
Abstract
Synthetic packaging has excellent performance, but most of them becomes a waste after their use and thus, poses serious concerns to the environment and consumer health. Considering current circumstances, the demand for sustainable packaging that is either recyclable or biodegradable if discarded has increased tremendously in last few years. Cellulose nanofibril (CNF) films are emerging as a sustainable packaging; however, their high energy consumption associated with the production of fibres and reduced properties on recycling are serious concerns. The aim of this study is to assess the recycling characteristics of spray deposited CNF films. For this purpose, the CNFs were recycled at different revolutions (75 × 103 to 999 × 103) in a laboratory disintegrator, followed by screening and their physical, barrier and environmental characteristics were evaluated. Results showed that recycled CNF films at 300 × 103 revolutions had identical barrier performance as compared with the non-recycled films. Additionally, the films after first recycling have maintained their mechanical properties without compromising their dimensional stability. However, the mechanical performance and transmittance of these films after the 2nd recycling have slightly reduced due to the agglomeration of the fibres as affirmed by the SEM images. The CNF films showed slightly higher environmental impact in terms of their embodied energies than conventional packaging; however, these impacts are expected to be lower on possibly further recycling of these films. The ease of recycling of these films without compromising the dimensional stability is an excellent route to contribute towards global sustainability.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Statement of Novelty
Synthetic packaging poses serious environmental concerns via generating a significant amount of waste. Biomass derived cellulose nanofibril (CNF) based films are emerging as sustainable packaging as they are renewable, reprocessable, and biodegradable; however, one of the main concerns is their limited properties on recycling. The published studies report that these films have shown significant reduction in properties on recycling and the dimensional stability was not guaranteed. For this purpose, the CNF suspensions were subjected to sieving followed by disintegrating at higher revolutions (< 150 K), spraying and heat drying respectively. The resultant films were easily recyclable while the properties and dimensional stability didn’t compromise considerably.
Introduction
Owing to the transition of natural polymers to synthetic polymers in the last century, the use of plastics has increased substantially and now considered as an indispensable part of our lives [1]. Plastic is the first choice as packaging material owing to their exceptional characteristics such as durability, resistance to erosion, low cost and ease of processing [2]. According to one estimate by United Nations, the produced synthetic packaging was around 299 million tons in 2013, but only 43% was recycled or incinerated [3, 4]. However, due to the extremely extended durability, this material persists in the environment as plastic waste. According to one estimate, around 25 million tons of packaging waste is accumulating in the environment each year and resulting in water, air, and soil pollution [5]. Considering the recycling of plastic, different synthetic polymers result in reduction in properties and quality of the recycled material [6]. Additionally, chemical constituents from packaging could possibly cause food contamination and consequently poses risk to human health and aquatic environment. Due to these concerns with synthetic plastic produced from petrochemicals, there is a significant interest in transferring to biomass feedstock to produce plant-based packaging [7].
In this regard, substituting the synthetic plastic with biobased polymers made from renewable natural resources has widespread acceptance. These plant-based polymers can be used as biodegradable and sustainable packaging [8, 9]; however, unfortunately few of the characteristics such as mechanical and barrier properties of biopolymers are somehow limited in comparison with petrochemical-based synthetic plastic [10]. Additionally, the production and energy costs for most biopolymers are considerably high and thus limiting their commercialization [11]. Producing laminates with a combination of biopolymer and synthetic polymers could result in a product with improved barrier performance; however, limiting the recyclability and biodegradability of the material [12].
One class of biopolymers is cellulose, regarded as one of the most abundant organic polymers on earth. Packaging materials based on cellulose are biodegradable, renewable, and recyclable but have poor moisture and oxygen barrier properties. Cellulose can be fibrillated into nanocellulose that possess several distinguishing features such as high surface to volume ratio and strength, reasonable moisture, and excellent oxygen barrier performance [13, 14]. Nanocellulose can be categorized into three main types namely CNF, nanocrystalline cellulose and bacterial cellulose [15]. However, among all these cellulose nanomaterial’s types, only CNFs could be produced at a competitive cost as compared with the synthetic polymers [16]. The CNFs can easily be transformed into films and these exhibit translucency, strength, and reasonable oxygen barrier characteristics [10, 17,18,19]. CNF films can be produced on a laboratory scale either by casting or vacuum filtration [20]. The casting process suffers major limitations such as lacking dimensional stability and requiring a large timeframe for production of CNF films [21]. The later process i.e. vacuum filtration has certain advantages such as producing a strong and uniform films; however, separating the films from the filter paper is a tedious work [22]. Recently, spray deposition has emerged as a prospective alternative to conventional methods owing to rapidity and simplicity of the process [20, 23]. This process works by spraying the NC suspension onto a base surface (templates, stainless steel plates etc.), while the magnitude of coating can be controlled either by suspension concentration or via the velocity of the conveyor [10].
