
Abstract
Titanium and its alloys exhibit a favorable integration of characteristics, including notable strength and high resistance to corrosion. However, they are deficient in terms of wear resistance and thermal conductivity, among other properties. The aforementioned limitations impose constraints on the utilization of these alloys across diverse applications. Currently, various strategies involving the utilization of composite materials are being implemented in order to address and mitigate these previously mentioned limitations. The utilization of micro- or nano-sized reinforcements has been employed to improve the characteristics of the metal matrix. Diverse techniques are employed to uniformly distribute the reinforcement within the matrix, thereby generating titanium metal matrix composites (TMCs). The use of TMCs has become increasingly prevalent in diverse sectors, including defense, automotive, aerospace, and biomedical, owing to their remarkable characteristics, which encompass lower weight, higher specific strength, and compatibility with biological systems. The present study discusses various manufacturing techniques, including spark plasma sintering (SPS), additive manufacturing, and vacuum melting. This study further examines different reinforcements that are considered in the production of TMCs. The current study also investigates the effects of reinforcements on properties such as mechanical and tribological characteristics. The study demonstrated that the incorporation of reinforcements resulted in enhanced properties.
Similar content being viewed by others

Introduction
Titanium is the fourth most abundant element in the earth’s crust, yet it is not found pure. As a result, the challenges in refining the metal make it expensive. Titanium is a significantly less dense metal, with a density of 4.51 g cm−3. At low temperatures, pure titanium and the majority of its alloys have an HCP crystal structure, which is referred to as α-titanium. At high temperatures, they form a stable BCC structure known as β-titanium [1]. Figure 1a shows the grades in pure Ti and Fig. 1b represents the different Ti-alloys.

a Grades of pure titanium. b Various titanium alloys
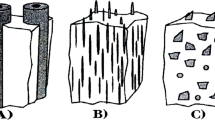
Titanium alloys possess significant commercial utility due to their exceptional properties. However, it is important to acknowledge that alloys also possess certain limitations. Extensive research is being conducted on metal matrix composites (MMCs) based on titanium in order to obtain high-quality properties for various applications. MMCs are composite materials composed of two or more distinct materials, resulting in a combination of properties that are challenging to achieve using monolithic materials. The primary focus of this study involves the utilization of matrices as the predominant material, integrated by additional reinforcements. Within the context of metal matrix composites (MMCs), it is imperative that the matrix material employed is of a metallic nature. Commonly employed reinforcements include fibers, whiskers, and ceramics. Within composite materials, the matrix serves the purpose of distributing externally applied forces to the reinforcement, thereby mitigating any potential deformation in terms of both size and shape. Composite materials have been developed to overcome the limitations of monolithic materials in order to achieve a favorable combination of properties, including low density and high specific properties [2, 3]. Aluminum, titanium, magnesium, and other similar materials are commonly favored as matrices due to their distinctive properties. The primary criterion for a high-quality metal matrix composite (MMC) is the presence of both brittleness and ductility, exhibited by the reinforcement and matrix materials, respectively. Monolithic materials exhibit inferior properties in comparison to MMCs. These characteristics possess notable advantages, including exceptional strength, low density, high stiffness, excellent wear resistance, favorable properties under elevated temperatures, and a low thermal expansion coefficient [4,5,6]. The selection of reinforcement is a crucial factor in the preparation of composites. Reinforcement materials are available in various forms, including fibers, whiskers, and particulates. In general, reinforcement is characterized by its strength and rigidity. Due to these inherent characteristics, it is possible to produce a monolithic material through the incorporation of reinforcement materials. However, a significant limitation of said material resides in its inherent brittleness. Despite their ability to endure significant levels of stress, these entities exhibit a tendency to experience sudden and severe failures, devoid of any discernible indicators or forewarnings [5]. When reinforcement is incorporated into a composite material, the matrix imparts ductility to the composite, while the reinforcement contributes to its brittleness. It is imperative for the reinforcement to exhibit identical thermal expansion or contraction characteristics as the matrix material. Researchers have selected various materials as reinforcements in order to investigate the effects of reinforcement. The mechanical characteristics of composites are influenced not only by the reinforcement but also by the purity of the matrix [7]. Figure 2 illustrates a range of inorganic reinforcements that are employed in the manufacturing process of MMCs.

