
Abstract
The influence of commercial low carbon ferrochromium (LCFeCr) additions on the inclusion characteristics in Ti-containing ferritic stainless steel was studied by laboratory experiment in this work. The inclusions in steel before and after the FeCr alloy additions were investigated through systematic samplings and microscopy investigations of the liquid steel. Different types of inclusions in the FeCr alloy and steel were detected and the evolution of the inclusion characteristics (e.g., composition, size, morphology, and number density) were investigated. The results showed that the Ti content decreased after the FeCr alloy additions. Furthermore, MnCr2O4 spinel inclusions originating from the FeCr alloys transformed into Ti2O3–Cr2O3-based liquid inclusions and Ti2O3-rich solid inclusions. They were formed due to the reactions between MnCr2O4 and TiN inclusions or dissolved Ti in molten steel. The ratio of Ti/Al in the steel melt has a direct influence on the evolution of inclusions from thermodynamic calculations. The addition of FeCr alloys caused an increased number density of these Ti2O3-containing inclusions and TiN inclusions up to 8 minutes from the time of alloy addition. The increased Cr content from 16 to 24 mass pct due to the FeCr additions can increase the critical N content to form TiN inclusions at a specific Ti content. Overall, this study has contributed to the understanding the behavior of inclusions from LCFeCr alloy during the alloying process in Ti-containing steel.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Ferritic stainless steel (FSS) grades are essentially Fe–Cr binary alloys containing 12 to 30 mass pct Cr. Recently, ferritic stainless steels containing chromium up to 30 mass pct with ultra-low carbon and nitrogen contents have been developed for good corrosion resistance and high formability to replace austenitic stainless steels.[1,2] Titanium has been widely used as an alloying element in stainless steel to suppress chromium nitride precipitations at grain boundaries by stabilizing nitrogen, which substantially improves the resistance to intergranular corrosion.[3] TiN or titanium oxides, TiOx, in liquid steel are known to help the formation of an equiaxed fine-grain structure due to a heterogeneous nucleation of δ-ferrite during solidification caused by their small lattice misfit.[4,5,6,7,8,9] On the other hand, an excessive formation of those inclusions can cause nozzle clogging problems during continuous casting and subsequently lead to various defects in the final products.[8,10] Therefore, controlling the interstitial contents at an optimum level is important for developing desirable properties in these stainless steels.
Many researchers have investigated the inclusion characteristic changes during different stages of the steelmaking process. Most of these investigations have focused on areas such as slag–metal reactions, inclusion formation, growth, modification, floatation, and removal. The main origins of inclusions could be the slag/fluxes, refractory, deoxidizers, ferroalloys, or air to which liquid steel comes in contact during the process. One area of interest is that the additions of ferroalloys can not only increase the content of the alloying element, but they also can have an unintentional effect on the inclusions in the steel melt, which decreases the steel cleanliness. This is an area that has not been widely explored.
Wijk and Brabie[11] performed laboratory experiments to study the influence of FeSi alloy (standard, granulated, high purity) additions on the inclusion characteristics in steel melts. They reported that the addition of a high-purity FeSi alloy resulted in the formation of fewer inclusions compared to when using a standard FeSi alloy. Also, the effects of Al and Ca in FeSi alloys on the composition evolution of inclusions in different steel melt have been well investigated by several researchers.[12,13,14,15,16,17] They reported that the high Al-containing FeSi alloys can significantly increase the formation of pure Al2O3 and/or MgAl2O4 spinel inclusions in liquid steel. The high Ca-containing FeSi alloys can modify Al2O3 and MgO·Al2O3 solid inclusions into liquid CaO–Al2O3 inclusions.
Sjökvist et al.[18] investigated the effect of FeMn additions on the inclusion characteristics in steel. They proposed that different FeMn grades only have a temporary influence on the inclusion characteristics in steel during ladle refining since the cleanliness of final steel product showed an equal level for all FeMn grades. Pande et al.[19,20] revealed that FeTi can act as a potential source of oxygen, which lead to the formation of new inclusions during the dissolution of the alloy in steel melt. They also studied the influence of impurities in FeTi70 and FeTi35 alloys on steel cleanliness in an industrial process. Their results showed that the number of generated inclusions was higher for a FeTi35 addition compared to a FeTi70 addition, which was attributed to the presence of larger contents of impurities in the FeTi35 alloys.[21] Also, Dorrer et al.[22] reported that the FeTi75 additions can cause the formation of a new population of Ti-containing alumina inclusions which increased clogging tendency. Sjökvist et al.[23] also investigated the inclusions in high carbon ferrochrome (HCFeCr) alloys and the behavior of the inclusions in steel after additions of these alloys to steel. They reported that MnS and (Cr,Ti)(C, N) inclusions from HCFeCr alloys were dissolved together with the alloys, and that complex sulfide (Cr, Fe, Mn, Ti)S formed during solidification. However, HCFeCr alloys are usually added earlier in the steelmaking process. Therefore, it is more interesting to study low carbon ferrochrome (LCFeCr) alloys that are added late in the process.[24,25] Reviews in this area indicate a general need for more information about the influence of ferroalloys on the inclusion characteristics in steel. Moreover, the evolution mechanism of inclusions from LCFeCr alloys in molten steel has been rarely investigated.
In this study, the inclusions in commercial LCFeCr alloys were first analyzed. Then laboratory alloying experiments were carried out using Ti-containing ferritic stainless steel (modified STS430 grade) as experimental materials. The target steel grade after the FeCr alloy addition is 446 grade containing 23 to 27 mass pct Cr content. The aim is to investigate the effects of FeCr additions on the inclusion transformation thermodynamics and kinetics in steel.