CNFs have many applications but one of the major limitations is the high-energy consumption, mainly associated with their treatment process. The CNFs require up to 25,000–75,000 kWh/tons to fibrillate the cellulose via mechanical treatment [24]. Pre-treatment methods (enzymatic hydrolysis and TEMPO-mediated oxidation etc.) can reduce these emissions to a significant extent, but all have several limitations such as corrosiveness, toxicity, and cost [25, 26]. The huge energy emissions can be significantly reduced by a number of ways such as employing alternative processes that are energy-efficient, recycling the films and by integrating NC with environmentally friendly materials and forming composites [27]. Recycling the films is regarded as the most viable solution to overcome the energy emissions associated with the production of CNFs; however, detailed research on this area is yet to be investigated. Shanmugam et al. sprayed NC suspension and recycled the resultant films via vacuum filtration and investigated that the recycled films retained 70% of their strength, while the moisture barrier performance reduced to almost half as compared with the non-recycled films [10]. Additionally, two different processes were used to conduct the recycling of the films limiting the feasibility of comparing the properties of the resultant films. The focus of the research was to prove the concept that NC films could be recycled, while no attempt was made to further improving the properties of recycled films. Similarly, there are reports available with successful recycling of CNF films, but no data is presented regarding their mechanical and barrier properties [28]. In one study, cellulose nanocrystals were extracted from the waste denim fabrics and the resultant composites produced via recycled fibres showed excellent mechanical properties. However, there is a huge energy consumption associated with the production of fibres and resultant composites, and thus limiting the implementation of this process for a large-scale production [29].
Considering the CNF-based composites, recently, Liu et al. produced the CNF reinforced poly viny alcohol films, and they showed excellent mechanical and barrier properties prior to recycling. However, when these films were subjected to recycling, the mechanical properties were reduced to approximately half, while the authors did not report any data regarding their barrier performance [30]. Similarly, Lei et al. produced the cellulose bioplastic films composed of chemically and physically dual-crosslinked carboxymethylated cellulose fibres and found that the resultant films has slightly reduced mechanical properties, while the barrier properties of the recycled films were not reported [31]. Additionally, few other studies also reported the recycling of CNF composites but did not investigate the mechanical and barrier properties of the resultant films [32,33,34,35].
As observed, most of the studies available in the literature were mainly focussed on the recycling of nanocellulose and CNF films, but no research was conducted to determine the barrier properties of the recycled films, which is considered as an important property for food packaging. The determination of moisture barrier properties for nanocellulose films is a critical parameter considering the hydrophilic nature of cellulose. Moreover, no attempts were made to further improve the recycling characteristics of the films in the available literature to date. Additionally, the environmental impacts of the processes used in recycling of nanocellulose films has not been reported yet. To our best of knowledge, no research has been conducted to produce recycled films using a continuous process with considerations of dimensional stability. Reducing the environmental impacts of the CNF films via recycling could be a huge step forward for their future use in different applications.
The main aim of this study is to evaluate the recyclability of CNF films via spray deposition with the consideration of their dimensional stability. The study also considers other important properties and the embodied energy during the recycling. The non-recycled films were subjected to disintegration, followed by sieving, spraying, and drying to produce recycled CNF films, and their mechanical and barrier properties were determined and compared with the non-recycled films. The results here will provide a building block for large-scale production of easily reprocessable, and fully recyclable CNF films. Finally, the embodied energy of the CNF films was also conducted, and results were compared with the conventional packaging materials.
Materials and Methods
Film Preparation
Nanocellulose has been routinely named in the literature by different terminologies. Commonly reported terminologies for this material are cellulose micro-fibrils, cellulose nano-fibrils, micro fibrillated cellulose and nano-fibrillated cellulose etc. [20]. However, we are using fibrous nanocellulose or cellulose nanofibrils (CNFs) for this research study. CNFs having KY-100S grade, and 25 wt% solid content was purchased from DAICEL Chemical Industries Limited (Japan). This type of cellulose fibre is produced from very refined and pure form of fibre-based raw materials. The fibres are untangled into tens of thousands of strands, while their thickness is refined to between several μm and 0.01 μm. Additionally, these fibres are refined by physical processing only without the use of chemical treatment. It is speculated that the procured fibres were obtained from cotton source and treated by high pressure homogenization [36, 37]. The commercial grade CNFs has a calculated mean diameter of ≈ 73 nm [38], while its suspension showed a zeta potential value of approximately − 22.3 mV [39]. Additionally, the calculated crystallinity index of this material was about 78%, while these fibres has an average aspect ratio in the range of 142 ± 28 [14]. The CNFs was added to water (1.5 wt% solid content) and form a suspension (pH 7.3) via disintegrating for 15,000 revolutions at 3000 rpm in a 0.5 kW Messmer disintegrator Model MK III C (Netherlands). CNF suspension was then sprayed using a spray system [14, 20], constituting of a Wagner airless Model number 117 spray pump (Australia), Wagner 317 nozzle, and a Schroder custom conveyor (Australia) having dimensions of 3198 mm × 728 mm × 839 mm. The sprayed wet films were collected onto circular stainless-steel plates and carried away by a moving conveyor belt. The circular stainless-steel plates had a diameter of 160 mm, while the distance of the nozzle tip from these plates was around 30 cm. The speed of conveyor belt was set at 0.65 cm/s while the spray nozzle had an orifice of 0.38 mm. The sprayed plates were then finally transferred to an oven (S.E.M Equipment, Australia) for drying at 50 °C for 4 h [40] and peeled off manually from the plates.
