
Abstract
With the excellent thermal conductivity and the compatibility to micro electromechanical systems technology, silicon is widely used in micro heat pipes (MHPs). Copper shows higher heat transfer capability and capillary traction than silicon. Copper microgrooves were fabricated on the silicon wafer using electroforming technique in this paper. Water contact angle measurements and thermal behavior tests demonstrated that copper-grooved MHPs showed better performance than silicon ones. Under the input power of 5.99 W, the equivalent thermal conductivities of copper-grooved and silicon-grooved MHPs were 228.98 W/K · m and 196.26 W/K · m. This work showed the feasibility of copper grooved silicon based MHPs in heat transfer for high-power light emitting diode (HP LED).
Similar content being viewed by others

Background
In recent years, how to reduce the high-power light emitting diode’s (HP LED) thermal resistance, junction temperature and hot spot influence have been studied by different research groups in passive and active cooling mechanism. There are several aspects having been studied in heat dissipation, such as package design [1]–[4], thermal interface material [5], low thermal resistance heat sink material [6]–[9], and cooling systems [10]–[14]. The best-known devices for effective heat transfer or heat spreading with the lowest thermal resistance are heat pipes with vapor chambers which are two-phase heat transfer devices with excellent heat spreading and heat transfer characteristics [15],[16].
Silicon is selected as the ideal material of micro heat pipes (MHPs). To enhance the thermal behavior of MHPs, researchers have introduced a series of methods. Ye H [17] fabricated a fluid channel by wet etching and wafer bonding with silicon and glass. The phase transition of coolant allowed the package temperature to remain below 115°C with LED power up to 2.8 W. Dean R. N [18] presented a MHP constructed from a micromachined base and lid that were bonded together after charging. The base and the lid were fabricated on separate silicon wafers utilizing convension MEMS fabrication technique. The base silicon wafer had 22 channels, where each channel was 100 μm wide and 9.5 mm long. The water-filled MHP had a thermal conductivity of approximately 290 W/ m · K while the Hg-filled MHP had a thermal conductivity of approximately 790 W/ m · K. However, since Hg forms health and safety concerns, this working fluid should be used carefully. A MHP consisted of two layers was introduced by Liu X. W [19]. The bottom layer was Si. Its V-shaped grooves were developed by bulk Si technology. Glass was the up layer, which served as a chamber connecting the vapor phase of all the grooves. The size of the long MHP was 14 mm × 34 mm and the short one was 14 mm × 24 mm. And for 5 W input power, when the filling ratio was 35%, long MHP had the lowest evaporator surface temperature of 90°C. And for the short one, the lowest evaporator surface temperature was 86°C at the optimal filling ratio. Liu W. T [20] fabricated the MHP array in the plate composed of 17 parallel triangular pipes. Nine of the pipes were 371 μm wide and 20 mm long, and the other eight smaller pipes, which served as arteries between every neighbor MHPs, were 268 μm wide and 20 mm long. Ethanol was selected as the working fluid. The working temperature range of MHP was 37.3°C −44.1°C.
Though silicon was widely used in MHPs, it showed poorer surface wettability which was identified as one of the key factors affecting phase change heat transfer [21], compared to the material of copper. Mahmood R. S. Shirazy et al. [22] studied the capillary and wetting characteristics of copper metal foam which was used as a wick in flat heat pipes. Lim H. T, et al. [23] fabricated a copper MHP that worked under adverse-gravity conditions. The wick structure of the flat MHP consisted of fan-shaped microgrooves with a width and depth of about 100 μm and 200 μm, respectively. The fabrication of microgrooves was done using a laser micromachining technique and water was used as the working fluid. Fan-shaped microgrooves were found to induce a greater capillary pressure than triangular microgrooves of a similar size. Subsequent test results confirmed that despite its small size, 56 × 8 × 1.5 mm3, the FMHP had a high heat transport capacity. The test results demonstrated that a FMHP with fan-shaped microgrooves had a good cooling capacity and worked with no loss of performance under adverse-gravity orientation. Paiva K. V. [24] presented a copper mini flat heat pipe fabricated using the welding diffusion technique. When a plate and a cylinder touched each other, a very sharp edge between them, which could work as a groove, were observed. The mini heat pipe studied in the present paper had 100 × 30 × 2 mm3 of dimensions and was made of ten parallel cylindrical copper wires welded between two thin copper sheets each with 0.3 mm of thickness. Water was chosen as the working fluid, and the maximum heat transfer transported by grooves was 1.25 W.
