
Abstract
The microstructure, mechanical properties, and phase stability of TiN+MWCNTs ceramic-based composite were studied. Ball milling and spark plasma sintering (SPS) techniques were adopted for synthesizing titanium nitride (TiN) composites containing 1, 3, and 5 wt. percent (wt. %) multiwalled carbon nanotubes (MWCNT). At a temperature of 1000 °C where the phase stability was investigated, the effects of MWCNT addition on thermal treatment and mechanical characteristics of the fabricated composites were explored. According to the results, the resultant effect of ball milling on the ad-milled powders and sintering at a temperature of 1800 °C played a critical role in the homogenous diffusion of MWCNTs into the TiN ceramic matrix. It was further noted that the addition of different wt. % of multiwalled carbon nanotube helped in stabilizing the FCC-crystal phases at this elevated temperature. A slight transformation was observed in the microstructures, as the core and the outer rim phases remained stable in their crystallographic orientation. The varying addition of MWCNTs retained the α-FCC phase both at the core and the outer rim phase during and after thermal exposure of 1000 °C for 3 h. The composite with 1wt. % MWCNT content exhibited the highest hardness of 40 GPa with a fracture toughness of 12.22 MPa m1/2, while the least hardness value of 12.5 GPa was recorded by the unreinforced TiN sample. The effect of mechanical alloying and thermal exposure of the ceramic composites significantly enhanced the strengthening and toughening of the composites.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The outstanding properties and the thermal behaviors such as strong electrical conductivity, exceptional high melting temperature, and good corrosion resistance of transition metal carbide and nitrides are very remarkable in ceramic composites. Research has shown the performance of titanium carbonitride (TiCN) as one of the unique ceramic composites with these properties. The utilization of complex carbonitride solid solutions, which incorporate both the nitride and carbide components in one single phase, is encouraged for increasing the characteristics of structural materials. Several investigations by researchers have proven that TiCN exhibits superior properties in comparison with TiN and TiC [1]. From the literature, titanium carbonitride has been documented as a ceramic-based composite with an alpha phase face-centered cubic structure that belongs to the Fm-3 m space group [2]. A substitutional process describes the TiCN structure, in which C and N atoms replace site occupancy of each other [3, 4]. As a result, determining the precise composition of TiCN is often difficult, due to the minor variations in the atomic scattering factors of carbon C and nitrogen N.
Among the globally recognized field-assisted sintering methods (FAST), spark plasma sintering happens to be the top on the list. This is due to its fast process of consolidation in most metals or non-metallic materials. The usual time allotted for sintering in spark plasma sintering machine is within 2 to 15 min in addition to soaking time. Nanostructured materials are generally made possible particularly on metals and ceramics using SPS, due to their high rate of consolidation according to several documented report by researchers [5,6,7,8,9,10,11,12,13]. The heating rate of within 100–600 °C/min, pressure of 100–200 Mpa, and 1–3 min of soaking time at optimum temperatures are some of the major sintering process. Using the aforementioned parameters in SPS has greatly contributed to relative density of about 95–98 % on the results obtained [14]. This is usually about 2–3% lower compare to the optimum temperature used for conventional sintering techniques, i.e., 150–200 °C lesser. Despite the usage of all these sintering parameters, research has proven that challenges do occur on parameters like loading pressure and heating rate on consolidation of various materials. Controlling the loading pressure and heating rate parameters in the spark plasma sintering machines have been the major process for improving the microstructure during densification process. Research has shown that different consolidations of nanocrystalline materials such as titanium nitride and aluminum nitride (AlN) were accomplished with the assistance of some phenomenological model known as rate controlled sintering RCS approach [14]. Contrarily, the fundamental benefits of spark plasma sintering are the consolidation of extremely high heating rate with pressure which enables the consolidation of materials without agglomeration [14,15,16,17,18].
The high melting point of TiCN makes the sintering of binderless TiCN feasible at temperatures above 2000 °C using different sintering techniques [4, 19,20,21]. Additive free TiCN ceramics composites, on the other hand, were manufactured at a lower sintering temperature and using unique sintering process such as spark plasma sintering (SPS). Angerer et al. [6] developed additive free nanostructure carbonitride titanium-based ceramics with a maximum densification of approximately 94 % at sintering temperature range of 1600–1800 °C, 30 MPa pressure, and a 1-min soaking time. Similarly Zgalat-Lozynskyy et al. [19] fabricated TiCN from nanopowders at 1400 1600 °C, and a densification of 98% was achieved, while the Vickers hardness and indentation fracture toughness of 22 GPa and 3.2 MPa m1/2, were respectively obtained. Spark plasma sintering technique was adopted for the fabrication of TiCN ceramics in a study by Liu et al. [22] at a sintering temperature 2200 °C and a pressure of 50 MPa. However, a densification and average grain size values of 96.43 % and 15 mm, respectively, were reported in the investigation of Ti (C0.9, N0.1) ceramics with a density of 98 %, grain size of 1.2 m, and Vickers hardness of 22 GPa which were sintered [23].
