
Abstract
In this study, the characteristics of growing an intermetallic compound(IMC) layer at solder joint in photovoltaic (PV) ribbon solder joint were investigated through the thermal ageing test. Also, the growth rate of IMC in the ribbon solder joint, which depend on the temperature and time, was predicted through the ageing test. That the ageing test were performed under three different conditions: 90 °C, 120 °C and 150 °C. Also, we prepare the two type solder composition(60Sn40Pb, 62Sn2Ag36Pb) to analyze Ag addition effect in solder to forming IMC layer. Following testing, the IMC layer formed Ag3Sn in Ag sintered layer by Sn diffusion phenomena at high temperature. The thickness of Ag3Sn in solder joint was measured by cross-section images during the thermal ageing test. The Ag3Sn IMC layer was filled in sintered Ag layer in 70 h under the harshest conditions of 150 °C and 750 h at 120 °C. The Ag3Sn thicknesses were calculated to activation energies forming IMC layer in solder joints. The results, the Ag3Sn growth rates under the various temperatures were predicted for long-term reliability of PV modules.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The generation of power from renewable sources has been expected to bridge the gap between global power demands and the current supply of power. Direct conversion technologies based on solar photovoltaics possess several positive attributes and appear to be very promising [1, 2, 5, 11, 21, 28, 30]. Photovoltaic industries and related research have been growing rapidly. Photovoltaic (PV) modules generally consist of many solar cells that are connected to supply a required terminal voltage and current rating. In the field, solar arrays exhibit faults such as their power output being less than the sum of the output power of the constituent solar cells [19]. This drop in power has been attributed to solar ribbon disconnects [4, 15, 17, 18, 20], thermal loading [25], EVA yellowing [26, 27] and other defects. Among the potential source of defects, the intermetallic compound (IMC) layer in solar ribbon solder joints has contributed to serious damage with regard to PV modules. Because the IMCs exhibit low toughness and brittle mechanical behavior, solar ribbon solder joints are weak to external forces. Damage due to cracks and solar ribbon disconnection play a crucial role with regard to the reliability and electrical performance of PV modules. Also, the formed IMCs within solder joint interfaces the affect increasing of series resistance, and the increased series resistance could be degrade the electric performance of PV modules [3, 14]. IMCs form in solder joints due to diffusion processes when PV modules are exposed to high temperatures. IMCs form within solder joints due to interfacial reactions between the Cu/solder and solder/Ag interface. During the packaging of microelectronics, studies have investigated interfacial reactions between Cu pads/solder [13, 32]. However, solar ribbon solder joints bonded onto sintered Ag possess porous structures and exhibit different tendencies from microelectronic systems with regard to interfacial mechanisms and composition. Within microelectronics packaging, electrical connections between solder and Ag electrodes are not recommended for long-term applications due to Ag leaching phenomena [16]. For these atomic diffusions and forming IMCs layer, the various method have being tested. PV ribbon solder joints should thus be evaluated by various tests for long-term reliability. We focused on solder properties about addition materials such as Ag. The added Ag in SnPb solder could make the fine solder grain size, it also cause the reinforcement mechanical properties of solder joints.
In this study, solar ribbon solder joints were tested for analyze Ag3Sn suppression effect by added of silver (Ag). The solar ribbon joints were bonded by SnPb and SnAgPb solders, and exposed to high temperatures, the formation and growth of Ag3Sn via diffusion in the solder-sintered Ag interface was investigated to analyze thermal degradation within the PV module. Additionally, activation energies with regard to the growth and formation of Ag3Sn were calculated by measuring the growth gradient of Ag3Sn via temperature test levels. The growth rates of Ag3Sn in various temperature within solder joint were predicted for secure the long-term reliability of PV module.
