
Abstract
Aero-engine is a key part of aircraft, the operating temperature of which is being pushed to unprecedented levels for higher engine efficiency and performance. To accomplish higher gas-inlet temperature of aero-engines, applying thermal barrier coatings (TBCs) on hot-section metallic components, or even replacing some of the metallic components in aero-engines with ceramic-matrix composites (CMCs) and applying environmental-barrier coatings (EBCs) on them, are effective methods and have been widely accepted. On the other hand, increasing aero-engines operating temperature causes the aircraft more easily be detected, thus stealth coatings are necessary for engines. Except the hottest part in aero-engines, other parts may not need TBCs or EBCs due to the relatively low operating temperature, but they still need protection from oxidation and corrosion. Hence, corrosion-resistant coatings are essential. In this paper, the latest progress of the above high-temperature protective coatings, i.e., TBCs, EBCs, stealth coatings and corrosion-resistant coatings is reviewed, mainly including their materials, fabrication technologies and performance. In addition, due to the harsh operating environment, these protective coatings face many threats such as calcia-magnesia-aluminosilicates (CMAS) attack, causing premature failure of the coatings, which is also concerned in this paper. The work would provide a comprehensive understanding on the high-temperature protective coatings in aero-engines and guidance for developing advanced protective coatings for next-generation aero-engines.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
For more advanced aircraft, there is insatiable demand for more powerful aero-engines, which can be accomplished by increasing the turbine gas-inlet temperature [1, 2]. Over several decades, the hot-section structural materials have developed from wrought, conventionally cast, directionally solidified to single-crystal alloys [3, 4]. This considerably elevates the gas-inlet temperature. However, this method faces “bottleneck” due to the high-temperature capability limit of superalloys. For further significant increase in the gas-inlet temperature, thermal barrier coating (TBC) in conjunction with advanced cooling technology have been employed for hot-section components of aero-engines [5,6,7]. A TBC system is composed of a ceramic top coat, a bond coat and the substrate. Usually, there is a thermally grown oxide (TGO) layer forming on the bond coat during TBCs operation. The ceramic top coat provides thermal insulation, which has large thermal expansion mismatch to the substrate. Hence, a metallic bond coat is prepared between the top coat and substrate to alleviate the thermal expansion mismatch, and also protect the substrate from oxidation.
The research on TBCs could trace back to the 1950s, and the first usage was reported in the 1960s [8]. After the identification of partially yttria-stabilized zirconia (YSZ) in the 1980s, TBCs development has made a major step forward [9, 10]. YSZ has many unique properties fit excellently to the requirements of a TBC system, such as low thermal conductivity, high thermal expansion coefficient (TEC), high toughness, good phase stability, good compatibility with the TGO layer, and low sintering rate [4, 7, 11,12,13]. However, with ever-increasing demands for higher gas-inlet temperature, YSZ TBCs face severe limitations. The as-fabricated YSZ coatings exhibit a non-transformable metastable tetragonal (t′) phase, which has high toughness resulting from a ferroelastic toughening effect. At temperatures higher than 1250 °C, t′ phase decomposes to tetragonal (t) and cubic (c) phases, and the former transforms to a monoclinic (m) phase during cooling accompanied with excessive volume expansion, which would cause cracks in the coating leading to premature failure of TBCs. Additionally, high-temperature accelerates the coating sintering and causes severe corrosion to TBCs. Therefore, search is underway for developing TBC materials that have even better phase stability, higher sintering resistance, lower thermal conductivity and better corrosion resistance.
Although TBCs in combination with the cooling technology largely enhance the operating temperature of hot parts of aero-engines, superalloys still have their temperature-capability limit. It is thus not optimistic that the gas-inlet temperature achieves the goal of above 1700 °C [2]. In response to this, SiCf/SiC ceramic matrix composites (CMCs) have been proposed and designed to gradually replace nickel-based superalloys for aero-engine hot-end parts. However, one notable challenge hindering the practical implementation of CMCs is their insufficient environmental durability within combustion environments [14,15,16]. The presence of water vapor, a byproduct of the combustion reaction, triggers chemical reaction with the protective silica scale that forms on the CMCs, resulting in the formation of gaseous reaction products such as Si(OH)4. In high-pressure and high-velocity combustion environments, this reaction accelerates the degradation of CMCs materials. Additionally, CMCs are susceptible to other severe corrosion when exposed to combustion environments. Therefore, environmental barrier coatings (EBCs) have been developed, which play a critical role in protecting SiCf/SiC hot-section components from the harsh conditions encountered in aircraft engines. EBCs are applied to surfaces of components such as turbine shrouds, combustors, seal segments, vanes, and blades, in conjunction with CMCs, to protect against corrosion, oxidation and thermal cycling, and provide thermal insulation [17,18,19,20]. Thereby EBCs effectively improve the durability and reliability of CMCs components, ensuring optimal performance and extending their service life, which contributes to the safe and efficient operation of aircraft engines.
Increasing operation temperature of aero-engines leads to aircraft more easily be detected in modern information technology warfare. The stealth of aero-engines and aircraft has become crucial to their capabilities to survive and penetrate defenses [21]. Therefore, stealth technology, also known as low detection technology, has become a prominent feature of next-generation fighter and a key focus of military powers [22,23,24]. Due to the high application ratio of radar wave and infrared detection, accounting for 60% and 30% respectively, radar and infrared stealth is particularly important. For the aeroengine of fighters, the radar scattering signals generated by the engine aft compartments, and the infrared radiation signals generated by hot-end components of the aft compartment and the exhaust jet account for over characteristic 95% of signals at the rear of the aircraft. Therefore, the aft compartments of engines must be made of high-temperature stealth materials to achieve low detection and also a high thrust-weight ratio [25, 26]. Applying microwave-absorbing materials (MAMs) to absorb and transform the incident electromagnetic radar energy into other types of energy is a convenient way to achieve radar stealth. For achieving infrared stealth, applying coatings made of low-emissivity materials on high-temperature components is an effective method.
Except the hottest part in aero-engines, other parts may not need TBCs or EBCs due to their relatively low operation temperature (usually lower than 1100 °C). However, they still need protection due to the harsh working conditions such as severe corrosion and oxidation. Diffusion aluminide coatings are the earliest-emerging corrosion-resistant coating system, which were first reported in 1911 [27, 28]. Since 1970s, modified aluminide coatings containing Si, Cr, Co, Pd, and Pt have been continuously developed, and Pt-modified aluminide coating has been utilized as a standardized corrosion-resistant coating system for commercial aviation engines [29, 30]. MCrAlY (M: Ni, Co or both) coating has been recognized as the second-generation corrosion-resistant coating system, which exhibits stable alumina scale growth and long service life below 1373 K. However, it cannot fully meet the requirement for the increase of gas-inlet temperature due to its rapid oxidation above 1423 K, resulting in accelerated thickening and spallation of the protective alumina scale [31, 32]. Recently, β-NiAl with a CsCl structure has attracted great attention, and been considered as a potential candidate for future corrosion-resistant coating system of superalloy substrates [33,34,35]. To improve the cyclic oxidation resistance of NiAl coatings, numerous efforts have been performed such as doping modifiers.
Atmospheric plasma spraying (APS), electron beam physical vapor deposition (EB-PVD), and plasma spray physical vapor deposition (PS-PVD) are mostly used approaches to produce TBCs, EBCs and other high-temperature protective coatings. In the APS process, an electric arc generated between anode and cathode ionizes the process gasses (Ar, H2, N2 or He) into a plasma state, in which powder particles are heated into molten or semi-molten splat, then accelerated and deposited onto the substrate. APS coatings have a lamellar microstructure with low thermal conductivity [36, 37]. EB-PVD technology utilizes high-energy electron beams to bombard evaporative materials under vacuum conditions, rapidly heating them to convert into atomic and molecular forms, which then condense onto the preheated substrate surface to form a coating. EB-PVD coatings have a unique columnar crystal structure, which enables the coating to have high strain tolerance [38,39,40]. PS-PVD is a newly emerging coatings processing technology, which combines the advantages of APS and EB-PVD technologies [41, 42]. The plasma plume of PS-PVD can expand to more than 2 m long and 200–400 mm in diameter, and its temperature can exceed 6000 K. With this technology, the injected powder material is not only molten into liquid droplets but evaporated. By adjusting spray parameters, dense coatings with a splat-like microstructure, EB-PVD-like columnar coatings, quasi-columnar coatings and mixed microstructure coatings could be produced [43, 44]. Besides, there exists other coating preparation technologies, such as vacuum plasma spraying (VPS), suspension plasma spraying (SPS), chemical vapor deposition (CVD) and slurry impregnation.
TBCs, EBCs and other high-temperature protective coatings are operated in harsh environment, and many factors could cause coating cracks and spallation. Among these, environmental sediment has become a main cause for TBC failure due to the ever-increasing gas-inlet temperature [45,46,47]. During aero-engines service, volcanic ash, sand, dust, and other atmospheric debris are ingested into the engine combustion chamber with the intake air, which melt forming a compound mainly consisting of CaO-MgO-Al2O3-SiO2, called CMAS for short, followed by deposition on the surface of high-temperature protective coatings. The viscosity of molten CMAS decreases with increasing temperature, which enables the melt easily penetrate the coating and chemically interacts with it [48, 49]. This destroys the coating phase structure and microstructure, causing premature failure of the coating. With the ceaseless growth of global aviation business, CMAS threat to coatings has received more and more attention, and thus mitigation strategies are urgently needed. Current understanding toward protection against CMAS attack mainly includes two aspects, i.e., coating composition design and coating structure modification [50,51,52,53]. The first is to design a composition that can rapidly react with molten CMAS to form a compact crystalline layer to suppress melt penetration, such as TiO2 and Al2O3 doped YSZ, and some newly developed TBC candidates including Gd2Zr2O7, La2Ce2O7, GdPO4, etc. The other is to apply a sealing layer on the coating surface, such as Pt film, Al2O3 layer and Ti2AlC coating, or modify the coating surface by laser.
High-temperature protective coatings, including TBCs, EBCs, stealth coatings and corrosion-resistant coatings are essential for aero-engines, which enable engines to perform more efficiently and admirably. The purpose of this paper is to review the progress of these protective coatings, including coating materials, coating fabrication technologies, coating performance, coating corrosion behavior and protection strategies, etc. One believes that this work would provide a comprehensive understanding for researchers in the high-temperature protective coatings field, and also contributes to the development of more advanced high-temperature protective coatings for next-generation aeroengines.
2 Thermal barrier coatings
2.1 Thermal barrier coating ceramic materials
YSZ has been widely employed as the ceramic top coat to provide thermal insulation for over 30 years due to desirable properties such as low thermal conductivity (~ 2.3 W m–1 K–1 at 1000 °C), suitable TEC that matching metallic substrates (~ 11 × 10–6 K–1) and high fracture toughness [54, 55]. However, the long-term operating temperature of YSZ coatings is generally limited below 1200 °C, because it is subjected to a diffusion-induced phase transformation at higher temperatures, inducing thermal stress and even cracks in the coatings [56,57,58]. Besides, serious sintering negatively affects the performance of YSZ coatings. It commonly induces so-called “sintering neck”, decreasing the coating porosity and reducing the strain tolerance of the coating. As a result, stress inevitably accumulates during the thermal cycling, accelerating the coating failure [59, 60]. With the gradual increase in the operating temperature of aero-engines, CMAS issue has become the largest challenge for the further application and development of YSZ coatings [45, 61]. To mitigate these mentioned problems, researchers proposed that doping rare earth oxide (RE2O3) into YSZ to introduce some point defects (e.g., lattice distortion and oxygen vacancies), can improve the durability of the coating [62, 63]. For example, Guo et al. [64] selected Gd2O3 and Yb2O3 to co-dope YSZ, and confirmed that it exhibits better phase stability and lower thermal conductivity than the YSZ counterpart.
In order to meet the requirements of next-generation aeroengines, within the last decades much work has been done to explore novel promising TBCs candidates, which is generally restricted by some basic principle: 1) low thermal conductivity, 2) high fracture toughness, 3) no phase transformation from room temperature to the operating temperature, 4) TEC matching the metallic substrate, 5) high corrosion resistance against CMAS and molten salt, and 6) good sintering resistance. Several ceramic materials suitable for the topcoat of TBCs are summarized as follows.
2.1.1 Hexaaluminates
Lanthanate hexaaluminates (LnMAl11O19, M = Mg, Mn to Zn, Cr, Sm) with a magnetoplumbite-type structure are regarded as potential TBC materials due to the low thermal conductivity, high phase stability, excellent sintering resistance and high melting point [65, 66]. In particular, LaMgAl11O19 (LaMA) is the most interesting one [67]. LaMA/YSZ double-ceramic-layer (DCL) coatings produced via APS have long thermal cycling lifetime of ~ 11,749 cycles at ~ 1370 °C [68]. Note that during the spraying process, LaMA partially decomposes and forms much amorphous phase upon rapid cooling. In service, recrystallization of the amorphous phase at high temperatures probably affects the reliability of the coating [69].
2.1.2 Rare earth phosphates
Rare earth phosphates (REPO4) exhibit low thermal conductivity, good chemical compatibility with TGO and high phase stability, which have been considered as promising candidates for TBC applications [70, 71]. Specially, it has been reported that REPO4 (RE = Nd, Sm, Gd) is highly resistant to CMAS attack [72]. In addition, GdPO4 has outstanding anti-corrosion behavior in the presence of V2O5 and V2O5 + Na2SO4 at 900 °C [73].
2.1.3 Rare earth zirconates
Rare earth zirconates (RE2Zr2O7), first reported by Vaßen [74], possess lower thermal conductivity, higher melting point and better phase stability than traditional YSZ for application at high temperatures (> 1300 °C) [75]. RE2Zr2O7 commonly has pyrochlore structure or defect fluorite structure (Fig. 1), which is determined by the r(RE3+):r(Zr4+) ratio, i.e., the former is formed when the value falls into the range between 1.46 and 1.78, otherwise the latter is formed [76]. The pyrochlore structure is generally written as A2B2O6O´, in which A, B, O and O´ ions is located in 16c, 16d, 48f and 8b sites, respectively. Note that there is an unoccupied 8b site and the neighboring O2– deviates from the common site. In comparison, the cations in defective fluorite structure are completely disordered and there is only one 8c site for O2–.

Schematic illustrations demonstrating the pyrochlore structure (a) and defective fluorite structure (b)
Among these zirconates, Gd2Zr2O7 has been reported to be the most promising one. The thermal conductivity of APS Gd2Zr2O7 coating varies from 0.6 to 1.4 W m–1 K–1 depending on the temperature [77]. The TEC ranges between 10.4 × 10–6 and 10.6 × 10–6 K–1, slightly lower than that of the YSZ coating [65, 78]. The distinct disadvantages of Gd2Zr2O7 are its relatively low fracture toughness and chemical incompatibility with TGO. In order to extend the service life of Gd2Zr2O7 coatings, Doleker et al. designed a Gd2Zr2O7/YSZ DCL coating, and confirmed that its thermal cycles are nearly twice that of simple Gd2Zr2O7 counterpart [79]. Furthermore, Guo et al. selected Yb2O3 to modify Gd2Zr2O7, aiming to improve its thermophysical properties [80]. The optimized (Gd0.9Yb0.1)2Zr2O7 exhibits very low thermal conductivity (0.8–1.1 W m–1 K–1, 20–1600 °C), and has been regarded as one of the most promising RE2Zr2O7 materials (Fig. 2).

XRD patterns (a) and thermal conductivity (b) of (Gd1–xYbx)2Zr2O7 (x = 0, 0.1, 0.3, 0.5, 0.7) ceramics [80]
2.2 Thermal barrier coating fabrication technologies
Nowadays, EB-PVD and APS are the two main methods used for TBCs preparation [81,82,83]. During EB-PVD processing, the working pressure is low and can vary from 5 to 0.1 Pa, and sometimes even lower [84]. The high energy electron beam heats ingots, producing a steam that subsequently deposits on the surface of the substrate. This enables to produce columnar structured coatings with both intra- and inter-columnar porosities. EB-PVD TBCs exhibit high-strain tolerance and good erosion resistance but high thermal conductivity as compared to APS TBCs. Figure 3 shows a typical EB-PVD YSZ TBC microstructure in cross section [85]. EB-PVD has also been used to produce new ceramic compositions such as alternative stabilizers doped zirconia, fluorites, and pyrochlores [80, 86,87,88]. EB-PVD is a line-of-sight process. Only surfaces which are in direct line-of-sight to the coating source can be coated. Therefore, components with complex geometries and shadowed areas are very difficult to be coated homogeneously.

Typical EB-PVD YSZ TBC microstructure in fractured cross section in Ref. [85]
During APS processes, ceramic powder particles injected into the plasma jet are heated into molten or semi-molten splat, and accelerated simultaneously followed by deposition onto the substrate. A lamellar microstructure is obtained by the stacking of splats. It allows rapid coating manufacturing, and the produced coatings are thick (300 ~ 3000 μm) and porous (10–25%) which exhibits good thermal insulation [89, 90]. As reported, the thermal conductivity of APS YSZ can reach 0.8–1.2 W/(mK) [91]. However, APS coatings are unavoidable to have drawbacks, i.e., low thermal shock resistance especially for thick TBCs. In recent years, with the introduction of segmentation cracks, which run perpendicular to the coating surface, the thermal shock resistance of thick TBCs has been improved, however compromising the thermal insulation performance. Figure 4 shows the SEM micrographs of cross-section of APS YSZ coating with segmentation cracks from Ref. [89]. The segmentation cracks were accompanied by horizontally oriented branching cracks (as marked by arrows in Fig. 4). These cracks improve the strain tolerance of the coating as an opening of the cracks during tensile loading, similar to the behavior of inter-column gaps of EB-PVD coatings. Besides, APS is also a line-of-sight process.

SEM micrographs of APS YSZ coatings with segmentation cracks in Ref. [89]
PS-PVD is a newly emerging processing technology, which combines the advantages of APS (high deposition rates and cost-efficiency) and EB-PVD technologies [92]. It is developed based on the low-pressure plasma spray process (LPPS, also known as vacuum plasma spraying, VPS). However, the plasma jet of PS-PVD is greatly different from that of LPPS due to the lower working pressure (ranging from 1 ~ 2 mbar) and higher power plasma gun [93]. The plasma plume of PS-PVD can expand to more than 2 m long and 200–400 mm in diameter [41, 94]. Moreover, the temperature of supersonic plume can exceed 6000 K due to the high power level (> 100 kW). With this technology, the injected powder is not only molten into liquid droplets but evaporated to build up a columnar coating. By adjusting the spray parameters, different microstructures of coatings could be obtained [95,96,97], as shown in Fig. 5. Among the coatings investigated, the quasi-columnar coating exhibits the lowest thermal conductivity of around 1.1 W/mK at 1200 °C, and is highly strain tolerant during thermal shock tests [44]. Its erosion resistance is lower than that of EB-PVD coatings but at a level of standard APS TBCs with 15% porosity [93]. Besides, due to its high velocity and large dimension, the plasma gas stream is able to flow around complex geometries and “forced” to go through the shadowed areas, thereby making the PS-PVD a non-line-of-sight coating process [93]. This allows the complete coverage of parts having complex geometries and shadowed areas, such as multiple turbine air foils or double vanes. So far, with the use of suitable feedstock materials, many types of TBCs can be produced by PS-PVD such as La2Ce2O7 and modified Gd2Zr2O7 coatings [98,99,100].

Suspension Plasma Spraying (SPS) and solution precursor plasma spraying techniques (SPPS) are also very attractive for producing TBCs. Here by using liquid feedstock instead of solid particles, delivering finer particles was realized. This allows the generation of unique microstructures such as nano-sized architectures, high density of segmentation cracks, and columnar structures [101,102,103]. The unique structure imparts SPS/SPPS coatings superior properties as compared to conventional coatings, such as lower thermal conductivity, higher fracture toughness and higher strain tolerance. Since the last two decades, increasing work has been devoted to understand the SPS/SPPS process and properties of the obtained coatings. So far, SPS has also successfully been used to deposit novel TBCs like perovskites and pyrochlores coatings [104,105,106].
2.3 Thermal barrier coating corrosion and protection
High-temperature corrosion is a key factor causing TBCs premature failure, involving CMAS corrosion, molten salt corrosion, and their coupling corrosion. CMAS corrosion behavior of YSZ TBCs was first reported by Stott et al. [107], who collected natural CMAS from the Middle East and deposited it on APS TBCs, followed by heat treatment at 1300–1600 °C for 120 h. They found that the stabilizer Y2O3 is prior to dissolve into molten CMAS as compared to ZrO2, causing the coating deficient in Y. As a result, the coatings undergo a phase transformation to m phase accompanied with excessive volume expansion. Then, Kramer et al. systematically investigated the CMAS corrosion mechanisms of TBCs, and proposed a dissolution–reprecipitation model [61], which has been accepted by many researchers in an aspect of thermo-chemical interaction. Besides, CMAS destroys TBCs in a thermal–mechanical interaction aspect. Molten CMAS penetrates the coating through its pores and micro-cracks, and solidifies during cooling. This causes the coating become compact, degrading its strain tolerance and producing large stress in the coating. When the stress is accumulated to a certain extent, the coating would spall off.
In view of the molten salt corrosion to TBCs, it occurs when the low-grad fuels are used. Na, S, V and other impurities in fuels are extremely corrosive to TBCs, especially at 600–1050 °C. Exposure to molten salt, rare earth elements in YSZ and other rare earth contained novel TBC candidates have high tendency to leach out [108,109,110,111,112]. This induces phase destabilization and microstructure destruction of TBCs, and also degrades thermo-physical and mechanical properties of the coating. As a result, the coating faces performance degradation and premature failure.
CMAS and molten salt coexist further aggravates the corrosion to TBCs. Naraparaju et al. found that in the presence of CMAS, CaSO4 decomposes at much lower temperature, and the penetration ability of CMAS containing CaSO4 in EB-PVD 7YSZ is stronger than its calcium sulfate-free counterpart [113]. Before, it was considered that CMAS attack only occurs in aero-engines, there was no CMAS issue in ship engine components because the probable operating temperature of marine engines is 200 ~ 400 °C below CMAS melting temperature (≥ 1100 °C). However, Shifler from Office of Naval Research (USA) and Choi from Naval Air Systems Command (USA) observed CMAS attack in ship engine components [114], and they first indicated that in marine environment, CMAS melts at much lower temperature due to the coupling of sea salt. When operated in inshore environment, the air with high humidity and high salt spray inhaled by gas engines contains much salt. Accordingly, CMAS and sea salt can be coupled attacking the TBCs. Guo et al. found that CMAS + salt (NaVO3, Na2SO4 or NaCl) has lower melting point and viscosity than CMAS, e.g., the melting temperature of NaVO3 + CMAS mixture is lower than that of CMAS by ~ 50 °C [115, 116]. This causes CMAS + salt more aggressive to TBCs at relatively lower temperature, and more permeable at 1250 °C. Sea salt (SS) is more complex than NaVO3, Na2SO4 or NaCl. Guo et al. first investigated the corrosion behavior of CMAS + SS to TBCs [117]. CMAS + SS was found to have lower melting temperature and high-temperature viscosity than CMAS due to the melt structural depolymerization by sea salt, and the phenomenon is exacerbated with higher sea salt content. At 1200 °C, CMAS does not melt and has little attack to the coating, while CMAS + SS completely melts and penetrates the coating. At 1250 °C, CMAS + SS destroys TBCs in a short time, and shows stronger permeability than CMAS. CMAS and CMAS + SS infiltration behavior in YSZ TBCs is illustrated and compared in Fig. 6.

