
Abstract
The German-Dutch Wind Tunnels DNW is one of Europe’s most advanced and specialized organizations for wind tunnel testing. DNW’s 11 wind tunnels include subsonic, transonic and supersonic facilities, and provide experimental aerodynamic simulation capabilities to a global user community at large. DNW provides techniques for aerodynamic, aeroacoustic or aeroelastic simulations and tests of scaled models in a controlled environment. Its experimental simulation techniques capture the essence of the issues to be investigated. The Large Low speed Facility (LLF) in Marknesse (the Netherlands) is an industrial wind tunnel for the low-speed domain. It is a closed circuit, atmospheric, continuous low-speed wind tunnel with one closed wall and one configurable (slotted) wall test section and an open jet. Low speed means testing of aircraft in take-off and landing flight configurations and therefore DNW focusses its investments for the LLF on safety (ground proximity, powered and unpowered) and environmental issues (acoustics) related testing capabilities. Recent DNW-LLF upgrade programs focussed on ground proximity simulation (procurement of a new moving belt system) and reducing of wind tunnel circuit background noise level to improve its capabilities and market attractiveness. The main drive for the latter initiatives is a clear trend in aircraft characteristics, i.e. continuous reduction of aircraft noise levels. Funding support was provided by the Ministry of Economic Affairs (the Netherlands), the German Aerospace Center DLR and the European Commission through EU 7th Framework European Strategic Wind tunnels Improved Research Potential ESWIRP. The paper will further detail the various development steps taken for the new moving belt system and elaborate on the calibration activities conducted.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Background
1.1 Ground effect
The DNW-LLF experimental capabilities capture the essence of the issues to be investigated in the low-speed regime, i.e. aircraft take-off and landing flight regime. Customers amongst others use this facility to investigate the effect of ground proximity on aircraft performance. Aerodynamic data are required to optimise high lift device (flaps and slats) settings and calculate take-off and landing performance to feed the flight control computer and ensure that the aircraft under development meets its runway length targets.
In ground effect, the angle of attack at which the wing of an aircraft stalls, for a given amount of lift, is reduced. The magnitude of this decrease in stalling angle of attack can be several degrees (see Fig. 1). Ground effect also reduces the maximum lift coefficient as compared to that coefficient in free air. The physical basis and these qualitative effects of ground-effect on an airplane’s aerodynamics are well understood [1,2,3]. However, studies have indicated that the lift of airfoils with certain thickness and camber [4] or wings with flaps deflected [5] can also decrease in high lift conditions due to the ground effect.

Effect of ground proximity on wind aerodynamics
In the case where either aircraft rotation for take-off or an attempt to conduct a go-around after touchdown is initiated at too low a speed for the aircraft configuration or weight, ground effect may lead to a state that cannot be sustained, as the distance from runway surface increases and the lift from ground effect reduces. Several accident and incident investigations in the past decade reported ground effect to be a critical factor [6].Footnote 1
The quantitative effects of ground-effect are best to be evaluated experimentally, due to the following:
-
Predicting the aircraft behaviour in landing or take-off configuration under sidewind close to the ground with sufficient accuracy is still challenging.
-
In-ground proximity, wing lift and drag at a given angle of attack have shown to be dependent on the history of reaching this angle of attack (hysteresis),
-
and because the effects are rather unique to any specific airplane (wing) configuration.
1.2 Moving belt solution
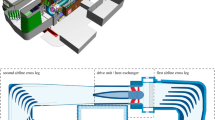
To correctly simulate an aircraft flying through stationary air close to the ground in a wind tunnel is possible by a ground surface of infinite extent, moving with a velocity equal to the wind tunnel freestream. Therefore, a moving belt ground plane (MBGP) simulation technique is in use at DNW-LLF already since the 1980s [7]. This ground plane consisted of a flexible polymeric belt (three-roller system) that could move at belt speeds up to 40 m/s (see right picture of Fig. 2). The system was complemented by a boundary layer removal system that scoops and re-injects the wind tunnel floor boundary layer air into the tunnel. When installed in the test section, the moving belt system replaces a removable floor section but the upper surface of the moving belt is 200 mm higher than the fixed part of the test section floor. Because of this step in height, the oncoming tunnel floor boundary layer flow can be completely scooped out in front of the test section. At the downstream end of the moving belt, the scooped mass flow is sucked into the tunnel again. Flaps at the downstream end of the moving belt together with the test section breather flaps are used to control the static pressure gradient over the moving belt and the mean flow angularity at the leading edge (see left picture of Fig. 2). The usefulness of this experimental simulation technique for aircraft performance, stability and control computations was reported by Airbus for the A320 in 1990 [6].

