
Abstract
In this study, a strong anionic resin was used to remove the chloride ion in the diethanolamine of sweetening unit of gas refinery. A laboratory pilot has been investigated as a resin-filled bed to evaluate the reaction temperature, chloride ion concentration, resin saturation, resin recovery rate, optimal reaction temperature, diethanolamine flow rate, hydrogen strength and resin performance in this work. The resin saturation time, capacity of resin, optimal reaction temperature and changes in chloride concentration of the output stream from resin were determined in this research. Finally, the optimal amount of water to regulate the pH of the resin and the optimal amount of 4% sodium hydroxide solution to recycle the resin were calculated. It was found that one liter of resin is able to absorb 20.77 g of chloride. The temperature of 50 °C was considered as the optimal temperature of ion exchange reaction by comparing the amount of caustic and water consumption for resin recovery and regulation of neutral acidity, respectively. In this study, the amount of 4 wt.% caustic and water at a temperature of 50 °C for recovery of 134 g of resin obtained was equal to 8.5 and 5 L, respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The presence of ionic compounds such as chloride in sweetening units causes many problems such as corrosion, foam formation and sediment deposition in the equipments (Ming et al. 2022). Undesirable elements in the fluid flow can be separated by using different membranes, significantly. The purification methods with ion exchange resins are used to remove these ions, usually. The anionic or cationic resins or a combination of both are selected depending on the type of diethanolamine solution contaminant ions (Bagmita et al. 2022). The use of amines to sweeten sour gas will lead to problems such as reduced amine yields during the sweetening process (Karolina et al. 2022). The presence of impurities in the amine causes foaming in the tower and causes a pressure drop, finally. The amine stream decomposes if the operating temperature of the tower is high and oxygen enters to the sweetening cycle (Macreadie Lauren et al. 2022). The strong salts anions such as chloride or sulfate react with the amine if these anions enter to the amine stream. In this case, compounds are formed that, unlike hydrogen sulfide and carbon dioxide, do not separate from the amine by heating (Liu Zhen et al. 2022). The formed compounds in the amine stream are resistant to high temperatures. These salts are called heat stable salts at high temperatures. The heat stable salt causes corrosion in the lines of the gas sweetening unit (Vijayalakshmi and Anupkumar, 2022). One of these ions is chloride ion, which both produces stable salts and increases corrosion in gas sweetening units. The allowable limit for chloride ion concentration has been determined in the standard rules. This value is set for carbon steel 200 mg/l and for stainless steel up to 50 mg/l (Huang Xuanjie et al. 2022). In most cases, the discharge rate of gas wells is increasing due to the fact that gas wells in different parts of the country have reached to the half-life and the reservoir has entered to a pressure drop period (Jie et al. 2022). The water stream with sour gas that enters to the sweetening units is saline. In some cases, the amount of chloride ion with gas will reach to about 80,000 mg/l (Tamang Aditya Moktan 2022). Therefore, the amount of chloride ions in the inlet gas to the sweetening units in the early stages of refining by separators is minimized. Several factors can affect the corrosion process in the sweetening unit. But, the most important are the concentration of acid gases, operating temperature, flow rate of amine, anion concentration of heat stable salts (Yiming et al. 2022). In other words, corrosion can be considered as a function of temperature, amine flow rate and anion concentration. Of course, the type of acid gas and the type of heat stable salt anions affect the corrosion rate (Junqiang et al. 2022). Also, heat stable salts are produced by the reaction of an amine with its contaminants as well as the reaction of an amine with acidic components in the gas other than hydrogen sulfide and carbon dioxide. These components include chloride, acetate, formate, oxalate, cyanide, thiocyanate and thiosulfate (Shangtao et al. 2022).
A laboratory pilot has been investigated as a resin-filled bed to evaluate the reaction temperature, chloride ion concentration, resin saturation and recovery rate, optimal reaction temperature and diethanolamine flow rate in this research.