After drying, the non-recycled CNF films were recycled in accordance with the TAPPI standard T205 SP-02. The non-recycled CNF films were torn into pieces with approximate dimensions of 1 cm × 1 cm and soaked in water (1.5 wt% solid content) for at least 1 day. The soaked films were then disintegrated for different number of revolutions (75 × 103, 150 × 103, 300 × 103, 600 × 103 and 999 × 103) at 3000 rpm in a same disintegrator as mentioned above. The suspensions were then screened using a 1 mm mesh screen to remove any large chunks in order to avoid blockage in the spraying system. The percentage of fibres retained on top of screen was approximately 1.8% for samples recycled at lower revolutions (75 × 103), while it reduced to 0.4% for 999 × 103 revolutions. After screening, the suspensions were sprayed using the same procedure as mentioned above and finally the wet recycled films obtained on stainless steel plates were transferred to an oven and dried at 50 °C for 4 h. After first recycling, the same number of revolutions of a disintegrator and similar method as mentioned for first recycling is repeated to produce CNF films for 2nd recycling i.e., 75 × 103 films produced via 1st recycling will be recycled at 75 × 103 in 2nd time recycling and so on.
Testing Procedure
Basis Weight and Thickness
Dividing the weight to surface area of the films gives basis weight. The films were oven-dried at 105 °C for 4 h to remove any traces of moisture prior to basis weight determination. The thickness of the films was measured using a Lorentzen & Wettre AB (Sweden) Thickness Tester following the Australian/New Zealand standard method 426 [41].
Mechanical Properties
The mechanical properties of the non-recycled and recycled films were determined by means of their tensile index values. Tensile index, which is normalized by sheet basis weight, was chosen to report the mechanical properties rather than tensile strength, which is normalized by sheet cross-sectional area. This avoids the problem of defining the thickness of nanocellulose films, which have rough, compressible surfaces. Additionally, for ease of comparison, mechanical properties in terms of tensile index are reported in this work. The films were cut into strips having dimensions of 100 mm × 15 mm and tested via an Instron universal testing machine (Model 5566, USA). The test was carried out in accordance with the ASTM D 882-02, while the conditions were kept at 23 °C and 50% relative humidity (RH) [42]. The tensile index of the films was then calculated using the following equation:
where T′ and R represents the tensile strength (kN/m) and basis weight (g/m2).
Moisture Barrier Characteristics
Moisture barrier performance of the non-recycled and recycled films were determined as water vapour permeability (WVP) following the ASTM E96/E96M-05 [43]. At first, the films were cut into circles (76 mm diameter) and dried at 105 °C for 4 h to ensure complete moisture removal. The five non-corroding cups were used for each sample, while three of them were filled with anhydrous calcium chloride (≈ 40 g) and the remaining two kept as blank. The open side of the cups were then sealed with circular films and forming an airtight assembly. Each assembly was weighed before transferring to a humidity control chamber set at 23 °C and 50% RH. The weight of assemblies was recorded at regular time intervals and the water vapour transmission rate (WVTR) can be calculated using the slope of line between weight and time. Lastly, the WVTR can be normalized with the thickness of the films to calculate the water vapour permeability (WVP). The WVP of all the films can be calculated using the following equations:
where \(\frac{\mathrm{G}}{\mathrm{t}}\) is the slope of a straight line (g/h), while A refers to the surface area of the films (m2). The WVTR can be converted to WVP (g/Pa s m) of the films by using the following equation:
where S refers to the saturation vapor pressure per mm Hg (1.333 × 102 Pa) at the tested temperature, R1 and R2 represent the relative humidities of the source and the vapor sink, expressed as a fraction.
Characterizations
The microscopic morphology of all non-recycled and recycled CNF films was determined using scanning electron microscopy (Magellan FEGSEM 400, FEI, USA) at an accelerating voltage of 5 kV and the magnifications ranging from ×10,000 to ×80,000. The optimized samples were also diluted to a 0.001 wt% suspension concentration and a single drop of each sample was completely dried on a silicon chip. The samples were then iridium coated and observed under a Magellan FEGSEM 400, FEI, USA operating at a 3.0 kV spot size and 6.3 pA current. The macroscopic morphology of the films was also determined via an optical profilometer (OLS5000, Olympus, Japan) with a 5× objective.
Additionally, the sedimentation method by Varanasi et al. for the estimation of CNFs aspect ratio was used in this study [38]. In brief, after disintegrating CNF suspensions, approximately 250 g of samples were prepared, while gradually decreasing the fibre concentrations (0.1–0.01 wt%). The height of suspensions (H0) at the start were recorded in the measuring cylinders, while the final height of the sediments (Hs) in were recorded after 3 days. Finally, a graph was plotted between the initial solid concentration and the relative sediment height (Hs/H0). The gel point of the suspensions can then be determined by using linear coefficient of the quadratic fit from which the aspect ratios of non-recycled and 1st and 2nd recycled suspensions at 300 K were calculated via the effective medium theory following the method published by Varanasi et al. [38].
The effects of recycling on the optical properties were determined by transmission spectra of the non-recycled and recycled CNF films using an Agilent Cary 60 UV–Vis Spectrophotometer in the wavelength range of 200–700 nm.
