
Abstract
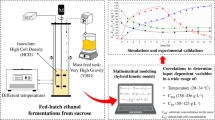
The use of fermenters at large scale is usually hampered by sub-optimal conditions in terms of yield and productivity, along with the low tolerance of strains to process stresses, such as substrate and product toxicity, and other fermentation inhibitors. Attempts to improve the industrial efficacy of fermenters have been in the areas of genetic engineering to improve strain tolerance, but this usually involves detailed and unfeasible mechanistic studies. Statistical designs of experiments have also been used to optimize industrial fermenters but this again often results in local optima due to the relatively small-dimensional space covered by the experiments. Mathematical techniques have recorded great successes and regarding ethanol fermentation with sorghum extracts, previous work has modeled and established the presence of product inhibition, however, did not consider other degrees of freedom (temperature and pH) that minimize the effect of such inhibitions. This paper includes the description of a batch alcohol fermentation process that has been optimized using a technique based on the application of mathematical modeling and optimal control. Calculus of variation is introduced as a valuable tool to derive and solve the necessary conditions for optimality, and the obtained results show the optimal temperature and pH profiles for the fermentation of sorghum extracts. A Simulink model of the fermentation process shows that using the proposed control strategy increases ethanol yield by 14.18%, cell growth by 71.96% decreases the residual substrate by 84.77%.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
Sorghum, a cereal which belongs to the family Gramineae is now used in most breweries as locally available alternative to imported barley malt. In a generalized view of processing and brewing sorghum, though involves several unit operations, the fermentation step is the crux of the process, regarded as the heart of the entire production where a near optimal environment is desired for microorganisms to grow, multiply and produce the desired product [3]. However, the use of fermenters at a large scale is usually hampered by sub-optimal conditions in terms of yield and productivity, resulting from low tolerance of strains to process stresses, such as substrate and product inhibition, and other fermentation inhibitors [10, 14, 17]. In several attempts to improve the industrial efficacy of fermenters, a variety of approaches have been proposed; genetic techniques involving detailed, mechanistic studies of metabolic pathways, inherently involving inverse problem that cannot be understood with certainty [7]; statistical design of experiments [3], which again requires the construction of expensive prototype systems and most often leads to local optima due to the relatively small dimensional space covered by the experiments [3, 23].
Alternatively, design and optimization of bioreactors can be enhanced via validated mathematical models developed from mechanistic studies that lead to a more in depth understanding of process stresses such as ethanol inhibition [23]. In this regard, optimal temperature profiles have been determined to maximize beer flavor [19], maximize ethanol formation from sugarcane molasses (Marcus and Normey-Rico [13], minimize acetyl acetate production [9], maintain cell viability and reduce glycerol production [5]. However, the aforementioned as well as other studies have focused on temperature and rarely pH for optimization of batch fermentation processes. Fermentation principles consist of exploiting the metabolic reactions that take place in the cell of a microorganism for the production of valuable products [16]. To activate the metabolic pathways of interest within the cell, specific environmental conditions (temperature, pH, nutrient concentration) are applied to enable the yeast cell grow and produce the required ethanol. In addition, due to the dynamic nature of the culture medium, yeast cells often suffer from various stresses resulting from both the environmental conditions, and from both product and or substrate imbibition [2]. To maximized ethanol yield, all the main aspect (ethanol inhibition kinetics, temperature and pH) should be considered simultaneously [8]. This paper presents the optimal pH and temperature profiles in the alcoholic fermentation of sorghum extracts using a linear product inhibition model developed in our previous study [1]. Optimal profiles of temperature and pH are important in the control these stresses, flavor active compounds such as esters and in the control of these stresses, compounds such as esters and higher molecular mass alcohols can be maximized which can lead to increase in alcohol (ethanol) yield [20, 22].
