
Abstract
Copper contamination has a negative effect on the tensile properties of certain stainless steel grades due to a weakening of grain boundaries via liquid metal embrittlement. This is especially problematic given current trends in laser powder bed fusion (L-PBF) that elevate contamination risks, such as multi-material processing or the use of recycled materials. As such, it is critical to establish composition limits for use in standard specifications. This study investigates the changes in tensile properties and cracking behavior in stainless steel alloy 316L contaminated with copper alloy CuCr1Zr at concentrations of 0–10 particle percent (pt.%) in horizontal, diagonal, and vertical build orientations. It is found that microcracks are already present at 1 pt.% Cu alloy and increase in density with contamination. The cracks are generally vertically oriented along columnar grain boundaries and are associated with high local Cu content, thus exacerbating the anisotropy of the as-built material. The contamination decreases the elastic modulus, yield strength (YS), ultimate tensile strength (UTS), and uniform elongation, eventually transitioning from ductile to brittle fracture modes. The build orientation relative to the tensile loading axis is shown to be a critical design parameter due to the preferential crack initiation and growth direction. The fracture surfaces at 10 pt.% contamination show regularly spaced, smooth brick-like cleavage patterns that correspond to the columnar grain dimensions. Even so, the measured YS and UTS exceeded the ASTM F3184-16 standard for CuCr1Zr contaminations up to 5 pt.%. As a conservative limit, it is proposed that a maximum content of 1 wt% Cu be specified for L-PBF SS316L.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser powder bed fusion (L-PBF) enables the production of complex parts with integrated functional structures and high feature resolution. There are many examples of parts that leverage the design freedom afforded by L-PBF to minimize weight, increase operating efficiency, and to decrease material waste and costs during production [1]. The vast majority of these parts are manufactured from a single material, and as such are subject to design trade-offs with respect to their inherent material properties [2].
To overcome these limitations, various approaches have been taken to process functionally graded or composite materials with L-PBF, as reviewed in [3, 4]. If successful, these approaches would enable the production of structures with locally optimized material properties to achieve multiple objectives. For example, strength- and weight-optimized heat exchangers must balance the efficient transfer of heat with high corrosion resistance and structural soundness. As such, a composite structure composed of copper alloy CuCr1Zr (CW106, 2.1293) and stainless steel 316L (1.4404) may suit these respective requirements.
A variety of techniques and mechanisms have been developed to selectively deposit multiple materials within a powder bed [5]. Common to all of these techniques is the probable mixing of the materials due to the deposition sequence, imperfect alignment of the deposition axes, the dragging and tumbling of powder, and melt pool fluid flow. This mixing will occur in both the scanning and vertical planes and will be heavily concentrated at the material interfaces.
In addition, the unfused powder following any multi-material process will be contaminated to some extent, which may preclude its reuse. Despite the variety of separation techniques that have been proposed and demonstrated [6, 7], some level of contamination will remain. This includes whole, unmelted particles of the contaminant alloy, as well as spatter particles that contain the foreign material and remain in the powder after sieving. As recycling and reuse of powder are likely precursors to economical production, it would be practical to establish limits on the allowable contamination levels for different material combinations [8]. While their work pertained to recycling in general, the need is even greater for the reuse of powders in L-PBF. In a similar vein, manufacturers who process different materials within the same machine may face contamination issues despite thorough cleaning.
Material mixing can have profound negative effects on the microstructure and the resulting structural properties of the part [4]. In particular, certain material combinations will produce brittle intermetallics due to in-situ alloying. Liquid metal embrittlement (LME) is another well-known phenomenon that occurs in various circumstances; in general when the metal combination has very limited mutual solubility and no intermetallic compounds [8, 9]. The L-PBF process creates conditions that promote LME, such as rapid solidification with material segregation that trap pockets of the lower temperature-solidification material inside of the higher temperature material. High tensile stresses act to pull grains apart, facilitating the penetration of the liquid metal. Thermodynamically, it is favorable to replace a grain boundary with two solid–liquid interfaces when the grain boundary energy is greater than twice the solid–liquid interfacial energy, and thus, penetration of liquid metal may occur even in the absence of tensile stresses. Microscopic cracks form as a result of the weakened grain boundaries in the higher temperature material and material shrinkage in the lower temperature material. Other differences in material properties (e.g., coefficient of thermal expansion, thermal conduction, miscibility, liquidus–solidus temperatures, and laser absorptivity) can result in process instabilities and defects during L-PBF [10].
Horn et al. presented a series of studies on CuCr1Zr powder contamination in L-PBF on tensile and microstructural properties with AlSi10Mg [11, 12], nickel-based alloy 2.4668 [13], and maraging steel 1.2709 [14]. However, no similar study has been presented on the effects of CuCr1Zr on SS316L. In contrast to the maraging steel that was studied in [14], SS316L features superior corrosion resistance due to its high chromium content, but at the expense of lower strength due to reduced precipitation forming elements nickel, cobalt, and molybdenum. As the chemistry of the steels are fundamentally different, it is unclear whether SS316L will crack to the same extent and at the same concentrations as the maraging steel.
It is well known that copper contamination significantly weakens steel due to intergranular crack formation via LME [9]. This was observed in the L-PBF process during Horn et al.’s CuCr1Zr-maraging steel contamination study [14], Bai et al.’s C52400-SS316L multi-material study [15], and in previously documented multi-material CuCr1Zr–SS316L results [4]. However, evaluation of the extent of the cracking and the establishment of tolerable contamination levels for the CuCr1Zr–SS316L material combination has yet to be done. Such information may be used to update the ASTM F3184-16 standard specification for L-PBF SS316L [16], which currently does not set limits on copper content.
This study investigates the effects of CuCr1Zr contamination on the tensile and microstructural properties of SS316L. In particular, the modulus of elasticity, yield strength, ultimate tensile strength, and uniform elongation are experimentally quantified with respect to the contamination level and orientation with respect to the build plane. Energy-dispersive X-ray spectrometry is used to quantify global and local changes in the elemental composition of the fabricated specimens. Optical microscopy is used to quantify porosity, while scanning electron microscopy is used to examine cracks and the fracture surfaces of the tensile specimens. Electron backscatter diffraction is used to evaluate grain size, confirm crystallographic orientation, and to evaluate texture. The obtained results are used to suggest a limit for the acceptable contamination level of CuCr1Zr in SS316L for L-PBF processing.
2 Methods
2.1 Powder feedstock
Virgin powder feedstocks of gas atomized SS316L and CuCr1Zr were sourced from separate suppliers. The results from their sieve analysis and chemical composition analysis are reported in Tables 1 and 2, respectively. Batches of SS316L powder were contaminated with CuCr1Zr at four levels computed in particle percent (pt.%): 0 pt.% (uncontaminated), 1 pt.%, 5 pt.%, and 10 pt.%. Particle percentage was used rather than weight percentage (wt%) to account for the relative density of the two powdered materials. Conversion between weight and particle percentage can be made using Eq. (1), as derived by Horn et al. [14]
where \(\rho\) is the solid density of the material and \(d_{50}\) is the 50th percentile (i.e., median) particle diameter. For reference, the corresponding contamination levels in weight percent were 0%, 0.68%, 3.46%, and 7.03%.
Each build required a starting powder mass of 8.5 kg. After manufacturing the uncontaminated samples, the powder was passed through a shaker sieve (Retsch AS 200) with a 65 \(\mathrm \mu\)m screen and weighed on a scale (OHAUS Ranger 4000). The required amount of copper alloy powder was calculated and added to the sieved steel powder. To compensate for the consumed powder, a batch of virgin SS316L was contaminated with the corresponding amount of copper alloy powder and added to the mix. The powder was then briefly tumbled by hand and then shaken through the sieve again to thoroughly mix. This process was repeated with each subsequent reuse to produce each contamination level.
2.2 Specimen manufacture
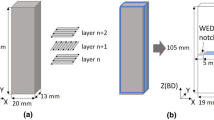
For each contamination level, six prismatic \(85\times 10\times 4\)-mm tensile specimen blanks were printed in each of three orientations relative to the build axis plane: vertical (\(0^{\circ }\)), tilted (\(45^{\circ }\)), and horizontal (\(90^{\circ }\)) (Fig. 1a). Open, single-vector support structures were added to the tilted samples to prevent excessive distortion. Four 10-mm cubes were also printed for microstructural analysis. The parts were rotated \(10^{\circ }\) about the vertical axis of the build plate to avoid concurrent recoater interactions.