Meng K. [25] identified that Metallic surfaces with high surface free energy were intrinsically hydrophilic, and the performance of MHP could benefit from enhanced wettability. Copper had excellent thermal conductivity and was usually used as heat exchanger materials, but the copper surface was not hydrophilic, which impacted the heat transfer.
The static contact angle of water droplets on air-exposed copper often exceeds 70°. Since wettability evaluated by water contact angle (WCA) is governed mainly by both surface geometrical structures and chemical compositions [26], researchers had put forward efforts to improve the hydrophobicity of copper. Zhang Q. Y. [27] utilized silica hydrophilic and moisture retention property. Considering that the silica cannot be separated from the film, organic resin was added as a binder, and both interaction could play a hydrophilic function. Min J. [28] immersed the copper-finned evaporator in a NaOH and K2S2O8 mixed solution for a certain length of time. The hydrophilically-treated evaporator tended to yield a greater cooling capacity than the untreated evaporator. Min J.C. [29] investigated the wetting and corrosion characteristics of hot-water-treated aluminum and copper fin stocks and found that the hot water soak could improve the surface wettability of both aluminum and copper surfaces. Nam Y. [30] reported the heat transfer performance of super hydrophilic Cu micro post wicks fabricated on thin silicon substrates using electrochemical deposition and controlled chemical oxidation. Copper oxide nano-structures formed on the micro post surfaces significantly enhanced the critical heat flux without compromising the effective heat transfer coefficient.
Literatures prove that the copper-grooved silicon wafer can show better heat transfer characteristic than the silicon grooved one. In this paper, a copper-grooved MHP was fabricated using electroforming technique. Water contact angle and the thermal behavior of both copper-grooved and silicon-grooved MHPs were tested.
Method
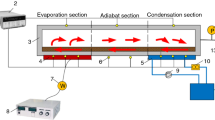
The dimension of the MHPs was designed to suit for 10 W LED module heat dissipation. The dimension of MHP depended on the dimension of the module. The length and width of LED module in this paper were both 16 mm. The overall dimension of MHP was 45 mm (length) × 16 mm (width) × 1.5 mm (thickness). The working area was 35 mm × 10 mm, including condenser, adiabatic and evaporation section. The microgrooves were fabricated on the silicon wafer, which was bonded to Pyrex 7740 glass with a steam chamber. According to the previous study, the steam chamber enhanced the thermal behavior of MHPs compared with the MHPs without the steam chamber [31]. The Pyrex 7740 glass was used to achieve the visualization of how the working fluid was moving.
Silicon heat pipes contained four sections of parallel microgrooves, and the specific dimensions of this type of MHP were shown in Table 1 and Figure 1.

Photolithographic mask of MHP grooves.
In the table above, section A ~ G divided the working area of MHP in the axial. The value before ‘/’ was the width of the microgrooves, and the value after ‘/’ was the space between the microgrooves.
The structure and dimension of the copper-grooved MHP were the same with those of the silicon MHP.
Anisotropic wet etching was used to fabricate silicon microgrooves on the n-type silicon (100) wafer. The depth of the microgrooves was about 200 μm. The Pyrex 7740 was wet etched to form a vapor chamber, and the depth of the vapor chamber was 200 μm. The silicon wafer and the Pyrex 7740 were bonded using anodic bonding technique at the temperature of 450°C and the voltage of 1200 V.
