
Abstract
Despite much research into and development within the complex area of the initial wet web strength of paper, no complete model has yet been developed to describe this property. This type of paper strength is the most important property to ensure an effective paper machine run. Furthermore, the process of strength development in the sheet forming and pressing portion of the process is the basis of the final paper strength. Recent investigations have focused on the surface interactions of fibers on the molecular level. There have also been several innovative findings about fiber swelling and the impact of swelling on the mechanical characteristics of fibers in wet conditions. Overall, progress obtained using new methodologies enables a deeper understanding of the mechanism of strength development. This review discusses these important areas by examining the literature and the authors’ own work to obtain a better understanding of the strength development in wet paper webs. This paper highlights that the fiber morphology and the dryness of the wet web have the greatest impact on the strength of the wet web. As fiber sources and machinery are fixed, the fiber water gel is one of the easiest factors to adjust via the process water quality and the use of chemical additives.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There is a clear trend in the paper industry towards lower grammages and higher machine speeds to increase productivity while conserving resources and energy. Especially in packaging papers, there is a trend to decrease base weight from 110 to 130 g/m2 down to 70 to 90 g/m2 with machine speed up to 1900 m/min (Guldenberg and Schwarz 2004; Müller 2010). Most papers are manufactured on machinery with an open draw downstream of the forming and/or pressing section (Berger and Schramm 2011; Erhard and Kretschmer 2007; Schwarz and Bechtel 2003). Thus, the initial wet web strength (IWWS) is the utmost important factor for setting the paper in the first open draw, where the paper web is transferred without external support in the paper machine. As a result, the IWWS is the central parameter that controls the number of breaks at this point of the production process (Clark 1978c; Edvardsson and Uesaka 2009; Guldenberg and Schwarz 2004; Lindqvist et al. 2012; Miettinen et al. 2009; Salminen 2010), thus determining productivity.
Against this background, it is critical for both scientists and practitioners to understand the effects of forces and conditions that can be influenced, leading to increased IWWS. This understanding is a prerequisite to be able to draw the correct conclusions regarding the development of new processes and additives.
Definition
The IWWS identifies the tensile energy absorption of a wet paper web during the production process. Generally, the designation “initial wet” spans a dryness level from approximately 10 % during web formation up to approx. 60 % in the first dryer. Until approximately 1960, research papers noted dryness levels of approximately 10 %. These values were measured downstream in the forming section or by laboratory web forming equipment. Today, depending on the construction of the forming section and the fibrous material, dryness levels of 18 % up to a maximum of 25 % are achieved.
In this context, it is important to consider the different interactions among interfaces during sheet formation (Fig. 1). Solids are dispersed in water at the headbox and on the wire in stage 1. At the end of the wire and in the pressing section, the water contains both, solids and air, with the air presenting another surface interaction to be considered in stage 2. Stage 3 starts in the press section. From here on, solids and water are in air. Due to these different interfaces and the interactions among solids, water and air, the relationships among these components have a critical impact on paper strength.

In accordance with ISO 3781, the wet strength of a specific paper type indicates the strength of a manufactured paper after remoistening, not to be confused with IWWS. In addition to the IWWS, the dry strength of paper has been extensively studied. As a rule, the term “dry strength” indicates the strength of paper after manufacturing with a dryness level of >85 %. The wet and dry strength of paper follow different rules and principles compared to the IWWS.
This literature review considers the IWWS of paper at dryness levels from approx. 10 to 60 %. This review explains the different behaviors of fibers and additives on paper strength properties, with a focus on the IWWS.
Calculation of IWWS
Page developed a specific function for IWWS based on his equation for the tensile strength of a dry sheet by including the effects of fiber length and coarseness (Page 1969, 1993). Shallhorn enhanced this equation by considering the effect of pressing load (Shallhorn 2002). This incorporates the fiber length and coarseness as fiber morphology parameters, as well as the surface tension of the solvent water. Shallhorn showed that this function is limited to the large-fiber fraction of softwood kraft pulps. When using this Eq. 1, it is important to bear in mind that fines and short fibers are not considered. But those fiber fractions have a great impact on the IWWS and are widely used in papermaking.
In addition, surfactants and web temperature clearly have a significant impact on the surface tension of the water and thus on the IWWS of the paper web.
Calculation of IWWS (Page 1993; Shallhorn 2002).
TIWWS: initial wet web tensile strength; η: friction coefficient between two wet fibers; γ: surface tension of water; L: fiber length; W: fiber width at moisture contents between 20 and 60 %; RBA(dry): Relatively Bonded Area (proportion of the fiber surface contained within a water meniscus); C: fiber coarseness; t: minor axis of the elliptical cross-section of the fiber.
Explanatory levels
To explain the IWWS, results from the reviewed literature is divided by scale and considered systematically at the molecular level (nanometer range), the fiber morphology (micrometer range) and the paper level (macro range). Figure 2 emphasizes the fact that these levels of explanation overlap. This figure shows that although the individual levels are studied separately, it is important to consider that they occur concomitantly, interacting with and influencing each other. These interactions are addressed in papers referenced in the individual chapters and in the section “Integral explanatory models”.

Explanatory levels
As described in the previous paragraph, the strength properties of paper strongly depend on the dryness level, and the IWWS is not an exception. Even in early papers from the last century, several authors noted that certain conditions are responsible for the strength within a sheet of paper at different dryness levels, such as flexible and smooth fibers that enable contact points between fibers (Brecht and Erfurt 1959a, b; Lyne and Gallay 1954a, b). After many years, various authors have begun working on these correlations again, addressing the factors affecting these forces such as capillary forces, van der Waals forces, and entanglement that leads to frictional connections (Hubbe 2006; Tejado and van de Ven 2010; Wågberg 2010; Wågberg and Annergren 1997).
It is well known that the dependence of strength on the dryness level is not linear, but over a certain range exponential. In addition, different forces of different magnitudes such as capillary and frictional forces do overlap at specific dryness levels, resulting in a force responsible for the paper strength in the first open draw.
Given this background, it is necessary to evaluate the measured strength values in relation to their respective dryness levels. The web dryness is influenced by the type of raw material, its composition, and additive usage during sheet formation, even though all mechanical settings for sheet formation and press operation are kept constant. For this reason, the evaluation of IWWS should be done at constant sheet dryness. The effect of changing sheet dryness should be evaluated separately.
Nanometer level (molecular scale)
The nanometer level describes the bonding forces such as electrostatic forces e.g. van der Waals forces. At this level, the approximation of the contacts and bonding forces between fibers and fibrils is the decisive factor. The following paragraphs present the forces and conditions affecting this bonding type according to their mechanistic priority.
If the distances between the solid particles are sufficiently small, electrostatic and van der Waals forces can develop (Israelachvili 2006b; Pelton 1993; Wågberg et al. 1987). Second, the theory of molecular fibrillation and partial solubility has been described (Campbell 1930, 1933; Casey 1960; Clark 1978a). To achieve the most accurate possible fiber and fibril approach, a high degree of fiber flexibility is required, which is significantly influenced by internal hydrogen bonds (Hubbe 2006; McKenzie 1984). External hydrogen bonds between fibers will only form during drying (Forgacs et al. 1957; Lobben 1976; Robertson 1959; Williams 1983). For this reason, external hydrogen bonds are not studied in detail in this paper.
Fiber water gel on the fiber surface
In 1963, Voyutskii proposed the formation of a hydro-gel on macromolecules in “Autohesion and Adhesion of High Polymers” (Voyutskij 1963b). In additional papers, the bonds in wet sheets were explained based on a gel-like surface of the fiber (de Oliveira et al. 2008; Lindqvist et al. 2013; McKenzie 1984; Myllytie 2009).
In principle, the swelling of a gel can be determined by the energies summarized in Eq. 2 (Flory 1953; Katchalsky 1954; Yin et al. 1992):
ΔGelast. elastic free energy of the gel; ΔGmix free energy of mixing of the gel components and the swelling medium; ΔGelectr. electrostatic free energy
In equilibrium the total free energy is 0 and so the following equation is valid:
Total free energy in a gel: ΔG
ΔGelast counteracts the osmotic forces described by ΔGmix and ΔGelectr.. In the case of papermaking fibers it is determined by the constituents of the fiber wall and the arrangement of the different fiber wall layers. ΔGmix is defined by the molecules in the network of the gel, molecular cellulose fibrils, and the solvent water. These mobile molecules form a mix with the polymer and the solvent. ΔGelectr. is specified by the charges within the gel that gives rise to the osmotic pressure. The status ΔG = 0 might be valid before sheet forming and is therefore strongly depending of process water quality and used additives. Dewatering and the corresponding approach of the fibers and fibrils is responsible for interfering the fiber water gel and for the intermediate fiber–fiber bonds (Kibblewhite 1973; Wågberg and Annergren 1997).
Van der Waals forces
If fibers are in sufficient close proximity, van der Waals forces will occur between fibers and fibrils (Eriksson 2006; Hubbe 2006; McKenzie 1984; Pelton 2004; Wågberg and Annergren 1997; Williams 1983) . Figure 3 describes different forces on the surface of cellulose I, II and amorphous cellulose that may act also between the fiber and fibril surfaces.

“Comparison of the interaction force-distance curves between a cellulose sphere and the cellulose I, II and amorphous cellulose surfaces at pH 3.5 and in 0.1 mM aqueous NaCl solution. The interaction with the cellulose I sample (red) is characterized by an electrostatic repulsion, while van der Waals forces and steric interactions predominate with the cellulose II sample (black) and amorphous cellulose sample (grey), respectively” [Reprinted with permission of Eriksson (2006)]
However, this may not be applicable for initially wet paper due to the high water content and the greater distances between the single fibers (Linhart 2005). For interactions to occur, the distances between the fibers and/or fibrils must be very small. The distances described in the literature are between 0.15 and 0.35 nm (Gardner et al. 2008; Linhart 2005). Remarkably, these distances are considerably smaller than the fiber roughness, which ranges between 10 and 10,000 nm (Heinemann et al. 2011). Figure 4 shows an example of an uneven fiber surface of a common never dried softwood fiber.

Uneven fiber surface of a never dried unrefined Nordic bleached softwood kraft (NBSK) fiber in a paper sheet at 20 % dryness
However, if instead of considering the fiber as a smooth, well-formed unit, its actual shape is considered with numerous micro and macro fibrils, especially if it is refined, the formation of van der Waals forces is quite conceivable. In the middle of the image in Fig. 5, two beaten fibers arranged in parallel are bound via fibril bundles from the S1 layer. These fibrils bridge the gap due to interactions between fibers and fibrils.