2 Experiments
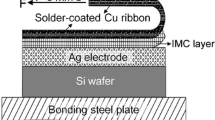
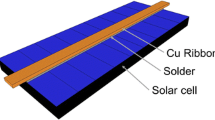
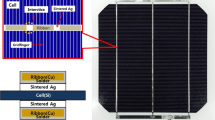
Mini PV modules, which were used to construct a PV module array, were manufactured to facilitate in dealing with thermal aging as shown in Fig. 1. To manufacture the mini PV modules, solar ribbons were bonded to the front electrodes of mono-crystalline silicon wafers that were 238.95 in area; the wafers were indurated to yield the following device layer structure: back sheet/ethylene vinyl acetate (EVA)/wafer/EVA/glass through a lamination process. The lamination process was performed at 150 °C, with 360 s spent under vacuum, 30 s under pressure and 540 s of curing. Two different compositions of solder were used for the tabbing process, which bonded the solar ribbon to the sintered Ag front electrodes. One solder composition consisted of 60Sn40Pb, while the other was 62Sn2Ag36Pb, which were supplemented with tin (Sn) and lead (Pb) leaching defects. Recently, Pb will be regulating by restriction of the use of Hazardous Substances in EEE(RoHS) in EU, it have been still used widely in industries. In this study, the basic SnPb systems were considered for analyze Ag addition effect. The addition of 2% silver (Ag) to the Sn–Pb solder had the effect of controlling the tin (Sn) and lead (Pb) leaching phenomenon in solder during thermal aging while also enhancing its mechanical properties [7, 24]. Two different solder compositions were selected as shown in Table 1.

Specimen shape
The general PV module ribbon solder joint is a sandwich structure consisting of the following layers: solder/copper (Cu) core/solder/sintered silver (Ag)/silicon (Si) wafer. A thermal aging test was performed to analyze thermal degradation effects such as solid-state diffusion, coarsening and metallography changes with regard to the PV ribbon solder joints. Thermal aging was performed by following the JESD22-A103C test method with various test levels (A condition: 90 °C, B condition: 120 °C, G condition: 150 °C) within a 1000-h period. The thermal aging testing conditions were selected to be higher than 85 °C because the Ag3Sn intermetallic compounds (IMC) would be activated and would grow rapidly at 85 °C or higher [9, 22]. After thermal aging, the PV ribbon solder joint was cut, mounted in epoxy resin, and polished to yield clear cross-sectional images. These images were obtained via optical microscopy and scanning electron microscopy (SEM); the thickness of the Ag3Sn IMC was measured via energy dispersive X-ray (EDX) spectrometry.
3 Results and discussion
In this study, Sn diffusion phenomena [8, 10] was verified; the Ag3Sn IMC was formed via Sn diffusion from the solder and sintered Ag interface toward the inside of the sintered Ag layer when the PV ribbon solder joint was exposed to high temperatures. The Ag3Sn microstructure exhibited spheroidized and needle-like structures [6, 12, 23], yielding implications with regard to strengthening mechanisms as dislocations climbed over the Ag3Sn particles [29]. Joints with small spherical Ag3Sn particles were stronger than those exhibiting needle-shapes. However, the Ag3Sn layer would become weak due to thermal fatigue and cracks from coarsening phenomena when grown at the solder interface [31]. The growth of Ag3Sn should thus be analyzed to ensure the reliability of PV modules exposed to high temperatures. Figure 2 presents the growth rate of Ag3Sn over time, according to the temperature condition. The two solder compositions, 60Sn40Pb and 62Sn2Ag36Pb, exhibited a similar tendency with regard to Ag3Sn growth. The Ag3Sn IMC layer was observed to grow toward the sintered Ag until reaching a thickness of 18 um, which was the thickness of the sintered Ag layer, over 70 h under the harshest test conditions (150 °C). At 120 °C, the Ag3Sn IMC layer was observed to grow toward the sintered Ag (18um) in 750 h. Ag3Sn IMC growth was slow at 90 °C, growing to 4.35 um in the SnPb solder joint and 4.05 um in the SAP solder joint after 1000 h. Ag3Sn growth images at 120 °C can be seen in Figs. 3 and 4.

The graph of growth of Ag3Sn

Micrographs showing the microstructural evolution of SnPb/sintered Ag metallization with cross-sectional BSE images and corresponding EDX mapping images after aging at 120 °C

Micrographs showing the microstructural evolution of SAP/sintered Ag metallization with cross-sectional BSE images and corresponding EDX mapping images after aging at 120 °C
The Ag3Sn IMC growth rate was similar regardless of solder composition (SnPb, SAP) for all test conditions (90 °C, 120 °C, 150 °C). The results thus showed the addition of 2% silver (Ag) hardened the mechanical properties of solder, but had no effect with regard to suppressing tin (Sn) diffusion and controlling IMC growth at the solder and sintered Ag interface.