a As-printed uncontaminated tensile specimen blanks and bulk cubes shown on the build plate. Supports were added to the tilted specimens. b The dimensions of the blanks before machining to their final dimensions (c). d The as-printed SS316L bulk cubes with (L-R) 0 pt.%, 1 pt.%, 5 pt.%, and 10 pt.% CuCr1Zr contamination
The specimens were manufactured on a Sisma MySint 100 (Sisma SpA) with a 1061 nm Nd:YAG fiber laser on an SS316L build plate. A silicone recoater blade was used and the chamber was inertized with argon to maintain oxygen concentrations below 60 ppm. The machine manufacturer’s default parameters for SS316L were used throughout (Table 3).
The specimens were separated from the build plate by electrical discharge machining without undergoing heat treatment. They were milled into their final geometry based on the ASTM E8M specification for subsized flat rectangular specimens [17] (Fig. 1b and c). To account for the variability in the final dimensions in the stress calculations, each specimen’s cross-section was measured at three different points along the gauge length and the mean value was used.
2.3 Tensile testing
Tensile testing was performed at room temperature using a ZwickRoell ZMART.PRO machine with a 50 kN load capacity and a load cell. A contact extensometer was used to measure elongation within the gauge length (\(L_0 = 30\) mm) and a strain rate of 0.048 \(\textrm{min}^{-1}\) was applied. Concurrent force and displacement measurements were made until fracture occurred.
The modulus of elasticity (E), yield strength (YS), ultimate tensile strength (UTS), and uniform elongation (A) were computed from the stress and strain data using custom MATLAB scripts (MATLAB R2021b, The MathWorks) based on ASTM E111-17 [18] and the definitions of ASTM E6-23a [19]. The total elongation was not reported, since many of the specimens fractured outside of the extensometer clamps.
2.4 Microstructural characterization
Sample cross-sections were prepared for metallographic observations following standard grinding and polishing procedures, down to 0.04 \(\upmu\)m colloidal silica suspension. Scanning electron microscopy (SEM) observations were conducted with back-scattered electron (BSE) and secondary electron (SE) imaging on a Zeiss EVO10 microscope equipped with an X-max detector (Oxford Instruments) for chemical analyses by energy-dispersive X-ray (EDX) spectroscopy. The porosity content was assessed optically on thresholded images acquired with a Keyence VHX-7000 digital microscope over the cross-section of the 10-mm cubes. Electron back-scattered diffraction (EBSD) analyses were carried out with a Hitachi SU5000 microscope equipped with EBSD (Symmetry S3, Oxford Instruments) detector. Data were acquired at 20 kV, 21 nA, with a 70\(^{\circ }\) tilt angle and a 3 \(\upmu\)m step size. Post-processing was performed with Oxford Instruments’ AZtecCrystal software to remove wild spikes and zero solutions (based on 8 neighbors).
2.5 Statistical analysis
Statistical analysis was performed using R (v4.3.1) via RStudio (v2023.06.1). Two-way analysis of variance (ANOVA) was used to evaluate the effects of contamination, build orientation, and their interactions on the tensile properties in this balanced experimental design. Normality of the data was evaluated on a Q–Q plot of the residuals (DHARMa library). Tests for significance were evaluated at \(p < 0.05\). Post hoc pairwise comparisons are made using the Tukey method (emmeans library).
3 Results
3.1 Manufacture and porosity
Figure 1a shows the as-printed uncontaminated specimens after removal from the machine, which is exemplary for all contamination levels. Shrinkage lines are visible in the parts (especially the vertical specimens) coincident with the top surface of the horizontal specimens. Similarly, discoloration due to overheating-driven oxidation is observed in the vertical specimens above the peaks of the tilted specimens. These effects can both be attributed to sudden reductions in inter-layer time as the shorter parts are completed. As these thermal effects occur outside of the gauge area of the specimens, they should have a negligible effect on the tensile properties.
The as-printed bulk cubes for each contamination level are shown in Fig. 1d. The cubes show a visible hue shift from silver to reddish grey as the amount of copper increases. The cubes show a characteristic surface roughness resulting from the L-PBF process.
The area cross-sectional porosity is listed in Table 4. The density of the bulk specimens exceeds 99.5 pt.% for all contamination levels, indicating that a stable process was achieved using the single parameter set. Most of the larger pores can be classified as lack-of-fusion pores due to their size and morphology and the presence of partially melted, fused powder particles. Despite the high density, small-area microcracks are evident in all of the contaminated samples, as will be shown in Sect. 3.4. While the uncontaminated samples exhibited some lack-of-fusion pores, no cracks were observed.
3.2 Material composition

