
Abstract
The present study focuses on the use of feldspars from Batie granites (West-Cameroon) as a fluxing agent in ceramic applications, in order to reduce the energy cost of brick manufacture. Three alluvial clays were collected in the field using an auger and the feldspar sample was collected by hammering. Mineralogical, physical and geochemical analysis of alluvial clays samples were carried out, as well as the microscopy analysis of feldspar. The specimen of fired bricks was formulated with different proportions of feldspar (0%, 10%, 15%, 20%, and 25%) and calcined respectively at 750 °C, 850 °C, 950 °C and 1050 °C in an electric furnace. The physical analysis of the clay material showed a well graded granulometry composed of 3% gravel, 10% coarse sand, 23% fine sand, 13% silt and 51% clay. Thin section microscopic analysis revealed essentially perthites. The mineralogical analysis obtained by XRD on total powder shows that the alluvial clays are composed essentially of: 55.8% of total clays; 19.2% quartz; 14.2% goethite; 8.5% K feldspar; 1.2% anatase; 0.7% hematite and 0.4% gibbsite. Geochemical analysis shows that clay material consists of: SiO2, Al2O3, Fe2O3, TiO2, P2O5, MgO, CaO and K2O. The ceramic tests carried out on these bricks showed that their colors were red for all the formulations and temperatures tested. The sound of the bricks is metallic for the formulations of 20 and 25% of feldspar as from 850 °C. The flexural strength (greater than 3 MPa) and compressive strength (10–20 MPa) obtained at 20 and 25% of feldspar meet the standard of traditional ceramics requirements. The bricks obtained at 20 and 25% of feldspar and at a sintering temperature below 850 °C have good technological properties. It was observed that brick formulations with 0% of feldspar fired between 950 and 1000 °C are similar to those of 20 and 25% of feldspar fired at 850 °C).
Highlights
-
The alluvial clays from Monoun characterized have highest proportion of kaolinite and good mechanical properties (950 and 1050 °C).
-
Thin section microscopic analysis of Batie feldspar revealed essentially perthites.
-
The brick formulations with 0% of feldspar fired between 950 and 1050 °C are similar to those of 20 and 25% of feldspar fired at 850 °C.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Cameroon has extensive natural resources, including heavy minerals (nickel, copper) and industrial minerals (clay, limestone, feldspar). Among these, clay seems to be the most abundant. The clay results from a hydrothermal and/or meteoric alteration of the pre-existing rocks [1], which can be used in ceramics, in the petroleum industry, and in civil engineering. In the ceramics industry, clay is considered to be the main raw material used in the manufacture of several ceramic products such as bricks, tiles, porcelain materials, pottery [2,3,4], the manufacture of artifacts and decorative objects, electrical insulators, ovens and chimneys [5]. The quality of the ceramic product depends on several parameters which are mainly related to the nature of the raw materials used and to their behaviour during the various stages of the manufacture of ceramic products [6]. Another useful and essential minerals are the feldspars, which are utilized as a degreasing as well as an energy flux [3]. Currently, the utilization of ceramic products is on the rise [7]. In Cameroon, many scientific works have been carried out in the field of ceramics [2,3,4,5,6,7,8,9,10,11,12] and the existence of organizations such as Local Materials Promotion Authority (MIPROMALO) is working towards the valorization of local materials. Despite the abundance of clay resources and the presence of clay transformation structures, the majority of ceramic products in Cameroon are still imported [9,10,11] probably due to their excellent quality. The locally produced ceramic products though also of very good quality were obtained by sintering between 900 and 1200 °C [9, 10, 13]. This makes their cost exorbitant and not within the reach of the average Cameroonian because of their manufacturing procedure. Interestingly, the locality of Batie is brimming with an important granite deposit whose alteration products contain kaolinite, feldspar, quartz, sand, illite and gibbsite [14], which can be utilized in the ceramic industry. While most of these products have been studied in the past, feldspars have not had the attention it deserves. Therefore, the knowledge of the mineralogical characteristics of feldspars of granitic origin from Batie, could salvage the cost of the ceramic products by its utilization as a fluxing agent and hence contribute to the economy of a developing country such as the Cameroon.