Various reinforcements employed in MMCs
Multilayer graphene holds significant importance as reinforcement due to its favorable thermal and mechanical characteristics [8]. The proper dispersion of GNFs within the reinforcement leads to the development of excellent characteristics in the matrix. In recent years, carbon nanotubes have gained significant prominence as a reinforcement material due to their exceptional physical, electrical, thermal, and mechanical properties. Carbon nanotube-reinforced MMCs are extensively utilized in a diverse range of applications. One of the primary obstacles associated with CNTs pertains to achieving a consistent dispersion within the matrix, primarily due to the presence of Vander Waals forces. These forces are responsible for the phenomenon of clustering of CNTs. High shear mixing, ultrasonication, and surface oxidation are among the processes commonly employed by researchers. Titanium nitride (TiN) is a highly promising reinforcement material that can significantly enhance the properties of titanium. In a study conducted by P.H.C. Camargo et al., it was observed that TiN exhibits favorable thermal and chemical stability when subjected to elevated temperatures. Additionally, TiN shows a robust interfacial bonding, resulting in exceptional resistance to creep, as well as enhanced stiffness and strength [9]. In recent times, TiB has been recognized as a more appropriate reinforcement for Ti as of its less residual stresses development in composite [10]. It is quite fascinating to record that TiB and Ti have almost the same coefficient of thermal expansion [11] and equal density [12].T.M.T.Godfrey et.al fabricated titanium MMCs with gas atomized Ti as a matrix and TiB as a reinforcement. The mechanical milling process was used for mixing of matrix with reinforcement and they have investigated the milling time effect on the distribution of reinforcement [13]. Fan Z et. al reported that B27 and C32 are the crystal structures of TiB and TiB2, respectively, and the growth of TiB occurs along [010] direction and that of TiB2 along < 1100 > direction [14]. Gorsse et. al reported that TiB is the effective reinforcement due to its minimal residual stresses, higher stiffness, and chemical stability. Recent research has indicated that boron carbide exhibits notable tribological properties, low density, high hardness, and the ability to form intermetallic compounds when used as a reinforcement for titanium. These characteristics contribute to the enhancement of the resulting composition’s properties. After diamond, the hardest material is cubic boron nitride (CBN). CBN is employed in high-temperature applications owing to its excellent thermal and chemical stability [15]. CBN is also used as reinforcement in applications where the wear resistance of composite should be high. For specific property enhancement, functionally gradient materials (FGM) are generally used. TiB and TiC are very good reinforcements for a functionally gradient material as they enhance its properties. SiC is also another important reinforcement which is used in titanium composites. The continuous SiC fiber-reinforced titanium MMCs are extensively utilized in aerospace applications at higher temperatures. Recently Si3N4 attracted much attention as a reinforcement owing to its fantabulous characteristics at higher temperatures such as high strength, excellent oxidation, high hardness, and wear resistance [16].Yttrium was also utilized as a reinforcement in the production of Ti MMCs. Yttrium is one of the rare earth metals; the incorporation of rare earth metals increases the machinability of Ti. So, the machinability of Ti-Y composites is more than the pure Ti specimens [17]. Izabela et al. developed a new Ti MMC by using Ti64 and biogenic ceramic. The composites are produced using the spark plasma sintering (SPS) process. The obtained results suggest that the developed composites exhibit exceptional thermal and mechanical characteristics as a result of interactions between the filler and matrix [18]. Hengpei Pan et al. studied the impact of numerous reinforcements (graphene, graphite, and B4C) on the properties of Ti MMCs. The findings pertaining to the properties (mechanical) indicate that B4C exhibited the highest efficacy in enhancing both strength and hardness. On the other hand, the impact of graphite and graphene on strengthening was found to be similar [19]. Joseph et al. produced TiB-reinforced α-Ti composites. The results revealed that the composite hardness exceeded 10.4 GPa, and an elastic modulus surpassed 165 GPa. These values correspond to increases of 304% and 170% in hardness and modulus, respectively, compared to pure α-Ti [20].Yang Zhou et al. investigated the influence of in situ TiB on the microstructure and properties of composites. The composites exhibit a uniform microstructure characterized by a noticeable reduction in grain size. The Ti-2.0 ZrB2 composite exhibits exceptional properties (mechanical), including a YS of 579.0 MPa, UTS of 734.6 MPa, and an elongation of 21.4%. In comparison, pure Ti has corresponding values of 507.0 MPa, 632.4 MPa, and 14.2%, respectively [21]. Xue et al. developed Ti64/rGOs/Al2O3 composites through the SPS technique. The composite material consisting of 0.5 wt.% of rGOs/Al2O3 has demonstrated a significantly enhanced YS and UTS. Specifically, the composite material exhibited a YS of 950 MPa and an UTS of 1022 MPa. These values represent approximately 120.4% and 117.1% of the YS and UTS of the TC4 matrix, respectively [22]. Liu et al. produced Ti/CNT composites through CC-HE (i.e., compaction (cold) and extrusion (hot)). The composites consisting of CNTs and Ti, processed using the CC-HE method, revealed a remarkable YS of 1262 MPa. This achievement sets a new benchmark in the field of Ti matrix composites reinforced with CNTs and graphene, as reported in the existing literature [23].The primary focus of this study is to explore innovative techniques for manufacturing titanium metal matrix composites (TiMMCs), investigate the underlying mechanisms responsible for their enhanced strength, and analyze the impact of different reinforcement materials on the overall properties of these composites.
Methods
The manufacturing process of ex situ titanium metal matrix composites (MMCs) is distinct due to the unique chemical reactivity exhibited by titanium. In order to address this disparity, the powder metallurgy technique is employed for the production of titanium metal matrix composites (MMCs). Sponge-like fine powder and hydride dihydride powders are utilized as primary constituents in the production of titanium. Despite the abundance of titanium ores in nature, the extraction processes involved in obtaining titanium result in increased costs. The utilization of titanium MMCs in automobile and aerospace applications is restricted due to the significant financial implications associated with the high cost of titanium (Ti) and reinforcements [24, 25]. Various production techniques have been employed thus far in the fabrication of Ti MMCs. The methods employed in this study include the blended elemental (BE) method, rapid solidification, gas atomization, mechanical alloying, and reactive sintering. The MMC powders must undergo compaction in order to form specimens, which involves the utilization of various compaction techniques. The techniques mentioned include hot isostatic pressing (HIP), hot pressing (HP), microwave sintering, spark plasma sintering (SPS), and additive manufacturing (AM). Following the process of compaction, the specimen has the potential to undergo additional forming operations such as rolling, extrusion, and forging.
Blended elemental method is the traditional method of making titanium alloys. Eylon DH et al. [26] and Fan et al. [27] fabricated titanium MMCs using this approach. This technique involves the usage of the titanium raw materials, such as sponge fines or hydride dihydride powders, alloy powders, and reinforcement powders. The powders are subjected to a blending process for a specific duration in order to achieve a homogeneous mixture of all the powders. Subsequently, the aforementioned powder mixture is subjected to cold isostatic pressing, resulting in the formation of a green compact possessing a density that approximates 85%. Subsequently, the green compact undergoes a sintering process within a vacuum environment, thereby enhancing both densification and alloying. In order to enhance the density and minimize the porosity of the green compact, the process of hot isostatic pressing (HIP) is employed. The HIP process involves the concurrent application of isostatic pressure and temperature. Isostatic pressure refers to the application of equal pressure in all directions. In their study, Abkowitz et al. employed the CHIP process, which encompasses blending, CIP, sintering, HIP, extrusion, and forging techniques, to fabricate components utilizing discontinuously reinforced titanium metal matrix composites (MMCs). In this study, the researchers incorporated a mixture of TiC and TiB2 into a cerme-Ti matrix, which was subsequently subjected to cold isostatic pressing (CIP) in order to produce a densely packed material. The compact was subjected to sintering in a vacuum environment, followed by hot isostatic pressing (HIP) to reduce porosity and enhance density. Subsequently, the compact underwent additional secondary forming processes such as extrusion and forging. Figure 3 illustrates the schematic representation of the CHIP process.

CHIP process [28]
Spark plasma sintering (SPS) is a technique used for the compression and sintering of all materials. This technique involves the use of uniaxial pressure and pulsed DC current. Figure 4 represents the SPS technique.

Spark plasma sintering process
In this technique, the material powder is directly fed into a graphite die, which is then covered with appropriate graphite punches. To prevent powder adherence to the punches and die during the sintering process, a lower-thickness graphite sheet is put between the die, punches, and powder. This entire system is placed in the SPS chamber, which is regulated by inert gas or vacuum to avoid oxidation and other flaws in the sintered specimen. The graphite electrodes are then subjected to a strong DC pulse, as well as high pressure, to simultaneously heat and compact the powder particles. Many researchers have used this method to create MMCs. Prior to utilizing the SPS process, researchers used other processes for matrix and reinforcement mixing. Some of them are covered in this review. Kondoh et al. created pure titanium MMCs augmented with carbon nanotubes. They determined impurity contents in this study utilizing inert gas fusion devices and inductively coupled plasma analysis. To create the composites in this study, a unique approach was applied. First, a zwitterionic surfactant solution containing 3.0% mass CNT concentration was generated, and then two different types of solutions containing 1 and 2 mass% CNTs were developed by mixing with the solution containing 3.0% mass CNT concentration. Ti particles were combined with each solution before being baked at 100 °C and 10.8 ks. Surfactant particles were produced on titanium powder as a result of this method, and these solids were removed by heating the powder to high temperatures. The SPS technique was used to manufacture composite specimens in two phases, one at 600 °C for 3.6 ks and the other at 800 °C for 1.8 ks. Surfactant solids were converted into gases and removed from the powder in the first phase. Composite specimens are prepared in the second step. The composite specimens are then preheated to 1273 K for 180 s before going through a hot extrusion process that turns the compact specimen into bars with diameters of 7 mm and lengths of 800 mm. Preheating caused the chemical reaction between Ti and CNTs to create in situ TiC particles, which were uniformly disseminated in the matrix and had elongated to spherical forms [29]. Applying flake powder metallurgy, X.N.Mu et al. developed pure Ti composites with multilayer graphene as reinforcement. In this study, Ti and graphene were combined using a flake ball mill, and the resulting mixture underwent a hot rolling process for strength before being integrated by SPS. Carbon nanoparticles were successfully distributed throughout the metal matrix, and flaws were eliminated using forming and deformation processes. The hot-working operation was carried out to transform the interface bond from a mechanical bond to a chemical bond [30]. Figure 5 depicts the manufacturing process of the Ti/Gr composites.