Embodied Energy
The embodied energies of the CNF films were evaluated and compared with the conventional packaging material (PET) in order to certify the environmental viability of this product. As CNFs are still in developing stages; hence, many uncertainties are associated with their technical system. Assessing the life cycle assessment of relatively new materials is quite a challenging task due to number of reasons such as limited or no data availability, unavailability of comparable existing materials or system and factors effecting the scale-up etc. [44]. The information used in this study for the calculations of embodied energy values in producing non-recycled and recycled CNF films was attained from existing sources. The main information was acquired from the Ecoinvent database [45] (version 3.6), while the publications from Nadeem et al. [16, 40] and Arviddson et al. [46] were the other useful sources used in conducting the life cycle assessment of CNF films. The data for embodied energy values for a PET film was obtained from a published report at Cambridge University [47]. Cradle-to-gate analysis was conducted to evaluate the embodied energy values of the CNF films and the assumptions used in this study are enlisted in Table 1.
Results and Discussion
Production
Basis Weight and Thickness
A batch of 80 CNF films were sprayed via a spray system each time and 25 of these films at random were tested for basis weight and thickness. The optimized speed of the conveyor (0.65 cm/s) and pressure of the pump (1500 psi) were set to produce 60 g/m2 non-recycled films, while the same settings were used for subsequent recycled samples. Figure 1a represents the average basis weight and thickness of non-recycled and recycled CNF films. As can been seen, the average basis weight of non-recycled and 1st time recycled CNF films was approximately 60 ± 3 g/m2, while its average thickness varied between 101.5 ± 9.5 µm. Additionally, the basis weight of the films was also found to be directly proportional to the thickness of the films. The effect of 2nd time reprocessing of the fibres can be clearly observed in terms of decreasing basis weight and thickness of the films (Fig. 1a). The disintegration to produce 2nd time recycled films has changed the flow characteristics, resulting in a low basis weight. The average basis weight and thickness of 2nd time recycled CNF films was approximately 53 ± 2.5 g/m2 and 86.5 ± 8.5 µm respectively. The reduced basis weight and thickness for the 2nd time recycled CNF films was due to the removal of large aggregates (remained unbroken in a disintegrator) during the sieving process. The sieving process has reduced the overall solid contents for 2nd recycling and consequently decreasing their basis weight (≈ 13%) and thickness (≈ 15%) as compared with the non-recycled and 1st recycled CNF films respectively. The change in density with varying number of revolutions for 1st and 2nd time recycling of CNF films is shown in Fig. 1b. The density of non-recycled and 1st time recycled CNF films were higher, owing to the less compact structure formed after 2nd recycling of fibres [10]. The formation of larger aggregates in the CNFs network might have reduced the compactness of the fibres network, thus, decreasing the density of recycled CNF films. Nevertheless, the drying and fibre hornification of recycled CNFs might have reduced the swelling capacity, that resulted in conformability of the recycled fibres and therefore, reducing the recycled films’ density [10].

Effect of recycling on the basis weight, thickness, and density of CNF films. a No. of revolutions vs basis weigh & thickness, b No. of revolutions vs density
Characterization
Morphology
The impact of recycling the CNFs on the formation of CNF films was determined by means of morphological changes via scanning electron microscopy (SEM) and the results are displayed in Fig. 2. As illustrated in Fig. 2, the non-recycled CNF films dried at 50 °C possesses fibres compacted in the matrix, formed by the combining of fibres [40]. The recycled films retained their morphology without any significant damage to the fibres. For the first recycling, slight agglomeration of the fibres in CNF films has not been fully broken down at lower levels of disintegration (75 × 103, 150 × 103) resulting in the formation of small flakes. This might result in reduced mechanical and moisture barrier properties of these films. No agglomeration of the fibres was observed when the number of revolutions increased to 300 × 103 or more, indicating that the levels of disintegration were sufficient to breakdown the flakes (Fig. 2). The second recycling of CNF films followed the similar trend to first recycling as seen in Fig. 2. Additional SEM images of both non-recycled and recycled films (10×) are included in the supplementary information.

Morphological characteristics of non-recycled and recycled CNF films at a 75 × 103, b 150 × 103, c 300 × 103, d 600 × 103, e 999 × 103
Surface Roughness
Figure 3 shows the optical profilometry images of the smooth side of non-recycled and recycled films, while the surface roughness results for all the films are illustrated in Fig. 4. There were no signs of shrinkage in the majority of the films (either non-recycled or after 1st and 2nd recycling) as 50 °C was considered as a suitable temperature for drying [40]. Additionally, all films were quite similar in physical appearance; hence, these facts guarantee the dimensional stability of these CNF films.

Optical profilometry images of non-recycled and recycled CNF films (K = 103)

Average areal roughness for non-recycled and recycled CNF films
As Fig. 4 illustrates, the average areal roughness (Sa) of non-recycled CNF films was approximately 817 nm at an inspection area of 2.5 mm. When the films were recycled for the first time, the average Sa values of the films increased to 1303 nm and 1129 nm for 75 × 103 and 150 × 103 samples. These results are consistent with their being some agglomeration of the fibres that is translating through into an increase in the surface roughness. Increasing the disintegration time (300 × 103) has reduced the average Sa of the CNF films to a significant extent (986 nm). However, the average Sa for 300 × 103 samples was approximately 25% higher as compared with the non-recycled CNF films. Additionally, further increasing the levels of disintegration did not change the Sa values considerably (Fig. 4).