Materials and method
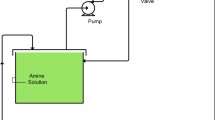
Preparation of solutions and resin bed
1. Preparation of a resin-filled bed with a volume of 200 ml and perform experiments to evaluate the capacity of the resin for absorption of chloride ions.
2. Preparation of 30 wt.% diethanolamine solution containing 1400 ppm of chloride to cross the resin bed.
3. Saturation of resin bed with 30 wt.% amine solution and containing 1400 ppm of chloride.
4. Preparation of 4 wt.% sodium hydroxide solution to regenerate the resin bed.
5. Preparation of ultra-pure water solution to regenerate the resin bed.
6. Amine, caustic and water pass through the resin bed at temperatures of 40 °C, 50 °C and 60 °C and a flow rate of 20 ml/min.
Stability of resin (M-500)
This resin is made in England by Lewatit Company. This is an anion exchange gel resin with particle size based on styrene–divinylbenzene copolymer. This resin is up to 80% recyclable and is used for ion purification operations. Also, the compatibility of resin particles has created high chemical and osmotic stability. Table 1 presents the main specifications of the resin. The functional group of this resin is type M type 1. Also, the matrix of this resin is cross-linked polystyrene type. The structure and appearance of this resin are gel type and light brown, respectively.
In addition, Table 2 presents the physical and chemical properties of the resin.
Apparatus
The IP thermometer with very high accuracy has been used to measure the temperature of the solutions. This thermometer is made in Germany. An analytical balance device made by Sartorius Company with an accuracy of 0.0001 g (model ME614S) was used to weigh different materials. A pH meter (model pH lab 827) made by Metrohm Company, Switzerland, was used to measure the acidity of the solutions. In addition, a stirrer (model: IKA RH basic 2) made in Germany was used to mixing the solution. Also, a magnetic stirrer hotplate mixer made in Ukraine was used to heat the solutions. In addition, a potentiometer device made by Metrohm Company in Switzerland was used to measure the amount of chloride.
Method of measuring of chloride in diethanolamine solution
The 50 ml of diethanolamine is poured to the beaker by pipette. Then, remove 50 ml of distilled water by a pipette and add to the beaker. Then, 40 ml of (1:1) nitric acid is removed by pipette and added to the beaker. Place the beaker on the heater until hydrogen sulfide gas is released. Remove the beaker from the heater to cool after ensuring that hydrogen sulfide gas escapes from the beaker. The computer and potentiometer are turned on in the next step. Remove the graduated cylinder containing the silver nitrate titrant and place it on the potentiometer. In this step, make sure the silver nitrate tank is full. In the next step, the cooled beaker is removed, a magnet is placed inside it and it is placed on the mixer. Then, the output electrode wire of the mixer is connected to the Ag/AgCl electrode. Then, the start and continue icons on the computer are selected. Finally, the amount of chloride in milligrams per liter is shown after titration.
Results and Discussion
In this section, the laboratory results of the saturation and recovery of the resin are investigated.
Saturation step of anionic resin at 40 °C to calculate saturation time
At first, heat the diethanolamine solution containing 1400 ppm of chloride ion to a temperature of 40 °C for saturation of the resin. Then amount of chloride in the output ethanolamine from the resin is measured after passing 100 ml of amine through the resin. The flow rate of amine is 20 ml/min. These steps continue until the concentration of the chloride ion in the diethanolamine stream leaving the resin is equal to the concentration of the diethanolamine ion chloride entering the resin. In this case, it can be concluded that the resin bed is saturated. The result of resin saturation at 40 °C for calculation of the saturation time is given in Table 3.
