
Abstract
To prevent the spread of pine wilt disease (PWD), a transportable carbonization equipment was designed for in-situ treatment of infected pine wood (IPW). The equipment killed all pine wood nematodes (PWNs) in IPW when carbonization temperature was up to 200 °C. The optimal laboratory process of infected pine wood charcoal (IPWC) was carbonization temperature of 500 °C, heating rate of 3 °C min−1 and holding time of 0 min. Based on the optimal laboratory process, the transportable carbonization equipment produced IPWC with a fixed carbon content of 79.82%, and ash content of 1.14% and a moisture content of 7.83%, which meets the requirements of EN 1860-2:2005(E) standard. The economic efficiency of incineration (T1 mode), crushing (T2 mode), and transportable carbonization (T3 mode) was evaluated. For each ton of IPW treatment, the profit generated was −75.48 USD in T1 mode, 26.28 USD in T2 mode, and 51.91 USD in T3 mode. T3 mode had the highest economic efficiency. These findings will be helpful to provide guidance for the control of PWD and value-added utilization of IPW.
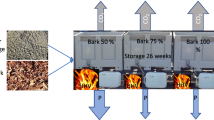
Graphical Abstract

Highlights
-
A transportable carbonization equipment was designed for in-situ treatment of IPWs
-
The transportable carbonization equipment killed all PWNs of IPW when carbonization temperature was up to 200 °C.
-
In the transportable carbonization mode, the income generated from treating each ton of IPW was 51.91 USD.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Pine wilt disease (PWD) is considered as a type of devastating and infectious forest disease (Ikegami and Jenkins. 2018). In 2022, about 1.04 × 106 pines were destroyed by PWD in China. To date, in-situ incineration of IPW has the potential to control the spread of PWD (Shang 2023). However, it increases the risk of forest fires and reduces carbon storage in forests (Wen et al. 2022). Most importantly, it doesn't produce any economically valuable by-products, which results in a waste of wood resources in China. According to the International Standard for Phytosanitary Measures No. 15 (ISPM No. 15), pine wood nematodes (PWNs) can be eliminated if the temperature of IPW core is up to 56 °C for 30 min (Back 2020), indicating that thermal treatment of IPW is an effective method. Based on this conclusion, the ISPM No. 15 declares that kiln-drying and microwave treatment are applied thermal treatment methods (Allen et al. 2017). However, neither of these two methods can treat IPW in-situ. In fact, nearly 80% of the PWD infected areas in China are due to the transportation of IPW trade (Guo 2021). Therefore, the development of in-situ treatment method for converting IPW into high-value product is crucial for PWD control and sustainable utilization of wood in China.
Carbonization is a conventional thermal treatment with temperatures between 220–900 °C (Abou Rjeily et al. 2021). Equipment plays an important role in the carbonization process. The fixed carbonization equipment is used to commercially manufacture carbon materials around the world. However, transportable carbonization equipment lacks sufficient information such as reactor construction, system configuration, operating conditions, etc. (Brown et al. 2013). Compared with fixed carbonization equipment, transportable equipment provides flexibility in the treatment time and location to simplify the handling, transportation and storage of seasonal biomass (Kang et al. 2021). The research of transportable carbonization equipment mainly focuses on commercial applications for manufacturing bio-oil (Kang et al. 2021; Wang et al. 2021). Although bio-oil has the high energy density to facilitate transportation, the requirement for particle sizes and moisture contents of feedstock shows that transportable carbonization equipment needs to own crushing and drying systems, which is unfavorable to the flexibility of equipment transportation (Bridgwater 2018). Furthermore, most transportable carbonization equipment requires additional energy supplies to maintain them operation, such as electricity and liquefied petroleum gas (Thengane et al. 2021), which increases the operating costs and energy consumption of equipment. Compared with large-scale carbonization plants, transportable carbonization equipment has smaller combustion chambers and lower oxygen supply, resulting in insufficient combustion of materials and release of substandard flue gases (Williams et al. 2012). Although large-scale carbonization plants are equipped with comprehensive flue gas treatment systems, such as electrostatic precipitator, bag filter, flue gas scrubber tower, etc., these systems can’t be applied to transportable carbonization equipment due to its special working conditions. Therefore, it is necessary to systematically design the flue gas cleaning system of transportable carbonization equipment. Although IPW has the lower density and extractive content than uninfected pine wood (Reva et al. 2015), they have similar carbon, oxygen, sulfur, and ash content. Therefore, IPW is a type of renewable energy with potential for development, which can be converted to value-added bio-oil, bio-gas, and bio-char through carbonization technology (Campbell et al. 2018; Kim et al. 2010). In the field of IPWs treatment, no research has been reported on transportable carbonation equipment. The application of fixed carbonation equipment implies an increasing range of PWN infection during the transport of IPWs. Therefore, it is important to develop a transportable carbonization equipment to in-situ treat IPWs.