The solid solutions of carbides and nitrides of transition metals such as TiCNs are generally recognized for having some exceptional properties which include good oxidation, high hardness at high temperature, thermal conductivity, and wear/corrosion resistance. As a result, they are commonly used in the development of advanced engineering ceramic-based composites, which are widely adopted in high-tech sectors such as metalworking, electrical/electronic/automotive/refractory. They are also known to possess high specific strength, improved fatigue, and creep at extreme temperatures. Studies has shown that near-α high temperature titanium alloys have been widely employed in jet engines as compressor disks and blades according to research studies of [24,25,26,27]. Titanium nitride-based ceramic composite such as TiN, and TiN60 [28, 29], are considered to be among the most common high-temperature titanium nitride composites. Though the coarsening of brittle 2α-Ti3 Al precipitates [30,31,32], these composites tend to undergo embrittlement at room temperature after long-term heat exposure at high temperatures exceeding 600 °C. Furthermore, at temperatures exceeding 600 °C, the strength and oxidation resistance of these titanium alloys fall substantially [33,34,35], making them unsuitable to sustain the demand of long-term operation at high temperatures. As a result, new alloys with increased high-temperature stability and strength are required to fulfill the growing demands of high-performance aviation engines. The synthesis of TiN nanomaterials has been carried out using a variety of methods in recent years, including (1) nitridation of titanium metal or titanium dioxide (TiO2) with various nitrogen sources (nitrogen or ammonia) [36, 37], (2) reaction of titanium isopropoxide with anhydrous hydrazine [38], (3) reactive ball milling of titanium powders and urea at room temperature [39], and (4) two-step transition metal halide approach at relatively low temperatures of 400 °C. The direct nitridation of Ti/TiO2/TiCl4 precursor in an ammonia atmosphere is one of the most frequently reported methods for the synthesis of TiN nanostructures, but this approach is not environmentally friendly because it uses the hazardous and extremely corrosive ammonia as a nitrogen source [40].
Moreover, no clear study has been done on the impact of thermal exposure via X-ray diffraction on the spark plasma sintered titanium nitride milled with multiwalled carbon nanotubes and their resultant effect on microstructural properties and crystallographic phase. The aim of this study is to determine the thermal behavior and phase stability of spark plasma sintered binderless TiN + MWCNTs composites using X-ray diffraction at temperature of 1000 °C.
Experimental procedure
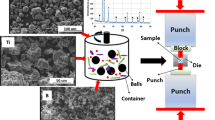
In this study, TiN powder with an average particle size and purity of 1.5 m and 99%, respectively, was used as the matrix, while MWCNT powder with an average particle size of 20 nm served as the reinforcement. The morphology of the powders is shown in Fig. 1. During milling, ethanol with a purity of 99.99%t was used as a process control agent to prevent cold welding between the milling balls and the powder.

SEM images of as-received a MWCNTs and b TiN matrix
High energy ball milling technique was adopted for milling the starting powders for a duration of 40 h, with different proportions of MWCNTS (1, 3, and 5wt. %) in a Retsch 400 PM milling machine. Because of the toughness and stiffness characteristics of MWCNTs, it was dispersed as the reinforcement within the TiN matrix. The quantity of each powder and the weight of balls in the tungsten carbide coated vials were calculated using ball to powder ratio of (8:1). The milling was done at a speed of 250 rpm. The chosen composition of the MWCNTs as reinforcement was in agreement with earlier study work [41, 42]. To minimize undesirable overheating within the milling vials, the high energy ball milling machine HEBM was automatically configured to rest for 10 min after 60 min of milling. At a fixed milling period of 40 h, the milled powders were set in operation in a vacuum extractor; each composition selected to form composites was collected and dried for 3 h at 80 °C. The powders were then deposited in the graphite die after being ad-milled. During the sintering process, a temperature of 1800 °C, a pressure of 50 MPa, heating rate of 100 mm/s a dwell time of 10 min, and total sintering time of 30 min were used. An optical pyrometer was placed near the graphite die’s surface to measure the temperature of the sintering process. Archimedes’ principle was used for the computation of the experimental density of the sintered compact, while the relative density was evaluated from both the theoretical and experimental density according to Eq. 1.
Microstructure and phase analysis
To investigate the existence of distinct constituent phases present in the composites, an X-ray diffractometer with model PW 1710 by Philip attached with copper target K as radiation with 40 kV and 40 mA was used. The raw data obtained by the X-ray diffractometry equipment was extracted and analyzed using X’Pert HighScore software, and the phases formed were analyzed accordingly. The average Vickers hardness and fracture toughness were assessed using a microhardness tester with a load of 1 kgf and a dwell time of 10 s, after three successful indentations were carried out on a FALCON 500 microhardness tester. The Palmquist equation [41] stated in Eq. (2 was programmed into the hardness tester to measure fracture toughness. According to [43, 44], each sintered composite had a fracture length otherwise known as the crack length of less than 2.27, which is within the Palmquist crack length of a/l less than 2.5. Niihara et al [45] used a Palmquist model equation to proffer solution to fracture toughness from Vickers microhardness values:
From equation (i) above, the terms used as KlC, Y, L, a, and C are, respectively, designated as fracture toughness, young modulus, load applied, the indentation half-length, and the crack length; the term Y used as young modulus can be derived using an estimated speed of an object placed in a longitudinal direction with shear waves. It can be tailored in the direction of ultrasonic pulse echo method while in Eq. ((ii) VL, Vs, and ρ are respective velocities used with apparent density in a longitudinal and shear wave direction. To achieve sample that devoid stress or scratch at the surface, the sintered samples were subjected to polishing using dispersion fume silica. Transmission electron microscopy by FEI Themis-Z Double-corrected 60–300 kV S/TEM at the University of Sydney nano-hub was used to determine the distribution of multiwalled carbon nanotube MWCNTs in TiN powder particles. A copper grid was swabbed inside the ultrasonicated fluid and then allowed to dry for one hour inside a vacuum chamber to create the sample powder for TEM. The powder was ultrasonicated for 30 min.
