
Abstract
Background
The current higher manufacturing cost of biofuels production from lignocellulosics hinders the commercial process development. Although many approaches for reducing the manufacturing cost of cellulosic biofuels may be considered, the use of less expensive feedstocks may represent the largest impact. In the present study, we investigated the use of a low cost feedstock: post-biogas digestion dairy manure fiber. We used an innovative pretreatment procedure that combines dilute sodium hydroxide with supplementary aqueous ammonia, with the goal of releasing fermentable sugar for ethanol fermentation.
Results
Post-biogas digestion manure fiber were found to contain 41.1% total carbohydrates, 29.4% lignin, 13.7% ash, and 11.7% extractives on dry basis. Chemical treatment were applied using varying amounts of NaOH and NH3 (2-10% loadings of each alkali on dry solids) at mild conditions of 100°C for 5 min, which led to a reduction in lignin of 16-40%. Increasing treatment severity conditions to 121°C for 60 min improved delignification to 17-67%, but also solubilized significant amounts of the carbohydrates. A modified severity parameter model was used to determine the delignification efficiency of manure fiber during alkaline pretreatment. The linear model well predicted the experimental values of fiber delignification for all pretreatment methods (R2 > 0.94). Enzymatic digestion of the treated fibers attained 15-50% saccharification for the low severity treatment, whereas the high severity treatment achieved up to 2-fold higher saccharification. Pretreatment with NaOH alone at a variety of concentrations and temperatures provide low delignification levels of only 5 − 21% and low saccharification yields of 3 − 8%, whereas pretreatment with the combination of NaOH and NH3 improved delignification levels and saccharification yields 2–3.5 higher than pretreatment with NH3 alone. Additionally, the combined NaOH and NH3 pretreatment led to noticeable changes in fiber morphology as determined by SEM and CrI measurements.
Conclusions
We show that combined alkaline treatment by NaOH and NH3 improves the delignification and enzymatic digestibility of anaerobically digested manure fibers. Although pretreatment leads to acceptable saccharification for this low-cost feedstock, the high chemical consumption costs of the process likely will require recovery and reuse of the treatment chemicals, prior to this process being economically feasibility.
Similar content being viewed by others

Background
Global consumption of non-renewable fossil fuels in the transportation sector has increased vigorously during the last three decades with simultaneous increment in price of fuels [1, 2]. For economic and environmental reasons, it is critical to find replacements for fossil fuels. Renewable, second-generation cellulosic biofuels offer the potential to improve energy security and reduce the deleterious environmental impact of first generation biofuels [3–6]. However, challenges remain in converting lignocellulosic biomass into sustainable biofuels in a cost- and energy-effective manner at large-scale [7–9]. The most commonly investigated lignocellulosic feedstocks for potential ethanol production are agricultural (crop residues) and forestry wastes (mill residues). Both of these feedstocks are natural composites consisting of three main biopolymers; cellulose, hemicellulose, and lignin [10–15]. Several studies [16–20] have demonstrated the potential of manure fibers (either pre- or post-biogas digestion) as a lignocellulose feedstock for the production of biofuels and value-added chemicals. The composition of manure fibers depends on the animal feed and the conditions of anaerobic digestion if carried out. The dry fibers typically have a high content of both carbohydrate (40 − 43%) and lignin (20 − 25%). Manure fiber is plentiful. In average, dairy cattle produce about 12.0 gal of manure per 1,000 lb live weight per day with 14.4 lb total solids. For example, the United States alone produces 110 million tonnes (d.b.) of manure annually. This manure supply could generate about 60 tonnes of biogas along with 60 million dry tonnes of undigested fibers that could produce an additional 7.6 billion liters (1.7 billion gallons) of ethanol [21, 22]. Traditionally, most manure has been spread on fields, but digestion for biogas production is becoming more common in almost all countries [23–26]. The undigested manure byproduct of biogas production primarily is applied as a nutrient to farmland, but a small part is utilized for animal bedding [27], manure composts for organic fertilizer [28–30], and even the manufacture of particleboard [31]. Because manure fibers are known to be highly recalcitrant to enzymatic digestion, efforts on the conversion of manure fibers into biofuels have been limited [20]. Anaerobic digestion of manure for the production of biogas consumes hemicellulose and nearly all-available soluble sugars and leave cellulose and lignin untouched [20, 32]. In addition, undesired components associated with nitrogenous extractives and ash increase the cost of biofuels production [33–35]. The recalcitrant nature of biomass is attributed to tight lignin wrapping, which prevents the accessibility of the biomass carbohydrate fractions (cellulose/hemicellulose) to enzymes, hemicellulose sheathing, cellulose crystallinity, and degree of polymerization [9, 36]. Lignin not only hinders enzyme accessibility to cellulose but also provides the non-productive and/or irreversible binding of enzymes [37]. Therefore, a pretreatment step mechanical and/or chemical is necessary to modify the lignocellulose complex matrix structure in such a way as to disrupt lignin, dissolve hemicelluloses, and break down the cellulose crystallinity in order to enhance substrate accessibility to enzymes and in turn, release more fermentable sugars [38, 39].