Elemental composition of the bulk cube specimens as determined by EDX. Error bars indicate ± 1 standard deviation in measurement. Green shaded regions indicate the composition specification for SS316L from ASTM F3184-16 [16]
The EDX analysis of the cubes revealed incremental changes in their elemental composition with respect to contamination (Fig. 2). No copper was detected at the 0 pt.% contamination level. As the measured amount of copper increases, iron and the alloying elements decrease correspondingly. The amount of copper tended to be slightly higher than the target value, but in all cases within 1 wt%. The composition remains within the specification of ASTM F3184-16 for all but the 10 pt.% case, which falls just short due to insufficient iron contentFootnote 1 [16]. Note that this specification does not set a limit on copper content.
3.3 Tensile properties
During tensile testing, the majority of the samples (49 out of 72) fractured at or outside of the extensometer grip (Fig. 3). Due to a programming error, one of the horizontal 0 pt.% samples was tested at the incorrect strain rate and was discarded from the analysis. The stress–strain curves are sorted by orientation in Fig. 4 and by contamination level in Fig. 5. The E, YS, UTS, and YS means and standard deviations are reported as bar charts here; they have also been tabulated in Appendix A for reference.

Fractured specimens following tensile testing. Specimens are arranged from left-to-right by increasing contamination and top-to-bottom by horizontal, tilted, and vertical print orientations

Stress–strain curves sorted by orientation for the tensile specimens

Stress–strain curves sorted by contamination level for the tensile specimens
The respective ANOVAs indicated that orientation, contamination level, and interactions between them each have a significant influence on each of the measured tensile properties. As such, post hoc tests were performed to evaluate pairwise differences, as commented in the text below. The complete post hoc test results are sorted by orientation and by contamination level in Figs. 6 and 7, respectively.

Pairwise post hoc comparisons sorted by orientation level for the tensile specimens

Pairwise post hoc comparisons sorted by contamination level for the tensile specimens
Figure 8 shows the measured modulus of elasticity (E). Statistically significant differences in E were found with respect to both orientation (F(2) = 15.343, \(p<\) 0.0001) and contamination (F(3) = 11.045, \(p<\)0.0001). Significant interaction effects were also found (F(6) = 2.795, p = 0.0183). The value of E generally increases as the build orientation changes from vertical to horizontal. For the uncontaminated samples, the stiffness increases modestly, but insignificantly with the build angle. For the vertical and tilted cases, the stiffness of the material is not significantly altered by the contamination level. The value of E significantly increases in the horizontal case from 0 pt.% to 1 pt.%., but is not different from the 5 pt.% case. The horizontal 10 pt.% samples are significantly lower than the other contamination levels in the same orientation.

Mean elastic modulus of the specimens as measured during tensile testing. Error bars indicate ± 2 standard deviations
The ANOVA revealed statistically significant differences in mean yield strength (YS) with respect to both orientation (F(2) = 30.208, \(p<\) 0.0001) and contamination (F(3) = 28.392, \(p<\) 0.0001). Significant interaction effects were also found (F(6) = 3.472, p = 0.0052). In the vertical samples, a significant decrease in the YS is observed already at 1 pt.%. The YS decreases with increasing contamination levels for the tilted and horizontal samples, but only becomes significant at 10 pt.% (Fig. 9). There is a significant reduction in yield strength at 10 pt.% for all orientations relative to the baseline. The 0–5 pt.% samples printed in the vertical and tilted orientations show, respectively, similar values of YS, while the horizontal sample exhibits significantly higher values.
All of the samples far exceeded the specified YS values for L-PBF SS316L from ASTM F3184-16 [16]. Only the uncontaminated samples achieved the typical YS values reported by the powder’s manufacturer, with the 1 pt.% and 5 pt.% samples coming within the tolerance band in the horizontal orientation [20].

For the UTS, statistically significant differences were found with respect to both orientation (F(2) = 43.00, \(p<\) 0.0001) and contamination (F(3) = 54.56, \(p<\) 0.0001). Significant interaction effects were also found (F(6) = 22.36, \(p<\) 0.0001). With the exception of the 10 pt.% contamination level, ultimate tensile strength (UTS) increases significantly as the build orientation changes from vertical through tilted to horizontal (Fig. 10). Conversely, the UTS decreases for the 10 pt.% contamination level for the same orientation changes. Within the tilted and horizontal orientations, the respective mean UTS values are not significantly different between the 0 pt.%, 1 pt.%, and 5 pt.% cases, while the 10 pt.% value is significantly reduced. For the vertical orientation, the UTS is largely invariant with respect to contamination.
All of the samples except for the 10 pt.% horizontal exceeded the UTS values specified in ASTM F3184-16 [16]. None of the samples achieved the typical UTS values listed on the powder manufacturer’s datasheet [20].

Statistically significant differences in the uniform elongation (A) were found with respect to both orientation (F(2) = 59.59, \(p<\) 0.0001) and contamination (F(3) = 95.87, \(p<\) 0.0001). Significant interaction effects were also found (F(6) = 17.11, \(p<\) 0.0001). The uncontaminated samples showed a significant reduction in A as the build angle varied from vertical through tilted and horizontal (Fig. 11). Additionally, the contamination level had a pronounced effect on A values, which decreased with respect to increasing contamination in nearly all cases. The horizontal 10 pt.% specimens exhibited nearly brittle fracture, as evidenced by the stress–strain curves (Fig. 4).

