
Abstract
In order to better understand NiTi-based shape memory alloy foams for implant applications, Ni40Ti50Cu10 foams were heat treated and then deformed under incremental and cyclic compression loading. After heat treatment, the microstructure consists of a (Ni,Cu)Ti matrix with small (Ni,Cu)4Ti3 precipitates and a large Ti2(Ni,Cu) secondary phase. The heat-treated Ni40Ti50Cu10 foam exhibits a two-step transformation, involving B19′ → B19 and B19 → B2 on heating and B2 → B19 and B19 → B19′ on cooling, respectively. One Ni40Ti50Cu10 foam was compression loaded for 10 cycles at each subsequent strain level, i.e., 1, 2, 3, 4, 5, and 6 % strain. In each set of compressive stress–strain loops, the maximum stress level decreases due to plastic damage accumulation and/or retention of transformed martensite. Cross-sectional images from micro-computed tomography were collected during compression loading, which shows very uniform deformation without severe structural damage even up to 5 % strain. Localized deformation is visible at 6 % strain.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
NiTi-based shape memory alloys (SMAs) are excellent candidates for implant applications due to their unique shape memory effect and pseudoelasticity, good biocompatibility, high corrosion resistance, and relatively low stiffness as compared to other biomedical alloys [1–3]. By introducing porosity into NiTi-based SMAs, it is possible to tailor the stiffness and microstructure to more closely match that of bone as well as improve tissue and bone ingrowth [4, 5]. The addition of Cu, which substitutes for Ni in NiTi SMAs, such as Ni40Ti50Cu10, improves the stability of the phase transformation temperatures responsible for the shape memory effect and pseudoelasticity (up to 8 % reversible strain) and narrows the phase transformation hysteresis [6–12]. Heat treatments can be used to enhance the mechanical properties, increase the phase transformation temperatures, and likely decrease Ni release, and thus, decrease toxic, allergic, and carcinogenic effects [13] by forming Ni4Ti3 precipitates, which also improve the phase transformation recovery.
Bricknell et al. [7] showed that the substitution of Cu for Ni in NiTi SMAs decreases the lattice distortion needed to form the martensite phase from the austenite phase, while still maintaining the ordered CsCl type structure at high temperature. Gil et al. [14, 15] showed that NiTiCu SMAs exhibit a much more narrow stress hysteresis, based on transformation stresses, as compared to binary NiTi SMAs. Fatigue testing of NiTiCu SMA actuator springs were conducted by Grossmann et al. [16, 17]. They reported that the functional fatigue resistance of NiTiCu SMAs is strongly improved by the addition of Cu. Sehitoglu et al. [18, 19] and Biscarini et al. [20] investigated the mechanical properties of NiTiCu single crystal SMAs under compression loading, and reported that the slip resistance increases when Ni-rich precipitates are present. To date, the mechanical behavior of bulk NiTiCu SMA is well established [7, 14–19, 21–24]; however, few studies have focused on the effect of porosity on NiTiCu SMAs [25–28]. Goryczka et al. [26, 27] examined powder processing methods for producing homogenous NiTiCu SMAs. They found that porous NiTiCu SMAs show a similar martensite transformation behavior as compared to NiTiCu bulk materials. Porous NiTiCu SMAs can be optimized for implant applications due to the tunable stiffness, which can be tailored to match with the surrounding tissue or bone structure by controlling the porosity [9]. Young et al. [28] produced NiTiCu foams with 60 % porosity by casting a bulk NiTiCu SMA into SrF2 salt preform and then dissolving away the SrF2 salt preform with an acid solution. In this earlier study, the method for producing cast-replicated NiTiCu foams was presented as well as the microstructure and compression loading/unloading data for seven consecutive loops at body temperature (311 K) for a ~60 % porous NiTiCu foam which was homogenized at 1173 K for 5 h. These foams exhibited 4 % recoverable strain and relatively low stiffness under single loading and unloading conditions at body temperature [28]. However, the mechanical behavior of these NiTiCu foams under cyclic loading conditions and the microstructural evolution after cyclic loading and unloading at room temperature have not been investigated. In the study presented here, a 76 % porous NiTiCu foam was produced from the same method as presented in Young et al. [28], resulting in a martensitic SMA at room temperature. This NiTiCu foam was additionally heat treated to obtain austenite at room temperature. The mechanical response and microstructural evolution of this austenitic NiTiCu foam was further examined at room temperature with micro-computed tomographic (µ-CT) imaging during incremental and cyclic in situ compression loading and unloading. The combination of mechanical loading and imaging allows for analysis of both the macroscopic and microscopic mechanical behavior of the NiTiCu foam.