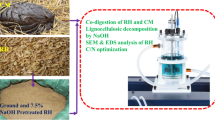
In general, nitrogenous matter in anaerobically digested fiber increases its alkalinity (to pH 8.5 − 9.0). Therefore, alkaline pretreatments are expected to require less chemical than acidic pretreatments [20]. Alkaline biomass pretreatment methods using either sodium hydroxide [40, 41] or aqueous ammonia [42] have been studied in recent years and shown to have high efficiency and low cost [14, 38]. Sodium hydroxide treatment effectively depolymerizes and removes the most labile biomass components, such as hemicelluloses and lignin, causes swelling that increases enzyme accessible surface area (for solvation and saponification reactions) and reduces the degree of polymerization and crystallinity of cellulose [40]. Aqueous ammonia reacts selectively with lignin by cleaving C-O-C bonds in lignin and ether and ester bonds in lignin-carbohydrate complexes, but carbohydrate removal and/or degradation is limited. In addition, these treatments cause significant morphological changes in the lignocellulose to improve enzyme accessibility [43, 44]. However, aqueous ammonia may not be effective for the pretreatment of substrates having relatively higher lignin (wood feedstocks) [38]. According to reviews, maximum delignification (~64%) with enzymatic saccharification (~65%) could be achieved for anaerobically digested manure fiber by using dil. NaOH under elevated temperature [20, 45]. Also, the addition of supplementary reagents to the alkali pretreatment chemicals, such as oxidizing agents [46] or lime [47], has been shown to further improve delignification and subsequent enzymatic digestion of lignocellulose substrates [48]. As pretreatment protocols for post-biogas digestion (PBD) manure fiber, which contain high residual lignin, aimed at improving enzymatic digestion for ethanol fermentation, we explored the use of dilute sodium hydroxide and/or aqueous ammonia. The addition of NaOH to NH4OH shifts the equilibrium to form gaseous NH3, a reversible reaction that could be used to facilitate its recovery and reuse so as to improve the cost-effectiveness of this process (Figure 1) [49]. The fibers were then enzymatically saccharified to convert glucan to glucose to determine the effectiveness of the pretreatments. The pretreated fibers were also examined by scanning electron microscopy and x-ray diffraction measurements to determine cellulose crystallinity.

Schematic representation of the pretreatment of post-biogas digestion manure fibers for cellulosic bioethanol production by NaOH and NH 4 OH. The inset shows (A) reference blank, (B) 0.25% conc. NH4OH (5 mL), and (C) 0.25% conc. NaOH (2.5 mL) plus 0.25% conc. NH4OH (2.5 mL) [49].
Results and discussion
Characterization of post-biogas digestion manure fiber
As determined by mechanical sieve analysis, the post-biogas digestion (PBD) manure fiber that had undergone alkaline pretreatment displayed a fiber size range from 2.4 mm to < 75 μm with a calculated number average diameter (DN) of 0.041 mm and volume surface mean diameter (DS) of 0.415 mm [50]. Particles smaller than 18-mesh (1.0 mm) accounted for 93% of PDB fibers (dry basis), as compared to about 73% of pre-biogas digestion manure fibers. The effects anaerobic bacterial digestion lead to smaller particle sizes [20]. In general, particle size plays a significant role in the effectiveness of the pretreatment and fermentation steps [51, 52], with smaller fiber size being advantageous for bioconversion. The PBD manure fiber contained 41.1% carbohydrate by weight, of which 23.6% was glucose and 17.5% other sugars (xylose, galactose, arabinose and mannose) (Table 1). The carbohydrate content of PBD manure fiber is 25–28% lower than those of other commonly used substrates for cellulosic ethanol production (corn stover, switch grass, sugarcane bagasse, and wheat straw) [15]. More accessible carbohydrate sugars are digested in the animal and during anaerobic digestion. The low carbohydrate content of PBD manure fibers leads to carbohydrate/lignin ratios 60-65% lower than in other agricultural biomass. PBD manure fibers contained 27.6% acid insoluble lignin (ash free and Klason) and 1.8% acid soluble lignin. Analysis of lignin monomers yielded 19:71:10 syringyl (S):guaiacyl (G):p-hydroxyphenyl (H) on dry basis, ratios consistent with corn stover lignin [42, 53]. Fiber ash, a non-reactive and undesired component of manure fiber for biofuels production, which negatively affects ethanol yields particularly from thermochemical ethanol production [54], accounted for 13.7% (dry basis). It has been reported that manure fiber also contains ~12% solvent extractives, composed mainly of nitrogenous materials, nonstructural sugars, inorganics, waxes, oils, and other compounds [55]. The predominant component, nitrogenous material, comes from indigestible forage proteins and ammonia and other nitrogen compounds in urine and manure. This nitrogen could be a potential nutrient source for microbial growth in ethanol fermentation [17, 35]; however, biomass extractives interfere with analytical measurements [56, 57] and thus were not considered in our study.
Alkaline pretreatment of PBD manure fiber
We investigated the pretreatment of PBD manure fiber by dilute sodium hydroxide and ammonium hydroxide (SHAH). We studied the effects of different pretreatment parameters, including alkali loading, temperature, and residence time, on the recovery and subsequent enzymatic digestion of PBD manure fiber (Table 2). We used low-severity protocols to evaluate pretreatment under conditions that minimized the cost of chemicals and the energy needed to heat the samples: 100°C for 5 min at concentrations of 2 − 10% (by dry fiber weight) of NaOH and NH3[41, 58]. These pretreatment protocols led to substantial decreases in fiber residual lignin (16 − 40% delignification) and improved carbohydrate recovery (80-67%) and higher carbohydrate concentration (2-10%). The pretreatment yields were calculated based on a comparison between the weight of contents present in the sample before (initial) pretreatment and the weight of contents present in the solids remaining after pretreatment. These low severity pretreatment conditions achieved higher fiber delignification than higher severity conditions [20, 47, 59]. We also investigated the effects of higher temperature (120°C at15 psi) and longer residence time (60 min) at different concentrations of NaOH and ammonia (Table 2). The more stringent conditions led to modest increases in total sugars and reductions in total lignin. The results were consistent with the literature [20] and observed approximately 2-3-fold increase on pretreatment recovery.
We compared the effects of SHAH pretreatment protocols with those using NaOH and aqueous NH3 singly under conditions of 121°C at 15 psi and 60 min (Table 2). In terms of solids recovered, total sugars, and total lignin, treatment with NaOH alone was equivalent to SHAH pretreatment; for both, increased alkali loading led to lower solids recovery, higher total sugars, and lower total lignin. Treatment with aqueous NH3 alone led to higher solids recovery, slightly lower total sugars and higher total lignin. Increasing concentrations of aqueous ammonia had little effect on glucose, total sugars, or total lignin. A linear model relating modified severity parameter that combines the effects of temperature, time, and alkali concentration to the percentage removal of lignin was used for the determination of fiber delignification during alkaline pretreatments. The model was developed by plotting log (M 0 ) vs percent delignification, as given in Figure 2. The modified severity parameter model was validated by plotting the experimental vs model predicted values of fiber delignification (Additional file 1: Figure S1) and observed R2 > 0.94 for all pretreatment methods; indicating good predictive ability of the model.