A Zeiss ULTRA PLUS scanning electron microscopy equipped with a Nordlys-Nano electron backscattered detector was used for SEM EBSD analyses. The EBSD findings were further processed using the Aztec program, which was connected to the Oxford instrument. A 70° angle was maintained during the EBSD measurement for tilt correction and strong dynamic focus in order to generate good quality EBSD scans. The EBSD-SEM images were taken at a voltage of 20 kV with a step size of 250 nm to guarantee the tiniest grain size for proper capturing.
Results and discussion
Phase and thermal analysis of milled powder
In order to determine the phase stability of the TiN-MWCNTs, the ad-milled powders were studied using XRD to evaluate the crystallographic phase change at a steady scanning rate until 1000 °C inside the X-ray diffractometer machine, and the findings are shown in Fig. 2. All milled powders showed a similar pattern of peak intensity with no additional peaks even at prolong thermal exposure of 1000 °C. These shows that no significant responses occurring to stimulate the emergence of new phases. The peaks were identified in the plots with different phases, all of which remain stable at α-FCC phase all through the thermal exposure period of 3 h. All the peaks are seen to exhibit similar phases and are in the same plane direction on standard X-ray diffractometer plots of TiN and MWCNTs, which further demonstrates the purity and uniformity of starting powders [27, 46].

XRD patterns of the milled powders
However, after milling TiN powder for 40 h, the peak intensity of the 5 wt. % MWCNTs rose from 1.4 × 103 counts per second to 3.45 × 103 counts per second, and the intensity peak lasted for hours, reaching 6.91 × 10 4 counts per second before dropping to 3.9 × 10 4 counts per s. Similar crystalline carbon nanotubes was reported by our previous investigation [47]. The results shows some uniformity in the angle of diffractions according to research output of Qin et al. (2018) [48].
From the experimented results, we also observed that the X-ray patterns were in accordance with as-received TiN matrix powder. It was observed that the sample with 5wt. % MWCNTs yielded higher peaks, and this could be attributed to increased quantity of the reinforcement, accompanied by the prolonged milling time. The narrow peak observed in this sample could be attributed to the characteristics of MWCNTs in the milled composite and true reflection of high crystallinity observed on the composite powders after milling. The sudden appearance of TiC60N40.C phase reflect the impact of prolong milling on the composite and the strong diffusion of MWCNTs in the composite after sintering. The traces of TiC60N40.C phase were however seen to be absent as the proportion of the reinforcement was reduced to 1wt. % MWCNTs and 3wt. % MWCNT, and this behavior could be as a result of carbide phase replacement by more dominant TiN phases. All the constituents’ elements contained in the TiN and MWCNTs were homogenously dispersed to form a composite with an intrinsic property of the powder production method by high energy ball milling HEBM which enhanced rapid solidification of the particles in all the powder samples. The patterns of diffraction shown in the sample containing 3wt. %MWCNTs and 5wt. % MWCNTs in Fig. 2 reflect peaks that are in accordance with FCC (α phase) otherwise known as the sodium chloride NaCl-type.
Phase analysis of the sintered samples
Figure 3 shows the crystallographic illustration of spark plasma sintered TiN reinforced with varying compositions of MWCNTs. All the peaks observed in all the composites sample have the same phases corresponding to FCC (α phase). The xrd plots reflect the influence of milling duration and prolonged exposure to heat on the phase identification of sintered compacts at different scanning rates. The X-ray diffraction pattern of all sintered compacts milled for 40 h at 1800 °C sintering temperature shows nearly identical peaks corresponding to the FCC-μ phase. This proves that TiN was totally absorbed during the formation of titanium carbonitride. The peaks of FCC-μ phases are all consistent and uniform along the same plane orientation. Peaks at plane [111] have almost reduced to barest minimum at a sintering temperature of 1800 °C. Furthermore, there are no evidence of residual graphite or titanium nitride in any of the sintered compacts’ X-ray diffraction patterns. There are no significant changes in the XRD patterns of all the sintered compacts, except sample containing composition 3wt. % MWCNTs and 5wt. % MWCNTs in Fig. 3. The two composites displayed some influence of carbon content derived from MWCNTs used. Moreover, there is no segregation of carbon observed as a single phase in the sintered sample. This could be an indication that the processing temperature or the thermal exposure observed on the sample is reasonable enough for proper enhancement of carbide precipitate of the powder used which is responsible for proper transformation into the core rim and outer rim phases in the overall composites. However, the selected period of milling and temperature of 1000 °C observed are good enough to re-dissolve the carbide to stabilize the TiC.TiC50N50, TiC45, TiN88.C, and TiC38N62 phases in the composites.