The same pattern was observed for surface roughness when the films were recycled for second time; however, these CNF films showed higher average Sa values as compared with the 1st time recycling. The agglomeration of the CNFs enhanced the surface roughness of the films from one cycle to another. However, these effects are not seen in the WVP, but are seen somewhat in the tensile strength values.
Properties
Moisture Barrier Characteristics
Moisture barrier performance of the films are determined in terms of WVP. The WVP values of non-recycled, one- and two-times recycled CNF films at different levels of disintegrations were determined and the results are shown in Fig. 5. The average WVP values for non-recycled films were approximately 1.5 × 10−10 g/Pa s m, which are quite close to the values reported in the literature [27, 40]. However, when the films were subjected to recycling, a quite interesting trend was observed. The WVP of the CNF films increased to approximately 50–60%, when disintegrated at 75 × 103 and 150 × 103 respectively. This might be due to the reason that these number of revolutions were insufficient to breakdown the agglomerates into separated nanofibers. This finding is in accordance with the results achieved by Shanmugam et al., where the barrier performance of the recycled CNF films has reduced to approximately half [10]. Agglomerates would reduce the total surface area available for bonding and might create larger pores. These factors limited the non-uniformity and compactness of the fibril network, while increasing the size of both the surface and bulk pores and consequently elevating water vapour permeability [10].

WVP of non-recycled and recycled CNF films
Increasing the number of disintegrations for recycled films beyond 150 × 103 has reduced the WVP to a significant extent (Fig. 5). For instance, when the films were recycled at 300 × 103 revolutions, the average WVP was approximately 1.4 × 10−10 g/Pa s m, slightly lower than the WVP of the non-recycled films. Further increasing the number of revolutions of a disintegrator (600 × 103 & 999 × 103), resulted in elevated WVP to a slight extent; however, the changes were not statistically significant. Thus, number of revolutions at 300 × 103 were sufficient to break the agglomerates and thus lowering the WVP values of recycled CNF films. Additionally, the WVP of the recycled films produced via disintegration at 300 × 103 revolutions followed by screening was quite like the non-recycled CNF films. The 2nd time recycling of the films has shown quite similar trend as the WVP values were increased at 75 × 103 and 150 × 103 number of revolutions and then eventually becomes comparable with the non-recycled films for the number of revolutions beyond 150 × 103. This is an important finding as it shows moisture barrier performance of recycled CNF films can be restored via increasing the number of revolutions of a disintegrator.
Mechanical Properties
Mechanical properties of non-recycled and recycled CNF films are evaluated in terms of tensile index and the results are illustrated in Fig. 6. This is an important property as conventional packaging materials usually requiring reasonable strength [27]. The average tensile index of the non-recycled CNF films was 52 ± 7 Nm/g, which is quite close to the values reported by Shanmugam et al. and Nadeem et al. [14, 27]. When the films were recycled for a first time, the average tensile index has reduced to approximately 20% and 30% for 75 × 103 and 150 × 103 samples. The reduction in mechanical strength is expected in recycling of cellulose fibres owing to hornification, which weakens the hydrogen bonding between the fibres [10]. Additionally, the lower tensile index values of CNF recycled films might be due to formation of flakes causing a reduced conformability of CNFs [51]. When the samples were disintegrated at 300 × 103 to produce recycled CNF films, the average tensile index calculated was 51 ± 6 Nm/g. Interestingly, the average tensile index for the recycled 300 × 103 samples were quite like the non-recycled CNF films. This might be due to the reason that 300 × 103 number of revolutions were sufficient to breakdown the flakes and consequently enhancing the strength of the films. Further increasing the number of revolutions reduced the average tensile index to a considerable extent as seen for 600 × 103 and 999 × 103 samples respectively (Fig. 6). Excessive disintegration might have weakened the fibres and consequently reducing the tensile index of the CNF films. According to the studies available in the literature, the mechanical properties of the recycled CNF and CNF composite films has reduced to 50–70% [30, 31]. This might be due to the reason that insufficient number of revolutions were used to break down the agglomerations in these studies.

Tensile index of the CNF films a 1st recycling, b 2nd recycling
The 2nd time recycling of CNF films showed quite similar trend as the average tensile index values dropped significantly for 75 × 103 and 150 × 103 samples, increased and reaching its ultimate value at 300 × 103 and then reduced again for 600 × 103 and 999 × 103 (Fig. 6). It is an indication that 300 × 103 number of revolutions were sufficient to break down all the flakes; however, the fibres started to break at 600 × 103. The breaking of fibres did not impact the barrier properties but reduced the strength of the films. Moreover, the average tensile index values for CNF films produced via 2nd recycling were 15–20% lower than the 1st recycling. Additionally, no statistically significant difference was observed between the average tensile index values of non-recycled CNF films and the films produced via 1st recycling at 300 × 103.
Gel Point Analysis
The gel point of non-recycled and recycled CNF suspensions was calculated using the method followed by Varanasi et al. [38]. The lowest concentration at which the suspension tends to form a continuous network is referred to as a gel point or connectivity threshold [38, 52]. The gel point and aspect ratio values for the non-recycled and recycled fibres (at 300 × 103) in suspensions are displayed in Table 2. The gel point of fibre suspensions increased to approximately 83% and 115%, when the CNF films were subjected to 1st and 2nd recycling respectively. Similarly, the non-recycled CNF suspensions had the highest aspect ratio followed by 1st recycled and 2nd recycled CNF films respectively. It is noteworthy that the higher aspect ratio of the CNFs requires lower concentrations to reach a gel point due to more connections within the network [53]. Once this continuous network is reached within a reduced volume, no further changes will take place with time [54]. A decrease in aspect ratio after recycling suggests that there is some agglomeration at the fibre level, which has not been fully broken down.