Plot of percent delignification of manure fibers vs modified severity parameter (log M 0 ) for alkaline pretreatment treated at. (A) 100°C using combined NH3 and NaOH, (B) 121°C/15 psi using combined NH3 and NaOH, (C) 121°C/15 psi using NaOH, and (D) 121°C/15 psi using NH3.
Effects of alkaline pretreatment of PBD manure fiber on subsequent enzyme saccharification
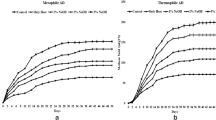
We carried out enzymatic digestion of pretreated PDB manure fiber to determine the release of fermentable sugar for ethanol fermentation (Figure 3). The typical enzymatic hydrolysis profile showed rapid saccharification over 6 h followed by leveling off thereafter (Figure 3A). Enzymatic hydrolysis results of SHAH pretreatment at 100°C (Figure 3B) showed saccharification yields of 15-49% with 18-55% glucose conversion after 24 h with a corresponding increase in concentration of 5-3% points difference between each concentration increment. Approximately 1.5 − 2.0-fold increase in saccharification yield was achieved with 121°C at 15 psi and 60 min pretreatment (Figure 3B), indicating that removal of residual lignin (relatively 8-66% higher delignification) and other substrate features had significant impact on the improved enzyme accessibility for fiber digestion [60]. SHAH pretreatment achieved 3 − 8% and 1.5 − 2.5-fold higher saccharification than separate NaOH and NH3 pretreatments, respectively (Figure 3C). Also, it was approximately 3-fold higher saccharification than Teater et al. [20].

Enzymatic digestibility of manure fibers both non-pretreated and pretreated at 10% alkali loading under different conditions. (A) Glucose conversion efficiency, (B) total saccharification yield of manure fibers treated under different conditions after 24 h, and (C) total saccharification yield of manure fibers after 24 h. Error bars represent root mean square error. (**) Non-significant and (*) significantly different at 95% confidence level, p value < 0.001.
Effects of pretreatment of PBD manure fiber on surface structure and cellulose crystallinity
We used scanning electron microscopy (SEM) to determine the effects of pretreatment on the surface features of the fibers. PBD manure fibers that were not pretreated (Figure 4A) or pretreatment with NaOH alone (Figure 4B) or aqueous NH3 alone (Figure 4C) exhibited rigid and highly ordered surface structure. By contrast the SEM image of fibers that underwent SHAH pretreatment exhibited sponge-like structures and an apparent increase in fiber porosity (Figure 4D) [39, 40].

Scanning electron microscope images of manure fibers before and after treatment at 121°C and 10% alkali loading level. (A) non-pretreated (control), (B) pretreated by NH3 alone, (C) pretreated by NaOH alone, and (D) pretreated by combined NH3 and NaOH.
We used X-ray powder diffraction pattern to determine the effects of pretreatment on cellulose crystallinity. The results (shown in Figure 5A) showed that the three treatment protocols at 121°C and 15 psi reduced crystallinity in the order: 10% NH3 < 10% NaOH < 10% NaOH + NH3. SHAH pretreatment greatly alters the crystalline structure by the competitive reaction of both alkalis resulting in the formation of different allomorphs that have different unit cell dimensions, chain packaging, and hydrogen bonding relationships [61, 62]. Studies recognized that alkaline pretreatment causes swelling of cellulose, leading to the decrease of degree of polymerization and crystallinity, and increases the surface area that facilitates more substrate exposed to cellulase attack [48]. However, the poor negative correlation between the cellulose crystallinity index and enzymatic digestion of fibers under different conditions (R2 < 0.1) (Figure 5B − D), might be due to the dissolution of amorphous materials (xylan and lignin) and/or interference of other soluble materials [63, 64].

Cellulose crystallinity index (CrI) of alkaline-treated manure fibers and its relationship to the enzymatic digestibility (24 h) . (A) powder X-ray diffraction spectrum of fibers after treatment at different conditions, (B) correlation between enzymatic digestibility and CrI of separate NH3 treated fibers, (C) correlation between enzymatic digestibility and CrI of separate NaOH treated fibers, and (D) correlation between enzymatic digestibility and CrI of both NaOH and NH3 treated fibers, under different conditions. Data are averages of two replicates.
Effect of pretreatment conditions on fiber delignification and enzymatic saccharification
We carried out a detailed study of the relationship between pretreatment parameters and fiber composition following enzymatic digestion by using a central composite design experiment with 3 dependent factors and 3 different levels (Table 3): 3 alkali loadings (x 1 ) of 2.0, 4.0 and 6.0% of each NaOH and NH3, 3 treatment temperatures (x 2 ) of 80, 100, and 121°C, and three residence times (x 3 ) of 5, 30, and 60 min. The experimental parameters were selected on the basis of a previous SHAH pretreatment study on PBD manure fiber. The results showed a dependence on the pretreatment conditions of sugars released, mainly hemicellulose which is more vulnerable to chemical attack, and lignin (Table 4). The model identified that, within the studied range of experiments, chemical loading had the most significant effect on both sugar dissolution (regression coefficient, β3 = −5.4) and delignification (β3 = 10.5). Increasing alkali loadings from 2.0 to 6.0% led to a decrease in total sugar recovery by 20% and a decrease in residual lignin by 40%. The correlation coefficient values for the models (R2 ≥ 0.95) indicate that a large fraction of the variation in responses results from differences in the independent variables. Although enhanced removal of residual lignin is expected to improve subsequent enzymatic digestibility, the simultaneous loss of residual carbohydrate should decrease the yield of sugars through enzymatic hydrolysis [46].
Following enzymatic saccharification, chemical loading (β3 = 12.6) had more significant effect than residence time (β2 = 11.0) or treatment temperature (β1 = 5.9). Three linear effects and one quadratic effect were observed with subsequent enzymatic digestibility of the treated fibers. An increase in chemical loading from 2.0 to 6.0% led to a 57% saccharification yield with 64% glucose conversion. This may be due to the enhanced removal of enzyme barriers, including residual lignin (~30%) and hemicelluloses (~22%), and surface modification during pretreatment which improves enzyme accessibility [9]. Linear terms of delignification and enzymatic saccharification correlated positively with the treatment parameters, indicating that these have the greatest effect on substrate deconstruction. The second most important parameter affecting the overall process was the residence time [65]. This suggests that longer treatment times reduce fiber recalcitrance that limits sugar degradation [66] and improve energy utilization.
