
Abstract
This paper first enlists the generic problems of alloy wheel machining and subsequently details on the process improvement of the identified critical-to-quality machining characteristic of A356 aluminum alloy wheel machining process. The causal factors are traced using the Ishikawa diagram and prioritization of corrective actions is done through process failure modes and effects analysis. Process monitoring charts are employed for improving the process capability index of the process, at the industrial benchmark of four sigma level, which is equal to the value of 1.33. The procedure adopted for improving the process capability levels is the define-measure-analyze-improve-control (DMAIC) approach. By following the DMAIC approach, the C p, C pk and C pm showed signs of improvement from an initial value of 0.66, −0.24 and 0.27, to a final value of 4.19, 3.24 and 1.41, respectively.
Similar content being viewed by others

Introduction
The past two decades have seen the realization of the manufacturing firms towards quality consciousness. In pursuit of quality, the main concerns for alloy wheel machining process areas follows: alloy wheel unclean, surface finish deterioration, non-conformance to geometric and dimensional specification, over hump diameter over size or undersize. The spoke profile and rim profile not as per the requirement lead to non-optimal weight and pre-mature wheel failure in the radial fatigue test. Over used machining inserts result in surface finish deterioration and a patchy surface in the paint line. The prime concern in machining is the problem of unclean leading to rework. Hence, aluminum alloy wheel machining constitutes an important area of study for improvement of process capability. In this process more prominence is laid on prevention of defects rather than simply detecting and rejecting the defect in the usual traditional end inspection quality check.
In order to obtain an improved end product quality, process control plays an important role instead of end quality inspection. The modern work on process control was pioneered by Schilling (1994) and was succeeded by employing process control charts by John (1994). Process capability indices, process failure modes and effects analysis (PFMEA), Taguchi’s orthogonal array, control charts and process capability monitoring figure comprise the various tools for achieving the sustained process improvements (Lin 2004; Rupinder Singh 2011; Lin et al. 2013; Kumaravadivel and Natarajan 2013; Mariajayaprakash et al. 2013; Chen et al. 2013; Lal et al. 2013; Burlikowska 2005; Yu et al. 2007).
The define-measure-analyze-improve-control (DMAIC) constitutes a systematic procedure for achieving sustained improvements in the manufacturing process and ultimately in the end product. The DMAIC approach was employed for the quality improvement of the printed circuit boards, integrated circuit (IC) delamination, manufacturing and mechanical execution systems (Tong et al. 2004; Su et al. 2005; Hwang 2006; Gentili et al. 2006). The DMAIC approach was used for standardizing the process parameters involved in the manufacture of optical lens with good surface contour precision in the injection-molding process by Lo et al. (2009). DMAIC approach is followed in varied platforms such as for improving the process parameters and capability of solder printing process, to analyze the manufacturing lines of a brake lever at an automotive components manufacturing company, to improve the fracture resistance of TFT-LCDs and improve the process capability levels of connecting rod and crankshaft manufacturing cells and minimizing variations in food processing industry (Li et al. 2008; Chen et al. 2009; Sahay et al. 2011; Su et al. 2012; Sharma and Rao 2013, 2014; Desai et al. 2015).
