor was then modified by Su et al. [10] who included a new factor using AHP approach (i.e., “Analytical Hierarchy Process) and Ben Arieh’s complexity criterion [24]. This innovative method made it possible to compute a design-based complexity factor for all mechanical and electrical goods [10]. By exploiting an analogy with molecular systems in quantum physics, Sinha [25, 26] created a novel quantitative measure of product complexity, depending on individual component complexity, interface complexity, and topological complexity. Referring to Sinha and de Weck’s model, Alkan [15] measured complexity of components through the time necessary to handle single parts, complexity of interfaces through the time for joining them and topological complexity through the energy of the product’s adjacency matrix. Subsequently, Verna et al. [27] developed a novel method to assess product complexity, using Alkan’s structural complexity model. Other researchers have recently presented statistical models to forecast product defects using product complexity indicators [7, 11]. In detail, Genta et al. [7] used models proposed by Hinckley [8], Shibata [9] and Su et al. [10] to predict the operator-induced defect rate. Similarly, Verna et al. [11] demonstrated the existence of a relationship between complexity, computed using Alkan’s method, and product defects. A different approach was followed by Mathieson [28] who used graph theory (i.e., size, path length and decomposition) to model product complexity and to predict assembly times.
2.2 Information-centred approach
Methods belonging to information-centred approach relate complexity to the quantity and variety of information. In assembly processes information is related to product variants, quantity and variety of assembly sequences, tools, components, connectors, etc. Indeed, it is widely accepted that great variety, whether of products, components, assembly sequences, etc., results in higher design and manufacturing complexity [29, 30]. Information-centred methods often refer to the concept of information entropy theorized by Shannon [22] to model and quantify manufacturing complexity. ElMaraghy W.H. and Urbanic linked manufacturing complexity (product, process and operational complexity) to the quantity, diversity and content of information [31, 32]. Fujimoto et al. [33] developed an entropy-based method to measure manufacturing complexity suitable for automotive contexts. Zhu et al. [34] adapted Shannon’s entropy to assess complexity of mixed model assembly lines with many different products. Ameri et al. [35] quantified design complexity using both information entropy and graph theory.
Samy and ElMaraghy [6] modelled the assembly complexity of a product combining handling and insertion attributes of components with the quantity and variety of both components and fasteners required to assemble a final product. Adopting a similar methodology, Samy and ElMaraghy also addressed manufacturing system complexity taking into account machines, material handling equipment and buffers involved in the assembly process [36, 37]. These two papers present some peculiar features of the so-called “system-centred approach”. However, it was decided to consider them among the information-centred methods since they made extensive use of the concept of information entropy.
Wang and Hu [38] introduced an entropic measure, based on mental workload, to quantify operators’ choice within manual mixed-model assembly lines. In this work they proposed a novel view of complexity based on operator reaction time and fatigue and applied it in mixed-model assembly system with serial, parallel and hybrid configurations. This model was further used to minimize manufacturing complexity in non-identical parallel stations with product variety [39]. Modrak et al. [40] sustained that complexity is proportional to the several possible configurations in which a product could be assembled, and thus to the possible product variants an operator faces. A different idea of complexity was proposed by Park and Okudan Kremer [41] who combined the idea of product “commonality” [42] and the quantification of information content.
2.3 System-centred approach
System-centred approach seeks to provide a holistic view of manufacturing complexity including sources of complexity such as variety of product demand, production layout and scheduling, working conditions, and ergonomics. Methods belonging to this approach make use of a wide variety of techniques, i.e., information theory, graph theory, surveys and interviews. Zaeh [43] followed a comprehensive approach introducing temporal, cognitive and knowledge factors into the assessment of assembly complexity. Jenab and Liu [44] used graph theory to model manufacturing complexity influenced by product, processing time, type of resources and skills required. Abad and Jin [45] theorized a measure of manufacturing complexity dependent on the variety of products demanded, thus emphasizing the most critical products and stations. Similarly. Chryssolouris et al. [46] linked manufacturing complexity to quantity of machines, products, processes and resources needed. Similarly, Al-Zuheri [47] measured assembly complexity through operating times, workers’ knowledge and mental fatigue. ElMaraghy et al. [48] elaborated a graph theory-based method aimed at assessing complexity of manufacturing layouts. In this work manufacturing complexity depends on material flows among workstations [48]. Mattsson et al. [49,50,51] proposed a new qualitative method based on interviews with workers on five main sources of complexity: product variants, layout, work content, tools and information. For each source of complexity, a set of statements to be rated on a scale from 1 to 5 were provided. Aggregating the various ratings, the overall CXI (complexity index) can be computed. Methods that qualitatively assess assembly complexity also include the method of Falck et al. [16, 52, 53]. This methodology, called CXB (basic complexity criteria), is based on the assessment by teams of experts of a set of 16 complexity criteria. A criterion may be fulfilled or not and the quantity of criteria fulfilled determines the complexity level of the process, according to specific ranges [16, 52]. In literature, manufacturing complexity was also used to determine optimal production layouts. Modrak and Soltysova [54] introduced a novel operational complexity measure based on information entropy and used it to optimize production layout. Similarly, Busogi et al. [55], in order to minimize the variety of product sequencing at an assembly station, measured manufacturing complexity using the probability of getting a variant demand. Furthermore, an entropy-based measure of manufacturing complexity was also introduced by Martinez Olvera [56] who linked complexity to the adoption of Industry 4.0 technologies.