Conclusions
In the present study, enzyme recalcitrant post-biogas digestion (PBD) manure fibers were subjected to an innovative pretreatment method involving combined alkalis (dilute sodium hydroxide and aqueous ammonia). The effects of pretreatment conditions were studied, including alkali loading on fibers, treatment temperature, and residence time. The results show that the dual alkali treatment improves fiber delignification (maximum 67.1%) and subsequent enzymatic digestion (maximum of 76.3%) of PBD manure fibers. Furthermore, the pretreatment alters the surface structural characteristics of the fiber apparently making them more prone to enzyme attack for enhanced sugar release. A positive factor in the economic viability of PBD manure fiber for cellulosic bioethanol production, is the high availability and relatively low cost of the feedstock. On the other hand, the costs of chemical consumption need to be taken into account, although these could be mitigated in part by recovery and reuse of the gas phase ammonia formed during the alkali reaction. In addition, it may be possible to improve the efficiency of the process by combined maceration (mechanical milling) and alkaline pretreatment with both NaOH and NH3, and studies to evaluate this approach are ongoing.
Methods
Manure samples
Post-biogas digestion manure fibers were collected from Maple Leaf Dairy Farm, Cleveland, Wisconsin. The cattle feed was a mixture of alfalfa, corn silage and other proteins according to the National Research Council nutrient requirements of dairy cattle. The anaerobic digestion was running with a hydraulic retention time of 14–15 days at 35 − 40°C. The slurry containing undigested solids were separated by a 2.0 mm screen screw press. The collected fibers contained 60 − 65% moisture; they were air-dried and ground with a laboratory hammer mill (Christy & Norris Ltd., England, Model No. 1024XC) and then sieved. The fiber fraction within 40–50 mesh was used for the analysis.
Combined alkaline pretreatment
Sodium hydroxide (50% wt. Fisher Catalog No. SS254-4) and ammonium hydroxide (30% wt. Fisher Catalog No. 125) were used pretreatment. Weighed quantities of fiber in 50 ml Oak Ridge thermal resistant tubes (Fisher Catalog No. 05-563-10G) were treated with NaOH and/or NH3 (at different loadings of each alkali 2 − 10% w/w) at room temperature for 2 h, followed by heating at 100 or 121°C for 1 h. The solid-to-liquid ratio was maintained at 1:7. After pretreatment, the supernatant was collected following centrifugation at 3,900 rpm (Eppendorf 510R) for 20 min, and the solid residues obtained were thoroughly washed with water until the pH reached neutrality. Finally, the solid residues were dried in a freeze-dryer (VirTis freezemobile 35ES) and stored at −80°C (New Brunswick U-700 freezer).
Enzymatic digestibility
Enzyme saccharification of fibers, both non-treated (control) and chemically treated, was carried out according to the standard NREL procedure (LAP 42629). Saccharification was conducted in 50 mL Falcon tubes at 2.0% (w/v) substrate consistency level using sodium acetate buffer pH 4.8. Tetracycline antibiotic was added at 0.02% (w/v) to prevent microbial contamination, Enzymes used in this study, Cellic CTec2 (cellulase complex containing cellulose and β-glucosidase) and Cellic HTec2 (hemicellulases including xylanase), were generously provided by Novozymes (Franklinton, NC). The Cellic CTec2 and Cellic HTec2 loadings on substrates were 5% and 2% w/w (gm enzyme/gm dry fiber), respectively. Substrates were pre-incubated at 50°C in sodium acetate buffer for 24 h prior to the addition of enzymes. Hydrolysis was conducted at 50°C in a shaker (New Brunswick Scientific Excella E24) at 200 rpm for 24 h. Samples were collected intermittently and analyzed for sugar concentration using High Performance Liquid Chromatography (HPLC) System (Agilent Technologies 1200 series). The HPLC was equipped with Bio-rad deashing micro-guard column (Cat No. 125–0118, Bio-Rad, CA) and Agilent Hi-Plex H (7.7 × 300 mm, 8 μm) analytical column operated at 60°C with 5 mM H2SO4 mobile phase at the flow rate of 0.7 mL/min. A refractive index detector (Agilent Technologies) was operated at 55°C. The mobile phase was filtered through a 0.22 μm nylon membrane (Millipore Corporation, MA) and degassed. The released glucose and other sugars (xylose, galactose, arabinose and mannose) at each time interval were used to calculate the glucose conversion and saccharification efficiency of the substrate as a percentage to the potential sugars available in the substrates. Each data point was the average of two replicates.
Analytical methods
Manure fiber moisture, extractives and ash contents were determined according to National Renewable Energy Laboratory (NREL) analytical procedures LAP 012, LAP 010 and LAP 005, respectively. Similarly, carbohydrate analysis of non-treated and chemically pretreated manure fiber was carried out according to NREL procedure LAP 009. Samples (0.3 g) were weighed (W 1 ) in a 5 ml centrifuge tube and hydrolyzed with 3 ml 72% H2SO4 (v/v) for 60 min. The hydrolyzate was diluted to 4% acid concentration (v/v) and autoclaved for 60 min at 121°C at 15 psi. The hydrolysis solution was vacuum filtered through the previously weighed filtering crucible. The filtrate was collected (F 1 ) and analyzed for carbohydrate and acid soluble lignin determination. Carbohydrate content, including glucose, xylose, galactose, arabinose, and mannose sugars, were analyzed on an HPLC System (Agilent Technologies 1200 series) equipped with a Bio-Rad deashing micro-guard column (Cat No. 125–0118, Bio-Rad, CA) and an Agilent Hi-Plex H (7.7 × 300 mm, 8 μm) analytical column with a mobile phase of 5 mM H2SO4 operated at a flow rate of 0.7 mL/min at 60°C. The mobile phase was filtered through a 0.22 μm nylon membrane (Millipore Corporation, MA) and degassed, and peaks were detected by a refractive index detector (Agilent Technologies) operated at 55°C.