Old fabric moving belt (left picture: buoyancy control details; right picture: artist impression of moving belt in test section)
Over time, however, some technical deficiencies were limiting its simulation realism, like the following:
-
Buckling of the belt system under aerodynamic loading either due to the vicinity of a wing in high lift configuration or simulated engine exhaust flow and
-
its limited maximum speed, less than half of the maximum speed capability of the wind tunnel. Consequently tests at wind speeds higher than 40 m/s are performed with a speed difference between with the wind tunnel and the belt.
Considering:
-
The high work load of operating (tracking) the moving belt under asymmetrical aerodynamic loading.
-
Its limited life time due to belt wear.
and the emerging of new technologies, mainly driven by requirements from the car industry, led to the decision to initiate the procurement of a new system, that should also increase productivity to be offered to customers.
1.3 Funding support
Funding for the new system came from the following three sources:
-
A grant from the Ministry of Economic Affairs (the Netherlands, balanced by an equal amount from the German Aerospace Center DLR for the system procurement).
-
Sponsoring from the European Commission through EU 7th Framework European Strategic Wind tunnels Improved Research Potential ESWIRP, covering cost for feasibility studies and interface adaptations to the existing DNW-LLF wind tunnel infrastructure.
The EU-ESWIRP project (http://www.eswirp.eu/) has been funded by the European Framework Programme 7 to support the integration of and access to research infrastructure of pan-European interest. It has significantly enhanced the interoperability of three key world-class European aeronautical wind tunnels, and harmonized, improved and optimized the scientific access conditions thereto: DNW-LLF (Marknesse, NL), European Transonic Windtunnel ETW (Cologne, GE) and ONERA S1MA (Modane, FR).
Central elements of the project were infrastructure improvements, networking and joint research activities and transnational access (TNA) to the facilities to four research consortia with a total of more than 100 scientists from 17 different nations.
2 System development
2.1 System requirements
The functional requirements of the new system were focused on eliminating the major deficiencies of the old system. The new system should be easy to operate, allow testing up to 80 m/s and run smoothly under loading. In summary, the specifications of the new belt system were as follows:
-
Belt size 7.92 m × 6 m.
-
Maximum belt speed corresponding to a wind tunnel speed of Mach 0.25 (80 m/s) keeping the wind tunnel and belt speed equal up to typical aircraft start and landing speeds.
-
Long life-time (infinite design operating time for a steel belt; so no need for a replacement within next 30 years).
-
Belt to remain flat under the influence of aerodynamic forces introduced by wind tunnel models during testing (± 1 mm).
-
Compatibility with the existing boundary layer removal scoop (in front of the belt) and re-injection system (aft of the belt).
2.2 Development approach
Few potential providers turned out to be capable of meeting DNW’s stringent specifications for belt flatness and the need to simulate at high (landing) speed. DNW selected MTS Systems Corporation (USA) as supplier of the new system for DNW-LLF, based on their experience and steel sheet technology especially used in automotive wind tunnels for(Formula 1 race) car developments. Despite this, their major challenge was in designing a system with a different width to length ratio (see Fig. 3), since automotive belt systems only have a width of 1.1–3.2 m, but a belt length up to 9.0 m.