Huangshan city is located in the south of Anhui Province, China, with longitude 117°02ʹ−118°55ʹE and latitude 29°24ʹ−30°24ʹN. The forest area of this city is about 8.0 × 105 hm2, with forest coverage rate of 82.9% (Liu 2022). Pine forests account for about 16% of the forest land area, masson pines comprising more than 97% of the total pine forest. They are the main species infected by PWD in Huangshan city. (Cai 2019). A total of 6.4 × 105 IPWs were treated from 2021 to 2022, most of which were incinerated without producing any value-added products (Fang 2022). Especially, the local government spent approximately 3.15 × 107 USD on treating these IPWs in 2022 (Fang 2023). Therefore, it was assumed to be representatively selected as a pilot for transportable carbonization equipment to treat IPWs in-situ. In this research, transportable carbonization equipment was designed. The influences of carbonization temperature, holding time and heating rate on the energy characteristics of IPWs were investigated. The energy and combustion characteristics of both laboratory-produced IPWCs and equipment-produced IPWCs were determined. The lethal temperature of PWNs under the operation of transportable carbonization equipment was determined. Finally, the economic efficiency of incineration mode, crushing mode, and transportable carbonization mode in Huangshan city were compared. The aim of this research is to develop a commercially available transportable carbonization technology, which is expected to fill the research gap in the high-value utilization of IPW and improve the severe situation of PWD control in China.
2 Material and methods
2.1 Preparation of IPWC in the lab
The IPWs were infected masson pines taken from Huangshan city, Anhui province, China. Discs measuring 5 cm in thickness were taken from the base of IPWs and placed in sealed bags. The moisture content of discs was about 12.31%. In the laboratory, they were cut into small blocks to facilitate drying in the oven with temperature of 103 ± 2 ºC for 12 h. About 400 ± 5 g of the blocks were carbonized using a digitally controlled furnace (SN 333301, Nabertherm, Germany). Table 1 shows the experimental design of carbonation temperature, heating rate and holding time based on the single-factor experimental method. The operating parameters were optimized according to EN 1860–2:2005(E). The IPWCs were crushed into particles with sizes of 180–250 μm using a pulverizer (Yunbang 2500a) for testing. The samples were labeled as C-H-R (C is carbonization temperature, H is holding time and R is heating rate).
2.2 Preparation of IPWC in the equipment
2.2.1 Transportable carbonization equipment set-up
Transportable carbonization equipment was built on a truck to easily transport in the forestry farm, as shown in Fig. 1. The size of equipment was 4670 mm (length) × 2300 mm (width) × 2200 mm (height). Figure 2 shows that the equipment was composed of a carbonization system, a combustion system, a cooling system and a flue gas cleaning system, whose operation was divided into drying stage, carbonization stage and cooling stage.

Operation of transportable carbonization equipment

Mechanism of transportable carbonization equipment
In contrast to fixed carbonization equipment, this equipment had the following special characteristics: (1) An enclosed cooling technique was adopted to reduce the risk of fire in the forest area,as shown in Fig. 3a. There were two methods of charcoal cooling, including natural cooling and artificial cooling (Bustos 2018). Natural cooling was widely applied in charcoal manufacturing due to the low operating costs. However, this method resulted in the cooling stage occupying a main part of charcoal manufacture cycle (Oliveira et al. 2010). Liquid water was the typical refrigerant of artificial cooling, which could significantly reduce the cooling time (Oliveira et al. 2015). Based on the previous research on water fogger of charcoal cooling (Bustos 2018), this equipment designed a recyclable cooling system, including a water tank, four spiral nozzles, a centrifugal pump, and a sedimentation tank. When carbonization process was completed, the side seal door was opened by the external pulley. The carbonized IPWs (IPWCs) were dragged into the cooling system and were rapidly cooled by circulating sprays. Especially, the carbonization system could continuously work during the cooling of the IPWCs to increase the efficiency of this equipment. (2) Fig. 3b shows a combined flue gas treatment technique, which was specifically developed for this equipment, including a centrifugal pump, a turbulent tower and cyclone dust collector. Separation efficiency of cyclone dust collector was around 85% for PM10 and decreased to below 20% for particulates with less than 5 μm aerodynamic diameter (Jiao and Zheng 2007). Furthermore, it could remove particles of 2–3 mm in flue gas under high temperature and pressure conditions, which was always set as a pretreatment device for flue gas purification (Lee et al. 2008). The turbulent tower was composed of a supporting plate, plastic balls, strainers, etc. A number of plastic balls were placed on the supporting plate. During the operation of the turbulent tower, the plastic balls inside the tower were turbulently rotating and hitting each other under the influence of the flue gas. Meanwhile, water sprayed from the top of the tower produced a liquid layer on the surface of the plastic balls, which was constantly renewed. This resulted in a significant enhancement of the heat transfer process, extending the service life of the turbulent tower. The turbulent tower had high absorption efficiency and could be set up for flue gas terminal treatment, because it cannot withstand high temperatures. (3) The heat of transportable equipment was from the combustion of IPWs and combustible gases of carbonization process, coupled with the fumigation of flue gas. The carbonization system was positioned in the middle of the combustion system and insulation was added to the combustion system's exterior to promote heat radiation.

Cooling systems and flue gas treatment systems for equipment
Figure 4a shows the smoke fumigation device and the change in smoke temperature. The application of smoke fumigation device resulted in 59.04% of the heat in the flue gas that was utilized, which reduced the consumption of fuel. Meanwhile, the reduced temperature of the flue gas facilitated the operation of the flue gas cleaning system. Figure 4b shows the Y-burner nozzles and the change in equipment temperature. The temperature profiles of the carbonization system and the combustion system showed that the application of the Y-burner nozzles increased the heating rate by 2.80°C min−1 and 2.84°C min−1, respectively. This indicates that it played an important role in the heating up of the equipment. In addition, the Y-burner nozzles increased the relative velocity of air/combustible gas and reduced the risk of coking at the gas outlet, thus improving the flame stability and heating efficiency during combustion process (Albert-Green and Thomson 2018).