Experimental
Experimental Procedure
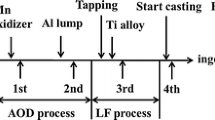
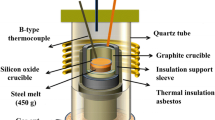
The alloying experiment was carried out using a high-frequency induction furnace, of which a schematic diagram is shown in Figure 1(a). The quartz reaction chamber was initially evacuated prior to performing the experiments using a mechanical rotary pump; the chamber was subsequently filled with a highly purified Ar-3 pct H2 gas mixture controlled using a mass flow controller. Impurities in the Ar-3 pct H2 gas mixture were removed by passing the gas through Drierite (W.A. Hammond Drierite Co. Ltd., Xenia, OH), silica gel, and Mg turnings at 723 K (450 °C). The 430 stainless steel ingot (500 g) was melted in a fused MgO crucible (99.9 pct purity, 60 × 50 × 120 mm) with a graphite heater for induction heating; the heater was surrounded by insulation. The experimental temperature was 1873 K (1600 °C), which was controlled within ± 2 K (2 °C) using a B-type (Pt-30Rh/Pt-6Rh, mass pct) thermocouple and a proportional integral differential controller. After the temperature was stabilized for 30 minutes, an initial steel sample (S1) was taken using a quartz suction tube (ID = 4 mm) and thereafter quenched in water. As soon as the initial sampling was completed, 85 g FeCr alloy was added through the quartz tube (14 × 12 × 500 mm) under an Ar-3 pct H2 atmosphere. The compositions of steel and FeCr alloy are listed in Table I. Then, steel samples were taken at various times (S2 at 3 minutes, S3 at 8 minutes, S4 at 18 minutes, S5 at 30 minutes), as shown in Figure 1(b).

Schematic diagram of the experimental apparatus (a) and schematic illustration of the sampling time (b)
Analysis and Characterization
The chemical compositions of the steel samples were determined using inductively coupled plasma atomic emission spectrometry (ICP-AES, ACROS, SPECTRO). The oxygen and nitrogen contents were determined by using a LECO combustion analyzer. Three-dimensional observation after the electrolytic extraction was used to observe the exact morphology, composition, and size of inclusions in the FeCr alloy and steel samples. For this experiment, a 10 pct AA solution (10 pct acetylacetone, 1 pct tetramethylammonium chloride, and methanol) was used as the electrolyte, and a 750 mA current was applied for 3 hours. The extracted inclusions were filtered out by a vacuum pump and laid on a membrane filter with a pore size of 0.1 μm. Once completely dried, the filter was coated with platinum. Next, the inclusions on the filter were evaluated by using field emission scanning electron microscopy analysis (FE-SEM; TESCAN model MIRA 3) equipped with an energy-dispersive X-ray spectroscope (EDS). Besides, the characterization of inclusions, i.e., number density, size distribution, and chemical composition, in the steel samples was performed using a field-emission scanning electron microscopy (FE-SEM). The inclusions in the samples were observed using the automated inclusion analysis system with the following settings: 1-μm-limit diameter for inclusion detection in the 10 mm2 area.
Results and Discussion
Changes in Metal Compositions by FeCr Alloy Addition
Figure 2 illustrates how the contents of typical elements change with time during the experiment. It can be seen that the initial Cr content before FeCr addition was about 16 mass pct, which corresponds to time 0. Three minutes later after FeCr addition, the Cr content increased to 23 mass pct. After the initial sharp increase, it slightly increased to 24 mass pct and remained at a steady level later. The Si content sharply increased after 3 minutes of FeCr addition and then maintained a constant value with time during the experiment. The increased Si content might come from Si in the added FeCr alloy (0.41 mass pct). With respect to the Ti content, it showed an opposite tendency to that of Si content. The Ti content was about 0.21 mass pct at the beginning of the experiment, then it drastically decreased to 0.15 mass pct after 8 minutes from FeCr addition and thereafter had an almost constant value. The decrease of Ti in the melt might be due to the reactions between Ti and the inclusions from FeCr alloys, which are discussed in detail in Section III. In addition, the Al content remained at a steady level at about 0.01 mass pct with small fluctuations for the duration of the experiment. It can be inferred that the Al content is hardly influenced by the addition of the investigated FeCr alloy, which contains a small Al content (0.05 mass pct).

Typical composition changes versus time (a) Cr, Ti, Si, and Al contents, (b) O and N contents
The total oxygen (T.O) content was about 100 ppm in the original steel (Table I), and it decreased to about 45 ppm after melting and stabilization. This was not only due to the removal of O by the Ar-3 pct H2 gas mixture, but also due to the partial removal of oxide inclusions by floatation and adherence to the crucible wall. After the addition of FeCr alloys, the O content significantly increased and reached a maximum value after 8 minutes. Thereafter, it sharply decreased to a value of approximately 60 ppm due to the floatation and removal of oxide inclusions. The nitrogen (N) content showed a similar tendency to that of the O content, which also reached a peak value at 8 minutes. One possible explanation is that the melt might be re-oxidized during the addition of FeCr alloys. Another reason might be due to the reactions happened after FeCr additions, which are discussed in detail in Section III. The final N and O contents were slightly higher than those in the sample S1 before FeCr additions.
Characterization of Inclusions in FeCr Alloys and Steel Samples
Inclusions in FeCr alloys
The characteristics of inclusions found in the investigated FeCr alloys are shown in Table II. The major type of inclusion is MnO-Cr2O3, which accounts for approximately 73 pct of the total inclusions. Based on their compositions and typical polygonal morphologies, they belong to the MnCr2O4 spinel group inclusions. Moreover, they have the largest size distribution (3 to 72 μm) compared to the other types of inclusions. This was reported in the previous papers which combined the results obtained from both the film filters and metal surface after electrolytic extraction.[26] The following type is pure Al2O3 inclusion (~ 19 pct) with a size distribution of 4 to 20 μm. Finally, the Al2O3–SiO2–CaO–MgO complex oxide inclusions were found (~ 8 pct). Their evolution behaviors in the steel melt after FeCr addition are discussed in the following sections.
Inclusion morphology in steel melt after FeCr additions
Figure 3 shows the morphologies and compositions of different types of inclusions in the steel samples before and after the FeCr alloy additions. The detailed inclusion types in each sample are shown in Table III. In sample S1 (before FeCr addition), the main type was TiN inclusions, which were present both as single particles and clusters (Figure 3(a)). They belong to the cubic or triangular-shaped crystal systems with a high melting temperature and hardness, resulting in a difficulty to be deformed during the steel processing.[27] TiN clusters usually have a larger size, which may be broken up into smaller TiN particles in a stringer shape during the rolling process.[28,29] The microvoids in such stringers will act as initiation sites for pitting corrosion or the initiation of stress corrosion cracking when exposed to an aqueous solution.