Fabrication procedure with powder flake metallurgy [30]
The microstructure and mechanical characteristics of titanium MMCs reinforced with CNTs were assessed by Khurram Munir et al. Pure titanium served as the matrix material, while MWCNTs served as the reinforcement material in this work. Stearic acid was employed for process control, while ethanol was used as a dispersing solvent. High-intensity ball milling was used to create three batches of titanium-MWCNTs combinations. Initial powder combinations were contained in stainless steel vials with balls of varying sizes. To prevent the cold welding of powder particles and to provide energy particles, different-sized balls were used. The titanium powder is prepared by ball milling it with 0.5wt% MWCNTs at 200 rpm for 4 h. Ball mills operating at a speed of 150 rpm were used to prepare the second batch for 2 h, and solution ball milling was used to create the third batch. Following the creation of powdered mixes, the SPS method was used for consolidation [31].
Xinjiang et al. reported the microstructural and mechanical characterization of in situ TiC/Ti titanium matrix composites. For the production of in situ TiC, graphene was used as reinforcement while a novel method was followed in this work for the mixing of graphene in a titanium matrix. Modified Hummer’s method was used for producing graphene oxide [32]. A GO solution was made, and pure Ti powder was added to it, followed by a thorough mixing with a stirrer. The combined slurry was then air-dried, and to eliminate GO, the dry slurry was immersed in N2H4-H2O vapor at 90 °C for 4 h. The dry powder mixture was sintered under vacuum in an SPS machine at 50 MPa pressure, 1200 °C temperature, and 100 °C/min heating rate [33]. The procedure followed for the fabrication of the composite is shown in Fig. 6.

schematic representation of fabrication of TiC/Ti composites [33]
Vacuum arc melting is a method of melting metals in order to create alloys. It is also employed in the manufacture of in situ composites. Figure 7 depicts the process’s setup. Heat is generated in this method by an electric arc that forms between tungsten electrodes. It has crucibles for melting metals. After evacuating the chamber, argon gas is filled in this system. As a result, melting takes place in an argon environment.

Arc melting system
Rahoma et al. used vacuum arc melting to create Ti-B20 alloy and its metal matrix composite. In this work, sponge Ti is used as the basic material, and additional alloying components are combined with it to create Ti-B20 alloy. B4C and graphite were combined and melted using these ingredients to create the composite. To achieve chemical uniformity, double vacuum remelting was used, and rod-shaped specimens were forged [34]. Sun et al. produced composites using Ti18 as the matrix material and B4C as reinforcement. In this work, sponge Ti, B4C, and other alloy constituents were thoroughly combined and formed as pellets. Following that, the pellets were liquified in a vacuum arc remelting furnace, and cast ingots were made. These were then forged and rolled into 15-mm-diameter rods [35]. Malek et al. prepared the composite using an arc melting procedure and employed Ti-35.5Nb-5.7Ta as the matrix and reinforcement materials. To achieve chemical uniformity, these composite specimens were re-melted eight times. Through the use of hot forging, homogenized specimens were formed into 14-mm-diameter cylindrical shapes [36]. In situ TiB-reinforced Ti-1100 matrix composites were made by Ma et al. According to their weight percentages, the raw materials employed were titanium, aluminum, zirconium, silicon powder, and Al-Ti and Ti-Sn alloys. Using a hydraulic press, the raw materials were combined and compressed into bars. The bars were then heated in a vacuum melting furnace after being welded into electrodes for melting. Titanium and boron reacting together caused during melting. To achieve chemical homogeneity, the composite was re-melted three times. The composite was then subjected to thermo-mechanical processing to create samples [37]. The process of melting materials under vacuum using eddy current is known as vacuum induction melting (VIM). It has an induction boiler with no center core that is enclosed in a vacuum-filled chamber. The primary activities in this process are then completed at low pressures in order to regulate the final product’s characteristics. By using in situ casting, J.P. Qu et al. created composites using near Ti as the matrix and TiB and Y2O3 as reinforcements. The production of cylindrical ingots with dimensions of 140 mm in diameter and 120 mm in length employed induction skull melting [38]. B.J. Choi et al. took pure Ti as matrix and B4C in different proportions as reinforcement to produce in situ titanium composites using the VIM process. The reaction between matrix and reinforcement is used for uniform dispersion of the reinforcement and clean interface among reinforcement and matrix. The molds were prepared by the investment casting process and heated in a furnace to strengthen them. These molds were kept in a vacuum induction melting furnace, and the elements were poured into the furnace for melting. The reinforcement in various sizes and mass fractions was added to the matrix [39]. Bin-Guo FU et al. fabricated in situ TiB-reinforced titanium alloy by vacuum induction melting. In this work, Ti, Al, Sn, Zr, Mo, Si, and pure boron powder were taken as raw materials, and the alloy was fabricated by vacuum induction furnace. The raw materials were compressed into blocks for effective melting and ensuring low evaporation. Then these blocks were melted in a vacuum induction furnace, and finally, they were poured into a graphite mold for the preparation of samples [40]. Fan et al. prepared Ti6Al4V-XB alloys in the form of fibers using the rapid solidification process. The raw materials Ti6Al4V and TiB2 were mixed and melted in a crucible with heat from a non-consumable tungsten electrode. Then, by rapid solidification, this melt was converted into spun fibers. Then these fibers were fragmented into minute particles and then compacted using hot isostatic pressing process at 900 °C. Later these were subjected to forging for further reduction in size and to produce flat specimens. In this work, they found that at low temperature (< 700 °C) heat treatment before consolidation formed equiaxed TiB particles, and at high-temperature, needle-like TiB precipitates were formed [41].
Gas atomization is the most familiar method for the production of metallic powders which is shown in Fig. 8. The feedstock is melted and then forced to flow through a nozzle by high-pressure gas. Then the high-velocity gas impinges onto the flowing melt and it breaks into tiny particles and is collected in the collection chamber. Radhakrishna B. Bhat et al. produced a Ti-64–1.6B composite with in situ TiB reinforcement using pre-alloyed powder metallurgy via an inert gas atomization approach. The titanium alloy matrix atomized along with boron forms TiB needles in the dendritic matrix [42]. D. Hu et al. prepared TiB-reinforced Ti6Al4V composite using gas atomization followed by a hot isostatic pressing approach. In this work, Ti6Al4V and TiB2 powder were melted in a plasma melter to form ingots. The ingot was melted in a crucible which was fitted with a graphite nozzle at the bottom. The melt was then atomized through the nozzle using Argon jets and then this powder underwent the HIP process to form compacted specimens [43].

Gas atomization process
The additive manufacturing process is the most advanced process of manufacturing. In this process, components are prepared by adding material layer by layer. Direct metal laser sintering (DMLS) process is used for the preparation of both metallic and metal matrix composites. It is represented in Fig. 9.