Bioreactor modeling and parameter estimation
The Monod equation for cell growth and product formation, respectively, was chosen to describe the kinetics of cell growth and product formation, as given in the following equation:
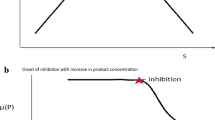
In our previous study [1], we proposed a simple linear factor to describe product inhibition in the alcoholic fermentation of sorghum extracts, expressed as
Introducing this effect on the specific rate of product formation, Eq. (1b) becomes
The dynamic equations describing the cell growth, product formation and substrate utilization were developed by applying the principle of conservation of mass, resulting in the systems of first-order ordinary differential equations presented in Eqs. (4a, 4b, 4c). The change in substrate concentration depends on four terms: substrate assimilation into biomass (\(\mu X/Y_{\text{x}}\)), substrate assimilation into extracellular product (\(qX/Y_{\text{p}}\)), substrate utilization for cell growth (\(G_{\text{s}} X\)) and substrate utilization for maintenance energy (\(M_{\text{s}} X\)).
Introducing the expressions for \(\mu\) and \(q\) from Eqs. (1a) and (3), Eqs. (4a, 4b, 4c) becomes
Optimal control problem formulation
The objective of the control is to determine the optimal temperature and pH profiles that will minimize the effect of ethanol inhibition on cell growth and hence maximize ethanol yield at the end of fermentation. The temperature dependency of the cellular activity was modeled using the following Arrhenius-like equation:
Typical values for these parameters were taken from the literature [21].
A typical term, Eq. (7) that accounts for pH dependence was also introduced into the specific growth rate expression.
Although this simple model cannot possibly explain pH dependence, the literature shows that it gives an adequate fit for many microorganisms [15]. The additional term is in the following form:
The values of \(k_{1}\) and \(k_{2}\) that were used for the numerical simulations are chosen to be in their typical ranges from the literature [15, 21]. Introducing the effect of temperature and pH into Eqs. (5a, 5b, 5c), we arrive at the following system of differential equation:
The optimal control problem to be maximized is then formulated with Eqs. (8a, 8b, 8c). The general objective of the optimal control problem is to determine the control signals (temperature and pH) that will cause the controlled system (batch fermentation process) to satisfy the physical constraints (state equation, Eqs. (9b)–(9d) as well as temperature and pH bounds, Eqs. (9e) and (9f), at the same time, maximize the performance criterion (\(J\))”, which has been defined in the Lagrangian form, Eq. (9a). The performance criterion (\(J\)) is a functional used for quantitative evaluation of a system’s performance and can depend on both the control and state variables and on the initial and/or terminal times too (if not fixed) [12].
In this study, the final fermentation time is fixed and the performance criterion is formulated to depend only on the product concentration and the controlled variables.
Weights are introduced to differentiate the degree of dependence of the performance criterion on the state and controlled variables. The constants \(A,B,C\) are the respective weights of the product (state to be maximized), temperature and pH (controlled variables). In this study, all the variables were assumed to have the same importance and the weights were all given a unit value.
s.t.
To facilitate subsequent mathematical manipulations of the objective function, we define the following transformations:
Replacing these variables into Eqs. (9a, 9b, 9c, 9d, 9e, 9f), we obtain the following equation:
s.t.
If the state, control, and static parameters can each be written in component form as
where
Then optimal control problem can be simply written as follows:
Subject to
Referred to as the Lagrangian form of an optimal control problem.
Solution technique by calculus of variations
In an indirect method, calculus of variations is applied to determine the first-order optimality conditions first-order necessary conditions for an optimality conditions and the first-order necessary conditions for an optimal trajectory. These conditions can be obtained by using the augmented Hamiltonian (\(H\)) defined by equation (17)
where \(\lambda \left( t \right) \in {\mathbb{R}}^{n}\) is the costate or adjoint state. In the case of a single phase optimal control problem with no static parameters, the first-order optimality conditions of the continuous-time problem are given as follows:
where \(U\) is the feasible control set
The systems of differential equations presented in Eqs. (18a, 18b) are referred to as the Hamiltonian system, derived from the differentiation of a Hamiltonian [6, 11]. Furthermore, the optimal control profile to the system is determined from the application of the Pontryagin’s minimum principle (PMP) resulting in Eq. (19) and this is the classical method of determining the control [18]. The Hamiltonian system, together with the boundary, transversality, is referred to as a Hamiltonian boundary-value problem (HBVP) [4, 6] and the solution to such a system is called an extremal.