Morphologies of typical inclusions observed in different samples, (a) through (f) in S1, (g) through (l) in S2, (m) through (o) in S3 and S4, (p) through (r) in S5
In terms of oxide inclusions, nearly spherical TiOx–Al2O3 (Figure 3(b)) and irregular TiOx (Figure 3(c)) inclusions were observed. In addition, polyhedral TiOx–Al2O3–MgO spinel group inclusions were found in all samples and they had similar morphologies (Figure 3(d)). A small amount of dissolved Mg probably originated from the reduction of MgO in the crucible by soluble Al in liquid steel, as expressed in Eq. [1].[30] With the generation of dissolved Mg, MgO·Al2O3 inclusions can be easily formed according to reactions [2] and [3].[31] The possible formation mechanisms of TiOx–Al2O3–MgO inclusions can be explained by the reaction between soluble Ti and MgO·Al2O3 inclusions, as given by Eq. [4].[32] Besides, inclusions with a MgAl2O4 core and a TiN out layer were also observed (Figure 3(e)). Many studies have demonstrated that a MgAl2O4 spinel has a high potential for acting as a TiN nucleation site because of the low lattice disregistry (4.88) between MgAl2O4 and TiN and relatively higher one (17.48) between Al2O3 and TiN.[33,34,35] Also, irregular Al2O3 inclusions were found in the extracted samples before and after FeCr addition (Figure 3(f)). One possible origin can be from the added FeCr alloys. However, they were almost undetected by the automatic SEM analysis, which might be due to their small number density. Therefore, they are not discussed in the present study.
After the FeCr alloy addition, single TiN particles and clusters containing cubic crystals continued to be present in steel (Figure 3(g)) and some (Ti,Cr)N inclusions were observed (Figure 3(h)). Both TiN and CrN phases are known as the NaCl rock-salt structure face-centered cubic (FCC). Hence, Cr can be incorporated by replacing Ti in the substitutional site of (Ti,Cr)(N) solid solution based on the two-sublattice model due to their similar crystal structure.[36]
It should be noted that very few inclusions that contained higher MnO contents (up to 33 mass pct) were observed only in sample S2 (Figure 3(i)), which might be due to the transformation of the MnCr2O4 inclusions in the FeCr alloys since no MnO-containing inclusions were found in steel before the FeCr alloy addition. Moreover, the main types of oxide inclusions consisted of TiOx, Cr2O3, and Al2O3. They can be divided into two groups based on their compositions and morphologies: irregular shapes with lower Cr2O3 contents and nearly spherical shapes with higher Cr2O3 contents (Figure 3(j)).
In addition, dual-phase inclusions containing both TiOx–Cr2O3 and TiOx–Cr2O3–SiO2–(Al2O3) phases (Figure 3(k)) and homogenous TiOx–Cr2O3–SiO2 inclusions (Figure 3(l)) were also observed. They were found in all the following samples (S2 to S5). Most of these SiO2-containing inclusions are spherical due to the fact that these inclusions are liquid at the experimental temperature. Moreover, the contents of TiOx and Cr2O3 in the TiOx–Cr2O3–SiO2–(Al2O3) phases are lower than those in the TiOx–Cr2O3 phases. Therefore, the SiO2-containing phase can be explained by the fact that the TiOx and Cr2O3 in the inclusions are reduced by Si in the steel melts, as given in Eqs. [5] and [6].[37]
In sample S3 taken after 8 minutes of FeCr addition, the number of the TiOx–Cr2O3–Al2O3 inclusions greatly increased (Figure 3(m)). In samples S3 and S4, the typical compositions and morphologies of these TiOx–Cr2O3–Al2O3 inclusions are shown in (Figure 3(n)). The enlarged clusters which contained higher TiOx contents (Figure 3(o)) were easily observed in these two samples.
In the final sample S5, irregular TiOx–(Cr2O3–Al2O3) inclusions with lower Cr2O3 contents (Figure 3(p)) and spherical TiOx–Cr2O3–(Al2O3) inclusions with higher Cr2O3 contents (Figure 3(q)) still represented the majority inclusion types. Moreover, a small number of spherical TiOx–Cr2O3–SiO2 inclusions (Figure 3(r)) were also observed.
Inclusion composition, number, and size changes in steel melt after FeCr additions
The equilibrium product titanium oxide changes its chemical composition with Ti content and oxygen partial pressure in the liquid steel. Previous studies[38,39,40] showed that various valence states of titanium can be present in steel, such as Ti3O5, Ti2O3, and TiO2. The identification of equilibrium, the titanium oxide phases, and their activity information are very important for accurate thermodynamic analysis of the Ti-containing inclusions.[41] Moreover, TiOx–Cr2O3–Al2O3 system inclusions were rarely reported by other researchers. Therefore, the equilibrium titanium oxides were first discussed based on the different oxygen partial pressures. Phase diagrams for the TiOx–Cr2O3–Al2O3 system at different oxygen partial pressures are illustrated in Figure 4, which were computed using FactSage 7.1 with the FactPS and FToxid databases at 1873 K (1600 °C).

Calculated phase diagrams of the TiOx–Cr2O3–Al2O3 system at 1873 K (1600 °C) under varied oxygen partial pressures: (a) in air, (b) p(O2) = 10−5 atm, (c) p(O2) = 10−8 atm, (d) p(O2) = 10−10 atm, (e) p(O2) = 10−12 atm, and (f) p(O2) = 10−15 atm. (The axis number represents mass pct)
The phase diagram at p(O2) = 10−5 atm is similar to the phase diagram in air. Moreover, the rutile (TiO2) phase is formed at the TiOx corner, and also the TiO2 phase is a major phase in TiOx in the cases as shown in Figure 4(a) through (c). When p(O2) = 10−10 atm, Ti5O9 is formed instead of TiO2 at the TiOx corner (Figure 4(d)). Ti3O5 becomes stable as a primary solid phase and all Al2TiO5 phases disappear at p(O2) = 10−12 atm (Figure 4(e)). In addition, the liquid phase region greatly increases and the fraction of Ti2O3 becomes larger than TiO2 in TiOx when the oxygen partial pressure decreases from p(O2) = 10−10 to p(O2) = 10−12 atm. As the oxygen partial pressure p(O2) reaches a value of 10−15 atm, the liquid phase region continues to increase (Figure 4(f)). At the TiOx corner, ilmenite (Ti2O3 + Ti2Al2O6) is the dominant phase, while no Ti–Cr–O stable phase can be obtained. It should be noted that very few researchers reported this ternary system. Therefore, further work should be done to clarify the possible equilibrium phases. According to the discussions of these calculations, it can be concluded that the titanium oxide changes in the order of TiO2 → Ti5O9 → Ti3O5 → Ti2O3 with a decrease of the oxygen partial pressure.
