
Abstract
Thermal-hydro-mechanical (THM) densification was performed on Picea abies (spruce), Abies alba (European fir), Populus nigra (poplar), and Fagus sylvatica (beech). Prior to THM treatment, the wood was impregnated with an aqueous solution containing 1%, 2.5%, and 5% biochar. Mechanical characteristics (modulus of elasticity, modulus of rupture), set-recovery, and contact angle were measured and compared for all samples in relation to the percentage of biochar present in the mixture. Impregnation with biochar/water mixture in combination with THM treatment resulted in densified wood with improved properties. Spruce showed the most notable improvement in water resistance, in addition to having the largest reduction in set-recovery at 57% and the highest contact angle value at 120°. There was also significant improvement in the mechanical properties of spruce wood, especially when impregnated with 2.5% and 5% of biochar, with MOE values of 17.09 and 18.61 GPa and MOR values of 190.47 and 176.41 MPa, respectively. The only comparable values were observed in beech impregnated with 2.5% biochar mixture, with a MOR value of 204.6 MPa. These findings highlight the effectiveness of biochar-enhanced impregnation together with THM treatment in improving the structural and mechanical properties of wood, with distinct improvements observed in spruce and a few improvements in beech.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Policymakers and scientists worldwide are pushing towards using materials that are renewable and have a low-environmental impact. Since ancient times, wood, an inexpensive and non-toxic material, has been used as a natural resource thanks to its numerous properties. However, wood that is used in the outside environment, requires treatments to enhance its performance and durability. The main weak points of wood are its sensitivity to moisture, low dimensional stability, low resistance to UV radiation, and decay because of fungi and insects. These issues need to be addressed in order to obtain high-performing wood products. Wood modification is any physical or chemical modification that increases the mechanical, physical, and aesthetic properties of wood. In the last decades, the wood modification industry, especially in Europe, has developed new technologies to improve wood properties and preserve them over time (Sandberg et al. 2017). Modifications can be divided into four main groups: chemical processes (acetylation, furfurylation, impregnation) (Rowell 2014; Kocaefe et al. 2015; Mantanis 2017); thermal-based modification (TBM) processes (thermal-hydro (TH); thermal–mechanical (TM): thermal-hydro-mechanical (THM) processes (Navi and Sandberg 2012); physical processes (using microwaves, plasma, laser light) (Haller et al. 2004; Wust 2006; Tendero et al. 2006; Leonelli et al. 2010); and other processes (e.g., biological treatments, minerals, supercritical fluids, and ionic liquids processes) (Sandberg et al. 2021). Thermally modified timber (TMT) is a product of a pyrolysis process that reaches temperatures between 160 and 260 °C and changes the chemical composition of wood cell wall due to the degradation of wood polymers (Esteves and Pereira 2009); the result is an improvement of durability and hygroscopicity (Kesik et al. 2014). The THM treatment uses the interaction between heat, water, and compressive force to modify the wood without breaking the wood cells. This process increases density, hardness, abrasion resistance of the wood surface, and strength (Sandberg et al. 2017). The challenge of densification is the deformation fixation that the wood undergoes when exposed to moisture; the effect produced is the set-recovery that occurs because internal stresses introduced during the densification treatment are relieved when the wood is exposed to moisture (Morsing 2000) and can be attributed to its cellular structure and cell wall polymers (Wolcott and Shutler 2003). The set-recovery reduction is obtained also by impregnating the wood with adhesives before densification. Nilsson et al. (2011) proposed a three-layered cross-laminated wood panel where one or both of the outer layers were of densified wood and a core, or the core and one of the outer layers were of non-densified wood; as a result, the combined laminate mechanically restrains the set-recovery of the densified layers. Schwarzkopf (2021) successfully impregnated wood with phenol resin in poplar and beech wood. Steam treatments have also been used before densification (Sandberg et al. 2021). Kutnar and Kamke (2012) performed mechanical compression under saturated steam, superheated steam, and transient conditions. They demonstrated that the steam and temperature influenced the set recovery. The results established that considerable fixation of sample dimension can be obtained by compressing the wood in a saturated steam environment at 170 °C and by post-heat-treatment at 200 °C. However, the results indicated that the process had a high energy consumption. Dong et al. (2023) studied a thermal modification process utilizing superheated steam. They demonstrated the positive effect of thermal modification on the fir wood after 12 months of weathering that suggests that this wood species may be more suitable for outdoor applications. Previous literature showed that high temperature alone could permanently fixate the compressive deformation and reduce wood hygroscopicity and set-recovery values (Morsing 1998; Welzbacher et al. 2008). Kamperidou et al. (2013) showed that the swelling and absorption percentage values of the Scots pine wood specimens clearly decreased when thermally treated at 200 °C; the better enhancement of dimensional stability and hygroscopic properties of the treated specimens was reached with the thermal treatment of 8 h at 200 °C. Gabrielli and Kamke (2010) observed an improvement in the dimensional stability of densified wood by combining phenol–formaldehyde and acetic anhydride impregnation with viscoelastic thermal compression. Recent studies by Neyses et al. (2020; 2021) showed that the set-recovery of densified wood could be improved by impregnating wood with ionic liquids and organic superbases. The solutions adopted in previous research were found to be insufficient or highly expensive in terms of energy or cost. They require the implementation of multiple phases, thus raising the difficulty of production. This study investigated the potential use of biochar as a filler to improve set-recovery, and additionally the spring-back behavior and water resistance of wood. Biochar is a by-product of slow pyrolysis, used to produce gas and bio-oil, consisting of amorphous biochar structures and stacked graphene sheets (Xie et al. 2008; Sohi et al. 2009). Biochar is usually hydrophobic and has a higher ignition temperature than wood fiber (Antal et al. 2003). Biochar has been recognised as a promising filler for enhancing the properties of polymers (epoxy resin, rubber) and for wood/polypropylene composites (Das et al. 2015; DeVallance et al. 2016; Zouari et al. 2022).
In the literature there is limited research on combining biochar from woody biomass with solid wood materials to form composites. This research evaluated whether adding biochar particles improves the water resistance contact angle, and bending properties of raw and densified solid wood. Additionally, the study investigated whether or not different wood species (i.e., black poplar, spruce, European fir, and beech) resulted in different set-recovery properties when they included biochar particles and were densified.
2 Materials and methods
Eighty specimens, 220 mm × 20 mm × 20 mm of Black poplar-(P), Spruce-(S), European fir-(F), and Beech-(B were prepared. The specimens were marked with letters representing the type of wood (P = poplar, S = spruce, F = European fir, B = beech) and with numbers representing the type of procedures and treatments performed, as shown in Table 1. Ten samples were prepared for each type of treatment. Before treatment, specimens were conditioned at 20 °C and 60% relative humidity and were there until they reached the equilibrium moisture content value (EMC). After THM treatment, the thickness of the treated samples was changed to lower values. Commercial hardwood biochar (Granfuoco, Biochar Grill Srl, Italy) was used. Proximate analysis was used to characterise the biochar properties since the production conditions were not available.
Twenty specimens of 20 × 20 × 20 mm for each type of wood were cut to determine the initial moisture content of the species. The samples were weighed and placed in a laboratory oven for 24 h at 103 °C. The dry samples were then weighed again. Wood moisture was calculated according to the standard ASTM D4442-20 method B.