From a quick comparison of the three approaches (Tables 2, 3 and 4), it can be noticed that methods belonging to system-centred approach address most of the sources of complexity. Unlike product-centred and information-centred approaches, some system-centred approaches make use of questionnaires and surveys. However, they may present some critical issues arising from the subjective assessment of the various qualitative criteria [57].
3 Structured comparison between methods
For each approach, a structured comparison of the most diffused methods is proposed: Alkan’s method [15] for product-centred complexity, Samy and ElMaraghy’s method [6] for information-centred complexity, and Falck’s method [16, 52, 53] for system-centred complexity. Alkan’s method computed product complexity through assembly times and the architectural features of products; Samy and ElMaraghy’s method, emulating basic ideas from information theory, modelled the complexity of a product using both DFA attributes and the variety and number of parts composing it; finally, Falck’s method introduced a set of qualitative criteria to assess assembly complexity and was considered as representative of the system-centred approach. The following sections provide a short description of the main aspects of each method.
3.1 Product-centred approach: Alkan’s method
Alkan [15] hypothesized that product complexity may be expressed as follows:
where \({C}_{1}\) represents the sum of complexities of each single part, \({C}_{2}\) is the sum of complexities of each pair-wise connection and \({C}_{3}\) is defined as “topological complexity” [15, 23, 25]. Several methods can be implemented to calculate these three coefficients. In this work the method proposed by Verna et al. [27] was followed, hence:
-
\({C}_{1}\approx \sum_{i=1}^{N}{t}_{S,handling,i}\) represents component complexity approximated with the standard handling time (i.e., \({t}_{S,handling,i}\)) of each single part (i.e., pick and place, positioning, etc.)
-
\({C}_{2}\approx \sum_{i=1}^{N-1}\sum_{j=i+1}^{N}{t}_{S,joining,ij}{A}_{ij}\)represents interface complexity approximated with standard time (i.e., \({t}_{S,joining,ij}\)) necessary to join parts together (i.e., placing connectors and screwing). \(A\) is the product adjacency matrix defined as follows:
$$ A_{ij} = \left\{ {\begin{array}{*{20}c} 1 & { {\text{if}}\, i{ - }th\, {\text{and}}\, j{ - }th \,{\text{part are directly connected}}} \\ {0 } & {{\text{otherwise}}} \\ \end{array} } \right. $$ -
\({C}_{3}=\frac{E(A)}{N}\) is the topological complexity where \(E(A)\) is the energy of the product adjacency matrix \(A\). \(E(A)\) is defined as the sum of the adjacency matrix’s absolute eigenvalues.
Since \({C}_{1}\) and \({C}_{2}\) are measures of time while \({C}_{3}\) is a dimensionless coefficient, \(C\) can be expressed in seconds, in the domain of \(C\in [0;+\infty [\).
3.2 Information-centred approach: Samy and ElMaraghy’s method
Samy and ElMaraghy [6] assumed that product assembly complexity may be calculated considering the quantity and variety of parts and fasteners composing an assembled product. This method used the concept of information entropy [22] to model assembly complexity (i.e., \({C}_{product}\)) as follows:
where:
-
\(1\le {n}_{p}\le {N}_{p}, { n}_{p},{N}_{p}\in {\mathbb{N}}^{+}\), \({n}_{p}\) is the number of unique parts and \({N}_{p}\) is the total number of parts
-
\(1\le {n}_{s}\le {N}_{s}, { n}_{s},{N}_{s}\in {\mathbb{N}}^{+},\) \({n}_{S}\) is the number of unique fasteners and \({N}_{s}\) is the total number of fasteners
-
\(C{I}_{product}\in [0;1]\)is a complexity index related to geometrical and dimensional features of components. This parameter can be computed using Design for Assembly tables for manual assembly [6].
\(C{I}_{product}\) can be computed as follows:
-
Calculation of average handling factor \({C}_{h}=\frac{\sum_{1}^{J}{C}_{h,f}}{J}\) and average insertion factor \({C}_{i}=\frac{\sum_{1}^{K}{C}_{i,f}}{K}\).
\({C}_{h,f}\) and \({C}_{i,f}\) represent the average difficulty factors respectively related to handling and insertion attributes, derived from Design For Assembly theories [6, 21]. Their evaluation was performed by a team of experts who assessed \(J\) handling attributes and \(K\) insertion attributes for each component.
-
Aggregation of handling and insertion factors through a weighted average:
$${C}_{part}=\frac{{C}_{h}\sum_{1}^{J}{C}_{h,f}+ {C}_{i}\sum_{1}^{K}{C}_{i,f}}{\sum_{1}^{j}{C}_{h,f}+\sum_{1}^{K}{C}_{i,f}}$$(3) -
Computation of \(C{I}_{product}=\sum_{p=1}^{n}{x}_{p}{C}_{part}\) where \({x}_{p}\) is the percentage share of dissimilar parts
3.3 System-centred approach: Falck’s method
Falck’s et al. [16, 52, 53] method proposes a holistic view of complexity, not focusing only on product features, but on the entire assembly process. Sources such as ergonomics, required skills, work organization are included in the assessment. Falck’s method is based on evaluating the satisfaction of 16 high complexity criteria (HC), corresponding to 16 low complexity criteria (LC). The set of high and low complexity criteria are provided in Appendix 1. The number of criteria fulfilled defines the degree of complexity of the assembly process, according to the ranges shown in Table 5 [16, 52, 53]. The value of complexity is expressed on a 5-level ordinal scale, ranging from level 1 (low complexity) to level 5 (high complexity).