2 Materials and experimental procedures
2.1 Raw materials
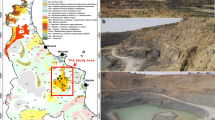
The samples used were raw feldspar material (M1) and raw alluvial clays (M2) coming from Batie in the Haut Plateaux Division and Monoun plain in the Noun Division respectively, and both Divisions are located in the West Region of Cameroon. The feldspar samples (Fig. 1a) originate from a granite outcrop in Batie which was collected by hammering it out. While the clay samples M2 is a mixture of some three representative clays samples consisting of a third each of black, grey and yellow clays collected from the Monoun plain by augering using manual auger. About 05 kg of feldspar and 20 kg of the various clay samples were collected for testing. The analysis carried out include: particle size distribution, mineralogical and geochemical analysis for M2 (Fig. 1b, c, d); microscopic analysis for M 1(Fig. 1a); and the firing properties obtained by mixing feldspar and the combined clay mixture (M1 + M2).

Raw material showing: a Feldspar crystal, b Black clay, c Gray clay, d yellow clay
2.2 Physical, geochemical and mineralogical analysis of raw materials
M2 was dried in an oven at 105 °C for about 24 h then after it was homogenized. 100 g of raw material homogenized was ground using an agate mortar and sieved using a sieve with aperture size of 100 µm for the geochemical and mineralogical analysis. The grain size (Table 1) was measured following the standard pipetting method for silt and clay fraction [15]. Deflocculation of the sample was accomplished by adding sodium hexametaphosphate, and the sand was separated by wet sieving. The size fractions above 63 µm were determined by dry sieving. Atterberg limits (Table 1) were performed on 400 µm fraction size using the Casagrande method.
The geochemical analysis of major elements of M2 (Table 2) were performed by emission spectroscopy using inductive coupled plasma and atomic emission source (ICP-AES) after fusion with lithium metaborate (LiBrO2) and dissolution in nitric acid (HNO3).
The mineralogical analysis of M2 (Table 3) was carried out by X-ray diffraction using a Bruker D8 Advance diffractometer (generator voltage: 40 kV; tube current: 30 mA; scan step size: 0.02°; time/step: 2 s) equipped with a copper anticathode (Kα = 1.5418 Å). The semi-quantitative analysis of crystalline phase was determined from the measured peak intensities multiplied by a corrective factor [16]. Both geochemical and mineralogical analyses of M2 were carried out in the AGES laboratory at the University of Liege in Belgium and the physical analysis were carried out at the Local Materials Promotion Authority (MIPROMALO) in Cameroon. The thin sections of the feldspar rocks were confectioned at the IRGM of Yaoundé and their examination was carried out in the LAGE (Laboratory of Geology and Environment) of the University of Dschang in Cameroon using the “OPTIKA ITALY “microscope having a magnification of 8.
2.3 Raw materials preparation and tests of firing properties
About 04 kg samples M1 and 10 kg M2 were dried in an oven at 105 °C for about 24 h. Each sample was ground in a porcelain mortar and sieved using sieve with mesh sizes of 100 µm and 250 µm respectively. Five compositions were carried out by blending M1 and M2. The compositions were: 100% of M2 and 0% M1, 90% M2 and 10% M1, 85% M2 and 15% M1, 80% M2 and 20% M1, 75% M2 and 25% M1. Each composition after formulation was humidified at 5% and homogenized with a mortar mixer. The bricks specimens (80 mm × 40 mm × 40 mm and 40 mm × 40 mm × 40 mm) were made using a hydraulic press, these were kept at room temperature for a day and oven-dried for 24 h at 105 °C. The firing stage was carried out at a temperature range of 750 to 1050 °C in an electric furnace with a heating rate of 5 °C/min. The firing properties determined were: color, linear shrinkage, water absorption, the flexure and compression tests. The brick color was determined using the Munsell chart; the linear shrinkage was carried out in accordance with ASTM C20; the water absorption was determined using ASTM C531; the flexure and compression tests were measured according to P61-503 which is the French standard. The rating for the compression/bending tests was 0.5 mm/min. The determinations of firing properties were carried out in Local Materials Promotion Authority (MIPROMALO) in Cameroon.