2.1 Biochar particle preparation
The biochar used as filler was obtained from grinding the commercial biochar to an average dimension of 38 µm. The biochar particles were prepared using a two-step milling process. Specifically, the biochar was ground using a Pulverisette 25/19 mill (Fritsch GmbH, Germany) set for coarse grinding (< 4 mm particle sieve), followed by fine grinding (< 0.25 mm particle sieve). The final biochar particles were separated in a sieve shaker (Cole-Parmer srl, Italy) with sieve No. 400 (< 38 µm) and stored in closed glass jars until further use. The size of the biochar particles used in the mixture was measured on the laser scattering particle size analyser Horiba LA-960V2 (Horiba ltd., Japan) by using the root for particles in a liquid suspension made of 1% biochar and distilled water. A wet measuring procedure with ultrasonic dispersion was used.
The samples were cut lengthwise in two halves to verify the distribution of the biochar particles and determine which wood species had absorbed a greater quantity of biochar. Images were acquired with the Keyence VHX-6000 digital microscope (Keyence, Japan) at three different points along the specimen; obviously, the point of greatest interest was the center where the greatest difficulty in penetration of the biochar particles was expected.
2.2 Wood impregnation
Mixtures containing 1% (w/w), 2.5% (w/w), and 5% (w/w) biochar and deionised water were prepared; 0.01% (v/v) of ethanol was added to avoid high surface tension of water. The prepared mixture was stirred on the C-MAG HS 7 hotplate stirrer (IKA-Werke GmbH, Germany) at 300 rpm at room temperature for 30 min before impregnation. The samples were embedded with the prepared mixtures (Fig. 1) and impregnated using a vacuum chamber.

Immersion of specimens in biochar + water mixture
Impregnation of wood specimen groups was performed in a specialty-designed Kambič pressure/vacuum chamber (Kambič, Slovenia) at 827,37 Pa for one hour. After impregnation, the samples were dried for 24 h at room temperature and 48 h in a lab oven at 60 °C and placed in the climate chamber for 48 h. The weight and dimensions of the specimens were measured after impregnation, before and after 48 h in a lab oven at 60 °C, and then after 48 h in the climate chamber.
2.3 Thermal-hydro-mechanical treatment (THM)
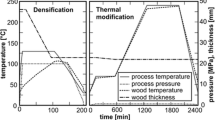
THM-treated samples were densified in a hydraulic, 30-ton capacity Langzauner "Perfect" LZT-UK-30-L model hot press (Lambrechten, Austria) equipped with a water-cooling system. Five specimens of the same initial thickness (20 mm) were pressed simultaneously as a batch, obtaining a 50% reduction in thickness. The upper and lower platens were first pre-heated to 170 °C. Then the specimens were densified using the pressing parameters presented in Table 1. Each specimen was placed in the press at 170 °C and subjected to a pressure of 4 N/mm2 until the target thickness was reached. Once the target thickness was reached, the specimens were held at 170 °C for 3 min. Then both the upper and lower platen temperature was increased to 200 °C for 2 min. Once the final heating cycle was completed, the specimens remained compressed while the platens were cooled to 60 °C. After cooling to 60 °C, the pressure was released. The mass and dimensions were measured before and after densification. The samples were then placed in the climate chamber for 48 h.
2.4 Property evaluation
Set-recovery was studied in the densified wood. Ten specimens for the THM-C and THM procedures and for each species of wood were prepared with dimensions of 20 × 20 × t mm, to make a total of 60 specimens. Set-recovery test cycles consisted of oven dried specimens at 103 (± 3) °C, followed by submersion in water (room temperature) for 24 h, and then oven drying at 103 (± 3) °C. Specimen thickness in the direction of compression was measured before and after submersion for every cycle. In total, five cycles were completed. Set-recovery was calculated using the following formula: set-recovery = (\({t}_{S}\)− \({t}_{C}\))/\({t}_{C}\) where \({t}_{S}\) is oven-dry thickness after soaking and \({t}_{C}\) is oven-dry initial thickness. The Optical Tensiometer Attension Theta Flex Auto 4 (Biolin Scientific, Sweden), with 3D Topography Module was used for contact angle measurements. For each sample, five drops of distilled water were released onto the surface. For each drop, three measurements were recorded at 0, 30, and 60 s, with 0 s equaling the moment the drop of water was released onto the surface of the specimen. For each type of wood, five specimens were tested. To investigate the bending properties of each sample, three-point flexure tests based on ASTM D143 were carried out using the universal testing machine (UTM Zwick-Roell model Z100 with a load cell capacity of 100 kN, Germany). Ten bending specimens for each experiment type were tested. The support span was set at 160 mm, and the crosshead speed was 5 mm/min. Force and deflection were measured and recorded until complete failure, and the modulus of rupture (MOR) and modulus of elasticity (MOE) were determined. Before testing, all specimens were cut to a width of 10 mm.