Electroforming process was used to fabricate copper microgrooves on the n-type silicon (100) wafer. The depth of the microgrooves was about 100 μm. In the electroforming process, the current density was 2A/dm2, and electroforming solution was mixed by the mix of CuSO4 (70 g/l) and H2SO4 (12%). The whole process was under the condition of 24°C. Finally, the fabricated copper micro-grooved silicon wafer and Pyrex 7740 glass were enveloped using sealant (Loctite 326 structural adhesive).
Double air pumping charge method was used for the MHP’s charging and sealing after the microgrooves were fabricated. This method has been detailed in another paper [32]. The working fluid was degassed DI water, and the filling ratio was about 30%. The fabricated MHPs are shown in Figure 2.

The fabricated MHPs (a) silicon microgrooves (b) copper microgrooves.
An experiment was conducted to measure the hydrophobicity between the fabricated silicon microgrooves and copper microgrooves. The drop shape analyzer measuring instrument (DSA 100 Kruss, Germany) was used to measure the contact angle of the fabricated microgrooves. Each MHP was measured by three points (point 1, 2 and 3) which were the central points of the condensation, adiabatic and evaporation section, respectively, as shown in Figure 3. The measured contact angles are shown in Table 2 and Figure 4.

The schematic of three measured points (1, 2 and 3) in copper-grooved silicon base.

The contact angle of the microgrooves (a) silicon grooves, (b) copper grooves.
The value showed that the 3 points contact angles of copper microgrooves were smaller than those of silicon microgrooves, respectively. The main reason was the dimension of the micro grooves at these three sections are different, and we wish the condenser section has higher capillary force, that is more hydrophilic, which can help the working fluid traction back to the evaporation section. Since the capillary traction was proportional to the cosine value of the contact angle, copper microgrooves had stronger hydrophilicity and better capillary traction compared with the silicon microgrooves.
The thermal performance of the MHPs can be evaluated by the equivalent thermal conductivity which is calculated as follows:
where Q in was the heat input, T 1 and T 2 were the temperatures of the evaporation part and the condensation part, respectively, L was the length between evaporation part and condensation part, and A c was the cross sectional area of the MHPs.
The thermal behavior testing system was described in another paper [33]. In this system, Two K type thermocouples (Chal-0005, Omega Company, USA) were used to test the temperature at the evaporation and condensation section, respectively. A heat flux sensors (HFS-3, Omega Company, USA) was used to record the input power of the MHPs.
The accuracy grade of the thermocouple instrument (Testo 735, Germany) was ±0.3°C. Calibration of the thermocouples was done by measuring the temperature change of thermocouples upon the temperature change inside a well-controlled oven. This testing system was used to test the fabricated MHPs, the silicon wafer and the copper wafer. The 10 W LED module was placed as the heat source of the MHP. The voltage and current applied to the LED module was 31.50 V and 0.19 A, respectively, which means the input power was 5.99 W. The temperature rising curves of the two thermocouples at the evaporation and condensation section are shown in Figure 5. A silicon wafer and a copper wafer with the same dimension of the MHP were also tested, respectively.

The temperature curve of the MHPs. (a) and (b) were the temperature curves of the silicon MHP and copper MHP, respectively, and (c) was the temperature curves of the silicon wafer.
Results and discussion
With Equation (1) and the data shown in Figure 5, the equivalent thermal conductivities of the MHPs were calculated and listed in Table 3. As a comparison, the equivalent thermal conductivity of the silicon wafer was also tested, calculated and listed in Table 3.
It is obvious that the equivalent thermal conductivity of MHPs is higher than that of the silicon wafer. The MHPs worked effectively. The equivalent thermal conductivity of the copper-grooved MHP was 2.16 times higher than that of silicon wafer which is the raw material of the MHPs.
The equivalent thermal conductivity of the copper-grooved MHP was higher than that of the silicon MHP. The performance was promoted about 17% only because the grooved material changed from silicon to copper, while the base material was same. The possible reason is that the copper grooves were more hydrophilic, thus higher capillary force could be generated and working fluid could be drawn back to evaporation section more efficiently.