Schematic diagram of the DMLS process
Pouzet et al. [44] fabricated titanium metal matrix composites using an additive manufacturing technique. The raw materials used in this work were Ti6Al4V and B4C, and these powders were blended for homogenization in a shaker mixer, and the powders were then melted. Yingbin Hu et al. [45] manufactured in situ TiB-reinforced Ti composites using laser deposition additive manufacturing. Pure Ti and powders were the raw materials, and these materials were mixed well using a ball milling process. The composites were manufactured using a laser engineered net shaping (LENS) machine. During the manufacturing of the composite, the laser beam and powder mixture were ejected simultaneously onto the substrate workpiece. The laser forms a melt pool to catch the powders. After that, the laser beam moved to another position and then the melt pool solidified quickly. According to the design, the composite was formed layer by layer with the LENS system. The next section discusses the composites’ strengthening methods and the effect of various ceramics on the characteristics.
Results and discussion
Strengthening mechanisms
The inclusion of reinforcements improves the characteristics of composites. The researchers explain the causes for this improvement in characteristics using various strengthening processes. Hall–Petch strengthening, homogenization method, rowan strengthening, dislocation strengthening, load transfer effect, solid solution strengthening, and so on are some of the main mechanisms.
Hall–Petch strengthening (grain refinement)
The strength of TiMMCs is determined mostly by the grain size of the matrix material. Grain boundaries are the principal impediments to dislocation movement, and the number of grain boundaries rises with finer grains. The finer the grain size, the greater the strength [46]. The reinforcement functions as foreign nucleation catalysts during composite preparation, refining the grain size. The following Hall–Petch Eq. (1) can be used to express the strength obtained by this method,
Where \({\sigma }_{y}\) is the yield stress, \({\sigma }_{0}\) is the resistance of the lattice to dislocation motion, \({k}_{y}\) is the coefficient of strengthening, and d is the mean diameter of the grain.
Orowan strengthening
It is the mechanism in which the reinforcement particles restrict the movement of dislocation when the dislocation interacts with the distributed reinforcement particles. This mechanism majorly depends on the percentage and size of reinforcement [47] in the composite and distribution of reinforcement [48, 49]. The strengthening effect of Orowan is given by the following Eq. (2) [50],
Where Gm is the matrix Shear modulus, b is Burger’s vector value of matrix, M is Taylor’s factor, and Lp is the distance between antiparticles.
Dislocation strengthening
This is mainly due to the thermal expansion coefficient between the matrix and reinforcement. Owing to this difference residual stresses are generated in the composite which increases the strength of the matrix [51]. Li et al. observed the effect of thermal expansion coefficient mismatch between the Mg alloy and CNTs on the properties [50].
Solid solution strengthening
It is the mechanism in which the strength of the material is increased by introducing foreign elements into the material. These foreign elements generate local stress fields which obstruct the movement of dislocations. Small size elements like carbon enter into the interstitial spaces of the Ti matrix and increase the strength of the composite [52].
Mechanical properties of TiMMCs
Titanium MMCs outperform typical titanium alloys in terms of mechanical characteristics such as tensile strength, creep resistance, wear resistance, fatigue resistance, and so on. This paper discusses the work on the investigation of changes in mechanical properties caused by the addition of reinforcements. Munir et al. examined the effect of MWCNT addition on the properties of pure titanium. In this work, titanium composites are prepared in three batches with 0.5 wt% MWCNTs using HEBM and SPS process at a sintering temperature of 800 °C and 900 °C. The compressive yield strength of batch 1 composite which sintered at 800 °C showed a 39% increase than CP-Ti compact. The compressive strength of batch 2 was 14% lower than batch 1 and that of batch 3 was 43% greater than CP-Ti. Compared to CP-Ti, the nano-hardness and modulus of elasticity of batch 1 samples increased by 155% and 55%, respectively. The enhancement in nano hardness and modulus of elasticity were less in the case of batches 2 and 3 compared to batch 1 owing to the existence and scattering of TiC nanorods in the Ti matrix. In the case of wear resistance, batch 1 and batch 3 showed enhancement in wear resistance compared to batch 2 and CP-Ti, and the yield strength of batch 3 was greater than batches 1 and 2 and pure CP-Ti [31]. Kondoh et al. discussed the impact of CNTs on the properties of titanium. In this work, they identified an increment in the mean values of tensile strength, yield strength, and hardness as the CNT content increases in the composite, and remarkable improvement was observed at 0.35Wt% of CNTs. The scattering of unbundled CNTs and in situ formation of TiC particles were the main reasons for an increase in the properties [29]. Li et al. investigated the impact of carbon tubes and graphite addition on the properties of titanium. As the content of VGCF in the Ti-composite increases from 0 to 0.4 wt%, the UTS and YS of the composite increase. The 0.4 wt% Ti-VGCF composite showed an 11.36% increment in UTS and a 40.21% increment in YS compared to CP-Ti. As compared to the Ti-VGCF composite, the Ti-Gr composite showed a slower increase in properties with the Gr amount increased from 0 to 0.4 wt%. The Ti-0.4 Gr specimens showed a 15.6% improvement in UTS and a 30.5% enhancement in YS compared to CP-Ti specimens. In this study, they observed that VGCF is a more effective reinforcement than Gr to improve the properties [52]. Sergey et al. described the changes in internal and external characteristics of TiMMCs owing to forming (rolling) operation at high temperatures. A cup mill is used to mix the powders of Ti, Mo, and TiB2 powders in different proportions, and the SPS process is used to prepare the composite specimens Figs. 10 and 11.

Microstructure of Ti15Mo MMC at initial stage taken from Sergey et al. [53]

a SEM image of microstructure of Ti-15Mo/TiB2 MMC after rolling. b SEM image of cracks in TiB after rolling operation Sergey et al. [53]
Hot rolling is executed on the specimens at 1273 K until the thickness is reduced to 55%. In the matrix, the grains are subjected to elongation of metal flow direction due to hot forming. The elongated TiB particles are aligned in the direction of forming and produce secondary cracks.
Gorsse et al. investigated the highly suitable reinforcement of titanium and its alloys. They identified TiB as the most suitable reinforcement due to the similarity of its properties with titanium and they observed an improvement in the hardness value with 20 vol% TiB addition [11]. Sabahi et al. described the effect of TiB2 characteristics of titanium. The hardness increased by 19% with 2.4 wt% TiB2 addition compared to titanium. The composite showed greater ultimate strength than titanium owing to good interface bonding and load transfer between matrix and reinforcement [54]. Moradi et al. fabricated a Ti-6Al-4 V/B4C composite through a vacuum plasma spray process to investigate its mechanical properties. The composite exhibited a 135% enhancement in microhardness and a 177% improvement in flexural strength [55]. Ota et al. discussed the impact of TiC or B4C on the mechanical and wear properties of Ti6Al4V. They identified a reduction in relative density with an increasing proportion of TiC in the composite due to the formation of voids in TiC aggregates and Vickers hardness increased with an increase in TiC proportion. They observed void formation when the volume percentage of B4C exceeds 9.9% and the relative density decreased due to this while hardness increased in proportion to B4C quantity. The tensile strength was found maximum at 1.7vol% B4C and then it was reduced with further addition of B4C. The elongation of both composites was reduced with an increase in reinforcement percentage, and the wear resistance B4C/Ti6Al4V was higher compared with TiC/Ti6Al4V [56]. In this work, Ti alloy reinforced with TiC is produced with a pre-treatment melt process. The quasi-static tensile tests with a constant strain rate are conducted in between temperatures ranging from 300 to 650 °C. The plastic behavior of the composite improved to the enhancement in temperature shows in Fig. 12 [57].

SEM fracture microstructures of TiMMCs at 300 °C (a),560 °C (b), and 650 °C (c) taken from Song W et al. [57]
Gupta et al. described the influence of B4C and CBN on the microhardness and wear of Ti6Al4V. The microhardness of the developed structure improved through an enhancement in B4C percentage in the composite owing to intermetallic compound formation. The friction coefficient reduces with an increase in B4C and CBN also plays a vital role in increasing hardness and decreasing the coefficient of friction by forming intermetallic compounds [58]. Chaudhari et al. discussed the effect of TiC/TiB in situ reinforcement on the properties of Ti4Al2Fe alloy. TiC formed on the surface of the Ti4Al2Fe/TiB composite due to graphite and Ti interfacial reaction. The hardness of the Ti4Al2Fe/TiC/TiB hybrid composite was higher compared to the Ti4Al2Fe/TiB composite owing to the high hardness surface layer of TiC. The wear resistance and elastic modulus of the hybrid composite were greater compared to the composite without the TiC layer [59]. Kobayashi et al. evaluated the impact of TiB fine dispersion on the characteristics of Ti6Al4V. The compressive strength and hardness of the composite improved in proportion to the boride amount owing to the development of TiB. The composite wear resistance is enhanced with the amount of TiB but it showed maximum wear resistance with the mixing of MoB [60]. Feng et al. described the impact of sintering temperature on in situ TiB formation and its effect on properties. The composites are sintered at three distinct temperatures, i.e., 800 °C, 1000 °C, and 1200 °C. From this study, they found that the composite material sintered at 1000 °C has greater flexural strength, relative density, and Young’s modulus due to favorable interfacial fusing between TiB and Ti while its fracture toughness was moderate [61]. Gorsseet al. discussed the mechanical behavior of Ti6Al4V/TiB composites. The elastic modulus of the composite improves with an enhancement in the volume percent of TiB. It is increased by 54% and 83% with 20 vol% TiB and 40 vol% TiB compared to Ti6Al4V [62]. Atri et al. compared the dynamic elastic properties of Ti-TiB composites with tensile test properties, and they observed a maximum difference of 8% between the elastic modulus data. With an increase in TiB vol%, the dynamic elastic, shear moduli increase while Poison’s ratio decreases [63]. Kurita et al. described the impact of various percentages (0, 7.5, 10, 12.5 vol %) of TiB2 whisker reinforcement on the tensile properties. Figure 13 shows the involvement of TiB2 percentage on the tensile properties of Ti6Al4V composites.