3 Results and discussion
3.1 Mineralogy of raw material
3.1.1 Mineralogy of raw feldspath material
The visual inspection of the feldspars is shown in Fig. 1a, while the thin sections microscopic descriptions are shown in Fig. 2. The feldspar crystal is made of a large, colorless sub-automorphic tablet, but with cloudy, clouded appearance in LPNA (Polarized Light Not Analysed) (Fig. 2a). In LPA (polarized Light Analyzed), it exhibits pinkish-coloured sericite alterations with opaque minerals scattered over a section of the crystal (Fig. 2b). It also presents the Carlsbad Macle (Fig. 2c), which allows it to be characterized as orthoclase. Also perthites abound (Fig. 2d) which are tangles of plagioclase (albite) in an alkaline feldspar (orthoclase) polarizing in the grey (first-order tint).

Feldspar showing: a Feldspar crystal in LPNA, b Pinkish coloured sericite alteration, c Carlsbad macle, d Perthites
3.1.2 Mineralogy of alluvial clays
Figure 3 shows the results of the M2 mineralogical analysis obtained by X-ray diffraction (XRD) on total powder (Fig. 3a) and on clay fraction shown in Fig. 3b) below. The semi-quantitative estimate of M2 is presented in Table 3. According to the results, M2 sample consists of total clay (phylosilicates), quartz, K-Feldspar, anatase, goethite, hematite and gibbsite. Based to the diagram (Fig. 3a), the mineral quartz has the highest peak (3.35 Å) which signifies its abundance in the sample due to its resistance during the weathering process and approximates to those found by [17] in the alluvial clays from Sanaga valley (Center, Cameroon). It is in the same vein that the diagram of the formation of rock minerals established by [18] shows that quartz is a mineral crystallized at low temperature. This crystallization condition gives it an automorphic structure and therefore confers properties which are resistant to the weathering process. It is assumed that the presence of feldspar (3.25 Å) in M2 would probably have been derived from monosialitizing hydrolytic alteration of acidic rocks [1]. Hematite (1.45 Å) and goethite (4.26 and 2.28 Å) were also detected. The low presence of hematite would be characteristic of a hydromorphic milieu, since hematite is unstable in an aqueous milieu and tends to become goethite [2]. Thus, the goethite found in M2 could be linked to an allitization alteration.

XRD diffractograms of the alluvial clay on total powder (a) and on clay fraction (b); 1. 7.27 Kao, 2. 4.26 Gt, 3. 3.53 An, 4. 3.55Q, 5. 3.25 Feld, 6. 2.55 Feld, 7. 2.43 Kao,He. 8. 2.28 Gt, 9. 2.23 Gi, 10. 1.97 Kao,Q, 11. 1. 81 Kao,Q, 12. 1.67 Kao. 13. 1.54 Kao,Q, 14. 1.49 Kao, 15. 1.45 He,Q,Gi, 16. 1.37 Kao, 17. 14.26 Ch. 18. 10.36 Il, 19. 7.27 Kao
The treatment of XRD clay fraction carried out with ethylene glycol followed by heating at 500 °C (Fig. 3b) showed that kaolinite had a high intensity (7.19 Å) which could be related to monosialitizing hydrolytic alteration that affects the bedrock [1], while chlorite and illite had low intensities 14.28 and 10.36 Å respectively. A similar result was also obtained by [2].
3.2 Geochemistry of raw alluvial material
Table 2 presents the results of the geochemical analysis of M2. The chemical composition of M2 shows that it has a high concentration of silica (SiO2 = 51.6%). Similarly, the SiO2/Al2O3 ratio is greater than 2%. This would translate according to [1,2,3, 8] in the abundance of quartz in M2. The Fe2O3/Al2O3 ratio is less than 1%, and this recalls, according to [8], of the significant presence of iron oxides and hydroxides such as hematite, goethite, since the mineralogical analysis identified the goethite and hematite in M2. The value of TiO2 (2.3%) would suggest the presence of anatase in accordance with the mineralogical analysis. The presence of potassium oxide guaranteed the existence of 2/1 minerals (illite) or feldspar (orthose) according to [8], which is confirmed by semi-quantitative analysis of the clay fraction and the total powder. The low alkalis or even zero levels of some elements (Na2O + MnO + K2O) would be explained by the rapid leaching of these elements during the weathering process in a tropical zone [17].
