
Abstract
The state of the art for the recovery of metals from steel industry by-products using hydrometallurgical processes is reviewed. The steel by-products are different slags, dusts, and sludges from a blast furnace (BF), basic oxygen furnace (BOF), electric arc furnace (EAF), and sinter plant, as well as oily mill scale and pickling sludge. The review highlights that dusts and sludges are harder to valorize than slags, while the internal recycling of dusts and sludges in steelmaking is inhibited by their high zinc content. Although the objectives of treating BF sludges, BOF sludges, and EAF dust are similar, i.e., the removal of zinc and the generation of an Fe-rich residue to be returned to the steel plant, these three classes of by-products have specific mineralogical compositions and zinc contents. Because wide variations in the mineralogical composition and zinc content occur, it is impossible to develop a one-size-fits-all flow sheet with a fixed set of process conditions. The reason for the interest in EAF dust is its high zinc content, by far the highest of all steel by-products. However, EAF dust is usually studied from the perspective of the zinc industry. There are not only different concentrations of zinc, but also variations in the all-important ZnO/ZnFe2O4 (zincite-to-franklinite) ratio. In many chemical processes, only the ZnO dissolves, while the ZnFe2O4 is too refractory and reports to the residue. It only dissolves in concentrated acids, or if the dust is pre-treated, e.g., with a reductive roasting step. The dissolution of ZnFe2O4 in acidic solutions also brings significant amounts of iron in solution. Finally, due to its high potassium chloride content, sinter-plant dust could be a source of potassium for the fertilizer industry.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Producing one ton of steel in an integrated steel plant generates about half a ton of by-products, i.e., slags (90% by mass), dusts, and sludges. A blast furnace (BF) produces the most slag, with smaller amounts generated in a basic oxygen furnace (BOF) and an electric arc furnace (EAF). Dusts and sludges originate from the off-gas produced in BF, BOF, and EAF installations. Minor by-products include sinter-plant dust, oily mill scale, and pickling sludge. Although most steel slags have applications, dusts and sludges are often seen as waste. Research is turning to the valorization of those steel by-products that have no applications yet.
The motivation can be the valorization of the metal content. However, in most cases the removal of metals inhibits the recycling of by-products. For instance, the zinc content of BF and BOF sludges is too low for zinc recovery, but too high to recycle the by-products to the BF via the sinter plant. Stewart and Barron suggested the reason for the sensitivity to zinc is that, once charged into a blast furnace, any zinc component is reduced to elemental zinc [1]. Due to its low boiling point (907 °C) compared to the blast furnace (1600–1650 °C), the vapor re-condenses, leading to the condensation of zinc scaffolds (accretions) on the blast-furnace walls. These deposits affect the solid and gas flows through the furnace, so damaging the lining through burden slips. Zinc is also known to attack refractories in the upper stack of the furnace, thus shortening its operating life. Therefore, landfilling (or internal stockpiling) is often the only option. Despite this, with partial removal (“bleeding”) of the zinc, these sludges can be recycled and their iron content recovered in the BF.
Most studies were performed on dusts and sludges (with only a few references to slags), primarily on EAF dust, because it is sufficiently Zn-rich to be a secondary resource, making extraction economically attractive.
With respect to pyrometallurgical processes, hydrometallurgical routes have several advantages. First, the capital expenditure (CAPEX) required is lower, making them more suitable for small-scale operations. As a result, the by-products do not require transport over long distances to large processing plants, such as Waelz kilns. Second, the operating expenses (OPEX) can be lower, because less energy is used. Third, hydrometallurgical processes are often more selective, so they can be more efficient.
This paper reviews the state of the art for the recovery of metals from steel-industry by-products using hydrometallurgical processes. The steel by-products are different types of slags, dusts, and sludges from a blast furnace (BF), basic oxygen furnace (BOF), electric acid furnace (EAF), and sinter plant, as well as the oily mill scale and pickling sludge. The literature covers the period to March 2020, and this review complements others on the valorization of steel-industry by-products [2,3,4,5,6,7,8,9,10].
Slags
Blast Furnace Slag (BF Slag)
Almost 100% of BF slag is recovered, either internally or externally [11]. Its main use is in the cement industry (75%), as a hydraulic binder, or as a raw material for clinker kilns. About 18% of BF slags are used as aggregates in construction: for concrete, asphalt pavements, roads, and waterways. The slag is crushed and screened (air-cooled slags) or granulated. The remainder is reused internally by steel plants for roadmaking and landfills. There are currently no technical limitations on the use of BF slags. Granulation is becoming the standard route, with cement being the high-value application. In other words, BF slag has been promoted from a by-product to a co-product.
Because there are no toxic or valuable metals, there is no need to hydrometallurgically treat BF slag to remove and recover metals. An exception are the slags produced from Ti-rich iron ores. These also contain vanadium and chromium, which are reduced by the coke in the BF and report to the hot metal. In contrast, vanadium and chromium are oxidized in a BOF, where they are enriched in the BOF slag, usually called vanadium slag [12]. Titanium is not reduced in a BF and is enriched in the form of TiO2 in a BF slag. The grade of Ti-bearing slags is too low to recover the titanium and produce TiCl4 or TiO2, but too rich for use in the cement industry. As such, hydrometallurgical routes recover the titanium from these slags with concentrated H2SO4 [13]. However, these methods co-dissolve the CaO, MgO, and Al2O3, and thus consume more acid. But with mild conditions, less co-dissolution occurs.
Much more titanium was recovered from water-quenched and naturally cooled slag. Valighazvini et al. leached titanium from BF slags with H2SO4 [14]. They noted that the TiO2, Al2O3, and MgO became soluble, whereas the CaO remained in the residue as CaSO4. Nearly all the titanium could be leached with 2-M H2SO4 in 2 h at 65 °C and a liquid-to-solid ratio of 30. He et al. described recovering titanium by alkali roasting with NaOH, followed by leaching with H2SO4 at 160 °C [15]. Under ideal conditions, 93% of the titanium was recovered. It is also possible to dissolve part of the matrix, which results in a residue with enough TiO2 for use as a secondary raw material. Mang et al. leached titanium-bearing BF slag with hydrochloric acid to dissolve the Ca, Mg, Al, and Fe, leaving behind a TiO2-rich residue. They increased the TiO2 content after solid/liquid separation to 40%, which is sufficient for titanium recovery in the titanium industry [16].
Others have investigated BF slag as a source of rare-earth elements (REEs) [17] by leaching with H2SO4 (1 M, 5% pulp density, 1 h, room temperature, and 95 °C), followed by solvent extraction with Cyanex 923. The REEs were stripped from the loaded organic phase by oxalic acid. However, this is uneconomic at present, because of the low concentration of REEs, e.g., 17 ppm La, 16 ppm Ce, and 44 ppm Nd. The final product contained only 4–5% REEs.
BF slag can be used for CO2 sequestration with the leaching-carbonation process [18,19,20]. Here, the calcium in the slags is solubilized, using acetic acid or ammonium salts, and the dissolved calcium is precipitated as pure CaCO3 by carbonation. This CaCO3 is known as precipitated calcium carbonate (PCC) and can be used as filler for rubber, plastics, and paper.
Basic Oxygen Furnace (BOF) Slag
It is important to differentiate (1) BOF or converter slag in primary steelmaking, (2) BOF secondary-metallurgy slag (BOF SM slag), and (3) desulfurization slag (de-S slag) [11].
Compared to BF slag, converter slag is difficult to recover. The problems are the presence of steel droplets (making metal recovery necessary) and the free (unhydrated) lime (CaO) and periclase (MgO) content, which varies from 2 to 12%, with the former being more abundant. Both can hinder applications through expansion, a high fines content and a high pH in water. The high free-lime content is a problem in applications like aggregates, but can be used for fertilizers and cement.
BOF slags can be internally recycled to the sinter plant, the BF or the converter. External applications include fertilizers, soil conditioners, cement components, raw material for clinker or rock wool, filler for concrete, and absorbent for wastewater pollutants. As with BF slag, converter slag is used for CO2 sequestration, with the high lime content being an advantage. The phosphorus content of BOF slag limits its internal recycling to the sinter plant or the BF. Phosphorus reports to the hot metal and comes back in a loop to the converter, where it must be removed by consuming more lime and generating more slag, which is a costly process. In general, the heavy-metal content of converter slags is not problematic, but there is concern about the chromium content of slags used for clinker production. The average is 460 ppm, with a maximum of 2000 ppm. The chromium in slag is trivalent, but it can be oxidized in the clinker kiln and become the hazardous hexavalent chromium.
BOF secondary-metallurgy (SM) slag has a chemical composition different to that of converter slag and so these slags should be kept separate. BOF SM slags have a high Al2O3 content and a low iron content, which is an advantage in some applications. However, a high Al2O3 content is undesirable for recycling in a sinter plant. This type of slag is used in construction, particularly for roads; however, about one-third is landfilled.
The main problem with desulfurization slag is the high content of sulfur, alkali, free lime, and sometimes fluorine. This makes it more difficult to valorize than converter slag. It also contains metal droplets, so that metal recovery is required. Some of these slags are recycled via the sinter plant or the EAF and some to road construction. More than 40% was landfilled in 2006 [11].
The vanadium content of vanadium-titanium-containing magnetite iron ores—called “vanadium slags” (vide supra)—reports to BOF slags in the primary steelmaking process. Vanadium co-occurs with iron, titanium, manganese, aluminum, and silicon. The main mineral phases in vanadium slag are fayalite (Fe2SiO4), titanomagnetite (Fe2.5Ti0.5O4), and spinel (FeV2O4 or more generally (Mn,Fe)(V,Cr)2O4). Chromium spinel phases can also be present. Vanadium slag is an important resource of vanadium. For instance, it accounts for 40% of production in China [21].
The molten NaOH roasting method can extract vanadium from vanadium slag. But this process uses a lot of energy and NaOH, making it costly. The conventional approach to recovering vanadium is roasting with NaCl, followed by water leaching, purification of the vanadium solution, and precipitation of the vanadium as ammonium polyvanadate (NH4V3O8). Finally, calcination yields vanadium pentoxide (V2O5). Figure 1 shows a flow sheet of this process [22]. The purpose of roasting with NaCl (or other sodium salts) is to convert the spinel phase into soluble sodium vanadate (NaVO3). However, roasting with NaCl is being abandoned due to the emissions of HCl and Cl2 and the loss of vanadium from volatile VOCl3 during chlorination roasting above 600 °C. The low vanadium recovery (< 60%) and high energy use make this process uneconomic. Chromium spinel, which is commonly found in vanadium slag, can be partially oxidized to hexavalent chromium when roasting with sodium salts [23]. Chromium can be leached with vanadium in the water-leach process, resulting in toxic CrO42− in the water and the leaching residue. The removal of CrO42− from wastewater involves reducing with sulfur or SO2. This generates a lot of chromium sludge, and so new vanadium-extraction technologies have been developed.

Adapted from [22]
Conventional flow sheet for vanadium extraction from vanadium slag.
By roasting with CaO, the problem of sodium salts can be avoided [23, 24]. After calcification roasting, the fayalite phase Fe2SiO4 is decomposed and transformed to CaSiO3 and Fe2O3, and, subsequently, the spinel phase (FeV2O4) is oxidized and transformed to Ca2V2O7 and Ca(VO3)2 [25]. The leaching involves dilute H2SO4 [23]. However, there are operational difficulties and a low vanadium recovery. Furthermore, during acid leaching, calcium sulfate accumulates in the residues, inhibiting further use as a raw material. Leaching is easier with ammonium carbonate, since it allows the selective leaching of the vanadium into the liquor from calcification-roasted vanadium slag, but maintains the phosphorus in the solid phase because of the differences in the reactivity of calcium vanadate and calcium phosphate with ammonium carbonate [25]. Vanadium was recovered from Ca-rich slags by direct oxidative roasting, without added salt, followed by leaching with a sodium carbonate solution [26]. During the oxidation roasting, the olivine phases and spinel phases decomposed at 500 and 800 °C, respectively. Vanadium-rich phases were formed above 850 °C. To recover the vanadium and titanium, the vanadium slag was roasted with ammonium sulfate at moderately high temperatures, followed by dilute H2SO4 leaching [27]. To enhance the extraction, an activation pre-treatment of the vanadium slag via high-temperature water quenching was employed. The activation accelerated the extraction, with the yields increasing by 16% and 12%, respectively, compared with the untreated slag. Li et al. developed non-salt roasting, followed by leaching with ammonium carbonate [23, 28]. This can be recycled in the process and the leaching residue can be returned to the blast furnace (Fig. 2). The vanadium is recovered as ammonium vanadate (NH4VO3). Instead of ammonium carbonate, ammonium oxalate was found to be an efficient lixiviant [29]. After roasting with CaO, the vanadium could be extracted from Cr-rich vanadium slag by leaching with a (NH4)2SO4–H2SO4 mixture at 20 °C [30] and recovered from the leachate as a (NH4)2V6O16 precipitate after heating to 60 °C and adjusting the pH to 8.0. Roasting the (NH4)2V6O16 precipitate yielded V2O5.

Adapted from [23]
Flow sheet for vanadium extraction from vanadium slag via non-salt roasting and ammonium salt leaching.
Direct vanadium leaching with acids, without prior roasting, is efficient and has no emission problems. Unfortunately, it consumes a lot of acid and has poor selectivity. Zhang et al. recovered the vanadium from slag using high-pressure oxidative acid leaching [21] where the fayalite and spinel phases are decomposed by H2SO4, releasing vanadium and iron in solution, while the unreacted silicon and titanium are enriched in the residues. With an initial 250 g L−1 concentration of H2SO4, leaching at 140 °C, a time of 50 min, a liquid-to-solid ratio of 10:1 mL g−1, and an oxygen pressure at 0.2 MPa, vanadium recovery reached 97.7%. To mitigate the acid consumption, waste acids have been proposed [31]. To mitigate the low selectivity, the leachate can be purified by solvent extraction. For instance, Zhang et al. purified a leachate with bis(2-ethylhexyl)phosphoric acid (D2EHPA) as the extractant, tri-n-butyl phosphate (TBP) as the modifier, and sulfonated kerosene as the diluent [32]. It is clear that the recovery of vanadium from vanadium slags is an active research field.
The US Bureau of Mines has developed a process to recover manganese from BOF slag by leaching with ammonium carbamate [33]. Figure 3 shows the flow sheet. The ammonium carbamate hydrates irreversibly to ammonium carbonate: NH2CO2NH4 + H2O → (NH4)2CO3. Therefore, leaching with mixtures of NH3 solution and ammonium carbamate is essentially ammonia–ammonium carbonate (AAC) leaching. The BOF slag was pre-treated at high temperatures in a reducing (H2 or CO) or oxidizing atmosphere (air), for 2 h at 700 °C, prior to leaching. Only a treatment with H2 improved the leaching compared to the as-received slag: 71% Mn recovery versus 34% recovery for the as-received slag. There was also a large co-dissolution of iron, indicating that it is present as Fe(II). After leaching, MnCO3 and FeCO3 were recovered from the solution by heating, with the NH3 and CO2 driven off. Under optimum conditions, 80% of the manganese and 50% of the iron could be recovered. Manganese is a valuable, strategic metal, but the process was uneconomic because of the cost of roasting, the low manganese content, and ammonium carbamate cannot leach manganese from all types of BOF slags.

Adapted from [33]
Flow sheet for ammonium carbamate leaching of manganese and iron from BOF slag.
Krasheninin et al. recovered manganese from a residue after leaching vanadium with Na2CO3 from oxidatively roasted manganese-vanadium slag [34]. The manganese was present as MnCO3 and could be recovered from the leachates by adding (NH4)2CO3 and then calcining to Mn2O3.
Electric Arc Furnace (EAF) Slag
There is a difference between EAF primary slag and EAF secondary-metallurgy slag [11]. The main use of EAF slags is in roads, waterways, railways, etc. The chemical composition of EAF slags varies, based on the type of feed. The main components are calcium, iron, magnesium, aluminum, and silicon oxides. Less than 1% of the calcium is present as free lime. EAF slags have high chromium and iron contents and low basicity (= CaO/SiO2 mass ratio). The metallic iron content is 0.8–11.4%, with an average of 4%. The chromium content can be problematic, i.e., 0.01–2.52%, with an average of 1.03%, because in clinker production it can be oxidized to the soluble and toxic hexavalent chromium. Standard tests on EAF slag have investigated the leachability of chromium and other metals [35], where it is related to the slag’s basicity and particle size [36]. The cooling conditions also influence the leachability of chromium from EAF slags, e.g., a neutral or reducing atmosphere can prevent the formation of hexavalent chromium [37]. EAF slags are better for metal recovery than other slags due to their high iron and chromium contents [38]. Chromium is present in spinel phases and FeCr metallic droplets. Few studies have looked at metal recovery from EAF slags, and most of these concern manganese recovery from ferromanganese slags.
Researchers at the Flemish Institute for Technological Research (VITO) in Belgium studied the recovery of chromium from landfilled Cr-rich stainless-steel slags. They used alkali roasting with a low concentration of alkaline salt (NaOH or NaOH + NaNO3), followed by water leaching [39]. Figure 4 shows the flow sheet. The effects of the processing parameters and a pre-treatment on leaching behavior were checked. NaNO3 acts as an oxidizing agent and increases the chromium recovery, while the residue could be used in construction. In a follow-up, alkaline pressure leaching with a NaOH solution was investigated [40]. The design-of-experiment method was used to optimize the process parameters. The maximum chromium leaching was 46% with 1-M NaOH, 240 °C, 6 h, mechanical activation 30 min, while the matrix material was only partially dissolved (Al 2.88%, Si 0.12%, Ca 0.05%). After chromium leaching, followed by alkali washing, a carbonation treatment stabilized the remaining chromium and the matrix was recycled for construction. Chromium can also be recovered under milder reactions conditions, with a temperature-controlled extraction using NaOH in the presence of NaOCl, followed by water leaching [41]. The dissolved chromium can be precipitated as barium chromate (BaCrO4). The dissolution of chromium was optimized by studying parameters like NaOCl concentration, NaOH-to-slag ratio, leaching time and temperature, and particle size. The reuse of the residue via accelerated carbonation was also studied. Lab-scale batch and column leaching showed that the process can be used in the heap leaching of chromium from landfilled stainless-steel slags, allowing in-situ chromium recovery [42].