Cooling systems and flue gas treatment systems for equipment
2.2.2 Preparation process of IPWC
IPWs with diameters of 30–40 cm and lengths of 90 ± 5 cm were selected for thermal treatment in the transportable carbonization equipment. Carbonization temperatures were set at 100 °C, 150 °C and 200 °C. This test was designed to investigate the lethal temperature of the PWN. In addition, IPWs with diameters of 5–10 cm, 10–20 cm, and 20–30 cm, and length of 90 ± 5 cm, were selected. The carbonization temperature of equipment was set at 500 °C. Charcoal from IPW with a diameter of 5–10 cm was used for testing. This test was conducted to investigate the carbonization efficiency of the equipment.
2.3 Quarantine of PWNs
Figure 5a shows that quarantine process for PWNs. According to GB/T 23476-2009, the thermal-treated masson pines were cut to wooden blocks and the PWNs were extracted by the Baermann funnel method (Jung et al. 2021). 15 ml of the sample liquid from the bottom of the funnel was placed in a centrifuge tube. A centrifuge (Eppendorf 5430) was used to stir the sample liquid at a speed of 1500 r min−1 for 2 min. The sample liquid at the bottom of the centrifuge tube was placed in a petri dish by pipetting and the PWNs were observed using a microscope (OLMPUS DSX1000). Figure 5b shows that no live or dead nematodes were found in the IPW at a temperature of 200 °C, indicating that the IPW met the quarantine requirements at this thermal treatment. Therefore, the initial temperature of carbonization was set at 200 °C in the laboratory.

Quarantine process and micromorphology of PWNs
2.4 Proximate analyses and ultimate analyses
The moisture, volatile matters and ash of the IPWCs were determined with a proximate analyzer (SDTGA5000a, Sundy, China) according to GB/T 212-2008, D 1102-84, and ASTM E 711. Carbon (C), hydrogen (H), nitrogen (N) and sulphur (S) were determined with an element analyzer (SDCHN 435, Sundy, China) according to GB/T 476-2008 and an infrared sulfur determination instrument (SDS 350, Sundy, China) according to GB/T 217–2007. The oxygen (O) and fixed carbon content (FC) were calculated using Eqs. (1) and (2) (Ni et al. 2022). Three replicates of each experiment were performed.
2.5 Determination of energy properties
According to ASTM E711-87, the higher heating value (HHV) was determined by the calorimeter system (IKA-C 2000). Three replicates of each experiment were performed. The formulas (3) to (10) were used to calculate energy properties, including carbon densification factor (CDF), H/C molar ratios, O/C molar ratios, energy enrichment factor (EEF), calorific value improvement (CVI), energy yield (EY), fuel ratio (FR), IPWC yield (YIPWC), the mass of IPW (MIPW), and the mass of IPWC (MPWC).
where, HMW, CMW, and OMW are molecular weights of H, C and O. HIPWC, OIPWC, CIPWC and CIPW are contents of C, H, and O, HHVIPWC and HHVIPW are high heating values of the IPWCs and IPWs, FCIPWC and VOLIPWC are fixed carbon and volatile matter of IPWCs.
2.6 Determination of combustion properties
Cone calorimeters (Fire Testing Technology Ltd., UK) were used to determine combustion properties of the IPWCs including time to ignition, heat release rate (HRR), total heat release (THR), total smoke production (TSP), etc. (Xu et al. 2015). The samples were placed evenly in a mold with 100 mm (long) × 100 mm (wide) × 8 mm (high). The experiments were performed according to the standard method of ISO 5660–1:2002 'Experiment on Heat Release, Smoke Production and Mass Loss Rate in Fire Reaction Part 1: (Heat Release) at a constant incident heat flux 50 kW m−2. Two replicates of each experiment were performed.
2.7 Economic efficiency analysis
Table 2 shows the main economic indicators to evaluate economic efficiency of incineration, crushing and transportable carbonization for treating IPWs (Zhang et al. 2021). Incineration, crushing and transportable carbonization modes were named as T1, T2 and T3 modes. The economic efficiency of different modes was comprehensively analyzed by entropy weight method and grey correlation coupling method (Wen et al. 2021). The analysis steps regarding the gray correlation method were listed as follows. Firstly, the original evaluation matrix A was established from 12 economic indicators. Secondly, the maximum values of 12 economic indicators were selected to form the reference row vector R0. Thirdly, the original matrix A and the reference row vector R0 were used as matrix elements, which were normalized by the formula (11). Finally, the correlation coefficient matrix R was calculated through the formula (12).
where, xij is an element in matrix A, x΄ij is the element of the matrix after normalization, ξij is an element in matrix R, i is the mode number (i = 1, 2, 3) and j is the evaluation indicator in the mode (j = 1, 2…, 12), ρ is usually taken as 0.5, C is the total economic efficiency score of the different modes, RT is the transpose matrix of R, and W is the weight vector of the 12 economic efficiency indicators using the entropy weighting method.