MTS rolling road size comparisons (MTS artist impression)
The selected system consists of a 1-mm thick metal sheet running on large hardened steel rollers. Based on DNW operational usage and assuming there will be no accidents with respect to the belt, the expected lifetime is endless. A sophisticated suction/blowing system keeps the belt flat under large aerodynamic loading when testing aircraft in ground proximity. A boundary layer removal system and reinjection scoop complement the system. To prevent the belt from accidently being damaged during, e.g. wind tunnel model configuration changes, a protective mat is used to protect the belt against damage from dropped objects (FOD). Only simple periodic inspection of the belt edges and surface is to be conducted.
The development started with feasibility studies detailing potential benefits and making cost trade-offs for the control concept of the belt, the belt bed, the belt suction/blowing system and cooling system (see Fig. 4). These studies indicated that the required ground simulation improvements could not be realiszed with the existing system (multi-layered fabric belt). The potential benefits could only be realized by applying a metal belt system.

Metal belt system (MTS artist impression)
The MTS metal belt system uses advanced (proprietary) vacuum pre-loaded air bearing technology (with more than 750 NewWay air bearing units) for stable operation of the belt under load. A dedicated air compressor is used to supply pressurized dry air to the air bearings. The selected air compressor system delivers pressurized air up to a mass flow of about 2 kg/s at 10 bar with a dew point of – 30 °C. Two 55 kW vacuum pumps with a capacity of 72 m3/min complement the system.
The new metal belt system is much heavier than the old system with a fabric belt. In parallel to the system development, DNW, therefore, had to modify the modular wind tunnel test section, since the moving belt is interchangeable with the solid floor of the test section. Four additional spindles had to be installed in the solid floor and the floor rails, used to remove or install tha floor section, had to be strengthened. As the dimensions of the metal belt system are also slightly different from the existing system (increased length), a new boundary layer removal system was designed and manufactured.
The spindles and the rails of the DNW-LLF wind tunnel elevator, used to install the moving belt into the test section, also had to be strengthened to be able to carry the weight of the new system (see Fig. 5).

Improvement to the DNW elevator (yellow structure on RH side) and test section on LH side (MTS artist impression)
Furthermore a dedicated test preparation hall was constructed at DNW-LLF for storage, functional testing and test preparation of the new stand-alone system, equipped with all necessary supplies and a fully functional control room.
The Factory Acceptance Testing (FAT) of the new metal belt system took place in the first half of 2012 in a stepwise approach, allowing for minor malfunctions of the new system to be solved. During the first FAT the system was already capable of running at all required operational conditions, except for external (point) loading of the belt surface.
After successful completion of the FAT at the supplier’s premises (see Fig. 6), the system was disassembled and shipped to DNW-LLF for assembly and integration into the DNW infrastructure (second half of 2012).

Moving belt during acceptance testing at MTS
2.3 Commissioning
In February 2013, final commissioning at DNW-LLF started with successfully repeating all checks and tests as performed at the isolated system during the FAT at MTS.
The acceptance testing phase inside the DNW-LLF test section consisted of the following sequence of checks:
-
Wind-off: belt speed up to 80 m/s.
-
Wind-on: belt speed and tunnel speed up to 80 m/s.
-
Wind-on and belt point loading by blown nacelles (symmetrical and asymmetrical) above the belt: belt speed and tunnel speed up to 80 m/s.
The moving belt system typically will be used for testing take-off and landing conditions of an aircraft model in ground proximity. Aerodynamic loading of the moving belt system will originate from either the wing (induced velocity) and/or the engine simulation (exhaust flow) at large positive (nose pitch up) angles of attack. Because the latter is considered to generate the highest belt loadings during ground proximity testing, the aerodynamic point loading for acceptance test purposes was simulated by two blown nacelles (see Fig. 7) pointing to the belt (over-pressure 20 kPa, suction pressure − 1.5 kPa).

Point loading by blown nacelles
Since the new moving belt system performed completely according to specifications, the new moving belt was officially accepted by DNW after a critical inspection of all individual subsystems.
3 DNW-LLF flow quality with moving belt operational
Having completed the acceptance testing, the system was now ready for tuning and optimization of the scoop duct, test section downstream breather and flap settings, due to the moving belt hardware upgrade (especially the lower surface outside of the test section). The purpose of this optimization was to achieve a homogeneous static pressure distribution above the major part of the belt for the whole belt speed range.
Static pressures above the belt are measured with the flying pressure tube (see Fig. 8).