3 Results and discussion
The size of the biochar particles used for the impregnation of the wood samples was verified through a particle size analysis. The results are shown in the graph (Fig. 2) and the values obtained from the proximate analysis are reported in Table 2.

Biochar particle size analysis
The initial moisture content values measured for spruce, European fir, poplar, and beech were 10.3, 27, 16.9, and 9%, respectively. Between one treatment and another, the specimens were placed in a climatic chamber at a temperature of 20 °C and 60% of humidity. The four wood species were subjected to the procedures reported in Table 3.
Once procedures RM-C1%, THM-C1%, THM, RM-C2.5%, THM-C2.5%, RM-C5%, THM-C5% were performed, all the specimens were subjected to tests (Table 4).
Tables 5, 6, 7 and 8 show the middle points of the cross-section of poplar, spruce, European fir, and beech specimens for a qualitative analysis of impregnation with biochar particles. The side of the reported images corresponds to a sample size of 320 µm. In all wood species, the biochar particles penetrated along the entire cross-section (20 × 20 mm) of the specimen, but the greatest amount remained on the edges (< 2 mm).
3.1 Resistance to water: set-recovery and contact angle tests
He set-recovery values for the densified wood are shown in Fig. 3, while Table 9 shows the mean values and standard deviation of the set-recovery for all the procedures. If we consider the procedures THM-C1% and THM, the average set-recovery values in the densified specimens with 1% of biochar and without it were: 65% with biochar and 73% without biochar for poplar; 57% with biochar and 73.9% without biochar for spruce; 60% with biochar and 69% without biochar for European fir; 75% with biochar and 74% without biochar for beech. Among the THM-C1% treated specimens, a lower set-recovery was obtained in spruce. The European-fir specimens showed the best set-recovery behavior among the densified woods (THM procedure). Therefore, with the same densification, biochar lowered the set-recovery. Statistically significant differences in set-recovery were determined through an ANOVA test, followed by Tukey–Kramer Multiple-Comparison Test. The results showed a statistically significant difference in average set-recovery between densified wood with biochar (1%) and simple densified samples in three species, poplar, spruce, and European fir. However, beech wood showed the same behaviour despite the presence of biochar. Comparing the procedures THM-C2.5% and THM, the average values for set-recovery are: 76.5% with biochar and 73% without biochar for poplar; 83.4% with biochar and 73.9% without biochar for spruce; 80.7% with biochar and 69% without biochar for European fir; 75.9% with biochar and 74% without biochar for beech. Based on statistical analysis, there was a statistically significant difference in average set-recovery between densified wood with biochar (2.5%) and densified samples without biochar for spruce and European fir specimens. However, there was no statistically significant difference found in average set-recovery between densified wood with biochar (2.5%) and densified samples without biochar for poplar and beech specimens. In the THM-C5% and THM procedures, the set-recovery results are: 82.6% with biochar and 73% without biochar for poplar; 83.,8% with biochar and 73.9% without biochar for spruce; 83.1% with biochar and 69% without biochar for European fir; 77.5% with biochar and 74% without biochar for beech. There was a statistically significant difference in average set-recovery between densified wood with biochar (5%) and simple densified samples in poplar, spruce, and European fir. However, there was no statistically significant difference between densified samples with biochar at 5% and simple densified beech wood specimens. By using the biochar as filler in this study, an improvement of set-recovery was observed in the cases in which the impregnation was done with a 1% biochar content. In the case of impregnations with biochar quantities exceeding 1%, the results of the set-recovery process deteriorate for all wood species, except for beech, where no significant variation is observed. The authors suggest that a possible explanation for this behaviour may stem from the saturation of wood porosities with biochar when using a 1% concentration, consequently improving the wood's water resistance. However, in the presence of higher concentrations of biochar, the rupture of wood cell walls occurs due to the increased quantity of biochar particles employed. Specifically for spruce and European fir woods, the values are comparable with the results presented in the literature but foresee the use of non-eco friendly materials such as phenol resin (Schwarzkpof 2020) and are better than the cases in which just thermal modification was done without impregnation (Laine et al. 2016; Gao et al. 2019).