Table 3 shows that the resin is saturated after passing 3000 ml of diethanolamine solution at 40 °C. The saturation time of the resin at 40 °C can now be calculated as follows:
Calculation of anionic resin (M-500) capacity at 40 °C
According to the formula provided in the literatures (Waly Ahmed et al. 2022) for calculation of the resin capacity is done as follows:
In this study, 134 g of resin was used. So, it can be concluded that:
It should be noted that the cross-bed flow rate is \(0.02\left( {\frac{{{\text{Lit}}}}{{{\text{min}}}} } \right)\). Consider that the 30% amine density is \(1.020\left( {\frac{{{\text{Kg}}}}{{{\text{Lit}}}} } \right)\) and the mass flow rate of the amine passing through the resin will be \(0.0204\left( {\frac{{{\text{Kg}}}}{{{\text{min}}}} } \right)\). So, \({\text{m}}_{{{\text{cl}}}}\) is equal to:
Now, the resin capacity can be calculated at 40 °C according to the following formula:
After calculating the resin capacity at 40 °C, it was found that one liter of resin can absorb 20.77 g of chloride.
Investigation of passage of 4% caustic solution for recovery of anionic resin at 40 °C
At this stage, the recovery rate of the resin is treated using a 4% caustic solution. The resin can be recovered by passing a 4% caustic solution by the diethanolamine solution. All of the steps of resin recovery test are the same as resin saturation steps. First, heat the caustic solution until it reaches to a temperature of 40 °C. In the next step, the caustic solution is passed through the bed with a flow rate of 20 ml/min. The measuring of chloride ion is performed after passing 100 ml of caustic solution through the resin bed. This operation continues until the concentration of chloride ion in the caustic solution leaving the resin reaches zero or very low. It can be concluded that the resin is recovered. In this state, the resin bed is free of any chloride ion impurities. The results of the resin reduction step at 40 °C are given in Table 4.
Table 4 shows that the resin bed will be recovered after passing 9500 ml of 4% caustic solution at a temperature of 40 °C.
Investigating the passage of distilled water for elimination of the alkalinity of the resin at a temperature of 40 °C
The resin becomes alkaline since the pH of the solution of diethanolamine and 4% caustic is in the alkaline range. The alkalinity of the resin must be eliminated for recovery at 50 °C and 60 °C, respectively. Therefore, distilled water with pH = 7 has been used to neutralize the alkalinity of the resin. The following steps must be performed to remove the alkalinity of the resin by distilled water: At the first, heat the distilled water until it reaches to a temperature of 40 °C. Then, the 20 ml/min of distilled water is passed through the resin. The pH test should be performed after passing 100 ml of distilled water through the resin. This process continues until the pH of the distilled water passing through the resin reaches to 7. In this case, the alkalinity of the resin is lost and the pH of the resin bed has reached to the neutral range. The results of distilled water passage from resin in order to eliminate the alkalinity of the resin at 40 °C are given in Table 5.
The results of Table 5 show that the alkalinity of the resin will disappear after passing 5500 ml of distilled water at 40 °C.
Saturation test of anionic resin at 50 °C for calculation of saturation time
All of the stages of resin saturation at 50 °C are the same as resin saturation steps at 40 °C. The difference is that the temperature of the diethanolamine solution must be 50 °C. The experimental results showed that the resin was saturated after passing 3000 ml of diethanolamine solution at 50 °C. Therefore, the calculation of saturation time and resin capacity at 50 °C will be the same as at 40 °C.
Investigation of passage of 4% caustic solution for recovery of anionic resin at 50 °C
All of the steps of resin recovery at 50 °C are the same as resin recovery steps at 40 °C. The difference is that the 4% caustic solution must be heated to a temperature of 50 °C. The experimental results showed that the resin will be recovered after passing 8500 ml of caustic solution at a temperature of 50 °C.
Investigation of distilled water passage to eliminate the alkalinity of the resin at a temperature of 50 °C
All of the steps of removing of the resin alkalinity at 50 °C are the same as the steps at 40 °C. The difference is that the temperature of distilled water should be 50 °C. The experimental results showed that the alkalinity of the resin will disappear after passing 5000 ml of distilled water at a temperature of 50 °C.
Saturation study of anionic resin at 60 °C for calculation of saturation time
All of the stages of resin saturation at 60 °C are the same as resin saturation steps at 40 °C. The difference is that the temperature of the diethanolamine solution must be 60 °C. The experimental results showed that the resin was saturated after passing 3000 ml of diethanolamine solution at 60 °C.