Schematic of CMAS and CMAS + SS melts infiltration in YSZ TBCs [117]
For protecting TBCs against CMAS or molten salt corrosion, several methods have been proposed, including promoting CMAS crystallization, producing a dense and defect-free layer, and laser surface modification. To promote CMAS crystallization, Padture et al. doped Al2O3 and TiO2 into YSZ coatings, and found that the coating can rapidly react with CMAS forming a sealing layer on the surface, which largely suppress CMAS penetration [118]. The sealing layer is mainly composed of the reactive crystallization products between CMAS and the coating. To distinguish the reactive crystallization and CMAS self-crystallization products, Guo et al. systematically investigated the effects of cooling/heating rates and dwelling temperature on phase, morphology, and microstructure of CMAS self-crystallization products [119]. They revealed that CMAS self-crystallization products, such as diopside, wollastonite and anorthite, have different ability to form, and pointed out that the function of CMAS self-crystallization on dragging the melt penetration is limited. To produce a dense and defect-free layer on the coating surface, Guo et al. proposed a protective layer material of Ti2AlC MAX phase [120, 121], which can largely resist molten CMAS penetration, and they further pointed that the pre-oxidized one has obvious advantage over its non-oxidized counterpart. For the case of laser surface modification, Yan et al. produced a glazed layer composed of a columnar microstructure with some vertical cracks on the TBC surface [122]. Then, Guo et al. designed the modified coating to have double laser-glazed layers, in which the vertical cracks become bifurcated and staggered [53]. Exposed to CMAS attack, the glazed layer has excellent phase and structure stability, and could largely inhibit molten CMAS penetration.
To improve the molten salt corrosion resistance of TBCs, research has been focused on seeking for alternative stabilizer to Y2O3 in ZrO2 based TBC materials, such as Sc2O3, In2O3, CeO2, Ta2O5 and Gd2O3-Yb2O3 co-doping [123,124,125,126]. Some newly developed TBC materials, such as rare earth phosphate and Sc2O3 doped Gd2Zr2O7, were reported to have some resistance to molten salt corrosion [127, 128]. Guo et al. found that molten salt elements such as V could react with LaPO4 and NdPO4 to form RE(P,V)O4 (RE = Nd, La) solid solution, but does not destroy the coating microstructure [128]. Additionally, Guo et al. found that laser glazing is beneficial for improving the corrosion resistance of TBCs in the presence molten salt [129].
Since the research on the coupling corrosion of CMAS and molten salt to TBCs has just begun, the development of its protection strategies is on the way. Guo et al. revealed that GdPO4 has better resistance to CMAS + NaVO3 (CN) coupling corrosion than YSZ [130]. At 1200 °C, some Ca and V infiltrate into GdPO4 pellet, forming Ca7Gd3(PO4)5(SiO4)O2 apatite and GdVO4, which probably resists CN further penetration. At 1250 °C, GdPO4 is highly resistant to CN attack, and the cross-sectional images of GdPO4 pellet after 20 h CN attack at 1250 °C are shown in Fig. 7. The related mechanism was proposed. First, ‘Reactive crystallization’ occurs, which results from the reaction between CN and GdPO4, forming GdVO4 and Ca7Gd3(SiO4)(PO4)5O2 apatite. GdVO4 is promptly to drag the CN melt, and apatite is the key reaction product of the corrosion-resistant TBCs. Secondly, a compact interface reaction layer is formed on the pellet surface, together with the formation of the reactive crystalline layer dragging CN penetration, the infiltration of molten CN could be largely suppressed. Generally speaking, the excellent resistant of GdPO4 to the coupling corrosion is attributed to the rapidly formed reactive crystalline layer increasing the melt viscosity and the compact interface reaction layer inhibiting the melt penetration. However, due to the complex composition of the molten salt, how GdPO4 behavers in other coupling corrosion conditions, such as CMAS + sea salt, is still unclear.

Cross-sectional images of GdPO4 pellet after 20 h CN attack at 1250 °C (a) and the corresponding EDS mapping results of Gd, P, Ca, Si and Al elements (b-f) [130]
3 Environmental barrier coatings
3.1 Environmental barrier coating materials
Figure 8 shows schematic illustration of CMCs-EBCs system. They consist of a CMC substrate, a bond coat and an environmental barrier subsystem. This section introduces relevant typical coating materials according to different functional layers in the EBC system. Some materials which have not been studied maturely are not be discussed here.

Schematic illustration of the environmental barrier coatings
3.1.1 Bond coat
Currently, silicon (Si) is the most commonly used bond coat material for EBC systems. It has relatively suitable physical and chemical properties, with some significant advantages as a bond coat material, as listed below [131].
1) Adhesion strength: silicon exhibits excellent adhesion to both the substrate and top coat material, providing structural integrity to the coating system (especially during thermal cycling). 2) Low thermal expansion: silicon exhibits low TEC ranging from 3.5 to 4.5 × 10–6 K−1, which closely matches that of SiCf/SiC. This could minimize the generation of thermal stress during thermal cycling, thereby promoting the integrity and structural stability of the coating. 3) Oxidation resistance: Si bond coat forms a protective layer of silicon dioxide (SiO2) upon exposure to high temperatures, which acts as a barrier against oxidation, preventing further degradation of the underlying substrate. 4) Compatibility: Si bond coat demonstrates good compatibility with a wide range of EBC interlayer materials, allowing for versatile coating design and system integration. 5) Ductility at high temperature: although silicon is a non-metal, it has ductility above the critical temperature of transformation. This is conducive to plastic deformation under stress, releasing stress and maintaining the integrity of the coating.
On the other hand, Si also has disadvantages as listed below. 1) Low operating temperature: the melting point of silicon is around 1410 °C, so the upper limit of its operating temperature does not exceed 1350 °C. Otherwise, the coating loses its adhesion in the high-speed high-pressure flame, and even silicon melts and loses. 2) Brittle behavior at low temperature: Si bond coat has relatively low fracture toughness and exhibits brittle behavior, making it susceptible to crack or damage under certain mechanical stress or thermal gradient [132]. 3) Limited erosion resistance: Si bond coat may be susceptible to erosion in harsh environments containing high-velocity particles or aggressive gases, potentially leading to coating degradation.
3.1.2 Environmental barrier subsystem
Barium-Strontium-Aluminosilicate
Barium-Strontium-Aluminosilicate (1-xBaO·xSrO·Al2O3·2SiO2, 0 ≤ x ≤ 1, BSAS) has some key properties suitable for a successful EBCs material, e.g., low elastic modulus (70 ~ 100 GPa for dense BSAS [133]), matched CTE (4–5 × 10–6 K−1) with SiCf/SiC CMCs, and excellent thermal cycle crack resistance. BSAS can be used alone or in combination with mullite, both of which have better performance than mullite coating.
Advantages of BSAS layer are as followings: 1) Chemical stability: BSAS demonstrates excellent chemical stability, making it resistant to the attack of corrosive gas and molten salts. This property helps protect the underlying substrate from degradation caused by chemical reactions. 2) Thermal expansion compatibility: BSAS has TEC that are relatively close to those of substrate materials, such as SiCf/SiC CMCs or rare earth silicates. This compatibility reduces the risk of thermal stress-induced delamination or cracking. 3) Environmental durability: BSAS exhibits good environmental durability, enabling it to withstand harsh operating conditions, including thermal cycling, oxidation and erosion.
Disadvantages of BSAS layer are as followings: 1) Brittleness: BSAS is a brittle material, which means that it is prone to crack or damage under mechanical stress or impact. This limitation requires careful handling and consideration during manufacturing and application. 2) Limited high-temperature capability: at higher temperatures, its performance and stability can be affected by factors such as thermal gradients, phase transitions, or scoured by high-temperature, high-speed airflow [134].
Mullite
Mullite, an aluminosilicate compound, represents a continuous solid solution, and is the only stable compound within the Al2O3-SiO2 binary system at atmospheric pressure. Its precise chemical composition is not fixed, which can be described as Al4+2xSi2-2xO10-x, where x represents the loss of oxygen atoms in the unit cell, typically ranging from 0.2 to 0.9. Mullite exhibits a composition between 2Al2O3-SiO2 and Al2O3-SiO2, and the commonly encountered composition is 3Al2O3·2SiO2, which is also the mullite component studied in EBCs research [135].
Mullite possesses several remarkable properties, including high melting point, low thermal conductivity, good resistance to creep, excellent chemical stability, and superior mechanical properties at high temperatures. Notably, its low TEC (~ 5 × 10–6 K−1) closely matches that of SiCf/SiC CMCs, which enables mullite to be selected as a key material in the initial generation of EBC systems.
Advantages of Mullite layer are as followings: 1) Thermal stability: mullite exhibits excellent thermal stability, making it capable of withstanding high temperatures without significant degradation. 2) Low TEC: mullite has a relatively low TEC, which helps reduce thermal stress during thermal cycling. 3) Good chemical resistance: mullite is chemically inert and resistant to a lot of corrosive gas and molten salts. It forms a protective layer, preventing the penetration of corrosive species. 4) Mechanical strength: mullite possesses good mechanical strength, enabling it to withstand mechanical stress and resist deformation under normal operating conditions.
Disadvantages of mullite layer are as followings: 1) Limited high-temperature capability: at very high temperatures (≥ 1350 °C), Mullite would undergo phase transformation or grain boundary oxidation, which compromises its performance [19]. 2) Limited erosion resistance: mullite may not offer optimal erosion resistance in harsh environment with water vapor or high-velocity particles conditions. It is susceptible to erosion and mechanical wear, leading to coating degradation over time.
Rare earth silicates
Rare earth silicates (RE2O3·nSiO2, RE-silicates, RE: Yb, Er, Lu, Y, etc.) are a class of materials with high melting points and high stability in water vapor. Compared to BSAS and mullite, RE-silicates possess moderate TECs (ranging 3–9 × 10–6 K−1), excellent high-temperature stability, chemical stability, and corrosion resistance in water vapor. These desirable properties render RE-silicates highly suitable for EBC applications [18]. They can be classified into two categories based on their chemical formula: rare earth monosilicate (RE2SiO5) and rare earth disilicate (RE2Si2O7). Rare earth monosilicate can be divided into two crystal forms X1 phase (space group P21/C) and X2 phase (space group C2/c) due to the difference in RE elements [136, 137]. Rare earth disilicate, according to RE3+ ionic radius and sintering temperature, there are seven different crystal structures: A, B (or α), C (or β), D (or γ), E (or δ), F and G types [138].
Advantages of rare earth silicates layer are as followings: 1) wide-range TECs: the TEC gradient EBCs structure can be designed, which helps to minimize thermal stress and strain mismatch during thermal cycling. 2) high-temperature stability: RE-silicates demonstrate good thermal stability at elevated temperatures, allowing them to maintain their protective properties and withstand thermal cycling and high-temperature environment. 3) chemical stability: RE-silicates possess excellent chemical stability, making them resistant to corrosion and oxidation in harsh environment. 4) environmental durability: RE-silicates are highly resistant to water vapor, corrosive gases and molten salts, which provide effective environmental protection and help extend the lifespan of the coated components.
Disadvantages of rare earth silicates layer are as followings: 1) limited resource reserves and cost: some rare earth elements may be scarce and expensive, leading to cost consideration in large-scale applications. 2) limited operating temperature: the melting point of RE-silicates is generally in the range of 1700 ~ 1900 °C. As a result, the sintering of the coating becomes a critical factor in determining the upper limit of the operating temperature (usually within 1450 °C). 3) potential phase instability: depending on the specific composition and conditions, rare earth silicates may exhibit phase transformation or other forms of instability at high temperatures, which could affect their performance as EBCs materials.
3.1.3 Thermal barrier subsystem
In recent years, the development of thermal/environmental barrier coatings (TEBCs) with enhanced thermal insulation properties has gained attention as a mean to increase the surface temperature, as displayed in Fig. 9. TEBCs are an extension of traditional EBCs, and are currently in the emerging phase of research, focusing on exploring suitable coating materials and structures.

Schematic illustration of the thermal and environmental barrier coatings
Currently, there are limited research reports in this field. The primary technical approach involves around utilizing oxides with an ultra-high melting point and low thermal conductivity as the surface layer. This design aims to create a significant temperature gradient within the coating, effectively increasing the surface temperature without elevating the temperature of the substrate. Compared with the traditional TBC material (YSZ), the operating temperature of the top coat of TEBCs is increased by at least 200 °C to 1450 °C and above, which has extremely stringent requirements on top coat and bond coat materials. Currently, candidates for research include but are not limited to hafnium oxide [139], hafnates [140], zirconates [141], LnMeAl11O19 [142], RE3AlxFe5-xO12 [143], and modified silicon-based bond coat [144], etc.
3.2 Environmental barrier coating fabrication technologies
3.2.1 Plasma spraying (PS)
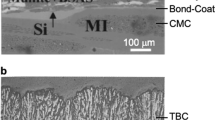
PS method mainly includes atmospheric plasma spraying (APS), vacuum plasma spraying (VPS), and suspension plasma spraying (SPS). APS is widely used to prepare thermal/environmental barrier coatings on the surface of hot end parts of aero-engines and gas turbines. Chen et al. prepared (Yb0.2Y0.2Lu0.2Ho0.2Er0.2)2Si2O7 high-entropy rare earth double silicate coating by APS [145]. The phase structure of the coating is basically consistent with that of the powder, and the rare earth elements in the coating are evenly distributed on the atomic scale. The coating has excellent phase stability in high-temperature environment, and it also exhibit good resistance to water vapor corrosion at 1350 °C and CMAS corrosion at 1300 °C. Gao et al. fabricated Si/mullite/BSAS EBCs by APS on 2D SiC/SiC composites and studied their oxidation and corrosion behavior at 1200 °C in dry oxygen and water vapor [146]. They found that only a small part of SiC/SiC is oxidized and corroded, and the weight gain is much lower than the SiC/SiC without the protection of EBCs. Li et al. found that in a 90%H2O-10%O2 environment at 1300 °C, APS Si/Yb2SiO5/LaMgAl11O19 EBCs exhibit excellent resistance to water-oxygen corrosion [147]. Xiao et al. investigated the microstructure of APS Yb2SiO5/Si EBCs annealed at 1300 °C, and the cross-section image of the as-deposited APS Yb2SiO5 top coat is shown in Fig. 10 [148]. Yb2SiO5 and Yb2O3 phases are precipitated, and channel cracks are formed in the top coat after 20 h annealing because of the mismatch of TECs, finally causing the spallation failure of the coating after 80 h oxidation.

The cross-section image of the as-deposited APS Yb2SiO5 top coat [148]
In comparison to APS, VPS differs in that it is performed under a vacuum atmosphere. Mao et al. used VPS to prepare Yb2O3-doped Si coatings as the bond coat for EBCs. The content of Yb2Si2O7 in the TGO layer increases with an increasing amount of Yb2O3 doping at 1350 °C, while vertical cracks and cracks at the TGO-Si interface decreases [149]. Additionally, the formed Yb2Si2O7 has good phase stability, TEC compatibility with Si, and is well adhered to TGO. Liu et al. prepared Yb2SiO5/Yb2Si2O7/Si triple-layered EBCs by VPS, and investigated their corrosion behavior and mechanisms at 1300 °C /1400 °C from 25 to 50 h. The corrosion resistance of the EBCs at 1300 °C is good, and the temperature has a prominent effect on the EBC performance [150]. Compared with APS, the plasma jet speed and temperature of the VPS are significantly increased. Thus, the spray powder is heated more uniformly and its flight speed is higher, and the prepared coating is denser, the residual stress is reduced, the bond strength is higher, and especially the crystallinity of the silicate coating is improved to a certain extent.
SPS utilizes suspensions as the spray material, injecting them into the plasma flame through a specific feeding system. Rye et al. found that high-crystallinity Yb2Si2O7 coatings prepared by SPS could be obtained by reducing the enthalpy of the plasma [151]. Li et al. studied the SPS Hf6Ta2O17/Ta2O5 EBCs [152]. The introduction of Ta2O5 significantly reduces the TEC while maintaining a low thermal conductivity. The elastic modulus decreases significantly with increasing the Ta2O5 content, and fracture toughness obviously increases. The Hf6Ta2O17 (35.1 wt%) + Ta2O5 (64.9 wt%) composition exhibits low modulus of 140.10 GPa and high fracture toughness of 9.6 MPa·m1/2. Hf6Ta2O17 also has excellent resistance to CMAS corrosion. Hf6Ta2O17/Ta2O5 EBC system was considered as a promising application prospect. SPS effectively solves the problem of nano-powder transportation, and can obtain a silicate coating with high crystallinity. SPS can achieve excellent thermal insulation and thermal cycle life when preparing a coating with vertical cracks or columnar crystal structure containing nanopores. However, the change process of the suspension in the plasma jet is complicated and the deposition efficiency is low. In addition, the plasma jet is disturbed by ethanol and water in the suspension, and the formation mechanism of the coating is complicated. The preparation of homogeneous, dense and highly crystalline silicate coatings using SPS will be a very challenging study.
3.2.2 Chemical Vapor Deposition (CVD)
CVD is a technique that utilizes one or more precursor gases to deposit thin films or coatings on substrates through chemical reactions between atoms and molecules in the gas phase [153,154,155]. Park et al. reported a dense CVD SiC coating on the surface of SiCf/SiC composites, and investigated its oxidation resistance under different oxidation conditions [154]. The results showed that Nite-SiC/SiC with CVD-SiC coatings exhibits minimal weight loss even in severe oxidation environment, and the substrate does not undergo any dimensional changes. Laser chemical vapor deposition (Laser-CVD) has been developed as a solution to the issue of high deposition temperatures. Ito et al. used Laser-CVD to fabricate self-oriented yttrium silicate thin films [155]. The composition of the films changes from amorphous SiO2 to β-Yb2Si2O7, X1-Yb2SiO5, X2-Yb2SiO5, and finally to ytterbium oxide (Yb2O3) with an increasing amount of Yb, which belongs to the pyrochlore phase. β-Yb2Si2O7 and X2-Yb2SiO5 are confirmed to be stable at high temperatures. The advantage of CVD technology is that EBC coatings with uniform thickness and stable structure can be prepared on the surface of complex shape workpiece. However, it also has inherent defects, such as low deposition rate, flammable and explosive raw gas used, toxicity and pollution of exhaust gas. Additionally, the polycrystalline properties and high temperature phase change of the deposited Yb2Si2O7 coating tend to cause volume expansion during the deposition of Yb2Si2O7 [153].
Chemical vapor infiltration (CVI) is a technique derived from CVD, which involves the infiltration of reactive gas, complex gas-phase decomposition reaction, and surface reaction on SiC fibers to deposit solid ceramic materials inside SiC fiber, mainly used for the preparation of SiC matrices. Yu et al. used CVI to prepare 2D Cf/SiC composite ceramic matrices and analyzed the damage mechanisms [156]. The results showed that due to the strong adhesion within the layers of the 2D carbon fiber and weak interlayer adhesion, exposure of carbon fibers at the edges and crack propagation caused by thermal expansion mismatch between the fibers and the matrix leads to oxidation failure of carbon fibers. Zhao et al. fabricated diamond/SiC composites using CVI, and found that the use of large-sized diamond particles during the CVI process promotes densification and increases the glass transition temperature of the composite [157].
3.2.3 Plasma spray-physical vapor deposition (PS-PVD)
PS-PVD is a surface coating preparation method that has been developed based on the principles of plasma spraying and physical vapor deposition. Wu et al. investigated the corrosion behavior of Si/YbDS bilayer coatings prepared by PS-PVD after 500 h exposure at 1350 and 1450 °C [158]. The results showed that at 1350 °C, the coating has a porous ridge-like surface and dense interface, promoting linear growth of TGO. At 1450 °C, it mainly exhibits transgranular crack surfaces and porous interfaces, providing fast pathway for oxygen penetration and resulting in non-linear growth of TGO. Guo et al. characterized PS-PVD Yb2SiO5-based EBCs at different substrate temperatures [159]. Figure 11 shows its cross-sectional microstructures after heat-treatment at 1300 °C for 0 and 96 h, and the porosity varying with annealing time. The porosity of the coating by PS-PVD is significantly lower than that of the APS coating.