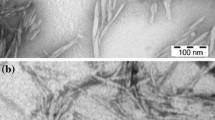
Figure 7 shows the SEM images of the fibres in a suspension at low concentration (0.001 wt%). There was no agglomeration of the CNFs for non-recycled fibres; however, when the fibres were subjected to 1st recycling, a slight agglomeration was observed. This agglomeration was due to the presence of small flakes that remained unbroken during disintegration [10]. The effects of agglomeration of CNFs are not observed in WVP values but can be seen in terms of reduction in strength owing to lower aspect ratio of the recycled fibres. The 2nd time recycling of fibres has worsened the agglomeration (Fig. 7) and this effect is indicative of lower tensile index values.

SEM images of non-recycled and recycled fibres in suspensions at low concentration (0.001 wt%). a Non-recycled, b 1st recycling (300 × 103), c 2nd recycling (300 × 103)
Figure 8 exhibits the transparency of the non-recycled and recycled CNF films (at 300 × 103) measured using a UV–vis spectrophotometer. Generally, owing to their larger size, the CNF fibres tend to tangle together and form clumps, and thus causing it difficult for the transmission of light through the films. The transmittance for the 1st time recycled CNF films (at 300 × 103) was slightly lower than non-recycled films dried at a 50 °C. This might be due to the reason that agglomeration of the fibres when subjected to 1st recycling has resulted in a dense structure and thus reducing the transmittance of the films to a slight extent [21]. However, the agglomeration of CNF fibres has worsened after 2nd recycling and thus resulted in reducing the transmittance of the films to more than half.

Effect of recycling on the transmittance of CNF films
Environmental Characteristics
The use of excessive energy in producing a material is an alarming environmental issue that needs to be considered seriously. Considering this point, the environmental aspects of the CNF films were determined by calculating their embodied energies. The embodied energies of non-recycled and recycled CNF films at optimized revolutions (300 × 103) were calculated and compared with packaging films, and the results are illustrated in Fig. 9. Calculations of the embodied energy values of the CNF films are incorporated in the supplementary information. The embodied energy requirements in producing a non-recycled CNF film were approximately 25%, 47% and 67% higher as compared with the non-recycled PET, PS and PP films. The energy consumption for a recycled CNF films was lower than the PET films, but the overall embodied energy values were still higher as compared with the synthetic packaging. These high-energy emissions of a non-recycled CNF film is attributed to the production and extraction of CNFs. However, these environmental impacts would expect to reduce via increasing the production capacity of CNF fibres [55], producing the CNFs from green routes such as producing them from waste and using less environmental impact processes for their production [56], forming composites of CNF with low environmental impact materials [27] and recycling of these films [16].

Embodied energy comparison of CNF and synthetic packaging films
In comparison to synthetic polymers, CNFs possess quite distinguishing features such as their ease of recyclability and biodegradability. On the contrary, synthetic packaging is either difficult or not completely recyclable or consuming a quite high energy on recycling [47, 48]. For example, only 70% of the PP is recyclable and therefore, the rest accumulates in the environment and thus causing serious concerns [48]. The production of synthetic packaging is a developed technology and looks attractive at this stage. However, considering the sustainability and prospects of this planet, switching to bio-based packaging is the viable solution.
Conclusion
This research examines the recycling characteristics of CNF films produced via a spray deposition technique and results showed that CNFs could easily be transformed into films again. However, the dimensional stability of the recycled films is only guaranteed if the CNFs were subjected to sieving followed by disintegrating at high revolutions (> 150 × 103). The recycled CNF films has shown mechanical and barrier properties quite like non-recycled ones at 300 × 103. However, there is some evidence of agglomeration from gel point and transmittance measurements, and SEM images. The agglomeration of the fibres has worsened for the 2nd recycling and impacted the mechanical and optical properties of the CNF films to a considerable extent. Moreover, recycled CNF films produced at 300 × 103 revolutions had a higher embodied energy as compared with the conventional synthetic packaging materials; however, the impact could possibly be reduced via different ways. The production of the recycled CNF films without compromising the dimensional stability is an excellent route towards global sustainability and green packaging by substituting synthetic plastic packaging with a recyclable and biodegradable product.
Data Availability
All data generated or analysed during this study are included in this published article and its supplementary information files.