Usually, the assembly process of a product can be broken down into a set of \(n\) subassembly processes. In order to obtain an aggregate value for an entire assembly process, the following methodology, inspired by Falck et al. [52], was followed:
-
For each ith subassembly process, the number of fulfilled HC criteria can be computed (i.e., \({N}_{HC,i}\))
-
Calculation of the average number of fulfilled HC criteria for the entire assembly process (i.e., \(\overline{{N }_{HC}}=\sum_{i=1}^{n}\frac{{N}_{HC,i}}{n}\))
-
Assessment of the overall degree of complexity comparing \(\overline{{N }_{HC}}\) with the ranges shown in Table 5.
4 Application of reference complexity models to five real products
Five different case studies were introduced to analyse the results of the implementation of the three reference assembly complexity methods. Specifically, case studies consisted of (i) the manual assembly of an end-effector of a collaborative robot, (ii) a simple mechanical equipment, (iii) a tile cutter, (iv) a telephone base and (iv) a diaphragm water pump. The choice of these products was inspired by the necessity to show how complexity methods work in real assembly applications. The detailed quantities of parts and fasteners are provided in Table 6. For simplicity, each component was identified by a specific code.
In Appendix 2 the list of elementary operations necessary to assemble the final product and related average times are provided. Each elementary operation was carried out 5 times by two different people, so 10 observations were collected. The standard time was computed as the average time necessary to carry out each elementary operation [15, 27].
5 Analysis of results
The following sub-sections show the results obtained applying the 3 selected methods, respectively to the five different products.
5.1 Alkan’s method
As shown in Sect. 3.1, Alkan’s method is based on the evaluation of the three complexity coefficients, \({C}_{1},{C}_{2}\) and \({C}_{3}\). To determine these coefficients, standard handling and joining times (see Table 15) were used. Specifically, “handling” activities were considered to be all pick and place tasks and “joining” activities were considered to be all screwing tasks. Table 7 presents the results of the implementation of Alkan’s method to the case study. Figure 1 shows the complexity values obtained for the five products as function of the number of parts (\({N}_{p}\)). The adjacency matrix for the five products is provided in Appendix 3.

Complexity values obtained through Alkan’s method for the five-product case studies
An increasing monotonic trend can be seen as \({N}_{p}\) increases. The overall complexity ranking is:
As the number of components to be assembled increases, the respective handling and joining time (i.e., \({C}_{1}\) and \({C}_{2}\)) increases. Sorting by focusing only on \({C}_{3}\), rank reversals can be noted:
\({C}_{3}\) represents topological complexity and only partially takes into account the number of components. In fact, this parameter is a measure of the distribution of the architecture of a product. The more centralised a structure is, the lower the value of the adjacency matrix energy [15, 23].
5.2 Samy and ElMaraghy’s method
Samy and ElMaraghy’s method quantifies products assembly complexity (i.e., \({C}_{product}\)) using number of parts and fasteners (i.e., \({N}_{p}\) and \({N}_{s}\)), number of unique parts and fasteners (i.e., \({n}_{p}\) and \({n}_{s}\)) and the so-called “product assembly complexity index” (i.e., \(C{I}_{product}\)) [6]. Table 8 provides the results of the implementation of Samy and ElMaraghy’s method while Fig. 2 shows the values of \({C}_{product}\) as function of \({N}_{p}\).

Complexity values obtained by the Samy and ElMaraghy’s method for the five products as a function of the number of parts (Np)
For this model, the final complexity ranking is:
As shown by Eq. (2), the dependence of assembly complexity on the number of components is twofold: it decreases as \({N}_{p}\) increases through the \(\frac{{n}_{p}}{{N}_{p}}\) ratio and, at the same time, increases as \({N}_{p}\) increases through the logarithmic function. In addition, \({C}_{product}\) depends on the value of \(C{I}_{product}\) which is partially influenced by the expert individual judgments. The term \(C{I}_{product}\) may generate two main drawbacks involved in the calculation of \({C}_{product}\):
-
The Eq. (2) shows two opposite behaviours as \({N}_{p}\to +\infty \). The term \(C{I}_{product}{\text{log}}_{2}({N}_{p}+1)\) approaches to positive infinity, while the term \(\frac{{n}_{p}}{{N}_{p}}{\text{log}}_{2}({N}_{p}+1)\) approaches to 0. For low values of \({N}_{p}\) this situation compromises the monotonicity of the \({C}_{product}\) function, leading to a possible occurrence of stationary points [58].
-
Subjectivity Although handling and insertion factors are widely used in the literature, their application is inevitably influenced by the expert’s level of experience [57].
Finally, it should also be noted that the logarithmic definition of \({C}_{product}\) leads to flattening of the complexity curve as \({N}_{p}\) and \({N}_{s}\) increase, resulting in a lower sensitivity to highlight differences of complexity for high values of \({N}_{p}\) and \({N}_{s}\). In addition, it is worth underlining that the Alkan’s and Samy and ElMaraghy’s methods yield to different results for low values of \({N}_{p}\) (see the results obtained for end effector compared to the mechanical equipment).
5.3 Falck’s method
Falck’s method aims at providing a holistic view of assembly complexity. The focus of this method is on the entire assembly process rather than on the specific product. In this regard, major subassembly processes were identified for each of the five products. It was assumed in this study that a subassembly process was a set of elementary tasks (e.g., pick and place tasks and joining tasks) aimed at producing a specific subassembly. Table 9 reports the results of the assessment of the assembly processes provided by a team of experts. It can be observed that the subassembly processes rated as most complex are those involving more stringent geometric tolerances, accessibility problems, more fragile materials, and critical ergonomic conditions. However, the main weakness of this method lies in the subjective evaluation of complexity criteria. Although Falck et al. [16] provided guidelines for the assessment of the 16 complexity criteria, the number of high complexity criteria fulfilled is strongly influenced by the assessment and experience of experts.