Fiber–fiber interactions of refined NBSK (SR 30) fibers in a paper sheet at 45 % dryness
Electrostatic forces
A share of the strength developed at low dryness levels may be attributed to acid/base interactions (Gardner et al. 2008; Lindström 1980; Wågberg and Annergren 1997; Williams 1983). As a general rule, carboxyl groups and/or sulfonic acid groups are fixed at lignocellulosic fibers (Sjöström 1989). Therefore, the influence of metallic ions in aqueous solutions must be taken into account. The micro and macro fibrils of the fibers react similarly to polyelectrolytes (Caseri 2009). In water with low conductivity, dispersed fines and fibrils stretch into the surrounding water. High conductivity levels force the fibrils to retract from the surrounding suspension onto the attachment points on the fibers. Both parameters, pH and salt content, have a direct influence on the electrostatic potential and swelling behavior of the fibers. Because of that, these parameters have an indirect effect on the strength formation in both, wet and dry paper (Grignon and Scallan 1980; Nelson and Kalkipsakis 1964a, b; Scallan 1983; Scallan and Grignon 1979). These phenomena can be explained with DLVO theory, named after Derjaguin, Landau, Vervey and Overbeek (Derjaguin 1954; Derjaguin and Landau 1941; Israelachvili 2006b; Pelton 1993; Vervey and Overbeek 1948). The type and amount of salt added to the solvent water has a negative impact on IWWS, similar to the findings of Grignon for dry paper (Belle et al. 2014a; Grignon and Scallan 1980).
Fiber surface
The hypothesis of “dissolved fiber surfaces” was developed in the middle of the twentieth century. This hypothesis assumes that the surfaces of the cellulose fibers partially solute in water and diffuse into each other during sheet formation (Campbell 1930; Casey 1960; Clark 1978a). This approach was later expanded with the explanation that the reduced end groups of the cellulose form a kind of molecular fibrillations that are solvated or partially soluted in water. As a result, the molecular fibrillation rise up, leading to improved availability for bond formation (Clark 1978a). The assumption is that the wetted fiber is surrounded by water and the fibers and fibrils approaching each other during dewatering to such an extent that at first van der Walls bonds and with further drying hydrogen bonds can form. In this regard, Clarks’ theory emphasizes the high bonding capacity of hemicelluloses. For materials with a high percentage of hemicelluloses, there is a relatively high proportion of short molecules, which are more active in bond formation than large molecules when present in an easily accessible, upright state (Clark 1978b). McKenzie developed an additional model based on the adhesion between two plasticized surfaces in respect to Voyutskij’s theory about autohesion and adhesion for high polymers (McKenzie 1984; Voyutskij 1963a). It is assumed that in the intermediate area of two fibers in a plastic state, the micro and macro fibrils are close enough to form molecular alignments (Pelton et al. 2000). Neumans surface force measurements are consistent to these hypothesis and lead to the schematic representation of “dangling tails” on the fiber surface in Fig. 6 that have a length about 60–80 nm (Neuman 1993).

Outline of Neuman’s dangling tail model (Neuman 1993); (Reprinted with permission of The Pulp and Paper Fundamental Research Society)
Internal hydrogen bonds
Internal hydrogen bonds (H-bonds) play a key role with regard to the intermolecular forces within the cellulose. On the one hand the intermolecular H-bonds bind the cellulose chains together and contributes to the lateral strength of the fiber, on the other hand the intramolecular H-bonds contributes to the axial stiffness of the cellulose molecules. These bonds are weakened by the adsorption of water and results in swelling of the fibers (Linhart 2005). The correlation between the Young’s modulus of the fibers and their internal hydrogen bonds is described in detail in the literature (Nissan and Batten 1990; Zauscher et al. 1996, 1997). However, these papers mainly focus on correlations to dry paper. Furthermore, the strong influence of water on the fiber–fiber bonds in paper (Hubbe 2006; McKenzie 1984) has led to a thermodynamic examination of fiber–fiber bond formation (Wågberg 2010).
Measurement techniques
Various technologies have been used to characterize surfaces and measure surface forces at the nanometer level, such as atomic force microscopy (AFM) (Gustafsson et al. 2003; Huang et al. 2009; Koljonen et al. 2003; Leporatti et al. 2005; Paananen 2007; Stenius and Koljonen 2008) and scanning electron microscopy (SEM) (Belle et al. 2015a, 2016; Heinemann et al. 2011; Pye et al. 1965; Tejado and van de Ven 2010; Washburn and Buchanan 1964). These results must be evaluated taking into account the fact that the AFM is in contact with the scanned surface. As a result, AFM can disturb the sensitive fiber surface. In contrast, the SEM has limited resolution when imaging wet samples due to the vacuum required for operation. Sample preparation by freeze-drying and freeze fracturing can remedy this problem for certain resolutions (Belle et al. 2015a, 2016; Pye et al. 1965; Washburn and Buchanan 1964). Thomson used the fluorescence resonance energy transfer method to examine cellulose surfaces (Thomson 2007), which in future may be an additional option for the determination of phenomena occurring on the fiber surface.
These methods enable the visualization of even the smallest changes on fiber surfaces. Whether and to what extent the nanometer scale fiber surfaces have a direct and verifiable influence on the IWWS will only become evident when the two other size ranges are considered, the micrometer and macro scale because of the strong interactions among all three levels.
Micrometer level (fiber morphology)
At the micrometer level, processes between fibers, fillers and additives are studied more closely. First, the interaction between fibers and water is explained by capillary forces and the processes of swelling, gel formation in the proximity of fibers, and hornification. Subsequently, the influence of the fiber characteristics on the IWWS is discussed, including the surface roughness and the complex fiber morphology comprising fiber fractures, fibrils and fines particles. This discussion includes both, the beating and blending of fibrous materials and the measurement techniques used to assess the fiber characteristics.
Capillary forces
Besides drainage pressure and suction in the wire section the capillary forces are acting for the fiber and fibril approach, and as a result are a major factor affecting the IWWS in the early stages of paper dewatering (Campbell 1933; Israelachvili 2006a; Kendall 2001b; Page 1993; Persson et al. 2013; Rance 1980; Schubert 1982; van de Ven 2008; Williams 1983). The capillarity describes the properties of liquids in narrow spaces. Equation 3 shows the formula for the capillarity:
Capillarity
h: height of a liquid column; γ: surface tension liquid-fiber surface; θ: contact angle of water with fiber surface; ρ: density of liquid; g: gravity; r: radius of capillary
The formula shows that as “r” decreases, the capillarity increases. In practice, this relationship can be simplified as displayed in Eq. 4, highlighting the fact that capillary forces are mainly controlled by the thickness of the water film (Lyne and Gallay 1954a, b).
Simplified calculation of capillary forces
FC: capillary force; D: water film thickness between two fibers
The applicability of this theory can be observed during sheet forming. As during the dewatering process the gross of the sheet volume is removed in terms of water, the distances between the fibers decrease, resulting in lower water film thickness, and thus in increasing capillary forces. The resulting capillary force increases. The idealistic model representation of fibers as two cylinders that approach each other during the dewatering process states that the greater the amount of water removed, the closer the fibers come to each other, increasing capillary forces and holding the fibers together (Wågberg and Annergren 1997). Lyne and Gallay showed this in trials with glass fibers (Lyne and Gallay 1954b). However, this model assumes rigid, smooth bodies, and therefore is only a rough approximation of the true phenomenon (Wågberg 2010). This is because fibers have a certain morphology, are flexible, present in various deformed or swollen states, and are very coarse, especially in wet conditions (Belle et al. 2015a; Feiler et al. 2007; Heinemann et al. 2011).
Calculations based on the capillary theory showed lower values than one order of magnitude compared to measured values (Miettinen et al. 2007; Tejado and van de Ven 2010). This shows that besides the capillary force other forces interact and contribute to the IWWS. It is proposed that especially the conformability of the fibers in the network leads to frictional connection that contributes significantly to the IWWS.
Fiber swelling
The “fiber saturation point” (FSP) has been used to characterize the water adsorption and swelling properties (Christensen and Giertz 1965; Scallan and Tigerström 1992; Scallan 1977; Stone and Scallan 1967; Tejado and van de Ven 2010; van de Ven 2008). An additional method of determining the swelling state is to measure the water retention value (Höpner et al. 1955; Thode et al. 1960; Zellcheming 1957). Scallan and Tigerström used the van’t Hoff equation to calculate the bulk modulus of the fiber wall shown in Eq. 5 supposing “that the hydrogen form of the charged groups of the fibers can be taken as a reference state” (Wågberg and Annergren 1997).
Bulk modulus “K” of the fiber wall (Scallan and Tigerström 1992)
In this equation the \(RT\left( {\frac{n}{V}} \right)\) is the osmotic pressure in the fiber wall.
R: gas constant; T: absolute temperature; n: mole of charged groups per kg oven dried pulp; V: Volume of water in the swollen fiber wall; V0: Volume of water in the fiber wall when the charged groups are in their hydrogen form; VC: specific volume of the material in the fiber wall assuming the density to be 1.5 × 103 kg/m3.
The swelling contributes to the fibers’ flexibility, resulting in considerably better entanglement (Barzyk et al. 1997; Brecht 1947; Brecht and Erfurt 1959b; Erhard et al. 2010; Linhart 2005; Lyne and Gallay 1954a, b; Scallan 1983; Weise et al. 1998). The degree of beating enhances or lessens this effect (Brecht and Erfurt 1959b; Kibblewhite 1973; Lindqvist et al. 2011; Salminen 2010). All authors cited above conclude that proper swelling increases the dry strength of the paper. This means that conditions such as beating, alkaline pH and low conductivity contribute to a strong dry paper. There has been done only few research in case of IWWS.
Hornification
Drying and pressing introduces an irreversible change in lignocellulosic fibers resulting in a loss of swelling ability of fibers that is also named hornification (Fernandes Diniz et al. 2004; Pönni et al. 2012; Reeves 1991; Weise 1998; Young 1986). The process of hornification has been divided by Weise (1998) into two different phenomena, called wet and dry hornification. The wet hornification process is defined in a range of 40–70 % dryness and describes the removal of free water from fiber lumen and fiber surface without or with pressing of the wet web. This causes cell wall collapse and pore closure. Thanks to morphological restrains of the fiber cell wall this process stops at a certain point. This kind of hornification is mostly reversible if the fibers are rewetted. Further drying of the wet web results in dry hornification (Bawden and Kibblewhite 1997; De Ruvo and Htun 1981; Laivins and Scallan 1993; Weise 1998), the type of hornification this paper refers to. Depending on the drying temperature this hornification is only partly reversible by mechanical energy or chemical use. The reaction of hydroxyl and carboxyl groups to H-bonds and/or lactone bridge formation in closed pores and collapsed fibers is still under discussion (Fernandes Diniz et al. 2004; Lindström 1986; Lindström and Carlsson 1982; Wang 2006).
The degree of hornification can be measured as the reduction in the water retention value (WRV) (Jayme 1944, 1958). Jayme suggested to calculate the degree of hornification in Eq. 6:
Degree of hornification according to Jayme (1944)
WRV0: initial WRV; WRV1: WRV of hornificated sample
Hornification as a result of drying leads to better dewatering, decreased fiber flexibility and stiffer fibers as well as to a decrease in the dry strength of paper (Lindström and Carlsson 1982; Röder and Sixta 2004; Weise 1998).
Experiments comparing never-dried with dried unbleached, unbeaten spruce sulfite pulp show that hornification leads to a decrease in strength at any dryness level (Brecht and Erfurt 1959b). Own studies with commercial bleached softwood sulfite pulp demonstrate that hornification has a significant negative impact on the strength values at dryness levels greater than 25 % (Belle et al. 2014a). Below 25 % dryness there is a slightly positive effect. The differences in the results can be explained by the higher accuracy of the DIN 54514 method (see also “Macro level—Measurement techniques”).