The calculated oxygen partial pressure (= p(O2)) in the present study is about 10−15 atm based on Eqs. [7] through [9].[30]
where [pct j] denotes the concentration of component j in steel [mass pct], fo is the activity coefficient of O calculated based on Wagner Eq. [3] using the first- \(\left( {e_{i}^{j} } \right)\) and second-order \(\left( {r_{i}^{j} } \right)\) interaction parameters presented in Table IV.
Based on the discussions above, TiOx–Cr2O3–Al2O3, TiOx–Cr2O3–SiO2, TiOx–Al2O3–MgO system inclusions were found after FeCr additions. To quantitatively investigate the composition of these inclusions, the ratio of (mass Ti2O3)/(mass Ti2O3 + mass TiO2) in the liquid phase has also been calculated by FactSage 7.1 with the databases of FToxid and FactPS and the results are shown in Figure 5. As can be seen, the ratio of (mass Ti2O3) to (mass Ti2O3 + mass TiO2) slightly decreases and then increases by increasing the mass Cr2O3 content regardless of the Al2O3 content in the TiOx–Cr2O3–Al2O3 system (Figure 5(a)). It should be pointed out that the Cr2O3 content corresponding to the lowest point gradually decreases with an increased Al2O3 content. The corresponding Cr2O3 content range smaller than this lowest point belongs to the Ti2O3 + liquid region where Ti2O3 is the main phase, as shown in Figure 4(f). Similarly, the ratios of (mass Ti2O3) to (mass Ti2O3 + mass TiO2) vary with the increase of SiO2 and Al2O3 contents in TiOx–Cr2O3–SiO2 system (Figure 5(b)) and TiOx–Al2O3–MgO system (Figure 5(c)), respectively.

The computed ratio of (mass Ti2O3) to (mass Ti2O3 + mass TiO2) in the liquid phase of the (a) TiOx–Cr2O3–Al2O3, (b) TiOx–Cr2O3–SiO2, and (c) TiOx–Al2O3–MgO inclusion systems at 1873 K (1600 °C) and p(O2) = 10−15 atm
Nevertheless, these ratios are not less than about 0.75 based on these calculations. Therefore, it can be concluded that the relative amount of Ti2O3 would be more dominant than that of TiO2 in these ternary systems at 1873 K (1600 °C) and p(O2) = 10−15 atm. Park et al.[30] also reported that the Ti2O3 phase was the dominant phase in TiOx of the TiOx–Al2O3–MgO system inclusions at p(O2) = 10−13 atm.
The compositions of different types of oxide inclusions are plotted on the Ti2O3–Al2O3–MgO, Ti2O3–Cr2O3–SiO2 and Ti2O3–Cr2O3–Al2O3 ternary phase diagrams, which were computed using FactSage 7.1 program with the FactPS and FToxid databases at 1873 K (1600 °C) and p(O2) = 10−15 atm. The inclusions were mainly Ti2O3 and Ti2O3–Al2O3 systems before FeCr addition (S1), as shown in Figure 6(a). In addition, some Ti2O3–Al2O3–MgO inclusions were also observed and they were located in the liquid + spinel region. It can be seen that this type of inclusions was found in all the samples and the Ti2O3 contents in these inclusions slightly increased after FeCr addition. After 3 minutes from adding the FeCr alloy (S2), the main type of inclusions was found to belong to the Ti2O3–Cr2O3–Al2O3 systems, where less than 5 pct MnO content was ignored. The last group of inclusions consisted of Ti2O3–Cr2O3–SiO2, and they are mostly located in the single liquid phase region, as shown in Figure 6(b). Also, almost all this type of inclusions are located in the same liquid region in the other samples, which contain SiO2 contents ranging from 10 to 60 mass pct. This explains the spherical shape of these inclusions.

Evolution of inclusions with the addition of FeCr alloys: (a) Ti2O3–Al2O3–MgO inclusions in S1 to S5, (b) Ti2O3–Cr2O3–SiO2 inclusions in S2 to S5, Ti2O3–Cr2O3–Al2O3 inclusions in (c) S2, (d) S3, (e) S4, and (f) S5
In terms of the Ti2O3–Cr2O3–Al2O3 inclusions, the majority of inclusions are located in the liquid region (Figure 6(c)), which are more likely to correspond to those spherical inclusions as shown in Figure 3(j). Besides, some of them are located in the Ti2O3 + liquid region, which shows a good agreement with their irregular morphology. After 8 minutes from FeCr addition (S3), the number of inclusions (177 #/mm2) significantly increases compared to that found in sample S2 taken at 3 minutes (76 #/mm2). It should be pointed out that the majority of inclusions are located in the Ti2O3 + liquid region. The composition distributions in the samples S4 (18 minutes) and S5 (30 minutes) do not show a significant difference, and inclusions containing high Ti2O3 (> 75 mass pct) contents still exist. These Ti2O3-rich solid inclusions can lead to the formation of submerged nozzle clogging problems or skin laminations or line defects on the rolled strip, which can severely impact the steel quality.[47]
The effect of FeCr addition on the average composition of Ti2O3–Cr2O3–Al2O3 system inclusions is shown in Figure 7(a). It can be seen that the average Ti2O3 content increases from about 62 mass pct in S2 to 72 mass pct in S3, while the Cr2O3 and Al2O3 contents slightly decrease. In sample S2, the average composition of Ti2O3–Cr2O3–Al2O3 inclusions is located in the single liquid phase region. However, the average composition of the inclusions in sample S3 moves to the Ti2O3 + liquid region. It indicates that the fraction of high Ti2O3-containing inclusions increases during this period. Thereafter, the Ti2O3 content decreases to 67 mass pct in S4 and 63 mass pct in S5. Meanwhile, the average Al2O3 and Cr2O3 contents slightly increase, and the average compositions of Ti2O3–Cr2O3–Al2O3 inclusions move back to the liquid region. According to the above discussions, some high Ti2O3 solid inclusions can form clusters due to the agglomeration and thereafter they easily float up from the melt.