Thus, the literature survey indicates that the firms worldwide are adopting the DMAIC procedure for improving the manufacturing process and curtailing down the process rejections. The various firms worldwide are employing the quality control tools for minimizing the deviations and subsequently the number of rejects of the manufactured parts. The present work exemplifies the improvement of machining process capability levels of A356 aluminum alloy wheel.
The structure of the paper is elaborated as follows. This paper starts with introduction and literature survey on DMAIC procedure in “Introduction” section and followed by mapping of manufacturing process flow of alloy wheels in “Alloy wheel manufacturing process flow study” section. Then, the critical-to-quality (CTQ) characteristic of prime importance is identified and the project charter is charted in the Define phase in “Definition phase” section. This is followed by the measurement phase where the dimensional values of the CTQ characteristic are measured and plotted on the process monitoring charts in four successive iterations in “Measurement phase” section. The analysis phase comprises tracing out the causes and prioritizing the corrective actions through the ishikawa diagram and PFMEA in “Analysis phase” section. “Improvement phase” and “Control phase” sections comprise improvement and control phases, respectively, where the process improvement is witnessed in the process monitoring charts. Comparison of the capability indices and tolerance zones, using a tolerance capability expert software, is done in “Comparison with a tolerance capability expert software” section. The paper is concluded in “Conclusion” section and followed by references and appendices.
Alloy wheel manufacturing process flow study
Alloy wheels constitute a very prominent aspect of an automobile. This is because it forms an integral part of overall visual esthetic appeal of the automobile. The A356 aluminum alloy with 7% silicon as its prime alloying element forms the popular material for the manufacture of automotive alloy wheel castings. The alloy wheel manufacturing process starts with ingots which form the input into the furnace of the melting section. After ladle preheating, the liquid metal treatment (degassing) is performed in the melting section. The die in the die maintenance area is preheated and sandblasted in order to clean the die surface, increase the surface finish and relieve the external surface stresses. Then, the prepared die is preserved in the Die preservation yard. As per the production schedule the required die is retrieved from the die preservation yard and then fitted onto the low-pressure die cast (LPDC) machine unit.
The LPDC machine unit employed here is a vertical cold chamber die casting unit. The wheel casting coming out of the LPDC unit is quenched in water and is sent for checking internal casting defects in the non-destructive x-ray checking machine. After non-destructive x-ray check, the alloy wheel casting then follows the gate-cutting process, heat treatment, shot-blasting, CNC machining and air-leak testing. After air-leak test depending on the product requirement the alloy wheel is either sent to the paint line or sent to the Chrome Plating Plant. The paint line mainly consists of degreasing the machined alloy wheel, deoxidizing, conversion coating, pre-heating in dry-off oven, color coating and packing and dispatch. On the other hand, the machined wheels entering the Chrome Plating Plant are subjected to rigorous surface finish improvement by buffing operation. After this it enters the chrome plating process which consists of the copper plating line followed by chrome plating line.
Thus, the manufacturing process of alloy wheel is a complete wholesome process encompassing all the fields of manufacturing ranging from melting in furnace, post-melting treatment, die preparation, sand blasting of die, casting, x-ray inspection of wheel castings, heat treatment, CNC machining, deburring, wheel shot blasting, paint-line process, chrome plating, fatigue test, impact test, CASS (cupric acid salt spray test) and chrome thickness test. The complete manufacturing process of the alloy wheel is charted in Fig. 1.