Experimental
Ni40Ti50Cu10 foams (referred to as NiTiCu foams throughout the paper) were prepared by a salt replication casting process [28, 29]. The process involved the following steps: (1) SrF2 powders with 180 µm to 355 µm size were packed into an alumina crucible and sintering at 1673 K for 10 h under a vacuum with 10−4 Pa pressure, (2) a bulk NiTiCu SMA was then placed in an alumina crucible on top of an alumina spacer disc which was on top of the partially densified SrF2 preform, (3) the crucible with the bulk NiTiCu SMA, alumina spacer disc, and the porous SrF2 preform was then heated under high vacuum to 1648 K. After holding at this temperature for 1 h, the chamber was then backfilled with Ar gas to a pressure of 1 atm, which forced the fully melted NiTiCu SMA into the porous SrF2 preform, (4) the resulting NiTiCu/SrF2 composite structure was then sectioned using an oil-cooled diamond wire saw (MTI Corporation, STX-202) into compression samples with approximate dimensions of 2.5 × 2.5 × 5.0 mm3, (5) the compression samples were ultrasonicated in an aqueous solution with 20 % nitric acid for 2 h in order to remove the space holder (SrF2 preform), and (6) the NiTiCu compression samples were then sealed in evacuated quartz capsules and homogenized at 1173 K for 5 h, followed by water quenching, and then heat treated at 673 K for 8 h to improve the mechanical behavior by forming Ni4Ti3-like precipitates.
Differential scanning calorimetry (DSC) was conducted to study the phase transformation characteristics of the NiTiCu SMA foam using a Netzsch instrument (DSC 204 F1 Phoenix). DSC samples with a mass between 20 and 40 mg were individually sealed in cold-weldable, lidded aluminum crucibles, and subsequently heated and cooled from 203 to 373 K at a heating/cooling rate of 10 K/min. The DSC samples were held at the maximum and minimum temperature for 3 min to reach thermal equilibrium. Scanning electron microscopy (SEM) with energy dispersive spectroscopy (EDS) was performed on a FEI instrument (FEI quanta 200 ESEM). Density measurement of the NiTiCu SMA foam was carried out on a Micromeritics Pycnometer (Accupyc II 1340). The porosity (P) was calculated using the following equation:
where ρ is the measured density of NiTiCu foam and \(\rho_{\text{B}}\) is the density of bulk NiTiCu, 6.5 g/cm3 [21].
A Skyscan1172 X-ray µ-CT scanner was used to perform combined cyclic compression testing and 3D X-ray tomography. The engineering strain measurements were based on the crosshead displacement, which was corrected and verified by testing a Teflon sample with similar dimensions as that of the NiTiCu foam compression sample. 3D X-ray tomographic images of the NiTiCu foam sample were collected before compression and at compression up to 1, 2, 3, 4, 5 and 6 % strain, where 10 loading/unloading cycles were performed at each strain level. X-ray µ-CT scanning was performed at a tube voltage of 100 kV and a tube current of 100 µA with an Al + Cu filter. X-ray radiographs were taken with an angular step of 0.4° and compiled to create a reconstructed 3D structure of the as-compressed NiTiCu foam sample. About 860 radiographs with a pixel size of 4.95 µm were obtained for each tomographic image. Image analysis softwares (NRecon, CTvox, and Dataviewer) were used to perform the 3D reconstruction and analysis.