Adapted from [39]
Flow sheet for recovery of chromium from stainless-steel slag by alkali roasting, followed by water leaching.
Ferromanganese slag comprises waste from the production of ferromanganese metal in BFs and EAFs [43]. The manganese content of the slag (> 30%) makes it attractive for manganese recovery with hydrometallurgical methods and using the residue for cement. Mohanty et al. used dilute H2SO4 to leach ferromanganese slag at temperatures up to 80 °C at a liquid-to-solid ratio of 10:1 with almost 100% recovery of the manganese [44]. Step-wise leaching with dilute acid was proposed to reduce the dissolution of impurities, which can be precipitated from the leachate by increasing the pH from 2.5 to 5.65. The purified MnSO4 can be used as an electrolyte for the recovery of manganese metal, with the residue containing only aluminum and calcium. Naganoor et al. used FeCl3 to leach ferromanganese slag [45]. Roasting with CaO or CaCO3 prior to leaching ensured the manganese was in soluble form. A manganese recovery of 82% was achieved with a 0.154-M FeCl3 solution in 2 h at 80 °C and a pulp density of 5–10%. The sucrose in the FeCl3 solution meant 86% of the manganese was recovered from the slag in 1 h. The pregnant leach solution was then treated to produce electrolytic MnO2 and manganese metal. Ferromanganese slags contain silicate phases, so leaching silicate minerals with dilute acids can be difficult due to silica-gel formation, which hinders solid–liquid separation. Silica-gel formation can be avoided by dry digestion with concentrated acid. This creates water-starved conditions where the condensation of orthosilicic acid to silica gel is impossible [46]. Kazadi et al. digested ferromanganese slags with concentrated H2SO4 and the residue was leached with water [47]. Up to 90% manganese recovery was achieved, depending on the number of leachings. The leachate could then be processed to manganese metal by electrolysis, as well as MnO2 or other salts. The residue obtained after solid–liquid separation, containing amorphous silica and calcium sulfate, was tested as an additive for Portland cement. In a follow-up, Baumgartner and Groot purified a MnSO4 leach solution [43], with the pregnant leach solution having 25–35 g/L of Mn. Impurities were removed by hydroxide precipitation using NH3 or NaOH. The NH3 was the most effective, reducing Fe, Si, and Al to less than 1 ppm. MnCO3 precipitated at pH > 8 by adding Na2CO3 or (NH4)2CO3. However, phases such as (NH4)2 Mg(SO4)2·6H2O and Na2SO4 co-precipitated and contaminated the product, rendering it unsuitable as a furnace feed. Therefore, the product was washed with distilled water to produce a viable furnace feed. Pure MnCO3 (> 92%) was produced; however, although technically viable, the large amounts of base reagent required to enhance the pH made the process uneconomic. An optimization to determine the ideal amount of acid for the water-starved digestion stage was conducted, which reduced acid and base consumption while optimizing the quality of the pregnant leach solution, and producing a leach residue that contained less than 1% Mn. The outcome was an economically viable process.
Hocheng et al. bioleached metals from EAF slag that was washed with water before bioleaching [48]. This reduced the slag’s pH from 11.2 to 8.3. Culture supernatants of Acidithiobacillus thiooxidans (At.thiooxidans), Acidithiobacillus ferrooxidans (At. ferrooxidans), and Aspergillus niger (A. niger) were used for metal solubilization. The At. thiooxidans culture supernatant containing 0.016-M H2SO4 was the most effective for bioleaching metals from EAF slag. The maximum metal extraction was obtained for Mg (28%), while the lowest was obtained for Mo (0.1%) in 6 days. Repeated bioleaching increased the metal recovery from 28 to 75%, from 14 to 60% and from 11 to 27%, for Mg, Zn, and Cu, respectively.
Dusts and Sludges
BF Dust and Sludge
Chemistry and Mineralogy
Dust leaves a BF via the top gas, which carries the particles through the gas cleaner, creating a coarse fraction called BF dust (or primary dust) and a wet-scrubbed, fine fraction, called BF sludge (or secondary dust) [49]. Less BF dust and sludge are produced now, due to improvements in the coke and sinter properties and better control of blast furnaces. The average production in 2006 was 11.4 kg/ton of hot metal for primary dusts and 8.9 kg/ton of hot metal for secondary sludges [11]. It is not clear if the value for secondary sludge is for wet or dry material.
The difference between primary and secondary materials is the zinc and lead contents, with more of these elements in the finer BF sludge. On average, there is 0.2 wt% of Zn in BF dusts and 1.5 wt% in BF sludges [11]. Maximum values are 1.2 wt% for the BF dusts and 2.7 wt% for the BF sludges. Zinc, with its boiling point of 907 °C, travels with the ascending gas in the BF, condensing in its upper parts. The dust-forming mechanism for zinc is therefore chemical, not mechanical [49]. Consequently, the zinc, unable to form larger particles, will be found in the finest particles. Furthermore, zinc will condense more on finer particles due to their large surface area. The Pb content in BF sludges is 0.1–0.9 wt%. The zinc (and lead) in BF off-gas, BF dusts and sludges, originates from the reuse of BOF dust in the sinter plant. The zinc (and lead) in the BOF dust comes mainly from the scrap (vide infra). These elements negatively affect the BF because they can destroy the refractory lining. The total iron content is 20–70%, while the carbon content is 10–50%.
The main mineral phase in BF sludge is hematite (Fe2O3), together with calcite, periclase, graphite, and amorphous coke. Magnetite and quartz have also been reported [50]. Kretschmar stated that identifying zinc phases in BF sludges is demanding, because of the low zinc content, the large amounts of amorphous phase, and the isomorphism of zinc-containing phases with non-zinc phases [51]. For instance, franklinite is isostructural with magnetite, and smithsonite is isostructural with calcite. In general, zinc is associated with all the phases in BF sludge [49, 52]. Since the zinc reactions are in the gas phase, ZnO condenses on solid particles and can react with the particles’ matrix. For instance, if ZnO condenses on a Fe3O4 particle, it can react with it to form ZnFe2O4. This means solid particles with an Fe3O4 core, a layer of ZnFe2O4, and an outer layer of ZnO can be found.
There are also reports that the zinc in BF sludge is in the form of zinc sulfide (ZnS, sphalerite) [53]. The sulfur is introduced in the BF via coke or coal. The highest sulfur contents occur when pulverized coal injection (PCI) is used [54], with the coal containing more sulfur than the coke. Although most of the sulfur reports to the slag, about 2–3% is found in the dusts and off-gases, where it can react with zinc or ZnO to form ZnS [55, 56]. Furthermore, the weathering of BF sludges in landfills changes the zinc speciation. For instance, zinc phyllosilicates and hydrozincite are found in weathered samples, but not in fresh ones [51].
Some sludges contain high levels of mercury. The levels in 14 samples of landfilled BF sludge were 3.91–20.8 mg/kg [57]. Another study of 65 BF sludges gave values of 0.006 to 20.8 mg/kg (mean 3.08 mg/kg) [58]. However, these amounts do not pose an environmental risk.
Close to 100% of the primary dust is recovered in steel plants, with the favored internal route being the sinter plant. This suggests that there are no significant barriers to recovery [11]. Although more than 80% of the secondary dust and sludges are being recouped, some BF sludges are not recycled because of their high water content, fineness, and zinc/lead content. Using hydrocyclones and dry cyclones is an effective way to separate high-Zn BF dust into Zn-rich smaller particles and Zn-lean larger particles [59].
The recycling of all the dusts and sludges back to the BF means the zinc would accumulate, i.e., a formidable challenge recognized by the steel industry [49]. To recycle the BF sludges to the BF, a “zinc bleed” must be introduced. By de-zincing the BF sludge, a Zn-depleted fraction can be recycled, so reducing the amount of landfill. When Zn-containing residues are fed to the sinter plant, some of the zinc is evaporated. Therefore, when operating the BF on pellets, recycling the BF dust via cold-bonded agglomerates and injection, the requirements for zinc removal from BF sludges are tougher than when operating on the sinter. Hence, the aim of de-zincing is to introduce a bleed of zinc from the BF, regardless of the zinc starting content, rather than having a general zinc content of the de-zinced fraction to be recycled. Most research has focused on the removal of zinc from BF sludges, rather than the removal of lead.
Sulfuric Acid Leaching
Sulfuric acid (H2SO4) leaching is the most popular way to recover zinc from BF sludges, because of its availability and price. A process was developed to leach BF sludge with this acid at room temperature [60]. For 1.0-M H2SO4, liquid-to-solid ratio = 10, leaching time = 10 min, 82% of the zinc was recovered, with a 5% co-dissolution of iron. Shorter times reduced the co-dissolution of iron, but only at room temperature. The dissolved iron was precipitated from the leachate as jarosite, and the solution was purified by solvent extraction using LIX622 and LIX984. Finally, zinc metal was obtained by electrowinning from the sulfate solution. Havlik et al. leached BF sludges with 1-M and 2-M H2SO4, at 20, 50, and 80 °C [61]. The zinc was dissolved in H2SO4 concentrations of 1 M or higher within a few minutes. Although the amount of iron leached at 20 °C was relatively low, it increased with temperature. For 2-M H2SO4 and 80 °C, a lot of iron went into solution. Banerjee leached BF flue dust and sludge with a low zinc content (0.007% for the dust and 0.45% for the sludge) in H2SO4 solutions between 0.1 and 1.0 M and reported less selectivity with higher concentrations: for 1.0-M H2SO4 a significant amount of iron was dissolved [62]. Steer and Griffiths reported very efficient zinc leaching: > 98% dissolved, but 47% of the iron went into solution [52]. This is probably due to the longer leaching time (24 h) and high acid concentration (1 mol/L).
Andersson et al. found that leaching with H2SO4 is better than with HCl or HNO3 [49]. Hot leaching (80 °C) with H2SO4 at pH 1 dissolved 95% of the zinc, leaving just 0.025% in the residue, which also had 91% of the iron. The leaching took 10 min. Longer times increased the heat losses, acid consumption, and iron leaching. Therefore, shorter times mean more iron in the residue, which contained 86% of the original solid, 91% of the iron, and 100% of the carbon. When using pH 3, iron recovery increased to 96%, with 93% of the original solid remaining. Although the leachate was not purified, cementation was suggested as a way to remove the lead and recover the zinc as ZnCO3 by adding Na2CO3. ZnCO3 can then be calcined to ZnO. This suggests it is easy to de-zinc BF sludge, making it suitable for in-plant recycling. Nevertheless, although the process works, the liquid-to-solid ratio is high (L/S = 10). By leaching BF sludge with 0.1-M H2SO4 in a strongly oxidizing ozone gas, the co-dissolution of iron could be suppressed, while 85% of the zinc could be leached [63].
The microwave-assisted leaching of BF sludge with H2SO4 solutions recovered only slightly more zinc (4%), although the authors claim that the process was faster [64]. Mikhailov et al. reported the ultrasound-assisted leaching of BF sludge with H2SO4–H2O2 solutions [65]. For 0.4-M H2SO4 + 0.1-M H2O2 and a liquid-to-solid ratio of 10, 84% of the zinc and 1.3% of the iron were removed, with hydrogen peroxide oxidizing the sulfides of sphalerite to sulfate ions. A conceptual flow sheet for an industrial process is shown in Fig. 5. The mechanism is not entirely clear and probably has errors (for instance, that Fe2O3 would dissolve by bringing Fe2+ into solution).

Adapted from [65]
Conceptual flow sheet for the ultrasound-assisted leaching of BF sludge with a H2SO4–H2O2 solution.
Pure ZnSO4·7H2O was leached from zinc-containing BF sludge with H2SO4 [50]. Fe(II) was oxidized to iron(III) by H2O2 and precipitated as Fe(OH)3 with the addition of CaCO3. Calcium was removed from the filtrate by adding ZnF2 to form insoluble CaF2. High-purity (99.57%) hydrated zinc sulfate, ZnSO4·7H2O, was crystallized from the filtrate by evaporating the water.
Hydrochloric Acid Leaching
SIDMAR (now ArcelorMittal Gent, Belgium) and the Department of Chemical Engineering of KU Leuven (Belgium) have developed a hydrometallurgical process based on oxidative leaching in HCl to treat BF sludges in SIDMAR’s tailings pond [53]. A flow sheet is shown in Fig. 6. Oxidative leaching was chosen because part of the zinc was in the form of ZnS (sphalerite), which only dissolves in very acidic conditions (pH < 0.25) because of the low solubility product. When oxidizing conditions are used, ZnS dissolves more easily, and at higher pH values because the sulfide ions are oxidized. In a BF dust sample, 17% of the zinc was present as ZnS, and only 3–4% as ZnFe2O4. Leaching involved HCl and NaOCl, and/or FeCl3 as an oxidizing agent. The HCl and NaOCl were added directly to the reactor to keep the pH below 1.5 and the redox potential above 650 mV. The slurry could leach zinc and lead, while iron and calcium dissolved. The sludge was added to the bottom of the reactor, with the reagents and the recirculate. The turbulent reaction mixed the sludge and the chemicals. A flocculant was added to the overflow of the reactor, with the solid/liquid separation carried out by a filter band.

Adapted from [53]
Flow sheet of the SIDMAR process for the treatment of BF sludge.
The leaching efficiencies were 95% for zinc and 92% for lead, while that for iron was 32–49%. Zinc and lead chloro-complexes were removed using two anion exchangers, which did not retain the iron, calcium, and aluminum. That part of the iron was extracted was not a problem, as it is not retained on the anion exchanger. It is returned to the reactor to precipitate once more as goethite and remain with the residue as the concentration increases. Recirculating the solution limits the consumption of water and chemicals. The average consumption of reagent was 0.5 L of 12-M HCl per kg of incoming dry solids and 0.4 L of NaOCl (min. 120 g of active chlorine per L) per kg of incoming dry solids. The overall costs for the process (including investment, personnel, reagents, energy, and maintenance) were estimated in 2000 to be $125 per ton of dry solids. Belgian patent BE1011619A3, assigned to SIDMAR, is the same process, but with Cl2 replacing NaOCl [66]. The same claim is covered by patent WO 99/31285 [67].
Belgian patent BE1001781A6 discloses the use of an oxidized, spent pickling liquor used for steel plate. The liquor is oxidized with Cl2 solution to obtain one rich in FeCl3. This FeCl3-enriched HCl solution is then used to leach BF sludge, which is washed and sent to a sintering plant [68]. Canadian patent CA2985027A1, assigned to ArcelorMittal, discloses the leaching of BF sludge with a mixture of HCl and sodium chlorate (NaClO3) oxidizing agent [69]. To keep the lead soluble, the leaching is at pH 0.8–1.2 and 50–60 °C. If the pH is too low, too much iron dissolves. The iron is precipitated as goethite by increasing the pH to > 1.5 with lime. The method was used for BF sludges with 4.5–12% zinc, i.e., well above normal levels.
In patent WO 2018/219464, ThyssenKrupp discloses how to treat BF sludge with a HCl solution and dissolve most of the iron, leaving behind a C-rich residue [70]. The HCl solution has a concentration of 5–20%, a time of 5–15 min, at temperature of 60–80 °C. Ultrasound can help to homogenize the solution and shorten reaction times. The C-rich phase is filter-pressed and washed with water to remove any chloride impurities. After drying, this C-rich phase can be returned to the BF. After solid/liquid separation, the Fe-rich solution is treated to recover the iron as Fe2O3. The Fe-rich solution can be reduced by hydroxylammonium chloride to Fe2+, and the lead and zinc are removed with an ion exchanger. Next, the Fe2+ is oxidized to Fe3+ by H2O2 and the Fe3+ is trapped on a second ion exchanger. After eluting the Fe3+ with HCl, the FeCl3 solution is treated by pyrohydrolysis. The HCl is recovered and the residue is 99% Fe2O3. Alternatively, after solid/liquid separation the Fe-rich solution can be treated with H2O2 to oxidize the Fe2+ to Fe3+, and the Fe3+ is precipitated as Fe(OH)3 by adding lime. Fe(OH)3 is separated by a filter press and Fe(OH)3 is transformed into Fe2O3 in a roast furnace. The HCl is regenerated for reuse in the process by treating the solution in a spray roast furnace (pyrohydrolysis). The residue contains 90% CaO as well as other alkali, alkaline earth, and transition-metal oxides. It can be reused for making lime suspension.
Leaching with Organic Acids
Steer and Griffith tested some carboxylic acids for zinc and iron extraction with a concentration of 1 mol/L: acetic, citric, oxalic, benzoic, malonic, and acrylic acid (prop-2-enoic acid) [52]. The BF sludge was from a tailing pond with 2.25% zinc content. The results are shown in Fig. 7. Although H2SO4 gave the highest zinc yield, large amounts of iron were also co-dissolved. The authors then selected acrylic acid (prop-2-enoic acid). This gave a better extraction efficiency for zinc (83.1%), with the co-dissolution of small amounts of iron (8.5%). However, the use of acrylic acid is not appropriate from the safety and environmental points of view. It is very hazardous for skin (permeator) and eye contact (irritant, corrosive). Although the authors considered acetic and benzoic acid to be inferior to acrylic acid, because of the lower zinc extraction, the acetic and especially the benzoic acid (with just 0.1%) led to less co-dissolution of iron. An interesting feature of this paper is the effect of non-aqueous solvents on the extraction of zinc and iron with acrylic acid (Fig. 8). Mixtures of water and methylbenzene (toluene) extracted around 85% of the zinc. More importantly, the co-dissolution of iron was just 0.1% for 2:1 water:toluene mixtures. This is probably because the iron was re-precipitated after dissolution due to a high pH. There have been no follow-up studies.

Adapted from [52]
Zinc and iron extractions from BF sludge for a range of acids at 1 mol/L.

Adapted from [52]
Extraction of zinc and iron from BF sludge using 1 mol/L prop-2-enoic acid in different non-aqueous solvents.
Citric acid is often used to remove zinc from contaminated soils [71,72,73,74]. Therefore, we could anticipate that citric acid, and related chelating organic acids, have the potential to remove zinc from landfilled BF sludges. Something that has not been investigated yet. Furthermore, there is little on recycling the lixiviant in soil-remediation studies with citric acid. All the lead (but not zinc) could be removed from BF sludges with an EDTA solution [75].
Leaching with Ammonia + Ammonium Salts
Tata Steel discloses in EP 3 333 272 A1 a process for leaching BF (and BOF) residues with a leaching solution of NH3 and an ammonium salt, (NH4)2SO4, NH4Cl, or (NH4)2CO3, at pH 8–12 [76]. When leaching with an NH3 + ammonium sulfate solution, dried and untreated BF sludge yielded 40% zinc with only 1% of co-dissolved iron. With roasting in air, the zinc recovery was 60%. Roasting with Na2CO3, followed by leaching with NH3 + (NH4)2SO4, gave 70%. These increases are due to the decomposition of ZnFe2O4.
Bioleaching
Cheikh et al. suggested a clean-up for BF sludges that combined an initial leaching with Na-EDTA (pH 6) to remove the lead, followed by a second bioleaching with A. ferrooxidans to remove the zinc [75]. For the bioleaching, 1 g of sludge was used in 50 mL of solution.
BOF Dust and Sludge
Chemistry and Mineralogy
According to a 2006 survey, the average amount of BOF dust and sludge is about 22 kg/ton of crude steel (range 10–40 kg/ton) [11]. Most BOF dusts and sludges are collected in the secondary/fine systems. Improvements in gas cleaning systems mean more material is being collected, rather than emitted into the atmosphere. This has led to slightly increased amounts of BOF dusts and sludges over the years. There are also increases in BOF dusts and sludges due to altered process conditions, e.g., blowing rates, slag practices, bath additions, and bath agitations.
Tables 1 and 2 show the chemical composition of primary (coarse) and secondary (fine) BOF dusts and sludges. These are mainly iron particles ejected from the BOF, which partially oxidize within the gas cleaning system [11]. The extent of the oxidation depends on the extraction system. Due to the high temperatures involved and the mechanism of formation, the carbon levels associated with BOF dusts and sludges are low compared to BF dusts and sludges. A study of BOF sludge by ArcelorMittal Monlevade, Brazil, showed that the fine fraction is much richer in zinc and lead than the coarse fraction. Whereas the coarse fraction contained 0.51% Zn and < 0.010% Pb, the fine fraction contained 4.37% Zn and 0.068% Pb [77]. A study of the distribution of zinc in BOF off-gases in two ArcelorMittal steelmaking plants showed that the dusts collected close to the BOF vessels contain much less zinc than the dust collected downstream in the off-gas cleaning system. The primary dust contains such a low zinc content and is so Fe-rich that it can be considered as a secondary iron resource, comparable to high-quality iron ores [78]. BOF sludge contains much less sulfur than BF sludge [79].
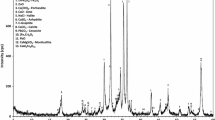
A mineralogical study of BOF sludge from ArcelorMittal Monlevade found the following mineralogical phases were present in both the coarse and fine fractions: wüstite (FeO), magnetite (Fe3O4), metallic iron (α-Fe), lepidocrocite (γ-FeOOH), calcite (CaCO3), and portlandite (Ca(OH)2) [77]. Zincite (ZnO) was not identified, and franklinite (ZnFe2O4) could not be identified due to an overlap with the peaks of magnetite in the X-ray diffractogram. Graphite (C) was only found in the fine fraction and fluorite (CaF2) only in the coarse fraction. Sammut et al. made a zinc speciation in BOF dust and found 43% ZnFe2O4, 23% ZnCO3, and 16% ZnO [80]. The ZnCO3 was attributed to the presence of limestone in the process. Veres et al. reported the following mineralogical phases in a 9.37%-Zn BF dust: magnetite, hematite, wüstite, franklinite, zincite, and amorphous phases [81]. Wang et al. investigated the zinc distribution and zinc speciation in Zn-rich (3.4% ZnO) BOF sludge by micro-XRD and micro-XANES. The main zinc phases were franklinite (ZnFe2O4) and smithsonite (ZnCO3) [82, 83].
Since BOF dusts and sludges have a lot of iron, their recycling should be a high priority. Internal recycling via the sinter plant/BF route is limited by the concentrations of zinc and lead. In such cases, steel plants can blend materials and produce briquettes/pellets that are then charged back to the BOF [11]. Another option is stockpiling, and a significant fraction is used by the cement industry. Environmental concerns are reducing the amount of landfilling, while the high moisture content of BOF sludge is an obstacle to recycling [84].
Leaching with Mineral Acids
There are very few studies on leaching BOF dust and sludge with mineral acids. Kelebek et al. studied the leaching of BOF sludge with H2SO4 [85]. Leaching with a solution at pH 2 for 20 min reduced the zinc in the coarse fraction from 1.6 to 0.4% and in the fine fraction from 1.9 to 1.6%. In the coarse fraction, the zinc removal rate was 80–85%, with an 18% iron loss. However, in the fine fraction the zinc removal was only 29%, with a 1.85% iron loss. The differences were due to mineralogy (with more ZnFe2O4 in the fine fraction). The flow sheet (Fig. 9) has an upfront size separator to split the sludge stream into fine and coarse fractions (with a hydrocyclone). The fine stream is directed to a dewatering circuit (e.g., thickener) and then to a disposal site (with no treatment). The coarse fraction is sent to a leaching system, preferably arranged as a counter-current circuit. The solid particles leaving this system are relatively coarse and low in zinc, and can be recycled to the sinter plant.