In experiments about the effect of freezing on pulp properties, Kibblewhite determined that the IWWS decreases as the drying rate increases (Kibblewhite 1980). Similar to other research work, this study argues that the increased fiber rigidity/hornification leads to a reduction in bonding intensity. Adapting the sample preparation process enables the investigation of fiber surface effects and the hornification, characterized by comparing the fiber collapse of conventionally dried samples with freeze-dried samples by means of SEM imaging (Belle et al. 2015a). This study shows that in comparison to conventional drying, freeze-drying leads to significantly reduced fiber, fibril and surface hornification.
Dependent on dryness, hornification affects the IWWS in several ways. Below 25 % dryness, hornificated fibers are stiffer with a lower young-modulus (Scallan and Tigerström 1992), higher friction coefficients and flatter shapes. This leads to denser sheets with better conditions for capillary forces and frictional connection. From 25 % dryness onwards a non-hornificated fiber is needed for better IWWS. Higher young-modulus and a flexible fiber results in better conformability and more initial contact points as well as a better entanglement.
Surface roughness of the fibers
The surface roughness of the fibers is given by the type of wood and is modulated to a significant degree by the pulping process (Fengel and Wegener 1989). Additionally, the fiber surface roughness is specifically influenced by pulp beating and the associated generation of fiber fragments and suspended fibrils. The surface roughness of the individual fibers and the associated fiber–fiber adhesion play an important role in regard to the strength in the wet paper web because they affect the capillary forces during dewatering (Alince et al. 2006; Hubbe 2006; Thomson 2007). Fiber pore sizes also play an important role (Erhard et al. 2010; Scallan and Tigerström 1992; Scallan 1977). However, only a few values for fiber surface structure and roughness were available. Additional values can now be generated by the AFM method published in 2011 describing the scanning of fiber surfaces, including the calculation of the surface roughness and fibril angle of fibers shown in Fig. 7 (Heinemann et al. 2011).

“AFM phase images and corresponding fibril angle and surface roughness parameters for each individual image representing the inner (S2) and outer (ML/P) fiber wall layers… The images are 3 μm × 3 μm”. [Reprinted with permission of Heinemann et al. (2011)]
Sq: RSM (root-mean-squared) roughness; Sku: kurtosis; Ssk: skewness; REF: Reference; OX: chemical treatment of the sample with buffered oxalic acid dihydrate; AC: chemical treatment of the sample with hydrochloric acid
SEM studies by the author show a very large irregularity of the fiber surface of industrially manufactured pulp, caused by fragments of the S1 and S2 fiber wall (Belle et al. 2015a).
Fiber morphology
The fiber morphology is related to the fiber structure. These are primarily given by the wood and pulping type, as well as by beating. In addition to the fiber length, additional fiber characteristics can be calculated by means of image analysis procedures. Generally, when describing fibrous suspensions, the following terminology is used: fiber length, fiber width, kink, curl, coarseness, fibrils, fines and broken fibers (Page et al. 1985; Saren et al. 2013; Weihs and Wätzig 2007).
Studies of unbleached pine sulfate pulp have shown that an increase in fiber length contributes to the IWWS (Seth 1995). This paper further demonstrates that an increase in fiber coarseness will decrease the IWWS. Another investigation on various recovered paper fibers about the influence of beating show that the strength index can be increased from 2.5 to 3.3 Nm/g at a dryness level of 50 % (Klein 2007). After the fiber analysis, Klein attributes the increase in strength to the larger specific surface of the fiber material after the beating process. Thus, a certain extent of beating can increase the IWWS due to the higher portion of fines and the creation of additional surface area on the fibers.
The curl determines the maximum elongation of the paper up to breakage, and can therefore be a direct indicator of the stability of the paper web in the first open draw (Brecht and Erfurt 1959a; Rance 1954). The more pronounced the curl is, the more the fibers can be elongated under tensile load before the fiber structure breaks (Seth et al. 1984; Tejado and van de Ven 2010).
Beating
Many publications have studied the development of paper strength by beating, but only a small number of these studies have focused on the influence of beating on the IWWS (Belle et al. 2016; Bhardwaj et al. 2000; Brecht and Erfurt 1959a; da Silva et al. 1982; Gurnagul and Seth 1997; Kibblewhite and Brookes 1975; Koskenhely et al. 2011; Lindqvist et al. 2011; Robertson 1959). In general, the beating of fibers is a non-specific process during which both the fiber morphology and the particle size distribution are modified in many respects (Banavath et al. 2011; Laitinen et al. 2014). Beating is partly able to reverse hornification and results in better fiber swelling, even with virgin fibers, with all the positive effects on IWWS. The mechanical energy put into the process affects the internal and external fibrillation and enables more contact points for van der Waals bonds in the wet state and more H-bonds in dry state. The change in fiber morphology can be measured as fiber length, coarseness, fines and some other values. For calculation the IWWS as shown by Page (1993) and Shallhorn (2002) only fiber length and coarseness are significant values.
In summary, beating has a strong influence on the fibrous material blend and the fiber morphology, which in turn have a decisive impact on the IWWS.
Fibrils and fines
Fines are in general defined as particle that passes the 100 or 200 mesh wire of e.g. a Bauer McNett fiber classifier and consist of cellulose, hemicelluloses, lignin and extractives (Retulainen et al. 1999). As a rule 0.2 mm is the size that is considered as fines in optical fiber analyzers. Several scientist, amongst others, worked on the topic of using or generating fibrils and fines to enhance the IWWS of paper (Brecht and Erfurt 1959b; Corson and Lobben 1980; Lindqvist 2013; Myllytie et al. 2009; Pye et al. 1965; Retulainen and Salminen 2009; Salminen 2010; Washburn and Buchanan 1964). Fibrils and fibrillar fines are supposed to increase the IWWS by better conformability that leads to improved frictional connection. Salminen (2010) reported that wet web tensile is dependent on quality and amount of fines. An “addition of heavily refined kraft pulp with a high amount of fines to wood containing paper grades could increase the residual tension of wet web significantly…” (Salminen 2010). Lindqvist worked with a harsh and a gently refining strategies (Lindqvist 2013). Pulp that was gently refined generated fines without decreasing the fiber length. The resulting fibers were more flexible and lead to increased wet tensile strength and residual tension. It is concluded that the internal and external fibrillation are critical for the residual tension. The movement of the fibrils and fines during sheet forming is determined by the amount of water in the proximity of the fiber and by the elastic modulus that is in the range of 2–15 MPa for fibers (Myllytie 2009; Nilsson et al. 2001; Scallan and Tigerström 1992). The SEM image performed by the authors in Fig. 8 shows the space between two fibers that is bridged by fibrils (Belle et al. 2015a). The conductivity of the solvent water was below 1 μS/cm, with the result that the fibrils of the fibers were able to move freely in the surrounding water, making contact and bonding with the next fibrils.

Fibrils between two unrefined fibers at 20 % dryness
To facilitate the scientific study of the influence of individual fibrous material components on strength development, a selective approach of using enzymes to reduce the presence of micro and macro fibrils could be useful (Teeri 1997).
Fibrous material blends
The blending of fibrous material components is another possible approach to increase the IWWS. Several authors have shown that a fiber component blend of long fiber, short fiber, flour and mucilaginous substances from groundwood pulp production mainly leads to a higher IWWS compared to the values of the individual components (Back and Andersson 1993; Brecht and Erfurt 1961; Brecht and Klemm 1952). Towards the end of the 1950s, trials have shown (Brecht and Erfurt 1959a) that blending different softwood pulp fractions has an impact on IWWS. These trials show, that the addition of up to 70 % of a beaten pulp fraction results in higher IWWS values. Similar experiments show that a specific blend of refined softwood and ground wood pulp results in a higher IWWS compared with the individual components (Schwarz and Bechtel 2003). This results show that different fiber components have complementary properties that are needed for a good IWWS. The studies reviewed here demonstrate that in each individual case, an optimal fibrous material blend can be found based on chemical and physical principles.
Measurement techniques
The sheet strength comprises the strength values of the individual components of the sheet as well as the strength of the interactions between those components. A variety of methods are available to measure the strengths of individual fibers and of the interactions between fibers. One method involves sample preparation with drops of resin to fix the fibers (Groom et al. 2002; Yu et al. 2010) followed by measurement with special equipment. However, this method is very time consuming. A variety of other approaches have been developed to investigate fiber properties, including the “Zero Span Method” (Burgert et al. 2003; Derbyshire et al. 1996; Futo 1969; Malhaire et al. 2009; Michon et al. 1994; Saketi and Kallio 2011; Saketi et al. 2013). Until now, these measurements have mainly been used in wood research. Meanwhile, the latest measurement techniques enable fibers to be pulled from the fiber network to determine the strength with which it is anchored to the sheet structure (Saketi and Kallio 2011). Another possibility to get a deeper look inside the paper structure is the X-ray synchrotron radiation tomography (Latil et al. 2010; Marulier et al. 2012, 2015; Wernersson et al. 2014). This technique enables researcher to get a 3D-image from the fiber network that might help in the future to get more valid information about fiber contact points and their bonding mechanism.
Macro level (sheet level)
The macro level analysis below addresses a number of aspects. First, an overview of the optimization options including chemical additives and adjustments in the forming and press section of a paper machine will be presented. This is followed by an overview of computer simulations to predict IWWS. This section concludes with a summary of the measurement techniques to determine the strength of wet paper webs.
Chemical additives
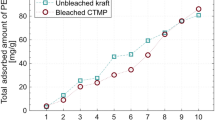
Many paper additives derived from renewable and conventional resources have been developed and tested in recent years. The most popular additive for strength enhancement is starch. The cationic starch manly used for dry strength improvement is not able to increase IWWS of paper, it works quite contrary. This results in a decreased residual tension of about 10 to 15 % at 50 % dryness (Hamzeh et al. 2013; Laleg et al. 1991; Retulainen and Salminen 2009; Salminen 2010). Figure 9 shows this strength loss described in a paper from Retulainen and Salminen 2009. The decrease is explained by steric and electrosteric repulsion that reduces the friction force between the fibers.

The effect of two different starches on residual tension of wet web at 2 % strain (Retulainen and Salminen 2009); (Reprinted with permission of The Pulp and Paper Fundamental Research Society)
As Fig. 9 also shows, with cationic aldehyde starch there is a strength improvement possible at dryness above 45 %. Laleg and Pikulik came some years before to a similar result (Laleg and Pikulik 1991, 1993a). In contrast to the cationic starch, the cationic aldehyde starch is proposed to form a kind of cross linking in the fiber network “with hemiacetal bonds formed between the aldehyde groups of starch and the hydroxyl groups of cellulose” (Pikulik 1997).
CMC is also an additive that is used for strength improvement. Even for wet web it improves the strength in a range of 20–25 % at 50 % dryness (Klein 2007; Myllytie 2009). This might be explained with the more uniform paper by reduced flocculation tendency that results in stronger wet webs (Linhart et al. 1987; Nazhad et al. 2000).
Even a very expensive resource like chitosan is an object of research to improve IWWS. Different researchers got strength improvements > 30 % at dryness between 30 and 55 % (Hamzeh et al. 2013; Klein 2007; Laleg and Pikulik 1992, 1993b; Myllytie 2009; Pikulik 1997; Salminen 2010). The structural similarity with the 1,4-glycosidic bonds are responsible for the adsorption capacity of Chitosan onto Cellulose (Klein 2007). Especially for mechanical pulp the strength improvement is attributed to crosslinking “the fibrous network via imino bonds formed between the primary amino groups of the polymer and the aldehyde groups present in mechanical pulp” (Pikulik 1997).