Set-recovery comparison between wood types and procedures
The contact angle was determined at 0, 30, and 60 s taking into account the values at zero time for comparison with literature results. The average values for spruce wood are shown in Fig. 4; there was a statistically significant difference between the raw materials (RM and RM-C1%) due to biochar, the latter showing higher contact angle values. The biochar content did not influence the contact angle results for the densified materials (THM-C1%, THM-C2.5%, THM-C5%, and THM). Considering the densification process, only the RM samples showed a statistically significant difference. In the RM-C1% samples, biochar addition resulted in the same contact angle values as the densified specimens. The densified spruce (THM) showed the highest absolute contact angle value (120°) at 0 s. On the Tukey–Kramer analysis, there was a statistically significant difference in contact angle between the non-densified European fir samples with and without biochar (between RM and RM-C1%, RM-C2.5%, RM-C5%), indicating that biochar particles affected the contact angle values. Specifically, in the non-densified European fir samples, the contact angle increased with an increasing percentage of biochar. The densified specimens had the highest contact angle values, with a value of 110° for THM-C2.5%. However, within the densified specimens (THM, THM-C1%, THM-C2.5%, THM-C5%), there was no statistically significant difference in contact angle as the percentage of biochar increased. The average contact angle values for European fir are reported in Fig. 5. In poplar wood (Fig. 6) the presence of biochar showed no effect. Statistically there was no significant difference in contact angle values due to the presence of biochar particles in both densified and non-densified specimens. The contact angle values for densified samples were higher than the non-densified ones. The THM-C1% samples showed the highest value at 94.12°. In beech samples, THM-C1% showed the highest contact angle (102°) value, and in general the densified specimen values are similar so there is no influence due to the biochar; for the non-densified ones there was no difference in the values with or without biochar particles. The average contact angle values for beech wood are reported in Fig. 7.

Average contact angle values for spruce

Average contact angle values for European fir

Average contact angle values for poplar wood

Average contact angle values for beech wood
In a recent research study that reported a high contact angle value of 97,25° for a treated fir, the wood was impregnated with styrene; the authors found that after the impregnation process, the contact angle values of both undensified and densified fir specimens increased (Pelit and Arisut 2023). In this study fir showed comparable values and in two cases higher values than obtained by Pelit and Arisut (2023). Li et al. (2013) reported that poplar wood treated with monomers synthesised from styrene and methyl metacrylate has a higher contact angle than untreated poplar. Comparing untreated wood (66°) to wood treated with paraffin emulsion (94°), the wood treated with an emulsion of paraffin/acrylate compound had the highest contact angle value of 133° (Jiang et al. 2020).