Now applying calculus of variations to Eqs. (10a, 10b, 10c, 10d, 10e, 10f), the Hamiltonian can be written as follows:
State equations
If we differentiate the Hamiltonian, Eq. (17) with respect to the co-states, Eq. (18a), we obtain the following state equations:
Costate equations
If we differentiate the Hamiltonian, Eq. (17) with respect to the states, Eq. (18b), we obtain the following state equations:
Optimal control equations
The optimal control equations are obtained by applying the Pontryagin’s minimum principles in Eqs. (17)–(15). The Hamiltonian gradient can be represented by differentiating the Hamiltonian with respect to the controls to obtain the following equations:
The necessary optimality conditions for a local maximizer are that this gradient should be equal to zero as shown by the following equations:
The expressions for temperature and pH can then be written as Eqs. (25) and (26), respectively, and the optimal control trajectories become Eqs. (27) and (28).
Numerical simulations and control validation
The states, costate and optimal control equations are referred to as the Hamiltonian boundary-value problem (HBVP) with boundary conditions given by the following equation:
A collocation method based on the Labatto IIIA formula was used to simulate the HBVP, and a Matlab code was written to implement this algorithm using the Matlab routine ‘bvp4c’. The collocation polynomial provides a C1-continuous solution that is fourth-order accurate uniformly in [a b]. Mesh selection and error control are based on the residual of the continuous solution. The numerical solution for the necessary optimality conditions, Eqs. (24a, 24b) is obtained using the Matlab routine ‘fsolve’, which finds the roots for systems of nonlinear equations. In validating the controls, the alcohol fermentation model described in section III was implemented in the SIMULINK environment. This implemented model includes the objective function to be maximized.
Results and discussion
Figures 1 and 2 present the optimal temperature and pH profiles optimize the fermentation process. Simulation using the Simulink model, Fig. 7 shows that the optimal temperature and pH profiles obtained an increment in cell growth of 71.96%, product formation by 14.18% and substrate utilization by 84.77% compared to using the conventional temperature and pH values used by the industry. This improvement in process performance observed can be explained by the fact that due to the dynamic nature of the culture medium, yeast cells often suffer from various stresses resulting from both the environmental conditions, and from both product and or substrate imbibition as the fermentation proceeds.

Optimal temperature profile

Optimal pH profile
Optimal profiles (and not constant values) of temperature and pH are important in the controlling these stresses, and ensure that the culture medium conditions stays constant, hence maximizing yield [20]. The increase in substrate utilization did not balance up with product formation because some of the substrate was utilized for cell growth and maintenance. Table 1 presents the values of the final states and cost functional for both the Optimal and the conventional operation conditions. Figure 3 presents the fitting for the model taking into consideration the death rate and Table 2 the parameter values. Table 1 presents the values of the final states of both the optimal and conventional operation conditions. Figures 4, 5, 6, and 7 compare the optimal and conventional operating strategies, clearly depicting increase in process performance.

Experimental and model results

Dynamics of cell growth with optimal and conventional controls

Dynamics of product formation with optimal and conventional controls

Dynamics of substrate utilization with optimal and conventional controls

Proposed Simulink Model for alcoholic fermentation of Sorghum Extract
Conclusion and recommendations
This paper presented the modeling of a batch alcoholic fermentation process using sorghum extracts, followed by the application of optimal control to determine the optimal temperature and pH profiles that maximizes yield. Since the model was developed using industrial scale fermentation data, the results obtained in the simulations can satisfactorily represent a real operation unit. From the comparative results presented in the simulations, it is concluded that the proposed strategy can be used in practice to improve the performance of industrial scale alcoholic fermentation using sorghum.