3 Results and discussion
3.1 Fundamental characteristics of Lab-produced IPWCs
Table 3 shows the ultimate and proximate analysis of IPWCs. The content of volatile matter decreased with the increase of carbonization temperature, whereas the content of fixed carbon increased. When carbonization temperature was up to 500 ℃, the fixed carbon, ash, and moisture content of IPWCs met the requirements for barbecue charcoal under EN 1860-2:2005 (E). Furthermore, the ash content of 500-0-2 was significantly lower than the standard requirement for barbecue charcoal (8%), indicating that it had high heat efficiency and low risk of fouling (Ma et al. 2022). The C content of IPWCs increased while the O content decreased, confirming that the purity of IPWCs were improved (Zhou et al. 2021). Since the oxygen and hydrogen groups of IPWCs were released as volatile matter with the increase of holding time, the C content gradually increased. Compared with holding time, the content of fixed carbon decreased and volatile matter increased when heating rates increased. The higher heating rate caused the sample to reach the final carbonization temperature, resulting in a large amount of volatile matter remaining in it (Qin et al. 2020a, b). Furthermore, the deposition of hydroxyl groups (–OH) and carboxyl groups (–COOH) on the samples surface caused the increase of H and O content (Shen et al. 2010). Especially, the content of fixed carbon could not meet the requirements of EN 1860-2:2005 (E), when heating rate was higher than 3 °C min−1. In conclusion, the influence of carbonization temperature on the fundamental characteristics was more significant than that of heating rate and holding time. All IPWCs had low S and N content, indicating that it could be used as an environmental-friendly fuel due to the low release of SOx and NOx. The moisture content, volatile matter, ash and fixed carbon of 500-0-3 met the requirements of the EN 1860-2:2005 (E). Although the higher carbonization temperature improved the combustion stability of IPWCs, it also meant more energy consumption. Therefore, the optimized process of IPWCs was carbonization temperature of 500 °C, holding time of 0 min, and heating rate of 3 °C/min.
3.2 Energy properties of lab-produced IPWCs
Figure 6a shows H/C and O/C ratios of IPWCs. The H/C and O/C ratios were used to illustrate the differences in the chemical composition of fuel and evaluate the energy density (Chiang et al. 2012). Because the carbon (C) content of IPWCs was densified by eliminating volatile matter and moisture, the H/C and O/C ratios gradually decreased with the increase of carbonization temperature. Interestingly, the H/C ratio slightly varied when holding time increased from 60 to 120 min, although the O/C ratio gradually decreased. When holding times increased, the O element was escaped in the form of CO2 and the H element reserved in the IPWCs (Liu et al. 2017). The increase in H/C and O/C ratios showed that polar oxygen functional groups and aromatic compounds were reserved in IPWCs with the increase of heating rates (Ghani et al. 2013). Figure 6b shows the CDF and EEF of IPWCs. The increase in CDF was more significant than that of EEF when carbonization temperature was higher than 550 ºC. As holding time exceeded 60 min, the variation in EEF was slight. This indicated that the longer holding time did not significantly improve the EEF of IPWCs at the higher carbonization temperature. The C content remained stable when most volatiles were released, resulting in slight variations of CDF at different holding times. The longer holding time resulted in sufficient time for the organic macro-molecules to fully decompose and re-combine into a solid with good thermal stability (Tian et al. 2020). Therefore, the low heating rate was helpful to increase the CDF of IPWCs. Although the higher heating rate promoted release of volatiles and reduced the solid product yield, heating rate did not have a significant effect on the yield of solid products during the slow carbonization process. The CDF of IPWCs ranged between 1 and 1.9, which was located in the typical ranges of conventional solid chars (Kannan et al. 2017). This indicated that the IPWCs were an ideal type of solid fuels, which owned a great potential for commercial development. Figure 6c shows the FR and CVI of IPWCs. The FR was divided into two stages of room temperature to 300 ºC and 300 to 600 ºC. The variation in FR was slight because the volatile matter of IPWCs remained above 70% from room temperature to 300°C. When the carbonization temperature was increased from 300 to 600 ºC, thermal decomposition of volatiles occurred, which further caused a significant increase in FR. The higher FR indicated that the fuels released fewer pollutants during the combustion process (Ge et al. 2020). The similar trends of CVI and FR confirmed that IPWCs released more pollutants and provided less heat during combustion when heating rate increased or holding time decreased. Figure 6d shows the variation in yield, HHV and EY of IPWCs. Carbonization temperatures had a significant influence on the EY of IPWCs, which decreased with the increase of carbonization temperatures. This indicated that the IPWCs with the higher energy content could be generated at a lower carbonization temperature. The HHV of optimal IPWCs was 30.56 MJ kg−1, which was significantly higher than that of conventional fuels, such as bituminous coal, lignite and peat with HHV ranging from 13.8 to 23.25 MJ kg−1 (Afolabi et al. 2017). When the carbonization temperature was up to 500 °C, cellulose and hemicellulose were completely decomposed (Qin et al. 2020a, b), while the lignin slowly decomposed throughout the carbonization process. This resulted in a slight decrease in the EY of the IPWCs when holding time extended to 120 min. Although the HHV of IPWCs decreased to 29.71 MJ kg−1 when the heating rate increased to 5 °C min−1, the HHV of 500-0-5 was still higher than charcoal made from other materials such as corncob (Ghani et al. 2013), coconut fiber (Liu and Han 2015), and semi-coke (Yao et al. 2019). Therefore, it confirmed the potential of IPWCs as a type of promising solid fuel.