Results and Discussion
Figure 1a–c shows cross-sectional X-ray radiographs of the porous NiTiCu SMA foam in the x-, z-, and y-axes, respectively. Figure 1d shows the 3D reconstructed image of the porous NiTiCu SMA. These reconstructions were performed using NRecon software which confirms that the SrF2 salt has been completely removed. As illustrated in Fig. 1a–d, the pore pattern and structure of the porous NiTiCu SMA foam sample after salt removal is readily visible and very uniform; however, most of the mass is centered on the nodes, which is a result of the geometry of the SrF2 particles and the salt replication processing. The density of the porous NiTiCu foam sample was measured to be 1.55 g/cm3, corresponding to a porosity of about 76.2 %. This high porosity is also verified by the 3D reconstructed image of the porous NiTiCu foam (Fig. 1d). Similar structures have been observed in other metal foams prepared by this method [28–30]. As indicated in Fig. 1a–c, the foam is fully interconnected, which is favorable to accommodate uniform compression deformation.

Cross-sectional X-ray radiographs of the porous NiTiCu SMA foam for the a x- (green box), b z- (red box), and c y-axes (blue box) and d 3D reconstructed image of the porous NiTiCu SMA foam (Color figure online)
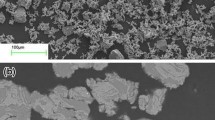
As illustrated in Fig. 2a, b, SEM images of the NiTiCu foam after heat treatment reveal a (Ni,Cu)Ti matrix with small (Ni,Cu)4Ti3 precipitates and a large dendritic Ti2(Ni,Cu) secondary phase. Like the Ti2Ni phase in NiTi binary SMAs [23, 28], the Ti2(Ni,Cu) phase is brittle and thus detrimental to the shape memory effect and mechanical behavior [28]. This phase forms in a peritectic reaction in the NiTi matrix during the melting process (1375 °C, 1 h, Ar gas) and is commonly stabilized by interstitial oxygen atoms [28, 31]. (Ni,Cu)4Ti3 precipitates are the lenticular particles, which are the typical four variant Ni4Ti3 precipitates morphology [32], shown distributed in Fig. 2b. The (Ni,Cu)4Ti3 phase corresponds to Ni4Ti3 phase in binary NiTi SMAs and forms in the NiTi matrix during the heat treatment process (400 °C, 8 h). The formation of Ti2(Ni,Cu) and (Ni,Cu)4Ti3 phase affects the Ni content of the (Ni,Cu)Ti matrix, which in turn has an influence on the martensite transformation temperatures [33]. As shown in the SEM image in Fig. 3, EDS measurements were collected from 6 different regions. The EDS data for Fig. 3 are shown in Table 1, where the compositions of the various phases can be seen. The addition of Cu distorts the ratio of Ni to Ti, however, it is not clear what the role of Cu is and how it affects the formation of Ti2(Ni,Cu) and (Ni,Cu)4Ti3 phases in this alloy.