Acid insoluble lignin was calculated gravimetrically as acid-insoluble residue after correction for ash content. The lignin collected during filtration was washed with water and dried overnight in an oven at 105°C. The weight of the crucible with lignin was recorded (W 2 ), and the sample was ashed in muffle furnace for 4 h at 575°C. Finally, the weight of the crucible with ash content was recorded (W 3 ). Acid insoluble lignin (AIL) content of the manure fiber was calculated by the following equation:
where m i is the initial moisture content of the manure sample. The filtrate F 1 was measured for the acid soluble lignin at 208 nm using UV/Vis spectroscopy (Agilent Cary 60) with 4% (v/v) sulfuric acid as reference blank.
Lignin monomer composition
Manure fiber lignin composition was determined by derivatization followed by reductive cleavage method [67].
Colorimetric assay of uronic acid
A m-hydroxydiphenyl colorimetric assay was followed for the determination of uronic acid content [39, 68]. All chemicals were purchased from Sigma Aldrich (St. Louis, MO) and used as such. 200 μL of the acid hydrolyzate filtrate (F 1 ) was added to 1.2 mL H2SO4-tetraborate solution (476.8 mg sodium tetraborate dissolved in 500 mL 18 M H2SO4). Followed by, heating in a boiling water bath for 5 min and ice cooled. 20 μL of 0.15% m-hydroxydiphenyl reagent (22.5 mg 3-phenylphenol dissolved in 15 mL 0.5% w/v NaOH) was added to the reaction mixture and vortexed immediately until to get a dark pink color. Finally, the reagent mixture was read after the original color development at 520 nm using UV/Vis spectrophotometer (Agilent Cary 60). The uronic acid content was calculated from the OD value using the glucouronic acid/galacturonic acid calibration curve.
Scanning electron microscopy
The manure residues were collected after pretreatment at different conditions and washed with distilled water and vacuum dried. The dry samples both non-treated and chemically treated were coated with gold in a SeeVac Auto conductavac IV sputter coater and scanned by scanning electron microscope (Hitachi S-570 LaB6, Tokyo, Japan) at accelerating voltage of 10.0 kV (12.7 stub size).
Crystallinity index measurement
Cellulose crystallinity index (CrI) of both treated and non-treated manure fiber was measured by powder X-ray diffraction (PXRD) method using a Bruker D2 Phaser instrument (Bruker AXS Inc., Madison, WI). Dried samples (~0.5 g) were ground to a powder < 100 μm size and pressed into 40-mm diameter pellets. The pellets were measured in Bragg-Brentano geometry using a LynxEye detector with 4° opening. Ni-filtered copper radiation was generated at 30 kV/10 mA, and the pellets were scanned from 5° to 50° by 0.02° steps at 1 s each. The divergence slit was 0.6 mm, and the primary and secondary soller slits were 2.5° and 4°, respectively. TOPAS software version 4.2 was used to calculate the CrI of samples from the ratio of the area of all crystalline peaks to the total area by the deconvolution method [69].
Elemental analyses of manure fiber
Elemental analysis of the manure fiber was carried out by using a wavelength dispersive X-ray fluorescence (WDXRF) spectrophotometer S8 Tiger (Bruker AXS Inc., Madison, WI). About 10 g of an air-dried, non-pretreated PBD manure fiber sample was ground with inert binding material (amyl acetate, 5% collodion) (Bruker AXS GmbH, Germany) at a 5:1 ratio to assist grinding performance, increase pellet stability, and reduce material rewelding in vessel. This was followed by compression pressing of the powder (30 KN/m2) for 15 s in a 40-cm (dia) aluminum cup. The XRF spectrophotometer was equipped with 2 collimators (0.23° and 0.46°) and a set of 6 analyzer crystals (XS-GE-C, XS-CEM, XS-55, PET, LiF200 and LiF220). The measurement method used 27 kV/150 mA excitation for light elements and 60 kV/67 mA excitation for heavy elements using a Rhodium tube. The elemental composition was calculated by using QUANT-EXPRESS calibration (Bruker AXS GmbH, Germany).
Severity parameter and statistical data analysis
The severity parameter (R 0 ), a factor intended to quantify the energy intensity or severity of a pretreatment strategy, was initially defined by Overend and Chornet (1987) to relate temperature and time for steam explosion pretreated based on the assumption that the pretreatment effect follows first-order kinetics and obeys the Arrhenius equation [70]. Chum et al., (1990) later developed a modified severity parameter to use for sulfuric acid pretreatment that relates concentration with an introduced arbitrary constant, temperature and residence time as follows [71]:
Where M 0 is the modified severity parameter; t is the residence time (min); C is the concentration of chemical (wt.%); T r is the reaction temperature; T b is the base temperature; n is the arbitrary constant. Silverstein et al. (2007) used the above equation for sodium hydroxide pretreatment by replacing the acid concentration with the alkali concentration [41]. Similarly, modified severity parameters of the alkaline pretreatment using NaOH and/or NH3 were calculated from the above equation at different n-values obtained by data training while keeping positive log (M 0 ).
The more detailed relationship between the pretreatment parameters and pretreatment recovery following enzymatic digestion (dependent variables) of the PBD manure fiber was explored using less runs by using central composite design experiments [64, 72]. Statistical software SAS JMP Pro version 10 was used for the design of experiments and to analyze the experimental data obtained. 3 × 3 central composite design experiments comprised a total of 19 runs with different combinations of pretreatment conditions derived by altering the three independent variables, alkali loading both NaOH and NH3 (2 − 10% of each loading on dry manure fiber), treatment temperature (80, 100 and 120°C), and residence time (5, 30 and 60 min). The parameter levels were selected based on the previous study. The experimental data obtained were fitted to the following second order polynomial regression equation to identify the key variables:
Where Y is the measured response (carbohydrate recovery, delignification efficiency and subsequent enzymatic digestibility); i, j are the linear and quadratic coefficients respectively; β0 is the regression coefficient; x is the independent variable (alkali loading, temperature and residence time). The quality of model fit was expressed by the coefficient of determination, R2 value. Model terms were evaluated based on the probability, p value with 95% confidence level.