Cross-sectional microstructures of PS-PVD Yb2SiO5 EBCs after heat-treatment at 1300 °C for 0 h (a) and 96 h (b) and a plot of porosity varying with annealing time (c) [159]
Xiao et al. reported the microstructure and phase composition of the PS-PVD Yb2SiO5 coatings, as shown in Fig. 12 [160]. The PS-PVD Yb2SiO5 coating with quasi-columnar crystal structure was prepared through the high power and low-pressure process, while the coating with a typical layered structure was obtained through the low power and high-pressure process. This is mainly due to the state of the spray powder in the plasma flame flow. Zhang et al. investigated the interface evolution of PS-PVD Si/Mullite/Yb2SiO5 EBCs under high temperature [161]. The coating is denser due to the mixed deposition of liquid/gas states. Many pores appear at the bottom of Yb2SiO5 coating after oxidation at 1300 °C for 1000 h, which is mainly due to the diffusion of Yb2O3 into mullite coating. The rod-like Yb3Al5O12 phase is formed in the mullite coating, and cracks was observed at the interfaces of mullite/Si coating.

SEM micrographs of PS-PVD Yb2SiO5 coatings [160]. a, b Surface morphology; c, d Fracture section morphology
Traditional APS and EB-PVD techniques produce coatings on substrates within the line of sight, while some areas on the workpiece that are obscured cannot be coated. The large diameter and high speed of plasma jets in PS-PVD allows them to flow around complex geometry and enter areas where workpieces are shielded from each other and deposit coatings. In addition, PS-PVD EBCs have advantages of very dense structure, high bonding strength and high crystallinity. However, PS-PVD is limited to be widely used because of its expensive equipment, complex process and high preparation cost.
3.2.4 Sol–gel method
Sol–gel method is a traditional coating preparation method, which is to make sol from the EBC material, and then coat or impregnate the sol to the surface of the composite material after drying to form gel, and finally through sintering to remove the organic solvent to obtain EBCs. Chen et al. used the sol–gel method to prepare Yb2Si2O7/Al6Si2O13/SiC EBCs, and studied their high-temperature protective ability on Cf/SiC composites [162]. The results showed that the coating exhibits good oxidation resistance, and effectively prevents Cf/SiC samples from oxidization for 150 h at 1673 K in air. Chen et al. fabricated dense and uniform La2Zr2O7/Yb2Si2O7/SiC coatings by chemical vapor deposition and sol–gel method, which provides effective protection for Cf/SiC against oxidation for 360 min [163]. The sol–gel method provides advantages such as good uniformity and high adhesion of the coatings. However, the coatings prepared by this method are too thin, making it difficult to achieve the desired thickness. Additionally, long preparation time results in cracks during the drying process, which is a significant reason for the premature failure of the coatings during service.
Based on the principle of sol–gel method to prepare film or coating, a polymer-derived ceramic method is developed. The target polymer is first coated on the surface of the composite material, and after cross-linking, curing and high-temperature treatment, the polymer decomposes to obtain a relatively dense coating through the cross-linking, curing, and high-temperature treatment. The thickness of the coating is mainly controlled by the concentration of the polymer and the preparation process parameters [164,165,166,167]. Liu et al. prepared BSAS [(BaSr)Al2Si2O8] and rare earth silicate EBCs by PDC method [166, 167]. The results showed that dense EBCs can be fabricated by this method at a lower temperature, which reduces the damage of heat treatment on composite materials.
The advantages and disadvantages of sol–gel method and polymer conversion ceramic method for preparing EBC are similar. The advantages are simple equipment, low cost, high adhesion and low preparation temperature. The coating phase can achieve molecular-level uniformity. However, the coatings prepared by these methods are too thin, making it difficult to achieve the desired thickness. Additionally, long preparation time results in cracks during the drying process, which is a significant reason for the premature failure of the coatings during service.
3.2.5 Slurry impregnation method
Slurry impregnation method is to mix the EBC powder material, dispersant, binder, solvent, defoamer to prepare a stable and uniform slurry, and then make a green coating on the surface of the ceramic matrix composite by dipping or brushing, and then calcine at high temperature to remove the solvent, binder, dispersant, and finally prepare the EBC. Hong et al. prepared Sc2Si2O7 coatings by sol–gel method and improved slurry impregnation method [168]. It was found that the coating shrinks significantly at 1500 °C, which is not suitable for EBC applications. Lee et al. chose the Yb2Si2O7 as the top coat, Yb2Si2O7 + mullite + Si for the bond coat, using the slurry impregnation method to prepare the EBC, and its water-oxygen corrosion behavior at 1427 °C was studied [169]. The results indicated that the coatings have good resistance to water oxygen corrosion. The advantage of slurry impregnation method is that the preparation process is simple, the coating bonding strength is high, and uniform EBC can be prepared on the complex shape workpieces. The disadvantage is that slurry impregnation method has relatively high requirements for slurry preparation (such as the particle size of EBC powder material and the concentration of slurry). Slurry impregnation method is similar to sol–gel method, which requires repeated impregnation and sintering to obtain EBCs with a certain thickness, resulting in high porosity and loose structure. More importantly, repeated high temperature sintering may also cause some damage to the fiber of CMCs.
3.2.6 Electron beam physical vapor deposition (EB-PVD)
The coating prepared by EB-PVD has a unique columnar crystal structure, which enables the coating to have high strain tolerance. Yokoi et al. utilized EB-PVD to prepare Yb2Si2O7 coatings with single-phase and single-orientation structure under heating conditions of 1523 K, using high-purity Yb2O3 and SiO2 ingots as the source materials [170]. The coating has a high-density columnar structure distributed perpendicular to the substrate surface, effectively isolating the erosion of corrosive substances. The EBC prepared by EB-PVD technology has high bonding strength, low surface roughness and high strain damage tolerance due to its columnar crystal structure, which leads to excellent thermal cycle life. However, the disadvantage is that the columnar crystal structure of the coating may provide channels for water–vapor and molten salt corrosion, and the preparation cost is high and the process is complicated. Due to the different saturated vapor pressure of each component in the coating material, the actual composition of the coating would be greatly different from that of the target material.
3.3 Corrosion and performance evaluation of environmental barrier coatings
3.3.1 Water vapor corrosion
Water vapor corrosion, also known as steam oxidation or water vapor attack, refers to the degradation or deterioration of materials when exposed to an environment containing water vapor. In the context of EBCs, water vapor corrosion refers to the corrosion or deterioration of the coating material itself due to interactions with water vapor. Water vapor corrosion occurs through various mechanisms, including oxidation, hydrolysis, and chemical reactions with the coating material. When water vapor contacts the SiCf/SiC CMCs or EBCs surface, it reacts with the coating components, leading to the formation of corrosive products or compounds [171,172,173]. The reactions can be described as followings.
These reactions change the coating's chemical composition, structural integrity, and protective properties, especially in the high temperature and pressure environment of aero-engines.
To safeguard SiCf/SiC CMCs against corrosion and other detrimental factors, careful consideration must be given to both the coating structure and the materials utilized. EBCs aim to create a dense enveloping structure around the CMCs, as depicted in Fig. 13, providing a protective barrier against water vapor corrosion. Simultaneously, the EBCs material is selected to have a slow water vapor corrosion rate, and one determining factor is the activity of silica. The larger the silica activity, the higher the level of volatilization, which eventually leads to unacceptable recession levels on coatings.

Microstructure of EBCs with water vapor corrosion resistance
Mullite not only has high activity of silica activity (0.3–0.4, 1300 °C [174]), but also has alumina activity, which is corroded to form Si(OH)4 and Al(OH)3. Monoclinic BSAS performs better, and its silica activity (< 0.1, 1300 °C [175]) is much lower than that of mullite. Therefore, BSAS can be modified or used to replace mullite, which can bring higher water vapor corrosion resistance. Rare earth silicates exhibit superior water vapor corrosion resistance compared to BSAS and Mullite. However, there is considerable variability in the volatilization rates of rare earth silicates. Nevertheless, a general consensus can be reached that, under similar conditions, monosilicates display lower volatility than disilicates, and disilicates exhibit volatility similar to that of BSAS [176].
3.3.2 CMAS attack
CMAS deposits are commonly observed on engine components. When CMAS melts, it triggers severe chemical and mechanical degradation of coatings, leading to delamination and peeling of the EBCs. Consequently, addressing the CMAS corrosion issue for EBCs is of utmost importance [177,178,179]. BSAS is vulnerable to CMAS corrosion. Even in dense BSAS, CMAS can corrode along grain boundaries to form anorthite (CaAl2Si2O8), diopside (CaMgSi2O8) and celsian phase. Silicate is also corroded by CMAS to form RE-Ca–Si apatite phase, but the corrosion rate is slower than BSAS.
Two degradation mechanisms have been identified. One involves the reaction between molten CMAS and topcoat of EBCs. CMAS dissolves the EBCs and subsequently recrystallizes as a solid solution of RE-Ca–Si apatite with the appearance in occasions of β-SiO2 cristobalite, forming a distinctive needle-like structure. The second mechanism is associated with the penetration of molten CMAS along grain boundaries, the growth proceeds with continuous re-nucleation of new crystals at the interface, reaching deeper regions of the EBCs and resulting in damage to the coating. It has been reported that the CaO content plays a crucial effect in the corrosion behavior and severity, and higher CaO content leads to a more nefarious interaction with the top coat in terms of recession rates and precipitation of RE-Ca–Si apatite [179,180,181,182,183].
The ionic radius of rare earth has an effect on corrosion products. Comparing the reaction products of different RE2SiO5 (Y, Lu, Yb, Eu, Gd and La) with CMAS at 1200 °C, RE2SiO5 with smaller RE3+ radius is easier to precipitate garnet phase, and RE2SiO5 with larger RE3+ radius is more likely to precipitate apatite phase. Hence, RE2SiO5 with smaller RE3+ radius is more effective in resisting CMAS corrosion than that with larger RE3+ radius [184].
3.3.3 Thermal cycling
Thermal cycling behavior is a critical performance indicator for EBCs, which can be evaluated through high-temperature furnaces or combustion devices. By subjecting the coating to repeated heating–cooling cycles and examining its durability under such condition, valuable insights can be gained regarding the longevity of EBCs. Analyzing the failure mechanisms could provide valuable guidance in optimizing the EBCs composition and manufacturing process.
EBCs often fail at the TGO interface during thermal cycling. In a high-temperature environment, the interface of Si bond coat undergoes oxidation, resulting in the formation of TGO. The oxidation rate is influenced by the ambient temperature and properties of the coating. During thermal cycling, thermal stress due to thermally grown low TEC silica scale could cause crack in the silica scale. From the perspective of reducing thermal stress, it is very important to choose materials with TECs close to that of CMCs and low modulus [185,186,187].
Furnaces testing
In the case of mullite coatings, Lee et al. reported that Mullite/YSZ coatings have reduced silica volatilization caused by water vapor [174]. The coatings were subjected to 1200, 1230 and 1300 °C thermal cycles for 500 times (cumulative time 1000 h), and all coatings are intact without failure. Furthermore, Basu et al. prepared Mullite/YSZ coatings and put them to a higher testing temperature of 1400 °C [188]. These coatings successfully survive 100 thermal cycles without exhibiting any signs of failure.
In the case of RE-silicates coatings, they perform well at 1300–1400 °C and in water vapor. Richards et al. reported that the Yb2SiO5/Mullite/Si coating system by APS has thermal cycle life of 725 times at 1316 °C in water vapor (90%H2O-10%O2, 1 atm) (60 min at 1316 °C, and 10 min at 110 °C) [189, 190]. A EBC system with a novel bond coat, consisting of layers of (Mulite + Yb2Si2O7 + Al2O3 + Si)/(HfSiO4 + Si)/(Mullite + Yb2Si2O7), as developed by Lee et al. [169], was cycled at 1427 °C for 500 h (500 times) in water vapor, and its microstructure and composition remain stable, and the interface is bonded well.
Burner rig testing
Thermal cycling studies mentioned previously were conducted in high-temperature furnaces, where both the substrate and coating were exposed to the same temperature. However, in practical applications, temperature gradient exists between the coating and substrate along the thickness direction. In such scenarios, burner tests offer distinct advantages. This testing method involves applying a heat source, such as a flame or laser, to the sample's surface while cooling the backside of the sample, shown in Fig. 14. This approach generates a temperature gradient along the sample's thickness direction, simulating the conditions experienced in real-world usage environments.

The case of a sample being tested for thermal cycling by a burner rig at Wuhan University of Technology
Nevertheless, due to the consideration related to cost and safety, there is few research on burner rig testing about EBCs. A EBC system Si/Yb2SiO5/LaMgAl11O19, as studied by Hu et al., underwent 2718 cycles at a surface temperature of 1200 °C by burner rig [191]. In investigation of higher temperatures, Chen et al. conducted tests on the EBC systems of SiC/Yb2Si2O7 and SiC/Yb2Si2O7/La2Zr2O7, featuring SiC as the bond coat [163]. The thermal cycling life at 1500 °C was determined to be 20 and 24 cycles, respectively (15 min heating and 1 min cooling).
Burner rig can not only test thermal cycle performance, but also inject various corrosive media, such as water, CMAS, etc., to evaluate the corrosion behavior caused by the coupling of multiple factors in the high temperature process. Bakan et al. investigated the impact of water vapor and impingement angle on the thermal cycling performance of Si/Yb2Si2O7 coating by burner rig tests [192]. The standard condition involved subjecting the coating surface to a 1250 °C flame in a dry state. Additional tests were conducted by injecting water into the flame at 90° and 45° angles for 500 cycles (5 min heating and 2 min cooling). Despite these conditions, the microstructure of the coating remains stable. Steinke et al. conducted an experimental study where H2O and 0.1% CMAS solution were injected into the flame [193]. The thermal cycling was tested at 1230 ± 10 °C (5 min heating, 2 min cooling). The results demonstrated that the average cycle life of the YSZ coating without liquid injection is 3634 cycles, whereas the cycle life with H2O injection exceeds 500 cycles (stopped). In the case of CMAS injection, the average cycle life is 81 cycles.
The above burner tests are carried out under normal pressure, but EBCs coatings are used in high-pressure and high-speed environment in aero-engines. Limited by the conditions of the simulation equipment, it is very rare to test the thermal cycle behavior of EBCs in a high-pressure burner. Currently, there are limited reports available from NASA that provides vague details [194]. These reports indicate that the test conditions employed by NASA can reach T ~ 1650 °C, Ptotal ~ 30 atm, PH2O ~ 3 atm, vgas ~ 30 m/s [195].
4 Stealth coatings
4.1 Microwave absorbing coating materials
When the flight speed of aircraft exceeds the sound velocity, the aircraft surface temperature increases significantly. For example, the front surface temperature of the aircraft reaches 350 °C when its flight speed is Mach 3 even though at a high altitude, and it further increases as the flying speed increases. Furthermore, the temperature of engine end components can even exceed 1000 °C due to the demand for a higher thrust-to-weight ratio of advanced aero-engines. The rear chamber of aero-engine is a large radar scattering source. Therefore, the application of high-temperature microwave-absorbing materials (MAMs) is urgently required on the surface of a high-speed-flying aircraft and hot-end engine parts.
In general, absorption mechanisms of MAMs on electromagnetic waves mainly include conductivity dissipation, dielectric dissipation and magnetic dissipation. However, due to the limitation of Curie temperature, MAMs at high-temperatures mainly rely on the dielectric and conductivity dissipation mechanisms [196]. According to Debye relaxation theory, the imaginary part of the permittivity (\({\varepsilon }^{{\prime}{\prime}}\)) indicating electromagnetic loss ability can be expressed by the following equation [197].
where ω is the angular frequency, τ is the polarization relaxation time, εs is the static permittivity, ε∞ is the relative dielectric permittivity at the high-frequency limit, σ is the electrical conductivity, and ε0 is the dielectric constant in vacuum. It can be inferred that a good conductivity of MAMs is beneficial for enhancing their ability to dissipate electromagnetic waves. This has been confirmed in many high-temperature conductive materials, such as SiC, TiC, and so on.
SiC has high strength, high hardness, lightweight, and good high-temperature resistance, making it an ideal material used in high-temperature conditions. However, pure SiC does not pose good dielectric performance, which can be enhanced through methods such as doping elements [198,199,200], adjusting SiC morphology [201,202,203], and multilayer structure design [204, 205]. Zhong et al. prepared SiC/SiO2 nanowires by vapor deposition and a composite of nanowires and paraffin [203]. The composite material containing only 0.5 wt.% SiC/SiO2 nanowires with a thickness of 3 mm achieved a minimum reflection loss (RL) of -32.62 dB (at 13.84 GHz), and an effective absorption bandwidth (EAB, which means reflection loss value < -10 dB) of 4.32 GHz. Nevertheless, a thickness of 3 mm is still unacceptable for a coating and also paraffin is not applicable at high temperatures. TiC is also a highly conductive ceramic. Li et al. prepared TiC/Al2O3 microwave absorbing coating by PS [206]. The coating is composed of 30 wt.% TiC with a thickness of 1.2 mm, which can realize a minimum RL of -37.6 dB at 14 GHz, and an EAB of 2.1 GHz. This indicates that TiC is an excellent absorbing coating material. However, due to oxidation, its usage temperature should not exceed 800 °C.
MAX phase materials have metal-like thermal and electrical conductivity, as well as ceramic-like high-temperature strength and thermal stability [207,208,209]. When electromagnetic waves enter the MAX phase, the high electrical conductivity leads to great electrical loss. The high c/a ratio of the MAX phase structure determines its high anisotropy, resulting in strong dipole relaxation polarization under the influence of electromagnetic waves. Owing to the two characteristics, the MAX phase is also a highly promising MAM material [210,211,212,213]. Su et al. studied the high-temperature dielectric and microwave absorption properties of Ti3SiC2/cordierite (Mg2Al4Si5O18) coatings [214]. The coating with a thickness of 1.5 mm shows excellent absorption performance in X band, and the reflection loss in the whole X band is less than -5 dB at temperatures of 400 °C to 600 °C. Nevertheless, both the real and imaginary parts of the permittivity increase with temperature, resulting in the absorption peak shifting towards lower frequencies and the intensity of the absorption peak decreasing.
NiCrAlY alloy has good high-temperature oxidation resistance and high electrical conductivity making it a candidate for high-temperature absorbers. Zhou et al. deposited NiCrAlY/Al2O3 coatings with different NiCrAlY contents [215]. Wherein, the coating with a thickness of 2 mm and a NiCrAlY content of 20 wt.% shows a good reflection loss of less than -10 dB in 8.2–9.5 GHz. Although the above conductive ceramics and alloys used as high-temperature MAMs show certain microwave absorbing properties, their inferiors such as low operating temperature and poor stability at high temperature are nonnegligible.
At temperatures exceeding 900 °C, conductive oxide ceramics are preferred as MAMs because of durability and feasibility. Perovskites (general formula ABO3) have attracted wide attention due to their unique crystal structure and the ability to be doped. Their properties can be adjusted by cation doping at positions A and B. For example, LaSrMnO3 (LSM) is an ideal material for high-temperature MAMsowing to its good conductivity up to 800–1200 °C [216]. Yang et al. prepared LSM/Al2O3 coatings with different LSM contents [217]. A good microwave absorption property is achieved when the LSM content is 80 wt.% and the coating thickness is 1.6 mm. Wu et al. [218, 219] studied composites of (La1-xSrx)FeO3 (LSF) and Al2O3, and found that the 80wt%-(La0.3Sr0.7)FeO3/20wt%-Al2O3 composite presents the best electromagnetic wave absorption property (Fig. 15). The composite has minimum reflection loss of -38 dB (as shown in Fig. 15a) and effective absorption bandwidth (EAB: RL < -10 dB) up to 2.78 GHz.

Electromagnetic wave absorption and impedance matching factor of (LSF) and Al2O3 composite [219]
Benefited from the various electromagnetic loss mechanisms, (La0.3Sr0.7)FeO3/Al2O3 pseudo-binary composite shows excellent microwave absorbing performance with thin thickness, strong absorption and tunable EAB superiorities compared with traditional MAMs as shown in Fig. 16a. It was revealed that its superior microwave absorbing property is originated from space charge polarization caused by plenty of heterogeneous interfaces, dipole polarization introduced by doping, and conductive loss attributed to directional movement of charge carriers, as schematically illustrated in Fig. 16b.

The comparison of microwave absorbing property between LSF/Al2O3 composites and others (a) and cole–Cole plots of (La0.3Sr0.7)FeO3/Al2O3 composites (b) [219]
Research on high-temperature MAMs primarily focuses on X and Ku bands, with less emphasis on electromagnetic wave absorption in the low-frequency range. To fulfill the future demand on lightweight, broadband materials with small thickness for absorbing low-frequency microwaves, metamaterials and frequency selective surfaces (FSS) has already been initiated, which exhibit enhanced reflection loss and widened frequency range compared to traditional microwave absorbing coatings. Wherein, the FSS are composed of periodic arrangements of subwavelength-sized elements, such as patches, on a conducting or dielectric substrate, as shown in Fig. 17 [220]. The geometry and spacing of these elements are carefully designed to create a desired response to incident electromagnetic waves, which can also be used in infrared stealth and microwave-infrared compatible stealth. Zhu et al. produced microwave-infrared compatible stealth via high-temperature NiCrAlY frequency selective surface upon Al2O3-TiC coating [220], and the well compatible performance reveled that the introduction of FSS improves the impedance matching within the different layers and decreases the thickness of the composite coating as low as 0.95 mm.