The activation energy of Ag3Sn growth was subsequently calculated using the IMC growth rate data, which was obtained in this study. The results showed that the growth of Ag3Sn IMC was both time- and temperature-dependent. The growth thickness was proportional to time, while the growth rate depended on temperature. Also, the IMC layers were believed to be sufficiently thick and it was assumed that control over growth kinetics of the IMC layer thickness was solely via diffusion [9, 24]. We substitute Eq. (1), which was a modified Arrhenius equation. Y represents the diffusion product, Y0 is the initial diffusion product, and t is time:
Y0 is the initial thickness of Ag3Sn and D is the diffusion coefficient to form Ag3Sn, which is time-dependent. Equation (2) was obtained by modifying Eq. (1) to be a function of the diffusion coefficient (D):
D0 is a temperature-independent constant, Q is the activation energy for diffusion, R is a gas constant, and T is the absolute temperature. To calculate Q, the natural logarithm of Eq. (2) was taken to yield Eq. (3):
Equation (3) consists of ln D as a dependent variable with a linear form and 1/T as an independent variable. The activation energy could be calculated as a gradient from a reciprocal of the temperature and diffusion coefficient (D). In this study, the activation energies for SnPb and SAP solder were calculated to be 85.85 kJ/mol and 81.24 kJ/mol, respectively. The activation energies were similar regardless of solder composition because the addition of 2 wt% silver (Ag) did not suppress the diffusion of tin (Sn) in solder (Fig. 5).

Activation energy of Ag3Sn
When the PV module was exposed to heat, the duration at which the Ag3Sn layer was observed to grow until reaching a thickness of 18 um in the sintered Ag of the PV ribbon solder joint, was predicted from the calculated activation energy value in this study. The experimental values of the IMC growth rates at all temperatures (150 °C, 120 °C, 90 °C) were assumed to be linear for ease of analysis; trend lines for each temperature were derived from the experimental data with natural logarithm substitution. The prediction value (time), which was the growth of Ag3Sn in sintered Ag, was calculated from the trend lines shown in Figs. 6 and 7. It was thus predicted that the time required for Ag3Sn to fill the sintered Ag was 24 h (1 day) when exposing the PV ribbon solder joint to a temperature of 180 °C, 238 h (10 days) at 135 °C, 1482 h (62 days) at 105 °C, and 42,754 (1781 days) hours at 60 °C for the SnPb solder joint. With regard to the SAP solder joint, the time required for the Ag3Sn layer to fill the sintered Ag was 24 h at 180 °C, 229 h (10 days) at 135 °C, 1531 h (64 days) at 105 °C, and 50,176 h (2090 days) at 60 °C.

Prediction of Ag3Sn thickness at various temperatures for the SnPb solder joint

Prediction of Ag3Sn thickness at various test temperatures for the SAP solder joint
4 Conclusion
In this study, thermal aging tests were performed over a period of 1000 h at three different temperatures (150 °C, 120 °C, and 90 °C) to analyze the growth characteristics of an Ag3Sn intermetallic compound (IMC) layer in photovoltaic ribbon solder joints. The tested solder compositions were 60Sn40Pb and 62Sn2Ag36Pb. After testing, activation energies were calculated from the thickness and growth rates of the Ag3Sn IMC, with the following conclusions being drawn:
- 1.
The Ag3Sn IMC was formed via tin (Sn) diffusion from the solder toward sintered silver (Ag) with a porous structure, which filled the sintered Ag over time. The Ag3Sn IMC was filled in 70 h under the harshest conditions of 150 °C and 750 h at 120 °C. However, the IMC grew until reaching 4.35 um in the SnPb solder joint and 4.05 um in the SAP solder joint at 90 °C.
- 2.
The activation energies were calculated to be 85.85 kJ/mol and 81.24 kJ/mol for SnPb and SAP solder, respectively.