Guar gum has also been used to improve the IWWS (Myllytie 2009; Weigl et al. 2004). Weigl et al. (2004) were able to improve the strength of about 20 % at a dryness of 30 % with 0,5 % dosage of cationic guar to a pulp for LWC paper production. The effect of guar is attributed to the hydrophilic character, the cationically and uniform charge of the polymer.
Galactoglucomannan (GGM) as a by-product of softwood pulping was recently tested by Lindqvist in 2013. She was able to increase the strength with 3,5 % GGM of about 10 % at 45 % dryness. She used bleached kraft pulp for the laboratory sheets. The GGM is supposed to disperse the fibrils on the fiber that they are more outstretched. In this way, they are able to interact with other fibrils and develop the contact points for web strength (Lindqvist 2013; Lindqvist et al. 2013).
Besides these renewable additives, there exist several conventional chemicals that are used in paper making. One kind of these are surface active chemicals. They are mainly used for stabilizing the paper making process but they influence also the paper strength. For an optimal dosage it has been found that the dewatering of the sheet was improved and the dryness and thereby the IWWS at same process conditions increased (Lindqvist 2013; Retulainen and Salminen 2009). By using oleic acid and defoamer a slight decrease of IWWS was observed (Retulainen and Salminen 2009). These chemicals might interfere the fiber water gel and this results in less contact points between the fibrils.
Another research group developed vinylformamide copolymers to increase the IWWS (Esser et al. 2008; Gels et al. 2012). The presented results are from paper machines and it is proposed that less breaks in the first open draw are a reference for better IWWS.
Various cationic polyacylamides are used to improve dry strength of paper. Despite good results in dry paper, a decrease in IWWS is observed (Alince et al. 2006). The explanation for these phenomena is the steric and electrostatic repulsion of fully polyacrylamide coated fibers. This results in increased distances between fibers with less friction force in the wet web. If the dosage is “below full coverage, fiber flocculation occurs resulting in weak spots in the wet sheet” (Alince et al. 2006).
A selective addition of different additives is a good option for improving IWWS. Salminen added a cationic polyacrylamide (C-PAM) to the short fiber fraction and a cationic starch to the long fiber before mixing them. He observed good results in dewatering and IWWS. The positive effects are explained by the prevented flocculation of the long fibers due to adding the C-PAM to the short fibers including better retention of fines and better sheet formation. In addition it is supposed that “selective addition of chemicals generated pulp with both cationic and anionic surfaces, thus leading to a greater quantity of molecular level interactions” (Salminen 2010). Several other authors got also good results with selective addition of anionic and cationic polyacrylamides (Sutman 2011), microfibrillated cellulose together with anionic and cationic polyethyleneimine (Szeiffova and Alince 2003), as well as chitosan, cationic starch and polyvinyl alcohol (Hamzeh et al. 2013).
Furthermore the spraying technique in the wet end of the paper machine is rediscovered in several recent publications (Oksanen et al. 2011, 2012; Retulainen and Salminen 2009; Salminen 2010). This technology has the advantage that there are almost no interactions between water contaminants and the used additives as well as a very good chemical retention on the web. The dryness of the web is usually >45 % and good results were achieved with CMC (Salminen 2010), Chitosan (Salminen 2010), Guar (Oksanen et al. 2011), Xyloglucan (Oksanen et al. 2011, 2012) and polyvinyl alcohol (Retulainen and Salminen 2009; Salminen 2010). One disadvantage might be the contamination of the felts in the press section with residues of these additives.
In general, while chemical additives can improve the IWWS, their effects are minor compared to those of fiber morphology and dryness. Additionally, most of these additives are hydrophilic (Pelton 2004), with the result that the achievable dryness under given process conditions will be lower, thus limiting the IWWS.
Sheet forming
Studies performed on paper machine forming sections usually emphasize the dewatering speed, retention and web formation. In addition to studies that describe the influence of beating on dewatering and strength (Berger and Schramm 2011; da Silva et al. 1982; Kibblewhite 1973; Lindqvist 2013; Lindqvist et al. 2011, 2012; Lindström and Kolman 1982; Pikulik 1997), there is an extensive body of research papers on dewatering chemicals and the use of mineral fillers (Alince et al. 2006; de Oliveira et al. 2009; Esser et al. 2008; Gärdlund et al. 2003; Hua et al. 2011; Lindqvist et al. 2009; Pikulik 2000; Sutman 2011; Szeiffova and Alince 2003).
Furthermore, the sheet structure and the fiber orientation is largely determined by the condition in the headbox and forming section. The structure in the three dimensions x, y, and z have a major impact on the size of bonds, their distribution in the network and the conformability. This develops frictional connections and entanglement (Ora 2012; Ora and Maloney 2013; Salminen 2010). Figures 10 and 11 show the sheet structure at 20 % dryness for unbeaten and beaten softwood pulp, respectively. Even these laboratory sheets show the entanglement of the fibers at this stage of dewatering that leads to the frictional connections and entanglement.

Sheet structure of unbeaten softwood pulp at SR 12 and 20 % dryness

Sheet structure of beaten softwood pulp at SR 30 and 20 % dryness
Sheet forming is a crucial step in the papermaking process. In this regard the jet to wire ratio has also an important effect on IWWS, because with this parameter the fiber orientation in-or cross machine direction (MD/CD) is adjusted. Increased fiber orientation results in higher MD tensile in wet webs (Kouko et al. 2007; Ora 2012; Salminen 2010).
In recent years for many paper mills the problem area of the first open draw has moved from web transfer to press to web transfer to the drying section. Only for some specialty paper machines the open draw after the forming section is still existent. Especially for their machines, the most important factor to obtain high strength is to achieve the highest possible dryness level at the end of the forming section. Chemical additives and plant adjustments can be used to increase dryness at this point.
Wet pressing
Several authors have addressed the subject of pressing work and compacting in relationship to the development of strength (Brecht 1947; Clos et al. 1994; Edvardsson and Uesaka 2009; Guldenberg and Schwarz 2004; Hua et al. 2011; Kurki et al. 1997; Lobosco 2004; Mardon 1961; Paulapuro 2001; Pye et al. 1965; Stephens and Pearson 1970; Washburn and Buchanan 1964). To summarize the results of these studies, the press work is an external force that causes elastic and plastic flow of the fibers. It can be assumed it supports the already formed capillary and surface forces and it overcomes possible steric or electrostatic repulsive forces. This leads to more closed pores, closer fiber to fiber proximity, a denser web and increased tensile strength of the sheet (Maloney et al. 1997).
Additionally, the press dewatering increases the dryness of the paper. This inspired Shallhorn to improve Page’s method of calculating the tensile strength of wet webs. The increased dryness after the press enhances the ability to separate the paper web from the press felt or press roll into the first open draw. One possibility to increase the dryness after press is to increase the temperature of the sheet during pressing (Back and Andersson 1993; Jantunen 1985). But the higher temperature leads to less “work of straining and both elastically and plastically adsorbed energy” of the wet paper web at constant dryness (Kouko et al. 2014). It is explained by softening of the wet fibers via heating.
A number of studies have investigated the separation of the web from the press roll into a free open draw, attempting to support this process using chemical additives (Edvardsson and Uesaka 2009; Hättich 2000; Mardon 1961, 1976; Oliver 1982; Pikulik 1997; Sutman 2011). All of these optimizations lead indirectly to an increase in the IWWS by increasing the dryness.
Figure 12 shows what happens in the z-direction of paper during dewatering, pressing and drying. At 20 % dryness there is much space between the fibers and especially at fiber crossings a water film with resulting capillary forces are imaginable. Further dewatering and pressing leads to a compacted sheet at 45 % dryness. This results in elastic and plastic flow and to force induced conformability. Some fibers are wet hornificated. The mechanic force leads to more contact points and a higher proportion of fiber surfaces contained within a water meniscus increases. The drying of the sheet up to a dryness of 95 %, see Fig. 12, results in dry hornification of the fibers. They look like completely flattened ribbons. The sheet is dense and the distance between the fibers is small. Fiber crossings reach a maximum contact area and bonding capability.

Decreasing distance between fibers effected by dewatering, pressing and drying; handsheets of unrefined bleached kraft pulp (Belle et al. 2015b)
Simulation
As it is complex and expensive to perform experiments, particularly in recent years a significant amount of research work has been carried out using simulations of paper machines, with the focus on the effects of various process parameter on the IWWS (Edvardsson and Uesaka 2009; Jantunen 1985; Kulachenko and Uesaka 2010; Lappalainen and Kouko 2011; Lobosco 2004; Matheas et al. 2011; Salminen 2010; Zimmermann 2012). These studies have mainly focused on wire and press dewatering and on the behavior of paper in the paper machine at increasing machine speed. Experiments indicate the effects of variables like press impulse, densification, dryness, papers’ elastic modulus and release from press roll to the first open draw. Among others these have been incorporated into more or less extensive simulation calculations and black box models.
In this manner, it is currently possible to predict the IWWS within certain limits and for certain machine parts. These simulations significantly simplify both the configuration of the paper machine during planning and construction based on the raw material properties as well as the determination of the guaranteed IWWS values (Schwarz and Bechtel 2003). In spite of these shortcomings, the number of breaks caused by insufficient IWWS can be estimated and minimized.
Measurement techniques
IWWS can be measured using a variety of methods. Brecht described an early method (Brecht and Volk 1954; Zellcheming 1966) using a force elongation device that permits the testing of wet or dry paper in accordance with the possibilities available at that time. He used this method in a variety of studies. The disadvantage of this measurement is that the sample is fixed horizontally by two weights. These weights are pressing the wet sample and this eventually results in pressing water into the testing area. This leads to a high variance of measurements. Additional methods have been developed (Alince et al. 2006; Andrews et al. 1945; Jantunen 1985; McCallum 1957; SCAN 1981, 2005; Stephens and Pearson 1970; TAPPI 1997).
The German DIN standard “Testing of paper and board—Determination of the IWWS by tensile test” DIN 54514 2008 was issued in 2008 for the measurement of the IWWS. This method is suitable for the measurement of the entirety of forces that act on the sensitive paper web. However, the determination of the dryness of each sample is essential for the correct assignment of the measured forces. A prerequisite to ensure appropriate conclusions for practical applications. As shown, the result of the IWWS depends strongly not only on the dryness level but also on the speed of the tensile test. The higher the drawing speed, the higher the tensile strength is. This indicates that the measured IWWS may depend on the conditions in the paper machine to a significant degree. High machine speeds result in different loads compared to slower running equipment. Therefore, the visco-elastic properties of the paper play an important role (Andersson and Sjöberg 1953; Hardacker 1970; Retulainen and Salminen 2009; Skowronski and Robertson 1986). For this reason, recent studies have used a speed of 1000 mm/s (Kouko et al. 2007; Kurki et al. 2004). However, the DIN 54514 standard refers to the straining rate from DIN ISO 1924-3:2007-06. This standard specifies a strain rate of only 100 mm/min (1.667 mm/s). This significantly lower speed was chosen to avoid an influence of the inertia of the measurement equipment during testing (Schwarz and Bechtel 2003). Nevertheless, Kurki and others did comprehensive research on wet web tensile and relaxation characteristics with extensive findings as shown above.