XRD patterns of the sintered composites
Morphology of the milled TiN + MWCNTs powders
The scanning electron microscope SEM and energy-dispersive spectroscopy EDS of the processed and milled TiN+MWCNTs powders are fully represented in Fig. 4. From the micrographs, the absence of homogeneity in the dispersion of MWCNTs within the TiN matrix is evident, and this results into different geometries of particle sizes. Due to prolonged exposure of titanium nitride powders in the milling vials for 40 h before subjecting the sample to vacuum dryer, the powder particle size and shape were not homogenous after 1 h in the vacuum dryer at 80 °C. However, the images in Fig. 4 show some clear demonstration of powder clustering with some appearance of elemental distribution of EDS spectroscopy analysis of various elements such as titanium (Ti), carbon (C), and nitrogen (N) distribution in the microstructure. From the analysis, it was affirmed that the final powdered composites are full of TiCN phases.

SEM images and EDS of TiN powders milled with a 1wt. % MWCNTs, b 3wt. % MWCNTs, and c 5wt. % MWCNTs
Transmission electron microscopy
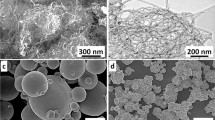
Figure 5 shows the TEM bright field images and associated electron diffraction rings of TiN+MWCNTs composites, in order to better observe the particle distributions in the microstructure. The prolonged exposure of the composite powders to mechanical alloying shows an indication of particles with typical nanoscale sizes distributed evenly in the matrix. This is a sign that high energy ball milling exerted on the powder has reduced the particle to nano size as revealed in the TEM structure of the composites. The electron diffraction patterns of (a) 1wt. % MWCNTs, (b) 3wt. % MWCNTs, and (c) 5wt. % MWCNTs all in TiN matrix reveal a real representative of FCC-phase with zone axes [110], [010], [220], and [221] accordingly. This is based on the plane orientation displayed on the TEM structures [220] and accordingly [221]. The entire surface area of the sample could not be captured due to the larger surface area. The majority of the particles fall within 200 nm nano range in size, while the uncovered area fall within the micron size which is invisible for TEM scanning.

TEM images of milled a 1wt. % MWCNTs, b 3wt. % MWCNTs, and c 5wt. % MWCNTs all in TiN matrix
A non-isothermal annealing process, where the higher the heating rate, the slower the increase of the particle size, can be used to explain the thermal history the particles went through during the heating and milling process. In addition to the exothermic reaction between Ti powder and other elemental compositions such as C and N, the Ti content heated up quite quickly compared to other elemental compositions.
Further investigations show that the interior section or the internal structure of the milled titanium carbonitride powder is uniformly distributed round the matrix. Transmission electron microscope with high resolution was used, and the final result of the internal structure is fully represented in Fig. 6 as sample with the highest mechanical properties. There was the presence of faced centered cubic crystals of titanium carbonitride due to the appearance of lattice orientation of nano-sized particles. The inter-planar d-spacing of the structure reveals some homogenous mixture in the lattice space. The plane orientation [111] was observed in the milled powder which was in accordance to Qin et al. [49]. We also observed diffraction patterns of [111], [100], and [220] on the synthesized powders after subjecting it to special area diffraction spectrum (SAED) on the TEM structure of sample containing 5wt. % MWCNTs. The appearance of dots on the SAED could be attributed to crystal cubic structure of TiCN powders. The spectrum of titanium carbonitride powder consist of Ti, C, and N only which was in good conformity with the SEM and EDS analysis in Fig. 4a and b. There is no observable reaction or contamination with other unwanted elements or metallic ions found in the microstructures.

Secondary electron mode of the scanning electron microscope of sintered TiN reinforced with a 1wt. % MWCNTs, b 3wt. % MWCNTs, and c 5wt. % MWCNTs
Morphology of the sintered compacts
From the microstructure displayed in Fig. 6, there is good diffusion of MWCNTs at varying weight percent of 1wt. % MWCNT and 3wt. % MWCNTs in titanium nitride ceramic matrix. The microstructures exhibit three distinct phases such as the area surrounded with black particles of MWCNTs symbolizing the carbon content of TiCN composite, the gray interphase and the light dominated portion of the micrographs, the bright area could be linked to the titanium concentrated area of the composite structure. This bright phase is found in between the titanium nitride ceramic phase and the multiwalled carbon nanotube. The formation of this interphase is based on the mechanism of dissolution precipitate of the titanium nitride phase during sintering process, knowing fully well that densification occurs mainly at the liquid-phase region during sintering process. The heating section begins at the initial stage of sintering cycle, followed by the diffusion of MWCNTs reinforcement into TiN matrix to form a uniform solid composites phase before complete solidification takes place at the final stage. The carbide portion dissolves completely and precipitates in the ceramic matrix to form solid titanium nitride + MWCNTs composites. The microstructure containing 1wt. % MWCNTs has homogenous structure, and the bright carbide is found surrounding the titanium carbonitride grains in the composite containing 3wt. %MWCNTs and 5wt. %MWCNTs.