Process flow chart of A356 aluminum alloy wheel manufacturing process
Definition phase
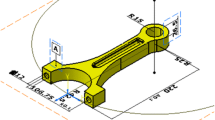
The present study focuses on the process improvement of CNC machining where the cast wheels are machined to accurate dimensions and tolerances as per the machining drawing specifications. CNC machining is of prime importance in the process of alloy wheel manufacturing, because it is at this place where the shaping of critical dimensions takes place. From functional view point, the wheel gets ready here, for further functional tests. The machining drawing of the alloy wheel is shown in Fig. 2. The photograph of the alloy wheel in assembly is shown in Fig. 3. Figure 4 depicts the machine set-up where the center bore hole boring operation is performed. Also in this “Define Phase” the Project Charter of the DMAIC project pertaining to the machining of Alloy Wheel is defined and is shown in Table 1. The machining operations of the alloy wheel machining and the corresponding CTQ characteristic pertaining to the machining operation are shown in Table 2. After identifying the multiple CTQ characteristics of machining process it is deduced that the CTQ characteristic of prime importance is the Center Bore hole diameter of ø50.000 (±0.050), as this CTQ dimension forms the basic locating dimension for further machining operations, mainly the drilling of pitch circle diameter holes and any deviations of it leads to bottleneck.

Alloy wheel machining drawing with center hole diameter of ø50.000(±0.050)

Alloy wheel in assembly, X = center hole diameter of ø50.000(±0.050)

Set up for center bore diameter machining operation
Measurement phase
In measurement phase, first the initial data about the CTQ characteristic is collected. This machining data reflect the initial uncorrected state of the process for which the analysis needs to be carried out for obtaining sustained improvements. Based on the six sigma sample size formula the samples are collected:
where P is the proportion defective that we are estimating (expressed in %) and Δ is the precision or the level of uncertainty in the estimate that we are willing to accept (expressed in %).
With an estimated proportion defective of 10% (i.e., P = 0.1) and target Δ of 2.5% (Δ = 0.025) we estimate the sample size of n = 553.
Samples of about 800 components are collected. The best fit of 30 consecutive components out of the 800 measured values in each iteration is projected while carrying out the Statistical Process Control during this DMAIC project. This initial data set is termed as Iteration 1 (I1) which is depicted in Table 3. An iteration means a stage depicting the state-of-affairs which reflects the existing condition of the machining process in context of the CTQ characteristic.
The process capability indices C p, C pk and C pm for a target value of 50.010 mm are obtained as 0.66, −0.04 and 0.27, which reflects a large scope of improvement in the process in context of the selected CTQ characteristic.
Analysis phase
After Measurement Phase the analysis phase succeeds, comprising tracing out the causes for poor process performance through the Ishikawa diagram shown in Fig. 5. The potential failure modes of the boring process are estimated through process failure modes and effects analysis (PFMEA) depicted in Table 4. The PFMEA is an analysis tool for identifying the effects of the failure modes, causal factors for the process deviations. PFMEA helps the process personnel to prioritize the corrective actions and confirms which causal factor needs to be addressed first. Rankings for Severity of the effects, causal occurrence frequency and detection control ability are allotted from 1 to 10 point scale (Lange et al. 2001). The product of severity, occurrence and detection rankings is the risk priority number (RPN). Suitable corrective actions for the corresponding failure modes are suggested based on the RPN. The RPNs greater than 100 are given top priority.

Cause and Effect Ishikawa diagram
Improvement phase
In the Improvement Phase, the causal matrix is formulated for detailing down the causes responsible for the poor performance among the Iterations. This causal matrix is charted in Table 5. From the ANOVA technique (discussed in detail in the Appendix 2) it is deduced that 73% of variability is due to the improper tool insert setting v-block, inaccuracies in setup changeover and undue machine stoppage. After taking the corrective actions in the successive iterations (dimensional measurements of the CTQ characteristic in the 2nd, 3rd and 4th iterations are projected in a tabular form in the Appendix 2) and corresponding process capability indices are computed. This datum pertaining to the CTQ characteristic is plotted on the process monitoring charts for performing the process capability analysis and this is shown in Fig. 6.

Process capability analysis depicting run charts and histograms of Iterations 1, 2, 3 and 4
On analyzing the process monitoring charts it can be deduced that Iteration 1 does not show any significant pattern but in Iteration 2 indicates a cyclic pattern (Du et al. 2013). Upon testing for the causal factors, this cyclic pattern in the observations emerges strongly in Iterations 3 and 4. The reason for this cyclic pattern is elaborated as follows: In order to eliminate the inaccuracies in the boring bar insert setting, after every ten components being machined, the boring bar insert is raised to compensate for constant progressive wear-out of the boring bar insert on continued boring operation. The insert is elevated by about 0.060 mm, over the diametric dimension. This exercise is performed with the help of a test mandrel and a boring bar tool insert setting V-block22, shown in the Fig. 7. Due to progress in machining the cutting tool insert gets worn out which is reflected in the dimension of the CTQ characteristic. In order to compensate the wear in the insert, it is elevated by 0.060 mm over the diametric dimension every time the wear exceeds 0.060 mm over the diametric dimension. This results in a cyclic wear pattern on the dimensions as captured in iteration 4 of Fig. 6 of the process monitoring charts. The contact surfaces of the Vee-Block are case hardened to achieve hardness up to 55 HRc. The case depth of hardness is of about 0.5–0.8 mm in order to sustain wear and tear. Table 6 summarizes the values of process capability indices derived from each improvement Iteration.

Schematic diagram of tool insert setting Vee-Block
Control phase
After recording the improvements, the real challenge for a process engineering personnel lies in control and sustenance of recording improvements in the C p, C pk and C pm values. In this perspective, the X bar and R control charts are employed as a measure for sustaining improvements. Figure 8 depicts the X bar and R control charts for monitoring the machining process under consideration. The observations from this control phase are from Iteration 3.