Recent developments in pilot plant scale are able to measure additional parameters. Tanaka et al. (2009) reported about wet web rheology by means of “a wet web winder installed on a pilot paper machine” . This enables the measurement of dynamic stress–strain relationship considering the strain of unrolling. Ora did a similar investigation but used rewetted reels (Ora 2012).
In addition to the measurement technique itself, the assessment and correlation to the boundary conditions is of particular importance. The “failure envelope method” evaluates the strength and elongation values in relation with the dryness (Seth et al. 1982). This enables an assessment of the applied forces and the resulting elongation at different dryness levels on the runability of wet webs. Additionally, statistical experimental planning enables the calculation of the importance of the used factors. Thus, it is possible to make significantly more precise statements to explain observed phenomena and to optimize the paper production process in a better way (Belle et al. 2014b).
Integral explanatory models
As described in the sections on the nanometer, micrometer and macro levels, different chemical, physical and mechanical forces are involved in the development of paper strength during the processes of dewatering and drying. These may be complementary to each other, overlap each other or counteract one another. In the late 1950s, Brecht defined different stages of strength development (Fig. 1), which depend to a considerable degree on the dryness of the paper web (Brecht and Erfurt 1959a, b). In 2010, two explanatory models with three different phases of strength development were published by Tejado and Erhard (Erhard et al. 2010; Tejado and van de Ven 2010). These are expanded upon in the following paragraph based on own observations and experiments summarized in Fig. 13. At the top of the diagram the involved forces are shown. The bottom part illustrates the conditions to get the best IWWS. The arrow shows the contrariness of the needed conditions between the two phases of strength development.

Overview about the initial strength development of the wet web
During the first phase, up to a dryness level of ~25 %, capillary forces can be assumed to be prevalent. These forces develop in the structure due to progressive dewatering and result in frictional connection and entanglement (Belle et al. 2014a; Kallmes et al. 1977; Kendall 2001a; Williams 1983). With further dewatering, the fibers progressively collapse (Belle et al. 2015a; Paavilainen 1993a, b; Weise et al. 1996; Weise and Paulapuro 1996), with the result that the macroscopic and mechanical interlocking and felting of fibers increases the entanglement and frictional connections (de Oliveira et al. 2008; Tejado and van de Ven 2009; Williams 1983). Rigid, smooth fibers are best suited for this phase of strength development, as they support the capillary forces and interlocking at large distances between fibers (Belle et al. 2014a).
In the second phase, at dryness levels of >~25 % up to ~60 %, attractive van der Waals and repulsive forces occur in accordance with the DLVO theory (Derjaguin 1954; Derjaguin and Landau 1941; Israelachvili 2006b; Pelton 1993; Wågberg and Annergren 1997). In contrast to the first phase of strength development, in this second phase a flexible, visco-elastic, soft and coarse fiber surface is required, which stimulates the formation of larger contact areas between fibers (Kendall 2001b; Lindström et al. 2005; Nanko and Ohsawa 1989; Nilsson et al. 2000; Pelton 1993; Persson et al. 2013). Figure 14 shows the schematic illustration of bonding formation (Nanko and Ohsawa 1989).

Schematic illustration of bonding layer formation process; (Reprinted with permission of The Pulp and Paper Fundamental Research Society)
In this phase, the gel formation in the proximity of the fibers is an important parameter affecting the formation of contact points (Kibblewhite 1973; McKenzie 1984; Voyutskij 1963b; Wågberg and Annergren 1997). These forces are supported by the diffusion of polymer chains of dissolved cellulose on the fiber surface and by wood polysaccharides, particularly xylan (Casey 1960; Clark 1978a; McKenzie 1984; Pelton 1993). In this phase, the distances between the fiber surfaces and fibrils are already so small that self-assembly take place. This enables the fibrils to form bonds between fibers (Belle et al. 2015a; Persson et al. 2013; Pönni et al. 2012; Yan and Li 2013).
The dry content in the first open draw of modern paper machines is >40 %, even 60 % is possible if it is in the first drying section.
During the third and final phase until the final dried paper is obtained, hydrogen bonds are established and reinforced by the increasing dryness level (McKenzie 1984; Nissan and Batten 1990; Wågberg and Annergren 1997).
Conclusions
This paper discusses the knowledge obtained from several decades of research on IWWS; summarizes the newest insights about the surface interactions of fibers, fiber swelling and new methodologies; and interpret these findings. Various forces and factors influencing the IWWS are presented and placed in context. The effects were separated into the size ranges of nanometer, micrometer and macro scale. The corresponding forces and phenomena from the literature and from own work are assigned to the appropriate ranges.
While summarizing the complex field of IWWS it might be reduced to a three-dimensional system: dryness, forces and conditions.
On one hand the maximum level of dryness should be reached to get the utmost strength values and best pick up from wires, rolls and felts used. On the other hand, the dryness level indicates, which forces are acting while holding the wet web together. For each certain dryness level the best conditions have to be chosen to get highest tensile strength and best relaxation characteristics.
For older, mainly specialty paper machines the dryness below 25 % is still relevant. In this range the conformability of the fiber network has big influence on the frictional connection of the wet web. The friction coefficient between two wet fibers and the coarseness are important parameters. Besides this, the capillary force is acting. This involves the conditions of water quality like surface tension at water-fiber surface, contact angle, density of the water and particularly the water film thickness between adjacent fibers. Thanks to the progressive dewatering this is a highly dynamic system with e.g. starting of fiber collapse and increasing sheet density.
State of the art paper machines have dryness levels between 25 and 60 % at the first open draw. Based on mechanical pressure in the press section the steric repulsive force might be overcome and the number of contact points increases rapidly. At this stage a flexible, viscoelastic and smooth fiber is needed. Fines and fibrils are creating van der Waals bonds backed by the fiber water gel and beyond of this. The fiber water gel is important for wooden polysaccharides like xylan and other hemicelluloses to interdiffuse and to build up another kind of bonding via attraction and repulsive force according to the DLVO theory. Strong H-bonds and chemical bonds between fibers, fibrils and fines are unlikely because of too much remained water in the wet web and other mild reaction conditions like relatively low temperature.
At the end, there is no doubt that two factors are particularly important: the dryness level of the wet web and the fiber morphology. Chemical additives can improve the IWWS at intermediate dryness levels of approximately 30–60 %. In practice, the fiber water gel is the easiest factor to adjust by controlling the process water quality and the use of chemical additives.
Furthermore, developments in measurement techniques, micro robotics and computed tomography promise to improve our ability to measure the existing forces and to describe the mechanisms of strength formation.
Remark
All samples and SEM images were prepared as described in “Demonstration of Strength Development in Initial Wet Paper Web using Field Emission-Scanning Electron Microscopy (FE_SEM)” (Belle et al. 2015a).
References
Alince B, Vanerek A, De Oliveira MH, van de Ven TGM (2006) The effect of polyelectrolytes on the wet-web strength of paper. Nord Pulp Paper Res J 21:653–658. doi:10.3183/NPPRJ-2006-21-05-p653-658
Andersson O, Sjöberg L (1953) Tensile studies of paper at different rates of elongation. Sven Papp 56:615–624
Andrews IH, Bledsoe RC, Collicutt SA (1945) Pulp Pap Mag Can 46:681–689
Back L, Andersson L (1993) The effect of temperature on wet web strength properties. Tappi J 76:164–172
Banavath HN, Bhardwaj NK, Ray AK (2011) A comparative study of the effect of refining on charge of various pulps. Bioresour Technol 102:4544–4551. doi:10.1016/j.biortech.2010.12.109
Barzyk D, Page D, Ragauskas A (1997) Acidic group topochemistry and fibre-to-fibre specific bond strength. J Pulp Pap Sci 23:J59–J61
Bawden A, Kibblewhite R (1997) Effects of multiple drying treatments on kraft fibre walls. J Pulp Pap Sci 23:J340–J346
Belle J, Kleemann S, Odermatt J (2014a) Giving deeper insights into the mechanisms of initial wet web strength development by an advanced explanatory model. Paper presented at the international symposium on applied interface chemistry, München, 25th and 26th of Feb 2014
Belle J, Kleemann S, Odermatt J (2014b) Weighing of different impact factors on wet web strength by full-factorial design of experiments. BioResources 9:1830–1844
Belle J, Kleemann S, Odermatt J, Olbrich A (2015a) Demonstration of strength development in wet paper web using field emission-scanning electron microscopy (FE-SEM). BioResources 10:4204–4225. doi:10.15376/biores.10.3.4204-4225
Belle J, Kleemann S, Odermatt J, Olbrich A (2015b) Making fiber-fiber bonds visible. Paper presented at the 249th ACS National Meeting “Cellulose and renewable materials” divsion of the ACS session: cellulose in solid state and solution—structure, chemistry and reaction mechanisms: Anselme Payen Award; symposium in honor of Thomas Rosenau, Denver, Colorado, USA, 22–26 Mar 2015
Belle J, Kleemann S, Odermatt J, Olbrich A (2016) A new method showing the impact of pulp refining on fibre–fibre interactions in wet webs. Nord Pulp Pap Res J 31:204–211
Berger H, Schramm S (2011) Erhöhung der initialen Nassfestigkeit durch Mahlung unter Einsatz von chemischen Additiven. PTS-News 10:10–11
Bhardwaj NK, Rajan V, Sood YV, Kapoor SK (2000) Wet web properties of some indigenous pulps and possibilities to improve the paper machine runnability for bagasse pulp. In: International nonwood fibre pulping and papermaking conference. Central Pulp & Paper Research Institute (CPPRI), Saharanpur, IN