3.3 Physical parameter of raw material
The result of granulometry analysis and Atterberg limits of clay material (M2) are presented in Table 1. The particle size analysis of M2 shows that it consists of 3% gravel, 10% coarse sand, 23% fine sand, 13% silt and 51% clay. The granulometric curve is well graded because all the particle size fractions are represented. The granulometry result plotted on the Winkler diagram [19] in Fig. 4 below shows that M2 can be acceptable in the manufacture of tiles as well as masonry bricks. The Atterberg limits which include the liquid limit and plastic limit of 62.9% and 28.4% respectively and with a plasticity index of 34.6%. The values of the Atterberg limits of M2 categorize it in the class of plastic clays [13]. This could be related to the proportion of the fine fractions in this sample, because [17] shows that the plasticity of a clay is mainly ensured by a high proportion of fine particles.

Position of clay material in Winkler diagram [19]
3.4 Firing properties
3.4.1 Color
The colors of the firing brick obtained are shown in Fig. 5. These results show that the color of the bricks is red regardless of the formulation and the sintering temperature considered. The red color of the bricks obtained after firing would probably be due to the presence of iron oxide (goethite) and titanium oxide (anatase) contained in the clay material. This seems true, according to [3,4,5,6,7,8, 20]; which highlights that the presence of iron oxide and titanium oxide is responsible for the red coloring of finished products. In addition, according to [6], the presence of iron in clay provides considerable added value due to the reddish color of the finished products, especially in the appearance of the bricks, and this aspect is observed on all the bricks. The addition of feldspar in the clay material has no noticeable effect on staining. This would be explained by the absence of ferruginous minerals in feldspar. [20] shows that ferruginous minerals exert a strong influence on the color of ceramic products which varies from yellow to red.

Fired bricks at different temperatures
3.4.2 Sound transmission
The sounds obtained from the fired bricks according to the temperature and the proportion of feldspar in the mixture is shown in Table 4. The sound produced by the bricks is slightly metallic at 750 °C for all formulations. It remains slightly metallic at temperatures between 850 and 950 °C for 0%, 10%, 15% feldspar and becomes metallic for 20% and 25% feldspar. At 1050 °C, all the bricks produce a metallic sound. [21] shows that the metallic sound is characteristic of the good performance of the traditional ceramics products. Thus, the 20% feldspar and 25% feldspar formulations fired at 850 and 950 °C meet the standards of traditional ceramics as well as all formulations at 1050 °C. In addition, the absence of metallic sound at temperature 750 °C and for certain formulations between 850 and 950 °C would show a lack of molten feldspar during the sintering process. This seems true; because, [22] shows that during thermal treatment, if the amount of melted material is sufficient, there is a decrease in porosity and an increase in the properties of the final product. The sintering and melting point temperatures resulting from the addition of 6% and 2.3% of iron and titanium oxides respectively, play the role of a thermal conductor which reduces the temperature of sintering and melting point of feldspar resulting in a metallic sound at low temperatures. This result is also closer to those by [23].
3.4.3 Linear shrinkage
The linear shrinkage result of the fired bricks is shown in Fig. 6a. In general, linear shrinkage evolves proportionally with the increase in temperature and decreases with the increase in the proportion of feldspar. Linear shrinkage is a parameter that is indicative of the reactivity of a material during firing [24]. Indeed, the increase in linear shrinkage for all formulations is a consequence of the chemical transformations that occur in the material. At 750 °C, the shrinkage is 0.21% for all formulations, this is indicative of the non-fusion of feldspars at this temperature because [10] shows that the liquid released by the feldspar during its fusion tends to bind to the particles of the ceramic paste causing the reduction of the length of the fired specimens. From 850 °C, this shrinkage varies very little and is constant for 20% feldspar and 25% feldspar with temperatures of up to 950 °C. Indeed these formulations are very rich in feldspar, so that the chemical reactions that occur are inhibited by the latter. However, when the temperatures are above 950 °C, linear shrinkage values increase considerably in all the formulations. This is due to the transformation of kaolinite which is present in the clay material to metakaolinite. In the same vein [25], shows that during the firing of the ceramic product, a rearrangement reaction occurs within the product (transition from metakaolinite to mullite or spinal formation) from 900 °C responsible for the abrupt increase in linear shrinkage. In addition, the molten liquid binds the grains of minerals in the matrix in order to increase the mechanical resistance of the products [26]. This hypothesis summarizes the behavior of the baked bricks between 750 and 850 °C.