Conclusions
A copper-grooved silicon MHP was introduced in this paper, and the rectangular-ambulatory structures was designed and fabricated between copper and silicon. Since the copper microgrooves had a smaller contact angle, as well as better capability of capillary traction, the copper-grooved MHPs showed a 17% higher equivalent thermal conductivity than that of silicon-grooved MHPs.
The copper-grooved silicon based MHP was proved to be feasible in heat transfer for HP LEDs. Moreover, future work will be focused on structure optimization to achieve a more efficient and reliable heat transfer.
References
Cheng T, Luo XB, Huang S, Liu S: Thermal analysis and optimization of multiple LED packaging based on a general solution. Int J Therm Sci 2010, 49: 196–201.
Juntunen E, Tapaninen O, Sitomaniemi A, Heikkinen VE: Effect of phosphor encapsulant on the thermal resistance of a high-power COB LED module. Trans Compon Packag Manuf Tech 2013, 3: 148–1154.
Luo XB, Fu X, Chen F, Zheng H: Phosphor self-heating in phosphor converted light emitting diode packaging. Int J Heat Mass Transf 2013, 58: 276–281.
Hu R, Luo XB, Zheng H: Hotspot location shift in the high power phosphor converted white light-emitting diode package. Jpn J Appl Phys 2012, 51: 1–4. 09MK05 09MK05
Liou BH, Chen CH, Horng RH, Chiang YC, Wuu DS: Improvement of thermal management of high-power GaN-based light-emitting diodes. Microelectron Reliab 2012, 52: 861–865.
Sim JK, Ashok K, Ra YH, Im HC, Baek BJ, Lee CR: Characteristic enhancement of white LED lamp using low temperature co-fired ceramic-chip on board package. Curr Appl Phys 2012, 12: 494–498.
Kang M, Kang S: Influence of Al2O3 additions on the crystallization mechanism and properties of diopside/anorthite hybrid glass-ceramics for LED packaging materials. J Cryst Growth 2011, 326: 124–127.
Zhou W, Qi S, Li H, Shao S: Study on insulating thermal conductive BN/HDPE composites. Thermochim Acta 2007, 452: 36–42.
Luo X, Mao Z: Thermal modeling and design for microchannel cold plate with high temperature uniformity subjected to multiple heat sources. Int Commun Heat Mass Transf 2012, 39: 781–785.
Kim L, Choi JH, Jang SH, Shin MW: Thermal analysis of LED array system with heat pipe. Thermochim Acta 2007, 455: 21–25.
Lu XY, Hua TC, Wang YP: Thermal analysis of high power LED package with heat pipe heat sink. Microelectron J 2011, 42: 1257–1262.
Wan ZM, Liu J, Su KL, Hu XH MSS: Flow and heat transfer in porous micro heat sink for thermal management of high power LEDs. Microelectron J 2011, 42: 632–637.
Liu S, Yang JH, Gan ZY, Luo XB: Structural optimization of a microjet based cooling system for high power LEDs. Int J Therm Sci 2008, 47: 1086–1095.
Anithambigai P, Dinashi K, Mutharasu D, Shanmugan S, Lim CK: Thermal analysis of power LED employing dual interface method and water flow as a cooling system. Thermochim Acta 2011, 523: 237–244.
Kosakabe T, Mochizuki M, Mashiko K, Saito Y, Kiyooka F, Horiuchi Y, Cabusao G, Nguyen T: Heat spreader technology for silicon chip. 2010 IEEE CPMT Symposium Japan ICSJ10 2010, doi:10.1109/CPMTSYMPJ.2010.5680370.
Hirachan A, Agonafer D: Removing the Hot-Spots in High Power Devices Using the Thermoelectric Cooler and Micro Heat Pipe. 2012.
Ye H, Mihailovic M, Wong CKY, Zeijl HW, Gielen AWJ, Zhang GQ: Two-phase cooling of light emitting diode for higher light output and increased efficiency. Appl Therm Eng 2013, 55: 353–359.