Boundary layer pressure rakes (left), flying pressure tube (right)
Extensive static pressure measurements at 500 mm above the moving belt at varying wind tunnel and belt speeds of 40, 60 and 70 m/s were conducted for an area of 10 m × 4 m. These measurements were taken by the so-called DNW flying pressure tube. The optimizations finally lead to a very homogeneous pressure distribution (|Cp| < 0.003) above the working area of the moving belt as is shown in Fig. 9.

Ground plane static pressure distribution (for speeds of 70, 60 and 40 m/sec—from top to bottom)
The boundary layer aft of the moving belt is measured with pressure rakes (see Fig. 8) mounted at the fixed downstream floor in the undisturbed pressure field (4 m behind tunnel centre) for various wind and belt speeds. The resulting boundary layer displacement thickness, as a function of belt speed at a wind speed of 40 m/s, is shown in Fig. 10. This result confirmed that the same belt speed as wind speed should be selected to obtain the minimum boundary layer displacement thickness. In this specific case (wind speed 40 m/sec), the displacement thickness for a belt speed of 40 m/sec is only 3 mm.

Boundary layer displacement thickness [in mm] at 40 m/sec wind speed as function of belt speed
4 Conclusions
DNW’s 6 m wide new moving belt system is the largest of its kind, operating at speeds up to 80 m per second. Even at maximum speed, the system’s moving belt is designed to remain flat to ensure simulation accuracy. The moving belt also exhibits exceptional reliability and durability, especially critical for withstanding the rigors of powered aircraft take-off simulations.
With the new system, DNW is able to offer its aerospace customers the most realistic simulations possible, as shown by the very flat homogenous pressure distribution. DNW is particularly satisfied with the system’s flatness and reliability, which enables its customers to simulate required test conditions with very high levels of precision and efficiency. Wind tunnel model can be positioned very close above the surface of the moving belt.
The first industrial test was performed in April 2013 and since then several DNW-LLF industrial customers have applied the moving belt system during low-speed testing as part of their development logic (see Fig. 11). The total equivalent runway length is more than 35.000 km (wind tunnel polar run time times moving belt speed).

Dassault falcon in DNW-LLF above moving belt
Notes
British Airways Boeing 747-400 departing Johannesburg (http://www.skybrary.aero/index.php/B744,_Johannesburg_South_Africa,_2009_(LOC_AW)), Europe Airpost Boeing 737-300 taking off from Montpelier (http://www.skybrary.aero/index.php/B733,_vicinity_Montpelier,_France_2011_(LOC_AW)), Air Cargo Carriers Shorts SD3-60 attempted to land at Oshawa (SH36 Oshawa ON Canada 2004), Gulfstream G650 undertaking a pre-type certification experimental test flight take off (G650 Roswell NM USA 2011).
References
Hurt, H. H. Jr.: Aerodynamics for Naval Aviators, U. S. Naval Air Systems Command, NAVAIR report #00-80T-80, Revised January (1965)
Anderson, John D.: Introduction to flight, Sixth Edition, McGraw Hill. ISBN-100073529397, ISBN-13: 978-0073529394 (2007)
Kuethe, A., Chow, C.-Y.: Foundations of aerodynamics, Fifth Edition, J. Wiley. ISBN-10: 0471129194, ISBN-13: 978-0471129196 (1997)
Hase, S. (Mitsubishi Heavy Industries): Ground effect investigation for two-dimensional airfoil, AAAI/DGLR/DNW Ground Simulation Symposium, 25 April (2013)
Carter, A.W.: Effects of ground proximity on the longitudinal aerodynamic characteristics of an unswept aspect-ratio-10 wing. NASA Technical Note TN D-5662 (1970)
Flaig, A.: (Airbus) AIAA 90-1427, Results of wind tunnel ground effect measurements on Airbus A320 using turbine power simulation and moving runnel floor techniques (1990)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Hermans, C., Hegen, S. DNW innovations in wind tunnel testing: new moving belt system for Large Low speed Facility. CEAS Aeronaut J 9, 283–290 (2018). https://doi.org/10.1007/s13272-018-0285-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13272-018-0285-4