Effect of TiB2 volume fraction on various tensile properties taken from Hiroki Kurita et al. [64]
Cao et al. described the impact of 0.5wt% graphene nanoflakes on Ti6Al4V properties. In this study, they identified an impressive increase in the properties with low change in ductility. The ultimate tensile strength elastic modulus and yield strength of the composite were enhanced by 12.3%,14.6%, and 20.1% respectively than unreinforced titanium [65]. The composite foams are prepared using various mixtures of pure Ti, SiC, and TiH2. The percentage of SiC varies from 0 to 1.5wt% and that of TiH2 varies from 5 to 15wt%. These mixtures are made into specimens using the PM method. Figure 14 shows the microstructure of the foams sintered at 1323 K.

SEM images of Ti composite foams (a) with 1.5 wt% of SiC (b) 0.5wt% of SiC adopted from Edalati et al. [66]
The porosity of foams varies from 57 to 70 vol % and 20–150 µm pore size range, and they show a compressive strength of 14.4 to 32.3 MPa [66]. Decker et al. developed a Ti-6242 composite reinforced with ℽ-TiAl-TNM for high-temperature applications. With the addition of reinforcement, the fatigue strength increased by 100 MPa compared to Ti-6242 [67]. Many methods are used to enhance the strength at the cost of ductility of alloys, but improving the strength with improvement in ductility is desirable. Huang et al. developed Ti6Al4V composites with high ductility and tensile strength by reinforcing the alloy with B4C. In this work, they prepared a novel 3D woven structure of TiB nanowires in the composite using a novel production approach which resulted in good mechanical properties with good ductility [25]. H.K.S. Rahoma et al. described the influence of heat treatment and aging temperatures on the properties of Ti-B20 reinforced with TiB + TiC whiskers. With the formation of TiB + TiC whiskers in the composite, Young’s modulus increased to 120 ± 5 GPa. When 500 °C was the aging temperature, the YS and UTS reached 1500 MPa and 1625 MPa, respectively, while ductility was only 7%. With 570 °C as the temperature of aging, the YS and UTS increased to 1300 MPa and 1500 MPa with 13% ductility [34]. In this investigation, they observed an increase in ductility with an improvement in aging temperature. Sun Shuyu et al. describe the involvement of in situ reinforcement traces on the internal structure of TC18 composite. The refinement of the microstructure was reduced with an enhancement in the reinforcement traces owing to the Zener dragging force of the reinforcement [35]. Table 1 gives the information about the properties of various TiMMCs.
Tribological characteristics of TiMMCs
Titanium alloys have a high strength-to-weight ratio, biocompatibility along with good mechanical properties but they possess very poor tribological properties. Owing to these poor tribological properties, these alloys are restricted to use in high-wear condition applications unless they are protected with coatings. In recent years, huge research has been carried out to overcome these limitations. The titanium MMC resistance to wear depends on many factors such as the velocity of sliding, sliding distance, load, properties of material, and environmental conditions. Many researchers investigated to find the factors which have the most influence on the wear characteristics of titanium alloys and its composites. Some of the researchers concentrated on the study of the sliding velocity effect on wear resistance. Straffelini et al. examined the influence of sliding velocity in the range of 0.3–0.8 m/s on the Ti6Al4V wear resistance. In this work, they have identified that with the enhancement in speed, the wear rate first decreased and then increased [75]. Qiu et al. described the wear characteristics of Ti6Al4V alloy by varying sliding velocity between 30 and 70 m/s, and they found that the alloy’s wear rate increased with the sliding velocity. As the sliding velocity increased, the temperature also increased which showed its effect on the friction coefficient, i.e., with the enhancement in temperature the friction coefficient enhanced first and then decreased. Owing to the wear on the titanium alloy surface, oxides like TiO, TiO2, and V2O3 are formed on the surfaces which exposed to wear. These oxide layers were not adhered to the worn surface and influenced the alloy resistance to wear [76, 77]. Rigney concluded that the metallic alloy sliding wear can be explained by the succeeding phenomena, i.e., plastic deformation of surface and sub-surface and debris formation and environmental reaction with material [78]. Chelliah and Kailas evaluated the impact of sliding velocity and surroundings on the wear resistance of titanium. They have carried out tribological tests by varying sliding velocities from 0.01 to 1.4 m/s under vacuum and ambient conditions. The wear rate and friction coefficient reduced first and then increased with sliding velocity increase due to the oxidation on the worn surfaces and strain rate [79]. Li et al. studied the tribological properties dependence on the velocities of sliding between 0.5 and 4 m/s. They have evaluated the tribo oxide layer which is induced by speed and mechanism of wear. With the increase in velocity of sliding from 0.5 to 4 m/s, the wear rate reduced first and then reached a maximum at 2.68 m/s, and again reduced to the lowest value at 4 m/s. Along with sliding velocity, the wear rate is also influenced by applied load. Owing to the change in velocity of sliding from 0.5 to 4 m/s, the coefficient of friction decreased first and reached the lowest value at 1.5 m/s and then reached to maximum value at 2.68 m/s and again decreased. With the enhancement in applied load, the wear rate also increased and the friction coefficient decreased. From this work, it is concluded that the tribo oxides and tribo oxide layer characteristics at different velocities lead to changes in the wear behavior of the alloy [80]. Generally, on worn surfaces, the tribo oxides and layers are formed. The oxygen and debris of wear during sliding of alloys produced tribo oxides and then wear debris and tribo oxides formed tribo layers. The tribo layers are also called mechanically mixed layers [81]. Owing to the protective shielding formed by tribo oxides on the titanium alloy surfaces, the wear resistance at high temperature was improved [82, 83]. Zhang et al. investigated the tribo oxides’ protective role by conducting a double sliding test, i.e., the test which is performed at elevated temperature and then at ambient conditions [84]. One of the methods to enhance the titanium alloy’s resistance to wear was adding reinforcements which have excellent hardness and elastic modulus. Recently, a great amount of research has been going on in the development of titanium composites to enhance the titanium alloy’s resistance to wear. However, the composites lose its wear resistance at high load conditions owing to fragmentation of reinforcements. Kim and Choi et al. produced Ti6Al4V/(TiC + TiB) composites using the investment casting process and they examined the influence of reinforcement percentage upon the wear resistance. From this study, they show that with the enhancement in the amount of reinforcement, the wear loss