Average composition changes of Ti2O3–Cr2O3–Al2O3 inclusions (a) and the average size of different types of inclusions (b)
The average size change of different types of inclusions are presented in Figure 7(b). It can be seen that the average size of Ti2O3–Cr2O3–Al2O3 inclusions first slightly increases and then decreases. It should be pointed out that many clusters containing high Ti2O3 contents were observed in the three-dimensional extracted samples, but few large size inclusions were detected when using the two-dimensional automatic SEM analysis. Relatively larger sizes of Ti2O3–Cr2O3–SiO2 inclusions were observed compared to the other types of inclusions, which might be due to the fact that they were mostly liquid as shown in Figure 6(b) and therefore easier to collide and grow. While for Ti2O3–Al2O3–MgO inclusions, they keep at a stable level of about 2.2(± 0.5) μm during the experiment. In terms of TiN inclusions, they have the largest sizes in sample S1 and decrease from S1 to S3 and then slightly increases from S3 to S5. The size distributions of TiN inclusions in this steel grade are studied elsewhere, the results showed that most of the TiN inclusions were smaller than 1 μm.[5] However, these fine inclusions were not detected and counted in the present study due to the automatic SEM detection limit. Therefore, the size measurements of the TiN inclusions can only partially reflect the real situations.
The fraction of each inclusion type in different samples and the number density of Ti2O3–Cr2O3–Al2O3 and TiN inclusions are presented in Figure 8. It should be noted that Ti2O3–Cr2O3–Al2O3 inclusions in S1 refer to Ti2O3 and Ti2O3–Al2O3 inclusions, which correspond to two main types of inclusions in Figures 3(b) and (c). It can be seen that the majority of the inclusions in S1 (before FeCr addition) are TiN inclusions, which accounts for approximately 70 pct of the total inclusions. After the addition of FeCr alloys, the fraction of TiN inclusions decreases significantly in samples S2 (3 minutes) and S3 (8 minutes). Thereafter, the amount remains at a small level of less than 5 pct in samples S4 (18 minutes) and S5 (30 minutes).

Change in the relative fraction of different types of inclusions (a) and number density of Ti2O3–Cr2O3–Al2O3 and TiN inclusions (b)
Meanwhile, the fraction of Ti2O3–Cr2O3–Al2O3 inclusions increases with time and becomes the major part of inclusions in the final sample S5 (> 80 pct). It should be pointed out that some MnO-containing inclusions (the MnO contents vary from 6 mass pct to 33 mass pct) were only observed after a short time from FeCr addition (S2). Also, their sizes are much smaller compared to those of the MnCr2O4 inclusions. This means that most MnCr2O4 inclusions started to transform during this period. Ti2O3–Al2O3–MgO inclusions were observed in all samples, and their fraction was slightly larger in samples S4 and S5 compared to the other samples. The Ti2O3–Cr2O3–SiO2 inclusions were generated in sample S2 after FeCr addition and their fraction slightly increased in sample S3 and then remained at a similar level.
When it comes to the number density of Ti2O3–Cr2O3–Al2O3 inclusions, it greatly increases from sample S1 to S3 and reaches a maximum value in S3 after FeCr addition. Then, their number density is reduced due to the inclusion floatation. The number density of TiN inclusions shows a decreasing tendency with time except for small fluctuations and reaches a much smaller number density value in S5 compared to S1. Although the majority of the TiN inclusions have an average size smaller than 1 μm, which could not be detected here, their numbers significantly decreased based on the experimental results of the extracted samples.
Thermodynamic Calculations of Inclusion Transformations
TiN solubility in the steel melt
Figure 9 shows the TiN and oxide inclusion formations in different samples based on the compositions in Figure 2 calculated using the Scheil–Gulliver model in FactSage 7.1 with the FSstel and FToxid databases. Also, the calculated liquidus (Ts) and solidus (TL) temperatures of steel containing 24 mass pct Cr are 1767 K and 1780 K (1494 °C and 1507 °C), respectively. As can be seen from Figure 9(a) the TiN inclusions form in the mushy zone of the solidifying steel for all samples. The formation temperatures of the TiN inclusions can vary depending on the different Ti and N contents in the steel melt. However, their precipitation temperature does not change much based on the calculation results. It should be pointed out that the calculations can predict the relative amount of TiN inclusions in different samples. The amount of TiN inclusions reached a maximum value after 8 minutes of FeCr alloy addition and then decreased to a lower level than that in the sample before FeCr addition. In terms of the oxide inclusions in Figure 9(b), the main oxide inclusions were ilmenite (Ti2O3) and liquid inclusions (TiOx > 80 pct), where the Ti2O3 inclusions precipitated after liquid inclusions in all samples. In sample S1, the amount of Ti2O3 inclusions was a little higher than that of liquid inclusions. However, the amount of liquid inclusions greatly increased in sample S3, and the value became three times higher than that of Ti2O3 inclusions. In the final sample S5, the amount of both liquid and Ti2O3 inclusions decreased a lot but were still higher than those in sample S1. These predicted results are in a good agreement with the experimental results.

Predicted TiN (a) and oxide inclusions (b) in different samples
The reaction equilibrium for the formation of TiN inclusions in liquid steel can be written as follows[48]:
where aTiN is the activity of TiN, under the current experimental conditions, the activity of TiN is unit. fTi, fN are the activity coefficients of Ti and N which are calculated using the classical Wagner formalism Eq. [9] with the first- and second-order interaction parameters that are listed in Table III. [pct Ti] and [pct N] are the mass concentrations of Ti and N in molten steel, respectively.
The contours of the solubility product TiN in the steel melt at 1873 K (1600 °C) for two different Cr contents (16 and 24 mass pct Cr before and after FeCr addition, respectively) and different temperatures are shown in Figure 10. The measured Ti and N contents in different steel samples are also shown in the diagram (solid symbol). It is interesting to note that as the Cr content increases in liquid steel, the critical N content to form TiN inclusions increases at a specific Ti content. It means that an increased Cr content is not favorable for the formation of TiN inclusions in the steel melt. Moreover, the critical N and Ti contents decrease significantly as the temperature decreases. This was also reported for TiN[49] and AlN[50,51] inclusions in the previous works.