Mean uniform elongation of the specimens as measured during tensile testing. Error bars indicate ±2 standard deviations
3.4 Microstructure
The SEM micrographs in the vertical plane confirm that relatively low porosity occurred at all contamination levels (Fig. 12). The uncontaminated sample shows a few lack-of-fusion pores and no cracking. Microcracks are evident starting at 1 pt.% contamination. At higher magnification, the cracks appear to trace along the boundaries of the grains, which are generally biased in the vertical direction. The cracks tend to be several tens-to-hundreds of microns in length by single-digit microns in width. The crack density increases substantially at 5 pt.% contamination level. The 10 pt.% specimen is heavily cracked, with some cracks tracing nearly the full perimeter of the grains.

SEM (BSE) images of the vertical plane of bulk cube specimens at varying contamination levels
Figure 13 shows an SEM image of a crack in the 1 pt.% sample, along with EDX overlay images indicating the associated elements. Iron and the principal alloying components of SS316L are seen to be evenly distributed throughout the image. Copper, however, is shown to be heavily concentrated along the boundaries of the crack. A similar trend can be seen along the cracks and tears in the 5 pt.% and 10 pt.% samples (Fig. 14).
It is observed that the areas with high copper content from the EDX overlay appear as lighter colored bands in the grey-scale SEM BSE images. Reflecting back on the larger scale images of Fig. 12, it is evident that the microcracks throughout the contaminated specimens are being caused by the increased copper content along the grain boundaries.

SEM image (top left) and EDX mappings showing elemental composition around a crack formation in the 1 pt.% CuCr1Zr contaminated bulk cube

SEM image (left) and EDX mappings (right) showing increased copper concentration along crack boundaries for the 5 and 10 pt.% contaminated bulk cubes

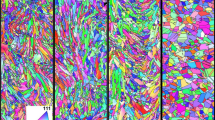
Band contrast image (a) and inverse pole figures along the X (b), Y (c), and Z (d) directions of the 10% contaminated cube; Y direction corresponds to the build direction; and Z direction to the load axis of horizontal tensile specimens
Figure 15 shows the EBSD band contrast image and inverse pole maps acquired from the 10% Cu-contaminated sample, with the corresponding pole figures in Fig. 16. Taken together, the orientation maps indicate a strong \(<101>\) texture along the build direction Y (Fig. 15c) and a rather strong \(<001>\) texture along X (Fig. 15b), but no notable texture along Z (Fig. 15d), which corresponds to the tensile axis of the horizontal samples. The grains are observed to be highly elongated in the build direction, with lengths exceeding several times the layer height.

{011}, {001}, and {111} pole figures
3.5 Fractography
Figure 17 shows the fracture surfaces from selected horizontal specimens at each contamination level. The horizontal orientation was chosen due to the marked change in stress–strain behavior from ductile to brittle with respect to contamination.
The 0 pt.% and 1 pt.% samples showed dimples characteristic of ductile failure. Some lack-of-fusion defects were also exposed. A few areas of the 1 pt.% sample showed smooth cleavage planes indicative of intergranular fracture, but these represented a very small fraction of the exposed surface.
The 5 pt.% sample shows a more jagged fracture pattern indicative of brittle failure. The pock marks on the fracture surface were identified as sites of intergranular fracture, which covered a substantial fraction of the total surface. Secondary microcracks were observed on the side of the specimen below the fracture. This particular specimen features what is presumed to be a spatter particle that fused within the part, which is a process noise common to L-PBF.
The 10 pt.% sample shows intergranular fractures across the entire surface. Many secondary microcracks are observed along the sides of the specimen. These features are consistent with the brittle fracture mode observed in the stress–strain data.

SEM (SE) images of the fracture surfaces of selected horizontal specimens for each contamination level
The nature of the intergranular fracture is elucidated by the SEM images of the 10 pt.% horizontal specimen in Fig. 18. Regularly spaced striations of about 150 \(\upmu\)m appear in the sample that run parallel to the build direction. This roughly corresponds to the widths of the columnar grains observed in the EBSD images (Fig. 15). On closer examination, the grey bands on the fracture surface correspond to surfaces that are parallel to the page, while lighter and darker colored striations convey distance changes normal to the page.
The lower images of Fig. 18 highlight the secondary cracks on the side of the specimen. These run parallel to the build axis and are regularly spaced, with roughly the same spacing as the striations on the top surface. Taken together, the fracture surface and secondary cracking indicate relatively unimpeded cleavage along the grain boundaries in a brick-like fashion.