of the composite decreases [85]. Due to the higher hardness, the Ti/TiB composites have more resistance to wear compared to pure Ti and its alloys. Thermal oxidation is an effortless and cost-effective process which is utilized to improve the wear resistance of titanium and its alloys. Owing to this method, an oxide layer with high thickness is formed on the alloy surface which enhances the tribological properties. Dalili et al. investigated thermal oxidation treatment influence on the wear resistance of Ti6Al4V composite with reinforcement of 10 vol% TiC. From this study, they have concluded that the thermal oxidation treatment notably improves the wear resistance of the titanium composites. It exhibits different wear characteristics at low and high load conditions. At low loads, the composite samples show a negative wear rate due to the material transfer from the counter face to the composite samples. At high loads, the wear rate of the composite sample increased than that of Ti6Al4V alloy due to delamination by subsurface crack nucleation and growth [86].Surface coating is another inexpensive method which is applied to improve the wear resistance of Ti alloys. Laser cladding is a surface coating technique which uses laser source for cladding the composite layer by layer on the surface. The main drawback of laser cladding process was its high cracking susceptibility due to high phase transformation stress [87]. To retrench the cracking susceptibility of layers, several techniques are developed such as substrate preheating [88] and alloy powder exploitation [89]. Ceramics are also employed in the surface coatings. The coatings reinforced with the ceramics exhibit high wear resistance due to the high hardness of ceramics.
Future scope of TiMMCs
In recent years, the importance of composites has increased in various applications based on the requirements. Based on different fabrication methods and post processing routes, a number of researchers read the properties of TiMMCs with various types of reinforcements of various sizes.
-
o
Although titanium has a good combination of properties, its wear resistance is less. So research can be done to increase the wear resistance of TiMMCs.
-
o
Research on fatigue properties, creep properties, and oxidation resistance of TiMMCs can be done. Research on non-conventional machining of TiMMCs to optimize the machining parameters can be carried out.
-
o
Uniform distribution of reinforcement in the Ti matrix is an important task in the development of TiMMCs, so new methods can be developed for controlling the distribution.
-
o
Different grain refinement methods can be employed for controlling the grain size and to examine their effect on the properties of TiMMCs.
-
o
From the literature, it is observed that the size of reinforcement also plays a vital role in enhancing the properties of composites. Research on nanocomposites to examine the effect of these nano reinforcements on the properties can be done.
-
o
The fabrication methods employed for the TiMMCs are costly, so the development of new methods which is less expensive can be carried out.
Conclusions
This article presents various reinforcements and methods used for the fabrication of titanium composites. From this paper, it was clear that the interest in developing titanium metal matrix composites is growing faster. Various reinforcements are used for developing composites, but the selection of reinforcement should be based on desirable properties to be developed in the MMCs. Despite extensive research, there is still room for growth in the use of TMCs in the automotive and aerospace industries by improving its processing and behavior characteristics. Therefore, there is a need for more in-depth research on TMC processing. The following conclusions are drawn from this study:
-
Among all of the production methods mentioned in this study, the composites made by PM demonstrated superior characteristics due to in situ formation and uniform reinforcement distribution.
-
According to the literature, ex situ processing of composites yielded lower properties as compared to in situ processing MMCs.
-
This study reported that the addition of reinforcement to a composite increases its mechanical characteristics over an unreinforced alloy. The uniform dispersion of the reinforcement is also a major component in increasing the characteristics.
-
The tribological properties of the Ti MMCs improved through the inclusion of the reinforcements (boron, graphene, CNTs, etc.)
-
In conclusion, considering the superior properties of composites, cost-effective fabrication methods have to be evolved to improve the application of composites further.
Availability of data and materials
Not applicable.
Abbreviations
- Ti:
-
Titanium
- HIP:
-
Hot isostatic pressing
- MMC:
-
Metal matrix composite
- HEBM:
-
High energy ball milling
- TiMMC:
-
Titanium metal matrix composite
- SBM:
-
Secondary ball milling
- SPS:
-
Spark plasma sintering
- HE:
-
Hot extrusion
- PM:
-
Powder metallurgy
- HP:
-
Hot pressing
- GNF:
-
Graphene nanoflakes
- SLM:
-
Selective laser melting
- DMLS:
-
Direct metal laser sintering
- CNT:
-
Carbon nanotube
- MWCNT:
-
Multi-wall carbon nanotube
- TMP:
-
Thermo mechanical processing
- C:
-
Casting
- YS:
-
Yield strength
- UTS:
-
Ultimate tensile strength
References
Breme J, Eisenbarth E, Biehl V (2005) Titanium and its alloys for medical applications. Titan Titan Alloy. https://doi.org/10.1002/3527602119.ch16
William D. Callister, Jr. DGR fundamentals of materials science and engineering, 4th ed. Wiley Plus
Bajakke PA, Malik VR, Deshpande AS (2019) Particulate metal matrix composites and their fabrication via friction stir processing–a review. Mater Manuf Process 34:833–881
Waku Y, Nagasawa T (1994) Future trends and recent developments of fabrication technology for advanced metal matrix composites. Mater Manuf Process 9:937–963
Matthews FL, Rawlings RD (1999) Composite materials: engineering and science. Woodhead Publ Ltd 481
Kao WH, Katzman HA (1992) MgO diffusion barrier for titanium matrix composites. Mater Manuf Process 7:171–189
Montealegre-Melendez I, Neubauer E, Danninger H (2009) Effect of starting powder grade on sintering and properties of PM titanium metal matrix composites. Powder Metall 52:322–328
Naseer A, Ahmad F, Aslam M, Guan BH, Harun WSW, Muhamad N, Raza MR, German RM (2019) A review of processing techniques for graphene-reinforced metal matrix composites. Mater Manuf Process 34:957–985
Cury CPH, Gundappa SK, Fernando W (2009) Nanocomposites : synthesis, structure, properties and new application opportunities. Mater Res 12:1–39
Morsi K, Patel VV (2007) Processing and properties of titanium-titanium boride (TiBw) matrix composites-a review. J Mater Sci 42:2037–2047
Gorsse S, Chaminade JP, Le Petitcorps Y (1998) In situ preparation of titanium base composites reinforced by TiB single crystals using a powder metallurgy technique. Compos Part A Appl Sci Manuf 29:1229–1234
Ravi Chandran KS, Panda KB, Sahay SS (2004) TiBw-reinforced Ti composites: processing, properties, application prospects, and research needs. Jom 56:42–48
Godfrey TMT, Goodwin PS, Ward-Close CM (2000) Production of titanium particulate metal matrix composite by mechanical milling. Mater Sci Technol 16:753–758