a SEM image and b detailed view of the same SEM image of NiTiCu SMA foam after heat treatment

SEM images of NiTiCu SMA foam after heat treatment (red boxes 1, 2, 3, 4, 5, and 6 corresponding to the regions in Table 1) (Color figure online)
As indicated in Fig. 4, the DSC curves for the heat-treated NiTiCu foam exhibit a two-step phase transformation below room temperature (298 K), which corresponds to B19′ → B19 and B19 → B2 on heating and B2 → B19 and B19 → B19′ on cooling, respectively, and indicate that the foam is fully austenitic at room temperature (298 K). The bulk NiTiCu SMA material exhibits a two-step transformation as well, but is fully austenitic above ~348 K. A similar NiTiCu foam with lower porosity (~60 %) and no heat treatment is fully austenitic at body temperature (311 K) [28]. The heat treatment (673 K for 8 h) performed in this study was effective at lowering the transformation temperatures such that the NiTiCu foam is fully austenitic at room temperature. This additional heat treatment should result in the formation of (Ni,Cu)4Ti3 precipitates and this is confirmed in the SEM images shown in Fig. 2b, where more (Ni,Cu)4Ti3 precipitates are observed as compared to those observed in [28] without this heat treatment. If more (Ni,Cu)4Ti3 precipitates formed, one would expect to observe an increase in the transformation temperatures, as the (Ni,Cu)Ti matrix would be depleted of Ni [31]. However, the transformation temperatures are observed to decrease instead and a two-step transformation is observed rather than a 1-step transformation. It is unclear why this decrease occurred and why there is now a two-step transformation as opposed to a one-step transformation after heat treatment. Transformation temperatures can be lowered by precipitating more Ti2(Ni,Cu), but this should not occur, because Ti2(Ni,Cu) is not likely to precipitate at the lower temperature heat treatment. It was not possible to determine if more Ti2(Ni,Cu) was precipitated. Further complicating the situation is the fact that Ti2(Ni,Cu) precipitates can be stabilized by forming the Ti4(Ni,Cu)2O or Ti2NiOx phase [28, 31], although this oxidation should not affect the transformation temperatures as the matrix composition would not have changed with oxidation. This result is difficult to explain but may be due to heterogeneity from processing and non-equilibrium cooling conditions in the NiTiCu foam where more Ti2(Ni,Cu) could have formed and thus lowered the transformation temperatures.

DSC curves for the heat-treated NiTiCu SMA foam
As compared to the bulk material, the transformation temperatures are lower due to the decrease in Ti (or alternatively the increase in Ni) in the (Ni,Cu)Ti matrix. This difference in transformation temperatures between the porous foam and the bulk material is the result of the formation of Ti2(Ni,Cu) and (Ni,Cu)4Ti3 precipitates during processing and heat treatment. Ti2(Ni,Cu) phase increases the Ni content in the matrix by pulling Ti out of the matrix, while (Ni,Cu)4Ti3 phase is apt to decrease Ni content by pulling Ni out of the matrix. The formation of these two phases affects the transformation temperatures by changing the matrix composition [31]. As compared to our previous NiTiCu foam [28] which was processed identically except that it was not heat treated after homogenization, the austenite start temperature (~293 K) for the NiTiCu foam presented here is about 6 K lower than that previously reported value. As a result, the NiTiCu foam presented here is austenitic at room temperature and has slightly more (Ni,Cu)4Ti3 precipitates, which are also observable in Fig. 2b as compared to Fig. 4b in Young et al. [28].
The compressive loading and unloading curves for the NiTiCu SMA foam and the corresponding 3D reconstructed images are shown in Fig. 5. There is no apparent stress plateau in any of the stress–strain curves even when the strain is as high as 6 %, which is slightly different from the mechanical behavior of bulk NiTiCu SMA materials [18]. This difference is likely due to the high porosity, which results in the fracture of the thin struts or weak nodes before the critical transformation stress is reached [28]. For the first strain level, the sample was loaded to 1 % strain and then unloaded to obtain one loop; the same operation was repeated 10 times. This data is not presented since it has considerable error associated with it due to the large step size (0.01 mm) of the loading stage and at that level it is only possible to collect at maximum 5 data points. After the specimen was compressed to 2, 3, 4 and 5 % for 10 times, all the strains are fully recoverable in the range of the detector capacity of the load frame in µ-CT. For 6 % compression, about 1.5 % strain did not recover after unloading. As shown in the 3D reconstruction images in Fig. 5, the majority of the structural features remain intact after multiple compression cycles. In general, the loops decrease in maximum stress with each subsequent compression cycle. The maximum stress obtained is about 4 MPa for 2 % compression and that value increases to 8 MPa for all subsequent compression strains (e.g., 3, 4, 5, and 6 % strain). Therefore, the slope of the stress–strain curve decreases or in other words the macroscopic elastic modulus softens, because more thin struts are involved in the compression and are damaged as the strain increases, as shown in Figs. 5 and 6. The NiTiCu SMA foam appears fully elastic up to 5 % strain macroscopically. This elasticity results from either a composite effect and/or is associated with the pseudoelastic effect. However, the onset of localized damage can be seen at 3 % strain, which is likely due to the retention of the displacement or macroscopic damage at the top of the NiTiCu SMA sample, as observed microscopically in Figs. 5 and 6 using µ-CT during in situ compression loading.