Abbreviations
- \(E_{\text{g}}\) :
-
Activation energy for cell growth \(({\text{cal}}/{\text{mol}})\)
- \(G_{\text{s}}\) :
-
Yield coefficient of cell based on substrate utilization (\({\text{g}}/{\text{g}}\,{\text{h}})\)
- \(K_{\text{ip}}\) :
-
Product inhibition coefficient on product formation (\(100\;{\text{g}}/{\text{g)}}\)
- \(K_{\text{sp}}\) :
-
Substrate saturation (Monod) constant for product formation (\({\text{g}}/100\;{\text{g}})\)
- \(K_{\text{sx}}\) :
-
Substrate saturation (Monod) constant for cell growth (\({\text{g}}/100\;{\text{g}})\)
- \(M_{\text{p}}\) :
-
Specific rate of ethanol production by a maintenance metabolism (\({\text{g}}/{\text{g}}\;{\text{h}})\)
- \(M_{\text{s}}\) :
-
Specific rate of substrate consumption for cell maintenance (\({\text{g}}/{\text{g}}\;{\text{h)}}\)
- \(T_{\rm{max} }\) :
-
Maximum fermentation temperature (°C)
- \(T_{\rm{min} }\) :
-
Minimum fermentation temperature (°C)
- \(Y_{\text{p}}\) :
-
Yield coefficient of cell based on substrate utilization (\({\text{g}}/{\text{g}})\)
- \(Y_{\text{x}}\) :
-
Yield coefficient of cell based on substrate utilization (\({\text{g}}/{\text{g}})\)
- \(k_{1}\) :
-
Empirical constant in pH model \(({\text{mol}}/{\text{l}})\)
- \(k_{2}\) :
-
Empirical constant in pH model \(({\text{mol}}/{\text{l}})\)
- \(k_{\text{d}}\) :
-
Cell death rate \(({\text{h}}^{ - 1} )\)
- \(k_{\text{g}}\) :
-
Pre-exponential Arrhenius constant for growth
- \({\text{pH}}_{\rm{max} }\) :
-
Maximum pH in the fermenter
- \({\text{pH}}_{\rm{min} }\) :
-
Minimum pH in fermenter
- \(q_{\rm{max} }\) :
-
Maximum specific rate of product formation (\({\text{h}}^{ - 1} )\)
- \(q_{\text{p}}\) :
-
Specific rate of product formation \(({\text{h}}^{ - 1} )\)
- \(\mu_{\rm{max} }\) :
-
Maximum specific growth rate (\({\text{h}}^{ - 1} )\)
- \(A\) :
-
Weight coefficient for product formation in optimization problem \(({\text{dimensionless}})\)
- \(B\) :
-
Weight coefficient for temperature control in optimization problem \(({\text{dimensionless}})\)
- \(C\) :
-
Weight coefficient for pH control in optimization problem \(({\text{dimensionless}})\)
- \(J\) :
-
Performance index for optimal control problem
- \(P\) :
-
Concentration of product (\({\text{g}}/100\;{\text{g}})\)
- \(R\) :
-
Universal gas constant \(({\text{cal}}/{\text{K}}\;{\text{mol}})\)
- \(S\) :
-
Concentration of substrate (\({\text{g}}/100\;{\text{g}})\)
- \(X\) :
-
Concentration of biomass \(({\text{Mcells}}/0.1\;{\text{ml}})\)
- \(t\) :
-
Batch fermentation time (\({\text{h}})\)
- \(T\) :
-
Fermentation temperature (°C)
- \(\mu\) :
-
Specific rate of cell growth \(({\text{h}}^{ - 1} )\)
References
Abunde NF et al (2017) Dynamics of inhibition patterns during fermentation processes-Zea Mays and Sorghum Bicolor case study. Int J Indus Chem 8(1):91–99
Asiedu NY et al (2016) Modeling and simulation of substrate and product inhibitions of fermentation of cassava (Manihot Esculenta) extract. Indus Biotechnol 12(5):303–316
Alford JS (2006) Bioprocess control advances and challenges. Comput Chem Eng 30:1464–1475
Ascher UM, Mattheij RM, Russell RD (1996) Numerical solution of boundary-value problems in ordinary differential equations. SIAM Press, Philadelphia