SEM (SE) images of the fracture surfaces of the horizontal 10 pt.% CuCr1Zr specimen. Top row: end-on images show striations parallel to the build direction. Bottom row: Detailed view of the secondary microcracks that formed below the fracture surface
4 Discussion
4.1 Powder mixing and contamination levels
The composition of the powder batches remained within the specification of ASTM F3184-16 for contamination levels up to 5 pt.% [16]. The 10 pt.% contamination level fell out of specification, because the iron content falls just shy of the minimum value. It is noted that this specification does not set a maximum allowable value for copper contamination. Given the results of this study that indicate copper contamination has a strong influence on cracking behavior and tensile properties, along with the potential sources of contamination outlined above, that a maximum value for copper content be added to the standard.
The effects of the alloying elements Cr and Zr on the microstructure of the contaminated SS316L matrix are challenging to isolate. Chromium acts as a corrosion inhibitor and hardness enhancer in both SS316L and CuCr1Zr, comprising 17.7 wt% and 1.05 wt%, respectively, of the base alloys (Table 2). The addition of 10 pt.% CuCr1Zr decreased the Cr content of the SS316L matrix to 16.8 wt% (diluted mainly by the additional Cu), which remains within the ASTM F3184-16 specification [16]. The EDX analysis did not indicate segregation or altered concentrations of Cr in relation to the observed cracks. As such, it is unlikely that the change in Cr content explains the changes in tensile properties.
Zirconium is used in copper and steel alloys to enhance corrosion resistance and to provide oxide dispersion strengthening via precipitation. While the base SS316L contains negligible amounts of Zr, the concentration starts at 0.12 wt% in the CuCr1Zr alloy and is diluted to at most 0.009 wt% on average in the 10 pt.% contaminated mixture. Indeed, the EDX spectrum did not show any peaks at energy levels where Zr would be expected. At such low concentrations, it is unlikely that the Zr would have a significant effect on the tensile properties.
In a relevant study, Kuai et al. performed L-PBF of CuCr1Zr onto SS316L substrates [21]. In this case, the mixed proportions of the materials were uncontrolled and were mainly driven by Marangoni flows within the melt pool. Similar cracking behavior was observed on the steel side of the interface, and EDX analysis showed elevated Cu concentrations along the crack boundaries. Zirconium concentrations were very low and evenly dispersed across the CuCr1Zr-rich, SS316L-rich, and mixing zones, showing no obvious relationship to the cracks, nor to the underlying predominant material.
One of the limitations in design of this study is the method of sieving and reusing the contaminated powder to produce the next batch of powder, which was done to limit material waste. It is known that the particle-size distribution, shape morphology, composition, and other properties are altered with each subsequent reuse, which can have an influence on the tensile properties [22].
In the present study, the virgin powder additions amounted to about 10.5% of the starting powder mass for each of the contaminated batches. As such, the rate of change in powder quality and composition is decreased, but not altogether eliminated.
Furthermore, it was expected that the composition of the mixed powder may change as a result of increased evaporation losses of the lower vapor point material, i.e., copper and the alloying elements. However, the EDX analysis of the bulk cubes indicates a copper content at or even slightly higher than the expected values. This may be attributed to the uncertainty of the powder weighing and mixing method and possible segregation effects.
4.2 Porosity and tensile properties
All of the bulk specimens achieved nearly full density, indicating that the processing parameters that were derived for SS316L remained stable despite the addition of the copper alloy. The small number of lack-of-fusion defects is a function of the process parameters and the variability of the L-PBF process. These were present in every sample and may have acted as stress concentrators that initiated fracture in the tensile specimens. However, the microcracks present in the contaminated samples likely had the dominant influence on the tensile test results.
As a metric, the area cross-section porosity is a weak predictor of tensile properties because of the out-sized impact that microcracks can have as stress concentrators. Being several tens of of microns long by single microns wide, microcracks can profoundly decrease YS, UTS, and A values without contributing substantial area to the porosity measurement. Alternative metrics, such as those that quantify the crack density, dimensions, aspect ratio, or orientation relative to the load axis, would likely yield more predictive results.
That the L-PBF build orientation results in anisotropic tensile properties has been noted in multiple studies (e.g., [6, 11, 12, 14, 23] and can be attributed to the elongated <110> oriented grain structure in the vertical plane and fine-grained structure in the horizontal plane. Note that for rectangular specimens, the “horizontal” and “tilted” orientations are non-unique, i.e., the specimens can be rotated about their long axes while maintaining the same angle to the build plate’s Z-axis. These samples were printed with the shortest side oriented downward. Other rotations (e.g., wider side downward) would likely have an influence on the tensile properties, and as such should be specified when reporting results (i.e., per ISO 17293-23 [24]).
The anisotropy is exacerbated by the presence of intergranular cracks, which tend to be oriented in the vertical plane. The horizontal specimens showed the clearest example of this, where the tensile behavior transitioned from ductile to brittle from 0 pt.% to 10 pt.% contamination. Copper substantially weakened the grain boundaries in the XZ and YZ planes, which in turn led to the secondary cracks and block-like cleavage observed in the fracture surface of Fig. 18. This orientation is particularly problematic, because the loading direction is perpendicular to the cracks. This partly explains why the tilted and vertical samples retain modest ductility levels despite the increasing contamination.
Aside from the brittle cases, the tilted and horizontal specimens exhibited modest strain hardening in the plastic deformation region. By contrast, the vertical specimens showed almost no hardening behavior and low flow stress, as evidenced by the flat-topped stress–strain curves (Fig. 4). This behavior can be attributed to the highly columnar grain structure that runs parallel to the loading direction.