Shematic of the microwave-infrared bi-stealth compatible coating [220]
4.2 Infrared stealth coating materials
Objects at any temperature radiate infrared waves with a wavelength of 0.78 ~ 1000 μm. Due to the absorption by atmospheric molecules, the wavelengths that can be used for detection are only 0.76 ~ 1.1, 3 ~ 5 and 8 ~ 14 μm. According to Boltzmann's law, the energy radiated by an object is proportional to its surface temperature to the fourth power and its emissivity. In order to maintain a high thrust-to-weight ratio of the aero-engine, the service temperature of the engine's aft components is high, and thus applying coatings made of low-emissivity materials on high-temperature components is one of the effective approaches for achieving infrared stealth.
The interaction of metallic materials with electromagnetic waves is manifested as an in-band transition of free electrons, and its absorption wavelength is usually in the visible or ultraviolet band, and almost no absorption occurs in the infrared band. According to Kirchhoff's law, the emissivity of an object in thermal equilibrium is equal to the absorption rate. Therefore, metals exhibit extremely low infrared emissivity, and the emissivity of several typical metal materials at different temperatures is shown in Table 1. For high-temperature applications, metals with high melting temperature, low emissivity and good oxidation resistance are preferred such as Au, Pd, Pt and Rh [221]. As early as the 1960s, American Machin & Foundry company deposited Au films on the surface of Ni substrates realizing a surface emissivity of 0.05, but increased to 0.18 after 20 h at 800 °C [222]. Huang et al. studied emissivity of Au, Pt and Au/Ni composite films on Ni-based superalloys systematically. After high-temperature heat treatment, the average emissivity in 3 ~ 14 μm of Au film deposited on the rough surface increases from 0.15 to 0.69, while increases from 0.003 to 0.27 on the polished surface [223]. After annealing at 600 °C, the average emissivity of Pt film keeps 0.1, while that of Au/Ni composite film is still lower than 0.1 [224]. When the heat treatment temperature is elevated to 750 °C, the average emissivity increases sharply to about 0.6 [225]. Although the above noble metal has low emissivity, they undergo mutual diffusion with alloys at high-temperatures, and there are also disadvantages such as non-erosion and high costs.
The free carriers of some ceramic materials interacting with infrared light is similar to metals in the mid- and far-infrared wavelength range, thus they also have low emissivity. Moreover, ceramic coating materials have obvious advantages on high melting temperature, oxidation and corrosion resistance compared with metal coatings, so they are favored in the field of high-temperature infrared stealth. Emissivity of some metal non-oxides have been studied, such as ZrB2. Zhang et al. successfully prepared ZrB2 film by magnetron sputtering, and the average infrared emissivity in the 3 ~ 5 μm band and 8 ~ 14 μm band are 0.05 and 0.01, respectively, after annealing at 1000 °C in vacuum [227]. Nonetheless, if in an oxide environment, ZrB2 is easily oxidized at temperatures higher than 600 °C as shown in Fig. 18, and consequently loses its low emissivity characteristic.

Average emissivity in 3 ~ 5 μm of ZrB2 thin film by magnetron sputtering
Because metal non-oxides would be oxidized at high-temperatures, oxides are also preferred for high-temperature applications. Similarly, doping and morphology control are commonly used to control the infrared properties of ceramics. Zhang et al. prepared YSZ coating on nickel-based alloy [228]. Within the temperature range of 900–1100 °C, the emissivity of the coating remains between 0.2 and 0.35 in the wavelength range of 3–5 μm. Zhao et al. prepared Y3+ and Ca2+ co-doped CeO2 powder, in which CeO0.8Y0.15Ca0.05O2-δ exhibits a 3 ~ 5 μm infrared emissivity of only 0.24 at 600 °C [229]. Guo et al. studied the infrared emissivity of ZnO, and found that the flake structure powder prepared by sol–gel method has the lowest infrared emissivity, and the emissivity in the 3 ~ 5 um band does not exceed 0.55 below 600 °C [230]. On this basis, they continued to dope ZnO with Ce4+, which significantly changes the band structure of ZnO crystals, thus increases the carrier concentration in the crystals, effectively reducing the infrared emissivity to 0.329 at 500 °C [231]. Indium tin oxide (ITO) films prepared by magnetron sputtering shows an emissivity less than 0.2, and remains stable after 150 h of service at 700 °C [232]. Li et al. prepared different Al-doped SrZrO3 perovskite powder, in which SZAO (SrZr0.85Al0.15O2.925) is able to obtain an emissivity of about 0.33 in the 3 ~ 5 μm even after heat treatment at 900 °C for 200 h [233].
In addition to the intrinsic low emissivity of material, structure manipulation is another approach to achieve low emissivity. Through spectral selectivity design, coatings can maintain low emissivity in the infrared detection range (3 ~ 5 and 8 ~ 14 μm) while achieves high emissivity in the non-detection range (such as 5 ~ 8 μm) for efficient heat dissipation, further enhances infrared stealth effectiveness. Currently, the methods for achieving spectral selectivity mainly include photonic crystals and FSS.
Photonic crystals are man-made materials formed by the periodic arrangement of various dielectric materials with different dielectric constants (or refractive indexes) in space. Zhang et al. prepared a Mo/Si one-dimensional photonic crystal with a period number of 2. It reveals a good spectral selectivity characteristic, in which the emissivity in 3 ~ 5 μm and 8 ~ 14 μm are 0.26 and 0.36, respectively, and is as high as 0.75 in 5 ~ 8 μm when heated to 650 °C [234]. Liu et al. prepared a coating composed of a protective Ge layer, an ultra-thin Ag layer, a dielectric Ge layer and an Ag layer, and the TEM image is shown in Fig. 19a [235]. Results showed that the emissivity of the system is spectral selective as given in Fig. 19b, 0.18 in 3 ~ 5 μm, 0.31 in 8 ~ 14 μm, and 0.82 in 5 ~ 8 μm. Such structural design utilizes the combination of the tunneling effect of ultra-thin metal and the multi-beam interference effect of Fabry–Perot interferometer. Lee et al. designed and prepared frequency-selective surfaces using Au and ZnS (Fig. 20a and b), forming a metamaterial selective absorber/emitter through bands with wavelengths of 3–5, 5–8, and 8–14 μm, as given in Fig. 20c [236].

Ag/Ge system Fabry–Perot cavity (a) cross-sectional TEM image, and (b) calculated and measured infrared emissivity curves [235]

Disc frequency selection surface (a) schematic diagram, (b) surface SEM image, (c) emissivity/absorptivity calculated (solid line) and experimental (dashed line) for different disc diameters [236]
Certainly, whether it is FSS or photonic crystals, the ultimate operating temperature of the coating depends on the selected materials. Therefore, utilizing high-temperature stable materials in the fabrication process will be the future direction for the development of high-temperature infrared stealth coatings.
4.3 Stealth coating fabrication technologies
Although there is difference in the thickness between microwave absorbing coatings (millimeter-scale) and infrared stealth coatings (micron-scale), their fabrication techniques differ slightly. In many cases, the fabrication techniques for microwave-absorbing and infrared stealth coatings can be shared.
APS is the most common technology for fabricating microwave-absorbing coatings owing to its feasibility and low cost [21]. The center temperature of plasma jet can reach as high as 15,000 K, which can effectively melt almost any materials, and is thus very suitable for preparing oxide ceramic coatings such as LSM. Non-oxide ceramic coatings can also be deposited using APS such as TiC and MAX phase by carefully control spraying parameters. Yin et al. utilized APS to spray YSZ coating, and found that its emissivity can be as low as 0.46 in 3–5 μm [237]. Moreover, SPS was employed to prepare Al2O3-TiC based microwave-absorbing coatings by Zhu [220].
High-velocity oxygen fuel (HVOF) or High-velocity Air fuel (HVAF) technology possesses advantages of high velocity and low temperature (2400 K in HVAF) deposition. Accordingly, coatings prepared by HVOF have low oxygen content, good coating adhesion, and low porosity. Therefore, HVOF and HVAF are more suitable for producing oxidizable materials. Screen printing combined with sintering is also a common method for preparing microwave-absorbing coatings with FSS. Due to the typically intricate and complex structural design of FSS, screen printing is highly suitable and convenient to fabricate FSS structural coatings, as shown in Fig. 21 [238]. Besides screen printing, laser etching could be used for the fabrication of FSS coatings. For example, Cr2O3-TiO2 [203], TiO2-Al2O3 [204], and Al2O3-TiC [206] coatings with FSS were successful fabricated by screen printing or laser-engraved, realizing the desired microwave-absorbing ability.

Fabrication of Al2O3 coatings with FSS by Screen printing [238]
As a thin film deposition technology, magnetron sputtering is superior in high purity, strong binding force and high density, which is widely used in producing thin infrared stealth films, such as Pt and ITO films. Sun et al. used DC magnetron sputtering to deposit ITO films on the polished K424 alloy, which maintains a low emissivity before and after annealing [239]. Zhang et al. also prepared double-layer-structure Al2O3/ZrB2 thin films by magnetron sputtering, which exhibits a low average infrared emissivity of 0.13 in the waveband of 2–14 μm and a good thermal stability at 600 °C [240].
In summary, the common preparation technologies for stealth coatings are thermal spraying for thick coatings and magnetron sputtering for thin films. In addition, methods such as screen printing, laser etching, and chemical plating are used to assist in the realization of special structural designs, such as FSS.
5 Corrosion-resistant coatings
5.1 Corrosion-resistant coating materials
As the earliest-emerging corrosion-resistant coating system, diffusion aluminide coatings have acceptable corrosion resistance and low-cost advantage, while their brittle cracking tendency and high degradation rate are the main obstacles to extensive applications [27, 28]. Then, modified aluminide coatings containing Si, Cr, Co, Pd, and Pt were continuously developed. As compared to other modifiers, the addition of Pt promotes the formation of a protective alumina scale, enhances the bonding strength of the alumina scale, weakens the harmful effect of sulfur, and reduces the diffusion coefficient of refractory elements [29, 30]. Therefore, Pt-modified aluminide coating has been utilized as a standardized corrosion-resistant coating system for commercial aviation engines.
MCrAlY (M: Ni, Co or both) coating is recognized as the second-generation corrosion-resistant coating system, but it cannot fully meet the requirement for the increase of turbine-inlet-temperature [31, 32]. Recently, β-NiAl with CsCl structure has attracted great attention mostly owing to its high melting point, low density and capability to generate a protective alumina scale even above 1473 K, and is considered as a potential candidate for future corrosion-resistant coating system of superalloy substrates [33,34,35, 241, 242]. However, the alumina scale formed on NiAl spalls prematurely during cyclic oxidation, mainly attributed to its weak adhesion to the underling alloy caused by the formation of scale/alloy interfacial voids and the appearance of scale shrinkage during thermal cycling [243, 244].
Numerous efforts have been performed to improve the cyclic oxidation resistance of NiAl coating materials, and the optimized alloys typically contain various modifiers. Reactive elements (REs) including hafnium (Hf), zirconium (Zr), yttrium (Y), lanthanum (La), and Dysprosium (Dy) which have stronger oxygen affinity than Al were added in NiAl alloys, and their positive effects on the cyclic oxidation performance were intensively studied [245,246,247,248,249]. Results showed that minor RE doping (0.05 ~ 0.1 at.%) produces an obvious effect on the enhancement of alumina scale adhesion and the reduction of alumina scale growth rate. Since the discovery of the reactive element effect (REE), many classic mechanisms have been proposed to clarify this effect on the cyclic oxidation resistance of NiAl alloys.
For the enhancement of alumina scale adhesion, Lees et al. proposed that RE-doping suppress scale/alloy interfacial void formation and growth by preventing sulfur segregation at the interface and weakening the “sulfur effect” [250, 251]. Christensen et al. pointed out that the addition of REs eliminates scale rumpling through releasing internal stress by changing the scale microstructure or forming a buffer layer between the scale and substrate and increasing their compatibility [252, 253]. Allam et al. reported that the formation of oxide pegs consisting of RE-rich oxide core and alumina sheath at the scale/alloy interface helps mechanically pin the scale [254, 255].
For the reduction of alumina scale growth rate, one of the broadly accepted mechanisms is the “modification of ion transport processes”, which has been verified by a combined characterization of O18 tracer and secondary ion mass spectroscopy (SIMS) [256, 257]. Pint et al. suggested that a continuous flux of RE ions diffusing from the alloy substrate to alumina grain boundaries under oxygen potential gradient during thermal exposure is critical to realize the reduction in alumina scale growth rate, and defined this mechanism as dynamic segregation theory (DST) [258]. Since grain boundary diffusion is dominant at temperatures below 0.6Tm of alumina, the alumina scale growth on NiAl alloys below 1573 K is usually completed by a simultaneous outward diffusion of Al and inward diffusion of O along alumina grain boundaries [259]. The segregation of RE ions at alumina grain boundaries inhibits Al outward diffusion in view of their larger size and slower diffusion rate, and the alumina growth mechanism is consequently transformed to inward diffusion of O. Since the diffusion rate of anions is slower than that of cations, the reduction in alumina scale growth rate is realized [260].
Li et al. conducted comparative research on different RE-doped NiAl alloys which has a guiding significance for composition design of NiAl coating materials [261]. It is found that all the alumina scales on the RE-doped NiAl alloys displays a double-layer structure comprised of inner equiaxed grains and outer columnar grains with close sizes rather than typical single-layer equiaxed grain structure due to the alternation of growth mechanism, and similar sizes revealed that similar amounts of RE ions are segregated on alumina grain boundaries producing similar grain refinement effects (Fig. 22) [258, 262]. Therefore, ion size should be the first order factor affecting the blocking effect of REs on the outward diffusion of Al. Dynamic segregation theory predicts that larger RE ion size has more remarkable effects on obstructing outward diffusion of Al ions because larger ions diffuse at a slower rate and occupy more of the diffusion pathway. However, Li et al. discovered that La ion has the largest radius, but its corresponding alumina scale growth rate is the highest. In contrast to this, the smallest Hf ion leads to the lowest alumina scale growth rate surprisingly (Fig. 23). This implies that physical obstruction is only one aspect of the blocking effect, and chemical interaction inevitably exists between RE and Al ions. A concept of effective ion radius proposed by Pint et al. can be introduced to explain the above abnormal phenomenon [263]. Hf ions may have larger effective radius due to additional interaction between Hf and Al. This interaction includes the influence of Hf ions on the electronic structure and diffusion activation energy of Al ions on alumina grain boundaries, which makes the blocking effect on outward diffusion of Al more significant.

FE-SEM fracture morphologies of alumina scales formed on (a) NiAl-0.05 at.% Dy, (b) NiAl-0.05 at.% Hf, (c) NiAl-0.09 at.% Zr, (d) NiAl-0.06 at.% Y and (e) NiAl-0.09 at.% La after 100, 1 h cycles at 1473 K in air [261]

Total mass gains (specimen + spall) for RE-doped NiAl alloys plotted versus dopant ion size after 300, 1 h cycles (the La-doped alloy after 200, 1 h cycles) at 1473 K in air [261]
With deepening the optimization work on NiAl coating materials, increasing studies confirmed that RE single-doping provides limited benefits in improving the cyclic oxidation resistance [257, 261, 264]. RE over-doping directly results in severe internal oxidation and accelerated alumina scale growth owing to its high oxygen affinity and low solid solubility in β-NiAl, while too low doping level takes no obvious effect on ameliorating the cyclic oxidation performance. A co-doping strategy has been proposed to solve this problem. An interesting work by Hou et al. indicated that Y and Al co-doping further reduces the oxidation rate of Tribaloy T-800 alloy as compared to Y single-doping [265]. Dryepondt et al. reported that the mass gain level of the Hf and Y co-doped FeCrAl alloy is remarkably lower than that of the single-doped alloys [245]. Lan et al. found that a combined addition of Dy and Pt leads to more effective reduction of oxidation rate than Dy or Pt single addition [266]. Furthermore, combined addition of RE dopants are already found in commercial alloys including René N5 and Haynes alloy 214 [267].
Based on the previous work, Guo et al. clarified the prospect of Hf + Zr and Y + La co-doping in reducing the alumina scale growth rate, and established fundamental understanding of the synergistic effect of two REs on the oxidation mechanism of alumina-formers [268]. It is proposed that Hf and Zr as well as Y and La ions co-segregate on alumina grain boundaries and act as an entire ionic cluster, which has stronger interaction with Al ions than two individual ions (Fig. 24a), thus producing a synergistic effect further reducing the alumina scale growth rate as compared to the single-doped alloys (Fig. 24b). Therefore, the RE co-doping strategy should be emphatically considered for composition design of future corrosion-resistant coating materials.

a Schematic illustrations of co-doping effects of Hf + Zr on alumina scale growth rate of NiAl alloy during high-temperature oxidation, and (b) the square of mass gains (sample + spall) for NiAl-0.05 at.% Hf-0.05 at.% Zr, NiAl-0.05 at.% Hf and NiAl-0.09 at.% Zr during 100 h cycles at 1473 K in air
5.2 Corrosion-resistant coating fabrication technologies
There are two main categories of bond coats based on the fabrication techniques: diffusion coatings and overlay coatings [269]. The former can be further classified into simple aluminide coatings and platinum modified aluminide coatings (PtAl coatings). Simple aluminide coatings produced by aluminizing process from 1950s [270,271,272]. Usually, PtAl coatings are formed in four steps [273,274,275,276]. First, a thin layer of Pt (3–10 μm) is electro-deposited onto the surface of the superalloy. Secondly, Pt coating is diffused in vacuum, which is a heat treatment process for improving the adhesion between the Pt coating and substrate, and also diluting the Pt concentration. Thirdly, aluminizing process forms Al-rich coating, which includes many methods, such as slurry process [277,278,279], pack cementation [280, 281], above pack process [282, 283] and chemical vapor deposition (CVD) process [284, 285]. Finally, a suitable post heat treatment is conducted for coating formation, which also helps the superalloy recovering the lost mechanical properties, if any, caused by the high temperature exposure during the coating steps. Figure 25 shows the CVD equipment made by Beihang University.

CVD aluminizing equipment made by Beihang university
Overlay coatings are typified by M-CrAl-X type coatings, where M represents Ni, Co or Fe (or a combination thereof), and X represents the reactive element additions, such as Y, Hf, Zr, Ce, La and so on. Overlay coatings can be manufactured by EB-PVD [286, 287], LPPS [288], HVOF/HVAF [289, 290], ion plating [291, 292], cold spray [293, 294] and electro deposition [295, 296]. EB-PVD is a coating process where the coating material is evaporated by electron beams and deposited on the substrate surface. The coating has a columnar microstructure, giving rise to excellent strain tolerance and thermal shock resistance. Figure 26 shows the EB-PVD 100 equipment made by Beihang University. However, the disadvantage of EB-PVD is that they have low deposition rate.

EB-PVD 100 made by Beihang university
LPPS is a thermal spray process, which enables M-CrAl-X materials that are sensitive to oxidation to be sprayed. But the equipment is also expensive and the spray chamber needs to be pumped down every time. In order to reduce the running cost and enhance the efficiency, HVOF/HVAF spraying has been developed, which works by mixing fluid fuel and oxygen/air into a combustion chamber. The resultant gas has an extremely high temperature and pressure, and the stream of hot gas and powder is directed towards the surface. The obtained coating has low porosity and high bond strength, providing good corrosion resistance. HVOF/HVAF are operated in atmosphere, so its cost is much cheaper than LPPS and EB-PVD.
Ion plating is also known for its three-dimensional coverage and strong throwing power, which enable non-sight deposition for double vanes. Ion plating coating has high adhesion by sputter cleaning the substrate. Cold spray utilizes kinetic energy to project particles onto a surface through convergent – divergent De-Laval nozzle, accelerating the particles up to 200 ~ 1200 m/s, which produces dense and adherent coatings. Recently, electrolytic co-deposition has become a promising alternative method for applying M-CrAl-X coatings. This process involves co-depositing particles in an electroplated metal matrix by suspending fine powders within the solution, which in turn are embedded in the deposited matrix. This method was patented by BAJ Ltd. And purchase by Praxair later.
6 First-principles calculation used for high-temperature protective coatings
Premature failure of corrosion-resistant coatings and TBCs frequently manifests around the TGO layer, where chemical bonds are susceptible to deterioration. This degradation is typically initiated by microcrack nucleation, followed by propagation and coalescence, ultimately resulting in the peeling and delamination of coatings. To mitigate the premature failure of coatings, enhancing the interface strength between the TGO layer and underlying coating is of paramount importance. Consequently, researchers have endeavored to employ the first-principles calculation method to elucidate the bonding mechanism at the interface, from the aspect of density functional theory (DFT).
Carling et al. observed that the presence of impurity element S, alloy element Pt, and reactive element Hf at the interface of the corrosion-resistant coating results in the segregation of S, leading to a weakening of the interface and a reduction in the interface bonding strength [297]. This finding was further supported by Jiang, who obtained a similar conclusion [298]. Additionally, it is noted that the influence of Pt on the interface is minimal, and it even slightly decreases the interface bonding strength [297]. Furthermore, Guo et al. discovered that the formation of Dy-S bonds between Dy and S reduces the harmful effects of S, while also enhances the adhesion of the interface through bonding [299]. The reactive element Hf forms a direct bond with O atom in Al2O3 at the interface, resulting in enhanced interface bonding strength. The movement of Hf towards the oxide film further contributes to this improvement [297,298,299,300]. Comparing the effects of doping with Hf, Zr, Dy, Y, and La on the NiAl interface, it is observed that the α-Al2O3/β-NiAl interface bonding strength follows the order of Hf > Zr > Dy > Y > La > clean interface, as depicted in Fig. 27. This trend can be explained from an electronic perspective. Zhang's calculation demonstrated that the presence of impurity sulfur must be taken into account, and it was found that La and Y have the most significant impact on α-Al2O3/β-NiAl-S interface adhesion and mechanical stability [301]. The application of the first-principles allows for examining the enhanced interface adhesion of binary doped reactive elements in comparison to single doping (Fig. 28). The improvement on the interface adhesion could be attributed to the increased formation of chemical bonds at the interface and the synergistic effect resulting from the combination of (Hf + Zr) and (Hf + Y) co-doping [301, 302].