TiN solubility diagram at different temperatures
TiN was predicted not to form at 1873 K (1600 °C), i.e., the experimental temperature in S1 because the melt composition was located below the TiN saturation curve. Hence, the TiN inclusions were not saturated before FeCr addition. In sample S2 after the FeCr alloy addition, the N content slightly increased and reached a maximum value in sample S3. It was reported that the nitrogen solubility increased significantly while the titanium content decreased with an increased Cr content.[49] The effect of Cr on the solubility product of TiN was primarily the result of the effect of Cr on the solubility of N in the melt due to the different interaction parameters for Cr to Ti (0.024), and Cr to N (− 0.06). In S3, TiN inclusions can form above the liquidus temperature, which was still below the saturation curve of 1873 K (1600 °C). In samples S4 and S5, the experimental points were located below the saturation curve of the solidus temperature (1767 K, 1494 °C).
Theoretically, TiN inclusions could form in steel samples due to local cooling conditions. Based on the FactSage adiabatic temperature calculation by setting ΔH = 0, the final temperature of 500 g steel (1873 K, 1600 °C) and 85 g FeCr (298 K, 25 °C) are about 1777 K (1504 °C). Even though this can be different from the real case, it indicates that the local temperature around FeCr alloy lumps (0.5 mm at average size) could drop after alloy addition. Therefore, TiN inclusions could form as a result of a local temperature decrease. Moreover, a strong agitation of the melt by inductive stirring resulted in a fast attainment of the equilibrium nitrogen and titanium solubility for TiN saturation. In samples S4 and S5, the N content greatly decreased and as a result, the amount of TiN inclusions decreased during solidification.
Evolution mechanism of the inclusions in steel
To understand the transformation of inclusions in steel, a thermodynamic analysis was performed. According to the experimental findings, equilibrium calculations were made to simulate the inclusion evolution in steel. The calculations were carried out between 0.5 g MnO (32 mass pct)-Cr2O3 (68 mass pct) and × g TiN using the FactSage 7.1 software with databases of FactPS, FToxid, and FTstel. This calculation can present the possible reactions when TiN are formed initially after FeCr additions, the results are presented in Figure 11(a). As can be seen, with an increased fraction of TiN, the fraction of MnCr2O4 significantly decreases and liquid inclusions start to form. The fraction of liquid inclusions reaches a maximum value when the TiN fraction is about 14 pct of the total reactants. Then it starts to decrease with an increased TiN fraction and thereafter sharply decreases when the fraction of TiN is larger than 36 pct. Also, Ti2O3 (ilmenite) starts to form after this point. The liquid inclusions disappear when the TiN fraction is larger than 43 pct and pure TiN exists when the TiN fraction further increases.

Mass fractions of (a) the different phases after the reaction between MnCr2O4 and TiN and (b) different components in the liquid inclusions
The mass fraction changes of the different components in the liquid phase are shown in Figure 11(b). It can be clearly seen that Cr2O3 and MnO are the two major components in the liquid phase when the TiN fraction is less than 14 pct. Subsequently, the fractions of MnO and TiO2 start to decrease while that of Ti2O3 greatly increases. Also, the fraction of Cr2O3 decreases to some extent with an increased TiN fraction. These changes can be expressed by Eqs. [12] through [14]. Finally, the composition of the liquid phase is about 69 mass pct Ti2O3 and 31 mass pct Cr2O3 when the TiN fraction is larger than 36 pct. This composition is in good agreement with the composition of liquid Ti2O3–Cr2O3 inclusions, as shown earlier in Figure 3(q).
Alternatively, the steel melt has relatively high Ti content (0.2 mass pct) and Al content (0.01 mass pct) before FeCr addition. Therefore, another possibility for an inclusion transformation to occur is due to a direct reaction of MnCr2O4 with Ti or Al in the melt. Simplified equilibrium calculations were carried out between 0.5 g MnO (32 mass pct)-Cr2O3 (68 mass pct) and different Ti or Al contents (0 to 0.4 mass pct) using the FactSage 7.1 software with databases of FSstel and FToxid. The results are shown in Figure 12. It can be seen from Figure 12(a) that if the steel only contained Al, the MnCr2O4 inclusions from the alloy can be reduced by Al and firstly form MnAl2O4 spinels and then transforms into Al2O3 with the increase of Al content. The Cr and Mn generated by the reductions will be present in the liquid Fe phase, which is not listed here. In Figure 12(b), if the steel only contained Ti, MnCr2O4 inclusions can react with Ti to form liquid inclusions. Thereafter, the amount of liquid inclusions decreases and Ti2O3 forms with an increased Ti content.

Dependence of the stability of MnCr2O4 inclusions on the Ti and Al content at 1873 K (1600°C) (a) steel with only Al, (b) steel with only Ti, (c) steel with Al and 0.2 mass pct Ti, and (d) steel with Ti and 0.01 mass pct Al
Both Ti and Al are present in the steel melt, so their combined effects need to be considered. In Figure 12(c), the Ti content is fixed as 0.2 mass pct, it can be clearly seen that the fraction of liquid inclusions decreases while that of Ti2O3 (ilmenite) increases when the Al content is less than 0.05 mass pct. Thereafter, pure Al2O3 starts to form and the fraction gradually increases while the fraction of Ti2O3 (ilmenite) decreases and disappears when the Al content is larger than 0.21 mass pct. A similar case can be seen in Figure 12(d) where the Al content is fixed as 0.01 mass pct. Al firstly reacts with MnCr2O4 inclusions to form MnAl2O4 spinels, but liquid inclusions are in majority when the Ti content is in the range of 0.1 to 0.2 mass pct. At the present steel compositions, Ti2O3 and liquid inclusions are the main types of inclusions. It should be pointed out that the liquid inclusions contain 10 to 35 mass pct Al2O3 when both Al and Ti are considered. However, from the experimental results, the average Al2O3 content in the inclusions is about 8 mass pct, which is much smaller than the calculated values. This suggests that the reaction between Ti and MnCr2O4 is more preferable compared with Al in the present study. The real situation in the melt might be more complex. However, one critical issue is the ratio of Ti/Al in the melt, which can greatly affect the inclusion characteristics in Al-killed Ti-containing steels.[52] A Further study of alloying experiments by considering different Ti/Al ratios in the melt should be carried out.