Energy properties of lab-produced IPWCs
3.3 Appearance of equipment-produced IPWCs
Figure 7 shows that IPWs were divided into three groups with diameters of 5–10 cm, 10–20 cm and 20–30 cm for the experiments. The length of IPWs was in the range of 90 ± 5 cm. The final temperature of transportable carbonization equipment was set to 500 °C according to the optimized process in the laboratory. Compared with the conventional fixed equipment, the transportable carbonization equipment had the higher heating rate, resulting in some cracking of the IPWs, especially for IPW with a diameter of 10–20 cm. Figure 7a shows that IPW with a diameter of 5–10 cm was completely carbonized and had a similar appearance with commercial charcoal. When the diameter of IPW was in the range of 10–20 cm, the depth of carbonization at the two ends of the IPW reached 10 cm. When the diameter of the IPW was further increased to 20–30 cm, the depth of carbonization at the two ends of the IPW decreased to 4 cm. This indicated that the increase in the diameter of the infected wood led to a decrease in the carbonization efficiency of the equipment, but the effect of the length of the infected wood on the carbonization efficiency was slight. In conclusion, when the target product was charcoal, it was necessary to split the IPW with a diameter of more than 10 cm to make it completely carbonized.

Appearance of IPW with different diameters after carbonization
3.4 Energy properties of equipment-produced IPWCs
Table 4 shows a comparison of the fundamental properties of charcoal. The IPWC-L and IPWC-T had high fixed carbon content and met the requirements of EN1860-2:2005 for barbecue charcoal (≥ 75%). Because transportable carbonization equipment utilized recirculating water to cool the IPWC-T, this resulted in high moisture content. IPWC-T and PWC had similar fundamental properties. Notably, the ash content of IPWC-L and IPWC-T was significantly lower than that of the related charcoals. This suggested that IPWC-L and IPWC-T had higher combustion efficiency and lower risk of slagging. Among the charcoals concerned, RHC had the highest ash content of 28.8%, which was unfavorable for its use as a biofuel. All charcoals had low S content compared to coal, which indicates that charcoal was environmentally friendly. Overall, IPWC-L and IPWC-T with extremely low ash content and high fixed carbon content were excellent precursors for biofuel.
Figure 8 shows the energy characteristics of samples. The CDF, EEF and CVI of IPWC-L, IPWC-T and CMC were similar. Compared with IPW, the H/C and O/C of IPWC-L and IPWC-T significantly decreased, implying that the hydrogen and oxygen were gradually removed along with the deoxygenation and dehydration reactions during the carbonization process. The lower H/C and O/C of IPWC-T suggested that it had a more complete carbonization process and a more stable combustion process than IPWC-L. The FR of IPWC-T was 7.12, which was higher than that of IPW and IPWC-L. Therefore, IPWC-T could release more heat and less pollutants during the combustion process.

Energy properties of IPWCs
3.5 Smoke and heat release of equipment-produced IPWCs
Figure 9 shows the heat release and smoke release behavior of charcoals during the combustion. The heat release rate (HRR) and carbon dioxide production (CO2P) curves of IPWC-T and IPWC-L showed the similar trend. Meanwhile, IPWC-T and IPWC-L showed higher heat release and carbon emission than CMC. The total heat release (THR) of IPWC-T and IPWC-L gradually increased with the increase of combustion time, indicating that most of volatiles were released after carbonization. However, the increase rate of the HRR curve was lower than that of IPWC-L at the beginning of combustion due to the higher water content of IPWC-T. Furthermore, the smoke production rate (SPR) and total smoke production (TSP) of IPWC-T were lower than those of IPWC-L because it had the lower content of volatile matter. In conclusion, IPWC-T released lower pollutants during the combustion process.

Heat and smoke release properties of IPWCs
3.6 Economic efficiency analysis
3.6.1 The process of three modes
In the T1 mode workers incinerated the harvested IPWs in-situ, and the ash was directly discarded without generating value-added products. The manufacturing process for the crusher in the T2 mode and the transportable carbonization equipment in the T3 mode were similar including labor, power supply, and parts procurement. Meanwhile, the waste generated during the assembly and coating phases of equipment manufacturing was also considered in the calculation of the economic efficiency. The treatment process of IPWs in T2 and T3 modes was similar, except for the target product. The target product of the crusher in the T2 mode was IPW chips, while that of transportable carbonization equipment in the T3 mode was IPWCs. This research didn't include the constructing process of infrastructure during IPW treatment of equipment.
3.6.2 Operating costs of different modes
Table 5 shows the operating costs of T1 mode. In this research, T1 mode was in-situ incinerated the IPWs without operating value-added equipment. Therefore, only material and labor costs were considered in T1 mode. According to the survey of Huangshang area, 5.6 L diesel was needed to incinerate 1 t of the IPWs. The average price of diesel for the whole year 2021 in China was 0.83 USD L−1. Each worker harvested and transported a scale of 1.5 t IPWs, and a labor cost was 41.10 USD/day. Overall, incineration of 1 ton IPW could generate an economic efficiency of −75.48 USD.
Table 6 shows the operating costs of T2 mode. The manufacturing cycle of equipment was 30 days, and 60 workers were required to work 8 h each day to complete the equipment. The parts of crusher mainly included racks of 4383.56 USD, steel of 7945.25 USD, paint of 1986.30 USD, transmission unit of 7671.23 USD, electric unit of 6383.56 USD, crushing parts of 3150.69 USD, wind conveying unit of 1643.84 USD, pulley of 2054.79 USD, powder collector of 1452.05 USD, metal parts of 2465.75 USD and total of 38,890.41 USD. The stage of waste disposal included the waste steel of 1643.84 USD and 219.18 USD of the exhaust gas formed by paint spraying. The transportation stage of waste to the treatment plant included 1369.86 USD of the waste steel and 547.95 USD of the exhaust gas. The service life of crusher was 10 years, and the daily capacity of equipment was 24 t of IPW. Then the operating cost of equipment was 14.82 USD/t. According to the market price of IPWs (41.10 USD t−1), crushing 1 ton of IPW could generate an economic efficiency of 26.28 USD.