The valence charge density differences (VCDD) and Bader charges analysis for single RE doped Al2O3/NiAl interface of (a) Hf-doping, (b) Zr-doping, (c) Dy-doping, (d) Y-doping, (e) La-doping and (f) Clean interface [300]

a Cross section of ELF for the clean interface; b The trend of interface work of separation Wsep for selected interface doping scheme [300]
Corrosion of TBCs by molten CMAS results in the development of cracks and spallation failure, leading to a significant decrease in the TBCs' lifespan. Therefore, it is crucial to investigate the corrosion issue of TBCs when exposed to molten CMAS. Zheng et al. conducted first-principles calculation to determine the crack propagation mechanism of YSZ corroded by CMAS [303]. The weak atomic bond between ZrO and CaO facilitates crack nucleation, while cracks grow along the interface of CaAl2Si2O8/Al2O3 and propagate along the interfaces of CaAl2Si2O8/MCrAlY and MgAl2O4/Al2O3. The interfacial bond strength is relatively weak, and the atomic diffusion coefficient of CMAS surpasses that of YSZ. The splitting and spalling of TBCs primarily arise from the volume change of YSZ and the development of thermal stress [304]. Zheng et al. also conducted calculation on the penetration mechanism of high-temperature CMAS melt on YSZ, and determined that the surface of YSZ [(010) × (010)] exhibits high chemical activity, making it susceptible to corrosion by CMAS [305]. Additionally, the wettability of CMAS on the surface of YSZ (110) is found to be the highest [306]. Zhou et al. observed similar phenomenon in which CMAS melt infiltrates YSZ due to the strong aggregation ability of Y and Ca, enabling penetration into the coating [307].
To mitigate CMAS corrosion, TBCs have been modified through elements doping. For instance, Guo et al. discovered that Sc doped Gd2Zr2O7/YSZ coating reveals enhanced separation of CMAS on the reaction layer's surface and reduces wettability, effectively inhibiting secondary CMAS penetration into TBCs [308]. The inclusion of Yb into GdPO4 has been observed to expedite the development of the coating/CMAS interface reaction layer [309]. First-principles calculation revealed that Yb doping in Gd0.75Yb0.25PO4 could reduce the apatite formation enthalpy when exposed to molten CMAS, which causes the apatite easy to form. This leads to a more compact and thicker interface reaction layer on the CMAS attacked Gd0.75Yb0.25PO4 than that on the CMAS attacked GdPO4, giving rise to enhanced CMAS resistance of Gd0.75Yb0.25PO4 compared to GdPO4. Additionally, the interface of the pellet/interface reaction layer of the CMAS attacked Gd0.75Yb0.25PO4 is stronger than that of the CMAS attacked GdPO4, which is also confirmed based on First-principles calculation by calculating the interface separation work. The incorporation of Yb into YSZ coating has an effect of diminishing the rate of atomic diffusion and augmenting the contact angle between CMAS and the coating, thereby mitigating the detrimental impact of CMAS onto the coating [310]. Furthermore, employing first-principles calculation, it has been determined that the inclusion of Gd in YSZ significantly diminishes the diffusion coefficient of elements. Additionally, the reduced Griffith fracture work at the YSZ/CMAS interface facilitates the flow of CMAS melt on the coating surface, thereby impeding osmotic corrosion of CMAS melt [311].
7 Outlook
YSZ has been the standard material for TBC applications since 1980s. Due to the continuous pursuit of higher operating temperatures of aero-engines for higher efficiency and performance, YSZ TBCs face many limitations. Future research should be focused on developing TBC materials with better phase stability above 1250 °C, lower thermal conductivity and suitable fracture toughness and TECs, and designing novel coating microstructure and its fabrication technologies. Additionally, CMAS is still a major issue for at least the next decade, and thus its protection strategies need much attention. In marine environment, the coupling corrosion of CMAS and sea salt may emerge as a severe threat to TBCs. Some researchers have started to concern this, but the research is far from enough, especially the protection methods.
For higher gas-inlet temperature and thus higher efficiency and performance of aero-engines, CMCs are used to replace the hot-section metallic components, which need EBCs to provide protection against environmental degradation. The investigation on EBCs is not as mature as TBCs, and there is large research space. Various environmental factors, such as steam, CMAS and thermal cycling, cause degradation and failure of EBCs, which is a major hurdle for EBCs application. The understanding of all the interrelated failure mechanisms and development of protection methods are key to making progress in this field. EBCs is an application trend in advanced aero-engines. Therefore, by continuous investment in research, a fruitful and impactful research area is accepted to come.
The stealth of aero-engines is crucial to the capability of fighter to survive, and thus stealth technology is important, especially the radar and infrared stealth, which needs advanced high-temperature stealth materials and coating fabrication technologies. For the metallic components with relatively low operating temperature, thermal protection may be not necessary, but they still need protection against oxidation and corrosion. Hence, corrosion-resistant coatings are vital for aero-engines. Until now, at least three generations of corrosion-resistant coating system have emerged. For more efficient corrosion resistance, new coating materials and coating fabrication technologies need to develop. First-principles calculation is a useful tool, which can be used not only to design coating compositions, but also to clarify the coating failure modes and mechanisms.
High-temperature protective coatings including TBCs, EBCs, stealth coatings and corrosion-resistant coatings, are vital for aero-engines for higher efficiency and performance. To obtain effective, reliable, and manufacturable coatings, there is much work needing to be done. Although the road is obstructed and long, the work is of high significance and value, and would be an exciting and fruitful research field.
References
Alibrandi W (2014) Forecast international predicts tremendous world growth for gas turbines over next 15 years. Forecast international web. www.forecastinternational.com/press/release.cfm?article=13049#.VvV59kuv9e9. Accessed 16 June 2023
Padture NP (2019) Environmental degradation of high-temperature protective coatings for ceramic-matrix composites in gas-turbine engines. NPJ Mater Degradation 3:1–6. https://doi.org/10.1038/s41529-019-0075-4
Wahl JB, Harris K (1996) Superalloys in industrial gas turbines-an overview. In: Presented at the 9th World Conference on Investment Casting. San Francisco
Vaen R, Bakan E, Mack DE, Guillon O (2022) A perspective on thermally sprayed thermal barrier coatings: Current status and trends. J Therm Spray Technol 31:685–698. https://doi.org/10.1007/s11666-022-01330-2
Xu H, Guo H, Liu F, Gong S (2000) Development of gradient thermal barrier coatings and their hot-fatigue behavior. Surf Coat Technol 130:133–139. https://doi.org/10.1016/S0257-8972(00)00695-2
Thakare JG, Mahapatra MM, Mulik R (2020) Thermal barrier coatings - a state of the art review. Met Mater Int 27:1947–1968. https://doi.org/10.1007/s12540-020-00705-w
Wei ZY, Meng GH, Chen L, Li GR, Liu MJ et al (2022) Progress in ceramic materials and structure design toward advanced thermal barrier coatings. J Adv Ceram 11:985–1068. https://doi.org/10.1007/s40145-022-0581-7
Bose S (2007) High temperature coatings. Elsevier, Holland
Stecura S (1978) Effects of compositional changes on the performance of a thermal barrier coating system. NASA TM-78976; NASA Lewis Research Center. Cleveland
Miller RA (1997) Thermal barrier coatings for aircraft engines: History and directions. J Therm Spray Technol 6:35–42
Guo L, Li MZ, Ye FX (2016) Phase stability and thermal conductivity of RE2O3 (RE=La, Nd, Gd, Yb) and Yb2O3 co-doped Y2O3 stabilized ZrO2 ceramics. Ceram Int 42:7360–7365. https://doi.org/10.1016/j.ceramint.2016.01.138
Dai MQ, Song XM, Lin CC, Liu ZW, Zheng W et al (2022) Investigation of microstructure changes in Al2O3-YSZ coatings and YSZ coatings and their effect on thermal cycle life. J Adv Ceram 11:345–353. https://doi.org/10.1007/s40145-021-0538-2
Bakan E, Vaßen R (2017) Ceramic top coats of plasma-sprayed thermal barrier coatings: Materials, processes, and properties. J Therm Spray Technol 26:992–1010. https://doi.org/10.1007/s11666-017-0597-7
Zok FW (2016) Ceramic-matrix composites enable revolutionary gains in turbine engine efficiency. Am Ceram Soc Bull 95:22–28
Song CK, Ye F, Cheng LF, Liu YS, Zhang Q (2022) Long-term ceramic matrix composite for aeroengine. J Adv Ceram 11:1343–1374. https://doi.org/10.1007/s40145-022-0611-5
Lee KN, Zhu D, Lima RS (2021) Perspectives on environmental barrier coatings (EBCs) manufactured via air plasma spray (APS) on ceramic matrix composites (CMCs): A tutorial paper. J Therm Spray Technol 30:40–58. https://doi.org/10.1007/s11666-021-01168-0
Lee KN (2000) Current status of environmental barrier coatings for Si-based ceramics. Surf Coat Technol 133:1–7. https://doi.org/10.1016/S0257-8972(00)00889-6
Tejero-Martin D, Bennett C, Hussain T (2021) A review on environmental barrier coatings: History, current state of the art and future developments. J Eur Ceram Soc 41:1747–1768. https://doi.org/10.1016/j.jeurceramsoc.2020.10.057
Dong Y, Wang QK, Shao G, Wang YG (2022) Interaction of multicomponent disilicate (Yb0.2Y0.2Lu0.2Sc0.2Gd0.2)2Si2O7 with molten calcia-magnesia-aluminosilicate. J Adv Ceram 11:66–74. https://doi.org/10.1007/s40145-021-0517-7
Guo Q, He W, Li C, He J, Sun J, Guo H (2022) High-temperature interface stability of tri-layer thermal environmental barrier coatings. Ceram Int 48:9313–9323. https://doi.org/10.1016/j.ceramint.2021.12.124
Rao G, Mahulikar S (2002) Integrated review of stealth technology and its role in airpower. Aeronaut J 106:629–642
Liu B, Pan SB, Yu MX, Zhou GM (2017) Research and progress of infrared stealth coating. Ordnance Mater Sci Eng 40:137–142. https://doi.org/10.14024/j.cnki.1004-244x.20170504.003
Huang Y, Mu L, Zhang QT (2008) Research Progress and Developing Trend of Low Infrared Emissivity Coatings. J Mater Sci Eng 26:820–823.
Wang W, Jiang J, Liang J, Wang Z, Xu C et al (2022) A multifunctional coating for radar-infrared stealth-compatible at high temperatures. IEEE Access 10:122280–122285. https://doi.org/10.1109/ACCESS.2022.3223442
Xing MD, Zhao HJ, Lin HY, Gong YX, Deng GW (2015) Infrared Stealth Coatings and Its Impact on Radar Absorbing. Aerospace Mater Technol 45:51–53. https://doi.org/10.3969/j.issn.1007-2330.2015.04.012
Chai X, Zhu D, Chen Q, Qing Y, Cao K, Luo F, Huang Z, Li P, Liu X (2022) Tailored composition of low emissivity top layer for lightweight visible light-infrared-radar multiband compatible stealth coating. Adv Compos Hybrid Ma 5:3094–3103. https://doi.org/10.1007/s42114-022-00563-7
Liu PS, Liang KM, Gu SR (2001) High-temperature oxidation behavior of aluminide coatings on a new cobalt-base superalloy in air. Corros Sci 43:1217–1226. https://doi.org/10.1016/S0010-938X(00)00137-2
Goward GW (1998) Progress in coatings for gas turbine airfoils. Surf Coat Technol 108–109:73–79. https://doi.org/10.1016/S0257-8972(98)00667-7
Svensson H, Christensen M, Knutsson P, Wahnstroem G, Stiller K (2009) Influence of pt on the metal-oxide interface during high temperature oxidation of NiAl bulk materials. Corros Sci 51:539–546. https://doi.org/10.1016/j.corsci.2008.12.016
Hou PY, Tolpygo VK (2007) Examination of the platinum effect on the oxidation behavior of nickel-aluminide coatings. Surf Coat Technol 202:623–627. https://doi.org/10.1016/j.surfcoat.2007.06.013
Evans ARG (2000) Failure mechanisms associated with the thermally grown oxide in plasma-sprayed thermal barrier coatings. Acta Mater 48:3963–3976. https://doi.org/10.1016/S1359-6454(00)00171-3
Rhys-Jones TN (1989) Coatings for blade and vane applications in gas turbines. Corros Sci 29:623–646. https://doi.org/10.1016/0010-938X(89)90104-2
Chen WF, He LM, Guo Y, Shan X, Li JH, Guo FW, Zhao XF, Ni N, Xiao P (2019) Effects of reactive element oxides on the isothermal oxidation of β- NiAl coatings fabricated by spark plasma sintering. Surf Coat Technol 357:322–331. https://doi.org/10.1016/j.surfcoat.2018.10.021
Guo HB, Cui YJ, Peng H, Gong SK (2010) Improved cyclic oxidation resistance of electron beam physical vapor deposited nano-oxide dispersed β-NiAl coatings for Hf-containing superalloy. Corros Sci 52:1440–1446. https://doi.org/10.1016/j.corsci.2010.01.009
Haynes JA, Pint BA, Zhang Y, Wright IG (2007) Comparison of the cyclic oxidation behavior of β-NiAl, β-NiPtAl and γ-γ′ NiPtAl coatings on various superalloys. Surf Coat Technol 202:730–734. https://doi.org/10.1016/j.surfcoat.2007.06.039
Li GR, Lv BW, Yang GJ, Zhang WX, Li CX, Li CJ (2015) Relationship between lamellar structure and elastic modulus of thermally sprayed thermal barrier coatings with intra-splat cracks. J Therm Spray Technol 24:1355–1367. https://doi.org/10.1007/s11666-015-0292-5
Lashmi PG, Ananthapadmanabhan PV, Unnikrishnan G, Aruna ST (2020) Present status and future prospects of plasma sprayed multilayered thermal barrier coating systems. J Eur Ceram Soc 40:2731–2745. https://doi.org/10.1016/j.jeurceramsoc.2020.03.016
Sun JY, Pei YL, Li SS, Zhang H, Gong SK (2017) Improved mechanical properties of Ni-rich Ni3Al coatings produced by EB-PVD for repairing single crystal blades. Rare Met 36:556–561. https://doi.org/10.1007/s12598-014-0340-1
Yu HT, Song XW, Mu RD, He LM, Xie M, Zhou F, An SL (2011) Research of YSZ Thermal Barrier Coatings Produced by EB - PVD. Chinese Rare Earths 32:40–43. https://doi.org/10.3969/j.issn.1004-0277.2011.03.008
Teng XD, Peng H, Li LH, Guo HB, Gong SK (2023) Investigation on improvement of process stability of thermal barrier coatings on blades prepared by electron beam physical vapour deposition. Aeronautical Manuf Technol 66:40–45. https://doi.org/10.16080/j.issn1671-833x.2023.01/02.040
Niessen KV, Gindrat M (2011) Plasma spray-PVD: A new thermal spray process to deposit out of the vapor phase. J Therm Spray Technol 20:736–743. https://doi.org/10.1007/s11666-011-9654-9
Liu MJ, Zhang G, Lu YH, Han JQ, Li GR, Li CX, Li CJ, Yang GJ (2020) Plasma spray-physical vapor deposition toward advanced thermal barrier coatings: A review. Rare Met 39:479–497. https://doi.org/10.1007/s12598-019-01351-x
Shi J, Wei LL, Zhang BP, Gao LH, Guo HB, Gong SK, Xu HB (2017) Research process in plasma spray physical vapor deposited thermal barrier coatings. J Aeronautical Mater 38:1–9. https://doi.org/10.11868/j.issn.1005-5053.2018.001008
Gao LH, Guo HB, Wei LL, Li CY, Xu HB (2015) Microstructure, thermal conductivity and thermal cycling behavior of thermal barrier coatings prepared by plasma spray physical vapor deposition. Surf Coat Technol 276:424–430. https://doi.org/10.1016/j.surfcoat.2015.06.033
Smialek JL, Garlick ARG (1994) Turbine airfoil degradation in the persian gulf war. JOM 46:39–41. https://doi.org/10.1007/BF03222663
Guo L, Li G, Gan ZL (2021) Effects of surface roughness on CMAS corrosion behavior for thermal barrier coating applications. J Adv Ceram 10:472–481.https://doi.org/10.1007/s40145-020-0449-7
Guo L, Gao Y, Ye, FX, Zhang, XM (2021) CMAS corrosion behavior and protection method of thermal barrier coatings for aeroengine. Acta Metall Sin 57:1184–1198. https://doi.org/10.11900/0412.1961.2021.00121.
Nieto A, Agrawal R, Bravo L, Hofmeister-Mock C, Ghoshal A (2020) Calcia-magnesia-alumina-silicate (CMAS) attack mechanisms and roadmap towards sandphobic thermal and environmental barrier coatings. Int Mater Rev 66:451–492. https://doi.org/10.1080/09506608.2020.1824414
Wang WZ, Fang HJ, Huang JB (2018) Research status on cracking of thermal barrier coatings against CMAS corrosion. Surface Technol 47: 23–29. https://doi.org/10.16490/j.cnki.issn.1001-3660.2018.08.004
Drexler JM, Shinoda K, Ortiz AL, Li D, Vasiliev AL, Gledhill AD, Sampath S, Padture NP (2010) Air-plasma-sprayed thermal barrier coatings that are resistant to high-temperature attack by glassy deposits. Acta Mater 58:6835–6844. https://doi.org/10.1016/j.actamat.2010.12.009
Guo L, Li G, Wu J, Wang XH (2022) Effects of pellet surface roughness and pre-oxidation temperature on CMAS corrosion behavior of Ti2AlC. J Adv Ceram 11:945–960. https://doi.org/10.1007/s40145-022-0588-0
Zhang XF, Zhou KS, Wei X, Chen BY, Song JB, Liu M (2014) In situ synthesis of α-alumina layer at top yttrium-stabilized zirconia thermal barrier coatings for oxygen barrier. Ceram Int 40:12703–12708. https://doi.org/10.1016/j.ceramint.2014.04.118
Guo L, Gao Y, Cheng Y, Sun J, Ye F, Wang L (2021) Microstructure design of the laser glazed layer on thermal barrier coatings and its effect on the CMAS corrosion. Corros Sci 192. https://doi.org/10.1016/j.corsci.2021.109847
Padture NP, Gell M, Jordan EH (2002) Thermal barrier coatings for gas-turbine engine applications. Science 296:280–284. https://doi.org/10.1126/science.1068609
Hasselman DPH, Johnson LF, Bentsen LD, Syed R, Swain MV (1987) Thermal diffusivity and conductivity of dense polycrystalline ZrO2 ceramics: A survey. Am Ceram Soc Bull 66:799–806. https://doi.org/10.1111/j.1151-2916.1987.tb05665.x
Guo L, Li BW, Cheng YX, Wang L (2022) Composition optimization, high-temperature stability, and thermal cycling performance of Sc-doped Gd2Zr2O7 thermal barrier coatings: Theoretical and experimental studies. J Adv Ceram 11:454–469. https://doi.org/10.1007/s40145-021-0549-z
Ilavsky J, Stalick JK (2000) Phase composition and its changes during annealing of plasma-sprayed YSZ. Surf Coat Technol 127:120–129. https://doi.org/10.1016/s0257-8972(00)00562-4
Schulz U (2004) Phase transformation in EB-PVD yttria partially stabilized zirconia thermal barrier coatings during annealing. J Am Ceram Soc 83:904–910. https://doi.org/10.1111/j.1151-2916.2000.tb01292.x
Lv B, Fan X, Xie H, Wang TJ (2017) Effect of neck formation on the sintering of air-plasma-sprayed thermal barrier coating system. J Eur Ceram Soc 37:811–821. https://doi.org/10.1016/j.jeurceramsoc.2016.08.033
Lv B, Wang C, Zhang X, Mao J, Qu Z, Deng C, Deng C, Liu M (2023) Stress-dependent sintering behavior of porous thermal barrier coatings. J Eur Ceram Soc 43:2634–2645. https://doi.org/10.1016/j.jeurceramsoc.2023.01.016