The values of E tended to increase slightly from vertical through horizontal, which could come from the preferential <110> orientation of the vertical samples, compared to the random orientation of the horizontal samples, as in Fe single crystals E is found to increase from \(<100>\) to \(<110>\) to \(<111>\) orientations [25]. E values were not different from 0 pt.% through 5 pt.% for the vertical and tilted cases. A copper addition of 1 pt.% increased the stiffness significantly for the horizontal case. One possible reason for this observation could be that the Cu–Fe bonds may be stronger than the Fe–Fe bonds (or between Fe and the alloying elements), thus enhancing stiffness until being counterbalanced by the increased porosity and cracking at higher contamination levels. The absolute values of stiffness of the uncontaminated samples compare well with values from Obeidi et al.’s results using 30 \(\upmu\)m layer thickness, which were largely constant across machine vendors and process parameters [26].
The YS of all samples exceeded the ASTM F3184-16 standard [16]. This may be attributed to the rather conservative values that are specified, presumably to account for the variability that is inherent to the L-PBF process. The uncontaminated samples achieved the typical powder manufacturer’s datasheet YS values for the vertical and horizontal orientations, with the 1 pt.% and 5 pt.% horizontal specimens falling within tolerance [20]. Thus, contamination level and orientation must be considered together to determine whether the YS will assume its expected value.
The UTS in all cases fell short of the powder manufacturer’s listed properties, but in the majority cases exceeded the ASTM F3184-16 specification. Obeidi et al. documented significant machine-to-machine variability for this same material despite the application of identical process parameters, which may account for the shortfall [26]. The UTS and YS were highest in the horizontal specimens. This can be attributed to the fine-grained cellular structure in the horizontal plane that limits the motion of dislocations.
Conversely, the vertical specimens exhibit the lowest YS and UTS, as well as a lack of strain hardening behavior (Fig. 4). The reduced strength and increased elongation in the vertical samples indicates relatively free movement of dislocations along continuous, vertically oriented grains and is consistent with previous studies on anisotropy [23] and plastic deformation behavior characteristic to L-PBF 316L [27].
Orientation had a strong effect on the uniform elongation of the samples. The EBSD analysis showed crystallographic textures similar to those of Wang et al., which were also obtained using SS316L and L-PBF processing [28]. They showed similar enhanced ductility for the vertical <110> orientation, which was attributed to twinning-induced plasticity due to favorable stacking fault energies during deformation.
Contamination had the strongest influence on the uniform elongation of the horizontal specimens. This can be explained by the increased crack density in the contaminated samples, which tended to be oriented perpendicular to the loading direction. This results in a strong reduction in elongation in all cases above 5 pt.% Cu.
Xi et al. [29] conducted a study on copper precipitate formation in forged SS316L and its effects on tensile and hardness properties. The composition of their material closely resembles the 5 pt.% contamination in our study. In their study, nanoscale precipitates were observed after 20 min of aging at 700 \(^\circ\)C, which resulted in significantly increased YS and UTS values relative to the solid solution baseline. With the L-PBF process, it is plausible that the reheating of the material through subsequent layers integrated over time may similarly result in precipitate formation. As the precipitates would likely be on the single nanometer scale, additional characterizations (e.g., transmission electron microscopy) would be necessary to evaluate this hypothesis.
This study did not evaluate the fatigue properties of the contaminated material. The microcracks that formed in the contaminated samples would act as stress concentrators and nucleation sites for crack propagation. Given the crack density observed already with 1 pt.% copper additions, it is likely that the fatigue life of contaminated parts would be substantially lower than uncontaminated samples. Further studies should be conducted to establish the fatigue life of such samples, but until then any contamination of copper into SS316L on parts undergoing cyclical mechanical loads should be avoided.
4.3 Microstructure
The specimens showed columnar grain growth patterns in the vertical plane, which are characteristic of L-PBF. The occurrence of a \(<101>\) preferred growth orientation along the build direction (Y) has been reported in 316L for various scanning strategies: Andreau et al. observed it for unidirectional scanning either parallel or perpendicular to the gas flow [30], while Bean et al. observed it using a more conventional bidirectional scanning strategy with 70\(^{\circ }\) inter-layer rotation [31]. Andreau et al. also noticed a \(<001>\) texture along the scanning direction, explained by the thermal gradient induced along the scanning direction during a scan. With the 90\(^{\circ }\) inter-layer rotation used in the present samples, it is unclear why a texture is observed along X but not along Z.
Microcracks formed along intergranular boundaries in all contaminated samples, which is consistent with previous Cu-steel L-PBF studies [4, 14, 15]. High concentrations of Cu were identified along these boundaries, which support the LME formation hypothesis [9]. The segregation of Cu is driven by its immiscibility within the Fe matrix and the difference in melting temperature. The Cu coalesces and is trapped within the matrix as the Fe solidifies. Rapid solidification with steep thermal gradients results in high residual stresses. These stresses exert tensile forces transverse to the Fe grain boundaries, which increases the free volume along the interface, thus effectively pulling the grains apart and enhancing Cu infiltration. As the material continues to cool, the Cu solidifies. Residual stresses are further increased by the mismatch in thermal expansion coefficient between the materials. When the stress exceeds the strength of the weaker material (i.e., Cu), a crack is formed. Crack propagation would be facilitated at elevated temperature [32], which unfortunately may be descriptive of many proposed copper-steel multi-material heat exchanger applications.
4.4 Fractography
The images of the fracture surface indicate a transition from a ductile fracture mode to a brittle fracture mode as a function of copper contamination. By 10 pt.% copper contamination, the surface is dominated by cleavage planes indicative of intergranular fracture. The regularly spaced striations and secondary cracks appear to correspond to the dimensions of the underlying columnar epitaxial grain growth in the <001> direction, where the 90\(^{\circ }\) inter-layer hatch rotation likely resulted in approximately square grains in the horizontal plane, similar to those observed in Leicht et al. [33] and Riabov et al. [34].
Cracks propagate with minimal impedance along the weakened intergranular bonds. This effect is most evident considering the strong influence of build orientation on uniform elongation, where the horizontal specimens (i.e., cracks perpendicular to the load direction) showed the strongest decrease. The result is a brick-like fracture pattern that runs along vertically aligned grain boundaries.