References
Zhang, F., Zhao, Y., Wang, D., Yan, M., Zhang, J., Zhang, P., Ding, T., Chen, L., Chen, C.: Current technologies for plastic waste treatment: a review. J. Clean. Prod. 282, 124523 (2021)
Ho, B.T., Roberts, T.K., Lucas, S.: An overview on biodegradation of polystyrene and modified polystyrene: the microbial approach. Crit. Rev. Biotechnol. 38(2), 308–320 (2018)
Bai, B., Jin, H., Fan, C., Cao, C., Wei, W., Cao, W.: Experimental investigation on liquefaction of plastic waste to oil in supercritical water. Waste Manag. 89, 247–253 (2019)
Atta, O.M., Manan, S., Shahzad, A., Ul-Islam, M., Ullah, M.W., Yang, G.: Biobased materials for active food packaging: a review. Food Hydrocoll. 125, 107419 (2022)
Lebreton, L., Andrady, A.: Future scenarios of global plastic waste generation and disposal. Palgrave Commun. 5(1), 6 (2019)
Bhunia, K., Sablani, S.S., Tang, J., Rasco, B.: Migration of chemical compounds from packaging polymers during microwave, conventional heat treatment, and storage. Compr. Rev. Food Sci. Food Saf. 12(5), 523–545 (2013)
Lau, O.-W., Wong, S.-K.: Contamination in food from packaging material. J. Chromatogr. A 882(1–2), 255–270 (2000)
Hubbe, M.A., Ferrer, A., Tyagi, P., Yin, Y., Salas, C., Pal, L., Rojas, O.J.: Nanocellulose in thin films, coatings, and plies for packaging applications: a review. BioResources 12(1), 2143–2233 (2017)
Tharanathan, R.: Biodegradable films and composite coatings: past, present and future. Trends Food Sci. Technol. 14(3), 71–78 (2003)
Shanmugam, K., Doosthosseini, H., Varanasi, S., Garnier, G., Batchelor, W.: Recycled nanocellulose films as air and water vapour barriers: a recyclable and biodegradable to polyolefin packaging. Sustain. Mater. Technol. 22, e00115 (2019)
Cebrián-Lloret, V., Metz, M., Martínez-Abad, A., Knutsen, S.H., Ballance, S., López-Rubio, A., Martínez-Sanz, M.: Valorization of alginate-extracted seaweed biomass for the development of cellulose-based packaging films. Algal Res. 61, 102576 (2022)
Bugnicourt, E., Schmid, M., Nerney, O.M., Wildner, J., Smykala, L., Lazzeri, A., Cinelli, P.: Processing and validation of whey-protein-coated films and laminates at semi-industrial scale as novel recyclable food packaging materials with excellent barrier properties. Adv. Mater. Sci. Eng. (2013). https://doi.org/10.1155/2013/496207
Onur, A., Shanmugam, K., Ng, A., Garnier, G., Batchelor, W.: Cellulose fibre-perlite depth filters with cellulose nanofibre top coating for improved filtration performance. Colloids Surf. A 583, 123997 (2019)
Shanmugam, K., Doosthosseini, H., Varanasi, S., Garnier, G., Batchelor, W.: Flexible spray coating process for smooth nanocellulose film production. Cellulose 25(3), 1725–1741 (2018)
Klemm, D., Kramer, F., Moritz, S., Lindström, T., Ankerfors, M., Gray, D., Dorris, A.: Nanocelluloses: a new family of nature-based materials. Angew. Chem. Int. Ed. 50(24), 5438–5466 (2011)
Nadeem, H., Dehghani, M., Garnier, G., Batchelor, W.: Life cycle assessment of cellulose nanofibril films via spray deposition and vacuum filtration pathways for small scale production. J. Clean. Prod. 342, 130890 (2022)
Ilyas, R., Azmi, A., Nurazzi, N., Atiqah, A., Atikah, M., Ibrahim, R., Norrrahim, M.N.F., Asyraf, M., Sharma, S., Punia, S.: Oxygen permeability properties of nanocellulose reinforced biopolymer nanocomposites. Mater. Today: Proc. 52, 2414–2419 (2022)
Aulin, C., Salazar-Alvarez, G., Lindström, T.: High strength, flexible and transparent nanofibrillated cellulose–nanoclay biohybrid films with tunable oxygen and water vapor permeability. Nanoscale 4(20), 6622–6628 (2012)
Aulin, C., Gällstedt, M., Lindström, T.: Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17(3), 559–574 (2010)
Shanmugam, K., Varanasi, S., Garnier, G., Batchelor, W.: Rapid preparation of smooth nanocellulose films using spray coating. Cellulose 24(7), 2669–2676 (2017)
Shimizu, M., Saito, T., Fukuzumi, H., Isogai, A.: Hydrophobic, ductile, and transparent nanocellulose films with quaternary alkylammonium carboxylates on nanofibril surfaces. Biomacromolecules 15(11), 4320–4325 (2014)
Siró, I., Plackett, D.: Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17(3), 459–494 (2010)
Nadeem, H., Athar, M., Dehghani, M., Garnier, G., Batchelor, W.: Recent advancements, trends, fundamental challenges and opportunities in spray deposited cellulose nanofibril films for packaging applications. Sci. Total Environ. 836, 155654 (2022)
Li, Q., McGinnis, S., Sydnor, C., Wong, A., Renneckar, S.: Nanocellulose life cycle assessment. ACS Sustain. Chem. Eng. 1(8), 919–928 (2013)
Isogai, A., Saito, T., Fukuzumi, H.: TEMPO-oxidized cellulose nanofibers. Nanoscale 3(1), 71–85 (2011)
Lavoine, N., Desloges, I., Dufresne, A., Bras, J.: Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr. Polym. 90(2), 735–764 (2012)