Robert ND, Daniel KH, Ashish YP, Gary DW: Liquid metal-filled micro heat pipes for thermal management of solid-state devices. IEEE Trans Ind Electron 2012, 59(12):4888–4894.
Liu XW, Wang C, Wang LW, Han T: Design and fabrication of flat heat pipes with different length. 2011 Acad Int Sym Optoelectron Microelectron Tech (AISOMT) 2011. doi:10.1109/AISMOT.2011.6159373.
Liu W, Kang J, Fu X, Stefanini C, Dario P: Analysis on heat resistance of the micro heat pipe with arteries. Microelectron Eng 2011, 88: 2255–2258.
Nam Y, Ju YS: A comparative study of the morphologyand wetting characteristics of micro/nanostructured Cu surfaces for phasechange heat transfer applications. J Adhes Sci Technol 2012, 27: 2163–2176.
Shirazy MRS, Frechette LG: Capillary and wetting properties of copper metal foam in the presence of evaporation and sintered walls. Int J Heat Mass Transf 2013, 58: 282–291.
Lim HT, Kim SH, Im HD, Oh KH, Jeong SH: Fabrication and evaluation of a copperflat micro heat pipe working underadverse-gravity orientation. J Micromech Microeng 2008, 18: 105013(1–8).
Paiva KV, Mantelli MBH, Songo L: Thermal behavior analysis of wire mini heat pipe. J Heat Transf 2011, 133: 121502(1–9).
Meng KY, Jiang Z, Lian J, Jiang Q: Cu surfaces with controlled structure: from intrinsically hydrophilic to apparently superhydrophobic. Appl Surf Sci 2014, 290: 320–326.
Quéré D: Wetting and roughness. Annu Rev Mater Res 2008, 38: 71–99.
Zhang QY, Chen ZM, Qi ML: Study of hydrophilic films on copper tube. Adv Mater Res 2012, 581–582: 491–494.
Min JC, Wu XM, Shen LF, Gao F: Hydrophilic treatment and performance evaluation of copper finned tube evaporators. Appl Therm Eng 2011, 31: 2936–2942.
Min JC, Webb RL: Long-term wetting and corrosion characteristics of hot water treated aluminium and copper fin stocks. Int J Refrigeration 2002, 25(8):1054e1061.
Nam YS, Sharratt S, Cha G, Ju YS: Characterization and modeling of the heat transfer performance of nanostructured Cu micropost wicks. J Heat Transf 2011, 133: 101502(1–7).
Luo Y, Liu G, Zou LL, Yang YX, Wang XD: Experimental investigation of micro heat pipes for high-power light-emitting diode modules. Micro Nano Lett 2013, 8(10):646–649.
Wang XD, Zou LL, Liu G, Luo Y: Vacuum Fluid Charging and Packaging Technique for Micro Heat Pipes. 2013.
Luo Y, Liu G, Zou LL, Wang XD: Experimental investigation of micro silicon-Pyrex heat pipe for high-power LEDs. 2013.
Acknowledgments
The authors wish to gratefully acknowledge the financial support provided for this study by the State Key Development Program for Basic Research of China (Grant No. 2011CB013105).
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors have declared that no competing interests exist.
Authors’ contributions
XDW conceived of the study and proposed the copper-grooved MHP. LLZ fabricated the silicon based MHP and drafted the manuscript. JGL participated in the design of the study and fabricated the copper-grooved MHP. YL conceived of the thermal behavior test system and the structure of the MHPs. GL. performed the thermal behavior test and statistical analysis. BKY participated in MHP design and helped to draft the manuscript. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License ( https://creativecommons.org/licenses/by/2.0 ), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Cite this article
Wang, XD., Zou, LL., Liu, JG. et al. Experimental investigation of copper-grooved micro heat pipes (MHPs). J Sol State Light 1, 14 (2014). https://doi.org/10.1186/s40539-014-0014-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40539-014-0014-5