\(\overline{X}\) and R control chart
Since there are no outliers and no out-of-control subgroups and the values are consistently within the control limits, the CNC alloy wheel machining is declared to be process capable with respect to the CTQ characteristic of center bore hole diameter.
Comparison with a tolerance capability expert software
The improved Process performance capability index for the center hole diameter of ø50.000 (±0.050) obtained through boring operation is compared with a tolerance capability expert software (https://tce.tolcap.com/login, 2016) as observed by Sharma et al.(2016). The graphical outputs are tabulated in Table 7.
It is observed from the graphical plots of Tolerance Capability Expert software that for center hole diameter precision boring with predetermined tolerance of ±0.050 mm, the predicted C pk is 3.27 which is almost equal to the obtained final value of 3.24 through this process improvement work. This is depicted in Fig. 9. Also it is observed that for center hole diameter precision boring with predetermined C pk of 2.000 catering to 6σ levels, the predicted tolerance ±0.027 mm leads to a generous improvement in curtailing down the existing tolerance levels from the existing ±0.050 to ±0.027 mm, i.e., almost by 50%. This is reflected in Fig. 10.

Graphical plot for center hole diameter precision boring with predicted C pk of 3.27 for predetermined tolerance of ±0.050 mm

Graphical Plot for center hole diameter precision boring with predicted tolerance ±0.027 mm for predetermined C pk of 2.000 of 6σ levels
Conclusion
In this paper, by following the DMAIC approach the CNC machining cell is declared to be a process capable cell, with respect to the identified CTQ characteristic of center hole diameter of ø50.000(±0.050). The CFT (cross-functional team), apart from increasing the process capability levels of the CNC machining process, also developed a better control over the process by employing the X-bar and R control charts at the work shop-floor site. As a result of the process improvement the C p, C pk and C pm improved from an initial value of 0.66, −0.24, 0.27, to a final value of, 4.19, 3.24 and 1.41, respectively, thereby making the process a statistically capable process. The comparison with tolerance capability expert software strengthens the observation that the process improvement of C pk equal to 3.24 is achievable and for achieving six sigma levels of C pk of 2.000 the tolerances can be narrowed down to 0.027 mm, i.e., by about 50%. It can be concluded that the present DMAIC methodology can be readily horizontally deployed as a disciplined problem solving approach for the process engineers to solve the process-related problems in the other manufacturing cells of the A356 aluminum alloy wheel manufacturing process.
References
Burlikowska MD (2005) Quality estimation of process with usage control charts type X-R and quality capability of process Cp, Cpk. J Mater Process Technol 2005(162–163):736–743
Chen JC, Li Y, Cox RA (2009) Taguchi-based Six Sigma approach to optimize plasma cutting process: an industrial case study. Int J Adv Manuf Technol 41:760–769
Chen WL, Huang CY, Huang CY (2013) Finding efficient frontier of process parameters for plastic injection molding. J Ind Eng Int 9:25
Desai DA, Kotadiya P, Makwana N, Patel S (2015) Curbing variations in packaging process through six sigma way in a large-scale food-processing industry. J Ind Eng Int 11(1):119–129
Du Shichang, Huang Delin, Lv Jun (2013) Recognition of concurrent control chart patterns using wavelet transform decomposition and multiclass support vector machines. Comput Ind Eng 66(4):683–695
Gentili E, Aggogeri F, Mazzola M (2006) The improvement of a manufacturing stream using the DMAIC method. ASME 2006 international mechanical engineering congress and exposition. pp 127–133
Hwang YD (2006) The practices of integrating manufacturing execution system and six sigma methodology. Int J Adv Manuf Technol 30:761–768
John WL (1994) Statistical measurement control. Quality and statistics: total quality management, ASTM STP 1209, Milton J. Kowalewski, Jr., Ed., American Society for Testing and Materials, Philadelphia
Kumaravadivel A, Natarajan U (2013) Application of six-sigma DMAIC methodology to sand-casting process with response surface methodology. Int J Adv Manuf Technol 69(5–8):1403–1420
Lal AK, Kaur M, Lata MS (2013) Behavioral study of piston manufacturing plant through stochastic models. J Ind Eng Int 9:24
Lange K, Leggett S, Baker B (2001) Potential failure mode and effects analysis (FMEA) reference manual. AIAG, Southfield
Li MHC, Al-Refaie A, Yang CY (2008) DMAIC approach to improve the capability of SMT solder printing process. IEEE Trans Electron Packag Manuf 31(2):126–133