The morphologies of sintered compacts with porous surface layers are found more in Fig. 6c compared to Fig. 6b and a. The directions of the porous portions in the micrograph are shown in the micrographs. The microstructures displayed in Fig. 6c and b show that the major porosity was observed at the composite reinforced with 1wt. % MWCNTs and 5wt. % MWCNTs, while the reinforcement was found distributed uniformly in the entire microstructures. The three SEM images of the sintered compacts in Fig. 6 have demonstrate that all compacted composites exhibit two unique characteristics which are the region dominated with TiCN phases and TiN phases. All the micrographs sintered at 1800 °C had micro-pores. The proportion volume of pores in all micrographs rises when the percentage composition of graphite in the TiN matrix increases as seen Fig. 6. This is consistent with the sintered composites’ relative density of 92%, 96%, and 98%, respectively. Furthermore, white particles can be seen in the composite reinforced with 3wt. % and 5wt. % MWCNTs as shown in Fig. 6, which is the result of the new phases such as TiN88.C, TiC45N55, TiC, and TiC38N62 observed in the XRD plots of the sintered compacts in Fig. 3.
Energy backscattered diffraction analysis
Figure 7 shows the EBSD images of the sintered samples (with their respective poles). The EBSD and the scanning electron micrographs show clearly the dual phase structures obtained in the composite. The EBSD image shows the true reflection of EBSD Euler angle discontinuous spot binderless morphology and texture components of EBSD skeletal joint section of ceramic composite. From the microstructure, it was observed that the sample with three distinct and similar crystal structures and lattice parameters such as the core, inner, and the outer rim phases. Despite the thermal exposure of the powder samples and the sintering temperature, there is virtually no significant change noticed on the morphology of primary α phase. The sample shows some small particles of titanium carbonitride which were undetectable black spots in the micrograph due to resolution limit of the EBSD detector. The EBSD images also indicate the portion of hard phase with their specific orientation distribution. The obtained results were in accordance with previous investigation on mechanical properties of binderless titanium TiN+MWCNTs/composites. Due to high index and tilt angle of 70°, the EBSD detector was unable to capture the actual indexing to nano size particles of binderless TICN. As shown in the pole figure displayed on the EBSD image, there is a clear indication of FCC-α phase along the same plane orientation of [111], [011], and [101]. The grain size of samples reinforced with 1wt. % and 3wt. % MWCNTs was of larger size compared to 5wt. % MWCNTs.

The EBSD images of a TiN + 1wt. % MWCNTs, b TiN + 3wt. % MWCNTs, and c TiN + 5wt. % MWCNTs composites
Fractographic illustration of titanium nitride reinforced MWCNTs
The fractographic description of sintered TiN reinforced with varying composition of multiwalled carbon nanotubes are presented in Fig. 8. Mixed mode of failure was noticed after static fracture mechanism was observed on all the three samples. The samples exhibit the characteristic property of ductile failures all through the entire surface of the sintered compacts. The three samples are mainly characterized by deep and large size dimples across the micrographs even at high magnifications. In this context, we observed that the fractured zone is substantially greater in the sample reinforced with 1wt. % MWCNTs and 3wt. % MWCNTs than 5wt. % MWCNTs. This could be attributed to larger grain size observed in the micrographs presented in Fig. 8a and b. However, several decohesions at grain boundaries easily conjoined with triple point grain boundaries in Fig. 8c. The volume and diameter of the dimple surface increase in Fig. 8a and b compared to sample reinforced with 5wt. % MWCNTs in Fig. 8c. During sintering, the formation of brittle carbide on the sample reinforced with 5wt. % MWCNTs could give rise to potential cracks propagation routes.

The fractured images of sintered a TiN + 1wt. % MWCNTs, b TiN + 3wt. % MWCNTs, and c TiN + 5wt. % MWCNTs composites
Mechanical properties
Sintered compacts’ Vicker hardness, fracture toughness, and relative density
Figures 9, 10, and 11 show that the microhardness, fracture toughness, and relative density of the titanium nitride matrix reinforced with MWCNTs are all fully represented. All the samples were sintered at the same temperature of 1800 °C, at the same pressure of 50 MPa, and for the same length of time. All titanium carbonitride composites made from a mixture of MWCNTS have similar tendencies in their mechanical properties. Due to perfect MWCNTs reinforcement particle distribution within the sintered compacts, all of the composites exhibit high relative densities of 98%, 96%, 92%, and 89%. The maximum hardness values recorded for the TiCN composite with 5 weight percent MWCNTs, which is 40 GPa, against 36 GPa for 1 weight percent MWCNTs. The uniform distribution of fine grains at the interface of the reinforcement and matrix may be responsible for this behavior.