Based on the preceding analysis, the possible inclusion evolution mechanism caused by FeCr additions are summarized in Figure 13. The dissolution and melting process of FeCr alloys contain several stages, the main stages are schematically shown here. When an alloy piece is dropped into the melt, a solid steel shell will form outside the alloy due to the temperature difference between the alloy piece and the steel melt.[20,53,54,55] A reaction zone between the alloy and steel shell will form, and the inclusions from the alloy can move or stay depending on the state of the reaction zone. Previous studies have reported this kind of phenomenon.[20,56,57] Moreover, the temperature in the local area surrounding the alloy will decrease to a certain extent. As a result, TiN inclusions can form inside this area due to the increase of the supersaturation degree caused by the temperature drop. Then, as heat is continuously being supplied from the surrounding steel (by induction heating), the steel shell and the alloy melting process are accelerated. The inclusions from the alloy can freely move to the melt. Some big size inclusions will directly float up to the surface layer as well as adhere to the crucible wall. Furthermore, some inclusions can react with TiN or dissolved Ti to form TiOx-containing inclusions, where TiN inclusions are decomposed into dissolved titanium and nitrogen. Later, the whole alloy piece will melt and fewer TiN inclusions can be formed due to the increased temperature and smaller available Ti and N contents in the melt.

Schematic illustration of the inclusion formations and transformations during the melting process of FeCr in steel
Conclusions
Alloying experiments using FeCr alloys have been performed in Ti-containing ferritic stainless steel. The evolution of inclusions in the steel melt was quantitatively analyzed to establish how the addition of FeCr alloys influence the inclusions in steel. The results of this study can be summarized as follows:
-
1.
The main type of inclusions found in the investigated FeCr alloys is a polygonal MnCr2O4 spinel (73 pct) with size ranges of 3 to 72 μm. The other inclusion types are pure Al2O3 inclusions (~ 19 pct) and complex Al2O3–SiO2–CaO–MgO inclusions (~ 8 pct).
-
2.
After FeCr additions, MnCr2O4 spinel inclusions in the FeCr alloys were transformed into Ti2O3–Cr2O3-based inclusions with a small amount of Al2O3. Their compositions are located in the single liquid and Ti2O3 + liquid regions. The number density of Ti2O3–Cr2O3–Al2O3 inclusions greatly increased with time and reached a maximum value after 8 minutes of FeCr addition. Also, high melting point Ti2O3-rich inclusions still existed in the final samples, and their number density was larger than that before the FeCr alloy addition, which certainly decreased the steel cleanliness.
-
3.
The number density of TiN inclusions first increased and then significantly decreased to a much smaller level compared to that before FeCr addition. The critical N and Ti contents needed to form TiN inclusions increase with an increased Cr content in liquid steel. The TiN inclusions in the steel melt have the possibility to react with MnCr2O4 inclusions from the FeCr alloy to form TiOx-containing inclusions. The dissolved Ti and Al in the melt can also reduce MnCr2O4 inclusions. However, the specific reaction mechanisms were found to depend on the ratio of Ti/Al in steel.
References
S. Mehtonen, L. Karjalainen, and D. Porter: Mater. Sci. Eng. A., 2014, vol. 607, pp. 44–52. .
L. Ma, S. Hu, J. Shen, and J. Han: Mater. Lett., 2016, vol. 184, pp. 204–7. .
J. Cavazos, I. Gomez, and M. Guerrero-Mata: Mater. Sci. Technol., 2011, vol. 27, pp. 530–6. .
M.H. Lee, R. Kim, and J.H. Park: Sci. Rep., 2019, vol. 9, pp. 1–11. .
M.H. Lee and J.H. Park: Metall. Mater. Trans. B., 2018, vol. 49B, pp. 877–93. .
J.H. Park: Calphad., 2011, vol. 35, pp. 455–62. .
W. Yan, Y. Shan, and K. Yang: Metall. Mater. Trans. A., 2006, vol. 37A, pp. 2147–58. .
R. Maddalena, R. Rastogi, S. Bassem, and A. Cramb: Iron steelmak., 2000, vol. 27, pp. 71–9. .
W. Mu, H. Shibata, P. Hedström, P.G. Jönsson, and K. Nakajima: Metall. Mater. Trans. B., 2016, vol. 47B, pp. 2133–47. .
H. Todoroki and N. Shiga, In International Congress of Steelmaking, 2008, Cancun, Mexico, pp 121–24.
O. Wijk and V. Brabie: ISIJ Int., 1996, vol. 36, pp. S132–5. .
W. Li, Y. Ren, and L. Zhang: Ironmak. Steelmak., 2020, vol. 47, pp. 40–6. .
M. Li, S. Li, Y. Ren, W. Yang, and L. Zhang: Ironmak. Steelmak., 2020, vol. 47, pp. 1–6. .
J.H. Park and Y.B. Kang: Metall. Mater. Trans. B., 2006, vol. 37B, pp. 791–7. .
J.F. Xu, K.P. Wang, Y. Wang, Z.D. Qu, and X.K. Tu: J. Iron Steel Res. Int., 2020, vol. 27, pp. 1011–6. .
K. Mizuno, H. Todoroki, M. Noda, and T. Tohge: Ironmak. Steelmak., 2001, vol. 28, pp. 93–101. .
S.P. Piva and P.C. Pistorius: Metall. Mater. Trans. B., 2021, vol. 52B, pp. 6–16. .
T. Sjökvist, M. Göransson, P. Jönsson, and P. Cowx: Ironmak. Steelmak., 2003, vol. 30, pp. 73–80. .
M. Pande, M. Guo, X. Guo, D. Geysen, S. Devisscher, B. Blanpain, and P. Wollants: Ironmak. Steelmak., 2010, vol. 37, pp. 502–11. .
M. Pande, M. Guo, and B. Blanpain: ISIJ Int., 2013, vol. 53, pp. 629–38. .
M. Pande, M. Guo, S. Devisscher, and B. Blanpain: Ironmak. Steelmak., 2012, vol. 39, pp. 519–29. .
P. Dorrer, S.K. Michelic, C. Bernhard, A. Penz, and R. Rössler: Steel Res. Int., 2019, vol. 90, p. 1800635. .
T. Sjokvist: PhD thesis, KTH Royal Institute of Technology, 2001.
C.J. Guan and W. You: J. S. Afr. Inst. Min. Metall., 2020, vol. 120, pp. 671–80. .