Evolution of firing properties with sintering temperature and proportion of feldspar a linear shrinkage, b water absorption, c bulk density, d compressive strength, e flexural strength
3.4.4 Water absorption
Figure 6b shows the variation in the water absorption of the fired bricks as a function of temperature and the increasing proportion of feldspar. These results show that for a given formulation, the water absorption decreases with the temperature and the proportion of increasing feldspar. The decrease of water absorption with temperature would be due to the increase in the rate of gresification (closing of the pores) with the increase in temperature. It should also be mentioned that the addition of feldspar has the effect of lowering the rate of water absorption at different temperatures (750–1050 °C) because, the melting of this mineral releases a liquid that clog the pores developed in the bricks during the firing, which decreases the porosity and consequently the absorption of water. These results are closer to those of [8, 10, 27], which shows that the addition of feldspar plays the role of a fluxing agent by promoting the appearance of a viscous phase during heat treatment which contributes to reducing the porosity of the material.
3.4.5 Bulk density
Figure 6c gives the corresponding graphic representation of the bulk density variation with temperature. There is marginal variation of the bulk density between 750 and 950 °C, with all the formulation having a density of around 1.6 g/cm3. At 1050 °C, The density values become substantially equal to 1.8 g/cm3 for all formulation. The increase of the brick bulk density with increasing firing temperature and increasing percentage of feldspar shows that fusion started at lower temperatures and around a firing temperature of 800 °C, where sintering begins to take place. This rise in density is attributed to the fusion of feldspar at a temperature close to 850 °C which is the start of vitrification of the brick. Elsewhere, formulations resulting in densities inferior to 2.2 g/cm3 are required for traditional ceramic [28]. Therefore, since the density of the various formulations varies between 1.6 and 1.8 g/cm3, these are acceptable for traditional ceramic products. The densification of the brick is influenced by the feldspars content, as well as K2O, Na2O and Fe2O3, which favors the formation of a vitreous phase according to [27].
3.4.6 Compressive strength
Figure 6d shows the variation in compressive strength as a function of temperature and the effect of increase in the proportion of feldspar. These results show that for a given formulation, the compressive strength increases with temperature and with the increasing proportion of feldspar. This behavior suggests that these materials went into fusion at a lower temperature (temperatures below 850 °C). This hypothesis seems true because [29] shows that the presence of feldspar in a reasonable proportion is very useful in lowering the firing temperature of ceramic products. In addition, except for temperatures of 750 °C and 850 °C for the formulation of 0% and 10% feldspar at 750 °C, all other formulations appear to meet the required norms of traditional ceramics of (10–20 MPa) according to [21, 28].
3.4.7 Flexural strength
Figure 6e shows that the flexural strength of the bricks increases with the temperature and also with the effect of increase in the proportion of feldspar. This would show that the vitrification of the bricks in addition to rise with the temperature increases with the addition of the feldspar. This fact is consistent with the work of [24] which shows that the flexural values greater than 3 MPa would reflect in the existence of an optimal or vitrification effect of the ceramic products. In addition, [30] shows that the flexural strength of ceramic products generally increases with the density of the ceramic product. By comparing the result of the latter with the results obtained, the formulations of 20% and 25% of feldspar are acceptable for the production of the bricks at all sintering temperatures tested.