The aggregate results for the five products are shown in Table 10. It can be noticed that Falck’s method is not able to show differences between the tile cutter, the telephone base and the diaphragm water pump, as all present a “rather low” degree of complexity. In fact, the process of aggregation by averaging and calculating the respective degrees of complexity makes the assembly of the three products undistinguishable.
6 Sensitivy analysis
Sensitivity analysis allows evaluating the robustness of assembly complexity methods. This entails the study of how sensitive method outputs are to variations in key variables. Obviously, not all the methods depend on the same variables and therefore it is not easy to make a comparison between methods. Furthermore, a quantitative sensitivity analysis can only be performed only for Alkan’s and Samy and ElMaraghy’s method. Since Falck’s method is mainly based on the fulfilment of qualitative criteria, the only variable that can be changed to perform a sensitivity analysis can be the number of high complexity criteria met.
6.1 Sensitivity analysis of Alkan’s and Samy and ElMaraghy’s method
A sensitivity analysis was carried out changing the main parameters of the case study products: number of parts (\({N}_{p}\)), type of parts (\({n}_{p}\)) and type of screws (\({n}_{s}\)).
6.1.1 Sensitivity to the total number of parts
The number of parts is a common variable both in Alkan’s method and in Samy and ElMaraghy’s method. To perform a sensitivity analysis, the following situations were hypothesized:
-
For the end effector, it was considered that base and Support 1 formed a single piece (i.e., \({N}_{p}=2\))
-
For the mechanical equipment, the case where no square flange is interposed between the base and EF2 was considered (i.e., \({N}_{p}=3)\);
-
For the tile cutter, it was assumed that the assembly process did not involve the final screwing of P2 (i.e., \({N}_{p}=9\));
-
For the telephone base, it was assumed that the speaker is blocked by only one support (i.e., \({N}_{p}=10\));
-
For the diaphragm water pump, the final screwing of AF2 was neglected (i.e., \({N}_{p}=12\)).
Table 11 provides the results of the implementation of Alkan’s and Samy and ElMaraghy’s methods varying \({N}_{p}\).
As can be seen from Fig. 3, Alkan’s complexity increases as \({N}_{p}\) increases. Therefore, the method proposed by Alkan [15] and later modified by Verna et al. [27], is directly related to assembly times. Conceptually, assuming that a product consists of \(N\) equal components, the greater the number of parts to be connected, the longer the assembly time required, the greater the complexity of the product. However, the term \({C}_{3}\) may generate potential rank reversals. As the number of parts increases, the value of \({C}_{3}\) does not necessarily increases. Even in this simple example, although \(C({N}_{p}=13)>C({N}_{p}=12)\), it can be noticed that \({C}_{3}\left({N}_{p}=13\right)<{C}_{3}({N}_{p}=12)\). The difference between the complexity of the two products is negligible, since the increase in \({N}_{p}\) is compensated by a decrease in \({C}_{3}\). Moreover, when considering products consisting of many parts but with shorter assembly times, the complexity trend is not necessarily increasing. However, in this case study, the overall ranking
remains unchanged as \({N}_{p}\) grows.

Alkan’s complexity versus Np
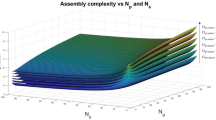
Figure 4 shows the results of Samy and ElMaraghy’s method as \({N}_{p}\) increases. Unlike Alkan’s method, it can be seen that \({C}_{pump}\left({N}_{p}=13\right)<{C}_{pump}\left({N}_{p}=12\right)\). In this case, this result is reasonable since, for the same value of \({n}_{p}\), the variety of parts \(\left(\frac{{n}_{p}}{{N}_{p}}\right)\) decreases switching from \({N}_{p}=12\) and \({N}_{p}=13\). However, it can be demonstrated that, keeping \({n}_{s}\) and \({n}_{p}\) fixed, \({C}_{product}\) presents a non-monotonic trend, as \({N}_{p}\) and \({N}_{s}\) increase. The complexity function, in fact, shows a minimum point. After an initial decreasing trend, the complexity curve manifests an increasing trend, although \(\frac{{n}_{p}}{{N}_{p}}\) continues to decrease. This behaviour may lead to questionable results in specific practical cases. Furthermore, it is worth noting that as \({N}_{p}\) grows further, complexity values tend to flatten due to the presence of the logarithmic function.

Samy and ElMaraghy’s complexity versus Np
6.1.2 Sensitivity to type of parts and connectors
Alkan’s method does not take into account the variety of parts or connectors that are used in an assembly process. However, for the same \({N}_{p}\), a greater variety of parts and connectors may impact handling and joining times, as the operator may need more time to select the correct parts and screws to use.
To show the sensitivity of Samy and ElMaraghy’s method to variety of parts and fasteners, suppose that the fasteners composing the diaphragm water pump are all of the same type (\({n}_{S}{\prime}=1\)). The new value of complexity \({C}_{pump}\) is \({C{\prime}}_{pump}=6.4\). It can be inferred from Fig. 5 that two rank reversals occurred. A small change in \({n}_{s}\) resulted in two ranks reversal between \({C}_{tile cutter}>{C}_{pump}\) and \({C}_{telephone base}>{C}_{pump}\). On the one hand, it is reasonable that reducing the degree of variety of fasteners, complexity of the diaphragm water pump decreases. However, it is debatable that the assembly of the pump results less complex than that of a tile cutter and that of a telephone base, given that \({\left({n}_{p}/{N}_{p}\right)}_{pump}>{{({n}_{p}/{N}_{P})}_{telphone base}>({n}_{p}/{N}_{p})}_{tile cutter}\). Similar considerations can be made for sensitivity to \({n}_{p}\). These results can be attributed to the problems due to the non-monotonicity of the model, as described in the previous sections.