Kramer S, Yang J, Levi CG, Johnson CA (2006) Thermochemical interaction of thermal barrier coatings with molten CaO-MgO-Al2O3-SiO2 (CMAS) deposits. J Am Ceram Soc 89:3167–3175. https://doi.org/10.1111/j.1551-2916.2006.01209.x
Wei XD, Hou GL, An YL, Yang P, Zhao XQ, Zhou HD, Chen JM (2021) Effect of doping CeO2 and Sc2O3 on structure, thermal properties and sintering resistance of YSZ. Ceram Int 47:6875–6883. https://doi.org/10.1016/j.ceramint.2020.11.032
Chen D, Wang QS, Liu YB, Ning XJ (2020) Microstructure, thermal characteristics, and thermal cycling behavior of the ternary rare earth oxides (La2O3, Gd2O3, and Yb2O3) co-doped YSZ coatings. Surf Coat Technol 403:126387. https://doi.org/10.1016/j.surfcoat.2020.126387
Guo L, Guo HB, Gong SK, Xu HB (2013) Improvement on the phase stability, mechanical properties and thermal insulation of Y2O3-stabilized ZrO2 by Gd2O3 and Yb2O3 co-doping. Ceram Int 39:9009–9015. https://doi.org/10.1016/j.ceramint.2013.04.103
Vassen R, Jarligo MO, Steinke T, Mack DE, Stoever D (2010) Overview on advanced thermal barrier coatings. Surf Coat Technol 205:938–942. https://doi.org/10.1016/j.surfcoat.2010.08.151
Bansal NP, Zhu D (2008) Thermal properties of oxides with magnetoplumbite structure for advanced thermal barrier coatings. Surf Coat Technol 202:2698–2703. https://doi.org/10.1016/j.surfcoat.2007.09.048
Schafer GW, Gadow R (1999) Lanthane aluminate thermal barrier coating. Wiley, New York
Chen XL, Gu LJ, Zou BL, Wang Y, Cao XQ (2012) New functionally graded thermal barrier coating system based on LaMgAl11O19/YSZ prepared by air plasma spraying. Surf Coat Technol 206:2265–2274. https://doi.org/10.1016/j.surfcoat.2011.09.076
Gadow R, Lischka M (2002) Lanthanum hexaaluminate-novel thermal barrier coatings for gas turbine applications-materials and process development. Surf Coat Technol 151:392–399. https://doi.org/10.1016/s0257-8972(01)01642-5
Pragatheeswaran A, Ananthapadmanabhan PV, Chakravarthy Y, Bhandari S, Chaturvedi V, Nagaraj A, Ramachandran K (2015) Plasma spray-deposited lanthanum phosphate coatings for protection against molten uranium corrosion. Surf Coat Technol 265:166–173. https://doi.org/10.1016/j.surfcoat.2015.01.040
Kim SH, Fu Z, Niihara K, Lee SW (2011) Characterization of 3 YSZ/LaPO4 composites coatings made by an atmospheric plasma spraying method. J Ceram Process Res 12:126–131. https://doi.org/10.2109/jcersj2.119.322
Wang F, Guo L, Wang CM, Ye FX (2017) Calcium-magnesium-alumina-sil-icate (CMAS) resistance characteristics of LnPO4 (Ln = Nd, Sm, Gd) thermal barrier oxides. J Eur Ceram Soc 37:289–296. https://doi.org/10.1016/j.jeurceramsoc.2016.08.013
Li MZ, Cheng YX, Guo L, Zhang CL, Zhang Y, He S, Ye FX (2017) Preparation of plasma sprayed nanostructured GdPO4 thermal barrier coating and its hot corrosion behavior in molten salts. Ceram Int 43:7797–7803. https://doi.org/10.1016/j.ceramint.2017.03.092
Vassen R, Cao X, Tietz F, Basu D, Stöver D (2004) Zirconates as new material for thermal barrier coatings. J Am Ceram Soc 83:2023–2028. https://doi.org/10.1111/j.1151-2916.2000.tb01506.x
Wu Y, He DY (2023) High-temperature sintering resistance of novel NdYbZr2O7 thermal barrier coating. Surf Coat Technol 456:129275. https://doi.org/10.1016/j.surfcoat.2023.129275
Wu Y, Zheng L, He W, He J, Guo H (2019) Effects of Yb3+ doping on phase structure, thermal conductivity and fracture toughness of (Nd1-xYbx)2Zr2O7. Ceram Int 45:3133–3139. https://doi.org/10.1016/j.ceramint.2018.10.213
Lakiza SM, Grechanyuk MI, Ruban OK, Redko VP, Glabay MS, Myloserdov OB, Dudnik OV, Prokhorenko SV (2018) Thermal barrier coatings: Current status, search, and analysis. Powder Metall Met Ceram 57:82–113. https://doi.org/10.1007/s11106-018-9958-0
Lehmann H, Pitzer D, Pracht G, Vassen R, Stover D (2003) Thermal conductivity and thermal expansion coefficients of the lanthanum rare-earth-element zirconate system. J Am Ceram Soc 86:1338–1344. https://doi.org/10.1111/j.1151-2916.2003.tb03473.x
Doleker KM, Ozgurluk Y, Ahlatci H, Karaoglanli AC (2019) Evaluation of oxidation and thermal cyclic behavior of YSZ, Gd2Zr2O7 and YSZ/ Gd2Zr2O7 TBCs. Surf Coat Technol 371:262–275. https://doi.org/10.1016/j.surfcoat.2018.11.055
Guo L, Guo H, Peng H, Gong S (2014) Thermophysical properties of Yb2O3 doped Gd2Zr2O7 and thermal cycling durability of (Gd0.9Yb0.1)2Zr2O7/YSZ thermal barrier coatings. J Eur Ceram Soc 34:1255–1263. https://doi.org/10.1016/j.jeurceramsoc.2013.11.035
Schulz U, Saruhan B, Fritscher K, Leyens C (2004) Review on advanced EB-PVD ceramic topcoats for tbc applications. Int J Appl Ceram Technol 1:302–315. https://doi.org/10.1111/j.1744-7402.2004.tb00182.x
Lu TJ, Levi CG, Wadley HNG, Evans AG (2001) Distributed porosity as a control parameter for oxide thermal barriers made by physical vapor deposition. J Am Ceram Soc 84:2937–2946. https://doi.org/10.1111/j.1151-2916.2001.tb01118.x
Wu J, Guo HB, Zhou L, Wang L, Gong SK (2010) Microstructure and thermal properties of plasma sprayed thermal barrier coatings from nanostructured YSZ. J Therm Spray Technol 19:1186–1194. https://doi.org/10.1007/s11666-010-9535-7
William BR, Sr. EJD, Betscher KH, Frank MA, John WD, Allen BW, Ii DHP (2001) Electron beam physical vapor deposition apparatus. US Patent 00953799.4
Nicholls JR, Lawson KJ, Johnstone A, Rickerby DS (2002) Methods to reduce the thermal conductivity of EB-PVD TBCs. Surf Coat Technol 151:383–391. https://doi.org/10.1016/s0257-8972(01)01651-6
Zhang YL, Guo L, Yang Y, Guo HB, Zhang H, Gong SK (2012) Influence of Gd2O3 and Yb2O3 co-doping on phase stability, thermo-physical properties and sintering of 8YSZ. Chin J Aeronaut 25:948–953. https://doi.org/10.1016/s1000-9361(11)60466-4
Saruhan B, Francois P, Fritscher K, Schulz U (2004) EB-PVD processing of pyrochlore-structured La2Zr2O7-based TBCs. Surf Coat Technol 182:175–183. https://doi.org/10.1016/j.surfcoat.2003.08.068
Ma WA, Gong SK, Li HF, Xu HB (2008) Novel thermal barrier coatings based on La2Ce2O7/8YSZ double-ceramic-layer systems deposited by electron beam physical vapor deposition. Surf Coat Technol 202:2704–2708. https://doi.org/10.1016/j.surfcoat.2007.09.047
Guo HB, Murakami H, Kuroda S (2006) Effect of hollow spherical powder size distribution on porosity and segmentation cracks in thermal barrier coatings. J Am Ceram Soc 89:3797–3804. https://doi.org/10.1111/j.1551-2916.2006.01322.x
Steffens HD, Babiak Z, Gramlich M (1999) Some aspects of thick thermal barrier coating lifetime prolongation. J Therm Spray Technol 8:517–522. https://doi.org/10.1361/105996399770350197
Clarke DR, Phillpot SR (2005) Thermal barrier coating materials. Mater Today 8:22–29. https://doi.org/10.1016/S1369-7021(05)70934-2
Guo HB, Vassen R, Stover D (2005) Thermophysical properties and thermal cycling behavior of plasma sprayed thick thermal barrier coatings. Surf Coat Technol 192:48–56. https://doi.org/10.1016/j.surfcoat.2004.02.004
Niessen KV, Gindrat M, Refke A (2010) Vapor phase deposition using plasma spray-PVD. J Therm Spray Technol 19:502–509. https://doi.org/10.1007/s11666-009-9428-9
Dorier JL, Gindrat M, Hollenstein C, Loch M, Refke A, Salito A, Barbezat G (2001) Plasma jet properties in a new spraying process at low pressure for large area thin film deposition. Presented at the ITSC2001, International Thermal Spray Conference, Singapore
Goral M, Kotowski S, Nowotnik A, Pytel M, Drajewicz M, Sieniawski J (2013) PS-PVD deposition of thermal barrier coatings. Surf Coat Technol 237:51–55. https://doi.org/10.1016/j.surfcoat.2013.09.028
Li CY, Guo HB, Gao LH, Wei LL, Gong SK, Xu HB (2015) Microstructures of yttria-stabilized zirconia coatings by plasma spray-physical vapor deposition. J Therm Spray Technol 24:534–541. https://doi.org/10.1007/s11666-014-0215-x
Gao L, Guo HB, Wei LL, Li CY, Gong SK, Xu HB (2015) Microstructure and mechanical properties of yttria stabilized zirconia coatings prepared by plasma spray physical vapor deposition. Ceram Int 41:8305–8311. https://doi.org/10.1016/j.ceramint.2015.02.141
Zhao C, He WT, Wei LL, Guo HB (2020) Microstructures of La2Ce2O7 coatings produced by plasma spray-physical vapor deposition. J Eur Ceram Soc 40:1462–1470. https://doi.org/10.1016/j.jeurceramsoc.2019.11.042
Rezanka S, Mauer G, Vassen R (2014) Improved thermal cycling durability of thermal barrier coatings manufactured by PS-PVD. J Therm Spray Technol 23:182–189. https://doi.org/10.1007/s11666-013-9971-2
Li S, He WT, Shi J, Wei LL, He J, Guo HB (2020) PS-PVD gadolinium zirconate thermal barrier coatings with columnar microstructure sprayed from sintered powder feedstocks. Surf Coat Technol 383:125243. https://doi.org/10.1016/j.surfcoat.2019.125243
Ganvir A, Curry N, Bjorklund S, Markocsan N, Nylen P (2015) Characterization of microstructure and thermal properties of YSZ coatings obtained by axial suspension plasma spraying (ASPS). J Therm Spray Technol 24:1195–1204. https://doi.org/10.1007/s11666-015-0263-x
Ganvir A, Curry N, Markocsan N, Nylen P, Toma FL (2015) Comparative study of suspension plasma sprayed and suspension high velocity oxy-fuel sprayed YSZ thermal barrier coatings. Surf Coat Technol 268:70–76. https://doi.org/10.1016/j.surfcoat.2014.11.054
Zhao YX, Wang L, Yang JS, Li DC, Zhong XH, Zhao HY, Shao F, Tao SY (2015) Thermal aging behavior of axial suspension plasma-sprayed yttria-stabilized zirconia (YSZ) thermal barrier coatings. J Therm Spray Technol 24:338–347. https://doi.org/10.1007/s11666-014-0206-y
Mahade S, Curry N, Bjorklund S, Markocsan N, Nylen P, Vassen R (2017) Functional performance of Gd2Zr2O7/YSZ multi-layered thermal barrier coatings deposited by suspension plasma spray. Surf Coat Technol 318:208–216. https://doi.org/10.1016/j.surfcoat.2016.12.062
Kassner H, Siegert R, Hathiramani D, Vassen R, Stoever D (2008) Application of suspension plasma spraying (SPS) for manufacture of ceramic coatings. J Therm Spray Technol 17:115–123. https://doi.org/10.1007/s11666-007-9144-2
Qi Y, Ma W, Li Y, Zhang C, Zhang P, Bai Y, Dong H, Liu L, Yan S (2023) Wetting, infiltration, and interaction behavior of calcium-magnesium-alumino-silicate towards Gd/Yb-modified SrZrO3 coatings deposited by solution precursor plasma spray. J Eur Ceram Soc 43:3694–3703. https://doi.org/10.1016/j.jeurceramsoc.2023.02.014
Stott F, De Wet D, Taylor R (1994) Degradation of thermal-barrier coatings at very high temperatures. MRS Bull 19:46–49. https://doi.org/10.1557/S0883769400048223
Jones RL (1997) Some aspects of the hot corrosion of thermal barrier coatings. J Therm Spray technol 6:77–84. https://doi.org/10.1007/BF02646315
Jamali H, Mozafarinia R, Shoja-Razavi R, Ahmadi-Pidani R (2014) Comparison of hot corrosion behaviors of plasma-sprayed nanostructured and conventional YSZ thermal barrier coatings exposure to molten vanadium pentoxide and sodium sulfate. J Eur Ceram Soc 34:485–492. https://doi.org/10.1016/j.jeurceramsoc.2013.08.006
Xu ZH, He LM, Mu RD, He SM, Huang GH, Cao XQ (2010) Hot corrosion behavior of rare earth zirconates and yttria partially stabilized zirconia thermal barrier coatings. Surf Coat Technol 204:3652–3661. https://doi.org/10.1016/j.surfcoat.2010.04.044
Guo L, Li MZ, Ye FX (2016) Comparison of hot corrosion resistance of Sm2Zr2O7 and (Sm0.5Sc0.5)2Zr2O7 ceramics in Na2SO4+V2O5 molten salt. Ceram Int 42:13849–13854. https://doi.org/10.1016/j.ceramint.2016.05.190
Shifler DA (2019) The increasing complexity of corrosion in gas turbines. In ASME Turbo Expo 2019: Turbomachinery Technical Conference and Exposition, Phoenix
Naraparaju R, Mechnich P, Schulz U, Rodriguez GCM (2016) The accelerating effect of CaSO4 within CMAS (CaO-MgO-Al2O3-SiO2) and its effect on the infiltration behavior in EB-PVD 7YSZ. J Am Ceram Soc 99:1398–1403. https://doi.org/10.1111/jace.14077
Shifler DA, Choi SR (2018) CMAS effects on ship gas-turbine components/materials. In ASME Turbo Expo 2018: Turbomachinery Technical Conference and Exposition, Oslo
Guo L, Xin H, Hu CW (2020) Comparison of NaVO3+CMAS mixture and CMAS corrosion to thermal barrier coatings. Corros Sci 177:108968. https://doi.org/10.1016/j.corsci.2020.108968
Guo L, Zhang XM, Xin H (2022) Corrosiveness of CMAS and CMAS+salt (NaVO3, Na2SO4 and NaCl) to YSZ thermal barrier coating materials. Corros Sci 209. https://doi.org/10.1016/j.corsci.2022.110738
Guo L, Zhang XM, Liu MG, Yang S, Dai JW (2023) CMAS + sea salt corrosion to thermal barrier coatings. Corros Sci 218:111172. https://doi.org/10.1016/j.corsci.2023.111172
Drexler JM, Shinoda K, Ortiz AL, Li D, Vasiliev AL, Gledhill AD, Sampath S, Padture NP (2011) Air-plasma-sprayed thermal barrier coatings that are resistant to high-temperature attack by glassy deposits. Acta Mater 59:2241–2241. https://doi.org/10.1016/j.actamat.2010.12.009
Guo L, Xin H, Li YY, Yu Y, Yan Z, Hu CW, Ye FX (2020) Self-crystallization characteristics of calcium-magnesium-alumina-silicate (CMAS) glass under simulated conditions for thermal barrier coating applications. J Eur Ceram Soc 40:5683–5691. https://doi.org/10.1016/j.jeurceramsoc.2020.07.025
Guo L, Yan Z, Wang XH, He Q (2019) Ti2AlC max phase for resistance against CMAS attack to thermal barrier coatings. Ceram Int 45:7627–7634. https://doi.org/10.1016/j.ceramint.2019.01.059
Yan Z, Guo L, Zhang Z, Wang XH, Ye FX (2020) Versatility of potential protective layer material Ti2AlC on resisting CMAS corrosion to thermal barrier coatings. Corros Sci 167:108532. https://doi.org/10.1016/j.corsci.2020.108532
Yan Z, Guo L, Li ZH, Yu Y, He QJ (2019) Effects of laser glazing on CMAS corrosion behavior of Y2O3 stabilized ZrO2 thermal barrier coatings. Corros Sci 157:450–461. https://doi.org/10.1016/j.corsci.2019.06.025
Habibi MH, Wang L, Liang J, Guo SM (2013) An investigation on hot corrosion behavior of YSZ-Ta2O5 in Na2SO4+V2O5 salt at 1100 °C. Corros Sci 75:409–414. https://doi.org/10.1016/j.corsci.2013.06.025
Nejati M, Rahimipour MR, Mobasherpour I (2014) Evaluation of hot corrosion behavior of CSZ, CSZ/micro Al2O3 and CSZ/nano Al2O3 plasma sprayed thermal barrier coatings. Ceram Int 40:4579–4590. https://doi.org/10.1016/j.ceramint.2013.08.135
Loghman-Estarki MR, Razavi RS, Edris H, Bakhshi SR, Nejati M, Jamali H (2016) Comparison of hot corrosion behavior of nanostructured ScYSZ and YSZ thermal barrier coatings. Ceram Int 42:7432–7439. https://doi.org/10.1016/j.ceramint.2016.01.147
Guo L, Zhang C, Li M, Sun W, Zhang Z, Ye F (2017) Hot corrosion evaluation of Gd2O3-Yb2O3 co-doped Y2O3 stabilized ZrO2 thermal barrier oxides exposed to Na2SO4+V2O5 molten salt. Ceram Int 43:2780–2785. https://doi.org/10.1016/j.ceramint.2016.11.109
Guo L, Zhang CL, He Q, Li ZH, Yu JX, Liu XC, Ye FX (2019) Corrosion products evolution and hot corrosion mechanisms of REPO4 (RE= Gd, Nd, La) in the presence of V2O5+Na2SO4 molten salt. J Eur Ceram Soc 39:1496–1506. https://doi.org/10.1016/j.jeurceramsoc.2018.10.031
Guo L, Xin H, Zhang Z, Ye FX, Yan Z (2020) Preparation of (Gd0.9Sc0.1)2Zr2O7/YSZ thermal barrier coatings and their corrosion resistance to V2O5 molten salt. Surf Coat Technol 389:125677. https://doi.org/10.1016/j.surfcoat.2020.125677
Guo L, Xin H, Zhang Z, Zhang XM, Ye FX (2020) Microstructure modification of Y2O3 stabilized ZrO2 thermal barrier coatings by laser glazing and the effects on the hot corrosion resistance. J Adv Ceram 9:232–242. https://doi.org/10.1007/s40145-020-0363-z
Guo L, Feng JY, Meng SJ (2022) Corrosion resistance of GdPO4 thermal barrier coating candidate in the presence of CMAS + NaVO3 and CMAS. Corros Sci 208. https://doi.org/10.1016/j.corsci.2022.110628
Zhang ZY, Park Y, Xue ZL, Zhang SH, Byon E, Koo BH (2022) Research status of bond coats in environmental barrier coatings. Int J Appl Ceram Technol 19:1841–1859. https://doi.org/10.1111/ijac.14042
Richards BT, Young KA, de Francqueville F, Sehr S, Begley MR, Wadley HNG (2016) Response of ytterbium disilicate-silicon environmental barrier coatings to thermal cycling in water vapor. Acta Mater 106:1–14. https://doi.org/10.1016/j.actamat.2015.12.053
Cojocaru CV, Levesque D, Moreau C, Lima RS (2013) Performance of thermally sprayed Si/mullite/BSAS environmental barrier coatings exposed to thermal cycling in water vapor environment. Surf Coat Technol 216:215–223. https://doi.org/10.1016/j.surfcoat.2012.11.043
Ridley MJ, Opila EJ (2022) High-temperature water-vapor reaction mechanism of barium strontium aluminosilicate (BSAS). J Eur Ceram Soc 42:3305–3312. https://doi.org/10.1016/j.jeurceramsoc.2022.02.004
Schneider H, Komarneni S (2006) Mullite. John Wiley & Sons, New York
Tian Z, Zhang J, Zhang T, Ren X, Hu W, Zheng L, Wang J (2019) Towards thermal barrier coating application for rare earth silicates RE2SiO5 (RE = La, Nd, Sm, Eu, and Gd). J Eur Ceram Soc 39:1463–1476. https://doi.org/10.1016/j.jeurceramsoc.2018.12.015
Li YR, Luo YX, Tian ZL, Wang JM, Wang JY (2018) Theoretical exploration of the abnormal trend in lattice thermal conductivity for monosilicates RE2SiO5 (re = Dy, Ho, Er, Tm, Yb and Lu). J Eur Ceram Soc 38:3539–3546. https://doi.org/10.1016/j.jeurceramsoc.2018.04.014
Turcer LR, Padture NP (2018) Towards multifunctional thermal environmental barrier coatings (TEBCs) based on rare-earth pyrosilicate solid-solution ceramics. Scr Mater 154:111–117. https://doi.org/10.1016/j.scriptamat.2018.05.032
Zhu DM, Bansal NP, Miller RA (2003) Thermal conductivity and stability of HfO2-Y2O3 and La2Zr2O7 evaluated for 1650 °C thermal/environmental barrier coating applications. Proceedings of the 105th Annual Meeting and Exposition of the American Ceramic Society, the American Ceramic Society, Nashville
Hu WP, Lei YM, Zhang J, Wang JY (2019) Mechanical and thermal properties of RE4Hf3O12 (RE=Ho, Er, Tm) ceramics with defect fluorite structure. J Mater Sci Technol 35:2064–2069. https://doi.org/10.1016/j.jmst.2019.04.025
Chen WB, He WT, He J, Guo Q, Li S, Guo HB (2022) Failure mechanisms of (Gd0.9Yb0.1)2Zr2O7/Yb2SiO5/Si thermal/environmental barrier coatings during thermal exposure at 1300 °C/1400 °C. https://doi.org/10.1016/j.jeurceramsoc.2022.02.023
Hu Q, Wang YC, Guo XJ, Huang ZL, Tu YW et al (2022) Oxidation resistance of SiCf/SiC composites with three-layer environmental barrier coatings up to 1360 °C in air atmosphere. Ceram Int 48:9610–9620. https://doi.org/10.1016/j.ceramint.2021.12.159
Lee KN (2019) Yb2Si2O7 environmental barrier coatings with reduced bond coat oxidation rates via chemical modifications for long life. J Am Ceram Soc 102:1507–1521. https://doi.org/10.1111/jace.15978
Chen WB, Han QZ, He J, He WT, Wang W, Guo HB (2022) Effect of HfO2 framework on steam oxidation behavior of HfO2 doped Si coating at high temperatures. Ceram Int 48:20201–20210. https://doi.org/10.1016/j.ceramint.2022.03.299