- 3.
The addition of 2 wt% Ag yielded a hardening effect with regard to the mechanical properties, but did not affect suppression of the Ag3Sn IMC. The two different solder joints exhibited similar tendencies during Sn diffusion and Ag3Sn IMC growth.
- 4.
The Ag3Sn growth rate within sintered Ag was steep at higher temperature(above 120 °C), was gradual at lower temperature below the 90 °C.
Future studies on degradation related to IMCs and thermal effects should be performed. Also, the correlations between Ag3Sn IMC and efficiency of PV module must be investigated to ensure the reliability of PV ribbon solder joints.
Abbreviations
- D:
-
Diffusion coefficient
- Q:
-
Activation energy
- R:
-
Gas constant
- T:
-
Absolute temperature
- Y:
-
Diffusion product
References
Bhandari, B., et al. (2015). Optimization of hybrid renewable energy power systems: A review. International Journal of Precision Engineering and Manufacturing-Green Technology,2(1), 99–112.
Bhandari, B., et al. (2017). Socio-economic impact of renewable energy-based power system in mountainous villages of Nepal. International Journal of Precision Engineering and Manufacturing-Green Technology,4(1), 37–44.
Caballero, L. J., Sanchez-Friera, P., Lalaguna, B., Alonso, J., & Vazquez, M. A. (2006). Series resistance modelling of industrial screen-printed monocrystalline silicon solar cells and modules including the effect of spot soldering. In 2006 IEEE 4th World Conference on Photovoltaic Energy Conference (Vol. 2, pp. 1388–1391). IEEE.
Chaturvedi, P., Hoex, B., & Walsh, T. M. (2013). Broken metal fingers in silicon wafer solar cells and PV modules. Solar Energy Materials and Solar Cells,108, 78–81.
Choi, Y. J., & Kim, S. Y. (2018). A study on determining an appropriate power trading contracts to promote renewable energy systems. International Journal of Precision Engineering and Manufacturing-Green Technology,5(5), 623–630.
Chromik, R. R., et al. (2003). Measuring the mechanical properties of Pb-free solder and Sn-based intermetallics by nanoindentation. JOM Journal of the Minerals Metals and Materials Society,55(6), 66–69.
Frear, D. R. (1990). Microstructural evolution during thermomechanical fatigue of 62Sn-36Pb-2Ag and 60Sn-40Pb solder joints. IEEE Transactions on Components, Hybrids, and Manufacturing Technology,13(4), 718–726.
Geipel, T., et al. (2014). Intermetallic compounds in solar cell interconnections: Microstructure and growth kinetics. Solar Energy Materials and Solar Cells,159, 370–388.
Geipel, T., et al. (2016). A comprehensive study of intermetallic compounds in solar cell interconnections and their growth kinetics. Energy Procedia,98, 86–97.
Gösele, U., & Tu, K. N. (1982). Growth kinetics of planar binary diffusion couples: thin-film case versus bulk cases. Journal of Applied Physics,53(4), 3252–3260.
Hang, W. X., et al. (2018). Preliminary assessment of optimized accessorial roof shape for performance of wind turbine mounted on eco-roof system. International Journal of Precision Engineering and Manufacturing-Green Technology,5(3), 375–385.
Henderson, D. W., et al. (2002). Ag 3 Sn plate formation in the solidification of near ternary eutectic Sn–Ag–Cu alloys. Journal of Materials Research,17(11), 2775–2778.
Hsieh, H. H., Chang, T. C., Hsi, C. S., & Hsu, F. C. (2013). An innovative packaging process for low power loss solar modules. In 2013 8th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT) (pp. 132–135). IEEE.
Hsieh, H. H., Lin, F. M., & Yu, S. P. (2011). Performance of low series-resistance interconnections on the polycrystalline solar cells. Solar Energy Materials and Solar Cells,95(1), 39–44.
Itoh, U., et al. (2014). Solder joint failure modes in the conventional crystalline Si module. Energy Procedia,55, 464–468.
Itoh, U., et al. (2014). Solder joint failure modes in the conventional crystalline Si module. Energy Procedia,55, 464–468.