Investigation of caustic solution passage for recovery of anionic resin at 60 °C
All of the steps of resin recovery at 60 °C are the same as resin recovery steps at 40 °C. The experimental results showed that the resin will be recovered after passing 10,000 ml of 4% caustic solution at a temperature of 60 °C.
Investigation of distilled water passage to eliminate the alkalinity of resin at a temperature of 60 °C
The experimental results showed that the alkalinity of the resin will disappear after passing 7000 ml of distilled water at a temperature of 60 °C. Table 6 shows the results of resin saturation, recovery and elimination of alkalinity of the resin at temperatures of 40, 50 and 60 °C, respectively. Laboratory results show that resin recovery is necessary in times longer than 150 min.
Table 6 shows that a temperature of 50 °C is better than other temperatures because the amount of used caustic for recovery of the resin is 8.5 lit and the amount of used distilled water to eliminate the alkalinity of the resin is 5 lit at this temperature. Therefore, a temperature of 50 °C was introduced as the optimal temperature.
Laboratory results show that the use of resin at a temperature of 50 °C compared to 40 and 60° C reduces water by 10 and 40%, respectively. Also, if the operating temperature is equal to the optimum temperature of 50 °C, the consumption of caustic will be about 11.8% and 7.17% less than 40 and 60 °C, respectively. Table 7 shows this.
Figure 1 shows the concentration of chloride leaving the resin bed in terms of the volume of consumed amine at temperatures of 40 °C, 50 °C and 60 °C, respectively.

Concentration of chloride leaving the resin bed versus volume of passing amine
Figure 2 shows the recovery steps and the removal of the alkalinity of the resin versus caustic and distilled water consumption at temperatures of 40 °C, 50 °C and 60 °C, respectively.

Effect of temperature on the amount of used caustic for resin recovery
Figure 3 shows the volume of caustic passing through the resin versus chloride concentration leaving the resin at temperatures of 40 °C, 50 °C and 60 °C.

Caustic volume passing through the resin versus chloride concentration leaving the resin bed
Figure 4 shows the saturation time of the resin in terms of changes in chloride concentration at temperatures of 40 °C, 50 °C and 60 °C, respectively. Laboratory results show that the change in chloride concentration is almost constant for about 80 min. Also, the chloride concentration decreases slightly after this time to about 105 min. The results of this study show that changes in chloride concentration over a period of more than 105 min decrease at a relatively sharp rate. This may be due to more use of the resin bed at higher times.

Resin bed saturation time in terms of chloride concentration changes
Conclusions
The results show that the volume of amine passing through the resin is 15 times the volume of used resin, approximately. In this case, the amount of chloride ion leaving the resin bed does not exceed the allowable range of 30 to 50 mg/l. According to the experimental results, the saturation time of the resin is equal to 150 min if the amine is passed. Therefore, the resin will not be able to purify the amine if the amine stream is passed after this time. So, it is necessary to recovery the resin. Laboratory results show that the use of resin at a temperature of 50 °C compared to temperatures of 40 °C and 60 °C reduces the amount of water and caustic consumption to an acceptable level. Therefore, a temperature of 50 °C is introduced as the optimal temperature. The laboratory results and theoretical calculations regarding the capacity and saturation time of the resin showed that one liter of resin will be able to absorb 20.77 g of chloride to reach the saturation point. The experiments showed that 8500 ml of 4% caustic at a temperature of 50 °C and a flow rate of 20 ml/min will be able to regenerate the 200 ml of the resin, completely. In this case, the amount of chloride in sodium hydroxide leaving the resin bed will reach to about 30 mg/l.
Data availability
From A to Z, this research has been done at my own expense and my own laboratory and personal equipment (Farshad Farahbod).