3.2 Mechanical test results
The average values of the results from mechanical testing are shown in Table 10, the reference values for un-treated woods are from Meier (2023). An ANOVA test following the Tukey–Kramer- Multiple Comparison test was performed on mechanical test results. The data analysis for spruce wood showed a statistically significant difference in MOR values between the densified specimens but not between the non-densified samples. Therefore, the presence of biochar particles seems to have a negative influence only in the case of THM-C1% samples, while in THM-C2.5% and THM-C5%, there was a statistically significant increase in the MOR. THM-C2.5% samples showed the highest values of MOR. The two subgroups, non-densified and densified samples, follow the same trend in statistical difference for MOE and MOR. The mechanical test results for European fir showed no statistical difference in MOR values between RM and RM-C1%, and between THM-C1%, THM-C2.5%, THM-C5%, and THM samples; therefore, the biochar particles did not induce any difference in the behaviour of the material. There was a statistically significant difference in MOR values when comparing non-densified and densified specimens. The MOE values for European fir followed the same trend shown for the MOR values, except when comparing THM and THM-C5%, where there was a significant increase in the elasticity values. In the case of poplar, there was no statistically significant difference in the average MOR between the RM and RM-C1% samples. Given these results, the biochar particles did not appear to improve the MOR of non-THM poplar when 1% biochar was impregnated. However, there was a statistically significant difference between the MOR average values of the densified samples THM-C1% and THM and THM-C2.5% and THM cases. In the case of THM-5% and THM, there was no statistically significant difference in the MOR values, so the biochar did not affect the wood behaviour. If the densification process is considered, there is a statistically significant difference in MOR values between the non-densified and densified materials. For the average MOE, there was no statistically significant difference between THM and THM-2.5%. However, there was a statistically significant difference in average MOE between THM and THM-5%. The bending test results for beech wood showed a statistically significant difference in average MOR between the subgroups of non-densified and densified samples.
4 Conclusion
The aim of this work was to research a technological solution to reduce the use of highly polluting wood protection products in the construction industry. To pursue this objective, biochar was used as a filler and some physical and mechanical properties of different types of wood commonly used in the construction sector were evaluated. The results of this study showed that wood density increased by compressing the wood specimens under suitable moisture and temperature conditions, which changes the mechanical and physical properties of the wood. However, the densified wood was still moisture-sensitive and susceptible to high set-recovery. Specifically, 84% of the deformation was recovered when soaked in water. However, the presence of biochar particles decreased the set-recovery of the wood specimens subjected to densification. The contact angle results, which indicate how the wood surface resists water, showed that the presence of biochar enhanced the waterproof behaviour of material surfaces in non-densified specimens. In contrast, there was no statistically significant improvement in densified specimens when biochar particles were present. Between wood species, spruce had the highest average contact angle values. The different behaviour of the four woods could be explained considering that different wood species have different anatomical and chemical characteristics that affect their surface properties and wettability. Spruce has resin canals that can secrete resinous substances that increase the contact angle. Regarding the mechanical properties, the addition of biochar particles had a positive effect in spruce wood resulting in the highest average MOR values in samples subjected to impregnation treatment with 2.5 and 5% of biochar. However, there was no statistically significant difference in either average MOR or average MOE for the other wood species with and without the presence of biochar. The influence of resin on spruce densification can impact the mechanical properties, density, and overall performance of the densified wood. During the densification there is an increase in spruce density. The interaction between resin and the wood fibers during this process can enhance the resulting strength, hardness, and other mechanical properties of the densified spruce wood. The absence of the resin canals is one of the most important features to distinguish fir from spruce, while poplar and beech have vessels that can influence the capillary forces and penetration of liquids into the wood.
To improve the performance of biochar impregnation, more research is needed to evaluate the impact of using different particle sizes of biochar and customised rather than commercially prepared biochar. Additionally, research is needed on different impregnation processes to obtain better penetration of biochar particles into wood.