Comparison of Samy and ElMaraghy’s results, where in blue are represented the original complexity values of the five products, and in orange that of the diaphragm water pump with ns = 1
6.2 Sensitivity analysis of Falck’s method
As seen in Sect. 3.4, Falck’s method assesses the complexity of an assembly process counting the number of high complexity criteria fulfilled. As a result, the absence or presence of a criterion may impact on the overall complexity level. Some of Falck’s complexity criteria may be affected by an increase in the number and type of parts and connectors, without necessarily leading to a change in the overall level of complexity of the assembly process. For instance, assuming a change in the quantity and variety of parts and screws, an increase in the number of parts may affect the criteria: “many individual details and parts operations” and “time demanding operations”. Suppose a process where 5 high complexity criteria are met, and it is therefore classified at a “rather low” level of complexity. The further fulfilment of the two above-mentioned criteria brings the count of high complexity criteria met to 7. However, according to the ranges shown in Table 5, the process is still classified as “rather low” complex. This underlines the fact that Falck’s method cannot always highlight differences between assembly processes with low \({N}_{p}\) from high \({N}_{p}\).
Similarly, variations in type of parts (\({n}_{p}\)) and fasteners (\({n}_{S})\) can be represented by the following criteria: “many different ways of doing the task,” “Many individual details and/or part operations,” and “The geometric environment has a lot of variation (‘tolerances’) meaning the level of fitting and adjustment varies between the products”. Again, meeting additional criteria does not necessarily result in higher levels of complexity.
Furthermore, a potential weakness of this method consists in its sensitivity to the arbitrary subdivision of the assembly process into sub-processes. Depending on how the process is broken down, the number of fulfilled HC criteria of each subassembly process may vary, thus potentially impacting on the aggregate degree of complexity.
7 Discussion
Each of the methods analysed takes into account several variables that can affect assembly complexity assessment. Where applicable, in Table 12 the percentage difference of complexity values (in the original configuration) between the end effector and: (i) the mechanical equipment (i.e., \({\Delta \text{\%}}_{ME-EE}\)); (ii) the tile cutter (i.e., \(\Delta {\%}_{TC-EE}\)); (iii) the telephone base (i.e., \(\Delta {\%}_{TB-EE}\)) and (iv) the diaphragm water pump (i.e., \({\Delta \%}_{DP-EE}\)) are shown. For Falck’s method, on the other hand, no such observation can be made, as each assembly process is rated on a 5-level ordinal scale. Ordinal scales only allow complexity rankings [57]. With Falck’s method, therefore, only rank reversal phenomena can be detected.
The main aim of this work was to identify advantages and limitations of the three methods compared. Table 13 shows the main pros and cons of the three reference methods for their application in manufacturing contexts.
The main findings for each method will be summarised in the following points:
-
Alkan’s method provides a quantification of assembly complexity using standard assembly time. This represents a major advantage of this method since the complexity assessment is carried out objectively. In addition, standard times are widely available in manufacturing contexts. The coefficient \({C}_{3}\) can give rise to rank reversal issues. In addition, a main limitation of this method is that it does not consider diversity of parts and connectors.
-
Samy and ElMaraghy proposed an easy to implement and quantitative method to assess product assembly complexity. In addition, a great advantage of this method consists in the combination of information content with the DFA theory [6]. However, this method presented some critical issues. Most of the problems can be traced back to the \(C{I}_{product}\) coefficient in the information entropy function. Moreover, with reference to results obtained in the case study, it can be noticed that, while Alkan’s method seems to be more sensitive to variations in the number of parts, Samy and ElMaraghy’s method tends to flatten for high values of \({N}_{p}\) (see Figs. 1 and 2). With reference to the empirical case studies the two different hypothetical complexity curves for the two models would have opposite concavities as \({N}_{p}\) increases (upward concavity for Alkan’s method and upward concavity for Samy and ElMaraghy’s method).
-
Falck et al. [16] proposed a qualitative and holistic method to assess assembly complexity. Even in this method assembly complexity may grow as a result of an increasing of assembly times, quantity and variety of assembly sequences, and thus of parts and fasteners. Nevertheless, it is not guaranteed that any additional fulfilment of a criterion will lead to a higher level of complexity in the assembly process. In addition, it is strongly based on experts’ individual judgements and hypothesis.
Through these methods, designers can identify areas of high complexity and take corrective actions to reduce or simplify them. Table 14 provides a synthesis roadmap to guide designers to select the most adequate method for a specific application. The following criteria are considered in the map:
-
Data type each method needs specific data to be applied. The choice of the most suitable method depends on the type of data available.
-
Sources of complexity completeness it refers to the number of sources of complexity addressed (see Table 1). To assess the completeness of a method, it was decided to consider the number of sources of complexity investigated. In the analysis only the coverage of primary sources of complexity were taken into account.
-
Environment dependence it refers to methods in which the assessment of complexity is also based on the “Secondary sources of complexity” (linked to the characteristics of the work environment).
-
Ease of use a method is simple if it does not require laborious calculations or even software to be implemented.