Abbreviations
- PBD:
-
Post-biogas digestion
- NaOH:
-
Sodium hydroxide
- NH3:
-
aqueous ammonia
- SHAH:
-
Sodium hydroxide and ammonium hydroxide.
References
Energy Perspectives: Fossil fuels dominate U.S. energy consumption. Book Energy Prespectives: Fossil fuels dominate U.S. energy consumption. 2012, Washington, DC: Annual Energy Review-U.S. Energy Information and Administration
International Energy Agency: Energy Statistics of OECD countries. Book Energy Statistics of OECD countries. 2013, Moscow: International Energy Agency Statistics
Simmons BA, Loque D, Blanch HW: Next-generation biomass feedstocks for biofuel production. Genome Biol. 2008, 9: 242.241-242.246.
Lynd LR, Cushman JH, Nichols RJ, Wyman CE: Fuel Ethanol from Cellulosic Biomass. Science. 1991, 251: 1318-1323. 10.1126/science.251.4999.1318.
Wyman CE: What is (and is not) vital to advancing cellulosic ethanol. Trends Biotechnol. 2007, 25: 153-157. 10.1016/j.tibtech.2007.02.009.
Slade R, Bauen A, Shah N: The greenhouse gas emissions performance of cellulosic ethanol supply chains in Europe. Biotechnol Biofuels. 2009, 2: 1-19. 10.1186/1754-6834-2-1.
Himmel ME, Ding SY, Johnson DK, Adney WS, Nimlos MR, Brady JW, Foust TD: Biomass recalcitrance: Engineering plants and enzymes for biofuels production. Science. 2007, 315: 804-807. 10.1126/science.1137016.
Pan XJ, Xie D, Gilkes N, Gregg DJ, Saddler JN: Strategies to enhance the enzymatic hydrolysis of pretreated softwood with high residual lignin content. Appl Biochem Biotechnol. 2005, 121: 1069-1079.
Chandra RP, Bura R, Mabee WE, Berlin A, Pan X, Saddler JN: Substrate pretreatment: The key to effective enzymatic hydrolysis of lignocellulosics?. Adv Biochem Eng Biot. 2007, 108: 67-93.
Hu G, Heitmann JA, Rojas OJ: Feedstock Pretreatment Strategies for Producing Ethanol from Wood, Bark, and Forest Residues. Bioresources. 2008, 3: 270-294.
Betancur GJV, Pereira N: Sugar cane bagasse as feedstock for second generation ethanol production. Part II: Hemicellulose hydrolysate fermentability. Electron J Biotechnol. 2010, 13: 1-11.
Silva NLC, Betancur GJV, Vasquez MP, Gomes ED, Pereira N: Ethanol Production from Residual Wood Chips of Cellulose Industry: Acid Pretreatment Investigation, Hemicellulosic Hydrolysate Fermentation, and Remaining Solid Fraction Fermentation by SSF Process. Appl Biochem Biotechnol. 2011, 163: 928-936. 10.1007/s12010-010-9096-8.
Vasquez MP, da Silva JNC, de Souza MB, Pereira N: Enzymatic hydrolysis optimization to ethanol production by simultaneous saccharification and fermentation. Appl Biochem Biotechnol. 2007, 137: 141-153.
Sun Y, Cheng JY: Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresource Technol. 2002, 83: 1-11. 10.1016/S0960-8524(01)00212-7.
Sarkar N, Ghosh SK, Bannerjee S, Aikat K: Bioethanol production from agricultural wastes: An overview. Renew Energ. 2012, 37: 19-27. 10.1016/j.renene.2011.06.045.
Yue ZB, Teater C, Liu Y, MacLellan J, Liao W: A Sustainable Pathway of Cellulosic Ethanol Production Integrating Anaerobic Digestion With Biorefining. Biotechnol Bioeng. 2010, 105: 1031-1039.
Liao W, Liu Y, Liu CB, Wen ZY, Chen SL: Acid hydrolysis of fibers from dairy manure. Bioresource Technol. 2006, 97: 1687-1695. 10.1016/j.biortech.2005.07.028.
Wen ZY, Liao W, Chen SL: Hydrolysis of animal manure lignocellulosics for reducing sugar production. Bioresource Technol. 2004, 91: 31-39. 10.1016/S0960-8524(03)00166-4.
Chen S, Wen Z, Liao W, Liu C, Kincaid RL, Harrison JH, Elliott DC, Brown MD, Stevens DJ: Studies into using manure in a biorefinery concept. Appl Biochem Biotech. 2005, 121: 999-1015.
Teater C, Yue ZB, MacLellan J, Liu Y, Liao W: Assessing solid digestate from anaerobic digestion as feedstock for ethanol production. Bioresource Technol. 2011, 102: 1856-1862. 10.1016/j.biortech.2010.09.099.
Gollehon N, Caswell M, Ribaudo M, Kellogg B, Lander C: Confined animal production and manure nutrients. J Agr Resour Econ. 2000, 25: 726-726.
United States Department of Agriculture: Farms, Land in Farms, and Livestock Operations. Book Farms, Land in Farms, and Livestock Operations. 2009, Washington, DC: USDA National Agricultural Statistics Service
Yadav A, Gupta R, Garg VK: Organic manure production from cow dung and biogas plant slurry by vermicomposting under field conditions. Int J Recycling Organic Waste in Agric. 2013, 2: 21-10.1186/2251-7715-2-21.
Yadvika S, Sreekrishnan TR, Kohli S, Rana V: Enhancement of biogas production from solid substrates using different techniques––a review. Bioresour Technol. 2004, 95: 1-10. 10.1016/j.biortech.2004.02.010.
Alvarez R, Villca S, Lidén G: Biogas production from llama and cow manure at high altitude. Biomass Bioenergy. 2006, 30: 66-75. 10.1016/j.biombioe.2005.10.001.
Iyagba ET, Mangibo IA, Mohammad YS: The study of cow dung as co-substrate with rice husk in biogas production. Scientific Res & Essay. 2009, 4: 861-866.
Petersen SO, Sommer SG, Beline F, Burton C, Dach J, Dourmad JY, Leip A, Misselbrook T, Nicholson F, Poulsen HD, et al: Recycling of livestock manure in a whole-farm perspective. Livest Sci. 2007, 112: 180-191. 10.1016/j.livsci.2007.09.001.