2D cross-sectional images of the NiTiCu SMA foam parallel to the loading direction after compression to 2, 3, 4, 5, and 6 % strain, respectively

Stress–strain curves from compression cycling for the NiTiCu SMA foam and corresponding 3D reconstructed X-ray µ-CT images of the NiTiCu SMA foam after compression to 2, 3, 4, 5, and 6 % strain, respectively
In order to examine the compression behavior internally within the NiTiCu SMA foam, a 2D cross-sectional image from each 3D reconstruction model which is parallel to the loading direction was examined at the end of each strain level after 10 cycles, as shown in Fig. 6. The majority of internal struts and nodes remain fully intact during compression cycling, while the height of the sample slightly decreases in the loading direction, which is expected after compression due to some localized plastic deformation. Some portions of the NiTiCu SMA foam moved down in the loading direction as the strain increased, (red ellipse labeled A in Fig. 6). This deviation in position is the direct result of damage accumulation. While some localized catastrophic damage near the top (blue box labeled B in Fig. 6) becomes visible, further visual inspection of these images reveals that a boundary can be defined as indicated by the red line in Fig. 6, below which structural deformation is not apparent as compared with the region above the red line. This result is probably due to the relatively large struts and nodes which are interconnected and help to decentralize the external stress, thus preventing large plastic deformation or structural damage, or in other words, the stress remains localized during compression. However, the outer struts that lack interconnectivity in at least one direction tend to deform first, especially the thinner and, therefore weaker struts. As shown Fig. 5, the stress level remains constant at about 8 MPa when the strain increases from 2 to 6 % and this behavior is likely due to these weaker struts deforming in compression. At 6 % strain, plastic deformation is apparent in both the stress–strain curves (Fig. 5) where some unrecoverable residual strains are present, and some large scale macroscopic visual damage is observed in Fig. 6, blue box labeled B.
Conclusions
In the present research, Ni40Ti50Cu10 SMA foams were heat treated and then deformed under incremental and cyclic compression loading conditions. The conclusions are as follows:
-
1.
The SrF2 space holder was removed by ultrasonic vibration in a 20 % HNO3 aqueous solution for 2 h to create the porous NiTiCu SMA foam. After heat treatment, the NiTiCu foam consisted of a (Ni,Cu)Ti matrix with small (Ni,Cu)4Ti3 precipitates and a large dendritic Ti2(Ni,Cu) secondary phase. The NiTiCu SMA foam has a density of 1.55 g/cm3 and a porosity of 76.2 %, which is higher than a NiTiCu SMA foam previously studied, likely due to a higher amount of metal dissolution during salt removal.
-
2.
The Ni40Ti50Cu10 SMA foam exhibits a two-step phase transformation, which corresponds to B19′ → B19 and B19 → B2 on heating and B2 → B19 and B19 → B19′ on cooling. The NiTiCu SMA foam here is austenitic at room temperature, with an austenite start temperature (~293 K). While (Ni,Cu)4Ti3 precipitates are more abundant after heat treatment, the transformation temperatures are lower, which is unexpected. This result may be due to heterogeneity from processing and non-equilibrium cooling conditions in the NiTiCu foam where more Ti2(Ni,Cu) could have formed and thus lowered the transformation temperatures. The transformation temperatures are also about 50 K lower than bulk NiTiCu SMA materials.