References
Antal MJ, Gronli M (2003) The art, science and technology of charcoal production. Ind Eng Chem Res 42:1619–1640
Das O, Sarmah AK, Bhattacharyya D (2015) A novel approach in organic waste utilization through biochar addition in wood/polypropylene composites. Waste Manage 38:132–140
DeVallance DB, Oporto GS, Quigley P (2016) Investigation of hardwood biochar as a replacement for wood flour in wood–polypropylene composites. J Elastomers Plast 48(6):510–522. https://doi.org/10.1177/0095244315589655
Dong H, Hasanagić R, Fathi L, Bahmani M, Kržišnik D, Keržič E, Humar M (2023) Selected mechanical and physical properties of thermally modified wood after field exposure tests. Forests 14:1006. https://doi.org/10.3390/f14051006
Esteves B, Pereira H (2009) Wood modification by heat treatment: a review. BioResources 4(1):370–404
Gabrielli CP, Kamke FA (2010) Phenol-formaldehyde impregnation of densified wood for improved dimensional stability. Wood Sci Technol 44(1):95–104
Gao Z, Huang R, Chang J, Li R, Wu Y (2019) Effects of pressurized superheated-steam heat treatment on set-recovery and mechanical properties of surface-compressed wood. BioResources 14:1718–1730
Haller P, Wehsener J, Ziegler S, (2004) Wood profile and method for the production of the same. U.S. Patent N.10/479439
Jiang J, Chen Y, Cao J, Mei C (2020) Improved hydrophobicity and dimensional stability of wood treated with paraffin/acrylate compound emulsion through response surface methodology optimization. Polymers 12(1):86
Kamperidou V, Barboutis I, Vasileiou V (2013) Response of colour and hygroscopic properties of Scots pine wood to thermal treatment. J for Res 24(3):571–575. https://doi.org/10.1007/s11676-013-0389-y
Kesik HI, Korkut S, Hiziroglu S, Sevik H (2014) An evaluation of properties of four heat treated wood species. Ind Crops Prod 60:60–65. https://doi.org/10.1016/j.indcrop.2014.06.001
Kocaefe D, Huang X, Kocaefe Y (2015) Dimensional stabilization of wood. Curr for Rep 1:151–161
Kutnar A, Kamke F (2012) Influence of temperature and steam environment on set recovery of compressive deformation of wood. Wood Sci Technol 46(5):953–964
Laine K, Segerholm K, Walinder M, Rautkari L, Hughes M (2016) Wood densification and thermal modification:hardeness, set-recovery and micromorphology. Wood Sci Technol 50:883–894
Leonelli C, Mason TJ (2010) Microwave and ultrasonic processing: Now a realistic option for industry, Chemical Engineering and Processing: Process Intensification, 49(9). ISSN 885–900:0255–2701. https://doi.org/10.1016/j.cep.2010.05.006
Li Y-F, Dong X-Y, Ze-G Lu, Liu Y-X (2013) Effect of polymer in situ synthesized from methyl methacrylate and styrene on the morphology, thermal behavior, and durability of wood. J Appl Polym Sci 128(1):13–20
Mantanis GI (2017) Chemical modification of wood by acetylation or furfurylation: a review of the present scaled-up technologies. BioResources 12(2):4478–4489
Meier E (2023) The wood database. Accessed 11 July 2023, available at: https://www.wood-database.com/
Morsing N (1998). Densification of Wood. The influence of hygrothermal treatment on compression of beech perpendicular to gain. Technical University of Denmark. BYG-Rapport No. R-79
Nan N, DeVallance DB, Xie X, Wang J (2015) The effect of bio-carbon addition on the electrical conductive, mechanical, and thermal properties of polyvinyl alcohol/biochar composites. J Composit Mater Adv Online Publ 10:0021998315589770
Navi P, Sandberg D (2012) Thermo-hydro-mechanical wood processing. EPFL Press, New York
Neyses B, Karlsson O, Sandberg D (2020) The effect of ionic liquid and superbase pre-treatment on the spring-back, set-recovery and Brinell hardness of surface-densified Scots pine. Holzforschung 74(3):303–312. https://doi.org/10.1515/hf-2019-0158