Adapted from [85]
Flow sheet for the mild treatment of BOF sludge at pH 2 with a H2SO4 solution.
Trung et al. studied the leaching of BOF sludge with H2SO4 [86, 87]. The BOF sludge was a very heterogeneous material, so that it was hard to select a H2SO4 solution with the right concentration for leaching. After 15 min at 80 °C, 70% of the zinc was removed with a 1-M solution. Veres et al. used the microwave-assisted leaching of BOF sludge with a 1-M H2SO4 solution at a liquid-to-solid ratio of 20 [88]. The microwaves increased the zinc leaching, but also the iron leaching, resulting in poor selectivity. US patent 3,375,069 discloses how to remove zinc from BOF sludge by leaching with spent pickling liquor (HCl) [89]. BOF dust samples with 0.80% and 0.78% zinc were investigated. With the pH at 4–5, iron dissolution could be avoided.
Leaching with Organic Acids
Wang et al. recovered zinc from BOF sludge with different organic acids [90]: oxalic, citric, acetic, propionic, butyric, and valeric acid. These organic acids are biodegradable, so that secondary waste can be avoided. The leaching tests aimed to maximize zinc recovery and minimize iron dissolution. The filter cake was dried overnight at 105 °C, screened, and the 300–500-μm fraction was used. The sample had 6.5% Zn. The main mineralogical phases were wüstite, metallic iron, and magnetite. About half of the zinc in the filter cake was ZnO and franklinite, whereas the other half was present in solid solutions of ZnO and FeO (zincite–wüstite) and ZnFe2O4 and Fe3O4 (franklinite–magnetite). For the leaching, 150 mL of a 1-M acid solution was used with a filter cake corresponding to 70% of the ratio of the actual amount of acid to that theoretically consumed if all the iron and zinc were present as FeO and ZnO. The leaching was at room temperature for 10 h. Figure 10 shows the efficiency for zinc and iron with different acids as a function of time. Butyric acid was the most efficient lixiviant, with 49.7% Zn removal and 2.5% Fe leached. After 20 min, 23.2% of the zinc was extracted, with 41.0% after 3 h and 49.7% after 10 h. Although acetic and propionic acids extracted more zinc, they also led to more iron dissolving. Oxalic acid was not efficient for leaching. Citric acid dissolved the most zinc, but also the most iron, i.e., poor selectivity. The efficiency of the zinc leaching was acetic > propionic > butyric > valeric acid. The order for iron leaching was acetic > propionic > butyric < valeric acid, i.e., a minimum for butyric acid.

Adapted from [90]
Leaching efficiency for a zinc and b iron for different acids as a function of time.
Based on the most promising results for butyric acid, the authors then investigated the leaching behavior of BOF sludge with butyric acid in a follow-up study. The optimum leaching conditions were determined. In the best case, 51% of zinc was leached, with less than 1% of iron co-dissolution [91]. The results showed that zinc extraction increased with a higher acid-to-filter-cake ratio. Acid concentration had no effect on zinc, but iron dissolution decreased with a stronger acid. The authors suggested leaching in counter-current mode (Fig. 11). A key finding was butyric acid cannot dissolve ZnFe2O4 (franklinite). To assess the butyric route, three BOF filter cakes with 2.42%, 6.52%, and 13.8% Zn, as well as weathered samples, were tested [92]. After optimum leaching, 2–3% Zn remained. The effects of adding other organic or mineral acids to butyric acid on leaching zinc and iron from BOF filter cake were investigated to find the maximum-allowed impurity levels in butyric acid [93]. While the presence of acetic and propionic acids in butyric acid has little effect on zinc leaching, the addition of H2SO4 or HCl reduced the selectivity, unless the acids were added such that the pH did not fall below that of pure butyric acid.

Adapted from [91]
Conceptual flow sheet of a counter-current process for leaching BOF sludge with butyric acid.
Alkali Leaching
Leaching BOF sludge with 5-M sodium hydroxide (NaOH) solution was very selective for zinc over iron [77]. However, as no ZnFe2O4 was dissolved, the total zinc recovery rate was only 40–60%. The ZnFe2O4 could be decomposed by heating with NaOH (T = 450 °C, t = 1–5 h, NaOH/sludge ratio = 0.75). Leaching this BOF sludge sample with 5-M NaOH resulted in 94% of zinc recovered. The main disadvantage of leaching with NaOH is that concentrated solutions are required and a lot of reagent is consumed (see section on “EAF Dust”). Gargul et al. reduced the zinc content of a BOF sludge from 2.82% Zn to 1% Zn after leaching for 100 h with 5-M NaOH [94]. Leaching with a 1-M (or less) NaOH solution selectively recovered molybdenum and tungsten from steelmaking dust, with no significant co-dissolution of zinc [95].
Leaching with Ammonium Salts
Gargul and Boryczko compared the leaching of a BOF sludge containing 2.82% Zn with an NH3 solution and the ammonium salts NH4Cl and (NH4)2CO3 [96]. The best results came with NH4Cl, where the zinc was reduced to < 1%. Although the authors claimed minimal loss of iron, there were no data for its co-dissolution. In European patent EP 3 333 272 A1, Tata Steel discloses the leaching of BF and BOF residues with a solution of NH3 and an ammonium salt, (NH4)2SO4, NH4Cl or (NH4)2CO3), at pH 8–12 [76]. In an example, BOF and BF flue dusts were roasted at 750–900 °C for 1 h with Na2CO3 to decompose the ZnFe2O4. After leaching with NH3 + ammonium sulfate solution, > 80% of the zinc was recovered.
EAF Dust and Sludge
Chemistry and Mineralogy
EAF dust and sludge amount to 14.2 kg/ton of crude steel (range 3.4–25 kg/ton) [11]. The first stage of the gas cleaning (typically a baghouse) is the main generator of dust: 12.7 kg/ton of crude steel on average. The other dusts and sludges collected from the process represent a small fraction, and most studies focus on the primary dust. The chemical composition of EAF dust is shown in Table 3 [11]. Iron and zinc are the dominant components, while there is a relatively low carbon content (1.8% on average), similar to the carbon content of BOF dusts and sludges, suggesting it is driven off during steelmaking. The zinc content of EAF dust varies with the steel plant because of the different zinc contents of the input scrap and the grades being produced. EAF dust can also contain various amounts of lead and cadmium.
The physical properties of EAF dust depend on the steel type and the melting process. The particle size is 0.1 μm to > 200 μm. Therefore, EAF can be airborne, which makes it difficult to handle or separate using physical methods [97]. Due to the presence of salts (NaCl and KCl), the soluble fraction can be up to 10 wt%. Zinc accumulates in the fine fraction of the dust, whereas iron tends to report to the larger particles, being present as ZnO (zincite) or ZnFe2O4 (franklinite). The zincite in EAF dust is due to the high zinc content [98]. However, there is usually less zincite than franklinite.
Pyrometallurgical Versus Hydrometallurgical Processes
The high zinc content of EAF dusts means they cannot be used in steelmaking. They must either be landfilled or processed for zinc recovery. However, the content is low compared to conventional zinc-industry raw materials, and a proportion is present as ZnFe2O4, a refractory phase. The levels of toxic heavy metals, particularly lead, are far too high to permit disposal in sanitary landfills. Hence, there has been a trend to send less EAF dust to landfills and recover more using external methods. The most common of these is the (pyrometallurgical) Waelz-kiln process [5, 99], accounting for around 80%. A Waelz kiln is expensive, but it is attractive for EAF dusts with 15–20% zinc and plant capacities of at least 50,000 tons/year [100]. In contrast, hydrometallurgical treatment methods are better suited to a smaller scale. Their advantages are low energy consumption, high zinc solubility in different lixiviants, and the possibility to recycle residues to the EAF or BF. Although these hydrometallurgical methods have lower CAPEX and OPEX, the purification process is more complex. The EAF dust recycling produces a residue with a huge moisture content, which must be dried before it can enter the steelmaking process. Hydrometallurgical processes can recover metals other than zinc, such as lead, cadmium, and copper, generating iron oxide with less metal contamination. As well as pyrometallurgical and hydrometallurgical methods, EAF dust can be used in construction or as a filler in acoustic or thermal insulators [97].
It is difficult to compare studies on zinc leaching from EAF dust, because the compositions can vary widely, not only from steel plant to steel plant, but also over time, because of feed fluctuations. Therefore, we have different concentrations of zinc, but also variations in ZnO/ZnFe2O4 ratio, with ZnO (zincite) easy to dissolve, whereas ZnFe2O4 (franklinite) is not. Because of the fluctuating chemical and mineralogical compositions of EAF dust, the optimum process parameters also vary.
Removal of Chlorides
EAF dust contains chloride salts. This is a problem when leaching EAF dust with H2SO4, because the chloride will end up in the leachate and, hence, in the electrolyte for the electrowinning of zinc. Chloride impurities in ZnSO4 electrolytes are problematic because they corrode the electrodes, incorporate lead dissolved from the anode in the zinc, and make it hard to remove the electrodeposited zinc from the aluminum cathode. Therefore, the chloride salts must be removed from the EAF dust prior to leaching or from the pregnant leachate.
A convenient way to remove the chloride salts from EAF dust is washing with water, because the chlorides are mostly water soluble (NaCl and KCl). Bruckard et al. removed 99% by washing with tap water at room temperature for 60 min at the natural pH of EAF dust (pH 12). The residue had only 200 ppm chloride [101]; the liquid-to-solid ratio was 3:1; no adjustment of the pH was necessary; and water at ambient temperature was as effective as hot water. The kinetic experiments showed that about 1 h was sufficient to eliminate the water-soluble salts from the EAF dust. The washing step removed all the potassium and sulfate in the sample, about 50% of the sodium and less than about 10% of the calcium. Only trace amounts of zinc and manganese were leached. Environmentally significant amounts of lead, chromium, and cadmium reported to the wash solution, so this solution must be treated for heavy-metal removal. This involved Na2S solution to precipitate the heavy metals and then adding a little Fe(II) sulfate to remove the excess of sulfide ions. H2SO4 was used to lower the pH from 12 to 8–10.
However, some of the chloride in EAF dust is in the form of water-insoluble lead hydroxyl chloride (PbOHCl) and lead chloride carbonate (Pb2Cl2CO3) [102]. Washing with water cannot remove the chloride from these compounds. They require roasting of the EAF dust at < 600 °C before washing with water. Sulfation roasting is more efficient than carbonation or air roasting. The metal chlorides in the roasted EAF dust are NaCl and KCl, which can be easily removed with water. The roasting must be below 600 °C to avoid the evaporation of zinc and lead. Carbonation roasting requires a CO2 gas stream, whereas sulfation roasting requires SO2, and air roasting requires air. The washing step should be applied to freshly collected EAF dust, because it absorbs CO2 from the atmosphere and this can lock up part of the chloride in water-insoluble zinc hydroxyl-chloride, ZnCl2·4Zn(OH)2·H2O.
After leaching with H2SO4, chloride impurities can be removed by electrodialysis with a mono/bipolar ion-exchange membrane [103]. Monopolar membranes are either cation-exchange or anion-exchange membranes. A bipolar membrane contains an anion-exchange and a cation-exchange layer. These membranes split water into H+ and OH− ions in an electric field. A one-step electrodialysis process produces a ZnSO4 solution with a low-enough chloride concentration for an electrolytic zinc production process from leaching solutions of Zn-bearing raw materials with up to 1% chloride.
Sulfuric Acid Leaching
Solutions of sulfuric acid (H2SO4) are the most popular lixiviants for a hydrometallurgical treatment of EAF dust. H2SO4 is cheap and it is possible to use the ZnSO4 leachate for the electrowinning of zinc metal [104]. Zinc oxide (zincite) dissolves very rapidly in H2SO4 solutions, irrespective of the concentration and the temperature [105]. The diffusion-controlled reaction can take as little as 1 min. The dissolution of ZnFe2O4 (franklinite) is much slower and depends on the temperature [106]. The rate-limiting step is the rate of the chemical reaction. For the highest selectivity of zinc over iron, it is better to use 0.5-M (or lower) H2SO4 solutions and to stop leaching after about 15 min. The co-dissolution of iron is suppressed by working at lower concentrations [107, 108]. The reason why only a little iron is dissolved at lower H2SO4 concentrations is that the other elements are dissolved first and there is not enough free acid to dissolve all of the iron. The final pH after leaching with a dilute H2SO4 solution will be so elevated that co-dissolved Fe(III) will precipitate on the residue. Lead is not solubilized by leaching with H2SO4, because poorly soluble PbSO4 (anglesite) is formed. A problem often encountered when leaching with H2SO4 is the poor settling and filtration behavior of the residues.
Leaching for longer times with higher H2SO4 concentrations at high temperatures will always bring significant iron into solution [61, 109]. For instance, 100% of zinc and 90% of iron were dissolved in 3-M H2SO4 at 80 °C and a liquid-to-solid ratio of 5:1 for 6 h [109]. A small residual fraction rich in lead was obtained. The iron could be precipitated after sufficient dilution as goethite (α-FeOOH), which has the advantage that it can precipitate iron from an Fe(III) sulfate solution without the need for high temperatures and pressure. The main disadvantage is that a lot of alkali is required for neutralization, although it is more efficient if the solution is neutralized by fresh EAF dust. A study of autoclave leaching of EAF dust with H2SO4 confirmed that calcium dissolves up to 150 °C, but later precipitates as calcium sulfate [110]. Above 150 °C, calcium remains permanently in solution, even after cooling to room temperature after the leaching process. High concentrations of calcium in the EAF dust have a negative influence on the cost of leaching, because the dissolution of CaO consumes H2SO4 and leads to the precipitation of CaSO4 [111].
When leaching EAF dust with H2SO4, iron co-dissolution can be avoided by using moderate concentrations so that the final pH is 4–5 [112] and the dissolved iron will precipitate as Fe(III) hydroxide.
AMAX Inc. developed a two-stage leaching process to recover zinc from steel-plant dusts, with the complete rejection of iron as hematite [113]. The conceptual flow sheet is shown in Fig. 12. The first stage is leaching at atmospheric pressure and a temperature below the boiling point. In the second stage, leaching is at high pressures in an autoclave, at 225–300 °C. The two stages are connected in counter-current fashion, with two liquid/solid separation steps. Under autoclave conditions, most of the iron in the feed slurry was converted to hematite (Fe2O3), which is more dense and separates more easily from the solution than goethite, jarosite, or Fe(III) hydroxide. Due to its high iron content and virtually zero sulfur content, hematite is the preferred form of iron precipitate for recycling in steelmaking furnaces. The solids were washed to recover ZnSO4. If lead is still present in the residue, it can be leached with brine.

Adapted from [113]
Conceptual flow sheet for two-stage leaching of EAF dust with H2SO4, developed by AMAX Inc.
US patent 5,286,465 discloses the leaching EAF dust with hot concentrated H2SO4 at 100–200 °C for 5–10 min (Fig. 13) [114]. Under these conditions, zinc is dissolved as ZnSO4 and iron precipitates as ferric sulfate, Fe2(SO4)3. The precipitate can be separated by filtration and washing with methanol, which can be recovered by distillation. The zinc can be recovered from the H2SO4 solution by adding water to precipitate hydrated ZnSO4 at 10 °C, separating it by filtration and evaporating the water to regenerate the H2SO4. Iron can be recovered by roasting the Fe2(SO4)3, yielding ferric oxide and sulfur trioxide, which can be reconverted to H2SO4 by rehydration. Alternatively, the Fe2(SO4)3 can be reacted with an NH3 solution. The resulting ammonium sulfate can be thermally decomposed into NH3 and H2SO4, both of which can be recycled.

Adapted from [114]
Flow sheet of a process based on leaching of EAF dust with hot concentrated H2SO4 and washing the residue with methanol.
The Modified Zincex Process involves the following steps to recover the zinc from zincite in EAF dust: (1) atmospheric leaching with 0.5 N H2SO4 at 40 °C, 1 h, pH 2 to dissolve ZnO; (2) purifying the leachate by precipitating the iron with lime; (3) extracting the zinc with bis(2-ethylhexyl)phosphoric acid (D2EHPA), (4) stripping the zinc from the loaded organic phase, and (5) electrowinning of the zinc metal [115].
A design of experiment for leaching EAF dust with dilute H2SO4 indicated that the optimum leaching conditions were 3 N H2SO4, 60 °C and a liquid-to-solid ratio of 10:1 [116], where 80% of the zinc was extracted, while 45% of iron was co-dissolved. The main phases in the residue were basanite (CaSO4·1/2H2O), anhydrite (CaSO4), and anglesite (PbSO4). The leachate was further purified [117]. The proposed flow sheet had four unit operations: (1) removal of iron as jarosite, by precipitation at 95 °C and pH 3.5; (2) solvent extraction of zinc by the extractant Cyanex 272 at pH 3.5, 40 °C, 25 vol% extractant, diluted in kerosene + 5 vol. TBP, organic-to-aqueous phase volume ratio (O/A) = 2 (3) stripping of the loaded organic phase by spent zinc electrolyte (62.5 g/L Zn2+) at 40 °C, diluted with H2SO4 (3 M); (4) zinc electrowinning from ZnSO4 solutions at 38 °C, using an aluminum cathode and a lead anode. The acidity of the electrolyte was 180 g/L H2SO4, with a zinc concentration of 80.4 g/L, and a current density of 500 A/m2. Gotfryd et al. leached EAF dust with H2SO4 and purified the leachate by solvent extraction with D2EHPA [118, 119]. The tests were performed on a pilot scale.
Montenegro et al. described an efficient process to recover zinc from EAF dust [100]. The process has three leaching stages: (1) 60% of zinc and 80% of cadmium can be leached at ambient temperature with 2 N H2SO4 and 20% pulp density, for 20 min. (2) A second leaching stage on the first-stage leach residue with dilute H2SO4 (0.5 N) and 20% pulp density at ambient temperature for 20 min led to total dissolution of the zinc content contained in the EAF dust. Zinc recovery in this stage is 75% and cadmium recovery is 90%. (3) A third step of autoclave leaching using 2 N H2SO4 and 20% pulp density, at 200 °C for 60 min, led to total zinc recovery from the second-stage leach residue, mainly as ZnFe2O4. After three stages, the metal content in the final residue was 0.16% Zn, 5.67% Pb, 11.96% Fe, and 0.003% Cd. The total zinc recovery was 99% and the total cadmium recovery was 94%. The process reduced the initial residue mass by 30%. EAF dust has a high calcium content, due to lime being added during the steelmaking process. The dissolution of ZnO in the first stage takes 20 min. Lead is dissolved in the first stage, but precipitates as PbSO4 in the solid residue. CaO reacts with H2SO4 forming CaSO4·2H2O (gypsum) and crystallizes in the residue. The reaction of CaO with H2SO4 consumes more acid. In the first stage, the acid concentration was kept at 2 N H2SO4 to minimize iron dissolution, but this led to lower ZnO dissolution. The leach residue after the first stage still contained zinc because of the high concentration of zinc ions in solution, and the consumption of acid, due to the reaction with CaO, reduced the dissolution of free ZnO. Therefore, a second stage at room temperature was used to dissolve any zinc from the ZnO and increase the metal recovery. No iron was dissolved during the second stage. Iron was, however, dissolved during the first stage, and re-precipitated as α-FeOOH during the leaching when more acid was consumed and the pH rose to 4–5. The leachate from both stages could be combined and directed to zinc and cadmium recovery by cementation or solvent extraction, followed by zinc electrowinning. Pressure leaching was applied to dissolve the remaining zinc, which is present in the form of ZnFe2O4. The leachate after pressure leaching was contaminated by iron, which was removed by precipitation as jarosite at atmospheric pressure at pH 3.5 and 95 °C.
Montenegro et al. further improved their flow sheet for H2SO4 leaching of EAF dust with water washing, at ambient temperature and equilibrium pH 10, before the leaching [120]. More than 50% of the calcium, present as free CaO, dissolved without the co-dissolution of any other metals. Removing the CaO prior to leaching reduced the consumption of H2SO4. The washing also removed the water-soluble chloride salts. Next, the washed EAF dust was leached with dilute H2SO4 (2 N) at ambient temperature and pH 4. Almost complete dissolution of the free ZnO took 10 min. The recovery of zinc was 70% and that of cadmium was 90%. This leaching was very selective regarding iron and lead. The pregnant leach solution could be directly treated for zinc and cadmium recovery by solvent extraction and electrolysis. The leaching residue from the previous step was treated with H2SO4 (3 N) at 95 °C, in two stages. Under these conditions, almost all the ZnFe2O4 was dissolved in 120 min. The total zinc recovery was 97%, with cadmium removal also 97%. The final leach residue consisted of CaSO4, PbSO4, and Fe3O4. Its dry mass was about 27% of the initial dry mass of the dust. It was proposed to remove the iron from the pregnant leachate of the hot leaching step as jarosite or goethite, with subsequent recovery of zinc and cadmium by solvent extraction and electrolysis. Lead could be extracted by leaching with a NaCl solution at 95 °C and precipitation of the lead from PbS by adding Na2S at ambient temperature. The residue after NaCl leaching contained 1.3% Zn, 6.6% Fe, 0.5% Pb, and 19.5% Ca. Its dry mass was about 20% of the dry mass of the original dust. The final residue could be used in the cement industry. Instead of electrowinning, the zinc in the pregnant leachates can be precipitated [121]. By adding Na2CO3 in 110% of the stoichiometric quantity, 95% of the zinc could be recovered at pH 6.5–7.5, after the addition of ZnCO3 seed crystals. The main mineralogical phases were hydrozincite (Zn5(OH)6(CO3)2) and a hydrated basic zinc carbonate (Zn4(CO3)(OH)6·H2O).
Ultrasound was found to enhance the dissolution of ZnFe2O4 at low H2SO4 concentrations, and resulted in more zinc recovery under all conditions [122]. For instance, after 30 min of leaching in 0.5-M H2SO4 at 80 °C, the zinc recovery was 38% for conventional leaching and 59% for ultrasound-assisted leaching, i.e., an increase of 55%. As ultrasound brings more calcium into solution, it is assumed that it destroys the CaSO4 layer that forms on top of the CaO in the EAF dust. The CaO reacts with H2SO4 to CaSO4, which enhances the pH.
Hydrochloric Acid Leaching
Hydrochloric acid (HCl) has an extraordinary dissolving power for many oxides, hydroxides, and carbonates [123]. In contrast to H2SO4, HCl solutions are volatile and corrosive, but problems can be mitigated by selecting suitable materials. Steel manufacturers have experience with chloride hydrometallurgy because of steel pickling [124].
Compared to H2SO4, which dissolves metallic iron, and thus “blows” the iron oxide layer with H2 gas, HCl dissolves the oxides and forms Fe(III) ions, which prevent the hydrogen forming. Since steel makers want to remove iron oxides and not iron metal, HCl pickling is preferred. Furthermore, HCl pickling offers better surface quality and higher pickling rates. But the technology has to wait for a process by which the HCl is regenerated through the thermal decomposition of Fe(II) chloride in a spray roaster or fluid bed. Solid/liquid separation of iron precipitated from chloride solutions is easier to filter than iron precipitated in sulfate solutions. The chlorides present in the EAF dust must not be removed before HCl leaching [125], because the chlorides aid the leaching process. Lead and cadmium can be removed from the dust as soluble chlorides if a high concentration of chlorides is present in the lixiviant.
AMAX Inc. developed a HCl leaching process for EAF dust [126]. The flow sheet is shown in Fig. 14. In the first step, EAF dust is leached with HCl. After liquid/solid separation, the solution is oxidized by chlorine gas and simultaneously neutralized by adding lime to precipitate the iron. The Fe-rich residue is free of sulfur and can be recycled to the steel furnace. Alternatively, the leach residue can be treated to recover the lead prior to being fed back to the steel plant. The Fe-free solution, following solid/liquid separation from the residue, can be further purified by solvent extraction with D2EHPA or Cyanex 272. The purified ZnCl2 electrolyte is electrolyzed and zinc metal is produced at the cathode. The chlorine gas released during electrowinning is recycled to the system, partly as chlorine gas to oxidize the iron, and partly as HCl to dissolve more zinc. The process can treat many Zn-containing feed materials, not only EAF dust, and a wide range of concentrations. When a HCl concentration of 75 g/L was used for leaching, 88% of the zinc and 48% of the iron were dissolved. Higher HCl concentrations dissolved significantly more iron; at a HCl concentration of 200 g/L, 100% of the zinc dissolved, but also 93% of the iron. The leaching was at 90 °C, because higher temperatures increased zinc recovery and the slurry was easier to filter. Leaching can also be in counter-current mode. The first stage will receive all the HCl and discharge the leach residue. This stage can be maintained at pH 0.5 or lower. The last stage will receive the EAF dust and discharge the leach liquor. This stage can be operated at pH 2.5 to 3. A pulp density of 5–40% is recommended. Although counter-current leaching makes best use of reagents, it is more costly (inter-stage thickeners and pumps).