-
3.
The compressive stress–strain curves of the porous Ni40Ti50Cu10 SMA foam do not exhibit an apparent stress plateau even when the strain is as high as 6 %. Localized deformation results in relatively constant stress level when the strain increases from 2 to 6 % and this response is either a composite effect and/or is associated with the pseudoelastic effect. Beyond 6 % strain, both unrecoverable strains can be seen in the stress–strain curves as well as in the X-ray µ-CT tomographic images, which is associated with plastic deformation.
References
Andani MT, Shayesteh Moghaddam N, Haberland C, Dean D, Miller MJ, Elahinia M (2014) Metals for bone implants. Part 1. Powder metallurgy and implant rendering. Acta Biomater 10:4058. doi:10.1016/j.actbio.2014.06.025
Li B-Y, Rong L-J, Li Y-Y (1998) Porous NiTi alloy prepared from elemental powder sintering. J Mater Res 13:2847
Fischer H, Vogel B, Welle A (2004) Applications of shape memory alloys in medical instruments. Minim Invasive Ther Allied Technol 13:248
Grummon DS, Shaw JA, Gremillet A (2003) Low-density open-cell foams in the NiTi system. Appl Phys Lett 82:2727. doi:10.1063/1.1569036
Greiner C, Oppenheimer SM, Dunand DC (2005) High strength, low stiffness, porous NiTi with superelastic properties. Acta Biomater 1:705. doi:10.1016/j.actbio.2005.07.005
Nam TH, Saburi T, Nakata Y, Ki Shimizu (1990) Shape memory characteristics and lattice deformation in Ti-Ni-Cu alloys. Mater Trans JIM 31:1050
Bricknell R, Melton K, Mercier O (1979) The structure of NiTiCu shape memory alloys. Metall Trans A 10:693
Arciniegas M, Aparicio C, Manero JM, Gil FJ (2007) Low elastic modulus metals for joint prosthesis: tantalum and nickel–titanium foams. J Eur Ceram Soc 27:3391. doi:10.1016/j.jeurceramsoc.2007.02.184
Bansiddhi A, Sargeant TD, Stupp SI, Dunand DC (2008) Porous NiTi for bone implants: a review. Acta Biomater 4:773. doi:10.1016/j.actbio.2008.02.009
Barrabés M, Sevilla P, Planell JA, Gil FJ (2008) Mechanical properties of nickel–titanium foams for reconstructive orthopaedics. Mater Sci Eng C 28:23. doi:10.1016/j.msec.2007.02.001
Scalzo O, Turenne S, Gauthier M, Brailovski V (2009) Mechanical and microstructural characterization of porous NiTi shape memory alloys. Metall Mater Trans A 40:2061. doi:10.1007/s11661-009-9906-1
Kockar B, Ozcan H, Cakmak S (2013) Shape memory behavior of Ni-rich NiTi foam with different porosity percentages. J Intell Mater Syst Struct 24:1131. doi:10.1177/1045389x12469450
Chen M-C, Wu S-K (2009) Surface analyses and biocompatibility study of 500 & #xB0;C oxidized Ni50Ti50 and Ni40Ti50Cu10 shape memory alloys. Surf Coat Technol 203:1715. doi:10.1016/j.surfcoat.2009.01.012
Gil F, Solano E, Pena J, Engel E, Mendoza A, Planell J (2004) Microstructural, mechanical and citotoxicity evaluation of different NiTi and NiTiCu shape memory alloys. J Mater Sci Mater Med 15:1181
Gil F, Planell J (1999) Thermal efficiencies of NiTiCu shape memory alloys. Thermochim Acta 327:151
Grossmann C, Frenzel J, Sampath V et al (2008) Processing and property assessment of NiTi and NiTiCu shape memory actuator springs. Materialwiss Werkstofftech 39:499. doi:10.1002/mawe.200800271
Grossmann C, Frenzel J, Sampath V, Depka T, Eggeler G (2009) Elementary transformation and deformation processes and the cyclic stability of NiTi and NiTiCu shape memory spring actuators. Metall Mater Trans A 40:2530