-
Robustness it means the ability of a method to provide similar results even with small variations of the variables.
-
Objectivity this criterion refers to the possibility of obtaining equal results when the assessment is carried out by different subjects.
-
Expert knowledge it refers to the need of expert judgements to implement the method.
8 Conclusions
The aim of this paper was to provide an overview of the main methods used to assess assembly complexity. From this analysis three main approaches emerged: product-centred methods; information-centred methods; and system-centred methods. For each approach, the most diffused method was deeply analysed, highlighting advantages and limitations. In general, these methods can be used by designers to control complexity in the design process, as they provide a systematic way to assess and understand the complexity of an assembly process. Obviously, each method presents both advantages and drawbacks. Alkan’s method is objective, but on the other hand it neglects many sources of complexity by focusing only on product characteristics. Samy’s method is still strongly focused on product, but it also takes into account the quantity and diversity of information managed by the operator, thus establishing a relationship between product characteristics and the effort required. Finally, Falck’s method provides a comprehensive view of assembly complexity, but its subjective assessments make it highly dependent on the level of experience of the experts.
The methods compared in the article were developed with different objectives and thus they take into account different aspects of assembly complexity. Furthermore, the findings of this work are partly limited to the specific case studies and cannot be generalised to other contexts. Future studies will be directed to the development of a proposal for a generalized method to assess assembly complexity in innovative manufacturing systems.
References
Ben Slama, M., Chatti, S., Louhichi, B.: Novel method for shape complexity evaluation: a threshold from machining to additive manufacturing in the early design phase. Res. Eng. Des. (2024). https://doi.org/10.1007/s00163-023-00429-z
Touzé, S., Rauch, M., Hascoët, J.-Y.: Methodology for complexity and cost comparison between subtractive and additive manufacturing processes. J. Intell. Manuf. 35, 555–574 (2024). https://doi.org/10.1007/s10845-022-02059-z
Liu, J., Gaynor, A.T., Chen, S., Kang, Z., Suresh, K., Takezawa, A., Li, L., Kato, J., Tang, J., Wang, C.C.L., Cheng, L., Liang, X., To, A.C.: Current and future trends in topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 57, 2457–2483 (2018). https://doi.org/10.1007/s00158-018-1994-3
Bozarth, C.C., Warsing, D.P., Flynn, B.B., Flynn, E.J.: The impact of supply chain complexity on manufacturing plant performance. J. Oper. Manag. 27, 78–93 (2009). https://doi.org/10.1016/j.jom.2008.07.003
Fernández Campos, P., Trucco, P., Huaccho Huatuco, L.: Managing structural and dynamic complexity in supply chains: insights from four case studies. Prod. Plan. Control. 30, 611–623 (2019). https://doi.org/10.1080/09537287.2018.1545952
Samy, S.N., ElMaraghy, H.: A model for measuring products assembly complexity. Int. J. Comput. Integr. Manuf. 23, 1015–1027 (2010). https://doi.org/10.1080/0951192X.2010.511652
Genta, G., Galetto, M., Franceschini, F.: Product complexity and design of inspection strategies for assembly manufacturing processes. Int. J. Prod. Res. 56, 4056–4066 (2018). https://doi.org/10.1080/00207543.2018.1430907
Hinckley, C.M.: A global conformance quality model. A new strategic tool for minimizing defects caused by variation, error, and complexity. Ph.D. Dissertation, Stanford University, USA (1994)
Shibata, H.: Global assembly quality methodology: a new method for evaluating assembly complexities in globally distributed manufacturing. Ph.D. Dissertation, Stanford University, USA (2002)
Su, Q., Liu, L., Whitney, D.E.: A Systematic study of the prediction model for operator-induced assembly defects based on assembly complexity factors. IEEE Trans. Syst. Man Cybern. Part Syst. Hum. 40, 107–120 (2010). https://doi.org/10.1109/TSMCA.2009.2033030
Verna, E., Genta, G., Galetto, M., Franceschini, F.: Defects-per-unit control chart for assembled products based on defect prediction models. Int. J. Adv. Manuf. Technol. 119, 2835–2846 (2022). https://doi.org/10.1007/s00170-021-08157-1
Verna, E., Genta, G., Galetto, M., Franceschini, F.: Zero defect manufacturing: a self-adaptive defect prediction model based on assembly complexity. Int. J. Comput. Integr. Manuf. 36, 155–168 (2023). https://doi.org/10.1080/0951192X.2022.2081360
Rodriguez-Toro, C.A., Tate, S.J., Jared, G.E.M., Swift, K.G.: Complexity metrics for design (simplicity + simplicity = complexity). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 217, 721–725 (2003). https://doi.org/10.1243/095440503322011461
Favi, C., Germani, M.: A method to optimize assemblability of industrial product in early design phase: from product architecture to assembly sequence. Int. J. Interact. Des. Manuf. IJIDeM 6, 155–169 (2012). https://doi.org/10.1007/s12008-012-0147-y