Table 7 showed the operating costs of T3 mode. The parts of transportable carbonization equipment included 6986.30 USD of steel, 958.90 USD of painting, 7671.23 USD of chassis, 8493.15 USD of crane, 1232.88 USD of generator, 3287.67 USD of metal parts, 5205.48 USD of flue gas treatment unit, and 1095.89 USD of refractory materials, 34931.51 USD of totaling. The service life of equipment was 10 years, and the operating cost of equipment was 35.01 USD t−1. The daily capacity of IPW treatment was 15.76 t and the yield of IPWC was 25.38%. The market price of charcoal was 342.47 USD t−1. Then 1 ton of IPW treatment could generate an economic efficiency of 51.91 USD.
Figure 10 shows significant differences in material cost, labor cost and economic efficiency of the three modes. The T1 mode had the highest percentage of material cost, which was obviously higher than the T2 (456.84%) and T3 modes (111.08%). In terms of labor cost, the T1 mode was 45.07 USD t−1, which was obviously higher than the T2 and T3 modes. In conclusion, T2 mode had the lowest material and labor costs, while T3 mode had the highest economic efficiency of 51.91 USD t−1.

Comparison of material cost, labor cost and economic efficiency
3.6.3 Comprehensive evaluation of economic efficiency
The weight vector (W) of 12 economic indicators was obtained by the entropy weighting method. W = [0.0725 0.0607 0.0916 0.0926 0.0756 0.0927 0.0676 0.0927 0.0756 0.0928 0.0927 0.0928]. The correlation coefficient matrix R for each indicator was derived from the gray correlation method. From the weight vector (W) and the correlation coefficient matrix R, the total economic efficiency score (C) was 0.7087 for T1 mode, 0.7261 for T2 mode, and 0.9465 for T3 mode. Therefore, T3 mode had good economic efficiency, compared with T1 and T2 modes. Table 8 shows the classification of the different mode economic efficiency indicators into primary and secondary indicators. The primary indicators were general economic efficiency, cost analysis and investment analysis. The secondary indicators of general economic efficiency under different modes included total production value, total cost, net production value and total profit. The total production value of T1 mode was the minimum, and T3 mode was obviously higher than T2 mode of 111.51%. The total cost of T1 mode was the maximum at 75.48 USD t−1, 409.31% and 115.60% higher than that of T2 and T3 modes. The net production value of T3 mode was the maximum for 71.70 USD t−1, while that of T1 mode was -30.41 USD t−1. The total profit of T3 mode was the maximum for 51.91 USD t−1, which was significantly higher than T2 mode by 97.57%. The secondary indicators of cost analysis included cost production rate, net cost production rate, materialized cost rate, and cost utilization rate. There was no significant difference in each secondary cost indicator for T2 and T3 modes. The cost indicator of T1 mode was minimum with negative cost, net production rate and cost utilization rate. The investment of IPW treatment could be different, which depended on the mode. The secondary indicators of investment analysis in this research mainly included investment production rate, net investment production rate, net labor production rate, and investment utilization rate. The T2 mode had the highest of each investment indicator, followed by the T3 mode and the T1 mode.
4 Conclusions
The transportable carbonization equipment was designed for the in-situ treatment of IPWs. The energy characteristics of equipment-produced and Lab-optimized IPWCs were similar except for FR. The moisture content, fixed carbon, and ash content of equipment-produced IPWCs met the requirement for barbecue charcoal of EN 1860-2:2005 (E), but its moisture content of 7.83% was higher than that of Lab-optimized IPWCs of 3.14%. Although both IPWCs had a stable combustion process, the HRR, THR, TSP, COP, CO2P, COY, and CO2Y of Lab-optimized IPWCs were higher than those of equipment-produced IPWCs. The T1 mode required the highest labor and material costs, while the T2 mode had the lowest labor and material costs. The T3 mode had the highest income. The total economic efficiency score of the three modes was ranked as T3 > T2 > T1. The next work is to diversify the utilization of IPWCs and to develop transportable carbonization equipment with high operational efficiency.
Data availability
The data used to support the findings in this study were included within the article.