4 Conclusion
The objective of this study was to reduce the energy cost of ceramic products by providing a suitable fluxing agent. As a result, two materials (feldspar and clay material) necessary for its brick formulation were chosen. Mineralogical, geochemical and physical studies were carried out on the clay material, while mineralogical study was carried out on the feldspar material. The microscopy analysis of feldspar shows that it is a perthite. The characteristics of the clay material show that it can be used to produce tiles and masonry bricks. Five formulations of the two materials were developed and the tests were made on the different bricks obtained after firing (between 750 and 1050 °C) which showed that: the bricks obtained at different proportions of feldspar and clay has a mechanical property that improves with increase in the proportions of feldspar and with the increasing firing temperature. It was also observed that almost all of the brick properties obtained with proportions of 20 and 25% of feldspar and at temperatures equal and above 850 °C are acceptable for ceramics. It follows from this study that feldspar allows the reduction of the firing temperature of the fired bricks while improving their ceramic properties. When alluvial clay is added to the feldspars, it allows the obtention of fired bricks meeting the required norms at low temperatures, thereby reducing the cost of the production of ceramic products.
References
Njoya A, Nkoumbou C, Grosbois C, Njopwouo D, Njoya D, Courtin-Nomade A, Martin F (2006) Genesis of Mayouom kaolin deposit (western Cameroon). J Appl Clay Sci 32(1):125–140. https://doi.org/10.1016/j.clay.2005.11.005
Bomeni IY, Njoya A, Ngapgue F, Wouatong ASL, Yongue Fouateu R, Kamgang Kabeyene V, Fagel F (2018) Ceramic with potential application of ngwenfon alluvial clays (noun, west Cameroon) in building construction: Mineralogy, physicochemical composition and thermal behavior. J Constr Build Mater 182:493–503. https://doi.org/10.1016/j.conbuildmat.2018.06.135
Abdelhak A, Abdallah S, Rédouane M, Taoufik R, Moussa G (2007) Caractéristiques structurales et mécaniques de Céramiques à base d’argiles: influence de la Source de feldspath. J Crci 10:502–510. https://doi.org/10.1016/j.crci.2006.01.005C
Nkoumbou C, Njoya A, Njoya D, Grosbois C, Njopwouo D, Yvon J, Martin F (2009) Kaolin from Mayouom (Western Cameroon): industrial suitability evaluation. J Appl Clay Sci 43:118–124. https://doi.org/10.1016/j.clay.2008.07.019
Caillère S, Henin S, Rautureau M (1989) Les argiles. Ed. Septima, Paris
El Ouohabi M (2013) Valorisation industrielle et artisanale des argiles du Maroc. Thèse. Doct. Univ. Liège, p 202
El Yakoubi N, Aberkan M, Ouadia M (2006) Potentialité d’utilisation d’argiles marocaines de Jbel Kharrou dans l’industrie céramique. J Crte. https://doi.org/10.1016/j.crte.2006.03.017
Pialy P (2009) Étude de quelques matériaux argileux du site de Lembo (Cameroun): minéralogie, comportement au frittage et analyse des propriétés d’élasticité. Thèse Doct. Univ, Limoges, p 130
Ngon Ngon GF, Lecomte Nana GL, Yongue Fouateu R, Lecomte G, Bilong P (2013) Physicochemical and mechanical characterization of ceramic materials obtained from a mixture of silica, feldspars and clay material of the Douala region, Central province of Cameroon. J Ad Ce Sci Eng 2(1):23–31
Tchounang KS, Wouatong ASL, Deutou JG, Yerima KPB, Njopwouo D (2016) Assessment of ceramic properties of fired clayed brick materials from Bamessing in Nord-West Cameroon. J Interceram 65:087–096
Tassongwa B, Nkoumbou C, Njoya D, NjoyaA TJL, Yvon J, Njopwouo D (2014) Geochemical and mineralogical characteristics of the Mayouon kaolin deposit, West Cameroun. J Earth Sci Res 3:94–107. https://doi.org/10.5539/esr.v3n1p94