References
Bagmita B, Shashank M, Nayanmoni G (2022) Accessing cationic zirconium phosphonate nanosheets for anion exchange applications. Inorg Chim Acta 531(1):120706
Jie T, Li Beibei Qu, Ruijuan ZD, Cheng S, Zunyao W, Feng Z (2022) Influence of anions on ozonation of bisphenol AF: Kinetics, reaction pathways, and toxicity assessment. Chemosphere 286(3):131864
Junqiang Y, Tai Wenya Wu, Fei SK, Jia Tianyi Su, Yin LT, Pavle M, Xiaolin H, Ximeng C (2022) Enhanced removal of radioactive iodine anions from wastewater using modified bentonite: experimental and theoretical study. Chemosphere 292:133401
Karolina R, Jakub M, Mateusz M (2022) Mg/Al and Mg/Fe layered double hydroxides derived from magnesite and chemicals: the effect of adsorbent features and anions chemistry on their removal efficiency. J Clean Prod 332(15):130084
Macreadie LK, Gilchrist AM, McNaughton DA, Ryder WG, Fares M, Gale PA (2022) Progress in anion receptor chemistry. Chem 8(1):46–118
Ming Z, Siyu H, Li Yang Hu, Siwei YP (2022) Swelling characterization of ionic responsive superabsorbent resin containing carboxylate sodium groups. React Funct Polym 170:105144
Shangtao L, Rebecca M, Qingguo H, Rachael C, Yaye W, Steven W, Hunter A (2022) Field demonstration of coupling ion-exchange resin with electrochemical oxidation for enhanced treatment of per- and polyfluoroalkyl substances (PFAS) in groundwater. Chem Eng J Adv 9(15):100216
Tamang AM, Singh N, Chandraker SK, Ghosh MK (2022) Solvent impregnated resin a potential alternative material for separation dyes, metal and phenolic compounds: a review. Curr Res Green Sust Chem 5:100232
Vijayalakshmi T, Anupkumar B (2022) Crosslinked poly(ionic liquid)s as selective receptors for Cr(VI) – Counter anion effect and application in treating drinking water and tannery effluents. Chemosphere 286(3):131922
Waly Ahmed I, Khedr Maaly A, Ali Hanaa M, Ahmed Islam M (2022) Application of amino-functionalized cellulose-poly(glycidyl methacrylate) graft copolymer (AM-Cell-g-PGMA)adsorbent for dyes removal from wastewater. Cleaner Eng Technol 6:100374
Xuanjie H, Lei H, Babu ASR, Jia Y, Qian Li, Jinfeng T, Kuilin W, Hongguo Z, Tangfu X, Minhua S (2022) Research progress of metal organic frameworks and their derivatives for adsorption of anions in water: a review. Environ Res 204:112381
Li Yiming, Yang Zhongzhu, Yang Kaihua, Wei Jingjing, Li Zihao, Ma Chi, Yang Xu, Wang Tantan, Zeng Guangming, Yu Guanlong, Yu Zhigang, Zhang Chang, (2022) Removal of chloride from water and wastewater: removal mechanisms and recent trends, Science of The Total Environment, Available online 18, 153174, In Press, Journal Pre-proof.
Zhen L, Morgan S, Papineau Isabelle M, Kim L, Mohseni Madjid R, Pierre B, Sébastien S, Benoit B (2022) Elucidating the removal of organic micropollutants on biological ion exchange resins. Sci Total Environ 808(20):152137
Funding
No funds have been received from this body or organization or country to conduct this research.
Author information
Authors and Affiliations
Contributions
I am the only author of this research and I have done all the work alone up to this point.
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Consent to participate
I am the only author of this research and I have done all the work alone up to this point. If I have to use other people's knowledge during the revision process, I can act freely in all cases.
Consent to publish
Not applicable.
Ethical Approval
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Farahbod, F. Laboratory evaluation of operating conditions for chloride removal from diethanolamine using ion exchange resin and introduction of optimal parameters. Appl Water Sci 12, 229 (2022). https://doi.org/10.1007/s13201-022-01752-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13201-022-01752-x