Abbreviations
- PWD:
-
Pine wilt disease
- IPW:
-
Infected pine wood
- IPWC:
-
Infected pine wood charcoal
- PWNs:
-
Pine wood nematodes
- T1 mode:
-
Incineration
- T2 mode:
-
Crushing
- T3 mode:
-
Transportable carbonization
References
Abou Rjeily M, Gennequin C, Pron H, Abi-Aad E, Randrianalisoa JH (2021) Pyrolysis-catalytic upgrading of bio-oil and pyrolysis-catalytic steam reforming of biogas: a review. Environ Chem Lett 19:2825–2872. https://doi.org/10.1007/s10311-021-01190-2
Afolabi OOD, Sohail M, Thomas CLP (2017) Characterization of solid fuel chars recovered from microwave hydrothermal carbonization of human biowaste. Energy 134:74–89. https://doi.org/10.1016/j.energy.2017.06.010
Albert-Green S, Thomson MJ (2018) The effects of nozzle design on the combustion of wood-derived fast pyrolysis oil. Biomass Bioenerg 117:102–114. https://doi.org/10.1016/j.biombioe.2018.07.002
Allen E, Noseworthy M, Ormsby M (2017) Phytosanitary measures to reduce the movement of forest pests with the international trade of wood products. Biol Invasions 19:3365–3376. https://doi.org/10.1007/s10530-017-1515-0
Back M (2020) Pine Wilt Disease a global threat to forestry. Plant Pandemic Study, 4
Bridgwater T (2018) Challenges and opportunities in fast pyrolysis of biomass: part I. Johnson Matthey Tech 62:118–130. https://doi.org/10.1595/205651318X696693
Brown D, Rowe A, Wild P (2013) A techno-economic analysis of using mobile distributed pyrolysis facilities to deliver a forest residue resource. Bioresour Technol 150:367–376. https://doi.org/10.1016/j.biortech.2013.10.018
Bustos Vanegas JD (2018) Charcoal cooling kinetics: computational simulation and industrial applications
Campbell R, Anderson N, Daugaard D, Naughton H (2018) Technoeconomic and policy drivers of project performance for bioenergy alternatives using biomass from beetle-killed trees. Energies 11:293. https://doi.org/10.3390/en11020293
Cai Q (2019) Discussion on improvement management techniques for Pinus massoniana forests in prevention and control of pinewood nematodiasis. Anhui for Sci Technol 45:48–50
Chiang K, Chien K, Lu C (2012) Characterization and comparison of biomass produced from various sources: suggestions for selection of pretreatment technologies in biomass-to-energy. Appl Energ 100:164–171. https://doi.org/10.1016/j.apenergy.2012.06.063
Fang RY (2022) https://lyj.huangshan.gov.cn/lygk/9075552.html. Accessed 9 Dec 2022
Fang RY (2023) http://www.forestry.gov.cn/main/6164/20230301/100059177279796.html. Accessed 1 Mar 2023
Ge S, Foong SY, Ma NL, Liew RK, Wan Mahari WA, Xia C (2020) Vacuum pyrolysis incorporating microwave heating and base mixture modification: An integrated approach to transform biowaste into eco-friendly bioenergy products. Renew Sustain Energy Rev 127:109871. https://doi.org/10.1016/j.rser.2020.109871
Ghani WAWA, Mohd A, Da Silva G, Bachmann RT, Taufiq-Yap YH, Rashid U (2013) Biochar production from waste rubber-wood-sawdust and its potential use in C sequestration: chemical and physical characterization. Ind Crop Prod 44:18–24. https://doi.org/10.1016/j.indcrop.2012.10.017
Guo R (2021) https://www.forestry.gov.cn/main/6205/20220406/104034804739856.html . Accessed21 May 2021
Hwangdee P, Junsiri C, Sudajan S, Laloon K (2023) Fuel potential values of biomass charcoal powder. Biomass Convers Bior 13:5721–5730
Ikegami M, Jenkins TAR (2018) Estimate global risks of a forest disease under current and future climates using species distribution model and simple thermal model—Pine Wilt disease as a model case. For Ecol Manag 409:343–352. https://doi.org/10.1016/j.foreco.2017.11.005
Jiao J, Zheng Y (2007) A multi-region model for determining the cyclone efficiency. Sep Purif Technol 53:266–273. https://doi.org/10.1016/j.seppur.2006.07.011
Jung JK, Lee UG, Cha D, Kim DS, Jung C (2021) Can insecticide applications used to kill vector insects prevent pine wilt disease? Pest Manag Sci 77:4923–4929. https://doi.org/10.1002/ps.6532
Kang K, Klinghoffer NB, ElGhamrawy I, Berruti F (2021) Thermochemical conversion of agroforestry biomass and solid waste using decentralized and mobile systems for renewable energy and products. Renew Sustain Energy Rev 149:111372. https://doi.org/10.1016/j.rser.2021.111372
Kannan S, Gariepy Y, Raghavan GSV (2017) Optimization and characterization of hydrochar produced from microwave hydrothermal carbonization of fish waste. Waste Manage 65:159–168. https://doi.org/10.1016/j.wasman.2017.04.016
Kim S, Kim J, Park Y, Park Y (2010) Pyrolysis kinetics and decomposition characteristics of pine trees. Bioresource Technol 101:9797–9802. https://doi.org/10.1016/j.biortech.2010.07.094
Lee B, Jung K, Park S (2008) Development and application of a novel swirl cyclone scrubber—(1) experimental. J Aerosol Sci 39:1079–1088. https://doi.org/10.1016/j.jaerosci.2008.07.010
Liu C (2022) https://www.huangshan.gov.cn/zxzx/zwyw/8372206.html . Accessed 16 Mar 2022
Liu Z, Han G (2015) Production of solid fuel biochar from waste biomass by low temperature pyrolysis. Fuel 158:159–165. https://doi.org/10.1016/j.fuel.2015.05.032
Liu W, Li W, Jiang H, Yu H (2017) Fates of chemical elements in biomass during its pyrolysis. Chem Rev 117:6367–6398. https://doi.org/10.1021/acs.chemrev.6b00647