Adapted from [126]
Flow sheet of the AMAX HCl leaching process.
Another AMAX Inc. patent describes the leaching of EAF dust with a mixture of HCl and H2SO4 [127]. The inventors claim that H2SO4 leaching is undesirable because the residue is hard to separate from the liquid. Likewise, direct HCl leaching must be avoided as it solubilizes nearly all of the iron and most of the lead, leading to a separation problem. A mixed lixiviant, on the other hand, will provide sulfate ions for the formation of Pb(II) sulfate, while solubilizing zinc and aluminum. Partial dissolution of aluminum is advantageous, because it provides aluminum ions for the precipitation of fluoride ions. The mixed lixiviant allows the use of chlorine as the oxidant in the iron oxidation/precipitation stage. It is remarkable that in this patent the formation of insoluble Pb(II) sulfate (anglesite) is seen as an advantage, whereas it is seen as a disadvantage when leaching EAF dust with H2SO4.
Terra Gaia Environmental Group Inc. developed a process for leaching EAF dust with FeCl3 solution [128, 129]. Figure 15 shows a flow sheet of the leaching process. The first step is leaching the EAF dust with a FeCl3 solution at atmospheric pressure. The EAF dust is delivered to a tank, where it is mixed with a FeCl3 solution. Hydrolyzing the FeCl3 solution produces HCl, which dissolves ZnO and PbO. The concentration of FeCl3 in the solution should be sufficient to provide the stoichiometric amount of Fe3+ required to dissolve all the ZnO and PbO, as well as to leave a surplus of Fe3+ (5 g/L iron as FeCl3) to maintain acidity. The leach solution should also contain at least 140 g/L of chloride for the zinc solvent-extraction step. In the second step, the hydrous iron oxide slurry produced by the atmospheric leach settles sluggishly and is difficult to filter. In the conditioning step, the slurry is treated in an autoclave to convert the hydrous iron oxide slurry into a crystalline residue that can settle and be filtered. The slurry is heated in an autoclave to more than 140 °C and is held for at least 30 min. For higher temperatures, the times are shorter. The conditioning involves the conversion of the goethite (α-FeOOH) that is stable at low temperatures, or hydrous iron oxide, to crystalline hematite (Fe2O3) at temperatures above 110 °C in an acidic chloride solution: 2 α-FeOOH → Fe2O3 + H2O. The next step in the process is a liquid/solid separation, which involves hot filtration of the conditioned slurry, with brine washing, to produce the hematite residue for recycling. The hot brine washing removes the lead from the residue. The filtration and the washing require more than 80 °C to keep the Pb(II) chloride in solution, but which can be recovered by precipitation upon cooling. Lead can be reclaimed by reacting the solid Pb(II) chloride with iron scrap in a cementation reaction: Fe0 + PbCl2 → Pb0 + FeCl2. Zinc is recovered from the filtrate by solvent extraction, followed by stripping and electrowinning. The chlorine gas evolved at the anode is used to oxidize the FeCl2 of the lead cementation step: 2FeCl2 + Cl2 → 2FeCl3. The excess chlorine gas is reacted with scrap iron to form FeCl3: 3Cl2 + 2Fe0 → 2FeCl3. Cadmium can be removed from the circulation circuit via a bleed stream and precipitated as CdS by adding Na2S. Except for the washing of the leach residue, the system is closed for chloride. Any shortfall can be overcome by adding NaCl or spent HCl picking liquor.

Adapted from [129]
Simplified flow sheet of the leaching part of the Terra Gaia process.
US patent 5,709,730 discloses the leaching of EAF dust with a mixed solution of CaCl2 and HCl, with subsequent regeneration of the HCl with H2SO4 to produce gypsum as a building material [130]. The process makes use of the low solubility of iron oxides in moderately acidic chloride solutions. Leaching is executed at pH 2.6 at 15–30% pulp density. Fe(II) is oxidized to Fe(III) and hematite is formed by heating the slurry in an oxygen atmosphere at 90–120 °C. The combination CaCl2/HCl puts more lead in solution compared to leaching with only HCl. CaCl2 alone will not dissolve metal oxides, whereas HCl by itself will dissolve only a minor fraction of the lead present in the EAF dust. Lead, cadmium, and copper can be recovered by cementation with zinc powder. Adding lime to the Zn-rich solution will precipitate the zinc as zinc hydroxide and generate a CaCl2 solution. The lixiviant can be recovered by adding H2SO4 to the CaCl2 solution, and clean gypsum will precipitate.
A two-stage leaching process with HCl was developed to extract the zinc from EAF dust [125, 131]. The first low-acid leaching dissolves the ZnO from the dust, while the second step reacts HCl at 90 °C with the ZnFe2O4 residue from the first leach. H2O2 was found to be efficient for oxidizing Fe(II) to Fe(III). This oxidation could also be with aeration. The iron residue from the hot-acid leach was hematite and goethite. Fresh EAF dust was added to the filtrate after the hot-acid leach to raise the pH and precipitate iron. The ZnCl2 solution was purified by activated carbon to eliminate the organics and by cementation with metallic zinc powder to remove the lead, cadmium, and copper. The purified ZnCl2 solution was electrolyzed in electrowinning cells with a cation-exchange membrane to high-purity zinc metal and regenerated the HCl. The spent electrolyte contained 1–2-M HCl and was used for the residue in the hot-acid leach. The zinc recovery exceeded 90%. A drawback of the process is the need for the costly membrane in the cell.
Barrera-Godinez et al. investigated ultrasound leaching for the selectivity of zinc from double-kiln-treated EAF calcined with CaCl2 and HCl [132]. Recovery was enhanced in this way, possibly due to a combination of lixiviant pore penetration, boundary, and product layer breakdown. Iron recovery was inhibited by the ultrasound, attributed to the precipitation of any dissolved iron. The material investigated consisted largely of zincite, with a very small amount of refractory ZnFe2O4 phase.
Nitric Acid Leaching
Nitric acid (HNO3) is less common for leaching EAF dust than H2SO4 or HCl. However, HNO3 can give a near-zero-waste valorization of EAF dust, with iron recovered as hematite. There are no insoluble metal nitrates, so HNO3 can be regenerated by precipitating gypsum in a mixed nitrate/sulfate system. Lead is solubilized by HNO3. HNO3 processes were considered to be expensive, environmentally unfriendly, and unsafe, but this is changing. HNO3 can be recycled [133,134,135,136], and HNO3 leaching is becoming more popular in hydrometallurgy, for instance, for nickel laterites [137], where the advantage of HNO3 is not in digesting the ore, but in the way the acid can be recycled, eliminating a major cost of H2SO4 high-pressure leaching plants, i.e., neutralization after leaching. A hydrometallurgical HNO3 process plant can be built with modular stainless-steel equipment, i.e., no titanium-lined autoclaves are required.
Hematite produced from sulfate solutions often contains zinc and sulfate impurities, while that formed by the thermal decomposition of Fe(III) nitrate is purer [138]. The hydrolysis of Fe(NO3)3 requires more than 100 °C in an autoclave. However, the advantage over conventional neutralization is that the hydrolyzed product contains fewer impurities and the lixiviant can be regenerated without introducing foreign ions. Another advantage is that the precipitate has a larger particle size and is easier to filter. Fe(III) hydroxides produced at room temperature can be gelatinous and it is hard to remove any entrained mother liquor. Below 140 °C, a mixture of hematite and goethite is formed, whereas above 160 °C, only hematite [138]. The high-temperature precipitate was free of nitrate ions. The precipitate formed at 180 °C was dense (ρ ≈ 2450 kg/m3), while those obtained from more concentrated Fe(III) solutions were easier to filter than in the case of more dilute Fe(III) solutions.
US patent 5,912,402 discloses a HNO3-based process for the zero-waste valorization of EAF dust [139]. The dust is washed with water to remove soluble chlorides. Next, it is reacted with HNO3 (53%) to dissolve zinc, cadmium, copper, magnesium, calcium, manganese, and lead. The residue can be recycled to the EAF. Dissolution in HNO3 results in NOx gases that must be recovered for reconversion to HNO3. Iron is precipitated from the filtrate by increasing the pH of the solution with basic ZnCO3. The dissolved lead, copper, and cadmium can be recovered by electrolysis or sulfide precipitation. The filtrate is evaporated and decomposed to obtain a solid residue of metal oxides and Ca(NO3)2. The solid residue is leached with water to solubilize the Ca(NO3)2, which can be crystallized from the leachate. The zinc can be separated from the manganese and magnesium by leaching with an AAC solution. After solid–liquid separation, the residue is treated with H2SO4 to solubilize the magnesium as MgSO4. The residue consists largely of MnO2. The filtrate of the AAC leaching step is heated to drive off the CO2 and to precipitate ZnCO3. The advantages include the recycling of the iron to the EAF and selling the other by-products. In addition, the process can be carried out at atmospheric pressure, without an autoclave, and the HNO3 can be recycled.
US patent 7,399,454 describes a process for leaching EAF dust with HNO3 at elevated temperatures and pressures, with the iron recovered as hematite [140]. The process is built on the principle that, at a certain pressure and temperature, the iron forms hematite in a HNO3/nitrate solution. Since many of the other metal contaminants are solubilized in HNO3 when the Fe2O3 precipitates, the Fe2O3 can be separated. Before the pressure leach, an atmospheric leach in conditions at which ZnO dissolves, but the ZnFe2O4 and other iron compounds do not. Pressure leaching involves 180–220 °C for 180 min at 15–20% pulp density with varying concentrations of HNO3. Recovering zinc from the leachate is not described here.
Acetic Acid Leaching
Acetic acid (CH3COOH, sometimes AcOH) is weak compared with H2SO4, HCl, or HNO3. Since CH3COOH is an organic acid consisting only of carbon, hydrogen, and oxygen, it does not contaminate the leaching residue with elements that are incompatible with BF, BOF, or EAF installations. CH3COOH will dissolve oxides and carbonates of calcium, zinc, and lead, but not of iron, and so can be used for selective leaching. Unfortunately, CH3COOH cannot dissolve ZnFe2O4.
The UBC-Chaparral Process treats EAF dust so as (1) to recover zinc, cadmium, and lead; (2) to render the EAF dust non-toxic (1990s legislation), and (3) to process it at minimum cost [141]. The process decontaminates EAF dust for sanitary landfill, rather than recovering an iron product for the steel industry. This complex process combines CH3COOH leaching for calcium removal with AAC leaching for zinc removal (Fig. 16). The free CaO is removed before the zinc leach with AAC, so that the CaO does not react with CO2 to form CaCO3 (i.e., high CO2 consumption). The CaO and CaCO3 in the EAF dust will react with CH3COOH to form calcium acetate. The zinc acetate formed by the reaction between ZnO and CH3COOH will further react with the CaO as follows: CaO + Zn(OAc)2 + H2O → Ca(OAc)2 + Zn(OH)2. Leaching involves adding EAF dust to a 3-M CH3COOH solution close to the boiling point. Lead and calcium can be removed from the leachate by cementation with zinc powder. Calcium can be removed by the addition of H2SO4, precipitating gypsum and regenerating the CH3COOH. The Zn-rich residue is then leached with AAC, after which the zinc is precipitated as basic ZnCO2 by steam stripping. The final residue is resin-in-pulp treated with a very acidic cation exchanger in H+ form to dissolve the lead. A preliminary economic analysis was conducted.

Adapted from [141]
Generalized flow sheet for the UBC-Chaparral process.
The Hatch Acetic Acid Leach Process is a simplified form of the UBC-Chaparral Process, developed to recover an Fe-rich residue for recycling to the steel plant rather than landfilling [142, 143]. Figure 17 shows a flow sheet. First water removes the soluble chloride salts. Next, a 3-M CH3COOH leach at room temperature separates the easily removable elements. The pulp density is 150 g/L. The leach residue is separated by filtration, washed, pelletized, and recycled to the EAF to recover the iron. CH3COOH leaching removes zinc and lead from EAF dust to bleed them from the recycling process. The zinc, cadmium, lead, and copper are precipitated as a sulfide product using a stream of H2S gas. The sulfide precipitation simplifies the process, because the metals are recovered as useful sulfides, while regenerating the CH3COOH. The filtrate is then treated with H2SO4 to precipitate the calcium as a clean gypsum, which can be sold, and reform the CH3COOH. Adding the correct amount of H2SO4 avoids any excess of sulfate ions. The remaining solution is treated with a strong acetic cation exchanger to remove the Mg2+ and other cations, and a weakly basic anion exchanger in OH− form to remove the chloride and sulfate anions. The cation exchanger can be regenerated by H2SO4, the anion exchanger by NaOH. The CH3COOH after the ion-exchange step is too dilute to recycle to the leach step, and so must be concentrated. The process minimizes the quantity of liquid effluents that require treatment before discharge. All the products are solid and either commercially valuable or recyclable in a steel-plant furnace. The Hatch Acetic Acid Leaching Process is attractive if no ZnFe2O4 has to be recovered. That it has not been developed further is probably due to the price of CH3COOH.

Adapted from [143]
Generalized flow sheet of the Hatch Acetic Acid Leach Process.
Siebenhofer et al. investigated leaching EAF dust with CH3COOH in concentrations of 25% to 100% [144]. For 80% CH3COOH, 90–93% of zinc and 5–7% of iron were extracted. For 100% glacial acetic acid, the zinc (35%) and iron (0.6%) extractions were much lower with water present. This leaching process can be considered as a pure “solvometallurgical” process. Lead was recovered as PbSO4 by adding H2SO4, while zinc required electrowinning. The solubility of the zinc from EAF dust in aqueous CH3COOH was nearly twice that of analytical-grade zinc acetate [145]. The solubility of zinc acetate is also highly temperature dependent. The CH3COOH leaching of EAF dust is negatively affected by an acid excess, while zinc can be electrowon from a zinc acetate solution [146].
Versatic Acid Leaching
A solvometallurgical process has been developed to recover zinc from chloride-containing solid residues, e.g., EAF dust and the crude ZnO of the Waelz process [147,148,149]. It is based on reacting fine-grained ZnO with acidic extractants, particularly carboxylic acids, like naphthenic and Versatic (a mixture of branched carboxylic acids with 10 carbon atoms). A flow sheet is shown in Fig. 18.

Adapted from [148]
Flow sheet of the Versatic acid leaching process.
The carboxylic acids are used as a 30% solution in an aliphatic diluent. The co-dissolved chlorides can be scrubbed from the organic phase with water. After this, the organic phase is chloride-free and contains only the dissolved zinc carboxylate salt. Zinc can be stripped from the loaded organic phase by H2SO4, resulting in a ZnSO4 solution, from which the zinc metal can be electrolyzed. Alternatively, the ZnSO4 can be crystallized (ZnSO4·7H2O) by stripping the organic phase with an excess of H2SO4. After stripping the zinc with H2SO4, the carboxylic acid is regenerated to leach a new batch. After leaching, the solid residue is decontaminated with hot water and Na2CO3 solution. The residue from the zinc ash was mainly metallic zinc particles, while the residue from the flue dust was Pb-rich.
To separate the zinc from the iron, the Versatic acid leaching step can be combined with solvent extraction. ZnO is leached with a 30% solution of Versatic acid in an aliphatic diluent. After subsequent contact between the zinc-containing organic phase and an iron-containing ZnSO4 solution, an exchange between the zinc and iron takes place. The iron is transferred to the organic phase, where it is present as an Fe(III) versatate complex. In this exchange, an equivalent amount of zinc passes from the organic phase to the ZnSO4 solution. This completely removes the iron from the ZnSO4 solution through the contact between two immiscible phases. This involves one or more stages, depending on the technical procedure. Iron can be stripped from the organic phase by bringing it into contact with H2SO4 or another mineral acid in one or more stages. In this way, the Versatic acid can be regenerated and is ready to be loaded with zinc when reacted with solid ZnO. Instead of Versatic acid, extractants such as D2EHPA can be used. With this approach, it is also possible to separate zinc from copper.
Ammonium Chloride Leaching
The advantage of ammonium chloride (NH4Cl) leaching is that the solution pH remains almost neutral (pH 6–7) [150], contains few dissolved impurities, and is totally iron-free.
The INDUTEC/EZINEX process is the only hydrometallurgical treatment that operates on an industrial scale [151,152,153,154]. In the 1990s, the Italian company Engitec developed the EZINEX (“Engitec zinc extraction”) process and a pilot plant to treat Zn-bearing EAF dust. In the following year, a plant producing 2000 tons/year of cathode zinc was introduced. A thermal pilot plant for converting Zn-bearing materials to crude ZnO (C.Z.O.) was also built. This thermal fuming process, called INDUTEC, is based on an induction furnace. The first industrial scale EZINEX plant produced zinc directly from EAF dust. Several tests using a C.Z.O. feed were run in this plant, and the results were promising. C.Z.O. simplified the problem of the EZINEX process: the recovery of zinc from ZnFe2O4. EZINEX leaching involves a hot concentrated NH4Cl + NaCl solution. The ZnO is almost 100% leached, but the ZnFe2O4 is unleached. When there are solubility problems, the leaching is at 70 to 80 °C, making it a very quick operation. The leaching residue with all the iron and ZnFe2O4 is then recycled to the thermal system that generated the C.Z.O. The lead, cadmium, and copper are removed by cementation with zinc powder. The chloride solution is electrowon with titanium cathode blanks and graphite anodes at 65 °C to avoid solubility problems. The electro-active complex should be [Zn(NH3)2]Cl2 (5 g/L). Chlorine gas reacts with NH3 at the anode to form N2 and HCl without any hydrogen gas, which means a high current efficiency. However, a major drawback of zinc electrowinning from chloride solutions is the evolution of chlorine gas at the anode, instead of oxygen. This problem can be overcome by a cationic perm-selective membrane using H2SO4 in the anodic compartment to evolve oxygen at the anode. However, this is not devoid of technical issues. Calcium and magnesium are removed from the spent electrolyte by adding Na2CO3 or NaHCO3 to precipitate CaCO3 and MgCO3. The presence of Ca2+ ions keeps the number of fluoride ions very low due to CaF2 precipitation. HCl and NaCl are removed from the filtrate of the carbonation step by evaporation and crystallization. Figure 19 shows a flow sheet of the combined INDUTEC/EZINEX process.