Brecht W (1947) Die Messung der Nassfestigkeit von Papieren. Das Pap 1:126–132
Brecht W, Erfurt H (1959a) Neue Einblicke in die Zugfestigkeit von Papieren. Das Pap 13:583–592
Brecht W, Erfurt H (1959b) Wet web strength of mechanical and chemical pulps of different form composition. TAPPI 42:959–968
Brecht W, Erfurt H (1961) Neuere Untersuchungen über den Einfluß des Formcharakters von Holzschliff auf die Festigkeit von Schliffblättern. Wochenbl für Pap 89:1136–1144
Brecht W, Klemm KH (1952) Das Strukturgemisch eines Holzschliffes als Schlüssel für die Kenntnis seiner technologischen Eigenschaften. Wochenbl für Pap 80:364–370
Brecht W, Volk W (1954) Kraft-Dehnungsmessung an Papieren im Zustand initialer Nässe. Das Pap 8:365–370
Burgert I, Frühmann K, Keckes J, Fratzl P, Stanzl-Tschegg SE (2003) Microtensile testing of wood fibers combined with video extensometry for efficient strain detection. Holzforschung 57:661–664
Campbell WB (1930) Hydration of cellulose by beating. Pulp Pap Mag Can 29:185–190
Campbell WB (1933) The cellulose–water relationship in papermaking. Forest Service Bulletin. Department of the Interior; Forest Products Laboratories of Canada, Canada, Ottawa
Caseri W (2009) Polyelektrolyte. Georg Thieme Verlag. http://roempp.thieme.de/roempp4.0/do/data/RD-16-03194. Accessed 2 May 2016
Casey JP (1960) Nature of fiber bonding. Pulp and paper—chemistry and chemical technology, vol 2, 2nd edn. Interscience Publishiers Inc., New York, pp 664–721
Christensen P, Giertz H (1965) The cellulose/water relationship. In: Bolam F (ed) Consolidaton of the paper web—3rd fundamental research symposium, vol 1., Pira International Leatherhead, Cambridge, pp 59–84
Clark JdA (1978a) Molecular fibrillation and partical solubility. Pulp technology and treatment for paper, 1st edn. Miller Freeman Publications, Inc., San Francisco, pp 151–152
Clark JdA (1978b) Pulp technology and treatment for paper, 1st edn. Miller Freeman Publications, Inc., San Francisco
Clark JdA (1978c) Structure of wood and other fibers. Pulp technology and treatment for paper, 2nd edn. Miller Freemann Publications Inc., San Francisco, pp 125–144
Clos RJ, Edwards LL, Gunawan I (1994) A limiting-consistency model for pulp dewatering and wet pressing. Tappi J 77:179–187
Corson SR, Lobben TH (1980) Wet web properties are increased by fines fraction. Pulp Pap Can 81:90–95
da Silva C, Marton R, Granzow S (1982) Effect of beating on wet web properties. Tappi J 65:99–103
de Oliveira MH, Maric M, van de Ven TGM (2008) The role of fiber entanglement in the strength of wet papers. Nord Pulp Paper Res J 23:426–431. doi:10.3183/NPPRJ-2008-23-04-p426-431
de Oliveira MH, Tejado A, van de Ven TGM (2009) Effects of fillers on the wet web strength of paper. Nord Pulp Paper Res J 24:141–147
De Ruvo A, Htun M (1981) Fundamental and practical aspects of paper-making with recycled fibres. In: The role of fundamental research in paper making, vol 1, pp 195–225
Derbyshire H, Miller ER, Turkulin H (1996) Investigations into the photodegradation of wood using microtensile testing. Holz als Roh- und Werkst 54:1–6
Derjaguin B (1954) A theory of the heterocoagulation, interaction and adhesion of dissimilar particles in solutions of electrolytes. Discuss Faraday Soc 18:85–98
Derjaguin B, Landau L (1941) The theory of stability of highly charged lyophobic sols and coalescence of highly charged particles in electrolyte solutions. Acta Phys Chim USSR 14:331–354
Edvardsson S, Uesaka T (2009) System stability of the open draw section and paper machine runnability. In: I’Anson SJ (ed) Advances in pulp and paper research—14th fundamental research symposium, vols 1–3. Pira International, Oxford, pp 557–576. ISBN: 978-0-9545272-6-6
Erhard K, Kretschmer J (2007) Ensuring the runnability of SC and LWC papers made from deinked recycled fibre pulp as a cost-effective substitute for chemical pulp. Papiertechnische Stiftung, Heidenau
Erhard K, Arndt T, Miletzky F (2010) Energy savings and control of paper properties by chemical modifications of pulp fibres. Eur J Wood Wood Prod 68:271–280. doi:10.1007/s00107-010-0462-6
Eriksson M (2006) The influence of molecular adhesion on paper strength. PhD Thesis, KTH, Royal Institute of Technology
Esser A, Rübenacker M, Schall N, Baumann P, Krüger E, Kuhn J (2008) Strength for the future—modern concepts and mechanisms for the strengthening of paper. Paper presented at the 17. Internationales Münchner Papier Symposium, München
Feiler AA, Stiernstedt J, Theander K, Jenkins P, Rutland MW (2007) Effect of capillary condensation on friction force and adhesion. Langmuir 23:517–522
Fengel D, Wegener G (1989) Wood chemistry, ultrastructure, reactions. Walter de Gruyter, Berlin
Fernandes Diniz J, Gil M, Castro J (2004) Hornification—its origin and interpretation in wood pulps. Wood Sci Technol 37:489–494. doi:10.1007/s00226-003-0216-2
Flory PJ (1953) Principles of polymer chemistry. Cornell University Press, Ithaca, London
Forgacs OL, Robertson AA, Mason SG (1957) The hydrodynamic behaviour of papermaking fibres. In: Bolam F (ed) Fundamentals of papermaking fibres—1st fundamental research symposium, vol 1. Technical Section of the British Paper and Board Maker’ Association (Inc.), Cambridge, pp 447–473
Futo LP (1969) Qualitative und quantitative Ermittlung der Mikrozugeigenschaften von Holz. Holz als Roh- und Werkst 27:192–202
Gärdlund L, Wågberg L, Gernandt R (2003) Polyelectrolyte complexes for surface modification of wood fibres: II. Influence of complexes on wet and dry strength of paper. Colloids Surf A 218:137–149
Gardner DJ, Oporto GS, Mills R, Samir MASA (2008) Adhesion and surface issues in cellulose and nanocellulose. J Adhes Sci Technol 5:545–567
Gels W, Hömmen H, Isermann R, Blum R, Esser A (2012) Einsatz eines Vinylformamid-Copolymers zur Steigerung von Festigkeiten und Produktivität. Wochenbl für Pap 140:925–929
Grignon J, Scallan AM (1980) Effect of pH and neutral salts upon the swelling of cellulose gels. J Appl Polym Sci 25:2829–2843. doi:10.1002/app.1980.070251215
Groom LH, Mott L, Shaler SM (2002) Mechanical properties of individual southern pine fibers. Part I. Determination and variability of stress-strain curves with respect to tree height and juvenility. Wood Fiber Sci 29:14–27
Guldenberg B, Schwarz M, Mayer M (2004) High-speed production of wood free paper grades—an ongoing challenge. Paper Presented at the PulPaper, Helsinki
Gurnagul N, Seth R (1997) Wet-web strength of hardwood kraft pulps: wet-web tensile strength decreases with increasing fibre wall thickness. Pulp Pap Can 98:44–48
Gustafsson J, Ciovica L, Peltonen J (2003) The ultrastructure of spruce kraft pulps studied by atomic force microscopy (AFM) and X-ray photoelectron spectroscopy (XPS). Polymer 44:661–670
Hamzeh Y, Sabbaghi S, Ashori A, Abdulkhani A, Soltani F (2013) Improving wet and dry strength properties of recycled old corrugated carton (OCC) pulp using various polymers. Carbohydr Polym 94:577–583. doi:10.1016/j.carbpol.2013.01.078
Hardacker KW (1970) Effects of loading rate, span and beating on individual wood fiber tensile properties. In: Page D (ed) Physics and chemistry of wood pulp fibers, vol 8. Special Technical Association Publication (Tappi), Appleton, New York
Hättich T (2000) Impact of press roll adhesion on paper machine runnability and sheet quality. Pap Puu 82:393–397
Heinemann S, Wang S, Peltonen J, Kleen M (2011) Characterization of fiber wall surface structure of chemically modified TMP fibers from Norway spruce. Nord Pulp Pap Res J 26:21–30
Höpner T, Jayme G, Ulrich JC (1955) Bestimmung des Wasserrückhaltevermögens (Quellwertes) von Zellstoffen. Das Pap 9:476–482
Hua X, Owston T, Laleg M (2011) Wet-web strength and pressability of highly-filled sheets. Paper presented at the PaperCon 2011, Cincinnati, USA
Huang F, Li K, Kulachenko A (2009) Measurement of interfiber friction force for pulp fibers by atomic force microscopy. J Mater Sci 44:3770–3776. doi:10.1007/s10853-009-3506-8
Hubbe MA (2006) Bonding between cellulosic fibers in the absence and presence of dry-strength agents—a review. BioResources 1:281–318
Israelachvili JN (2006a) Contrasts between intermolecular, interparticle and intersurface forces. Intermolecular and surface forces, 2nd edn. Academic Press, Amsterdam, pp 152–175
Israelachvili JN (2006b) Electrostatic forces between surfaces in liquid. Intermolecular and surface forces, 2nd edn. Academic Press, Amsterdam, pp 213–259
Jantunen J (1985) Visco-elastic properties of wet webs under dynamic conditions. In: Baker CF (ed) VIIIth Fundamental research symposium, vol 8th. Pira International, Oxford, pp 133–162
Jayme G (1944) Mikro-Quellungsmessungen an Zellstoffen. Wochenbl für Pap 72:187–194
Jayme G (1958) Properties of wood celluloses. II. Determination and significance of water retention value. Tappi J 41:180A–183A
Kallmes OJ, Bernier G, Peres M (1977) A mechanistic theory of the load-elongation properties of paper—in four parts; Part 2: the characteristics of fibers taken into account. Pap Technol Ind 18:243–245
Katchalsky A (1954) Polyelectrolyte Gels. In: Butler JAV, Randall JT (eds) Progress in biophysics and biophysical chemistry, vol 4. Academic Press Inc., New York and Pergamon Press Ltd., London, pp 1–59
Kendall K (2001a) Molecular adhesion and its applications: the sticky universe. Springer Us Kluwer Academic/Plenum Publishers, New York
Kendall K (2001b) More intricate mechanisms: raising and lowering adhesion. Molecular adhesion and its applications: The Sticky Universe. Springer Us Kluwer Academic/Plenum Publishers, New York, pp 155–178
Kibblewhite RP (1973) Effects of beating on wet web behaviour Research Report No 633. New Zealand Forest Service
Kibblewhite R (1980) Effects of pulp freezing and frozen pulp storage on fibre characteristics. Wood Sci Technol 14:143–158
Kibblewhite R, Brookes D (1975) Factors which influence wet web strength of commercial pulps. Appita 28:227–231
Klein M (2007) Improving the initial wet web strength (IWWS) of deinked recycled fibre pulps through fibre modification by means of strength-enhancing additives. Papiertechnische Stiftung, Heidenau
Koljonen K, Österberg M, Johansson LS, Stenius P (2003) Surface chemistry and morphology of different mechanical pulps determined by ESCA and AFM. Colloids Surf A 228:143–158
Koskenhely K, Robinson D, Weckroth R (2011) Neue Anwendungen für Mahlgarnituren mit feinem Messer- und Nutenprofil. Wochenblatt für Pap 139:103–106
Kouko J, Salminen K, Kurki M (2007) Laboratory scale measurement procedure of paper machine wet web runnability: part 2. Pap Puu 89:424–430
Kouko J, Retulainen E, Kekko P (2014) Straining and relaxation properties of wet paper during heating. Mech Time Depend Mater 18:697–719. doi:10.1007/s11043-014-9246-4