The relative density values of sintered TiN matrix and TiN reinforced with a 1wt. % MWCNTs, b 3wt. % MWCNTs, and c 5wt. % MWCNTs

The relative density and Vickers hardness of sintered TiN matrix and TiN reinforced with a 1wt. % MWCNTs, b 3wt. % MWCNTs, and c 5wt. % MWCNTs

The fracture toughness of sintered TiN matrix and TiN reinforced with a 1wt. % MWCNTs, b 3wt. % MWCNTs, and c 5wt. % MWCNTs
The relationship among the fracture toughness, Vickers hardness, and relative density of the sintered samples as presented in Figs. 9, 10, and 11 confirms that as the reinforcement increases, it leads to improvement in the mechanical properties of the composites. According to recent investigation documented by Mekgwe et al. (2022) [50], relative density calculation of any sintered compacts provides a thorough reflection on the degree of residual porosity induced on the sample during the milling and sintering processes. The 98 % relative density obtained on sample with composition containing 5wt. % MWCNTs show that the sample has attained full densification and this reflects in its fracture toughness value of 12.22 MPa m1/2. All the reactions at sintering stage were favorable to the sintered samples without any changes in the compositional phases. The presence of MWCNTs in the proportion of 5wt. % does not create any strange transformation in the composite. However, the density of 1wt. % MWCNTs and 3wt. % MWCNTs increases with increase in carbide content but not as fully dense as the 5wt. %MWCNTs. The improvement observed in the relative density shows that there is sufficient precipitation of carbide in the composite during sintering.
Conclusion
In this study, spark plasma sintering was adopted for consolidation of ad-milled TiN and MWCNTs, and the fabricated compacts were subjected to microstructural and mechanical characterization. The following conclusions were drawn from the investigation.
-
(i)
Spark plasma sintering was used to synthesize TiN ceramics with 1wt. %, 3wt. %, and 5wt. % MWCNTs. EBSD/SEM and TEM were used to examine the morphology of the sintered compacts. All the carbonitride grain size distribution and their orientations were clearly represented in the EBSD images as hard phase grains.
-
(ii)
The overall microhardness of the samples increased significantly as the percentage MWCNTs reinforcement increase in the TiN matrix. The trends of microhardness values are as follows TiN matrix as 12.5 GPa, 1wt. % MWCNTs as 22 GPa, 3wt. % MWCNTs as 36 GPa, and 40 GPa for 5wt. % MWCNTs in TiN, respectively. Enhanced relative density observed in the manuscript is mainly dependent on the precipitation of new phases such as TiC, TiC50N50, TiC45, TiN88.C, TiC45N45, and TiC38N62 in the composites.
-
(iii)
The prolonged milling time significantly contributed to improvement observed in the relative density of the sintered compacts.
-
(iv)
Enhanced microhardness property and relative density are dependent on the precipitation of new phases such as TiC, TiC50N50, TiC45, TiN88.C, TiC45N45, and TiC38N62 in the composites.
-
(v)
The formation of TiC45 carbides the grain boundaries can degrade the mechanical properties of the composites if not properly managed.
The FCC-α phases formed at a thermal exposure of 1000 °C were stable in all the composites.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Dey, U., Mitra, N., Taraphder, A.: Body centered phase of Cu at high temperature and pressure. arXiv preprint arXiv:1808.08860 (2018)
Bardziński, P.J.: Towards novel in-situ composites: MAB nanolaminate-reinforced FCI quasicrystal in multi-phase aluminum alloys. J. Alloys. Compd. 871, 159511 (2021)
Chen, L., Lengauer, W., Dreyer, K.: Advances in modern nitrogen-containing hardmetals and cermets. Int. J. Refract. Met. Hard. Mater. 18(2-3), 153–161 (2000)
Levi, G., Kaplan, W.D., Bamberger, M.: Structure refinement of titanium carbonitride (TiCN). Mater. Lett. 35(5-6), 344–350 (1998)
Nygren, M., Shen, Z.: On the preparation of bio-, nano-and structural ceramics and composites by spark plasma sintering. Solid State Sci. 5(1), 125–131 (2003)
Angerer, P., Yu, L., Khor, K.A., Korb, G., Zalite, I.: Spark-plasma-sintering (SPS) of nanostructured titanium carbonitride powders. J. Eur. Ceram. Soc. 25(11), 1919–1927 (2005)
Groza, J.R., Zavaliangos, A.: Sintering activation by external electrical field. Mater. Sci. Eng. A. 287(2), 171–177 (2000)
Liu, W., Naka, M.: In situ joining of dissimilar nanocrystalline materials by spark plasma sintering. Scr. Mater. 48(9), 1225–1230 (2003)
Zamula, M., Derevyanko, A., Kolesnichenko, V., Samelyuk, A., Zgalat-Lozinskii, O., Ragulya, A.: Electric-discharge sintering of TiN-AlN nanocomposites. Powder Metall. Met. Ceram. 46(7), 325–331 (2007)