Adapted from [154]
Conceptual flow sheet of the combined INDUTEC/EZINEX Process.
Pedrosa et al. compared the leaching of EAF dust with H2SO4, HCl, and NH4Cl [155]. NH4Cl was more selective, but less effective for zinc recovery, whereas the acids were more effective, but less selective. NH4Cl is very good for iron rejection. Rao et al. reported leaching in an NH3/NH4Cl solution containing nitrilotriacetic acid (NTA) as a complexing agent for leaching of low-grade ZnO [156]. The complex formation between NTA and zinc ions enhanced the zinc dissolution.
Ammonia–Ammonium Carbonate (AAC) Leaching
Leaching with ammonium–ammonium carbonate (AAC) solutions has advantages [157]. The lixiviant can be prepared by reacting NH3 and CO2, which are among the cheapest chemicals. Furthermore, they can be recycled in a process with minimal environmental impact. NH3–(NH4)2CO3 can dissolve ZnO, but not ZnFe2O4. The processes are as follows: (1) leaching with NH3–(NH4)2CO3; (2) purification by cementation with zinc powder; (3) air oxidation to precipitate iron as Fe(OH)3; (4) process to recover NH3; and (5) precipitation of zinc as basic ZnCO2 by steam heating. During the steam heating, (NH4)2CO3 is decomposed into NH3 and CO2; (6) recovery of NH3 and CO2, and recycling of the leachant to the depleted solution; and (7) calcination of the basic ZnCO2 to ZnO.
US patents 4,071,357 [158] and 5,538,532 [159] disclose the AAC leaching process for EAF dust, Waelz oxide, and C.Z.O [160]. Leaching must be below 60 °C or under pressure. While heating is preferred, excessive heating results in the undesirable evolution of NH3 and CO2, limiting the capacity to dissolve zinc and risking the premature precipitation of zinc. A stoichiometric excess of NH3 is required to keep the zinc in solution as the ammine complex. In general, the excess NH3 is such that the ratio NH3 to CO2 is 3:1. Steam stripping can remove the NH3 in the steam vapor. The NH3 and CO2 stripped during the precipitation of basic ZnCO2 can be recovered in a condenser-absorber to regenerate the lixiviant, so only steam is required as a process input. When cool, the residual solution can be recycled to the condenser-absorber to reconstitute the lixiviant or discarded to get rid of the chloride salts. The calcination requires a suitable calcining vessel to decompose the basic ZnCO2 at 250–600 °C. Aeration after leaching can oxidize the iron present as Fe(II) and precipitate Fe(III) hydroxides.
The leaching capacity is affected by the NH3 and carbonate in solution [158]. These substances are regulated by adding NH3 and CO2, respectively. More free NH3 increases the total leaching capacity with respect to zinc, by a tendency to form metal ammine complexes. On the other hand, an increase in CO2 acts in the opposite direction, with an increased tendency to form soluble carbonates. The addition of NH3 should be enough for the sum of NH3 and ammonium to be 3–7 mol/L. The addition of CO2 should be enough for the sum of the carbonate and hydrogen carbonate ions to be 1–3 mol/L.
After the AAC leaching of ZnO, iron can be removed by oxidation [161]. Varga and Torok describe the AAC leaching of EAF dust [162], where ZnCO2 is precipitated by bubbling of CO2 gas, followed by steam distillation. Ruiz et al. reported that the ammonium carbonate concentration (60–200 g/L) had hardly any influence on the leaching of zinc [163]. The average zinc recovery was 45%. The solution needs 80–90 °C to drive out the NH3 and CO2, with the gases used to reform the lixiviant. Wylock et al. developed a model to predict the time evolution of pH during the injection of CO2 in aqueous solutions of NH3 and ammonium carbonate during the leaching of Waelz oxides [164].
Alkaline Leaching
The motivation for the leaching of EAF dust with NaOH solutions is the high rejection rate for iron and the compatibility with the alkaline electrowinning of zinc. The approach is based on the amphoteric character of ZnO, cadmium oxide, and Pb(II) oxide, which dissolve in an alkaline solution, unlike Fe(III) oxide. This is similar to the dissolution of aluminum oxide from bauxite in the Bayer process, where Fe(III) oxide is not dissolved. However, the conditions used for alkaline leaching of EAF dust are milder than those of the Bayer process. The concentration of the NaOH solution is 5 M or higher, which means high reagent consumption. Moreover, it is difficult to remove the sodium after leaching, which is a problem for reuse of the iron residue in the BF. Also, alkaline leaching (also called caustic leaching) is much slower than with acids, ZnFe2O4 cannot be dissolved, and NaOH is more expensive than H2SO4.
In the Cebedeau Process, EAF dust is leached in hot (95 °C) concentrated NaOH (6–12 M) for 1–2 h to dissolve the zinc, lead, and cadmium [165]. The flow sheet is shown in Fig. 20. It was developed commercially in France in 1986. However, the plant closed due to problems with filtration. The recovery of zinc is dependent on the amount of zinc that is present in ZnFe2O4, since this phase is not solubilized. For the tested EAF dust, 65–85% of the zinc and 70–85% of the lead were recovered. Centrifuging separated the leachate from the solid residue, which is precipitated in a thickener with starch (1 kg/ton) as a flocculant. After washing with water, the residue was ready for disposal. The filtrate was clarified by adding a calcium hydroxide solution. Lead and cadmium were removed by cementation with zinc powder. The Pb-free purified solution was electrolyzed to produce high-quality zinc metal.

Adapted from [165]
Flow sheet of the Cebedeau Process for EAF dust.
In the early 1980s, there was a pilot facility for treating EAF dust at Cardiff University (Wales, UK) (Fig. 21) [165]. The Cardiff Process is similar to the Cebedeau process, but used centrifugal filtration for solid–liquid separation and a magnetic separator. The solids settling was very slow, the centrifugal separation disappointing, and the flocculants and filters were unsuccessful. Another difference was the Cardiff Process had reduction roasting to break down the ZnFe2O4, present in the leach residue. The Cardiff process was able to recover 85–90% of the zinc.

Adapted from [165]
Flow sheet of the Cardiff Process for EAF dust.
Mordogan et al. investigated leaching in solutions with a low concentration of NaOH (3.75 M), but the zinc yield was only about 21% [166]. Dutra et al. achieved 76% at a NaOH concentration of 6 M and 90 °C [167]. Orhan used even more drastic conditions (10-M NaOH, 95 °C) and achieved 95% recovery [168]. Palimaka et al. investigated zinc extraction from EAF dust and found 88% for 8-M NaOH at 80 °C and a liquid-to-solid ratio of 40 [169]. However, these yields are hard to compare because the different types of EAF dust. It is important to note that ZnFe2O4 is, once more, not dissolved under these conditions.
Although ZnFe2O4 cannot be dissolved in a NaOH solution, it can be decomposed by roasting with NaOH at 350–450 °C [170]. Although the authors called it “caustic roasting,” “caustic fusion,” or “alkali fusion,” there are more appropriate terms because the NaOH is above its melting point of 318 °C. This treatment transfers the ZnFe2O4 in soluble sodium zincate (Na2ZnO2) and insoluble hematite (Fe2O3). After the caustic roasting process, the EAF dust can be leached with a dilute NaOH solution, with zinc recoveries in excess of 95%. The zinc can be reclaimed as zinc metal with alkaline electrolysis. The main disadvantage of this process is the large quantities of NaOH: depending on the zinc content of the EAF dust, 100–500 kg of NaOH per ton of EAF dust is required. It was reported that zinc recovery from synthetic ZnFe2O4 by alkali fusion could be increased by hydrolyzing with water or dilute NaOH prior to the fusion step [171, 172], although the mechanism for this pre-treatment is not clear. Lenz and Martins applied this method to EAF dust and recovered the dissolved lead as PbS by adding Na2S, with the zinc recovered as ZnS by adding Na2S to the solution [173].
ZnFe2O4 has been decomposed by roasting with lime (CaO). Xie et al. heated ZnFe2O4 with lime at 1000 °C for 4 h (“calcified roasting”) [174]. This treatment transforms the ZnFe2O4 into ZnO and Ca2Fe2O5 in the reaction: ZnFe2O4 + 2 CaO → ZnO + Ca2Fe2O5. After roasting the solid was leached with NH3 and NH4Cl to dissolve the ZnO. Zinc recoveries were close to 90%. Yakornov et al. roasted EAF dust with lime at 1400 °C to decompose the ZnFe2O4. The ZnO formed could be dissolved in 4-M NaOH [175]. Chairaksa-Fujimoto et al. used ZnO dissolution in 2-M NaOH for a liquid-to-solid ratio of 300 [176].
Zhang et al. ball-milled ZnFe2O4 with metallic iron (2:1 molar ratio Fe:ZnFe2O4), prior to leaching with 6 M NaOH at 90 °C [177]. The metallic iron reduced Fe(III) in the ZnFe2O4 lattice to Fe(II), making it more susceptible to leaching. Some 70% of zinc could be extracted from the mechanochemically reduced ZnFe2O4, compared to less than 2% from untreated ZnFe2O4. However, the process would be difficult to upscale.
Microwave-assisted alkali leaching of EAF dust resulted in the rapid dissolution of ZnO [178]. Leaching took minutes, whereas several hours were required for conventional leaching to achieve the same recovery. With microwave heating, the zinc recoveries were 10–15% higher than with conventional heating, which indicates that some ZnFe2O4 dissolved. The optimum NaOH concentration was 8 M.
Leaching with Deep-Eutectic Solvents
Deep-eutectic solvents (DESs) are an alternative to volatile organic solvents [179,180,181]. Most DESs are mixtures of choline chloride and a hydrogen-bond donor (urea, ethylene glycol, malonic acid, lactic acid, citric acid) or mixtures of choline chloride with a hydrated metal salt. DESs have much lower melting points than their individual components. Popular DESs are obtained by mixing chloride and urea in a 1:2 molar ratio, or choline chloride and ethylene glycol in a 1:2 molar ratio. These solvents are liquid at room temperature. DESs are relatively cheap, but more expensive than conventional lixiviants. They often have a significant water content, but their properties are different from those of aqueous solutions. It is claimed that DESs can be easily recycled, but their long-term stability is questionable. Moreover, DESs can be very corrosive due to their high chloride content. Another disadvantage is their high viscosity, especially with a low water content, making solid/liquid separations difficult.
Abbott et al. developed a DES process to extract the lead and zinc from EAF dust. The DES choline chloride:urea (1:2) selectively dissolves ZnO and lead oxide, but has negligible solubility for iron oxides [182]. DESs based on urea can dissolve large amounts of ZnO and have high selectivity of zinc over iron, in contrast to DESs based on carboxylic acids. After the dissolution, lead and zinc can be recovered by electrodeposition. However, the high viscosity of the DES (about 800 cP at 25 °C) resulted in impeded pumping and a more difficult separation of the DES from the undissolved solids by filtration. A leaching time of 48 h at 60 °C was used. The viscosity could be reduced by adding ethylene glycol to the choline chloride:urea DES [183]. A DES with the composition choline chloride:ethylene glycol:urea in the molar ratios 1:1.5:0.5 had a viscosity of 56 cP at room temperature. A pulp density of up to 7 wt% was used, with a digestion time of at least 24 h. The fine-particulate EAF dust powder decreased the viscosity of the DES. Hardly any iron was co-dissolved (< 1 ppm). The DES can dissolve part of the ZnFe2O4, but only very slowly, i.e., the extraction of zinc was incomplete after 72 h. Lead was recovered by cementation with zinc dust, and zinc chloride could be precipitated by adding aqueous NH3. The electrowinning of zinc showed that the process was very slow and that the current efficiency was poor. A pilot plant was built to process 5 kg EAF dust batches. It consisted of a 125 L extraction tank, two 25 L cementation tanks, and a 12 L electrolysis cell. Difficulties were experienced with solid/liquid separation. The cementation of lead was efficient, with levels below 12 ppm. NH3 could be boiled off the precipitate, leaving pure zinc chloride. Bakkar repeated the work of Abbott et al. for choline chloride:urea (1:2) [184] and the 1-M chloride:1.5-M urea:0.5-M ethylene glycol systems [185], but provided no additional information.
Miscellaneous Lixiviants
Halli et al. leached EAF dust with 16 different lixiviants in 27 conditions, focusing on five elements: zinc, iron, lead, chromium, and manganese [186]. The objective was to selectively leach zinc and lead to leave a recyclable Fe-rich material for the steel plant. The four lixiviants with the highest zinc extraction (> 75%) and the lowest iron extraction (< 10%) were 10% aqua regia, 1.2-M HCl, 0.94-M citric acid, and 1.5-M HNO3. There was also partial dissolution of lead, chromium, and manganese. The best for lead removal was 1.75-M acetic acid. The results for zinc and iron are in Figs. 22 and 23, respectively. In a follow-up study, leaching with citric acid, which can dissolve ZnO but not ZnFe2O4, was investigated in more detail [187]. Halli et al. alkali roasted with NaOH at 450 °C as a pre-treatment for ZnFe2O4 decomposition, followed by leaching with 0.8-M citric acid at 40 °C with oxygen purging for 2 h [187]. All of the zinc was leached, more than 80% of the lead, and with less than 10% co-dissolution of iron. A study of leaching EAF dust in organic acids (formic, acetic, and citric acid) confirmed that citric acid had the highest zinc yield (> 75%), with less than 20% iron co-dissolution [188]. The co-dissolution of lead by citric acid is seen as an advantage. Acetic acid (1.75 M) was the second best. All the organic acids dissolved ZnO, but not ZnFe2O4. The citric acid needs to be 0.8–0.9 M for good zinc recovery, which means dilute citric acid waste streams (e.g., from fermentation) cannot be used. High concentrations of citric acid (3.0 M) removed 99% of the lead from EAF dust [189], while removing 54% of the zinc and 6% of the iron. In a follow-up study, Halli et al. recovered lead and zinc from a citric acid leach solution [190]. The lead precipitated as PbSO4 by adding H2SO4 to a pH of 2. The zinc was extracted with D2EHPA and Cyanex 572. The best results were for D2EHPA.

Adapted from [186]
Yield of zinc leaching from EAF dust in 27 different leaching media, in order of descending metal dissolution.

Adapted from [186]
Yield of iron leaching from EAF dust in 27 different leaching media, in order of descending metal dissolution.
Wang et al. leached EAF dust with (NH4)Fe(SO4)2·12H2O [191]. The reagent dissolved upon heating in its own crystal water and ionized to Fe3+, NH4+, and SO42−. Fe3+ hydrolyses and released H+, and a solution with a high proton concentration was formed. These protons reacted with EAF dust and brought Zn2+ in solution. In the meantime, NH4+, SO42−, and Fe3+ ions in solution formed a jarosite precipitate, (NH4)Fe(SO4)2(OH)6. The reaction was for 6 to 12 h in an autoclave at 180–220 °C. After leaching and cooling to room temperature, the solid and liquid were separated. All the zinc was in solution (93% recovery). A disadvantage is the high reagent consumption; the mass ratio for the reagent and EAF dust was 1:1 to 7:1.
Bioleaching
The bioleaching of EAF dust is rare. Bayat et al. bioleached zinc and iron with Acidithiobacillus ferrooxidans [192]. Under optimum conditions, 35% of the zinc and 37% of the iron were dissolved, i.e., poor selectivity. The pulp density was 1% and the process is slow. Carranza et al. treated EAF dust and acid mine drainage (AMD) [193]. First, the EAF dust is leached with AMD water. Next, Fe(II) ions are bioxidized, and iron and aluminum are precipitated. Then, copper, nickel, cobalt, and cadmium are cemented by zinc metal, and finally the zinc is precipitated as zinc hydroxide. Lime is used to neutralize the acidic water, with gypsum precipitating.
Thermal Pre-treatment
Stopic and Friedrich describe the thermal treatment of ZnFe2O4 to decompose it into ZnO and magnetite in nitrogen at 1150 °C [194]. This avoids the energy intensive ZnO reduction and Zn evaporation. The residue was leached with H2SO4 at pH 4.3 at 60 °C to dissolve the ZnO, leaving Fe3O4. ZnFe2O4 can be decomposed to ZnO and wüstite (FeO) by a reductive thermal treatment in a CO/CO2 gas mixture [195]. When iron is present as wüstite, it dissolves with zinc during mild acid leaching. To avoid the unwanted formation of wüstite, it can be reoxidized to magnetite by magnetization roasting in a CO2 atmosphere, after which the zinc can be extracted from ZnO at a low acid concentration [196]. ZnFe2O4 is decomposed to metallic iron and ZnO by hydrogen gas at 600 °C [197]. The main advantages of this are high reaction rates, low energy requirements, and no CO2 emissions. Antrekowitsch and Antrekowitsch decomposed ZnFe2O4 in a N2/H2 mixture [198]. The reduction took 30 min at 350 °C. A 100% zinc yield was possible by leaching with H2SO4 or NaOH, when the ZnFe2O4 was decomposed in a N2/H2 mix with > 50% H2. Li et al. decomposed ZnFe2O4 by roasting with ammonium sulfate [199].
In the section on alkali leaching of EAF dust (vide supra), the decomposition of ZnFe2O4 by alkali roasting or alkali fusion with NaOH was discussed. Another approach is to roast EAF dust with Na2CO3 to form ZnO and NaFeO2 [200]. After roasting, the residue can be leached with H2SO4 or NaOH. H2SO4 brings more iron into solution. The advantage of Na2CO3 roasting over NaOH roasting is that a smaller amount of Na2CO3 is required, compared to NaOH, although Na2CO3 roasting needs higher temperatures. Typical Na2CO3 roasting of EAF dust requires 80% Na2CO3 at 950 °C.
EAF dust can also be reacted with CaO at high temperatures. Miki et al. treated EAF dust with CaO (Ca/Fe molar ratio = 1.3) at 1100 °C for 5 h [201]. The ZnFe2O4 is decomposed into ZnO and Ca2Fe2O5. Leaching with NH4Cl solution dissolves the ZnO, but not the Ca2Fe2O5. The optimum leaching conditions were 70 °C, 2-M NH4Cl, liquid-to-solid ratio = 300, 2 h.
Sinter-Plant Dust
About 0.2–3.6 kg of sinter-plant dust are produced per ton of sinter. The sinter dust has a high concentration of chloride salts, particularly KCl. The dust contains up to 28.7 wt% of K2O, with the potassium mainly in the fine particles. Sinter-plant dust could be a source of potassium for the fertilizer industry [202]. Peng et al. recovered 90% of the potassium in sinter-plant dust by leaching with water in a liquid-to-solid ratio of 2 for 5 min [203]. With a counter-current process, close to 100% of the KCl could be leached, but 40% of the other components dissolved. The washed residues could be reused. The other compounds in solution were NaCl and CaCl2. Heavy metals (Pb, Cd, Zn, Cu) were precipitated by adding Na2S. KCl could be obtained by evaporation, followed by fractional crystallization. K2SO4 was selected as a precipitating agent for Ca2+ ions, and 95% pure KCl was obtained.
A potassium chloride plant with a capacity of 10,000 tons/year was built in Tangshan (China) for potassium fertilizer [204]. The flow sheet is shown in Fig. 24. The sinter-plant dust is leached with water and filtered, with the residue recycled to the plant. Heavy metals are removed from the filtrate by sulfide precipitation, which is evaporated to obtain high-purity products. In a modified flow sheet, Ca2+ is removed as spherical CaCO3 particles by adding Na2CO3 before the CaSO4 starts to crystallize [205]. Spherical CaCO3 is used in paint, ink, and other industries. The sulfate will crystallize as K2SO4.