Jeon, Y. J., Kim, D. S., & Shin, Y. E. (2014). Study of characteristics of solar cells through thermal shock and high-temperature and high-humidity testing. International Journal of Precision Engineering and Manufacturing,15(2), 355–360.
Kang, M. S., et al. (2015). Research on the power drop of photovoltaic module’s aging through the thermal shock test. Transactions on Electrical and Electronic Materials,16(5), 268–273.
Kaushika, N. D., & Gautam, N. K. (2003). Energy yield simulations of interconnected solar PV arrays. IEEE Transactions on Energy Conversion,18(1), 127–134.
Kim, K. S., Huh, S. H., & Suganuma, K. (2002). Effects of cooling speed on microstructure and tensile properties of Sn–Ag–Cu alloys. Materials Science and Engineering A,333(1), 106–114.
Kim, H. J., Shin, D. G., & Kim, D. E. (2016). Frictional behavior between silicon and steel coated with graphene oxide in dry sliding and water lubrication conditions. International Journal of Precision Engineering and Manufacturing-Green Technology,3(1), 91–97.
Kumar, P., Cornejo, O., Dutta, I., Subbarayan, G., & Gupta, V. (2008). Joint scale dependence of aging kinetics in Sn-Ag-Cu solders. In 2008 10th Electronics Packaging Technology Conference (pp. 903–909). IEEE.
Lee, T. Y., et al. (2002). Morphology, kinetics, and thermodynamics of solid-state aging of eutectic SnPb and Pb-free solders (Sn–3.5 Ag, Sn–3.8 Ag–0.7 Cu and Sn–0.7 Cu) on Cu. Journal of Materials Research,17(02), 291–301.
Liu, W., An, R., Ding, Y., Wang, C. Q., Tian, Y. H., & Shen, K. (2015). Microstructure and properties of AgCu/2 wt% Ag-added Sn–Pb solder/CuBe joints fabricated by vapor phase soldering. Rare Metals, 1–6.
McCluskey, P. (2012, March). Reliability of power electronics under thermal loading. In 2012 7th International Conference on Integrated Power Electronics Systems (CIPS) (pp. 1–8). IEEE.
Munoz, M. A., et al. (2011). Early degradation of silicon PV modules and guaranty conditions. Solar Energy,85(9), 2264–2274.
Pern, F. J., Czanderna, A. W., Emery, K. A., & Dhere, R. G. (1991). Weathering degradation of EVA encapsulant and the effect of its yellowing on solar cell efficiency. In The Conference Record of the Twenty-Second IEEE Photovoltaic Specialists Conference-1991 (pp. 557–561). IEEE.
Shin, D. Y., Yoo, S. S., & Seo, J. Y. (2015). Uncertainty analysis in contact resistivity measurements of crystalline silicon solar cells. International Journal of Precision Engineering and Manufacturing-Green Technology,2(3), 237–244.
Sidhu, R. S., et al. (2007). On the nature of the interface between Ag3Sn intermetallics and Sn in Sn-3.5 Ag solder alloys. Journal of Electronic Materials,36(12), 1615–1620.
Soonwook, H., et al. (2014). Nanostructuring methods for enhancing light absorption rate of Si-based photovoltaic devices: A review. International Journal of Precision Engineering and Manufacturing-Green Technology,1(1), 67–74.
Yang, W., Felton, L. E., & Messler, R. W. (1995). The effect of soldering process variables on the microstructure and mechanical properties of eutectic Sn-Ag/Cu solder joints. Journal of Electronic Materials,24(10), 1465–1472.
Yang, T. L., et al. (2014). Growth kinetics of Ag 3 Sn in silicon solar cells with a sintered Ag metallization layer. Solar Energy Materials and Solar Cells,123, 139–143.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
OpenAccess This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Jeon, YJ., Kang, MS. & Shin, YE. Growth of an Ag3Sn Intermetallic Compound Layer Within Photovoltaic Module Ribbon Solder Joints. Int. J. of Precis. Eng. and Manuf.-Green Tech. 7, 89–96 (2020). https://doi.org/10.1007/s40684-019-00028-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-019-00028-1