Munir, Z., Anselmi-Tamburini, U., Ohyanagi, M.: The effect of electric field and pressure on the synthesis and consolidation of materials: a review of the spark plasma sintering method. J. Mater. Sci. 41(3), 763–777 (2006)
Palmour, H., Johnson, D.R.: Phenomenological model for rate-controlled sintering. North Carolina State University (1965)
Ragulya, A., Skorokhod, V.: Rate-controlled sintering of ultrafine nickel powder. Nanostruct. Mater. 5(7–8), 835–843 (1995)
Polotai, A.V., Fujii, I., Shay, D.P., Yang, G.Y., Dickey, E.C., Randall, C.A.: Effect of heating rates during sintering on the electrical properties of ultra-thin Ni–BaTiO3 multilayer ceramic capacitors. J. Am. Ceram. Soc. 91(8), 2540–2544 (2008)
Grasso, S., Sakka, Y., Maizza, G.: Pressure effects on temperature distribution during spark plasma sintering with graphite sample. Mater. Trans. 50(8), 2111–2114 (2009)
Deng, S., Yuan, T., Li, R., Zeng, F., Liu, G., Zhou, X.: Spark plasma sintering of pure tungsten powder: densification kinetics and grain growth. Powder Technol. 310, 264–271 (2017)
Deng, J., Braun, M., Gudowska, I.: Properties of TiCN coatings prepared by magnetron sputtering. J. Vac. Sci. Technol. 12(3), 733–736 (1994)
Mencin, P., Van Tyne, C., Levy, B.: A method for measuring the hardness of the surface layer on hot forging dies using a nanoindenter. J. Mater. Eng. Perform. 18(8), 1067–1072 (2009)
Shankar, E., Prabu, S.B.: Microstructure and mechanical properties of Ti (C, N) based cermets reinforced with different ceramic particles processed by spark plasma sintering. Ceram. Int. 43(14), 10817–10823 (2017)
Zgalat-Lozynskyy, O., Herrmann, M., Ragulya, A.: Spark plasma sintering of TiCN nanopowders in non-linear heating and loading regimes. J. Eur. Ceram. Soc. 31(5), 809–813 (2011)
Ji, W., Zou, B., Zhang, S., Xing, H., Yun, H., Wang, Y.: Design and fabrication of gradient cermet composite cutting tool, and its cutting performance. J. Alloys Compd. 732, 25–31 (2018)
Chicardi, E., Gotor Martinez, F.J.: Effects of boron addition on the microstructure and mechanical properties of (Ti, Ta) (C, N)-co based cermets. Metals. 9(7), 787 (2019)
Liu, G., Li, R., Yuan, T., Zhang, M., Zeng, F.: Spark plasma sintering of pure TiCN: densification mechanism, grain growth and mechanical properties. Int. J. Refract. Met. Hard Mater. 66, 68–75 (2017)
Akinribide, O.J., Mekgwe, G.N., Obadele, B.A., Ajibola, O.O., Akinwamide, S.O., Olubambi, P.A.: Microstructural and phase evolution of spark plasma sintering of graphitized Ti (C0. 9N0. 1) composites. Int. J. Refract. Met. Hard Mater. 78, 164–169 (2019)
Boyer, R.R.: An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A. 213(1-2), 103–114 (1996)
Zhan, M., Gao, P.: Power spinning of metallic materials for producing axisymmetric hollow parts and structures. In: Encyclopedia of Materials: Metals and Alloys, vol. 4, pp. 214–231. Elsevier (2022)
Tabie, V.M., Li, C., Saifu, W., Li, J., Xu, X.: Mechanical properties of near alpha titanium alloys for high-temperature applications-a review. Aircr. Eng. Aerosp. Techno. 92(4), 521–540 (2020)
Cooper, D., Blundell, N., Maggs, S., Gibbons, G.: Additive layer manufacture of Inconel 625 metal matrix composites, reinforcement material evaluation. J. Mater. Process. Technol. 213(12), 2191–2200 (2013)
Zhang, Z., et al.: Precipitation behavior and strengthening-toughening mechanism of hot rolled sheet of Ti65 titanium alloy during aging process. J. Alloys Compd. 831, 154786 (2020)
Sachdev, A.K., Kulkarni, K., Fang, Z.Z., Yang, R., Girshov, V.: Titanium for automotive applications: challenges and opportunities in materials and processing. Jom. 64(5), 553–565 (2012)
Gogia, A.: High-temperature titanium alloys. Def. Sci. J. 55(2), 149–173 (2005)
Xu, Y., Fu, Y., Li, J., Xiao, W., Zhao, X., Ma, C.: Effects of tungsten addition on the microstructural stability and properties of Ti-6.5 Al-2Sn-4Hf-2Nb-based high temperature titanium alloys. J. Mater. Sci. Technol. 93, 147–156 (2021)
Li, J., Cai, J., Xu, Y., Xiao, W., Huang, X., Ma, C.: Influences of thermal exposure on the microstructural evolution and subsequent mechanical properties of a near-α high temperature titanium alloy. Mater. Sci. Eng. A. 774, 138934 (2020)
Jiang, B., et al.: Design of near-α Ti alloys via a cluster formula approach and their high-temperature oxidation resistance. J. Mater. Sci. Technol. 35(6), 1008–1016 (2019)
Dai, J., Zhu, J., Chen, C., Weng, F.: High temperature oxidation behavior and research status of modifications on improving high temperature oxidation resistance of titanium alloys and titanium aluminides: a review. J. Alloys Compd. 685, 784–798 (2016)