Fan Z, Guo ZX, Cantor B (1997) The kinetics and mechanism of interfacial reaction in sigma fibre-reinforced Ti MMCs. Compos Part A Appl Sci Manuf 28:131–140
Han Z, Li G, Tian J, Gu M (2002) Microstructure and mechanical properties of boron carbide thin films. Mater Lett 57:899–903
Kiriyama T, Okamoto S, Suzuki H, Nagata A, Izumi M, Morii H, Nagataki S (1989) Biological activity of 26,26,26,27,27,27-hexafluoro-1,25-dihydroxyvitamin D3 in the chick. Acta Endocrinol (Copenh) 121:520–524
Terms F (1993) A strong, ductile yttrium titanium metal—metal matrix composite. Mater Technol 8:184–186
Zglobicka I, Zybala R, Kaszyca K, Molak R, Wieczorek M, Recko K, Fiedoruk B, Kurzydlowski KJ (2022) Titanium matrix composites reinforced with biogenic filler. Sci Rep 12:1–10
Pan H, Ding L, Xu Y, Li L, Chen J, Wang S, Jiang P (2022) Microstructure, mechanical and thermal properties of titanium matrix composites with different reinforcements. Mater Res Express. https://doi.org/10.1088/2053-1591/ac8f1f
Otte JA, Zou J, Patel R, Lu M, Dargusch MS (2020) Tib nanowhisker reinforced titanium matrix composite with improved hardness for biomedical applications. Nanomaterials 10:1–11
Zhou Y, Yang F, Chen C, Shao Y, Lu B, Sui Y, Guo Z (2022) Mechanical property and microstructure of in-situ TiB/Ti composites via vacuum sintering and hot rolling. J Alloys Compd 911:165042
Xue H, Zhu M, Dong LL, Zhang W, Sun XC, Wang YM, Fu YQ, Zhang YS (2022) In-situ synthesis of reduced graphene oxide/aluminium oxide nanopowders for reinforcing Ti-6Al-4V composites. J Alloys Compd. https://doi.org/10.1016/j.jallcom.2022.164198
Liu KY, Li JS, Wan J, Yan Q, Kondoh K, Shen J, Li S, Chen B (2022) Sintering-free fabrication of high-strength titanium matrix composites reinforced with carbon nanotubes, Carbon 197:412-424. ISSN 0008-6223. https://doi.org/10.1016/j.carbon.2022.06.038
Froes FH, Mashl SJ, Moxson VS, Hebeisen JC, Duz VA (2004) The technologies of titanium powder metallurgy. Jom 56:46–48
Froes FH, Friedrich H, Kiese J, Bergoint D (2004) Titanium in the family automobile: the cost challenge. Jom 56:40–44
Drossou-Agakidou V, Kanakoudi-Tsakalidou F, Sarafidis K, Taparkou A, Tzimouli V, Tsandali H, Kremenopoulos G (1998) Administration of recombinant human granulocytecolony stimulating factor to septic neonates induces neutrophilia and enhances the neutrophil respiratory burst and β2 integrin expression results of a randomized controlled trial. Eur J Pediatr 157:583–588
Fan ZY, Niu HJ, Miodownik AP, Saito T, Cantor B (1996) Microstructure and mechanical properties of in situ Ti/TiB MMCs produced by a blended elemental powder metallurgy method. Key Eng Mater 127–131:423–430
Abkowitz S, Abkowitz SM, Fisher H, Schwartz PJ (2004) CermeTi® discontinuously reinforced Ti-matrix composites: manufacturing, properties, and applications. Jom 56:37–41
Kondoh K, Threrujirapapong T, Imai H, Umeda J, Fugetsu B (2009) Characteristics of powder metallurgy pure titanium matrix composite reinforced with multi-wall carbon nanotubes. Compos Sci Technol 69:1077–1081
Mu XN, Cai HN, Zhang HM et al (2018) Uniform dispersion of multi-layer graphene reinforced pure titanium matrix composites via flake powder metallurgy. Mater Sci Eng A 725:541–548
Munir KS, Zheng Y, Zhang D, Lin J, Li Y, Wen C (2017) Microstructure and mechanical properties of carbon nanotubes reinforced titanium matrix composites fabricated via spark plasma sintering. Mater Sci Eng A 688:505–523
Marcano DC, Kosynkin D V, Berlin JM, Sinitskii A, Sun Z, Slesarev A, Alemany LB, Lu W, Tour (2010) Improved Synthesis of Graphene Oxide. ACS Nano 4(8):4806–4814. https://doi.org/10.1021/nn1006368. Publication Date: July 22, 2010
Zhang X, Song F, Wei Z, Yang W, Dai Z (2017) Microstructural and mechanical characterization of in-situ TiC/Ti titanium matrix composites fabricated by graphene/Ti sintering reaction. Mater Sci Eng A 705:153–159
Rahoma HKS, Wang XP, Kong FT, Chen YY, Han JC, Derradji M (2015) Effect of (α+β) heat treatment on microstructure and mechanical properties of (TiB+TiC)/Ti-B20 matrix composite. Mater Des 87:488–494
Shuyu S, Weijie L (2017) Effects of trace reinforcements on microstructure of TC18 titanium matrix composite. Rare Met Mater Eng 46:606–611
Malek J, Hnilica F, Veselý J (2012) Beta titanium alloy Ti35Nb6Ta with boron addition. METAL 2012 - Conference Proceedings, 21st International Conference on Metallurgy and Materials. 23. - 25. 5. 2012, Brno, Czech Republic, EU
Ma F, Lu S, Liu P, Li W, Liu X, Chen X, Zhang K, Pan D, Lu W, Zhang D (2017) Microstructure and mechanical properties variation of TiB/Ti matrix composite by thermo-mechanical processing in beta phase field. J Alloys Compd 695:1515–1522
Qu JP, Zhang CJ, Han JC, Zhang SZ, Yang F, Chen YY (2017) Microstructural evolution and mechanical properties of near α-Ti matrix composites reinforced by hybrid (TiB+Y2O3) with bimodal size. Vacuum 144:203–206
Choi BJ, Kim IY, Lee YZ, Kim YJ (2014) Microstructure and friction/wear behavior of (TiB + TiC) particulate-reinforced titanium matrix composites. Wear 318:68–77
Fu BG, Wang HW, Zou CM, Wei ZJ (2015) Microstructural characterization of in situ synthesized TiB in cast Ti-1100–0.10B alloy. Trans Nonferrous Met Soc China English Ed 25:2206–2213
Basler A (1942) Beitr??ge zur Physiologie des Stehens-nach gemeinsam mit A. Gutsche, H. G. Haunschild und K. A. Olearius ausgef??hrten Untersuchungen, mitgeteilt. Arbeitsphysiologie 12:105–119
Bhat RB, Tamirisakandala S, Miracle DB (2004) Beta phase superplasticity in titanium alloys by boron modification. J Mater Eng Perform 13:653–659
Hu D (2015) A Ti6Al4V-TiB composite produced via gas atomisation route.
Pouzet S, Peyre P, Gorny C, Castelnau O, Baudin T, Brisset F, Colin C, Gadaud P (2016) Additive layer manufacturing of titanium matrix composites using the direct metal deposition laser process. Mater Sci Eng A 677:171–181
Hu Y, Cong W, Wang X, Li Y, Ning F, Wang H (2018) Laser deposition-additive manufacturing of TiB-Ti composites with novel three-dimensional quasi-continuous network microstructure: effects on strengthening and toughening. Compos Part B Eng 133:91–100
Hansen N (2004) Hall–Petch relation and boundary strengthening. 51:801–806
Jiang L, Wen H, Yang H, Hu T, Topping T, Zhang D (2015) ScienceDirect Influence of length-scales on spatial distribution and interfacial characteristics of B 4 C in a nanostructured Al matrix. ACTA Mater 89:327–343
Zhang Z, Chen DL (2006) Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites : a model for predicting their yield strength. 54:1321–1326
Zhang Z, Chen D (2008) Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Materials Science and Engineering A-structural Materials Properties Microstructure and Processing - Mater Sci Eng A-Struct Mater 483:148–152. https://doi.org/10.1016/j.msea.2006.10.184
Li Q, Viereckl A, Rottmair CA, Singer RF (2009) Improved processing of carbon nanotube/magnesium alloy composites. Compos Sci Technol 69:1193–1199
Song Y, Chen Y, Liu WW, Li WL, Wang YG, Zhao D, Liu XB (2016) Microscopic mechanical properties of titanium composites containing multi-layer graphene nanofillers. Mater Des 109. https://doi.org/10.1016/j.matdes.2016.07.077