Kulachenko A, Uesaka T (2010) Simulation of wet fibre network deformation. In: Progress in Paper Physics, Montreal, Canada, 2010. FPInnovations
Kurki M, Vestola J, Martikainen P, Pakarinen P (1997) The effect of web rheology and peeling on web transfer in open draw. In: 4th International Conference of Web Handling, pp 527–543
Kurki M, Kekko P, Kouko J, Saari T (2004) Laboratory scale measurement procedure of paper machine wet web runnability. Part 1. Pap Timber (Pap ja puu) 86:256–262
Laitinen O, Joensuu I, Niskanen T, Niinimäki J (2014) Analysis of the external fibrillation. IPW 68:46–52
Laivins GV, Scallan AM (1993) The mechanism of hornification of wood pulps. In: Baker CF (ed) Products of papermaking—Xth fundamental research symposium, vol 2., 10th Fundamental Research Symposium Pira, Oxford, pp 1235–1260
Laleg M, Pikulik II (1991) Web Strength increase by a cationic aldehyde starch. Paper presented at the Tappi Papermakers conference
Laleg M, Pikulik II (1992) Strengthening of mechanical pulp webs by chitosan. Nord Pulp Pap Res J 7(174–180):199. doi:10.3183/NPPRJ-1992-07-04-p174-180
Laleg M, Pikulik II (1993a) Modified starches for increasing paper strength. J Pulp Pap Sci 19:J248–J255
Laleg M, Pikulik II (1993b) Unconventional strength additives. Nord Pulp Paper Res J 8:41–47
Laleg M, Pikulik II, Ono H, Barbe M, Seth R (1991) Paper strength increase by a cationic starch and a cationic aldehyde starch. Paper presented at the PAPRICAN 88th annual meeting, Montreal, Canada
Lappalainen T, Kouko J (2011) Determination of local strains and breaking behaviour of wet paper using a high-speed camera. Nord Pulp Pap Res J 26:288–298
Latil P, Orgéas L, Geindreau C, Dumont P, du Roscoat SR (2010) Towards the 3D in situ characterisation of deformation micro-mechanisms within a compressed bundle of fibres. Compos Sci Technol 71:480–488
Leporatti S et al (2005) Interaction forces between cellulose microspheres and ultrathin cellulose films monitored by colloidal probe microscopy—effect of wet strenght agents. J Colloid Interface Sci 281:101–111. doi:10.1016/j.jcis.2004.08.047
Lindqvist H (2013) Improvement of wet and dry web properties in papermaking by controlling water and fiber quality. Abo Akademi University, Turku
Lindqvist H, Salminen K, Kataja-aho J, Sundberg A, Holmbom B, Retulainen E (2009) Effect of electrolytes, pH and surface tension on dry and wet web properties. J Pulp Pap Sci 35:148–154
Lindqvist H, Salminen K, Kataja-aho J, Retulainen E, Fardim P, Sundberg A (2011) Effect of fines on dewatering, wet and dry web properties. Paper presented at the PaperCon 2011, Cincinnati, USA
Lindqvist H, Salminen K, Kataja-aho J, Retulainen E, Fardim P, Sundberg A (2012) The effect of fibre properties, fines content and surfactant addition on dewatering, wet and dry web properties. Nord Pulp Pap Res J 27:104–111
Lindqvist H, Holmback J, Rosling A, Salminen K, Holmbom B, Auer M, Sundberg A (2013) Galactoglucomannan derivatives and their application in papermaking. BioResources 8:994–1010
Lindström T (1980) Effect of chemical factors on fiber swelling and paper strength. Das Pap 34:561–568
Lindström T (1986) The porous lamellar structure of the cell wall. In: Bristow JA, Kolseth P (eds) Paper, structure and properties, vol 8., International Fiber Science and Technology Series Marcel Dekker, New York, pp 99–109
Lindström T, Carlsson G (1982) The effect of carboxyl groups and their ionic form during drying on the hornification of cellulose fibers [pH, paper properties, tensile strength, swelling]. Svensk Papperstidning 85
Lindström T, Kolman M (1982) Effect of pH and electrolyte concentration during beating and sheet forming on paper strength. Svensk Papp 85:R140–R145
Lindström T, Wågberg L, Larsson T (2005) On the nature of joint strength in paper—a review of dry and wet strength resins used in paper manufacturing. Paper presented at the Advances in Paper Science and Technology—13th fundamental research symposium, Cambridge, UK
Linhart F (2005) Some thoughts on the mode of action of paper strength agents. Wochenbl für Pap 133:662–672
Linhart F, Horn D, Eisenlauer J, Hemel R (1987) Monitoring and control of formation by means of a fiber optic flocculation sensor. Wochenbl Pap 115:331–338
Lobben T (1976) Tensile stiffness of paper. Part 2. Activation studied by freeze drying. Nor Skogindustri 30:43–48
Lobosco V (2004) On the modelling of mechanical dewatering in papermaking. PhD Thesis, Royal Institute of Technology
Lyne LM, Gallay W (1954a) Fiber properties and fiber-water relationships in relation to the strength and rheology of the wet webs. TAPPI 37:581–596
Lyne LM, Gallay W (1954b) Studies in the fundamentals of wet web strength. TAPPI 37:698–704
Malhaire C et al (2009) Experimental setup and realization of thin film specimens for microtensile tests. Rev Sci Instrum. doi:10.1063/1.3077153
Maloney TC, Li TQ, Weise U, Paulapuro H (1997) Intra-and inter-fibre pore closure in wet pressing. Appita J 50:301–306
Mardon J (1961) The release of wet paper webs from various “papermaking surfaces”. Appita J 15:14–34
Mardon J (1976) Theoretical and experimental investigations into peeling of paper webs from solid-surfaces. Pap Ja Puu-Pap Timber 58:797–815
Marulier C, Dumont PJJ, Orgeas L, Caillerie D, Rolland Du Roscoat S (2012) Towards 3D analysis of pulp fibre networks at the fibre and bond levels. Nord Pulp Pap Res J 27:245–255
Marulier C, Dumont PJ, Orgéas L, Rolland du Roscoat S, Caillerie D (2015) 3D analysis of paper microstructures at the scale of fibres and bonds. Cellulose 22:1517–1539. doi:10.1007/s10570-015-0610-6
Matheas J, Erdt M, Altmann S (2011) Zugversuch: simulation liefert mehr als Labor. PTS-News 10:6
McCallum (1957) A new wet-web strength tester and its application in paper mill process reseach and control. Pulp Pap Mag Can 48:232–240
McKenzie AW (1984) The structure and properties of paper Part XXI: the diffusion theory of adhesion applied to interfibre bonding. Appita J 37:580–583
Michon SGL, Polman IE, Staniszewski P, Militz H (1994) The use of a microtensile strength bench for testing the strength of growth rings of softwoods and hardwoods parallel to the grain. Holz als Roh- und Werkst 52:176–178
Miettinen P, Ketoja J, Klingenberg D (2007) Simulated strength of wet fibre networks. J Pulp Pap Sci 33:198–205
Miettinen PPJ, Kekko P, Kouko J (2009) Relaxation of wet paper by simulations and laboratory-scale experiments. Nord Pulp Pap Res J 24:381–387. doi:10.3183/NPPRJ-2009-24-04-p381-387
Müller M (2010) Propapier PM2 GmbH—ein Gigant von Weltklasse. Wochenblatt für Papier Fabrikation 138:272–280
Myllytie P (2009) Interactions of polymers with fibrillar structure of cellulose fibres: a new approach to bonding and strength in paper. PhDThesis, University of Technology
Myllytie P, Holappa S, Paltakari J, Laine J (2009) Effect of polymers on aggregation of cellulose fibrils and its implication on strength development in wet paper web. Nord Pulp Pap Res J 24:125–134. doi:10.3183/NPPRJ
Nanko H, Ohsawa J (1989) Mechanisms of fibre bond formation. In: Baker CF, Punton VW (eds) Advances in paper science and technology—9th fundamental research symposium: fundamentals of papermaking, vol 2., Mechanical engineering publications limited London, Cambridge, pp 783–830
Nazhad MM, Harris EJ, Dodson CT, Kerekes RJ (2000) The influence of formation on tensile strength of papers made from mechanical pulps. Tappi J 83:63–71
Nelson P, Kalkipsakis C (1964a) The behavior of salts of a carboxymethylated eucalypt kraft pulp. TAPPI 47:170–176
Nelson P, Kalkipsakis C (1964b) The Carboxymethylation of a Eucalypt Kraft Pulp. TAPPI 47:107–109
Neuman R (1993) Surface force measurement in paper making systems. In: Baker CF (ed) Products of papermaking—10th fundamental research symposium, vol 2., Pira internationalLeatherhead, Oxford, pp 969–1021
Nilsson B, Wågberg L, Gray D (2000) Conformability of wet pulp fibres at small length scales. Mid Sweden University, Sundsvall
Nilsson B, Wågberg L, Gray D (2001) Conformability of wet pulp fibres at small length scales. Paper presented at the 12th fundamental research symposium, Oxford, UK
Nissan AH, Batten GL (1990) On the primacy of the hydrogen bond in paper mechanics. Tappi J 73:59–164
Oksanen A, Retulainen E, Kataja-aho J, Kemppainen K, Hakala T, Pere J (2011) Kombinierte online- und offline-Information der Wet Web Runnability und der Endproduktqualität aus Versuchen an einer Pilotmaschine. Paper presented at the PTS Faserstoff Symposium, Dresden, 23 Nov 2011
Oksanen A, Retulainen E, Kataja-aho J, Somerkallio M, Xu C, Brumer H (2012) Effects of non-charge polysaccarides on runnability of wet web and efficiency of fibre material. IPW Das Pap 66:51–54
Oliver JF (1982) Adhesive film properties affect web adhesion and release from press rolls. TAPPI 65:119–123
Ora M (2012) The effect of web structure on wet web runnability. Aalto University, Espoo
Ora M, Maloney T (2013) The effect of moisture and structure on wet web strength and its variation—a pilot scale approach using dry and rewetted mill made papers. Paper presented at the advances in paper science and technology—15th fundamental research symposium, Cambridge, 8–13 Nov 2013
Paananen A (2007) On the interactions and interfacial behaviour of biopolymers: an AFM Study. PhD Thesis, Åbo Akademi University
Paavilainen L (1993a) Conformability, flexibility and collapsibility of sulphate pulp fibres. Pap Puu 75:689–691
Paavilainen L (1993b) Importance of cross-dimensional fibre properties and coarseness for the characterisation of softwood sulphate pulp. Pap Puu 75:343–350
Page D (1969) A theory for the tensile strength of paper. Tappi J 52:674–681
Page DH (1993) A quantitative theory of the strength of wet webs. Pulp Pap Sci 19:J175–J176
Page D, Seth R, Jordan B, Barbe M (1985) Curl, crimps, kinks and microcompressions in pulp fibres: their origin, measurement and significance. Paper presented at the VIIIth Fundamental Research Symposium, Oxford
Paulapuro H (2001) Wet pressing—present understanding and future challenges. Paper presented at the Fundamental Research Symposium, Oxford, UK
Pelton R (1993) A model of the external surface of wood pulp fibers. Nord Pulp Pap Res J 8:113–119
Pelton R (2004) On the design of polymers for increased paper dry strength: a review. Appita J 57:181–190
Pelton R, Zhang J, Wågberg L, Rundlöf M (2000) The role of surface polymer compability in the formation of fiber/fiber bonds in paper. Nord Pulp Pap Res J 15:400–406. doi:10.3183/NPPRJ-2000-15-05-p400-406
Persson BN, Ganser C, Schmied F, Teichert C, Schennach R, Gilli E, Hirn U (2013) Adhesion of cellulose fibers in paper. J Phys Condens Matter 25:1–11. doi:10.1088/0953-8984/25/4/045002