Miller DN, Berry ED: Cattle feedlot soil moisture and manure content: 1. Impacts on greenhouse gases, odor compounds, nitrogen losses, and dust. J Environ Qual. 2005, 34: 644-655. 10.2134/jeq2005.0644.
Johnson GA, Davis JG, Qian YL, Doesken KC: Topdressing turf with composted manure improves soil quality and protects water quality. Soil Sci Soc Am J. 2006, 70: 2114-2121. 10.2136/sssaj2005.0287.
Olson BM, Papworth LW: Soil chemical changes following manure application on irrigated alfalfa and rainfed timothy in southern Alberta. Can J Soil Sci. 2006, 86: 119-132. 10.4141/S05-024.
Spelter H, Winandy J, Zauche T: Anaerobically Digested Bovine Biofiber as a Source of Fiber for Particleboard Manufacturing: An Economic Analysis. Bioresources. 2008, 3: 1256-1266.
Tambone F, Genevini P, D’Imporzano G, Adani F: Assessing amendment properties of digestate by studying the organic matter composition and the degree of biological stability during the anaerobic digestion of the organic fraction of MSW. Bioresource Technol. 2009, 100: 3140-3142. 10.1016/j.biortech.2009.02.012.
Kissinger WF, Koelsch RK, Erickson GE, Klopfenstein TJ: Characters of manure harvested from beef cattle feedlots. Appl Eng Agric. 2007, 23: 357-365.
Larney FJ, Ellert BH, Olson AF: Carbon, ash and organic matter relationships for feedlot manures and composts. Can J Soil Sci. 2005, 85: 261-264. 10.4141/S04-060.
Reinertsen SA, Elliott LF, Cochran VL, Campbell GS: Role of Available Carbon and Nitrogen in Determining the Rate of Wheat Straw Decomposition. Soil Biol Biochem. 1984, 16: 459-464. 10.1016/0038-0717(84)90052-X.
Hsu TA: Pretreament of biomass. Handbook on Bioethanol: Production and Utilization. Edited by: Wyman C. 1996, Washington, DC: Taylor & Francis, 179-195.
Rahikainen JL, Martin-Sampedro R, Heikkinen H, Rovio S, Marjamaa K, Tamminen T, Rojas OJ, Kruus K: Inhibitory effect of lignin during cellulose bioconversion: The effect of lignin chemistry on non-productive enzyme adsorption. Bioresource Technol. 2013, 133: 270-278.
Kumar P, Barrett DM, Delwiche MJ, Stroeve P: Methods for Pretreatment of Lignocellulosic Biomass for Efficient Hydrolysis and Biofuel Production. Ind Eng Chem Res. 2009, 48: 3713-3729. 10.1021/ie801542g.
Elumalai S, Tobimatsu Y, Grabber JH, Pan XJ, Ralph J: Epigallocatechin gallate incorporation into lignin enhances the alkaline delignification and enzymatic saccharification of cell walls. Biotechnol Biofuels. 2012, 5: 59-71. 10.1186/1754-6834-5-59.
Chen Y, Stevens MA, Zhu YM, Holmes J, Xu H: Understanding of alkaline pretreatment parameters for corn stover enzymatic saccharification. Biotechnol Biofuels. 2013, 6: 8-17. 10.1186/1754-6834-6-8.
Silverstein RA, Chen Y, Sharma-Shivappa RR, Boyette MD, Osborne J: A comparison of chemical pretreatment methods for improving saccharification of cotton stalks. Bioresour Technol. 2007, 98: 3000-3011. 10.1016/j.biortech.2006.10.022.
Kim TH, Kim JS, Sunwoo C, Lee YY: Pretreatment of corn stover by aqueous ammonia. Bioresource Technol. 2003, 90: 39-47. 10.1016/S0960-8524(03)00097-X.
Kim TH, Lee YY: Pretreatment and fractionation of corn stover by ammonia recycle percolation process. Bioresource Technol. 2005, 96: 2007-2013. 10.1016/j.biortech.2005.01.015.
Kim TH, Lee YY: Pretreatment of corn stover by soaking in aqueous ammonia. Appl Biochem Biotech. 2005, 121: 1119-1131.
Yue ZB, Teater C, MacLellan J, Liu Y, Liao W: Development of a new bioethanol feedstock - Anaerobically digested fiber from confined dairy operations using different digestion configurations. Biomass Bioenerg. 2011, 35: 1946-1953. 10.1016/j.biombioe.2011.01.035.
Gupta R, Lee YY: Investigation of biomass degradation mechanism in pretreatment of switchgrass by aqueous ammonia and sodium hydroxide. Bioresource Technol. 2010, 101: 8185-8191. 10.1016/j.biortech.2010.05.039.
Xu JL, Cheng JJ: Pretreatment of switchgrass for sugar production with the combination of sodium hydroxide and lime. Bioresource Technol. 2011, 102: 3861-3868. 10.1016/j.biortech.2010.12.038.
Chang VS, Holtzapple MT: Fundamental factors affecting biomass enzymatic reactivity. Appl Biochem Biotech. 2000, 84–6: 5-37.
Parsons TR, Maita Y, Lalli CM: A manual of chemical and biological methods for seawater analysis. 1984, Paris: Pergamon Press
McCabe WL, Smith JC, Harriott P: Operations involving particulate solids. Unit Operations of Chemical Engineering. Edited by: McCabe WL, Smith JC, Harriot P. 1993, Singapore: McGraw Hill, 925-5
Humbird R, Davis R, Tao L, Kinchin C, Hsu D, Aden A, Schoen P, Lukas J, Olthof B, Worley M, Sexton D, Dudgeon D: Dilute-Acid Pretreatment and Enzymatic Hydrolysis of Corn Stover. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol. 2011, National Renewable Energy Laboratory /TP-5100-47764, Golden, CO, 275-3000. 303
Bhatia L, Johri S, Ahmad R: An economic and ecological perspective of ethanol production from renewable agro waste: a review. AMB Express. 2012, 2: 1-19. 10.1186/2191-0855-2-1.