Adapted from [204]
Flow sheet for processing of sinter-plant dust.
Sinter-plant dust can also be a source of rubidium (Rb); it contains about 0.30 wt% Rb in the form of RbCl [206], making it richer than any other rubidium resource. Some 95% of the rubidium could be leached at a liquid-to-solid ratio of 5, at 25 °C for 10 min. Also, 93% of the potassium and 95% of the sodium in the dust dissolved. In fact, 50% of the dust dissolved. Ca2+ and Mg2+ impurities could be removed by adding Na2CO3, precipitating CaCO3 and MgCO3. The concentrations of metal ions in the leachate were [Na] = 7.76 g/L, [K] = 33.85 g/L, [Rb] = 0.74 g/L. Potassium/rubidium were separated by solvent extraction with 4-tert-butyl-2(α-methylbenzyl)phenol (t-BAMBP) in the Na+ form. The extraction used counter-current mode, with two mixer-settler batteries, each consisting of 4 extraction, 6 washing, and 3 stripping stages. The composition of the eluate was [Rb] = 11.36 g/L, [K] = 0.027 g/L, [Na] = 0.013 g/L. The recovery rate of rubidium was 58% and the purity of RbCl after crystallization was 99.5%.
Oily Mill Sludge
In hot roll mill (HRM), due to oxidation, mill scale forms on the surface of the steel in reheat furnaces, and on rolling trains and stands [207]. It is removed by a water jet. Oil, used to lubricate rolling equipment, is also removed [208]. The discarded sludge is treated in a series of horizontal settling tanks, and the clarified water is reused. Coarse sediments from the primary tanks (primary mill scale) with particles > 2 mm and an oil content of < 1% can be recycled, e.g., as an additive to the iron ore sinter mixture. Fine scale from the secondary tanks (secondary mill scale) has particles > 2 mm, and contains up to 20 wt% of oil and 10 wt% of water. Mill scale consists mainly of iron oxides, with small amounts of sulfur, phosphorus, and alkali metals. Depending on the steel grade, it also contains chromium, nickel, vanadium, etc. At the wastewater treatment plant, oil, water, and oily mill sludge are generated. The oily mill sludge is a mixture of mill scale, oil, water, and residual chemicals. It cannot be further separated and so is sent to landfills. The oily mill sludge is a sticky solid that is difficult to handle [209]. Also, during the cold roll mill (CRM), an oily mill sludge is generated.
The recycling of secondary scale is difficult due to the negative effects of oil on the environment and equipment. For instance, if the oiled scale is an additive to the iron ore sinter mixture, it is a problem for gas cleaning and can damage these installations with fires. One option to improve combustion of the scale’s oil in the sintering process is to prepare a mixture with peat [208]. The oily mill sludge can be recycled with direct reduction iron (DRI), where the oil participates directly in the reactions for the reduction and conversion of hematite (Fe2O3) and magnetite (Fe3O4) to wüstite (FeO) [210].
De-oiling of mill scale and oily mill sludge was studied, but no technology proved to be economic and eco-friendly, and there are presently no de-oiling plants in operation [207]. Biological treatment for oil removal was investigated, but was reported to be difficult and impractical, due to the long treatment time and the low oil-removal efficiency [210]. Microwave heating was used to remove the water and to reduce the oil content in oily mill sludge [209]. Microwave heating speeds up the drying of sludge, saving both energy and time. After the microwave treatment, the material has better rheological properties. The microwaved samples are less oxidized than conventionally heat treated, which is an advantage for recycling sludge because less carbon is required to reduce it to metallic iron. However, the costs of microwave equipment versus gas heating or residual heat can be prohibitive.
To the best of our knowledge, no studies were published on the recovery of metals from oily HRM sludge by hydrometallurgical methods. However, some studies looked at the recovery of oily mill sludge generated by CRM process. Liu et al. investigated the combined recovery of iron and organic materials from oily CRM sludge, and how to prepare micaceous iron oxide (MIO) pigment from the material [211]. This pigment is used in construction materials, paints, and coatings. The oily CRM sludge was leached in H2SO4, until complete dissolution (6-M H2SO4, 85 °C, 4 h, solid-to-liquid ratio = 1:5). After leaching, the mixture was centrifuged into an organic part (used as fuel) and a solution. The solution consisted of FeSO4 and Fe2(SO4)3. The iron was precipitated as Fe(OH)2 and Fe(OH)3 by an NH3 solution. Fe(OH)2 was oxidized by air to Fe(OH)3. The MIO pigment was prepared by hydrothermal synthesis in alkaline media, starting from the hydroxide precursor. The pigment was metallic gray with uniform flake shape. A flow sheet is shown in Fig. 25. Later, the authors reported an alternative for the preparation of the MIO pigment, using H2O2 to oxidize FeSO4 to Fe2(SO4)3 [212]. Liu et al. removed the oil from oily CRM sludge by vacuum distillation [213]. The oil can be used as fuel or chemical feedstock. The distillation gases can be collected and also reused as fuel. When the distillation residue is oxidized by roasting, high-purity Fe2O3 is obtained, whereas reduction with H2 leads to the formation of iron powder.

Adapted from [211]
Flow sheet for the preparation of micaceous iron oxide (MIO) pigment from oily CRM sludge.
Pickling Sludge
Pickling is used in steel plants to remove oxide scales from steel. These hydrometallurgical processes utilize mineral acids for leaching. Carbon-steel pickling in hot-dip galvanizing works with HCl or H2SO4, whereas stainless-steel pickling in rolling mills is based on mixtures of HF and HNO3 [214]. HNO3 dissolves and oxidizes the Fe(II) oxide scale, while HF is used for its reactivity and stabilizing capacity of metals in solution.
Most methods for the treatment of spent pickling liquor involve acid recovery [215, 216]. The methods based on acid retardation or diffusion dialysis only recover the free acid, producing a residual effluent with a high metal content that is treated by solvent extraction or precipitation. The precipitation involves adding lime (CaO) or alkali (NaOH or KOH). The precipitation generates picking sludge, which is sent to landfills [217]. The metals in the sludge of stainless-steel pickling are iron, chromium, and nickel [218]. If lime is used for neutralization, the sludge will also contain CaF2. A chemical analysis of a pickling sludge yielded the following: 21.68 wt% Fe, 2.42 wt% Cr, and 2.78 wt% Ni [218].
There are few studies on the recovery of metals from pickling sludges, because if the objective is to recover the metals, solvent extraction is used. For a good overview of the treatment of spent pickling liquor by solvent extraction, the reader is referred to a review by Regel-Rosocka [219]. One of the few studies on metal recovery from pickling sludge is by Ji et al. who recovered nickel by controlled leaching with H2SO4, followed by solvent extraction [218].
Dufour et al. recovered metals from spent picking liquor by sequential selective precipitation [215]. In the first stage, iron and chromium are precipitated as K3MF6 (M = Fe, Cr) by adding fluoride ions (as HF or KF) at pH 4. Also, molybdenum will precipitate at this pH. The effluent contains nickel(II) and nitrate ions, and nickel is precipitated in a second precipitation step as Ni(OH)2 at pH 7 to 9. The K3MF6 compounds can be re-dissolved and iron and chromium re-precipitated at pH 5. The same authors described the recovery of iron from a spent H2SO4 pickling liquor as magnetite by oxidation-precipitation [220]. The crystalline magnetite could be used as a pigment in the paint industry. Hermoso et al. described the selective precipitation of K2FeF5, CrF3, and Ni(OH)2 [221].
Conclusions and Outlook
The studies on the recovery of metals by hydrometallurgical methods from steel by-products are very unequally divided among the different by-products. Studies of metal recovery from slags are outnumbered by those on dusts and sludges. There are several reasons for this. Firstly, slags are much easier to valorize. Secondly, the heavy-metal content of slags does not hamper their valorization. There is an exception with EAF slags that are intended for clinker production: in this case the chromium content can be a major problem, because Cr(III) can oxidize to Cr(VI) that is soluble in water and toxic. Thirdly, the treatment of slags by hydrometallurgical methods not only generates a residue that is of less commercial value than the original slag, it also yields aqueous waste streams that need further treatment. In contrast, dusts and sludges are much more difficult to valorize than slags and internal recycling in steelmaking is often inhibited by their high zinc content. The number of studies follows this order: EAF dust > BF sludge > BOF sludge > sinter dust (Fig. 26).