Lin HC (2004) The measurement of a process capability for folded normal process data. Int J Adv Manuf Technol 24:223–228
Lin SJ, Yang DL, Cheng FT, Wu MF (2013) Aircraft turbine engine manufacturing with multiple specifications. J Test Eval 41(1):1–7
Lo WC, Tsai KM, Hsieh CY (2009) Six Sigma approach to improve surface precision of optical lenses in the injection-molding process. Int J Adv Manuf Technol 41:885–896
Mariajayaprakash A, Senthilvelan T, Vivekananthan KP (2013) Optimisation of shock absorber process parameters using failure mode and effect analysis and genetic algorithm. J Ind Eng Int 9:18
Sahay C, Ghosh S, Bheemarthi PK (2011) Process improvement of brake lever production using DMAIC (+). In: ASME 2011 international mechanical engineering congress and exposition, vol 3, pp 801–826
Schilling EG (1994) The transition from sampling to SPC. Quality and statistics: total quality management, ASTM STP1209, Milton J.Kowalewski, Jr. Ed., American Society for Testing and Materials, Philadelphia
Sharma GVSS, Rao PS (2013) Process capability improvement of an engine connecting rod machining process. J Ind Eng Int 9:37
Sharma GVSS, Rao PS (2014) A DMAIC approach for process capability improvement an engine crankshaft manufacturing process. J Ind Eng Int 10:65
Sharma GVSS, Rao PS, Babu BS (2016) Process-based tolerance assessment of connecting rod machining process. J Ind Eng Int 12:02
Singh R (2011) Process capability study of polyjet printing for plastic components. J Mech Sci Technol 25(4):1011–1015
Su CT, Chiang TL, Chiao K (2005) Optimizing the IC delamination quality via six-sigma approach. IEEE Trans Electron Packag Manuf 28(3):241–248
Su CT, Hsiao YH, Liu YL (2012) Enhancing the fracture resistance of medium/small-sized TFT-LCDs using the six sigma methodology. IEEE Trans Compon Packag Manuf Technol 2(1):149–164
Tce.tolcap.com (2016) “Tolcap” tolerance capability expert software. https://tce.tolcap.com/. Accessed 13 Dec 2016
Tong JPC, Tsung F, Yen BPC (2004) A DMAIC approach to printed circuit board quality improvement. Int J Adv Manuf Technol 23:523–553
Yu KT, Sheu SH, Chen KS (2007) The evaluation of process capability for a machining center. Int J Adv Manuf Technol 33:505–510
Author information
Authors and Affiliations
Corresponding author
Appendices
Appendix 1
Nomenclature
- µ :
-
Process mean
- µ i :
-
ith value of µ
- σ :
-
Standard deviation
- σ 2 :
-
Variance
- USL:
-
Upper specification limit
- LSL:
-
Lower specification limit
- C P :
-
Process potential capability index
- C PK :
-
Process performance capability index
- H 0 :
-
Null hypothesis
- H 1 :
-
Alternative Hypothesis
- x ij :
-
Data from the ith level and jth observation
- N :
-
The total sample size
- K :
-
Number of levels
- SSTT :
-
Sum of squared deviations about the grand mean across all N observations
- SSTL :
-
The sum of squared deviations for each level mean about the grand mean
- SSTE :
-
The sum of squared deviations for all observations within each level from that level mean
- MSTL :
-
Mean of squared deviations between levels
- MSTE :
-
Mean of squared deviations within levels
- HSD:
-
Honestly significant difference
- Q :
-
Studentized range statistic
- η 2 :
-
Eta square, a measure of proportion of the between factor variability to the total variability
- ω 2 :
-
Omega square
- T :
-
(Subscript) Total
- E :
-
(Subscript) Error
- L :
-
(subscript) Level
- Df :
-
Degrees of freedom for ANOVA test
Appendix 2
Analysis of variance (ANOVA)
ANOVA starts with checking for the assumption about the normality of the data and then formulation of the hypothesis to be tested. A post hoc analysis becomes mandatory if FSTATISTIC is found to be greater than F CRITICAL.
Testing the assumptions for normality of data and Formulating the Hypothesis
The pre-requisites for performing one-way ANOVA test is to find departure from normality among the sets of the data. The normal probability plot is seen linear with equispaced values. The P value is less than the α value of 0.05 thereby indicating that a linear relationship exists with normality retained. The results are further strengthened by the fact that there are no unusual data points.
The null hypothesis (H 0)and the alternate hypothesis (H 1) can be formulated in the present context as:
H 0: µ i = µ all i = 1, 2, 3, 4
H 1: µ i ≠ µ for some i = 1, 2, 3, 4 where,
µ i is the population mean for level i, and
µ is the overall grand mean of all levels.
In the present study there are 4 levels (i.e., 4 iterations) with each level consisting of 30 measurement readings of center bore hole diameter of alloy wheel. The box plot and the normal probability plot are captured in Fig. 11.