Tsozué D, Nzeukou Nzeugang A, Mache JR, Loweh S, Fagel N (2017) Mineralogical, physico-chemical and technological characterization of clays from Maroua (Far-North, Cameroon) for use in ceramic bricks production. J Build Eng 11:17–24. https://doi.org/10.1016/j.jobe.2017.03.008
Kornmann M (2005) Matériaux de construction en terre cuite. Septima
Wouatong ASL, Ryuji K, Tchoua FM, Talla V, Njopwouo D (2005) Kaolinization of saprolite developed on panafrican granite of Batié district, West province of Cameroon. Clay Sci 13:7–18
Gale JG, Hoare PG (1991) The physical composition and analysis of regolith materials. Quaternary sediments: petrographic methods for the study of unlithified rocks. Belhaven Press, New York, pp 87–94
Cook HE, Johnson PD, Matti JC, Zemmels I (1995) Methods of sample preparation and X-ray diffraction in X-ray mineralogy laboratory. Deep Sea Drilling Project, University of California, Riverside. Contribution, pp 999–1007
Nzeukou NA, Fagel N, Njoya A, Kamgang BV, Medjo ER, Chinje MU (2013) Mineralogy and physico-chemical properties of alluvial clays from Sanaga valley (Center, Cameroon): suitability for ceramic application. J Appl Clay Sci 83:238–243. https://doi.org/10.1016/j.clay.2013.08.038
Bowen NL (1915) The later stages of the evolution of the igneous rocks. J Geol 23:1–91
Winkler HGF (1954) Bedeutung der korngrössenverteilung und des Mineralbestandes von Zonen für die Herstellung grobkeramischer Erzeugnise. Ber Dtsch Keram Ges 31:337–343
Wetshondo O (2012) Caractérisation et valorisation des matériaux argileux de la province de Kinshasa (RD Congo). Thèse. Doct, Univ. Limoges
Damle A (2008) Training on fire brick production and enterprise viability. Plots N°98, Lane 5, Natraj Society Karvenagar. Pune-411 052, India
Castelein O (2000) Influence de la vitesse du traitement thermique sur le comportement d’un kaolin: implication au frittage rapide. Thèse. Doct. Univ. Limoges, p 139
Bomeni IY, Wouatong ASL, Ngapgue F, Kamgang KV, Fagel N (2019) Mineralogical transformation and microstructure of the alluvial clays. J Sci Sint 51(2):57–70. https://doi.org/10.2298/SOS1901057Y
Elimbi A, Njopwouo D, Pialy P, Wandji R (2001) Propriétés des produits de cuisson de deux argiles kaolinitiques de l’ouest Cameroun. Sil Ind 66:121–125
Lemaitre J, Leonard AJ, Delmon B (1977) The sequence of phases in the 900–1050 °C transformation of metakaolinite. Proc Int Clay Conf 60:37–43
Kamseu E, Leonelli C, Boccaccini DN, Veronesi P, Miselli P, Pellacani G, Melo UC (2007) Characterization of porcelain compositions using two china clays from Cameroon. J Cer Int 33:851–857. https://doi.org/10.1016/j.ceramint.2006.01.025
Pardo F, Jordan MM, Montero MA (2018) Ceramic behaviour of clays in Central Chile. J Appl Clay Sci 157:158–164
Krafa T (2003) Frittage à basse température d’une argile kaolinitique du Burkina Faso: transformation thermiques et réorganisation structurale. Univ. Limoges /Fac Science et technique. Thèse de Doct., 190
Lambercy E (1993) Les matières premières céramiques et leurs transformations par le feu. Granite 1. Des dossiers argile. p 509
Monteiro NV, Vieira CMF (2002) Characterization of clays from Campos dos Goytacazes, North Rio De Janeiro State (Brazil). Tile Brick Int 18(03):152–157
Acknowledgements
The authors thank Professor Valentine KATTE YATO of the Department of Civil & Environmental Engineering, University of Namibia, to review the manuscript many times and after reviewer’s comments. Also thank to the laboratory of MIPROMALO Yaoundé for firing properties and physical analysis.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kieufack, G., Bomeni, I.Y., Ngapgue, F. et al. Potential use of alluvial clays from Monoun in ceramics by adding feldspar from Batie (West-Cameroon) as a fluxing agent. SN Appl. Sci. 3, 856 (2021). https://doi.org/10.1007/s42452-021-04837-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04837-5