Chen ZY, Lin CC, Zheng W, Jiang CF, Song XM, Zeng Y (2023) A high-entropy (Yb0.2Y0.2Lu0.2Ho0.2Er0.2)2Si2O7 environmental barrier coating prepared by atmospheric plasma-spray. Ceram Int 49:11323–11333. https://doi.org/10.1016/j.ceramint.2022.11.332
Cao XX, Luan XA, Wang YL, Zhang ZQ, Li JZ, Han GF, Cheng LF (2023) Oxidation and corrosion behavior of 2D laminated SiC/SiC with Si/mullite/BSAS EBC in dry oxygen/water vapor at 1200 °C. Corros Sci 219:111237. https://doi.org/10.1016/j.corsci.2023.111237
Li G, Qin L, Cao X, Lu X, Tu Y, Zhang H, Jiang J, Deng L, Dong S, Liu L, An W (2022) Water vapor corrosion resistance and failure mechanism of SiCf/SiC composites completely coated with plasma sprayed tri-layer EBCs. Ceram Int 48:7082–7092. https://doi.org/10.1016/j.ceramint.2021.11.267
Xiao J, Liu Q, Li J, Guo H, Xu H (2019) Microstructure and high-temperature oxidation behavior of plasma-sprayed Si/Yb2SiO5 environmental barrier coatings. Chinese J Aeronaut 32:1994–1999. https://doi.org/10.1016/j.cja.2018.09.004
Mao F, Niu Y, Zhong X, Wang Y, Zhu X, Zhang L, Li Q, Zheng X (2021) Oxidation behaviors and mechanisms of Yb2O3-doped silicon coatings fabricated by vacuum plasma spray. Ceram Int 47:19906–19913. https://doi.org/10.1016/j.ceramint.2021.04.005
Liu PP, Zhong X, Niu YR, Huang LP, Li H, Fan D, Li QL, Zheng XB, Sun JL (2022) Reaction behaviors and mechanisms of tri-layer Yb2SiO5/Yb2Si2O7/Si environmental barrier coatings with molten calcium-magnesium-alumino-silicate. Corros Sci 197:110069. https://doi.org/10.1016/j.corsci.2021.110069
Hl R, Lee SM, Han YS, Choi K, An GS, Nahm S, Oh YS (2019) Preparation of crystalline ytterbium disilicate environmental barrier coatings using suspension plasma spray. Ceram Int 45:5801–5807. https://doi.org/10.1016/j.ceramint.2018.12.048
Li H, Yu Y, Fang B, Xiao P, Wang S (2022) Study on properties of Hf6Ta2O17/Ta2O5 system: A potential candidate for environmental barrier coating (EBC). J Eur Ceram Soc 42:4651–4662. https://doi.org/10.1016/j.jeurceramsoc.2022.04.034
Ito A, Endo J, Kimura T, Goto T (2010) High-speed deposition of Y-Si-O films by laser chemical vapor deposition using Nd: Yag laser. Surf Coat Technol 204:3846–3850. https://doi.org/10.1016/j.surfcoat.2010.04.066
Park JS, Kim JI, Nakazato N, Kishimoto H, Makimura S (2018) Oxidation resistance of NITE-SiC/SiC composites with/without CVD-SiC environmental barrier coating. Ceram Int 44:17319–17325. https://doi.org/10.1016/j.ceramint.2018.06.194
Ito A, Sekiyama M, Hara T, Goto T (2020) Self-oriented growth of β-Yb2Si2O7 and X1/X2-Yb2SiO5 coatings using laser chemical vapor deposition. Ceram Int 46:9548–9553. https://doi.org/10.1016/j.ceramint.2019.12.217
Yu J, Duan J, Fan X, Xiao P, Chen P, Tong Y, Li Y (2022) Corrosion behavior of CVI 2D Cf/SiC composites under high temperature burner rig tests. Corros Sci 209. https://doi.org/10.1016/j.corsci.2022.110596.
Zhao Z, Liu Y, Feng W, Zhang Q, Cheng L, Zhang L (2017) Improvement on the thermal conductivity of Diamond/CVI-SiC composites using large diamond particles. Diamond Relat Mater 74:1–8. https://doi.org/10.1016/j.diamond.2017.01.018
Wu J, Yang W, Zhang X, Wang C, Zhuo X, Zhan Y, Liu M, Zhou K (2023) Corrosion behavior of PS-PVD spray Yb2Si2O7 environmental barrier coatings during continuous water vapor exposure. Corros Sci 210:110831. https://doi.org/10.1016/j.corsci.2022.110831
Guo Q, He W, He J, Wen J, Chen W, Sun J, Guo H (2022) Characterization of Yb2SiO5-based environmental barrier coating prepared by plasma spray-physical vapor deposition. Ceram Int 48:19990–19999. https://doi.org/10.1016/j.ceramint.2022.03.274
Xiao J, Guo Q, Wei L, He W, Guo H (2020) Microstructures and phases of ytterbium silicate coatings prepared by plasma spray-physical vapor deposition. Materials 13:1721. https://doi.org/10.3390/ma13071721
Zhang X, Song J, Deng Z, Wang C, Niu S, Liu G, Deng C, Deng C, Liu M, Zhou K, Lu J (2020) Interface evolution of Si/Mullite/Yb2SiO5 PS-PVD environmental barrier coatings under high temperature. J Eur Ceram Soc 40:1478–1487. https://doi.org/10.1016/j.jeurceramsoc.2019.10.062
Chen P, Xiao P, Li Z, Li Y, Li J (2020) Oxidation properties of tri-layer ytterbium-disilicate/mullite/silicon-carbide environment barrier coatings for Cf/SiC composites. Surf Coat Technol 402:126329. https://doi.org/10.1016/j.surfcoat.2020.126329
Chen P, Xiao P, Li Z, Li Y, Chen S, Duan J, Deng P (2021) Thermal cycling behavior of La2Zr2O7/Yb2Si2O7/SiC coated PIP Cf/SiC composites under burner rig tests. J Eur Ceram Soc 41:4058–4066. https://doi.org/10.1016/j.jeurceramsoc.2021.02.005
Torrey JD, Bordia RK (2008) Mechanical properties of polymer-derived ceramic composite coatings on steel. J Eur Ceram Soc 28:253–257. https://doi.org/10.1016/j.jeurceramsoc.2007.05.013
Duan W, Yin X, Li Q, Schlier L, Greil P, Travitzky N (2016) A review of absorption properties in silicon-based polymer derived ceramics. J Eur Ceram Soc 36:3681–3689. https://doi.org/10.1016/j.jeurceramsoc.2016.02.002
Liu J, Zhang L, Yang J, Cheng L, Wang Y (2012) Fabrication of SiCN-Sc2Si2O7 coatings on C/SiC composites at low temperatures. J Eur Ceram Soc 32:705–710. https://doi.org/10.1016/j.jeurceramsoc.2011.09.029
Liu J, Zhang L, Liu Q, Cheng L, Wang Y (2010) Polymer-derived SiOC-barium-strontium aluminosilicate coatings as an environmental barrier for C/SiC composites. J Am Ceram Soc 93:4148–4152. https://doi.org/10.1111/j.1551-2916.2010.04000.x
Hong Z, Cheng L, Deng J, Lu L, Wang Y (2012) An investigation of environment barrier coating on 2D C/SiC composites prepared by liquid phase process. J Inorg Organomet Polym Mater 22:692–698. https://doi.org/10.1007/s10904-012-9659-y
Lee KN, Waters DL, Puleo BJ, Garg A, Jennings WD, Costa G, Sacksteder DE (2021) Development of oxide-based high temperature environmental barrier coatings for ceramic matrix composites via the slurry process. J Eur Ceram Soc 41:1639–1653. https://doi.org/10.1016/j.jeurceramsoc.2020.10.012
Yokoi T, Yamaguchi N, Tanaka M, Yokoe D, Kato T, Kitaoka S, Takata M (2017) Preparation of a dense ytterbium disilicate layer via dual electron beam physical vapor deposition at high temperature. Mater Lett 193:176–178. https://doi.org/10.1016/j.matlet.2017.01.085
Robinson RC, Smialek JL (1999) SiC recession caused by SiO2 scale volatility under combustion conditions: I, experimental results and empirical model. J Am Ceram Soc 82:1817–1825. https://doi.org/10.1111/j.1151-2916.1999.tb02004.x
Opila EJ, Smialek JL, Robinson RC, Fox DS, Jacobson NS (1999) SiC recession caused by SiO2 scale volatility under combustion conditions: II, thermodynamics and gaseous-diffusion model. J Am Ceram Soc 82:1826–1834. https://doi.org/10.1111/j.1151-2916.1999.tb02005.x
Ridley M, Gaskins J, Hopkins P, Opila E (2020) Tailoring thermal properties of multi-component rare earth monosilicates. Acta Mater 195:698–707. https://doi.org/10.1016/j.actamat.2020.06.012
Lee KN, Miller RA (1996) Development and environmental durability of mullite and mullite/YSZ dual layer coatings for SiC and Si3N4 ceramics. Surf Coat Technol 86–87:142–148. https://doi.org/10.1016/S0257-8972(96)03074-5
Lee KN (2014) Environmental barrier coatings for SiCf/SiC. In: Narottam P (ed) Ceramic Matrix Composites: Materials, Modeling and Technology. Wiley, New York
Lee KN, Fox DS, Bansal NP (2005) Rare earth silicate environmental barrier coatings for SiC/SiC composites and Si3N4 ceramics. J Eur Ceram Soc 25:1705–1715. https://doi.org/10.1016/j.jeurceramsoc.2004.12.013
Kramer S, Yang J, Levi CG (2008) Infiltration-inhibiting reaction of gadolinium zirconate thermal barrier coatings with CMAS melts. J Am Ceram Soc 91:576–583. https://doi.org/10.1111/j.1551-2916.2007.02175.x
Song WJ, Yang SJ, Fukumoto M, Lavallee Y, Lokachari S, Guo HB, You YC, Dingwell DB (2019) Impact interaction of in-flight high-energy molten volcanic ash droplets with jet engines. Acta Mater 171:119–131. https://doi.org/10.1016/j.actamat.2019.04.011
Kim SH, Nagashima N, Matsushita Y, Kim BN, Jang BK (2021) Corrosion behavior of calcium-magnesium-aluminosilicate (CMAS) on sintered Gd2SiO5 for environmental barrier coatings. J Am Ceram Soc 104:3119–3129. https://doi.org/10.1111/jace.17703
Poerschke DL, Shaw JH, Verma N, Zok FW, Levi CG (2018) Interaction of yttrium disilicate environmental barrier coatings with calcium-magnesium-iron alumino-silicate melts. Acta Mater 145:451–461. https://doi.org/10.1016/j.actamat.2017.12.004
Poerschke DL, Seward GGE, Levi CG (2016) Influence of Yb: Hf ratio on ytterbium hafnate/molten silicate (CMAS) reactivity. J Am Ceram Soc 99:651–659. https://doi.org/10.1111/jace.13964
Li H, Yu Y, Fang B, Xiao P, Li W, Wang S (2023) High temperature behavior of HfSiO4 subjected to calcium-magnesium-alumina-silicate (CMAS) and high-velocity water vapor. J Eur Ceram Soc 43:621–628. https://doi.org/10.1016/j.jeurceramsoc.2022.09.005
Kim SH, Fisher CAJ, Nagashima N, Matsushita Y, Jang BK (2022) Reaction between environmental barrier coatings material Er2Si2O7 and a calcia-magnesia-alumina-silica melt. Ceram Int 48:17369–17375. https://doi.org/10.1016/j.ceramint.2022.03.001
Jiang F, Cheng L, Wang Y (2017) Hot corrosion of RE2SiO5 with different cation substitution under calcium-magnesium-aluminosilicate attack. Ceram Int 43:9019–9023. https://doi.org/10.1016/j.ceramint.2017.04.045
Richards BT, Wadley HNG (2014) Plasma spray deposition of tri-layer environmental barrier coatings. J Eur Ceram Soc 34:3069–3083. https://doi.org/10.1016/j.jeurceramsoc.2014.04.027
Shinde SV, Sampath S (2022) Factors governing segmentation crack characteristics in air plasma sprayed ceramics. J Eur Ceram Soc 42:1077–1087. https://doi.org/10.1016/j.jeurceramsoc.2021.10.064
Fan D, Zhong X, Zhang Z, Liang R, Niu Y, Wang L, Li Q, Zheng X (2023) High temperature performances of tri-layer environmental barrier coating with Si bond layer modified by Yb2O3. Ceram Int 49:11837–11845. https://doi.org/10.1016/j.ceramint.2022.12.030
Basu SN, Hou P, Sarin VK (1998) Formation of mullite coatings on silicon-based ceramics by chemical vapor deposition. Int J Refract Met Hard Mater 16:343–352. https://doi.org/10.1016/S0263-4368(98)00043-2
Richards BT, Sehr S, Franqueville FD, Begley MR, Wadley HNG (2016) Fracture mechanisms of ytterbium monosilicate environmental barrier coatings during cyclic thermal exposure. Acta Mater 103:448–460. https://doi.org/10.1016/j.actamat.2015.10.019
Richards BT, Begley MR, Wadley HNG (2015) Mechanisms of ytterbium monosilicate/mullite/silicon coating failure during thermal cycling in water vapor. J Am Ceram Soc 98:4066–4075. https://doi.org/10.1111/jace.13792
Hu Q, Liu R, Guo X, Wei H, Tu Y, Wang Y, Song G, Lu X, Huang J, Xu M, Jiang J, Deng L, Liu L, Dong S, Cao X (2022) Thermal cycling behavior of Si/Yb2SiO5/LaMgAl11O19 TEBCs coated SiCf/ SiC composites under burner rig tests. Ceram Int 48:28082–28091. https://doi.org/10.1016/j.ceramint.2022.06.113
Bakan E, Mack DE, Lobe S, Koch D, Vassen R (2020) An investigation on burner rig testing of environmental barrier coatings for aerospace applications. J Eur Ceram Soc 40:6236–6240. https://doi.org/10.1016/j.jeurceramsoc.2020.06.016
Steinke T, Sebold D, Mack DE, Vassen R, Stoever D (2010) A novel test approach for plasma-sprayed coatings tested simultaneously under CMAS and thermal gradient cycling conditions. Surf Coat Technol 205:2287–2295. https://doi.org/10.1016/j.surfcoat.2010.09.008
Zhu D (2018) Aerospace ceramic materials: Thermal, environmental barrier coatings and SiC/SiC ceramic matrix composites for turbine engine applications. NASA/TM-2018–219884, 1–30.
Lee K, Waters D, Costa G, Puleo B (2017) Current EBC development and testing at NASA. In Advanced ceramic matrix composites: science and technology of materials, design, applications, performance and integration, 20180004253.
Xie A, Sun M, Zhang K, Jiang W, Wu F, He M (2016) In situ growth of MoS2 nanosheets on reduced graphene oxide (RGO) surfaces: Interfacial enhancement of absorbing performance against electromagnetic pollution. Phys Chem Chem Phys 18:24931–24936. https://doi.org/10.1039/c6cp04600b
Dimri MC, Khanduri H, Agarwal P, Pahapill J, Stern R (2019) Structural, magnetic, microwave permittivity and permeability studies of barium monoferrite (BaFe2O4). J Magn Magn Mater 486. https://doi.org/10.1016/j.jmmm.2019.165278
Hua A, Wei F, Pan D, Yang L, Feng Y, Li M, Wang Y, An J, Geng D, Liu H, Wang Z, Liu W, Ma S, He J, Zhang Z (2017) Wide-band microwave absorption by in situ tailoring morphology and optimized N-doping in nano- SiC. Appl Phys Lett 111. https://doi.org/10.1063/1.5003983
Kuang J, Jiang P, Ran F, Cao W (2016) Conductivity-dependent dielectric properties and microwave absorption of Al-doped SiC whiskers. J Alloys Compd 687:227–231. https://doi.org/10.1016/j.jallcom.2016.06.168
Liang C, Qin W, Wang Z (2019) Cobalt doping-induced strong electromagnetic wave absorption in SiC nanowires. J Alloys Compd 781:93–100. https://doi.org/10.1016/j.jallcom.2018.12.047
Han T, Luo R, Cui G, Wang L (2019) Effect of SiC nanowires on the high-temperature microwave absorption properties of SiCf/SiC composites. J Eur Ceram Soc 39:1743–1756. https://doi.org/10.1016/j.jeurceramsoc.2019.01.018
Liang C, Wang Z (2017) Controllable fabricating dielectric-dielectric SiC@C core-shell nanowires for high-performance electromagnetic wave attenuation. ACS Appl Mater Interfaces 9:40690–40696. https://doi.org/10.1021/acsami.7b13063
Zhong B, Sai T, Xia L, Yu Y, Wen G (2017) High-efficient production of SiC/SiO2 core-shell nanowires for effective microwave absorption. Mater Des 121:185–193. https://doi.org/10.1016/j.matdes.2017.02.058
Xiao S, Mei H, Han D, Cheng L (2020) Sandwich-like SiCnw/C/Si3N4 porous layered composite for full X-band electromagnetic wave absorption at elevated temperature. Compos Part B-Eng 183:107629. https://doi.org/10.1016/j.compositesb.2019.107629
Yang H, Cao M, Li Y, Shi H, Hou Z, Fang X, Jin H, Wang W, Yuan J (2014) Enhanced dielectric properties and excellent microwave absorption of SiC powders driven with NiO nanorings. Adv Opt Mater 2:214–219. https://doi.org/10.1002/adom.201300439
Li R, Qing Y, Li W, Li Y (2021) The electromagnetic absorbing properties of plasma-sprayed TiC/Al2O3 coatings under oblique incident microwave irradiation. Ceram Int 47:22864–22868. https://doi.org/10.1016/j.ceramint.2021.04.306
Barsoum MW, Radovic M (2011) Elastic and mechanical properties of the MAX phases. Annu Rev Mater Res 41. https://doi.org/10.1146/annurev-matsci-062910-100448
Zhang Z, Duan X, Jia D, Zhou Y, van der Zwaag S (2021) On the formation mechanisms and properties of MAX phases: A review. J Eur Ceram Soc 41:3851–3878. https://doi.org/10.1016/j.jeurceramsoc.2021.02.002
Zhou A, Liu Y, Li S, Wang X, Ying G, Xia Q, Zhang P (2021) From structural ceramics to 2D materials with multi-applications: A review on the development from max phases to MXenes. J Adv Ceram 10:1194–1242. https://doi.org/10.1007/s40145-021-0535-5
Liu Y, Luo F, Zhou W, Zhu D (2013) Dielectric and microwave absorption properties of Ti3SiC2 powders. J Alloys Compd 576:43–47. https://doi.org/10.1016/j.jallcom.2013.04.137
Ma C, Yu W, Ma G, Wang H (2022) Recent progress on high temperature radar absorbing coatings (RACs): A review. Crit Rev Solid State Mater Sci. https://doi.org/10.1080/10408436.2022.2118663
Magnuson M, Mattesini M (2017) Chemical bonding and electronic-structure in max phases as viewed by X-ray spectroscopy and density functional theory. Thin Solid Films 621:108–130. https://doi.org/10.1016/j.tsf.2016.11.005
Zhang Y, Wen J, Zhang L, Lu H, Guo Y, Ma X, Zhang M, Yin J, Dai L, Jian X, Yin L, Xie J, Liang D, Deng L (2021) High antioxidant lamellar structure Cr2AlC: Dielectric and microwave absorption properties in X band. J Alloys Compd 860. https://doi.org/10.1016/j.jallcom.2020.157896.
Su J, Zhou W, Liu Y, Qing Y, Luo F, Zhu D (2016) High-temperature dielectric and microwave absorption property of plasma sprayed Ti3SiC2/cordierite coatings. J Mater Sci-Mater El 27:2460–2466. https://doi.org/10.1007/s10854-015-4046-4
Zhou L, Su G, Wang H, Huang J, Guo Y, Li Z, Su X (2019) Influence of NiCrAlY content on dielectric and microwave absorption properties of NiCrAlY/Al2O3 composite coatings. J Alloys Compd 777:478–484. https://doi.org/10.1016/j.jallcom.2018.10.392
Kim JH, Song RH, Hyun SH (2004) Effect of slurry-coated LaSrMnO3 on the electrical property of Fe-Cr alloy for metallic interconnect of SOFC. Solid State Ionics 174:185–191. https://doi.org/10.1016/j.ssi.2004.07.032
Yang Z, Luo F, Xu J, Zhou W, Zhu D (2016) Dielectric and microwave absorption properties of LaSrMnO3/Al2O3 ceramic coatings fabricated by atmospheric plasma spraying. J Alloys Compd 662:607–611. https://doi.org/10.1016/j.jallcom.2015.12.113
Wu P, He W, Gao Y, Xiao J, Wei L, Guo H (2023) Dual properties of microwave absorption and thermal protection in La0.5Sr0.5FeO3-Al2O3 pseudobinary composites. Adv Eng Mater 25. https://doi.org/10.1002/adem.202300264
Wu P, He W, Guo H (2023) Effect of nonequivalent doping on dielectric and microwave absorbing properties of LaFeO3-based ceramics. J Market Res 24:2839–2849. https://doi.org/10.1016/j.jmrt.2023.03.186
Zhu Y, Zhang L, Wang J, Feng B, Feng M, Gui B, Wang J, Xu C, Qu S (2022) Microwave-infrared compatible stealth via high-temperature frequency selective surface upon Al2O3-TiC coating. J Alloys Compd 920:165977. https://doi.org/10.1016/j.jallcom.2022.165977
Ramanathan KG, Yen SH (1977) High-temperature emissivities of copper, aluminum, and silver. J Opt Soc Am 67:32–38. https://doi.org/10.1364/JOSA.67.000032
Macklin BA, Withers JC (1960) Low emissivity coatings for use at high temperatures
Huang Z, Zhou W, Tang X, Zhu D, Luo F (2011) Effects of substrate roughness on infrared-emissivity characteristics of Au films deposited on Ni alloy. Thin Solid Films 519:3100–3106. https://doi.org/10.1016/j.tsf.2010.12.157
Huang Z, Zhou W, Tang X (2010) Effects of annealing time on infrared emissivity of the Pt film grown on Ni alloy. Appl Surf Sci 256:2025–2030. https://doi.org/10.1016/j.apsusc.2009.09.042
Huang Z, Zhou W, Tang X, Luo F, Zhu D (2010) High-temperature application of the low-emissivity Au/Ni films on alloys. Appl Surf Sci 256:6893–6898. https://doi.org/10.1016/j.apsusc.2010.04.107
Huang WZ, Liu HT (2018) A research status of high-temperature infrared low-emissivity coating. Mater Rep 32:385–389.
Zhang M, Yang G, Zhang L, Zhang Y, Yin J, Ma X, Wen J, Dai L, Wang X, Chen H, Zhang L, Yin L, Jian X, Zhao X, Deng L (2020) Application of ZrB2 thin film as a low emissivity film at high temperature. Appl Surf Sci 527. https://doi.org/10.1016/j.apsusc.2020.146763
Zhang X, Huang WZ, Liu HT (2019) Study on performance of high temperature infrared low emissivity coating. Inform Record Mater 20:3–7.