Ma Z, Zhang Q (2016) Pinus massoniana pyrolysis: influence of temperature on yields and product properties. J ZAFU 33(1):109–115
Ma L, Goldfarb JL, Song J, Chang C, Ma Q (2022) Enhancing cleaner biomass-coal co-combustion by pretreatment of wheat straw via washing versus hydrothermal carbonization. J Clean Prod 366:132991. https://doi.org/10.1016/j.jclepro.2022.132991
Ni L, Feng Z, Gao Q, Hou Y, He Y, Ren H (2022) A novel mechanical kiln for bamboo molded charcoals manufacturing. Appl Energ 326:119937. https://doi.org/10.1016/j.apenergy.2022.119937
Oliveira Filho D, Teixeira CA, Silva JS, Reis HO, Vorobieff CL (2010) Resfriamento rápido de fornos de carbonização. Engenharia Agrícola 30:1023–1032
Oliveira AC, Carneiro ADCO, Barcellos DC, Rodriguez AV, Amaral BMN, Pereira BLC (2015) Resfriamento artificial em fornos retangulares para a produção de carvão vegetal. Revista Árvore 39:769–778. https://doi.org/10.1590/0100-67622015000400020
Qin L, Shao Y, Hou Z, Jiang E (2020a) Effect of temperature on the physicochemical characteristics of pine nut shell pyrolysis products in a screw reactor. Energy sources. Part a Recov Util Environ Effects 42:2831–2843. https://doi.org/10.1080/15567036.2019.1618993
Qin L, Wu Y, Hou Z, Jiang E (2020b) Influence of biomass components, temperature and pressure on the pyrolysis behavior and biochar properties of pine nut shells. Bioresour Technol 313:123682. https://doi.org/10.1016/j.biortech.2020.123682
Reva V, Fonseca L, Lousada JL, Abrantes I, Figueiredo AR, Viegas DX (2015) Basic density, extractive content and moisture sorption properties of Pinus pinaster wood infected with the pinewood nematode, Bursaphelenchus xylophilus. J for Res 26:233–240. https://doi.org/10.1007/s11676-015-0024-1
Shang WB (2023) http://www.forestry.gov.cn/search/501503/;2023 . Accessed 10 May 2023
Shen W, Li Z, Liu Y (2010) Surface chemical functional groups modification of porous carbon. Recent Patents Chem Eng 1:27–40. https://doi.org/10.2174/1874478810801010027
Thengane SK, Kung K, York R, Sokhansanj S, JimLim C, Sanchez DL (2021) Corrigendum to Technoeconomic and emissions evaluation of mobile in-woods biochar production. Energ Convers Manage 230:113832. https://doi.org/10.1016/j.enconman.2021.113832
Tian H, Jiao H, Cai J, Wang J, Yang Y, Bridgwater AV (2020) Co-pyrolysis of Miscanthus Sacchariflorus and coals: a systematic study on the synergies in thermal decomposition, kinetics and vapour phase products. Fuel 262:116603. https://doi.org/10.1016/j.fuel.2019.116603
Wang N, Si H, Yi W, Li Y, Zhang Y (2021) Design and operation of a mobile fast pyrolysis system utilizing a novel double pipe fluidized bed reactor. Fuel Process Technol 224:107005. https://doi.org/10.1016/j.fuproc.2021.107005
Wen Q, Liu G, Wu W, Liao S (2021) Multicriteria comprehensive evaluation framework for industrial park-level distributed energy system considering weights uncertainties. J Clean Prod 282:124530. https://doi.org/10.1016/j.jclepro.2020.124530
Williams A, Jones JM, Ma L, Pourkashanian M (2012) Pollutants from the combustion of solid biomass fuels. Prog Energ Combust 38:113–137. https://doi.org/10.1016/j.pecs.2011.10.001
Wen X, Gu T, Qi H, Zhang F (2022) Incineration or pulverization? Evolutionary game model of management of nematode-infected pine wood in China in the carbon neutrality context. Front Env Sci-Switz 10:1041357
Xu Q, Chen L, Harries KA, Zhang F, Liu Q, Feng J (2015) Combustion and charring properties of five common constructional wood species from cone calorimeter tests. Constr Build Mater 96:416–427. https://doi.org/10.1016/j.conbuildmat.2015.08.062
Yao H, He B, Ding G, Tong W, Kuang Y (2019) Thermogravimetric analyses of oxy-fuel co-combustion of semi-coke and bituminous coal. Appl Therm Eng 156:708–721. https://doi.org/10.1016/j.applthermaleng.2019.04.115
Zhang Z, Delcroix B, Rezazgui O, Mangin P (2021) Simulation and techno-economic assessment of bio-methanol production from pine biomass, biochar and pyrolysis oil. Sustain Energy Technol Assess 44:101002. https://doi.org/10.1016/j.seta.2021.101002
Zhou X, Moghaddam TB, Chen M, Wu S, Zhang Y (2021) Zhang X (2021) Effects of pyrolysis parameters on physicochemical properties of biochar and bio-oil and application in asphalt. Sci Total Environ 780:146448. https://doi.org/10.1016/j.scitotenv.2021.146448
Acknowledgements
Funding from the "National Natural Science Foundation of China" (Grant numbers 31971742).
Funding
This work was financially supported by the "National Natural Science Foundation of China" (Grant numbers 31971742) and "Basic Scientific Research Funds of International Centre" (1632023003).
Author information
Authors and Affiliations
Contributions
Liangmeng Ni: Editing, Review and Revise, Data Curation and analysis; Qi Gao: Resources, Visualization; Hao Ren: Figures and tables; Mengfu Su: Data Curation; Shaowen Rong: Validation; Zhijia Liu: Supervision, Review, Project administration, Funding acquisition.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Handling editor: Jun Meng
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ni, L., Gao, Q., Ren, H. et al. Conversion of infected pine wood into energy charcoal material based on a transportable carbonization system. Biochar 6, 50 (2024). https://doi.org/10.1007/s42773-024-00340-3
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42773-024-00340-3