Sehitoglu H, Karaman I, Zhang X et al (2001) Deformation of NiTiCu shape memory single crystals in compression. Metall Mater Trans A 32:477
Sehitoglu H, Karaman I, Zhang X, Viswanath A, Chumlyakov Y, Maier H (2001) Strain–temperature behavior of NiTiCu shape memory single crystals. Acta Mater 49:3621
Biscarini A, Coluzzi B, Mazzolai G, Tuissi A, Mazzolai FM (2003) Extraordinary high damping of hydrogen-doped NiTi and NiTiCu shape memory alloys. J Alloys Compd 355:52. doi:10.1016/s0925-8388(03)00267-6
Frantz-Rodriguez N, Bosseboeuf A, Dufour-Gergam E et al (2000) Composition and structure of NiTiCu shape memory thin films. J Micromech Microeng 10:147
Kotil T, Sehitoglu H, Maier HJ, Chumlyakov YI (2003) Transformation and detwinning induced electrical resistance variations in NiTiCu. Mater Sci Eng A 359:280. doi:10.1016/s0921-5093(03)00365-4
Michaud V (2004) Can shape memory alloy composites be smart? Scripta Mater 50:249. doi:10.1016/j.scriptamat.2003.09.016
Miller DA, Lagoudas DC (2000) Thermomechanical characterization of NiTiCu and NiTi SMA actuators: influence of plastic strains. Smart Mater Struct 9:640
Atiyah AA, Ali A-RKA, Dawood NM (2015) Characterization of NiTi and NiTiCu porous shape memory alloys prepared by powder metallurgy (Part I). Arab J Sci Eng 40(3):901–913
Goryczka T, Van Humbeeck J (2006) Characterization of a NiTiCu shape memory alloy produced by powder technology. J Achiev Mater Manuf Eng 17(1–2):65–68
Goryczka T, Van Humbeeck J (2008) NiTiCu shape memory alloy produced by powder technology. J Alloys Compd 456:194. doi:10.1016/j.jallcom.2007.02.094
Young ML, DeFouw JD, Frenzel J, Dunand DC (2012) Cast-replicated NiTiCu foams with superelastic properties. Metall Mater Trans A 43:2939. doi:10.1007/s11661-011-1060-x
Brothers AH, Scheunemann R, DeFouw JD, Dunand DC (2005) Processing and structure of open-celled amorphous metal foams. Scripta Mater 52:335. doi:10.1016/j.scriptamat.2004.10.002
San Marchi C, Mortensen A (2001) Deformation of open-cell aluminum foam. Acta Mater 49:3959
Frenzel J, George EP, Dlouhy A, Somsen C, Wagner MFX, Eggeler G (2010) Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater 58:3444. doi:10.1016/j.actamat.2010.02.019
Michutta J, Somsen C, Yawny A, Dlouhy A, Eggeler G (2006) Elementary martensitic transformation processes in Ni-rich NiTi single crystals with Ni4Ti3 precipitates. Acta Mater 54:3525
Khalil-Allafi J, Dlouhy A, Eggeler G (2002) Ni4Ti3-precipitation during aging of NiTi shape memory alloys and its influence on martensitic phase transformations. Acta Mater 50:4255
Acknowledgments
This research was financially supported by startup funds of Dr. Marcus L. Young. The authors would like to thank Colin Loeffler for the training of µ-CT tomography scanning. The authors also would like to acknowledge the Center for Advanced Research and Technology at University of North Texas for access to the experimental facilities used for this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Qiu, Y., Yu, H. & Young, M.L. Mechanical Properties of NiTi-Based Foam with High Porosity for Implant Applications. Shap. Mem. Superelasticity 1, 479–485 (2015). https://doi.org/10.1007/s40830-015-0040-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40830-015-0040-1