Zhao X, Liu C, Xu C, Xu G, Zhang Y, Tan S, Han Y (2018) The effects of Ca2+ and Y3+ ions co-doping on reducing infrared emissivity of ceria at high temperature. Infrared Phys Techn 92:454–458. https://doi.org/10.1016/j.infrared.2018.06.012
Guo T, Xu G, Tan S, Yang Z, Bu H, Fang G, Hou H, Li J, Pan L (2019) Controllable synthesis of ZnO with different morphologies and their morphology-dependent infrared emissivity in high temperature conditions. J Alloys Compd 804:503–510. https://doi.org/10.1016/j.jallcom.2019.07.011
Guo T, Tan S, Xu G, Ma J, Liu X, Ji G, Liu G, He Y, Zhang S (2020) Temperature-dependent infrared emissivity property of Ce-Doped ZnO nanoparticles. Ceram Int 46:1569–1576. https://doi.org/10.1016/j.ceramint.2019.09.125
Sun K, Zhou W, Tang X, Huang Z, Lou F, Zhu D (2011) Effect of the heat treatment on the infrared emissivity of indium tin oxide (ITO) films. Appl Surf Sci 257:9639–9642. https://doi.org/10.1016/j.apsusc.2011.06.089
Li E, Bai Y, Dong H, Jia R, Zhao X, Wang R, Bao M, Ma W (2021) Infrared radiation and thermal properties of Al-doped SrZrO3 perovskites for potential infrared stealth coating materials in the high-temperature environment. Ceram Int 47:23124–23133. https://doi.org/10.1016/j.ceramint.2021.05.026
Zhang W, Shan W, Qian M, Liu Y, Yu K (2023) A Mo/Si multilayer film based selective thermal emitter for high-temperature infrared stealth application. Infrared Phys Techn 131:104643. https://doi.org/10.1016/j.infrared.2023.104643
Peng L, Liu D, Cheng H, Zhou S, Zu M (2018) A multilayer film based selective thermal emitter for infrared stealth technology. Advanced Optical Materials 6:1801006. https://doi.org/10.1002/adom.201801006
Lee N, Kim T, Lim JS, Chang I, Cho HH (2019) Metamaterial-selective emitter for maximizing infrared camouflage performance with energy dissipation. ACS Appl Mater Interfaces 11:21250–21257. https://doi.org/10.1021/acsami.9b04478
Yin J, Wang C, Zheng H, Zhang L, Zhang M, Ma X, Shen T, Zhang W, Weng X, Jiang S, Zhang X, Fan J, Deng C, Deng L (2021) Power controlled microstructure and infrared properties of air plasma spraying based on YSZ coatings. Surf Coat Technol 426:127768. https://doi.org/10.1016/j.surfcoat.2021.127768
Zhao S, Ma H, Shao T, Wang J, Yang Z, Meng Y, Feng M, Yan M, Wang J, Qu S (2021) High temperature metamaterial enhanced electromagnetic absorbing coating prepared with alumina ceramic. J Alloys Compd 874:159822. https://doi.org/10.1016/j.jallcom.2021.159822
Sun K, Zhou W, Tang X, Luo F (2016) Application of indium tin oxide (ITO) thin film as a low emissivity film on Ni-based alloy at high temperature. Infrared Phys Techn 78:156–161. https://doi.org/10.1016/j.infrared.2016.07.021
Zhang M, Ma X, Yin J, Zhang Y, Zhang L, Wen J, Dai L, Kuang R, Chen H, Weng X, Zhao X, Liang D, Xie J, Deng L (2020) Microstructure, infrared optical properties and thermal stability of ZrB2 and double-layer-structure Al2O3/ZrB2 thin films by magnetron sputtering technique. Appl Surf Sci 532. https://doi.org/10.1016/j.apsusc.2020.147280
Schulz U, Fritscher K, Ebach-Stahl A (2010) Cyclic behavior of EB-PVD thermal barrier coating systems with modified bond coats. Surf Coat Technol 205:682–682. https://doi.org/10.1016/j.surfcoat.2010.08.001
Oquab D, Monceau D (2001) In-situ SEM study of cavity growth during high temperature oxidation of β-(Ni,Pd)Al. Scr Mater 44:2741–2746. https://doi.org/10.1016/s1359-6462(01)00959-9
Cao X, He J, Chen H, Zhou B, Liu L, Guo H (2020) The formation mechanisms of HfO2 located in different positions of oxide scales on Ni-Al alloys. Corros Sci 167. https://doi.org/10.1016/j.corsci.2020.108481
Hou PY, Priimak K (2005) Interfacial segregation, pore formation, and scale adhesion on NiAl alloys. Oxid Met 63:113–130. https://doi.org/10.1007/s11085-005-1954-3
Dryepondt S, Turan JC, Lance MJ, Pint BA (2019) 3D microscopy to assess the effect of high temperature cyclic oxidation on the deformation of cast and ODS FeCrAlY alloys. Oxid Met 91:327–347. https://doi.org/10.1007/s11085-018-09884-9
Yan K, Guo H, Gong S (2014) High-temperature oxidation behavior of β-NiAl with various reactive element dopants in dry and humid atmospheres. Corros Sci 83:335–342. https://doi.org/10.1016/j.corsci.2014.02.033
Lu J, Zhu S, Wang F (2011) Cyclic oxidation and hot corrosion behavior of Y/Cr -modified aluminide coatings prepared by a hybrid slurry/pack cementation process. Oxid Met 76:67–82. https://doi.org/10.1007/s11085-010-9228-0
Guo H, Zhang T, Wang S, Gong S (2011) Effect of Dy on oxide scale adhesion of NiAl coatings at 1200 °C. Corros Sci 53:2228–2232. https://doi.org/10.1016/j.corsci.2011.03.003
Hamadi S, Bacos MP, Poulain M, Seyeux A, Maurice V, Marcus P (2009) Oxidation resistance of a Zr-doped NiAl coating thermochemically deposited on a nickel-based superalloy. Surf Coat Technol 204:756–760. https://doi.org/10.1016/j.surfcoat.2009.09.073
Lees DG (1987) On the reasons for the effects of dispersions of stable oxides and additions of reactive elements on the adhesion and growth-mechanisms of chromia and alumina scales-the “sulfur effect”. Oxid Met 27:75–81. https://doi.org/10.1007/BF00656731
Gesmundo F, Hou PY (2003) Analysis of pore formation at oxide-alloy interfaces-II: Theoretical treatment of vacancy condensation for immobile interfaces. Oxid Met 59:63–81. https://doi.org/10.1023/a:1023065915321
Christensen RJ, Tolpygo VK, Clarke DR (1997) The influence of the reactive element yttrium on the stress in alumina scales formed by oxidation. Acta Mater 45:1761–1766. https://doi.org/10.1016/S1359-6454(96)00258-3
Golightly FA, Stott FH, Wood GC (1976) The influence of yttrium additions on the oxide-scale adhesion to an iron-chromium-aluminum alloy. Oxid Met 10:163–187. https://doi.org/10.1007/BF00612158
Allam IM, Whittle DP, Stringer J (1978) The oxidation behavior of CoCrAl systems containing active element additions. Oxid Met 12:35–66. https://doi.org/10.1007/bf00609974
Allam IM, Whittle DP, Stringer J (1979) Improvements in oxidation resistance by dispersed oxide addition: Al2O3-forming alloys. Oxid Met 13:381–401. https://doi.org/10.1007/BF00609306
Prescott R, Mitchell DF, Graham MJ, Doychak J (1995) Oxidation mechanisms of β-NiAl+Zr determined by SIMS. Corros Sci 37:1341–1364. https://doi.org/10.1016/0010-938X(95)00034-H
Pint BA, Martin JR, Hobbs LW (1993) 18O/SIMS characterization of the growth mechanism of doped and undoped α-Al2O3. Oxid Met 39:167–195. https://doi.org/10.1007/BF00665610
Pint BA (1996) Experimental observations in support of the dynamic-segregation theory to explain the reactive-element effect. Oxid Met 45:1–37. https://doi.org/10.1007/BF01046818
Pint BA, Hobbs LW (2004) The oxidation behavior of Y2O3-dispersed β-NiAl. Oxid Met 61:273–292. https://doi.org/10.1023/b:Oxid.0000025335.62402.79
Li MS, Hou PY (2007) Improved Cr2O3 adhesion by Ce ion implantation in the presence of interfacial sulfur segregation. Acta Mater 55:443–453. https://doi.org/10.1016/j.actamat.2006.07.047
Li D, Guo H, Wang D, Zhang T, Gong S, Xu H (2013) Cyclic oxidation of β-NiAl with various reactive element dopants at 1200 °C. Corros Sci 66:125–135. https://doi.org/10.1016/j.corsci.2012.09.010
Cotell CM, Yurek GJ, Hussey RJ, Mitchell DF, Graham MJ (1990) The influence of grain-boundary segregation of y in Cr2O3 on the oxidation of Cr metal. Oxid Met 34:201–216. https://doi.org/10.1007/BF00665015
Pint BA, More KL, Tortorelli PF, Porter WD, Wright IG (2001) Optimizing the imperfect oxidation performance of iron aluminides. Mater Sci forum 369:411–418.
Pint BA, Alexander KB (1998) Grain boundary segregation of cation dopants in α-Al2O3 scales. J Electrochem Soc 145:1819–1829. https://doi.org/10.1149/1.1838563
Zhang YD, Zhang C, Lan H, Hou PY, Yang ZG (2011) Improvement of the oxidation resistance of Tribaloy T-800 alloy by the additions of yttrium and aluminium. Corros Sci 53:1035–1043. https://doi.org/10.1016/j.corsci.2010.11.038
Lan H, Zhang W, Yang Z (2012) Investigation of Pt-Dy co-doping effects on isothermal oxidation behavior of (Co, Ni)-based alloy. J Rare Earths 30:928–933. https://doi.org/10.1016/s1002-0721(12)60156-2
Pint BA, More KL, Wright IG (2003) The use of two reactive elements to optimize oxidation performance of alumina-forming alloys. Mater High Temp 20:375–386. https://doi.org/10.3184/096034003782748829
Guo H, Li D, Zheng L, Gong S, Xu H (2014) Effect of co-doping of two reactive elements on alumina scale growth of β-NiAl at 1200 °C. Corros Sci 88:197–208. https://doi.org/10.1016/j.corsci.2014.07.036
Pomeroy MJ (2005) Coatings for gas turbine materials and long term stability issues. Mater Des 26:223–231. https://doi.org/10.1016/j.matdes.2004.02.005
Seelig RP, Stueber RJ (1978) High-temperature-resistant coatings for superalloys. High Temp High Press 10:207–215
Nichols ES, Burger JA, Hanink DK (1965) Comparative evaluation of protective coatings for high temperature alloys. Mech Eng 1:52–65. https://doi.org/10.4271/640513
Goward GW, Boone DH (1971) Mechanisms of formation of diffusion aluminide coatings on nickel-base superalloys. Oxid Met 3:475–495
Robinson JW, Eubank LD (1961) Method of applying metallic coatings. U.S. Patent 3107175.
Liu G, Wang W, Niu Y, Wu W (2001) Research progress of Pt-Al coating. Corrosion Sci Protect Technol 13:106–108. https://doi.org/10.3969/j.issn.1002-6495.2001.02.011
Nicholls JR (2000) Designing oxidation-resistant coatings. JOM 52:28–35
Jackson MR, Rairden JR (1977) The aluminization of platinum and platinum-coated in-738. Metall Mater Trans A 8:1697–1707
Kircher TA, Mcmordie BG, Richards K (1998) Use of experimental designs to evaluate formation of aluminide and platinum aluminide coatings. Surf Coat Technol 108–109:24–29. https://doi.org/10.1016/S0257-8972(98)00664-1
Galetz MC, Montero X, Murakami H (2012) Novel processing in inert atmosphere and in air to manufacture high-activity slurry aluminide coatings modified by Pt and Pt/Ir. Mater Corros 63:921–928. https://doi.org/10.1002/maco.201206773
Montero X, Galetz MC, Schütze M (2013) Low-activity aluminide coatings for superalloys using a slurry process free of halide activators and chromates. Surf Coat Technol 222:9–14. https://doi.org/10.1016/j.surfcoat.2013.01.033
Du HL, Kipkemoi J, Tsipas DN, Datta PK (1996) The high temperature corrosion behaviour of Hf modified chromo-aluminised coatings produced by a single step process. Surf Coat Technol 86–87:1–8. https://doi.org/10.1016/S0257-8972(96)03027-7
Munro TC, Gleeson B (1996) The deposition of aluminide and silicide coatings on γ-TiAl using the halide-activated pack cementation method. Metall Mater Trans A 27:3761–3772. https://doi.org/10.1007/BF02595625
Das DK (2013) Microstructure and high temperature oxidation behavior of pt-modified aluminide bond coats on Ni-base superalloys. Prog Mater Sci 58:151–182. https://doi.org/10.1016/j.pmatsci.2012.08.002
Wang YQ, Sayre G (2009) Factors affecting the microstructure of platinum-modified aluminide coatings during a vapor phase aluminizing process. Surf Coat Technol 203:1264–1272. https://doi.org/10.1016/j.surfcoat.2008.10.031
Zhang Y, Haynes JA, Pint BA, Wright IG, Lee WY (2003) Martensitic transformation in CVD NiAl and (Ni, Pt)Al bond coatings. Surf Coat Technol 163:19–24. https://doi.org/10.1016/s0257-8972(02)00585-6
Tolpygo VK, Clarke DR (2000) Surface rumpling of a (Ni, Pt)Al bond coat induced by cyclic oxidation. Acta Mater 48:3283–3293. https://doi.org/10.1016/s1359-6454(00)00156-7
Li MH, Zhang ZY, Sun XF, Gong SK, Hu WY, Guan HR, Hu ZQ (2002) Failure Mechanism of EB-PVD Thermal Barrier Coating Subjected to Thermal Cycling. Mater Eng 20–23. https://doi.org/10.3969/j.issn.1001-4381.2002.08.006
Xu QG, Lu F, Wu XR, Tang JX (2004) Thermal cyclic oxidation behavior of NiCoCrAlYHf/EB-PVD TBCs. Transact Nonferrous Metals Soc China 14:6. https://doi.org/10.3321/j.issn:1004-0609.2004.09.014
Braguier M, Tueta R (1980) Supersonic and vacuum arc plasma spraying apparatus characteristics and application to metallic coatings. In Proceedings of the 9th International Thermal Spray Conference. Hague.
Ko JH, Lee JH, Lee DB (2004) Characterization of oxide scales formed on HVOF-sprayed NiCoCrAlY+(Re, Ta) coatings. Met Mate Int 10:263–268. https://doi.org/10.1361/105996305X59396
Zhang P, Sadeghimeresht E, Chen S, Li XH, Markocsan N, Joshi S, Chen W, Buyanova IA, Peng RL (2019) Effects of surface finish on the initial oxidation of HVAF-sprayed NiCoCrAlY coatings. Surf Coat Technol 364:43–56. https://doi.org/10.1016/j.surfcoat.2019.02.068
Wang J, Jiang S, Wang J (2011) Oxidition resistance of multi-arc ion plating TiN films. Adv Mater 706–708:180–183. https://doi.org/10.4028/www.scientific.net/AMR.706-708.180
Li X, Hua W, Long S (2015) Influences of MCrAlY coatings and TBCs on oxidation behavior of a Ni-based single crystal superalloy. Mater Sci Forum 816:289–296. https://doi.org/10.4028/www.scientific.net/MSF.816.289
McCune RC, Papyrin AN, Hall JN, Riggs WL, Zajchowski PH (1995) An exploration of the cold gas-dynamic spray method for several material systems, Berndt CC, Sampath S (Eds.), Advances in Thermal Spray Science and Technology, ASM International, Materials Park, 1–5.
Lima RS, Karthikeyan J, Kay CM, Lindemann J, Berndt CC (2002) Microstructural characteristics of cold-sprayed nanostructured WC–Co coatings. Thin Solid Film 416:129–135. https://doi.org/10.1016/S0040-6090(02)00631-4.
Foster J, Cameron BP, Carew JA (1985) The production of multi-component alloy coatings by particle co-deposition. Trans Inst Met Finish 63:115–119. https://doi.org/10.1080/00202967.1985.11870719
Honey FJ, Kedward EC, Wride V (1986) The development of electrodeposits for high-temperature oxidation/corrosion resistance. J Vac Sci Technol A 4:2593–2597. https://doi.org/10.1116/1.573732
Carling KM, Carter EA (2007) Effects of segregating elements on the adhesive strength and structure of the α-Al2O3/β-NiAl interface. Acta Mater 55:2791–2803. https://doi.org/10.1016/j.actamat.2006.12.020
Yong J (2011) Strengthening mechanisms of reactive element hf on key interface in thermal barrier coating systems based on first-principles. Chin J Nonferrous Met 21:1463–1472. https://doi.org/10.1080/17415993.2010.547197
Zhang T, Guo H, Gong S, Xu H (2013) Effects of Dy on the adherence of Al2O3/NiAl interface: A combined first-principles and experimental studies. Corros Sci 66:59–66. https://doi.org/10.1016/j.corsci.2012.09.002
Zhang Z, Zhang RF, Legut D, Li DQ, Zhang SH, Fu ZH, Guo HB (2016) Pinning effect of reactive elements on adhesion energy and adhesive strength of incoherent Al2O3/NiAl interface. Phys Chem Chem Phys 18:22864–22873. https://doi.org/10.1039/c6cp03609k
Zhang Z, Hu CC, Chen H, He J (2020) Pinning effect of reactive elements on structural stability and adhesive strength of environmental sulfur segregation on Al2O3/NiAl interface. Scr Mater 188:174–178. https://doi.org/10.1016/j.scriptamat.2020.07.038
Ozfidan I, Chen K, Fu M (2011) Effects of additives and impurity on the adhesive behavior of the NiAl (110)/Al2O3 (0001) interface: An Ab initio study. Metall Mater Trans A 42:4126–4136. https://doi.org/10.1007/s11661-011-0813-x
Chen Z, Zheng H, Li G, Li H, Peng P (2018) Mechanism of crack nucleation and growth in YSZ thermal barrier coatings corroded by CMAS at high temperatures: First-principles calculation. Corros Sci 142:258–265. https://doi.org/10.1016/j.corsci.2018.07.033
Zheng H, Chen Z, Li G, Shu X, Peng P (2017) High-temperature corrosion mechanism of YSZ coatings subject to calcium-magnesium-aluminosilicate (CMAS) deposits: First-principles calculations. Corros Sci 126:286–294. https://doi.org/10.1016/j.corsci.2017.07.010
Li B, Zheng H, Li G, Chen Z, Zhou P, Wang G, Peng P (2019) Study on the surface activity of t-YSZ nanomaterials by first-principles calculation. Appl Surf Sci 471:1072–1082. https://doi.org/10.1016/j.apsusc.2018.12.115
Li B, Chen Z, Zheng H, Li G, Li H, Peng P (2019) Wetting mechanism of CMAS melt on YSZ surface at high temperature: First-principles calculation. Appl Surf Sci 483:811–818. https://doi.org/10.1016/j.apsusc.2019.04.009
Zhou P, Li G, Zhang Y, Wang Y, Zheng H, Li B, Peng P (2020) Infiltration mechanism of Ca-Mg-Al-silicate (CMAS) melt on yttria stabilized zirconia (YSZ) columnar crystal at high temperature: First-principles research. Appl Surf Sci 513:145712–145719. https://doi.org/10.1016/j.apsusc.2020.145712
Li B, Sun J, Guo L (2021) CMAS corrosion behavior of Sc doped Gd2Zr2O7/YSZ thermal barrier coatings and their corrosion resistance mechanisms. Corros Sci 193:109899. https://doi.org/10.1016/j.corsci.2021.109899
Guo L, Feng J, Liu M, Sun J, Yang S, Jin L, Ye F (2023) Yb doping effects on cmas corrosion resistance of Yb-doped GdPO4 by first-principles calculation and experimental investigation. Corros Sci 218:111175. https://doi.org/10.1016/j.corsci.2023.111175
Fang H, Wang W, Huang J, Li Y, Ye D (2021) Corrosion behavior and thermos-physical properties of a promising Yb2O3 and Y2O3 co-stabilized ZrO2 ceramic for thermal barrier coatings subject to calcium-magnesium-aluminum-silicate (CMAS) deposition: Experiments and first-principles calculation. Corros Sci 182: 109230. https://doi.org/10.1016/j.corsci.2020.109230
Su Q, Zhang Y, Li G, Zheng H, Chen Z, Peng P (2021) Doped effect of Gd and Y elements on corrosion resistance of ZrO2 in CMAS melt: First-principles and experimental study. J Eur Ceram Soc 41:7893–7901. https://doi.org/10.1016/j.jeurceramsoc.2021.09.002
Author information
Authors and Affiliations
Contributions
This article is a result of group efforts. Lei Guo and Yiqian Guo wrote Sections 1 and 2.3; Yang Wu wrote Section 2.1; Lihua Gao wrote Section 2.2; Wenbo chen and Jian he wrote Sections 3.1 and 3.3; Zhaolu Xue wrote Section 3.2; Wenting He, Yuyi Gao, Tiehao Zhang, Jiao Qiao and Qianhui Li wrote Section 4; Dongqing Li wrote Section 5.1; Liangliang Wei wrote Section 5.2; Zhaozhang wrote Section 6; Hongbo Guo and Lei Guo designed the whole structure of the paper, wrote Abstract and Section 7, and also rewrote and reorganized the whole paper and made the final check.
Corresponding author
Ethics declarations
Competing interests
Hongbo Guo is a member of the editorial board of this journal. He was not involved in the editorial review or the decision to publish this article. All authors declare that there are no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Guo, L., He, W., Chen, W. et al. Progress on high-temperature protective coatings for aero-engines. Surf. Sci. Tech. 1, 6 (2023). https://doi.org/10.1007/s44251-023-00005-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44251-023-00005-6