Alkan, B.: An experimental investigation on the relationship between perceived assembly complexity and product design complexity. Int. J. Interact. Des. Manuf. IJIDeM 13, 1145–1157 (2019). https://doi.org/10.1007/s12008-019-00556-9
Falck, A.-C., Örtengren, R., Rosenqvist, M., Söderberg, R.: Proactive assessment of basic complexity in manual assembly: development of a tool to predict and control operator-induced quality errors. Int. J. Prod. Res. 55, 4248–4260 (2017). https://doi.org/10.1080/00207543.2016.1227103
Alkan, B., Vera, D.A., Ahmad, M., Ahmad, B., Harrison, R.: Complexity in manufacturing systems and its measures: a literature review. Eur. J. Ind. Eng. 12, 116–150 (2018). https://doi.org/10.1504/EJIE.2018.089883
ElMaraghy, W., ElMaraghy, H., Tomiyama, T., Monostori, L.: Complexity in engineering design and manufacturing. CIRP Ann. 61, 793–814 (2012). https://doi.org/10.1016/j.cirp.2012.05.001
Efthymiou, K., Mourtzis, D., Pagoropoulos, A., Papakostas, N., Chryssolouris, G.: Manufacturing systems complexity analysis methods review. Int. J. Comput. Integr. Manuf. 29, 1025–1044 (2016). https://doi.org/10.1080/0951192X.2015.1130245
Capponi, M., Mastrogiacomo, L., Antonelli, D., Franceschini, F.: Product complexity and quality in assembly processes: state-of-the-art and challenges for Human-Robot Collaboration. In: Proceedings Book of 5th International Conference on Quality Engineering and Management. pp. 142–167. University of Minho, Portugal (2022)
Boothroyd, G.: Product design for manufacture and assembly. Comput. Aided Des. 26, 505–520 (1994). https://doi.org/10.1016/0010-4485(94)90082-5
Shannon, C.E.: A mathematical theory of communication. Bell Syst. Tech. J. 27, 623–656 (1948). https://doi.org/10.1002/j.1538-7305.1948.tb00917.x
Alkan, B., Vera, D., Ahmad, B., Harrison, R.: A method to assess assembly complexity of industrial products in early design phase. IEEE Access 6, 989–999 (2018). https://doi.org/10.1109/ACCESS.2017.2777406
Ben-Arieh, D.: A methodology for analysis of assembly operations’ difficulty. Int. J. Prod. Res. 32, 1879–1895 (1994). https://doi.org/10.1080/00207549408957048
Sinha, K.: Structural complexity and its implications for design of cyber-physical systems. Ph.D. dissertation, Massachusetts Institute of Technology, USA (2014)
Sinha, K., de Weck, O.L.: Structural complexity quantification for engineered complex systems and implications on system architecture and design. In: Proceedings of the ASME 2013 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Portland, Oregon, USA (2014)
Verna, E., Genta, G., Galetto, M., Franceschini, F.: Defect prediction for assembled products: a novel model based on the structural complexity paradigm. Int. J. Adv. Manuf. Technol. 120, 3405–3426 (2022). https://doi.org/10.1007/s00170-022-08942-6
Mathieson, J.L., Wallace, B.A., Summers, J.D.: Assembly time modelling through connective complexity metrics. Int. J. Comput. Integr. Manuf. 26, 955–967 (2013). https://doi.org/10.1080/0951192X.2012.684706
Roy, R., Evans, R., Low, M.J., Williams, D.K.: Addressing the impact of high levels of product variety on complexity in design and manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 225, 1939–1950 (2011). https://doi.org/10.1177/0954405411407670
Hu, S.J., Zhu, X., Wang, H., Koren, Y.: Product variety and manufacturing complexity in assembly systems and supply chains. CIRP Ann. 57, 45–48 (2008). https://doi.org/10.1016/j.cirp.2008.03.138
ElMaraghy, W.H., Urbanic, R.J.: Modelling of manufacturing systems complexity. CIRP Ann. 52, 363–366 (2003). https://doi.org/10.1016/S0007-8506(07)60602-7
ElMaraghy, W.H., Urbanic, R.J.: Assessment of manufacturing operational complexity. CIRP Ann. 53, 401–406 (2004). https://doi.org/10.1016/S0007-8506(07)60726-4
Fujimoto, H., Ahmed, A., Iida, Y., Hanai, M.: Assembly process design for managing manufacturing complexities because of product varieties. Int. J. Flex. Manuf. Syst. 15, 283–307 (2003). https://doi.org/10.1023/B:FLEX.0000036031.33790.30
Zhu, X., Hu, S.J., Koren, Y., Marin, S.P.: Modeling of manufacturing complexity in mixed-model assembly lines. J. Manuf. Sci. Eng. 130, 051013 (2008). https://doi.org/10.1115/1.2953076
Ameri, F., Summers, J., Mocko, G., Porter, M.: Engineering design complexity: an investigation of methods and measures. Res. Eng. Des. 19, 161–179 (2008). https://doi.org/10.1007/s00163-008-0053-2
Samy, S.N., ElMaraghy, H.: A model for measuring complexity of automated and hybrid assembly systems. Int. J. Adv. Manuf. Technol. 62, 813–833 (2012). https://doi.org/10.1007/s00170-011-3844-y
Samy, S.N., ElMaraghy, H.A.: Complexity mapping of the product and assembly system. Assem. Autom. 32, 135–151 (2012). https://doi.org/10.1108/01445151211212299
Wang, H., Hu, S.J.: Manufacturing complexity in assembly systems with hybrid configurations and its impact on throughput. CIRP Ann. 59, 53–56 (2010). https://doi.org/10.1016/j.cirp.2010.03.007
Wang, H., Wang, H., Hu, S.J.: Utilizing variant differentiation to mitigate manufacturing complexity in mixed-model assembly systems. J. Manuf. Syst. 4, 731–740 (2013). https://doi.org/10.1016/j.jmsy.2013.09.001