The box plot and normal probability plot for center bore hole dimensional observations
The dimensional measurement readings of the CTQ characteristic spanning over the four successive Iterations is shown in Table 8
Finding the F STATISTIC
The ANOVA Table obtained from Minitab software is captured in Table 9. Here it is seen that:
An α value of 0.05 is typically considered, corresponding to 95% confidence levels. If α is defined to be equal to 0.05, then, the critical value for rejection region is F CRITICAL (α, K−1, N-K). and is obtained to be 2.68. Thus,
Hence, it is seen that:
Therefore, the decision will be to reject the null hypothesis. This indicates that there is at least one of the means (µ i ) is different from the remaining other means. In order to figure out where this difference lies, a post hoc test is required.
Post-hoc test
Since here the sample sizes are same, we go for the Tukey’s test for conducting the Post-hoc ANOVA test. In Tukey’s test, the honestly significant difference (HSD) is calculated as:
where q is the studentized range statistic which is equal to a value of 3.92, for a degree of freedom of 116 and k = 4, i.e., number of levels as 4.
If “C1” denotes for “Iteration 1” and “C2” denotes for “Iteration 2” and “C3” denotes for
“Iteration 3”, and “C4” denotes for Iteration 4, then from Minitab software, the following Grouping Information using Tukey method is shown in Table 8:
From Table 10, it is inferred that Means that do not share a letter are significantly different, i.e., all the Iterations are significantly different from each other.
The pairwise comparison using Minitab is depicted in Table 11.
In the Table 11, it is seen that all the pairwise comparison between the Iterations are greater than that of the HSD in Eq. (5), with the difference between C3 and C4 is 0.07033, being the largest. So, it is deduced that the differences are statistically significant. Hence, it is concluded that among all the different causes enumerated in the causal matrix, the most influencing causes are those in Iteration 3, namely, the improper tool insert setting v-block, inaccuracies in setup changeover and undue machine stoppage. The extent of influence is given by eta-square (η 2). It measures the proportion of “the between factor variability” to “the total variability” and is given by:
Eta-square is just a ratio of treatment effect variability to total variability. One drawback with eta-square is that it is a biased estimate and tends to overestimate the effect. A more accurate measure of the effect is the omega-square (ω2) given by:
Hence, from above Eq. (6) it is deduced that 73% of variability is due to the causes addressed in Iteration 3, i.e., improper tool insert setting v-block, inaccuracies in setup changeover and undue machine stoppage.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Sharma, G.V.S.S., Rao, P.S. & Babu, B.S. Process capability improvement through DMAIC for aluminum alloy wheel machining. J Ind Eng Int 14, 213–226 (2018). https://doi.org/10.1007/s40092-017-0220-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40092-017-0220-z