Li S, Sun B, Imai H, Mimoto T, Kondoh K (2013) Powder metallurgy titanium metal matrix composites reinforced with carbon nanotubes and graphite. Composites Part A: Applied Science and Manufacturing 48:57–66. https://doi.org/10.1016/j.compositesa.2012.12.005
Zherebtsov S, Ozerov M, Povolyaeva E, Sokolovsky V, Stepanov N, Moskovskikh D, Salishchev G (2020) Effect of Hot Rolling on the Microstructure and Mechanical Properties of a Ti-15Mo/TiB Metal-Matrix Composite. Metals 10:40. https://doi.org/10.3390/met10010040
Namini Sabahi A, Azadbeh M (2017) Microstructural characterisation and mechanical properties of spark plasma-sintered TiB2-reinforced titanium matrix composite. Powder Metall 60. https://doi.org/10.1080/00325899.2016.1265805
Moradi M, Moazeni M, Salimijazi HR (2014) Microstructural characterization and failure mechanism of vacuum plasma sprayed Ti-6Al-4V/B4C composite. Vacuum 107:34–40
Ota A, Egawa H (2011) Izui H (2012) Mechanical properties and wear resistances of TiC or B4C reinforced Ti-6Al-4V prepared by spark plasma sintering. Thermec Tps 1–4(706–709):222–227
Song W, Dai L, Xiao L, Wang C, Mao X, Tang H (2017) A Meso-Mechanical Constitutive Model of Particle-Reinforced Titanium Matrix Composites at High Temperatures. Metals 7:15. https://doi.org/10.3390/met7010015
Gupta A, Hussain M, Misra S, Das AK, Mandal A (2018) Processing and characterization of laser sintered hybrid B4C/cBN reinforced Ti-based metal matrix composite. Opt Lasers Eng 105:159–172
Chaudhari R, Bauri R (2018) A novel functionally gradient Ti/TiB/TiC hybrid composite with wear resistant surface layer. J Alloys Compd 744:438–444
Kobayashi M, Funami K, Suzuki S, Ouchi C (1998) Manufacturing process and mechanical properties of fine TiB dispersed Ti–6Al–4V alloy composites obtained by reaction sintering. Mater Sci Eng A 243:279–284
Feng H, Jia D, Zhou Y (2005) Spark plasma sintering reaction synthesized TiB reinforced titanium matrix composites. Compos Part A Appl Sci Manuf 36:558–563
Gorsse S, Miracle DB (2003) Mechanical properties of Ti-6Al-4V/TiB composites with randomly oriented and aligned TiB reinforcements. Acta Mater 51:2427–2442
Atri R, Ravichandran K, Jha S (1999) Elastic properties of in-situ processed Ti–TiB composites measured by impulse excitation of vibration. Mater Sci Eng A 271:150–159
Kurita H, Suzuki S, Kikuchi S, Yodoshi N, Gourdet S, Narita F (2019) Strengthening Mechanism of Titanium Boride Whisker-Reinforced Ti-6Al-4V Alloy Matrix Composites with the TiB Orientation Perpendicular to the Loading Direction. Materials 12:2401. https://doi.org/10.3390/ma12152401
Cao Z, Wang X, Li J, Wu Y, Zhang H, Guo J, Wang S (2017) Reinforcement with graphene nanoflakes in titanium matrix composites. J Alloys Compd 696:498–502
Edalati, E.; Sajjadi, S.A.; Babakhani, A.(2017) Effects of SiC Nanoparticles on the Properties of Titanium-Matrix Foams Processed by Powder Metallurgy. Metals 7:296. https://doi.org/10.3390/met7080296
Decker S, Lindemann J, Krüger L (2018) Metal matrix composites based on Ti-6242 synthesized by spark plasma sintering. Mater Sci Eng A 732:35–40
Cao Z, Wang X, Li J, Wu Y, Zhang H (2017) Reinforcement with graphene nano flakes in titanium matrix composites. J Alloys Compd 696:498–502
Li S, Sun B, Imai H, Mimoto T, Kondoh K (2013) Composites : part A powder metallurgy titanium metal matrix composites reinforced with carbon nanotubes and graphite. Compos Part A 48:57–66
Ota A, Egawa H, Izui H (2012) Mechanical properties and wear resistances of TiC or B 4 C reinforced Ti-6Al-4V prepared by spark plasma sintering. 709:222–227
Wang MM, Lu WJ, Qin J, Ma F, Lu J, Zhang D (2006) Effect of volume fraction of reinforcement on room temperature tensile property of in situ (TiB + TiC)/Ti matrix composites. Mater Des 27:494–498
Zhang CJ, Kong FT, Xiao SL, Zhao ET, Xu LJ, Chen YY (2012) Evolution of microstructure and tensile properties of in situ titanium matrix composites with volume fraction of (TiB+TiC) reinforcements. Mater Sci Eng A 548:152–160
Even Christophe, Arvieu Corinne, Quenisset JM (2008) Powder route processing of carbon fibres reinforced titanium matrix composites. Compos Sci Technol 68:1273–1281. https://doi.org/10.1016/j.compscitech.2007.12.014
Feng H, Zhou Y, Jia D, Meng Q (2004) Microstructure and mechanical properties of in situ TiB reinforced titanium matrix composites based on Ti-FeMo-B prepared by spark plasma sintering. Compos Sci Technol 64:2495–2500
Straffelini G, Molinari A (1999) Dry sliding wear of Ti-6Al-4V alloy as influenced by the counterface and sliding conditions. Wear 236:328–338
Ming Q, Yongzhen Z, Jun Z, Jianheng Y (2006) Correlation between the characteristics of the thermo-mechanical mixed layer and wear behaviour of Ti-6Al-4V alloy. Tribol Lett 22:227–231
Ming Q, Yong-zhen Z, Jian-heng Y, Jun Z (2006) Microstructure and tribological characteristics of Ti-6Al-4V alloy against GCr15 under high speed and dry sliding. Mater Sci Eng A 434:71–75
Rigney DA (2000) Transfer, mixing and associated chemical and mechanical processes during the sliding of ductile materials. Wear 245:1–9
Chelliah N, Kailas SV (2009) Synergy between tribo-oxidation and strain rate response on governing the dry sliding wear behavior of titanium. Wear 266:704–712
Li XX, Zhou Y, Ji XL, Li YX, Wang SQ (2015) Effects of sliding velocity on tribo-oxides and wear behavior of Ti-6Al-4V alloy. Tribol Int 91:228–234
Zhan YZ, Zhang G (2004) Mechanical mixing and wear-debris formation in the dry sliding wear of copper matrix composite. Tribol Lett 17:581–592
Wang L, Zhang QY, Li XX, Cui XH, Wang SQ (2014) Severe-to-mild wear transition of titanium alloys as a function of temperature. Tribol Lett 53:511–520
Cui XH, Mao YS, Wei MX, Wang SQ (2012) Wear characteristics of Ti-6Al-4V Alloy at 20–400°C. Tribol Trans 55:185–190
Zhang QY, Zhou Y, Wang L, Cui XH, Wang SQ (2016) Investigation on tribo-layers and their function of a titanium alloy during dry sliding. Tribol Int 94:541–549
Kim IY, Choi BJ, Kim YJ, Lee YZ (2011) Friction and wear behavior of titanium matrix (TiB+TiC) composites. Wear 271:1962–1965
Dalili N, Edrisy A, Farokhzadeh K, Li J, Lo J, Riahi AR (2010) Improving the wear resistance of Ti-6Al-4V/TiC composites through thermal oxidation (TO). Wear 269:590–601
Huang Y, Zeng X, Hu Q, Zhou S (2009) Microstructure and interface interaction in laser induction hybrid cladding of Ni-based coating. Appl Surf Sci 255:3940–3945
Zhang H, Shi Y, Kutsuna M, Xu GJ (2010) Laser cladding of Colmonoy 6 powder on AISI316L austenitic stainless steel. Nucl Eng Des 240:2691–2696
Xu G, Kutsuna M, Liu Z, Zhang H (2006) Characteristics of Ni-based coating layer formed by laser and plasma cladding processes. Mater Sci Eng A 417:63–72
Acknowledgements
Not applicable.
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the collection of various journals and writing the manuscript. All authors read and approved the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Ammisetti, D.K., Kruthiventi, S.S.H., Vinjavarapu, S. et al. A review on reinforcements, fabrication methods, and mechanical and wear properties of titanium metal matrix composites. J. Eng. Appl. Sci. 71, 60 (2024). https://doi.org/10.1186/s44147-024-00392-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s44147-024-00392-z