Modrak, V., Marton, D., Bednar, S.: The impact of customized variety on configuration complexity of assembly process. Appl. Mech. Mater. 474, 135–140 (2014). https://doi.org/10.4028/www.scientific.net/AMM.474.135
Park, K., Okudan Kremer, G.E.: Assessment of static complexity in design and manufacturing of a product family and its impact on manufacturing performance. Int. J. Prod. Econ. 169, 215–232 (2015). https://doi.org/10.1016/j.ijpe.2015.07.036
Simpson, T.W., D’Souza, B.S.: Assessing variable levels of platform commonality within a product family using a multiobjective genetic algorithm. Concurr. Eng. 12, 119–129 (2004). https://doi.org/10.1177/1063293X04044383
Zaeh, M.F., Wiesbeck, M., Stork, S., Schubö, A.: A multi-dimensional measure for determining the complexity of manual assembly operations. Prod. Eng. 3, 489 (2009). https://doi.org/10.1007/s11740-009-0171-3
Jenab, K., Liu, D.: A graph-based model for manufacturing complexity. Int. J. Prod. Res. 48, 3383–3392 (2010). https://doi.org/10.1080/00207540902950860
Abad, A., Jin, J.: Complexity metrics for mixed model manufacturing systems based on information entropy. Int. J. Inf. Decis. Sci. 3, 313–334 (2011). https://doi.org/10.1504/IJIDS.2011.043025
Chryssolouris, G., Efthymiou, K., Papakostas, N., Mourtzis, D., Pagoropoulos, A.: Flexibility and complexity: Is it a trade-off? Int. J. Prod. Res. 51, 6788–6802 (2013). https://doi.org/10.1080/00207543.2012.761362
Al-Zuheri, A.: Structural and operational complexity of manual assembly systems. J. Comput. Sci. 9, 1822–1829 (2013). https://doi.org/10.3844/jcssp.2013.1822.1829
ElMaraghy, H., AlGeddawy, T., Samy, S.N., Espinoza, V.: A model for assessing the layout structural complexity of manufacturing systems. J. Manuf. Syst. 33, 51–64 (2014). https://doi.org/10.1016/j.jmsy.2013.05.012
Mattsson, S., Karlsson, M., Gullander, P., Van Landeghem, H., Zeltzer, L., Limère, V., Aghezzaf, E.-H., Fasth, Å., Stahre, J.: Comparing quantifiable methods to measure complexity in assembly. Int. J. Manuf. Res. 9, 112–130 (2014). https://doi.org/10.1504/IJMR.2014.059602
Mattsson, S., Tarrar, M., Fast-Berglund, Å.: Perceived production complexity—understanding more than parts of a system. Int. J. Prod. Res. 54, 6008–6016 (2016). https://doi.org/10.1080/00207543.2016.1154210
Mattsson, S., Tarrar, M., Harari, N.: Using the complexity index for improvement work: investigating utilisation in an automotive company. Int. J. Manuf. Res. 15, 3 (2020). https://doi.org/10.1504/IJMR.2020.105503
Falck, A.-C., Tarrar, M., Mattsson, S., Andersson, L., Rosenqvist, M., Söderberg, R.: Assessment of manual assembly complexity: a theoretical and empirical comparison of two methods. Int. J. Prod. Res. 55, 7237–7250 (2017). https://doi.org/10.1080/00207543.2017.1330571
Falck, A.-C., Örtengren, R., Rosenqvist, M., Söderberg, R.: Basic complexity criteria and their impact on manual assembly quality in actual production. Int. J. Ind. Ergon. 58, 117–128 (2017). https://doi.org/10.1016/j.ergon.2016.12.001
Modrak, V., Soltysova, Z.: Development of operational complexity measure for selection of optimal layout design alternative. Int. J. Prod. Res. 56, 7280–7295 (2018). https://doi.org/10.1080/00207543.2018.1456696
Busogi, M., Song, D., Kang, S.H., Kim, N.: Sequence based optimization of manufacturing complexity in a mixed model assembly line. IEEE Access. 7, 22096–22106 (2019). https://doi.org/10.1109/ACCESS.2019.2897735
Martinez Olvera, C.: An entropy-based formulation for assessing the complexity level of a mass customization industry 4.0 environment. Math. Probl. Eng. 2020, 1–19 (2020). https://doi.org/10.1155/2020/6376010
Franceschini, F., Galetto, M., Maisano, D.: Designing Performance Measurement Systems: Theory and Practice of Key Performance Indicators. Springer, Cham (2019)
Capponi, M., Mastrogiacomo, L., Franceschini, F.: General remarks on the entropy-inspired MCAT (Manufacturing Complexity Assessment Tool) model to assess product assembly complexity. Prod. Eng. 17, 815–827 (2023). https://doi.org/10.1007/s11740-023-01212-8
Funding
Open access funding provided by Politecnico di Torino within the CRUI-CARE Agreement. This work has been partially supported by “Ministero dell’Istruzione, dell’Università e della Ricerca” Award “TESUN-83486178370409 finanziamento dipartimenti di eccellenza CAP. 1694 TIT. 232 ART. 6”.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception. Data collection and analysis were performed by M. Capponi. The first draft of the manuscript was written by M. Capponi under the supervision of L. Mastrogiacomo and F. Franceschini. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
The authors respect the Ethical Guidelines of the Journal.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1: High and low complexity criteria
See Fig. 6.

High and low complexity criteria [16]
Appendix 2: List of elementary assembly tasks of the five reference products
See Table 15.
Appendix 3: Adjacency matrices
See Tables 16, 17, 18, 19 and 20.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Capponi, M., Mastrogiacomo, L. & Franceschini, F. Empirical comparison of assembly complexity assessment approaches in manufacturing. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-01896-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-01896-x