Neyses B, Peeters K, Buck D, Rautkari L, Sandberg D (2021) In-situ penetration of ionic liquids during surface densification of Scots pine. Holzforschung 75(6):555–562
Nilsson J, Johansson J, Kifetew G, Sandberg D (2011) Shape stability of modified engineering wood product (EWP) subjected to moisture variation. Wood Mat Sci Eng 6(3):42–49
Pelit H, Arisut U (2023) Roughness, wettability and morphological properties of impregnated and densified wood materials. BioResources 18(1):429–446
Rowell RM (2014) Acetylation of wood- a review. Inter J Lignocellul Prod 1(1):1–27
Sandberg D, Kutnar A, Mantasis G (2017) Wood modification technologies-a review. Iforest 10:895–908
Sandber D, Kutnar A, Karlsson O, Jones D (2021) Wood modification technologies: principles, sustainability, and the need for innovation (1st ed.). CRC Press
Schwarzkopf M (2021) Densified wood impregnated with phenol resin for reduced set-recovery. Wood Mat Sci Eng 16(1):35–41
Sohi S, .Loez-Capel E, Krull E, Bol R 2009. Biochar's roles in soil and climate change: a review of research needs. CSIRO Land and water science report 05/09, 64 pp..
Tendero C, Tixier C, Tristant P, Desmaison J, Leprince P (2006) Atmospheric pressure plasmas a review. Spectrochim Acta Part b 61:2–30
Welzbacher CR, Wehsener J, Rapp AO, Haller P (2008) Thermo-mechanical densification combined with thermal modification of Norway spruce in industrial scale-Dimensional stability and durability aspects. Holz Roh- Werkst 66:39–49
Wolcott MP, Shutler EL (2003) Temperature and moisture influence on compression-recovery behavior of wood. Wood Fiber Sci 35:540–551
Wust, H. (2006). Die Wirkung von Laserstrahlung auf strukturelle, chemische und physikalische Eigenschaften von Holz. Shaker Verlag, Aachen. (The effect of laser radiation on structural, chemical and physical properties of wood.)
Xie X, Goodell B, Qian Y et al (2008) Significance of the hearing rate on physical properties of the biocharized maple wood. Holzforschung 62:591–596
Zouari M, DeVallance DB, Marrot L (2022) Effect of biochar addition on mechanical properties, thermal stability, and water resistance of hemp-polylactic acid (PLA) composites. Materials 15:2271
Acknowledgements
The authors of this work would like to thank and acknowledge the BarkBuild project for the funding. Project BarkBuild is supported under the umbrella of ERA-NET Cofund ForestValue by Vinnova (Sweden), Valsts izglītības attīstības aģentūra (Latvia), Ministry of Education, Science and Sport (MIZS) (Slovenia), Academy of Finland, The Research Council of Norway, and National Science Centre, Poland. ForestValue has received funding from the European Union's Horizon 2020 research and innovation programme under grant agreement No 773324. Furthermore the authors would like thank and acknowledge the European Commission for funding the InnoRenew project (Grant Agreement #739574) under the Horizon2020 Widespread-Teaming program and the Republic of Slovenia (Investment funding of the Republic of Slovenia and the European Regional Development Fund).
Author information
Authors and Affiliations
Contributions
TL wrote the main manuscript text, prepared Figures 3, 4, 5, 6 and 7 and Tables 5, 6, 7, 8 and 9. MM prepared fig.1 and tables 1-3-4 LH prepared table 10 M.Z. prepared figure 2 and table 2 DBD reviewed the entire manuscript and approved the version to be published All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that the work was conducted in the absence of any personal or financial relationships that could be construed as a potential conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Langella, T., Mikulijan, M., Han, L. et al. Modification of wood via biochar particle impregnation. Eur. J. Wood Prod. 82, 773–783 (2024). https://doi.org/10.1007/s00107-023-02032-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-023-02032-4