Comparison of the number of studies devoted to the recovery of metals from different types of dusts and sludges
In the past 5 years, there has been a sharp increase in research on the recovery of vanadium from vanadium slags, especially in China. This is an important trend, because of the increasing demand for vanadium for use in redox flow batteries. In contrast, the economics of manganese recovery from ferromanganese slags or chromium recovery from Cr-rich stainless-steel slags are much less favorable.
Although the main objectives of the treatment of BF sludges, BOF sludges, and EAF dust are similar, i.e., the removal of zinc and generating an Fe-rich residue that can be returned to the steel plant, these three classes of by-products exhibit different mineralogical compositions and zinc contents. Moreover, within the same class of materials (e.g., EAF dust), wide variations in composition and zinc content are possible, so that it is not simple to develop a “silver bullet” process with the same set of process conditions.
The majority of the studies described in the review relate to EAF dust. This interest in EAF dust is because of its enhanced zinc content, which is by far the highest of all steel by-products. However, EAF dust is typically of interest to the zinc industry rather than that of steel. This means that the objective is to maximize zinc recovery from EAF dust, using the processes of the zinc industry. Several of the processes proposed for EAF dust treatment are similar to the roast–leach–electrowinning (RLE) process that is state of the art in the zinc industry. In fact, EAF dust is similar to the calcine that is obtained by dead-roasting ZnS concentrate, with the difference that EAF dust is much richer in lime (CaO). As a consequence, EAF dust will consume more acid during leaching than zinc calcine. Much less emphasis has been paid to the destination of the iron in the process. As a result, iron will often be precipitated as jarosite or goethite, which are of little interest to the steel industry. This is because these iron-containing compounds are too contaminated with unwanted metals or their iron content is too low for economic use in the BF.
Many processes for the treatment of EAF dust integrate, as a final step in the targeted flow sheet, the electrowinning of zinc from the leachate (to produce high-quality zinc metal). They do this independently of the lixiviant (H2SO4, HCl, or NaOH). However, this is less interesting for steel plants that want to clean up EAF dust and do not have an electrolysis plant on site. On the other hand, zinc electrolyte is less convenient to transport than solid zinc compounds. For this reason, the treatments of EAF dust that are of interest to the zinc industry have a flow sheet that produces a solid zinc compound, e.g., ZnO, ZnCO2, basic ZnCO2, or ZnS. The latter is usually preferred.
It is very difficult to compare the leaching results and the zinc yields published for EAF dust in different studies, because the composition of the EAF dusts varies widely. Different types of EAF dust not only have different concentrations of zinc, but also show variations in the ZnO/ZnFe2O4 ratio (zincite-to-franklinite ratio). In many processes, only the ZnO is dissolved, while the refractory ZnFe2O4 phase remains in the residue. ZnFe2O4 is only dissolved in concentrated acids, or if the EAF dust is pre-treated (e.g., by a reductive roasting step). Furthermore, dissolving ZnFe2O4 in acidic solutions also brings iron into solution.
Compared to EAF dust, there is much less research on BF sludges, with most of it performed by the steel industry. There has been limited interest in BF sludges from academics, probably due to the low content of non-ferrous metals such as zinc. This limits the value of BF sludge as a potential secondary source of zinc. Very few studies focus on BF sludges with a low zinc content. Some investigations have considered BF sludges with exceptionally high zinc contents, which begs the question about how representative such studies are. In some studies, it is evident that zinc is present in BF sludges in the form of ZnS (sphalerite). This requires oxidative leaching, e.g., with FeCl3. It is not clear how general the presence of ZnS in BF sludges actually is, because many studies did not report the sulfur content in BF sludges or in the minor mineralogical phases. Concurrently, the high carbon content in BF sludges leads to operational problems with hydrometallurgical processes, because of foaming.
The recovery of zinc from BOF dusts and sludges has received little attention so far, and very little information has been published in the literature and as patents.
When treating dusts and sludges, it is recommended to focus on the easily soluble zinc (in the form of ZnO), because this needs relatively mild conditions and the dissolution takes just a couple of minutes. However, in general, the selected leaching times are often much too long. This is unnecessary for the dissolution of ZnO and leads to unacceptable levels of iron co-dissolution. On the other hand, if the dissolution of the more refractory ZnFe2O4 (franklinite) phase is targeted, much harsher conditions are required and a lot of iron will co-dissolve. Therefore, it is better to “bleed” the zinc from the system by dissolving the ZnO, and to return the ZnFe2O4 back to the BF or BOF. In the BF or BOF, the ZnFe2O4 is partly decomposed to ZnO. The removal of zinc via ZnO, therefore, constitutes the “low-hanging fruit.” A compromise has to be found between the zinc removal yield and the requirements in terms of OPEX and CAPEX. The maximum permissible value of the zinc concentration in the leaching residues of the dusts and sludges depends on the operational conditions of the BF or BOF, and in particular on the average zinc content of the regular iron-containing feeds to the furnace. However, as a rule of thumb, the zinc content in the residue that is sent back to the BF or BOF must be below 1 wt%.
Since it is difficult to remove iron from leachates, it is better to avoid bringing iron into solution in the first place. When/if iron has to be precipitated from the solution, the preferred iron phase is hematite (Fe2O3), because hematite is Fe-rich and has a very low level of impurities, in contrast to jarosite or goethite. Unfortunately, hematite can only be formed at elevated temperatures, i.e., above 100 °C, which requires an expensive autoclave. However, there are ways to obtain hematite at lower temperatures, for instance by seeding the iron-containing solution with a high concentration of hematite crystals. There is definitively room for research on the formation of hematite precipitates under milder conditions. Hematite is easier to form from chloride than from sulfate solutions. Also, nitrate media can lead to hematite formation. The precipitation of jarosite or goethite is not sustainable, because it creates a solid-waste problem. It simply transfers the zinc industry’s solid-waste problem to the steel industry.
Although this review focused on hydrometallurgical processes, several process flow sheets contain a high-temperature pre-processing step. Examples include alkali roasting with NaOH or Na2CO3 to decompose the ZnFe2O4 phases in EAF dust, the roasting of vanadium slags with NaCl to decompose the vanadium spinel phases, and the dry digestion with concentrated H2SO4 of silicate-rich slags. In all these cases, the thermal pre-processing temperature should be as low as possible, in order to curb the energy consumption. In any case, the reaction temperatures are much lower than those of pyrometallurgical processes. A concern with thermal pre-processing is that often large amounts of chemicals are used for the roasting step. Therefore, it is better to pay more attention to reducing the consumption of chemicals or developing reagent-free roasting processes.
References
Stewart D, Barron A (2020) Pyrometallurgical removal of zinc from basic oxygen steelmaking dust—a review of best available technology. Resour Conserv Recycl 157:104746. https://doi.org/10.1016/j.resconrec.2020.104746
Zhang H, Hong X (2011) An overview for the utilization of wastes from stainless steel industries. Resour Conserv Recycl 55:745–754. https://doi.org/10.1016/j.resconrec.2011.03.005
Candian Lobato NC, Villegas EA, Mansur MB (2015) Management of solid wastes from steelmaking and galvanizing processes: a brief review. Resour Conserv Recycl 102:49–57. https://doi.org/10.1016/j.resconrec.2015.05.025
Fisher LV, Barron AR (2019) The recycling and reuse of steelmaking slags - a review. Resour Conserv Recycl 146:244–255. https://doi.org/10.1016/j.resconrec.2019.03.010
Lin X, Peng Z, Yan J et al (2017) Pyrometallurgical recycling of electric arc furnace dust. J Clean Prod 149:1079–1100. https://doi.org/10.1016/j.jclepro.2017.02.128
Yang C, Pan J, Zhu D et al (2019) Pyrometallurgical recycling of stainless steel pickling sludge: a review. J Iron Steel Res Int 26:547–557. https://doi.org/10.1007/s42243-019-00278-y
Antunano N, Cambra JF, Arias PL (2019) Hydrometallurgical processes for Waelz oxide valorisation - an overview. Process Saf Environ Prot 129:308–320. https://doi.org/10.1016/j.psep.2019.06.028
Das B, Prakash S, Reddy PSR, Misra VN (2007) An overview of utilization of slag and sludge from steel industries. Resour Conserv Recycl 50:40–57. https://doi.org/10.1016/j.resconrec.2006.05.008
Du C, Gao X, Kitamura S (2019) Measures to decrease and utilize steelmaking slag. J Sustain Metall 5:141–153. https://doi.org/10.1007/s40831-018-0202-4
Rieger J, Schenk J (2019) Residual processing in the european steel industry: a technological overview. J Sustain Metall 5:295–309. https://doi.org/10.1007/s40831-019-00220-2
Worldsteel (2010) Steel industry by-products: project group report 2007–2009. World Steel Association, Brussels
Ji Y, Shen S, Liu J, Xue Y (2017) Cleaner and effective process for extracting vanadium from vanadium slag by using an innovative three-phase roasting reaction. J Clean Prod 149:1068–1078. https://doi.org/10.1016/j.jclepro.2017.02.177
Jiang T, Dong H, Guo Y et al (2010) Study on leaching Ti from Ti bearing blast furnace slag by sulphuric acid. Trans Inst Min Metall Sect C 119:33–38. https://doi.org/10.1179/037195509X12585446038807
Valighazvini F, Rashchi F, Nekouei RK (2013) Recovery of titanium from blast furnace slag. Ind Eng Chem Res 52:1723–1730. https://doi.org/10.1021/ie301837m
He S, Sun H, Tan D, Peng T (2016) Recovery of titanium compounds from Ti-enriched product of alkali melting Ti-bearing blast furnace slag by dilute sulfuric acid leaching. Procedia Environ Sci 31:977–984. https://doi.org/10.1016/j.proenv.2016.03.003
Mang G, Cheng M (2014) Research of Al and Fe leaching rate in the process of slag leaching by hydrochloric acid. Appl Mech Mater 675–677:1417–1420. https://doi.org/10.4028/www.scientific.net/AMM.675-677.1417
Meshram P, Sarkar S, Venugopalan T (2017) Exploring blast furnace slag as a secondary resource for extraction of rare earth elements. Miner Metall Process 34:178–182
Huijgen W, Witkamp G, Comans R (2005) Mineral CO2 sequestration by steel slag carbonation. Environ Sci Technol 39:9676–9682. https://doi.org/10.1021/es050795f
Bilen M, Altiner M, Yildirim M (2018) Evaluation of steelmaking slag for CO2 fixation by leaching-carbonation process. Part Sci Technol 36:368–377. https://doi.org/10.1080/02726351.2016.1267285
Hall C, Large DJ, Adderley B, West HM (2014) Calcium leaching from waste steelmaking slag: significance of leachate chemistry and effects on slag grain mineralogy. Miner Eng 65:156–162. https://doi.org/10.1016/j.mineng.2014.06.002
Zhang G, Zhang T, Lu G et al (2015) Extraction of vanadium from vanadium slag by high pressure oxidative acid leaching. Int J Miner Metall Mater 22:21–26. https://doi.org/10.1007/s12613-015-1038-6
Zhang J, Zhang W, Zhang L, Gu S (2014) A critical review of technology for selective recovery of vanadium from leaching solution in V2O5 production. Solvent Extr Ion Exch 32:221–248. https://doi.org/10.1080/07366299.2013.877753
Li M, Zheng S, Liu B et al (2017) A clean and efficient method for recovery of vanadium from vanadium slag: nonsalt roasting and ammonium carbonate leaching processes. Miner Process Extr Metall Rev 38:228–237. https://doi.org/10.1080/08827508.2017.1288117
Zhang J, Zhang W, Xue Z (2019) An environment-friendly process featuring calcified roasting and precipitation purification to prepare vanadium pentoxide from the converter vanadium slag. Metals. https://doi.org/10.3390/met9010021
Li H-Y, Wang K, Hua W-H et al (2016) Selective leaching of vanadium in calcification-roasted vanadium slag by ammonium carbonate. Hydrometallurgy 160:18–25. https://doi.org/10.1016/j.hydromet.2015.11.014
Li X, Xie B (2012) Extraction of vanadium from high calcium vanadium slag using direct roasting and soda leaching. Int J Miner Metall Mater 19:595–601. https://doi.org/10.1007/s12613-012-0600-8
Zhang G, Luo D, Deng C et al (2018) Simultaneous extraction of vanadium and titanium from vanadium slag using ammonium sulfate roasting-leaching process. J Alloys Compd 742:504–511. https://doi.org/10.1016/j.jallcom.2018.01.300
Li M, Liu B, Zheng S et al (2017) A cleaner vanadium extraction method featuring non-salt roasting and ammonium bicarbonate leaching. J Clean Prod 149:206–217. https://doi.org/10.1016/j.jclepro.2017.02.093
Li M, Du H, Zheng S et al (2017) Extraction of vanadium from vanadium slag via non-salt roasting and ammonium oxalate leaching. JOM 69:1970–1975. https://doi.org/10.1007/s11837-017-2494-4
Wen J, Jiang T, Zhou W et al (2019) A cleaner and efficient process for extraction of vanadium from high chromium vanadium slag: leaching in (NH4)2SO4-H2SO4 synergistic system and NH4+ recycle. Sep Purif Technol 216:126–135. https://doi.org/10.1016/j.seppur.2019.01.078
Zhang G-Q, Zhang T-A, Zhang Y et al (2016) Pressure leaching of converter vanadium slag with waste titanium dioxide. Rare Met 35:576–580. https://doi.org/10.1007/s12598-014-0225-3
Zhang Y, Zhang T-A, Dreisinger D et al (2017) Extraction of vanadium from direct acid leach solution of converter vanadium slag. Can Metall Q 56:281–293. https://doi.org/10.1080/00084433.2017.1327501
McIntosh S, Baglin E (1992) Recovery of manganese from steel plant slag by carbamate leaching. US Bur Mines Rep Investig 9400:1–16
Krasheninin AG, Khalezov BD, Bornovolokov AS, Ordinartsev DP (2019) Technology for extracting manganese from vanadium converter slag after leaching vanadium. Metallurgist 63:534–542. https://doi.org/10.1007/s11015-019-00854-3
Mombelli D, Mapelli C, Barella S et al (2016) The effect of chemical composition on the leaching behaviour of electric arc furnace (EAF) carbon steel slag during a standard leaching test. J Environ Chem Eng 4:1050–1060. https://doi.org/10.1016/j.jece.2015.09.018
Mombelli D, Barella S, Gruttadauria A et al (2019) Effects of basicity and mesh on Cr leaching of EAF carbon steel slag. Appl Sci 9:1–12. https://doi.org/10.3390/app9010121
Yu Y, Wang D, Li J et al (2018) Effect of cooling conditions on the leachability of chromium in Cr2O3-containing steelmaking slag. J South Afr Inst Min Metall 118:539–543
Wang X, Geysen D, Van Gerven T et al (2017) Characterization of landfilled stainless steel slags in view of metal recovery. Front Chem Sci Eng 11:353–362. https://doi.org/10.1007/s11705-017-1656-9
Kim E, Spooren J, Broos K et al (2015) Selective recovery of Cr from stainless steel slag by alkaline roasting followed by water leaching. Hydrometallurgy 158:139–148. https://doi.org/10.1016/j.hydromet.2015.10.024
Kim E, Spooren J, Broos K et al (2016a) Valorization of stainless steel slag by selective chromium recovery and subsequent carbonation of the matrix material. J Clean Prod 117:221–228. https://doi.org/10.1016/j.jclepro.2016.01.032
Kim E, Spooren J, Broos K et al (2016b) New method for selective Cr recovery from stainless steel slag by NaOCl assisted alkaline leaching and consecutive BaCrO4 precipitation. Chem Eng J 295:542–551. https://doi.org/10.1016/j.cej.2016.03.073
Spooren J, Kim E, Horckmans L et al (2016) In-situ chromium and vanadium recovery of landfilled ferrochromium and stainless steel slags. Chem Eng J 303:359–368. https://doi.org/10.1016/j.cej.2016.05.128
Baumgartner S, Groot D (2014) The recovery of manganese products from ferromanganese slag using a hydrometallurgical route. J South Afr Inst Min Metall 114:331–340
Mohanty J, Sahoo P, Nathsarma K et al (1998) Characterization and leaching of ferromanganese slag. Miner Metall Process 15:30–33. https://doi.org/10.1007/BF03403221
Naganoor P, Prasanna A, Shivaprasad K, Bhat K (2000) Extraction of manganese from Ferro-manganese slag. Int Symp Process Fines Jamshedpur India 2–3 Novemb 2000 Natl Metall Lab Jamshedpur 300–306
Kazadi DM, Groot DR, Steenkamp JD, Poellmann H (2016) Control of silica polymerisation during ferromanganese slag sulphuric acid digestion and water leaching. Hydrometallurgy 166:214–221. https://doi.org/10.1016/j.hydromet.2016.06.024
Kazadi D, Groot D, Pöllmann H et al (2013) Utilization of Ferromanganese slags for manganese extraction and as a cement additive. Proceedings of the Advances in Cement and Concrete Technology in Africa conference, Emperor's Palace, Johannesburg (South Africa), 28– 30 January 2013, 983–995
Hocheng H, Su C, Jadhav UU (2014) Bioleaching of metals from steel slag by Acidithiobacillus thiooxidans culture supernatant. Chemophere 117:652–657. https://doi.org/10.1016/j.chemosphere.2014.09.089
Andersson A, Ahmed H, Rosenkranz J et al (2017) Characterization and upgrading of a low zinc-containing and fine blast furnace sludge - a multi-objective analysis. ISIJ Int 57:262–271. https://doi.org/10.2355/isijinternational.ISIJINT-2016-512
Li B, Wei Y, Wang H et al (2019) Preparation of ZnSO4.7H2O and separation of zinc from blast furnace sludge by leaching-purification-crystallization method. ISIJ Int 59:201–207. https://doi.org/10.2355/isijinternational.ISIJINT-2018-401
Kretzschmar R, Mansfeldt T, Mandaliev PN et al (2012) Speciation of Zn in blast furnace sludge from former sedimentation ponds using synchrotron X-ray diffraction, fluorescence, and absorption spectroscopy. Environ Sci Technol 46:12381–12390. https://doi.org/10.1021/es302981v
Steer JM, Griffiths AJ (2013) Investigation of carboxylic acids and non-aqueous solvents for the selective leaching of zinc from blast furnace dust slurry. Hydrometallurgy 140:34–41. https://doi.org/10.1016/j.hydromet.2013.08.011
Van Herck P, Vandecasteele C, Swennen R, Mortier R (2000) Zinc and lead removal from blast furnace sludge with a hydrometallurgical process. Environ Sci Technol 34:3802–3808. https://doi.org/10.1021/es9910331
Schrama F, Beunder E, Van den Berg B et al (2017) Sulphur removal in ironmaking and oxygen steelmaking. Ironmak Steelmak 44:333–343. https://doi.org/10.1080/03019233.2017.1303914
Trinkel V, Mallow O, Thaler C et al (2015) Behavior of chromium, nickel, lead, zinc, cadmium, and mercury in the blast furnace-a critical review of literature data and plant investigations. Ind Eng Chem Res 54:11759–11771. https://doi.org/10.1021/acs.iecr.5b03442
Trinkel V, Mallow O, Aschenbrenner P et al (2016) Characterization of blast furnace sludge with respect to heavy metal distribution. Ind Eng Chem Res 55:5590–5597. https://doi.org/10.1021/acs.iecr.6b00617
Foeldi C, Dohrmann R, Mansfeldt T (2015) Volatilization of elemental mercury from fresh blast furnace sludge mixed with basic oxygen furnace sludge under different temperatures. Environ Sci Process Impacts 17:1915–1922. https://doi.org/10.1039/c5em00403a
Foeldi C, Dohrmann R, Mansfeldt T (2014) Mercury in dumped blast furnace sludge. Chemophere 99:248–253. https://doi.org/10.1016/j.chemosphere.2013.11.007
Ma N (2014) In-Process Separation of Zinc From Blast Furnace Offgas Solid Wastes. In: AISTech 2014 Proceedings. Association for Iron & Steel Technology, pp 623–634
Zeydabadi B, Mowla D, Shariat M, Kalajahi J (1997) Zinc recovery from blast furnace flue dust. Hydrometallurgy 47:113–125. https://doi.org/10.1016/S0304-386X(97)00039-X
Havlik T, Kukurugya F, Orac D, Parilak L (2012) Acidic leaching of EAF steelmaking dust. World Metall - ERZMETALL 65:48–56
Banerjee D (2007) Metal recovery from blast furnace sludge and flue dust using leaching technologies. Res J Chem Environ 11:18–21
Soria-Aguilar MJ, Davila-Pulido GI, Carrillo-Pedroza FR et al (2019) Oxidative leaching of zinc and alkalis from iron blast furnace sludge. METALS. https://doi.org/10.3390/met9091015
Veres J, Lovas M, Jakabsky S et al (2012) Characterization of blast furnace sludge and removal of zinc by microwave assisted extraction. Hydrometallurgy 129:67–73. https://doi.org/10.1016/j.hydromet.2012.09.008
Mikhailov I, Komarov S, Levina V et al (2017) Nanosized zero-valent iron as Fenton-like reagent for ultrasonic-assisted leaching of zinc from blast furnace sludge. J Hazard Mater 321:557–565. https://doi.org/10.1016/j.jhazmat.2016.09.046
SIDMAR (1999) Werkwijze voor het behandelen van gecontamineerd ijzerhoudend slib. Belgian Patent 1011619A3
Mortier R (1999) Oxidising elutriation of contaminated sludge containing iron with separation of zinc and lead. Patent WO 9931285
Josis C, Hissel J (1988) Procédé de traitement des matières contenant des metaux lourds par lixiviation acide. Belgian Patent 1001781A6
Giordana S (2016) Method for the treatment of iron-containing sludge, and associated equipment. Canadian Patent CA 2985027 A1
Flock J, Mittelstädt H, Pappert E, Tebeck A (2018) Integrated process for recycling washing tower sludge for recovery of iron oxide and carbon. Patent WO 2018219464
Peters R (1999) Chelant extraction of heavy metals from contaminated soils. J Hazard Mater 66:151–210. https://doi.org/10.1016/S0304-3894(99)00010-2
Wasay S, Barrington S, Tokunaga S (1998) Remediation of soils polluted by heavy metals using salts of organic acids and chelating agents. Environ Technol 19:369–379. https://doi.org/10.1080/09593331908616692
Voglar D, Lestan D (2014) Chelant soil-washing technology for metal-contaminated soil. Environ Technol 35:1389–1400. https://doi.org/10.1080/09593330.2013.869265
Chen Y, Zhang S, Xu X et al (2016) Effects of surfactants on low-molecular-weight organic acids to wash soil zinc. Environ Sci Pollut Res 23:4629–4638. https://doi.org/10.1007/s11356-015-5700-3
Cheikh M, Magnin J, Gondrexon N et al (2010) Zinc and lead leaching from contaminated industrial waste sludges using coupled processes. Environ Technol 31:1577–1585. https://doi.org/10.1080/09593331003801548
Peeters T, Xiao Y, Yang Y (2018) Process for selective removal of zinc from metallurgical plant waste. European Patent EP 3 333 272 A1
Cantarino M, de Carvalho FC, Mansur M (2012) Selective removal of zinc from basic oxygen furnace sludges. Hydrometallurgy 111:124–128. https://doi.org/10.1016/j.hydromet.2011.11.004
Ma N (2016) Recycling of basic oxygen furnace steelmaking dust by in-process separation of zinc from the dust. J Clean Prod 112:4497–4504. https://doi.org/10.1016/j.jclepro.2015.07.009
Jalkanen H, Oghbasilasie H, Raipala K (2005) Recycling of steelmaking dusts - the Radust concept. J Min Metall 41B:1–16. https://doi.org/10.2298/JMMB0501001J
Sammut ML, Rose J, Masion A et al (2008) Determination of zinc speciation in basic oxygen furnace flying dust by chemical extractions and X-ray spectroscopy. Chemophere 70:1945–1951. https://doi.org/10.1016/j.chemosphere.2007.09.063
Veres J, Sepelak V, Hredzak S (2015) Chemical, mineralogical and morphological characterisation of basic oxygen furnace dust. Trans Inst Min Metall Sect C 124:1–8. https://doi.org/10.1179/1743285514Y.0000000069
Wang L, Lu X, Huang Y (2013) Determination of Zn distribution and speciation in basic oxygen furnace sludge by synchrotron radiation induced μ-XRF and μ-XANES microspectroscopy. X-Ray Spectrom 42:423–428. https://doi.org/10.1002/xrs.2494
Wang L, Huang Y, Lu X (2013) Zn distribution and speciation in zinc-containing steelmaking wastes by synchrotron radiation induced μ-XRF and μ-XANES spectroscopy. J Phys Conf Ser 430:012097. https://doi.org/10.1088/1742-6596/430/1/012097
Singh AKP, Raju MT (2011) Recycling of basic oxygen furnace (BOF) sludge in iron and steel works. Int J Environ Technol Manag 14:19–32. https://doi.org/10.1504/IJETM.2011.039255
Kelebek S, Yoruk S, Davis B (2004) Characterization of basic oxygen furnace dust and zinc removal by acid leaching. Miner Eng 17:285–291. https://doi.org/10.1016/j.mineng.2003.10.030
Trung Z, Kukurugya H, Takáčová Z et al (2010) Leaching of basic oxygen furnace sludge with sulphuric acid. Acta Montan Slovaca 15:200–203
Trung ZH, Kukurugya F, Takacova Z et al (2011) Acidic leaching both of zinc and iron from basic oxygen furnace sludge. J Hazard Mater 192:1100–1107. https://doi.org/10.1016/j.jhazmat.2011.06.016
Veres J, Jakabsky S, Lovas M, Hredzak S (2010) Non-isothermal microwave leaching kinetics of zinc removal from basic oxygen furnace dust. Acta Montan Slovaca 15:204–211
Duval L (1968) Process for removing zinc oxid from iron oxide flue dist by the use of spent pickle liquor. US Patent 3375069
Wang J, Wang Z, Zhang Z, Zhang G (2019a) Zinc removal from basic oxygen steelmaking filter cake by leaching with organic acids. Metall Mater Trans B 50:480–490. https://doi.org/10.1007/s11663-018-1440-3