Atala DIP, Costa AC, Maciel R, Maugeri F (2001) Kinetics of ethanol fermentation with high biomass concentration considering the effect of temperature. Appl Biochem Biotechnol 91–93:353–365
Athans MA, Falb PL (2006) Optimal control: an introduction to the theory and its applications. Dover Publications, Mineola
Brenner S (2010) Sequences and consequences. Philos T Roy Soc B 365:207–212
Carrillo-Ureta GE (2002) Optimal control of fermentation processes. PhD Thesis, City University, London, U.K
Carrilo-Uretha GE, Roberts PD, Becerra VM (2001) Genetic algorithm for optimal control of beer fermantation. In: Proc. IEEE International Symposium on Intelligent Control, Mexico, pp 391–396
Fischer CR, Klein-Marcuschamer D, Stephanopoulos G (2008) Selection and optimization of microbial hosts for biofuel production. Metab Eng 10:295–304
Leitman G (1981) The calculus of variations and optimal control. Springer, New York
Luus R (1990) Application of dynamic programming to high-dimensional non-linear optimal control problems. Int J Control 52(1):239–250
Marcus V. Normey-Rico, J. E (2011) Modeling, Control and Optimization of Ethanol Fermentation Process. Preprints of the 18th IFAC World Congress Milano (Italy)
Naydenova V Iliev, Kaneva VM, Kostov G (2013) Modeling of alcohol fermentation in brewing—carbonyl compounds synthesis and reduction. Eur Confer Modell Simul 28:434–440
Nielsen J, Villadsen J (1994) Bioreaction engineering principles. Plenum Press, New York
Olivier B (2001) Mass balance modelling of bioprocesses Comore. Inria, France
Parcunev I, Naydenova V, Kostov G, Yanakiev Y, Popova Z, Kaneva M, Ignatov I (2012) Modelling of alcoholic fermentation in brewing—some practical approaches. Eur Confer Modell Simul 26:434–440
Pontryagin LS (1962) Mathematical theory of optimal processes. Wiley, New York
Ramirez WF, Maciejowski J (2007) Optimal beer fermentation. J Inst Brew 113(3):325–333
Saerens SMG, Verbelen PJ, Vanbeneden N, Thevelein JM, Delvaux FR (2008) Monitoring the influence of high-gravity brewing and fermentation temperature on flavour formation by analysis of gene expression levels in brewing yeast. Appl Microbiol Biotechnol 80(6):760–780
Shuler M, Kargi F (2002) Bioprocess engineering basic concepts, 2nd edn. Prentice Hall, Saddle River
Verbelen PJ, Saerens SMG, Van Mulders SE, Delvaux F, Delvaux FR (2009) The role of oxygen in yeast metabolism during high cell density brewery fermentations, Appl Microbiol Biotechnol 82:760–789
Yu L, Wensel PC, Ma J, Chen S (2013) Mathematical modeling in anaerobic digestion (AD). J Bioremed Biodeg S 4:003. https://doi.org/10.4172/21556199.S4-003
Acknowledgements
Our team expresses sincere thanks to Intra-ACP under the project “Strengthening African Higher Education through Academic Mobility”, STREAM and to EnPe-NORAD under the project Upgrading Education and Research Capacity in Renewable Energy Technologies (UPERC-RET). Appreciation also goes to the following institutions: Some Breweries in Ghana for supplying us with industrial data for this work and the Brew-Hammond Energy Centre, KNUST Ghana.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Abunde, N.F., Asiedu, N.Y. & Addo, A. Modeling, simulation and optimal control strategy for batch fermentation processes. Int J Ind Chem 10, 67–76 (2019). https://doi.org/10.1007/s40090-019-0172-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40090-019-0172-9