Y. Bi, A. Karasev, and P.G. Jönsson: Ironmak. Steelmak., 2014, vol. 41, pp. 756–62. .
Y. Wang, A. Karasev, and P.G. Jönsson: Steel Res. Int., 2020, vol. 91, p. 1900669. .
M.W. Zhou and H. Yu: Int. J. Miner. Metall. Mater., 2012, vol. 19, pp. 805–11. .
F. Meng, J. Wang, E.-H. Han, and W. Ke: Corros. Sci., 2010, vol. 52, pp. 927–32. .
M.B. Leban and R. Tisu: Eng. Fail. Anal., 2013, vol. 33, pp. 430–8. .
J.H. Park, S.B. Lee, and H.R. Gaye: Metall. Mater. Trans. B., 2008, vol. 39B, pp. 853–61. .
Y. Li, W. Yang, and L. Zhang: Metals., 2020, vol. 10, p. 444. .
D. Zheng, J. Li, C. Shi, J. Zhang, and R. Geng: ISIJ Int., 2020, vol. 60, pp. 1577–85. .
J.S. Park, C. Lee, and J.H. Park: Metall. Mater. Trans. B., 2012, vol. 43B, pp. 1550–64. .
J.S. Park, D.H. Kim, and J.H. Park: J. Alloys Compd., 2017, vol. 695, pp. 476–81. .
X. Yin, Y.H. Sun, Y.D. Yang, X.F. Bai, M. Barati, and A. Mclean: Metall. Mater. Trans. B., 2016, vol. 47B, pp. 3274–84. .
M. Hillert: J. Alloys Compd., 2001, vol. 320, pp. 161–76. .
J.H. Park: Mater. Sci. Eng. A., 2008, vol. 472, pp. 43–51. .
J.J. Pak, J.O. Jo, S.I. Kim, W.Y. Kim, T.I. Chung, S.M. Seo, J.H. Park, and D.S. Kim: ISIJ Int., 2007, vol. 47, pp. 16–24. .
Y. Ren, L. Zhang, W. Yang, and H. Duan: Metall. Mater. Trans. B., 2014, vol. 45B, pp. 2057–71. .
W.Y. Cha, T. Miki, Y. Sasaki, and M. Hino: ISIJ Int., 2006, vol. 46, pp. 987–95. .
W.Y. Cha, T. Nagasaka, T. Miki, Y. Sasaki, and M. Hino: ISIJ Int., 2006, vol. 46, pp. 996–1005. .
M.K. Paek, J.M. Jang, M. Jiang, and J.J. Pak: ISIJ Int., 2013, vol. 53, pp. 973–8. .
J.J. Pak, Y.S. Jeong, I.K. Hong, W.Y. Cha, D.S. Kim, and Y.Y. Lee: ISIJ Int., 2005, vol. 45, pp. 1106–11. .
J.J. Pak, J.T. Yoo, Y.S. Jeong, S.J. Tae, S.M. Seo, D.S. Kim, and Y.D. Lee: ISIJ Int., 2005, vol. 45, pp. 23–9. .
H. Itoh, M. Hino, and S. Ban-Ya: Tetsu-to-Hagané., 1997, vol. 83, pp. 773–8. .
G. Sigworth and J.F. Elliott: Met. Sci., 1974, vol. 8, pp. 298–310. .
Y. Gao and K. Sorimachi: ISIJ Int., 1993, vol. 33, pp. 291–7. .
W.Y. Kim, J.O. Jo, T.I. Chung, D.S. Kim, and J.J. Pak: ISIJ Int., 2007, vol. 47, pp. 1082–9. .
J.O. Jo, W.Y. Kim, C.O. Lee, and J.J. Pak: ISIJ Int., 2010, vol. 50, pp. 1373–9. .
M.K. Paek, K.H. Kim, D. Lindberg, and J.J. Pak: Steel Res. Int., 2020, vol. 15, p. 2000508. .
P.C. Lu, H.B. Li, H. Feng, Z.H. Jiang, H.C. Zhu, Z.Z. Liu, and T. He: Metall. Mater. Trans. B., 2021, vol. 52B, pp. 2210–23. .
C. Pan, X.J. Hu, P. Lin, and K.C. Chou: Metall. Mater. Trans. B., 2020, vol. 51B, pp. 3039–50. .
L. Pandelaers, F. Verhaeghe, B. Blanpain, P. Wollants, and P. Gardin: Metall. Mater. Trans. B., 2009, vol. 40B, pp. 676–84. .
H. Duan, L. Zhang, and B.G. Thomas: Steel Res. Int., 2019, vol. 90, p. 1800288. .
C. Zhang, Y. Bao, D. Tang, C. Ji, L. Wang, Y. Cui, and H. Li: ISIJ Int., 2018, vol. 58, pp. 2262–70. .
Y. Wang, A. Karasev, J.H. Park, and P.G. Jönsson: ISIJ Int., 2021, vol. 61, pp. 209–18. .
Y. Wang, A. Karasev, W.Z. Mu, J.H. Park, and P.G. Jönsson: Metall. Mater. Trans. B., 2021, vol. 52B, pp. 2459–73. .
Acknowledgments
Yong Wang acknowledges the financial support from the China Scholarship Council (CSC) and Jernkontoret. This research was partly supported by the Korea Evaluation Institute of Industrial Technology (KEIT, with Grant No. 20009956), funded by the Ministry of Trade, Industry & Energy (MOTIE), Korea. Also, this research was partly supported by Korea Institute for Advancement of Technology (KIAT, with Grant No. P0002019), funded by the MOTIE, Korea. Yong Wang and Wangzhong Mu would like to acknowledge the Swedish Foundation for International Cooperation in Research and Higher Education (STINT with Project No. IB2020-8781).
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Funding
Open access funding provided by Royal Institute of Technology.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted May 8, 2021, accepted July 31, 2021.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wang, Y., Oh, M.K., Kim, T.S. et al. Effect of LCFeCr Alloy Additions on the Non-metallic Inclusion Characteristics in Ti-Containing Ferritic Stainless Steel. Metall Mater Trans B 52, 3815–3832 (2021). https://doi.org/10.1007/s11663-021-02296-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-021-02296-2