Fox SC, McDonald AG: Chemical and Thermal Characterization of Three Industrial Lignins and Their Corresponding Lignin Esters. Bioresources. 2010, 5: 990-1009.
Daystar JS, Venditti RA, Gonzalez R, Jameel H, Jett M, Reeb CW: Impacts of Feedstock Composition on Alcohol Yields and Greenhouse Gas Emissions from the NREL Thermochemical Ethanol Conversion Process. Bioresources. 2013, 8: 5261-5278.
Kylliainen O, Holmbom B: Chemical composition of components in spruce bark waters. Pap Puu-Pap Tim. 2004, 86: 289-292.
Sluiter JB, Ruiz RO, Scarlata CJ, Sluiter AD, Templeton DW: Compositional Analysis of Lignocellulosic Feedstocks. 1. Review and Description of Methods. J Agr Food Chem. 2010, 58: 9043-9053. 10.1021/jf1008023.
Thammasouk K, Tandjo D, Penner MH: Influence of extractives on the analysis of herbaceous biomass. J Agr Food Chem. 1997, 45: 437-443. 10.1021/jf960401r.
Chen Y, Stevens MA, Zhu Y, Holmes J, Xu H: Understanding of alkaline pretreatment parameters for corn stover enzymatic saccharification. Biotechnol Biofuels. 2013, 6: 1-10. 10.1186/1754-6834-6-1.
Chaturvedi V, Verma P: An overview of key pretreatment processes employed for bioconversion of lignocellulosic biomass into biofuels and value added products. 3 Biotech. 2013, 3: 415-431.
Yu ZY, Jameel H, Chang HM, Park S: The effect of delignification of forest biomass on enzymatic hydrolysis. Bioresource Technol. 2011, 102: 9083-9089. 10.1016/j.biortech.2011.07.001.
Mittal A, Katahira R, Himmel ME, Johnson DK: Effects of alkaline or liquid-ammonia treatment on crystalline cellulose: changes in crystalline structure and effects on enzymatic digestibility. Biotechnol Biofuels. 2011, 4: 41-55. 10.1186/1754-6834-4-41.
Krassig HA: Methods of activation. Cellulose. Edited by: Krassig HA. 1993, Netherlands: Taylor & Francis, 215-258. 11
Sathitsuksanoh N, Zhu ZG, Wi S, Zhang YHP: Cellulose Solvent-Based Biomass Pretreatment Breaks Highly Ordered Hydrogen Bonds in Cellulose Fibers of Switchgrass. Biotechnol Bioeng. 2011, 108: 521-529. 10.1002/bit.22964.
Kim SB, Lee SJ, Lee JH, Jung YR, Thapa LP, Kim JS, Um Y, Park C, Kim SW: Pretreatment of rice straw with combined process using dilute sulfuric acid and aqueous ammonia. Biotechnol Biofuels. 2013, 6: 109-119. 10.1186/1754-6834-6-109.
Cheng YS, Zheng Y, Yu CW, Dooley TM, Jenkins BM, VanderGheynst JS: Evaluation of High Solids Alkaline Pretreatment of Rice Straw. Appl Biochem Biotech. 2010, 162: 1768-1784. 10.1007/s12010-010-8958-4.
Miron J, Benghedalia D: Effect of Hydrolyzing and Oxidizing-Agents on the Composition and Degradation of Wheat Straw Monosaccharides. Eur J Appl Microbiol. 1982, 15: 83-87. 10.1007/BF00499511.
Lu FC, Ralph J: The DFRC method for lignin analysis. Part 3. NMR studies. J Wood Chem Technol. 1998, 18: 219-233. 10.1080/02773819809349578.
Blumenkr N, Asboehan G: New Method for Quantitative-Determination of Uronic Acids. Anal Biochem. 1973, 54: 484-489. 10.1016/0003-2697(73)90377-1.
Park S, Baker JO, Himmel ME, Parilla PA, Johnson DK: Cellulose crystallinity index: measurement techniques and their impact on interpreting cellulase performance. Biotechnol Biofuels. 2010, 3: 10-19. 10.1186/1754-6834-3-10.
Overend RP, Chornet E: Fractionation of Lignocellulosics by Steam-Aqueous Pretreatments. Philos T R Soc A. 1987, 321: 523-536. 10.1098/rsta.1987.0029.
Chum HL, Johnson DK, Black SK, Overend RP: Pretreatment Catalyst Effects and the Combined Severity Parameter. Appl Biochem Biotech. 1990, 24–5: 1-14.
Sasikumar E, Viruthagiri T: Optimization of Process Conditions Using Response Surface Methodology (RSM) for Ethanol Production from Pretreated Sugarcane Bagasse: Kinetics and Modeling. Bioenerg Res. 2008, 1: 239-247. 10.1007/s12155-008-9018-6.
Acknowledgements
We gratefully acknowledge the United States Department of Agriculture-National Institute of Food and Agriculture for its financial support (USDA BRDI Grant number 2012-10006-19423). The authors thank GLBRC UW-Madison (Ruwan Ranatunga) for generously provided a Corn Stover-2010 sample for the comparison study. The authors thank Dharshana Padmakshan and Steven D. Karlen (GLBRC UW-Madison) for providing assistance with lignin monomer detection of manure fiber.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
SE and TR designed the research with SE performing the experiments; SE, AR, TR, and JM analyzed the data and wrote the paper. All authors read and approved the final manuscript.
Electronic supplementary material
40508_2014_28_MOESM1_ESM.pdf
Additional file 1: Figure S1: Correlation plot of experimental and model predicted values of percent delignification of manure fibers pretreated at: (A) 100°C using combined NH3 and NaOH, (B) 121°C/15 psi using combined NH3 and NaOH, (C) 121°C/15 psi using NaOH, and (D) 121°C/15 psi using NH3. (PDF 867 KB)
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made.
The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
To view a copy of this licence, visit https://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Elumalai, S., Espinosa, A.R., Markley, J.L. et al. Combined sodium hydroxide and ammonium hydroxide pretreatment of post-biogas digestion dairy manure fiber for cost effective cellulosic bioethanol production. Sustain Chem Process 2, 12 (2014). https://doi.org/10.1186/2043-7129-2-12
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2043-7129-2-12