Ebach-Stahl, A., Eilers, C., Laska, N., Braun, R.: Cyclic oxidation behaviour of the titanium alloys Ti-6242 and Ti-17 with Ti–Al–Cr–Y coatings at 600 and 700 C in air. Surf. Coat. Technol. 223, 24–31 (2013)
Canillas, M., Moreno, B., Carballo-Vila, M., Jurado, J., Chinarro, E.: Bulk Ti nitride prepared from rutile TiO2 for its application as stimulation electrode in neuroscience. Mater. Sci. Eng. C. 96, 295–301 (2019)
Chen, Y., Calka, A., Williams, J., Ninham, B.: Nitriding reactions of Ti□ Al system induced by ball milling in ammonia gas. Mater. Sci. Eng. A. 187(1), 51–55 (1994)
Kim, I.S., Kumta, P.N.: Hydrazide sol–gel synthesis of nanostructured titanium nitride: precursor chemistry and phase evolution. J. Mater. Chem. 13(8), 2028–2035 (2003)
Sun, J., Wang, M., Zhao, Y., Li, X., Liang, B.: Synthesis of titanium nitride powders by reactive ball milling of titanium and urea. J. Alloys Compd. 482(1-2), L29–L31 (2009)
Choi, D., Kumta, P.N.: Synthesis of nanostructured TiN using a two-step transition metal halide approach. J. Am. Ceram. Soc. 88(8), 2030–2035 (2005)
Mekgwe, G.N., Akinribide, O.J., Akinwamide, S.O., Olubambi, P.A.: Fabrication of graphite reinforced TiCxNy by spark plasma sintering technique: a comparative assessment of microstructural integrity and nanoindentation properties. Vacuum. 187, 110144 (2021)
Shyu, R., Ho, C.: In situ reacted titanium carbide-reinforced aluminum alloys composite. J. Mater. Process. Technol. 171(3), 411–416 (2006)
Akinribide, O., et al.: Sintering of binderless TiN and TiCN-based cermet for toughness applications: processing techniques and mechanical properties: a review. Ceram. Int. 45(17), 21077–21090 (2019)
Mao, X., Huo, X., Sun, X., Chai, Y.: Strengthening mechanisms of a new 700 MPa hot rolled Ti-microalloyed steel produced by compact strip production. J. Mater. Process. Technol. 210(12), 1660–1666 (2010)
Niihara, K., Morena, R., Hasselman, D.: Evaluation ofK Ic of brittle solids by the indentation method with low crack-to-indent ratios. J. Mater. Sci. Lett. 1(1), 13–16 (1982)
Akinribide, O.J., et al.: Microstructural characterization and mechanical behaviours of TiN-graphite composites fabricated by spark plasma sintering. Int. J. Refract. Met. Hard. Mater. 91, 105253 (2020)
Akinribide, O., et al.: Mechano-chemical synthesis and characterization of Ti (C, N)-powder from TiN-MWCNTs/graphite. Part. Sci. Technol. 38(8), 952–962 (2020)
Chen, Y., Hwang, T., Marsh, M., Williams, J.: Mechanically activated carbothermic reduction of ilmenite. Metall. Mater. Trans. A. 28(5), 1115–1121 (1997)
Qin, Y., et al.: Structure and wear characteristics of TiCN nanocomposite coatings fabricated by reactive plasma spraying. Surf. Coat. Technol. 342, 137–145 (2018)
Mekgwe, G.N., Akinwamide, S.O., Akinribide, O.J., Olubambi, P.A.: Insight into tribological and corrosion behaviour of binderless TiCxNy ceramic composites processed via pulsed electric current sintering technique. Ceram. Int. 48(17), 24793–24802 (2022)
Acknowledgements
The authors are appreciative for the University Research Committee (URC) and National Research Foundation (NRF) for their unflinching financial support as well as the intervention of the University of Johannesburg’s center for Nanomechanics and Tribocorrosion in providing a suitable research environment.
Funding
Open access funding provided by University of Johannesburg.
Author information
Authors and Affiliations
Contributions
Ojo Jeremiah Akinribide and Samuel Olukayode Akinwamide contributed to the conception of this study and made outstanding contribution to milling sintering experiments and data analysis. Peter Apata Olubambi has done some work in EBSD and SEM analysis and some data recording work.
Corresponding author
Ethics declarations
Ethical approval
This research mainly focuses on the field of synthesis and characterization. No animal or human biological experiments were involved. So, the ethical approval was not required for this research.
Consent to participate
This manuscript is approved by all authors for publication. I would like to declare on behalf of my co-authors that the work described was original research that has not been published previously, and not under consideration for publication elsewhere, in whole or in part.
Consent for publication
Not applicable
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Akinribide, O.J., Akinwamide, S.O. & Olubambi, P.A. Morphological analysis and high-temperature phase stability of spark plasma sintered TiN-MWCNTs ceramic composite. J Aust Ceram Soc 59, 521–532 (2023). https://doi.org/10.1007/s41779-023-00847-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41779-023-00847-1