4.5 Summary and future work
In this work, the case is made that Cu contamination causes cracking in the steel during solidification, and these cracks are the cause of the observed change in mechanical properties. The amount of change is related to the crack density (i.e., proportional to the amount of contamination) and general crack orientation, which is shown to be preferentially biased by the printed orientation of the specimens.
Approaches for the avoidance or healing of cracks should be the topics of future research. For example, altering the beam’s intensity distribution [35, 36] or multi-laser heating [37] can be used to reduce the residual stress or to remelt and heal cracks. Adaptation of the scan strategy to alter the grain growth orientation (and therefore susceptibility to crack propagation) may have some effect [33, 38]. Modification of the alloy to enhance Cu solubility may also help prevent LME from occurring [2]. Hot isostatic pressing has been demonstrated as an effective post-processing strategy to heal cracks in other materials [38]. Avoidance of the liquid phase through the use of another process (e.g., multi-material sintering [39]) may provide another path forward.
5 Conclusion
This study evaluated the effects of CuCr1Zr contamination and print orientation on the tensile structure, microstructure, and fracture surfaces of L-PBF SS316L. The main findings are summarized as follows:
-
Microcracks were observed in all of the contaminated SS316L samples. Elevated copper concentrations were identified along grain boundaries, which leads to weak bonding and embrittlement.
-
Despite the contamination, all specimens exceeded the ASTM F3184-16 specification for YS, and all but the 10 pt.% horizontal samples achieved the specified UTS.
-
The degredation in the tensile properties E, YS, and UTS becomes significant beyond 5 pt.%, with 1 pt.% being a conservative limit. The elongation degrades substantially in samples with any copper contamination, and in particular in the horizontal print orientation where the cracks are generally perpendicular to the load direction.
-
Tensile properties are highly dependent on the print orientation, which is consistent with previous single-material and contamination studies. Contamination exacerbates the anisotropic effects due to the presence of cracks. Processes where copper contamination of SS316L may occur should place high emphasis on the build orientation to account for the decreased tensile properties.
-
The current material standard for L-PBF 316L (ASTM F3184-16) omits copper from the composition limits. Given its criticality to tensile properties and the likelihood of its presence (especially in multi-material L-PBF or recycled materials), a limit of less than 1 wt% is suggested.
Data availability
The data that support the findings of this study are available from the corresponding author, MRT, upon request.
Notes
ASTM F3184-16 does not explicitly set a minimum value of Fe. Instead, this was calculated assuming that all other specified elements were at their maximum limits.
References
Khorasani M, Ghasemi A, Rolfe B, Gibson I (2022) Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyping Journal 28(1):87–100. https://doi.org/10.1108/RPJ-01-2021-0009
Clare AT, Mishra RS, Merklein M, Tan H, Todd I, Chechik L, Li J, Bambach M (2022) Alloy design and adaptation for additive manufacture. J Mater Process Technol 299:117358. https://doi.org/10.1016/j.jmatprotec.2021.117358
Schneck M, Horn M, Schmitt M, Seidel C, Schlick G, Reinhart G (2021) Review on additive hybrid- and multi-material-manufacturing of metals by powder bed fusion: state of technology and development potential. Progr Addit Manuf 6(4):881–894. https://doi.org/10.1007/s40964-021-00205-2
Mehrpouya M, Tuma D, Vaneker T, Afrasiabi M, Bambach M, Gibson I (2022) Multimaterial powder bed fusion techniques. Rapid Prototyp J 28(11):1–19. https://doi.org/10.1108/RPJ-01-2022-0014
Neirinck B, Li X, Hick M (2021) Powder deposition systems used in powder bed-based multimetal additive manufacturing. Acc Mater Res 2(6):387–393. https://doi.org/10.1021/accountsmr.1c00030
Horn M, Prestel L, Schmitt M, Binder M, Schlick G, Seidel C, Reinhart G (2020) Multi-material additive manufacturing—recycling of binary metal powder mixtures by screening. Procedia CIRP 93:50–55. https://doi.org/10.1016/j.procir.2020.04.098
Seidel C (2022) Multi-material metal parts by powder bed fusion: new application opportunities. Met AM Mag 8(2):145–151
Daehn KE, Cabrera Serrenho A, Allwood JM (2017) How will copper contamination constrain future global steel recycling? Environ Sci Technol 51(11):6599–6606. https://doi.org/10.1021/acs.est.7b00997
Norkett JE, Dickey MD, Miller VM (2021) A review of liquid metal embrittlement: cracking open the disparate mechanisms. Metall Mater Trans A 52(6):2158–2172. https://doi.org/10.1007/s11661-021-06256-y
Guan J, Wang Q (2023) Laser powder bed fusion of dissimilar metal materials: a review. Materials 16(7):2757. https://doi.org/10.3390/ma16072757
Horn M, Schlick G, Wegner F, Anstaett C, Anstaett C, Reinhart G (2018) Defect formation and influence on metallurgical structure due to powder cross-contaminations in laser-based powder bed fusion—copper alloy particles in aluminum alloy feedstock. In: Proceedings of the 7th international conference on additive technologies (iCAT), pp 71–77. www.icat.si/icat2018/icat2018proceedings.pdf
Horn M, Schlick G, Lutter-Günther M, Anstaett C, Seidel C, Reinhart G (2019) Metal powder cross-contaminations in multi-material laser powder bed fusion: influence of CuCr1Zr particles in AlSi10Mg feedstock on part properties. In: Proceedings of lasers in manufacturing conference. https://wlt.de/lim/Proceedings2019/data/PDF/Contribution_207_final.pdf
Horn M, Langera L, Dietrich S, Schlick G, Seidel C, Reinhart G (2020) Cross-contaminations in powder bed fusion: influence of copper alloy particles in nickel-base alloy feedstock on part quality. In: Proceedings of the machining innovations conference. https://doi.org/10.2139/ssrn.3724208 . https://www.ssrn.com/abstract=3724208
Horn M, Langer L, Schafnitzel M, Dietrich S, Schlick G, Seidel C, Reinhart G (2020) Influence of metal powder cross-contaminations on part quality in laser powder bed fusion: copper alloy particles in maraging steel feedstock. Procedia CIRP 94:167–172. https://doi.org/10.1016/j.procir.2020.09.032
Bai Y, Zhang J, Zhao C, Li C, Wang H (2020) Dual interfacial characterization and property in multi-material selective laser melting of 316L stainless steel and C52400 copper alloy. Mater Charact 167:110489. https://doi.org/10.1016/j.matchar.2020.110489
ASTM International (2016) ASTM F42 Committee: specification for additive manufacturing stainless steel alloy (UNS S31603) with powder bed fusion. Standard ASTM F3184-16. https://doi.org/10.1520/F3184-16 . http://www.astm.org/cgi-bin/resolver.cgi?F3184-16