Wang J, Wang Z, Zhang Z, Zhang G (2019b) Removal of zinc from basic oxygen steelmaking filter cake by selective leaching with butyric acid. J Clean Prod 209:1–9. https://doi.org/10.1016/j.jclepro.2018.10.253
Wang J, Wang Z, Zhang Z, Zhang G (2019c) Comparison of butyric acid leaching behaviors of zinc from three basic oxygen steelmaking filter cakes. Metals 9:417–428. https://doi.org/10.3390/met9040417
Wang J, Wang Z, Zhang Z, Zhang G (2019d) Effect of addition of other acids into butyric acid on selective leaching of zinc from basic oxygen steelmaking filter cake. Metall Mater Trans B 50:1378–1386. https://doi.org/10.1007/s11663-019-01563-7
Gargul K, Jarosz P, Malecki S (2016) Alkaline leaching of low zinc content iron-bearing sludges. Arch Metall Mater 61:43–49. https://doi.org/10.1515/amm-2016-0013
Petranikova M, Ssenteza V, Lousada CM et al (2020) Novel process for decontamination and additional valorization of steel making dust processing using two-step correlative leaching. J Hazard Mater. https://doi.org/10.1016/j.jhazmat.2019.121442
Gargul K, Boryczko B (2015) Removal of zinc from dusts and sludges from basic oxygen furnaces in the process of ammoniacal leaching. Arch Civ Mech Eng 15:179–187. https://doi.org/10.1016/j.acme.2014.08.004
Al-Harahsheh M, Al-Nuairat J, Al-Otoom A et al (2019) Treatments of electric arc furnace dust and halogenated plastic wastes: a review. J Environ Chem Eng. https://doi.org/10.1016/j.jece.2018.102856
Keglevich W, de Buzin PJ, Heck NC, Faria Vilela AC (2017) EAF dust: an overview on the influences of physical, chemical and mineral features in its recycling and waste incorporation routes. J Mater Res Technol 6:194–202. https://doi.org/10.1016/j.jrnxt.2016.10.002
Antrekowitsch J, Roesler G, Steinacker S (2015) State of the art in steel mill dust recycling. Chem Ing Tech 87:1498–1503. https://doi.org/10.1002/cite.201500073
Montenegro V, Oustadakis P, Tsakiridis PE, Agatzini-Leonardou S (2013) Hydrometallurgical treatment of steelmaking electric arc furnace dusts (EAFD). Metall Mater Trans B 44:1058–1069. https://doi.org/10.1007/s11663-013-9874-0
Bruckard W, Davey K, Rodopoulos T et al (2005) Water leaching and magnetic separation for decreasing the chloride level and upgrading the zinc content of EAF steelmaking baghouse dusts. Int J Miner Process 75:1–20. https://doi.org/10.1016/j.minpro.2004.04.007
Chen W-S, Shen Y-H, Tsai M-S, Chang F-C (2011) Removal of chloride from electric arc furnace dust. J Hazard Mater 190:639–644. https://doi.org/10.1016/j.jhazmat.2011.03.096
Chmielarz A, Gnot W (2001) Conversion of zinc chloride to zinc sulphate by electrodialysis - a new concept for solving the chloride ion problem in zinc hydrometallurgy. Hydrometallurgy 61:21–43. https://doi.org/10.1016/S0304-386X(01)00153-0
Langova S, Matysek D (2010) Zinc recovery from steel-making wastes by acid pressure leaching and hematite precipitation. Hydrometallurgy 101:171–173. https://doi.org/10.1016/j.hydromet.2010.01.003
Cruells M, Roca A, Nunez C (1992) Electric arc furnace flue dusts: characterization and leaching with sulphuric acid. Hydrometallurgy 31:213–231. https://doi.org/10.1016/0304-386X(92)90119-K
Kukurugya F, Vindt T, Havlik T (2015) Behavior of zinc, iron and calcium from electric arc furnace (EAF) dust in hydrometallurgical processing in sulfuric acid solutions: thermodynamic and kinetic aspects. Hydrometallurgy 154:20–32. https://doi.org/10.1016/j.hydromet.2015.03.008
Havlik T, Turzakova M, Stopic S, Friedrich B (2005) Atmospheric leaching of EAF dust with diluted sulphuric acid. Hydrometallurgy 77:41–50. https://doi.org/10.1016/j.hydromet.2004.10.008
Havlik T, Vidor e Souza B, Bernandes AM et al (2006) Hydrometallurgical processing of carbon steel EAF dust. J Hazard Mater 135:311–318. https://doi.org/10.1016/j.jhazmat.2005.11.067
Langova S, Riplova J, Vallova S (2007) Atmospheric leaching of steel-making wastes and the recipitation of goethite from the ferric sulphate solution. Hydrometallurgy 87:157–162. https://doi.org/10.1016/j.hydromet.2007.03.002
Havlik T, Friedrich B, Stopic S (2004) Pressure leaching of EAF dust with sulphuric acid. World Metall-Erzmetall 57:83–90
Havlik T, Miskufova A, Turek P, Kobialkova IU (2019) Considering the influence of calcium on EAF dust acid leaching. Physicochem Probl Miner Process 55:528–536. https://doi.org/10.5277/ppmp18164
Pazdej R (1982) Hydrometallurgical treatment of metallurgical dust. US Patent 4332777
Duyvesteyn W, Jha M (1986) Two-stage leaching process for steel plant dusts. US Patent 4610721
Zaromb S, Lawson D (1994) Hydrometallurgical process for recovering iron sulfate and zinc sulfate from baghouse dust. US Patent 5286465
Diaz G, Martin D (1994) Modified zincex process - the clean, safe and profitable solution to the zinc secondaries treatment. Resour Conserv Recycl 10:43–57. https://doi.org/10.1016/0921-3449(94)90037-X
Oustadakis P, Tsakiridis PE, Katsiapi A, Agatzini-Leonardou S (2010) Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD) part i: characterization and leaching by diluted sulphuric acid. J Hazard Mater 179:1–7. https://doi.org/10.1016/j.jhazmat.2010.01.059
Tsakiridis PE, Oustadakis P, Katsiapi A, Agatzini-Leonardou S (2010) Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part II: downstream processing and zinc recovery by electrowinning. J Hazard Mater 179:8–14. https://doi.org/10.1016/j.jhazmat.2010.04.004
Gotfryd L, Chmielarz A, Szolomicki Z (2011a) Recovery of zinc from arduous wastes using solvent extraction technique part I. Preliminary laboratory studies. Physicochem Probl Miner Process 47:149–158
Gotfryd L, Chmielarz A, Szolomicki Z (2011b) Recovery of zinc from arduous wastes using solvent extraction technique part II. Pilot plant tests. Physicochem Probl Miner Process 47:249–258
Montenegro V, Agatzini-Leonardou S, Oustadakis P, Tsakiridis P (2016) Hydrometallurgical treatment of EAF dust by direct sulphuric acid leaching at atmospheric pressure. Waste Biomass Valoriz 7:1531–1548. https://doi.org/10.1007/s12649-016-9543-z
Xanthopoulos P, Agatzini-Leonardou S, Oustadakis P, Tsakiridis PE (2017) Zinc recovery from purified electric arc furnace dust leach liquors by chemical precipitation. J Environ Chem Eng 5:3550–3559. https://doi.org/10.1016/j.jece.2017.07.023
Brunelli K, Dabala M (2015) Ultrasound effects on zinc recovery from EAF dust by sulfuric acid leaching. Int J Miner Metall Mater 22:353–362. https://doi.org/10.1007/s12613-015-1080-4
Winand R (1991) Chloride hydrometallurgy. Hydrometallurgy 27:285–316. https://doi.org/10.1016/0304-386X(91)90055-Q
Van Weert G, Peek E (1992) Reagent recovery in chloride hydrometallurgy - some missing links. Hydrometallurgy 29:513–526. https://doi.org/10.1016/0304-386X(92)90030-4
Baik D, Fray D (2000) Recovery of zinc from electric-are furnace dust by leaching with aqueous hydrochloric acid, plating of zinc and regeneration of electrolyte. Trans Inst Min Metall Sect C 109:C121–C128. https://doi.org/10.1179/mpm.2000.109.3.121
Duyvesteyn W, Jha M (1986) Zinc recovery from steel plant dusts and other zinciferous materials. US Patent 4572771
Duyvesteyn W, Hogsett R (1986) Process for metal recovery from steel plant dust. US Patent 4610722
McElroy R (1994) Process for the treatment of electric arc furnace dust. US Patent 5336297
McElroy R (1994) Processing of electric arc furnace dust via chloride hydrometallurgy. Hydrometallurgy 94:993–1010. https://doi.org/10.1007/978-94-011-1214-7_68
Cashman J (1998) Hydrometallurgical processing of flue dust. US Patent 5709730
Lee H, Baik D, Jo H (2002) Hydrometallurgical method for recovery of zinc from electric arc furnace dust. US Patent 6338748
Barrera-Godinez J, O’Keefe T, Watson J (1992) Effect of ultrasound on acidified brine leaching of double-kiln treated EAF dust. Miner Eng 5:1365–1373. https://doi.org/10.1016/0892-6875(92)90172-6
Prater J, Queneau P, Hudson T (1973) Nitric acid route to processing copper concentrates. AIME Trans 254:117–122
Drinkard Jr. W (2001) Nitric acid production and recycle. US Patent 6264909
Matsuoka S, Kodama T, Kumagai M et al (2003) Development of adsorption process for NOx recycling in a reprocessing plant. J Nucl Sci Technol 40:410–416. https://doi.org/10.1080/18811248.2003.9715373
Matsuoka S, Kodama T, Izumi J et al (2004) Development of NOx recycle process for practical use at reprocessing plant. J Nucl Sci Technol 41:466–472. https://doi.org/10.1080/18811248.2004.9715509
Ma B, Yang W, Yang B et al (2015) Pilot-scale plant study on the innovative nitric acid pressure leaching technology for laterite ores. Hydrometallurgy 155:88–94. https://doi.org/10.1016/j.hydromet.2015.04.016
Shang Y, Van Weert G (1993) Iron control in nitrate hydrometallurgy by autoclave hydrolysis of iron(III) nitrate. Hydrometallurgy 33:273–290. https://doi.org/10.1016/0304-386X(93)90067-N
Drinkard Jr. W, Woerner H (1999) Metallurgical dust recycling process. US Patent 5912402
Koningen D, Freund W (2008) Metallurgical dust reclamation process. US Patent 7399454
Dreisinger D, Peters E, Morgan G (1990) The hydrometallurgical treatment of carbon-steel electric-arc furnace dusts by the UBC-Chaparral process. Hydrometallurgy 25:137–152. https://doi.org/10.1016/0304-386X(90)90035-Z
Barrett E, Nenniger E, Dziewinski J (1992) A hydrometallurgical process to treat carbon-steel electric-arc furnace dust. Hydrometallurgy 30:59–68. https://doi.org/10.1016/0304-386X(92)90077-D
Barrett E, Nenniger E (1992) Processing of carbon steel furnace dusts. US Patent 5082493
Siebenhofer M, Zapfel W, Luttenberger H (1999) Method for processing residues containing at least one non-ferrous metal and/or compounds thereof. Patent WO 9960176
Hilber T, Marr R, Siebenhofer M, Zapfel W (2001) Solid/liquid extraction of zinc from EAF-dust. Sep Sci Technol 36:1323–1333. https://doi.org/10.1081/SS-100103652
Hilber T, Marr R, Siebenhofer M, Simon V (2003) Extractive separation of zinc from oxidic solid bulk feed. Sep Sci Technol 38:2867–2880. https://doi.org/10.1081/SS-120022576
Thorsen G (1977) Extraction and separation of metals from solids using liquid cation exchangers. US Patent 4008134
Thorsen G, Grislingas A, Steintveit G (1981) Recovery of zinc from zinc ash and flue dusts by hydrometallurgical processing. JOM 33:24–29. https://doi.org/10.1007/BF03354397
Thorsen G, Svendsen H, Grislingas A (1984) The integrated organic leaching - solvent extraction operation in hydrometallurgy. In: Hydrometallurgical Process Fundamentals, Proceedings of a NATO Advanced Research Institute on Hydrometallurgical Process Fundamentals, held July 2 5 - 3 1 , 1982, in Churchill College, Cambridge University, Cambridge, United Kingdom, Editor: R.G. Bautista. Springer, New York, pp 269–292
Filippou D (2004) Innovative hydrometallurgical processes for the primary processing of zinc. Miner Process Extr Metall Rev 25:205–252. https://doi.org/10.1080/08827500490441341
Olper M, Maccagni M (1993) Process for recovering zinc and lead from flue dusts from electrical steel works and for recycling said purified metals to the furnace, and installation for implementing said process. European Patent EP 0 551 1 55 A1
Olper M, Maccagni M (2000) Electrolytic zinc production from crude zinc oxides with the EZINEX process. In: Recycling of Metals and Engineered Materials, Edited by D.L. Stewart, Jr., J.C. Daley and R.L. Stephens. TMS (The Minerals, Metals & Materials Society), pp 379–396
Olper M, Maccagni M (2008) From C.Z.O. to zinc cathode without any pretreatment. The EZINEX process. In: Lead and Zinc 2008. The Southern African Institute of Mining and Metallurgy, pp 85–98
Maccagni MG (2016) INDUTEC/EZINEX integrate process on secondary zinc-bearing materials. J Sustain Metall 2:133–140. https://doi.org/10.1007/s40831-016-0041-0
Pedrosa F, Cabral M, Margarido F, Nogueira CA (2013) Recycling of exhausted batteries and EAF dusts by leaching with several aqueous media. Mater Sci Forum 730–732:636–641. https://doi.org/10.4028/www.scientific.net/MSF.730-732.636
Rao S, Yang T, Zhang D et al (2015) Leaching of low grade zinc oxide ores in NH4Cl-NH3 solutions with nitrilotriacetic acid as complexing agents. Hydrometallurgy 158:101–106. https://doi.org/10.1016/j.hydromet.2015.10.013
Harvey TG (2006) The hydrometallurgical extraction of zinc by ammonium carbonate: a review of the Schnabel process. Miner Process Extr Metall Rev 27:231–279. https://doi.org/10.1080/08827500600815271
Peters M (1978) Process for recovering of zinc from steel-making flue dust. US Patent 4075357
Keegel Jr. J (1996) Methods for recycling electric arc furnace dust. US Patent 5538532
Bucket G, Fountain C, Sinclair R (1998) Refining of zinc sulphides. World Patent WO1998036102A1
Antunano N, Cambra JF, Arias PL (2017) Development of a combined solid and liquid wastes treatment integrated into a high purity ZnO hydrometallurgical production process from Waelz oxide. Hydrometallurgy 173:250–257. https://doi.org/10.1016/j.hydromet.2017.09.002
Varga T, Torok T (2013) Experimental investigation of zinc precipitation from EAF dust leaching solutions. Mater Sci Eng 38:61–71
Ruiz O, Clemente C, Alonso M, Alguacil FJ (2007) Recycling of an electric arc furnace flue dust to obtain high grade ZnO. J Hazard Mater 141:33–36. https://doi.org/10.1016/j.jhazmat.2006.06.079
Wylock C, Antuñano N, Arias P, Haut B (2014) Analysis of the simultaneous gas-liquid CO2 absorption and liquid-gas NH3 desorption in a hydrometallurgical waelz oxides purification process. Int J Chem React Eng 12:1–14
Xia D (1997) Recovery of zinc from zinc ferrite and electric arc furnace dust. PhD Thesis Queens University of Kingston, Ontario, Canada
Mordogan H, Cicek T, Isik A (1999) Caustic soda leach of electric arc furnace dust. Turk J Eng Environ Sci 23:199–207
Dutra A, Paiva P, Tavares L (2006) Alkaline leaching of zinc from electric arc furnace steel dust. Miner Eng 19:478–485. https://doi.org/10.1016/j.mineng.2005.08.013
Orhan G (2005) Leaching and cementation of heavy metals from electric arc furnace dust in alkaline medium. Hydrometallurgy 78:236–245. https://doi.org/10.1016/j.hydromet.2005.03.002
Palimaka P, Pietrzyk S, Stepien M et al (2018) Zinc recovery from steelmaking dust by hydrometallurgical methods. Metals. https://doi.org/10.3390/met8070547
Xia D, Pickles C (1999) Caustic roasting and leaching of electric arc furnace dust. Can Metall Q 38:175–186. https://doi.org/10.1016/S0008-4433(99)00014-2
Youcai Z, Stanforth R (2000) Extraction of zinc from zinc ferrites by fusion with caustic soda. Miner Eng 13:1417–1421. https://doi.org/10.1016/S0892-6875(00)00123-0
Zhao Y, Stanforth R (2000) Integrated hydrometallurgical process for production of zinc from electric arc furnace dust in alkaline medium. J Hazard Mater 80:223–240. https://doi.org/10.1016/S0304-3894(00)00305-8
Lenz D, Martins F (2007) Lead and zinc selective precipitation from leach electric arc furnace dust solutions. Rev Matér 12:503–509
Xie Z, Guo Y, Jiang T et al (2017) The Extraction of Zinc from Zinc Ferrite by Calcified-Roasting and Ammonia-Leaching Process. In: Hwang, JY and Jiang, T and Kennedy, MW and Yucel, O and Pistorius, PC and Seshadri, V and Zhao, B and Gregurek, D and Keskinkilic, E (ed) 8th International Symposium on High-temperature Metallurgical Processing. pp 485–493
Yakornov SA, Panshin AM, Grudinsky PI et al (2018) Method of electric arc furnace dust processing by calcination with lime with following alkaline leaching. Russ Metall. https://doi.org/10.1134/S0036029518130268
Chairaksa-Fujimoto R, Maruyama K, Miki T, Nagasaka T (2016) The selective alkaline leaching of zinc oxide from Electric Arc Furnace dust pre-treated with calcium oxide. Hydrometallurgy 159:120–125. https://doi.org/10.1016/j.hydromet.2015.11.009
Zhang C, Zhuang L, Wang J et al (2016) Extraction of zinc from zinc ferrites by alkaline leaching: enhancing recovery by mechanochemical reduction with metallic iron. J South Afr Inst Min Metall 116:1111–1114
Xia D, Pickles C (2000) Microwave caustic leaching of electric arc furnace dust. Miner Eng 13:79–94. https://doi.org/10.1016/S0892-6875(99)00151-X
Abbott A, Capper G, Davies D et al (2003) Novel solvent properties of choline chloride/urea mixtures. Chem Commun. https://doi.org/10.1039/b210714g
Smith EL, Abbott AP, Ryder KS (2014) Deep eutectic solvents (DESs) and their applications. Chem Rev 114:11060–11082. https://doi.org/10.1021/cr300162p
Abbott AP, Frisch G, Hartley J, Ryder KS (2011) Processing of metals and metal oxides using ionic liquids. Green Chem 13:471–481. https://doi.org/10.1039/c0gc00716a
Abbott A, Capper G, Davies D, Shikotra P (2006) Processing metal oxides using ionic liquids. Miner Process Extr Metall 115:15–18. https://doi.org/10.1179/174328506X91293
Abbott A, Collins J, Dalrymple I et al (2009) Processing of electric arc furnace dust using deep eutectic solvents. Aust J Chem 62:341–347. https://doi.org/10.1071/CH08476
Bakkar A (2014) Recycling of electric arc furnace dust through dissolution in deep eutectic ionic liquids and electrowinning. J Hazard Mater 280:191–199. https://doi.org/10.1016/j.jhazmat.2014.07.066
Bakkar A, Neubert V (2019) Recycling of cupola furnace dust: extraction and electrodeposition of zinc in deep eutectic solvents. J Alloys Compd 771:424–432. https://doi.org/10.1016/j.jallcom.2018.08.246
Halli P, Hamuyuni J, Revitzer H, Lundstrom M (2017) Selection of leaching media for metal dissolution from electric arc furnace dust. J Clean Prod 164:265–276. https://doi.org/10.1016/j.jclepro.2017.06.212
Halli P, Hamuyuni J, Leikola M, Lundstrom M (2018) Developing a sustainable solution for recycling electric arc furnace dust via organic acid leaching. Miner Eng 124:1–9. https://doi.org/10.1016/j.mineng.2018.05.011
Hamuyuni J, Halli P, Tesfaye F et al (2018) A sustainable methodology for recycling electric arc furnace dust. In: Sun Z, Wang C, Guillen DP, Neelameggham NR, Zhang L, Howarter JA, Wang T, Olivetti E, Zhang M, Verhulst D, Guan X, Anderson A, Ikhmayies S, Smith YR, Pandey A, Pisupati S, Lu H (eds) Energy technology 2018: carbon dioxide management and other technologies. Springer, Cham, pp 233–240
Forrester K, Francis A (1998) Extraction of metals from heavy metal-bearing wastes. Patent WO 9824938
Halli P, Agarwal V, Partinen J, Lundstrom M (2020) Recovery of Pb and Zn from a citrate leach liquor of a roasted EAF dust using precipitation and solvent extraction. Sep Purif Technol. https://doi.org/10.1016/j.seppur.2019.116264
Wang H, Jia N, Liu W et al (2016) Efficient and selective hydrothermal extraction of zinc from zinc-containing electric arc furnace dust using a novel bifunctional agent. Hydrometallurgy 166:107–112. https://doi.org/10.1016/j.hydromet.2016.10.013
Bayat O, Sever E, Bayat B et al (2009) Bioleaching of zinc and iron from steel plant waste using Acidithiobacillus ferrooxidans. Appl Biochem Biotechnol 152:117–126. https://doi.org/10.1007/s12010-008-8257-5
Carranza F, Romero R, Mazuelos A, Iglesias N (2016) Recovery of Zn from acid mine water and electric arc furnace dust in an integrated process. J Environ Manage 165:175–183. https://doi.org/10.1016/j.jenvman.2015.09.025
Stopic S, Friedrich B (2009) Kinetics and mechanism of thermal zinc-ferrite phase decomposition. Proceedings of the EMC 2009 conference, June 28-July 1, 2009, Innsbruck, Austria, 1–14
Offenthaler D, Ludewig F, Antrekowitsch J (2009) Avoiding the hot acid leaching process in zinc metallurgy by reduction of calcine. World Metall - ERZMETALL 62:376–384
Han J, Liu W, Qin W et al (2016) Thermodynamic and kinetic studies for intensifying selective decomposition of zinc ferrite. JOM 68:2543–2550. https://doi.org/10.1007/s11837-015-1807-8
Kazemi M, Sichen D (2016) Investigation of selective reduction of iron oxide in zinc ferrite by carbon and hydrogen. J Sustain Metall 2:73–78. https://doi.org/10.1007/s40831-015-0037-1
Antrekowitsch J, Antrekowitsch H (2001) Hydrometallurgically recovering zinc from electric arc furnace dusts. JOM 53:26–28. https://doi.org/10.1007/s11837-001-0008-9
Li Y, Liu H, Peng B et al (2015) Study on separating of zinc and iron from zinc leaching residues by roasting with ammonium sulphate. Hydrometallurgy 158:42–48. https://doi.org/10.1016/j.hydromet.2015.10.004
Holloway PC, Etsell TH, Murland AL (2007) Roasting of La Oroya zinc ferrite with Na2CO3. Metall Mater Trans B 38:781–791. https://doi.org/10.1007/s11663-007-9082-x
Miki T, Chairaksa-Fujimoto R, Maruyama K, Nagasaka T (2016) Hydrometallurgical extraction of zinc from CaO treated EAF dust in ammonium chloride solution. J Hazard Mater 302:90–96. https://doi.org/10.1016/j.jhazmat.2015.09.020
Lanzerstorfer C (2019) Potential of industrial de-dusting residues as a source of potassium for fertilizer production - a mini review. Resour Conserv Recycl 143:68–76. https://doi.org/10.1016/j.resconrec.2018.12.013
Peng C, Zhang F, Guo Z (2009) Separation and recovery of potassium chloride from sintering dust of ironmaking works. ISIJ Int 49:735–742. https://doi.org/10.2355/isijinternational.49.735
Zhan G, Guo Z (2013) Basic properties of sintering dust from iron and steel plant and potassium recovery. J Environ Sci 25:1226–1234. https://doi.org/10.1016/S1001-0742(12)60168-5
Zhan G, Guo Z (2015) Preparation of potassium salt with joint production of spherical calcium carbonate from sintering dust. Trans Nonferrous Met Soc China 25:628–639. https://doi.org/10.1016/S1003-6326(15)63646-9
Tang H, Zhao L, Sun W et al (2018) Extraction of rubidium from respirable sintering dust. Hydrometallurgy 175:144–149. https://doi.org/10.1016/j.hydromet.2017.11.003
Ma N, McDowell BJ, Houser JB et al (2019) Separation of mill scale from flume wastewater using a dynamic separator toward zero wastes in the steel hot-rolling process. J Sustain Metall 5:97–106. https://doi.org/10.1007/s40831-018-0203-3
Shatokha VI, Gogenko OO, Kripak SM (2011) Utilising of the oiled rolling mills scale in iron ore sintering process. Resour Conserv Recycl 55:435–440. https://doi.org/10.1016/j.resconrec.2010.11.006
Gomez V, Wright K, Esquenazi GL, Barron AR (2019) Microwave treatment of a hot mill sludge from the steel industry: en route to recycling an industrial waste. J Clean Prod 207:182–189. https://doi.org/10.1016/j.jclepro.2018.08.294
Park J, Ahn J, Song H et al (2002) Reduction characteristics of oily hot rolling mill sludge by direct reduced iron method. Resour Conserv Recycl 34:129–140. https://doi.org/10.1016/S0921-3449(01)00098-2
Liu B, Zhang S, Tian J et al (2013a) New technology for recycling materials from oily cold rolling mill sludge. Int J Miner Metall Mater 20:1141–1147. https://doi.org/10.1007/s12613-013-0847-8
Liu B, Zhang S, Pan D, Chang C (2016) Synthesis and characterization of micaceous iron oxide pigment from oily cold rolling mill sludge. Procedia Environ Sci 31:653–661. https://doi.org/10.1016/j.proenv.2016.02.121
Liu B, Zhang S, Tian J et al (2013b) Recycle of valuable products from oily cold rolling mill sludge. Int J Miner Metall Mater 20:941–946. https://doi.org/10.1007/s12613-013-0818-0
Devi A, Singhal A, Gupta R, Panzade P (2014) A study on treatment methods of spent pickling liquor generated by pickling process of steel. Clean Technol Environ Policy 16:1515–1527. https://doi.org/10.1007/s10098-014-0726-7
Dufour J, Negro C, Heras F, Lopez-Mateos F (2001) Recovery of the metals from pickling liquors of stainless steel by precipitation methods. ISIJ Int 41:801–806. https://doi.org/10.2355/isijinternational.41.801
Heras F, Dufour J, Lopez-Delgado A et al (2004) Feasibility study of metals recycling from nitric-hydrofluoric waste pickle baths. Environ Eng Sci 21:583–590. https://doi.org/10.1089/ees.2004.21.583
Galvez JL, Dufour J, Negro C, Lopez-Mateos F (2009) Routine to estimate composition of concentrated metal-nitric-hydrofluoric acid pickle liquors. Hydrometallurgy 96:88–94. https://doi.org/10.1016/j.hydromet.2008.08.007
Ji Z, Lou X, Wang W et al (2017) Recovery of nickel from stainless steelmaking sludge by circular leaching and extraction. AIP Conf Proc 1794:030011. https://doi.org/10.1063/1.4971933
Regel-Rosocka M (2010) A review on methods of regeneration of spent pickling solutions from steel processing. J Hazard Mater 177:57–69. https://doi.org/10.1016/j.jhazmat.2009.12.043
Dufour J, Lopez L, Negro C et al (2002) Mathematical model of magnetite synthesis by oxidation of sulfuric pickling liquors from steelmaking. Chem Eng Commun 189:285–297. https://doi.org/10.1080/00986440212080
Hermoso J, Dufour J, Galvez J et al (2005) Nickel hydroxide recovery from stainless steel pickling liquors by selective precipitation. Ind Eng Chem Res 44:5750–5756. https://doi.org/10.1021/ie050422n
Acknowledgements
The authors acknowledge funding from the European Institute of Innovation and Technology (EIT), a body of the European Union, under Horizon 2020, part of the ‘KAVA Call 6,’ in the framework of the 'Innovation Theme’ No.3 of EIT Raw Materials Project Number 19205 (SAMEX). Alma Capa and Jose Luis García are acknowledged for their contributions during discussions and for editing this paper. Paul McGuiness is acknowledged for his text editing work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was Markus Reuter.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Binnemans, K., Jones, P.T., Manjón Fernández, Á. et al. Hydrometallurgical Processes for the Recovery of Metals from Steel Industry By-Products: A Critical Review. J. Sustain. Metall. 6, 505–540 (2020). https://doi.org/10.1007/s40831-020-00306-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-020-00306-2