Pikulik II (1997) Wet web properties and their effects on picking and machine runnability. Pulp Pap Can 98:T487–T491
Pikulik II (2000) The effect of papermaking chemistry on the initial sheet strength and machine runnability. Paper presented at the scientific and technical advances in wet end chemistry, Barcelona, 20 June 2000
Pönni R, Vuorinen T, Kontturi E (2012) Proposed nano-scale coalescence of cellulose in chemical pulp fibers during technical treatments. BioResources 7:6077–6108
Pye I, Washburn O, Buchanan J (1965) Structural changes in paper on pressing and drying. In: Bolam F (ed) Consolidaton of the paper web—3rd fundamental research symposium, vol 1., Techn. Sect.British Paper and Board Makers Assoc, Leatherhead, Cambridge, pp 353–369
Rance H (1954) Effect of water removal on sheet properties. TAPPI 37:640–654
Rance HF (1980) The Raw materials and processing of papermaking. In: Rance HF (ed) Handbook of paper science, vol 1. Elsevier Science Ltd., Amsterdam, Oxford, New York, pp 209–291
Reeves RH (1991) Fibrous raw materials for papermaking. In: Thorp BA (ed) Paper machine operations, vol 7., Pulp and paper manufacture, 3rd edn. Tappi Press, Atlanta, pp 26–53
Retulainen E, Salminen K (2009) Effects of furnish-related factors on tension and relaxation of wet webs. In: I’Anson SJ (ed) advances in pulp and paper research—14th fundamental research symposium, vol 2. Pira International, Oxford, pp 1019–1038. ISBN: 978-0-9545272-6-6
Retulainen E, Niskanen K, Nilsen N (1999) Fibers and bonds. In: Niskanen K (ed) Paper physics, vol 16. Papermaking science and technology. Finnish Paper Engineers’Association and TAPPI
Robertson A (1959) The physical properties of wet webs. TAPPI 42:969–978
Röder T, Sixta H (2004) Thermal treatment of cellulose pulps and its influence to cellulose reactivity. Lenzinger Berichte 83:79–83
Saketi P, Kallio P (2011) Microrobotic platform for making, manipulating and breaking individual paper fiber bonds. Paper presented at the international symposium on assembly and manufacturing (ISAM), Tampere, Finland, 25–27 May 2011
Saketi P, Mikczinzki M, Fatikow S, Kallio P (2013) Methode for investigation of aged fibre–fibre bonds with micro- and nano-robotic tool. Paper presented at the advances in paper science and technology—15th fundamental research symposium, Cambridge, 8–13 Nov 2013
Salminen K (2010) The effects of some furnish and paper structure related factors on wet web tensile and relaxation characteristics. University of Technology, Lappeenranta
Saren M-P, Niskanen T, Ruonala J, Kalkaja T, Riippa T (2013) New innovations for the study of fibre furnish characteristics. Appita J 66:39–44
Scallan AM (1977) The Accommodation of Water within Pulp Fibres. In: Baker CF (ed) Fibre-water interactions in paper-making—VIth fundamental research symposium, vol 6th. Pira International, Oxford, pp 9–29
Scallan A (1983) The effect of acidic groups on the swelling of pulps: a review. Tappi J 66:73–75
Scallan AM, Grignon J (1979) The effect of cations on pulp and paper properties. Svensk Papp 82:40–46
Scallan A, Tigerström A (1992) Swelling and elasticity of the cell walls of pulp fibres. J Pulp Pap Sci 18:J188–J193
SCAN (1981) Initial wet web tensile strength, stretch and tensile engery absorption after wet pressing; 35% dry matter content vol SCAN 12:77 Scandinavian Pulpl, Paper and Board Testing Committee
SCAN (2005) Initial wet-web tensile strength, stretch and tensile energy absorption; 25% dry matter content vol SCAN-CM 31:77. Scandinavian Pulp, Paper and Board Testing Committee
Schubert H (1982) Kapillarität von Flüssigkeitsbrücken zwischen Partikeln. Kapillarität in porösen Feststoffsystemen. Springer, Berlin, pp 98–175
Schwarz M, Bechtel K (2003) Initiale Gefügefestigkeit bei der Blattbildung—initial structural strength in sheet formation. Wochenbl für Pap 131:950–957
Seth R (1995) The effect of fiber length and coarseness on the tensile strength of wet webs: a statistical geometry explanation. Tappi J 78:99–102
Seth R, Barbe MC, Williams JCR, Page DH (1982) The strength of wet webs: a new approach. Tappi J 65:135–138
Seth RS, Page DH, Barbe MC, Jordan BD (1984) The mechanism of the strength and extensibility of wet webs. Svensk Papp 87:R36–R43
Shallhorn PM (2002) Effect of moisture content on wet-web tensile properties. J Pulp Pap Sci 28:384–387
Sjöström E (1989) The origin of charge on cellulosic fibres. Nord Pulp Pap Res J 4:90–93
Skowronski J, Robertson AA (1986) The deformation properties of paper: tensile strain and recovery. J Pulp Pap Sci 12:J20–J25
Stenius P, Koljonen K (2008) Surface characterization of mechanical pulp fibers by contact angle measurement, polyelectrolyte adsorption, XPS, and AFM. In: Hu TQ (ed) Characterization of lignocellulosic materials. Blackwell, Oxford, pp 36–59. doi:10.1002/9781444305425.ch3
Stephens JR, Pearson AJ (1970) The control of pulp and papermaking processes by wet web evaluation. Appita 23:261–278
Stone JE, Scallan AM (1967) The effect of component removal upon the porous structure of the cell wall of wood. II Sewelling in water and the fiber saturation point. TAPPI 50:496–501
Sutman FJ (2011) The influence of filler content and process additives on wet web strength and runnability. Paper presented at the PaperCon 2011, Cincinnati, USA
Szeiffova G, Alince B (2003) Wet web strength development. Paper presented at the internationale conference chemical technology of wood, pulp and paper, Bratislave, 19 Nov 2003
Tanaka A, Asikainen J, Ketoja JA (2009) Wet web rheology on a paper machine. In: I’Anson SJ (ed) The fundamental research symposium, vol 14. Pira International, Oxford, pp 577–595. ISBN: 978-0-9545272-6-6
TAPPI (1997) Wet tensile breaking strength of paper and paperboard vol T-456wd-07. Tappi Press
Teeri TT (1997) Crystalline cellulose degradation: new insight into the function of cellobiohydrolases. Trends Biotechnol 15:160–167
Tejado A, van de Ven TGM (2009) The strength of wet paper: capillary forces or entanglement friction? Paper presented at the international paper and coating chemistry symposium Hamilton, Canada
Tejado A, van de Ven TGM (2010) Why does paper get stronger as it dries? Mater Today 13:42–49
Thode E, Bergomi J, Unson R (1960) The application of a centrifugal water-retention test to pulp evaluation. TAPPI 43:505–512
Thomson CI (2007) Probing the nature of cellulosic fibre interfaces with fluorescence resonance energy transfer. PhD Thesis, School of chemistry and biochemistry
van de Ven TGM (2008) Capillary forces in wet paper. Ind Eng Chem Res 47:7250–7256. doi:10.1021/ie800423r
Vervey EJW, Overbeek JTG (1948) Theory of the Stabilization of Lyophobic Colloids. Elsevier, Amsterdam
Voyutskij SS (1963a) Autohesion and adhesion of high polymers. In: Vakula VL (ed) Effects of mechanical and chemical treatment of substrate surface on adhesion, vol 4. Wiley Interscience Publ., New York, p 222ff
Voyutskij SS (1963b) Autohesion and adhesion of high polymers. Polymer reviews, vol 4. Wiley Interscience Publ., New York
Wågberg L (2010) Key Note: linking fundamental adhesion measurements to paper properties. Paper presented at the applied interface chemistry, München
Wågberg L, Annergren G (1997) Physicochemical characterization of papermaking fibres. In: Baker CF (ed) Advances in Paper Science and Technology-11th Fundamental Research Symposium, vol 1, Cambridge, pp 1–82
Wågberg L, Winter L, Ödberg L, Lindström T (1987) On the charge stoichiometry upon adsorption of a cationic polyelectrolyte on cellulosic materials. Colloids Surf 27:163–173
Wang X (2006) Improving the papermaking properties of kraft pulp by controlling hornification and internal fibrillation. University of Technology, Helsinki
Washburn O, Buchanan J (1964) Changes in web structure on pressing and drying. Pulp Pap Mag Can 65:T400–T408
Weigl C, Hruschka H, Nowak E, Tiefenthaler H (2004) Addition and mode of action modified galactomannans in the paper manufacture and paper finishing. Wochenbl für Pap 132:1493–1502
Weihs J, Wätzig D, Rauch R (2007) Modernste Online-Faseranalytik zur Mehrwertsteigerung bei der Papierherstellung. Paper presented at the faserstoff-symposium, Dresden
Weise U (1998) Hornification: mechanisms and terminology. Pap Puu 80:110–115
Weise U, Paulapuro H (1996) Der Zusammenhang zwischen Faserschrumpfung und Verhornung. Das Pap 50:328–333
Weise U, Maloney T, Paulapuro H (1996) Quantification of water in different states of interaction with wood pulp fibres. Cellulose 3:189–202
Weise U, Hiltunen E, Paulapuro H (1998) Verhornung von Zellstoff und Maßnahmen zu ihrer Reversion. Das Pap 52:V14–V19
Wernersson ELG, Borodulina S, Kulachenko A, Borgefors G (2014) Characterisations of fibre networks in paper using micro computed tomography images. Nord Pulp Pap Res J 29:468–475
Williams DG (1983) A fiber network model theory for the wet web strength of paper. Tappi J 66:159–162
Yan D, Li K (2013) Real contact area between fibers surfaces. paper presented at the advances in paper science and technology—15th fundamental research symposium, Cambridge, 8–13 Nov 2013
Yin Y-L, Prud’homme RK, Stanley F (1992) Relationship between poly(acrylic acid) gel structure and synthesis. ACS Symp Ser 480:91–113
Young RA (1986) Structure, swelling and bonding of cellulose fibers. In: Young RA, Rowell RM (eds) Cellulose—structure, modification an hydrolysis. Wiley, New York u.a., pp 91–128
Yu Y, Jiang Z, Fei B, Wang G, Wang H (2010) An improved microtensile technique for mechanical characterization of short plant fibers: a case study on bamboo fibers. J Mater Sci. doi:10.1007/s10853-010-4806-8
Zauscher S, Caulfield DF, Nissan AH (1996) The influence of water on the elastic modulus of paper, Part I: extension of the H-bond theory. Tappi J 79:178–182
Zauscher S, Caulfield DF, Nissan AH (1997) Influence of water on the elastic modulus of paper. Part 2: verification of predictions of the H-bond theory. Tappi J 80:214–223
Zellcheming (1957) Bestimmung des Wasserrückhaltevermögens (Quellwertes) von Zellstoffen vol FA TEST IV/33/57. FA Halbstoff- und Papierprüfung (TEST), Verein der Zellstoff- und Papierchemiker und Ingenieure Zellcheming
Zellcheming (1966) Merkblatt VI/1/66 Prüfung von Holzstoffe. Verein der Zellstoff- und Papier-Chemiker und—Ingenieure
Zimmermann B (2012) Online-Prediction of wet web strength, 1 Dec 2009 edn. Papiertechnische Stiftung, Heidenau, Germany
Acknowledgments
Financial support for this project (“Initiale Nassfestigkeit von Papier” AZ 1000_11) was provided by the Bayerische Forschungsstiftung, Munich.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Belle, J., Odermatt, J. Initial wet web strength of paper. Cellulose 23, 2249–2272 (2016). https://doi.org/10.1007/s10570-016-0961-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-0961-7