ASTM International (2022) ASTM E28 Committee: test methods for tension testing of metallic materials. Standard ASTM E8/E8M-22. https://doi.org/10.1520/E0008_E0008M-22 . http://www.astm.org/cgi-bin/resolver.cgi?E8E8M-22
ASTM International (2017) ASTM E28 Committee: test method for youngs modulus, tangent modulus, and chord modulus. Standard ASTM E111-17.https://doi.org/10.1520/E0111-17 . http://www.astm.org/cgi-bin/resolver.cgi?E111-17
ASTM International (2023) ASTM E28 Committee: terminology relating to methods of mechanical testing. Standard E6-23a. https://doi.org/10.1520/E0006-23A . http://www.astm.org/cgi-bin/resolver.cgi?E6-23A
Datasheet (2023) Carpenter additive: PowderRange 316L datasheet. https://www.carpenteradditive.com/metal-powders/powderrange-316l
Kuai Z, Li Z, Liu B, Chen Y, Li H, Bai P (2023) Microstructure and mechanical properties of CuCrZr/316L hybrid components manufactured using selective laser melting. J Alloy Compd 955:170103. https://doi.org/10.1016/j.jallcom.2023.170103
Heiden MJ, Deibler LA, Rodelas JM, Koepke JR, Tung DJ, Saiz DJ, Jared BH (2019) Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit Manuf 25:84–103. https://doi.org/10.1016/j.addma.2018.10.019
Fedorenko A, Fedulov B, Kuzminova Y, Evlashin S, Staroverov O, Tretyakov M, Lomakin E, Akhatov I (2021) Anisotropy of mechanical properties and residual stress in additively manufactured 316L specimens. Materials 14(23):7176. https://doi.org/10.3390/ma14237176
International Standards Organization (2023) ISO Technical Committee 261: ISO 17295:2023(en), Additive manufacturing—General principles—part positioning, coordinates and orientation. Standard ISO 17295. https://www.iso.org/obp/ui/en/#iso:std:iso:17295:ed-1:v1:en
Takaki S, Masumura T, Tsuchiyama T (2020) Young’s modulus of single crystalline iron and elastic stiffness. Tetsu-to-Hagane 106(9):679–682. https://doi.org/10.2355/tetsutohagane.TETSU-2019-129
Obeidi MA, Uí Mhurchadha SM, Raghavendra R, Conway A, Souto C, Tormey D, Ahad IU, Brabazon D (2021) Comparison of the porosity and mechanical performance of 316L stainless steel manufactured on different laser powder bed fusion metal additive manufacturing machines. J Mater Res Technol 13:2361–2374. https://doi.org/10.1016/j.jmrt.2021.06.027
Liu L, Ding Q, Zhong Y, Zou J, Wu J, Chiu Y-L, Li J, Zhang Z, Yu Q, Shen Z (2018) Dislocation network in additive manufactured steel breaks strength-ductility trade-off. Mater Today 21(4):354–361. https://doi.org/10.1016/j.mattod.2017.11.004
Wang X, Muñiz-Lerma JA, Attarian Shandiz M, Sanchez-Mata O, Brochu M (2019) Crystallographic-orientation-dependent tensile behaviours of stainless steel 316L fabricated by laser powder bed fusion. Mater Sci Eng A 766:138395. https://doi.org/10.1016/j.msea.2019.138395
Xi T, Babar Shahzad M, Xu D, Zhao J, Yang C, Qi M, Yang K (2016) Copper precipitation behavior and mechanical properties of Cu-bearing 316L austenitic stainless steel: a comprehensive cross-correlation study. Mater Sci Eng A 675:243–252. https://doi.org/10.1016/j.msea.2016.08.058
Andreau O, Koutiri I, Peyre P, Penot J-D, Saintier N, Pessard E, De Terris T, Dupuy C, Baudin T (2019) Texture control of 316L parts by modulation of the melt pool morphology in selective laser melting. J Mater Process Technol 264:21–31. https://doi.org/10.1016/j.jmatprotec.2018.08.049
Bean C, Wang F, Charpagne MA, Villechaise P, Valle V, Agnew SR, Gianola DS, Pollock TM, Stinville JC (2022) Heterogeneous slip localization in an additively manufactured 316L stainless steel. Int J Plastic 159:103436. https://doi.org/10.1016/j.ijplas.2022.103436
Vigilante GN, Bartolucci S, Izzo J, Witherell M, Smith SB (2012) Gleeble testing to assess solid/liquid metal embrittlement of gun steels by copper. Mater Manuf Process 27(8):835–839. https://doi.org/10.1080/10426914.2011.648693
Leicht A, Yu CH, Luzin V, Klement U, Hryha E (2020) Effect of scan rotation on the microstructure development and mechanical properties of 316L parts produced by laser powder bed fusion. Mater Charact 163:110309. https://doi.org/10.1016/j.matchar.2020.110309
Riabov D, Leicht A, Ahlström J, Hryha E (2021) Investigation of the strengthening mechanism in 316L stainless steel produced with laser powder bed fusion. Mater Sci Eng A 822:141699. https://doi.org/10.1016/j.msea.2021.141699
Martendal CP, Esteves PDB, Deillon L, Malamud F, Jamili AM, Löffler JF, Bambach M (2024) Effects of beam shaping on copper–steel interfaces in multi-material laser beam powder bed fusion. J Mater Process Technol 327:118344. https://doi.org/10.1016/j.jmatprotec.2024.118344
Gerstgrasser M, Cloots M, Stirnimann J, Wegener K (2021) Focus shift analysis, to manufacture dense and crack-free SLM-processed CM247LC samples. J Mater Process Technol 289:116948. https://doi.org/10.1016/j.jmatprotec.2020.116948
Gerstgrasser M, Cloots M, Stirnimann J, Wegener K (2021) Residual stress reduction of LPBF-processed CM247LC samples via multi laser beam strategies. Int J Adv Manuf Technol 117(7–8):2093–2103. https://doi.org/10.1007/s00170-021-07083-6
Carter LN, Martin C, Withers PJ, Attallah MM (2014) The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J Alloy Compd 615:338–347. https://doi.org/10.1016/j.jallcom.2014.06.172
Imran M, Deillon L, Sizova I, Neirinck B, Bambach M (2022) Process optimization and study of the co-sintering behaviour of Cu–Ni multi-material 3D structures fabricated by spark plasma sintering (SPS). Mater Des 223:111210. https://doi.org/10.1016/j.matdes.2022.111210
Acknowledgements
The authors gratefully acknowledge Christian Leinenbach and Rafał Wróbel of the Empa Swiss Federal Laboratories for Materials Science and Technology for the use of the L-PBF machine and their help with specimen production. The authors thank the ETH Zurich ScopeM staff for the use of the EBSD equipment and Caroline Pereira Martendal for acquiring the images. This work was funded by the ETH Domain through the “Multi-Mat” project of the Strategic Focus Area on Advanced Manufacturing.
Funding
Open access funding provided by Swiss Federal Institute of Technology Zurich.
Author information
Authors and Affiliations
Contributions
Michael R. Tucker: conceptualization, investigation, formal analysis, statistical analysis, methodology, software, writing—original draft preparation, and supervision. Léa Deillon: conceptualization, investigation, imaging and analysis (microscopy, SEM, EDX, EBSD, and fractography), and writing—reviewing and editing. Robin Forner: investigation, methodology, sample production, tensile testing, and writing—reviewing and editing. Markus Bambach: resources, writing—reviewing and editing, supervision, project administration, and funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix A: Tensile property summary statistics
Appendix A: Tensile property summary statistics
See Table 5.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tucker, M.R., Deillon, L., Forner, R. et al. Effects of CuCr1Zr contamination on the tensile properties and microstructure of stainless steel 316L produced via laser powder bed fusion. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00674-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00674-1