Nadeem, H., Naseri, M., Shanmugam, K., Dehghani, M., Browne, C., Miri, S., Garnier, G., Batchelor, W.: An energy efficient production of high moisture barrier nanocellulose/carboxymethyl cellulose films via spray-deposition technique. Carbohydr. Polym. 250, 116911 (2020)
Kuzmanović, M., Delva, L., Martins, C.I., Cardon, L., Ragaert, K.: MFC concept as a possible solution for closed-loop recycling of food packaging trays. In: AIP Conference Proceedings, p. 020071. AIP Publishing LLC (2020)
Jiang, S., Xia, Z., Farooq, A., Zhang, M., Li, M., Liu, L.: Efficient recovery of the dyed cotton–polyester fabric: cellulose nanocrystal extraction and its application in composite films. Cellulose 28(5), 3235–3248 (2021)
Liu, Y., Chen, Y., Qi, H.: Recyclable cellulose nanofibers reinforced poly(vinyl alcohol) films with high mechanical strength and water resistance. Carbohydr. Polym. 293, 119729 (2022)
Lei, C., Wei, Y., Qian, Y., Wang, Q., Zhu, P., Qiu, G., Chen, G.: Large-scale manufacture of recyclable bioplastics from renewable cellulosic biomass derived from softwood kraft pulp. ACS Appl. Polym. Mater. 4(2), 1334–1343 (2022)
Subbotina, E., Montanari, C., Olsén, P., Berglund, L.A.: Fully bio-based cellulose nanofiber/epoxy composites with both sustainable production and selective matrix deconstruction towards infinite fiber recycling systems. J. Mater. Chem. A 10(2), 570–576 (2022)
Jia, P., Ji, X., Zheng, B., Wang, C., Hao, W., Han, W., Zhang, J., Xia, G., Ji, X., Zhang, J.: Eco-friendly and complete recycling of waste bamboo-based disposable paper cups for value-added transparent cellulose-based films and paper plastic composites. Polymers 14(8), 1589 (2022)
Garusinghe, U.M., Varanasi, S., Raghuwanshi, V.S., Garnier, G., Batchelor, W.: Nanocellulose-montmorillonite composites of low water vapour permeability. Colloids Surf. A 540, 233–241 (2018)
Hafid, H.S., Omar, F.N., Bahrin, E.K., Wakisaka, M.: Extraction and surface modification of cellulose fibers and its reinforcement in starch-based film for packaging composites. Bioresour Bioprocess. (2023). https://doi.org/10.1186/s40643-023-00631-w
Jang, J.-H., Lee, S.-H., Endo, T., Kim, N.-H.: Dimension change in microfibrillated cellulose from different cellulose sources by wet disk milling and its effect on the properties of PVA nanocomposite. Wood Sci. Technol. 49(3), 495–506 (2015)
Hideno, A., Abe, K., Uchimura, H., Yano, H.: Preparation by combined enzymatic and mechanical treatment and characterization of nanofibrillated cotton fibers. Cellulose 23(6), 3639–3651 (2016)
Varanasi, S., He, R., Batchelor, W.: Estimation of cellulose nanofibre aspect ratio from measurements of fibre suspension gel point. Cellulose 20(4), 1885–1896 (2013)
Raj, P., Blanco, A., de la Fuente, E., Batchelor, W., Negro, C., Garnier, G.: Microfibrilated cellulose as a model for soft colloid flocculation with polyelectrolytes. Colloids Surf. A 516, 325–335 (2017)
Nadeem, H., Naseri, M., Shanmugam, K., Browne, C., Garnier, G., Batchelor, W.: Impact of heat drying on the physical and environmental characteristics of the nanocellulose-based films produced via spray deposition technique. Cellulose (2020). https://doi.org/10.1007/s10570-020-03473-3
AS/NZS-426. Determination of thickness and apparent bulk density or apparent sheet density (1994)
D. ASTM, 882-02, Standard test method for tensile properties of thin plastic sheeting, West Conshohocken (2002)
E. ASTM, 96/96M-05, Standard test methods for water vapor transmission of materials, West Conshohocken (2005)
Hetherington, A.C., Borrion, A.L., Griffiths, O.G., McManus, M.C.: Use of LCA as a development tool within early research: challenges and issues across different sectors. Int. J. Life Cycle Assess. 19(1), 130–143 (2014)
Wernet, G.: Ecoinvent (2019). https://www.ecoinvent.org/database/database.html. Accessed 24 Mar 2021.
Arvidsson, R., Nguyen, D., Svanström, M.: Life cycle assessment of cellulose nanofibrils production by mechanical treatment and two different pretreatment processes. Environ. Sci. Technol. 49(11), 6881–6890 (2015)
Jackson: Recycling of Plastics. University of Cambridge, Cambridge (2006)
van der Harst, E., Potting, J.: Variation in LCA results for disposable polystyrene beverage cups due to multiple data sets and modelling choices. Environ. Model. Softw. 51, 123–135 (2014)
Götze, R., Pivnenko, K., Boldrin, A., Scheutz, C., Astrup, T.F.: Physico-chemical characterisation of material fractions in residual and source-segregated household waste in Denmark. Waste Manag. 54, 13–26 (2016)
Moretti, C., Hamelin, L., Jakobsen, L.G., Junginger, M.H., Steingrimsdottir, M.M., Høibye, L., Shen, L.: Cradle-to-grave life cycle assessment of single-use cups made from PLA, PP and PET. Resour. Conserv. Recycl. 169, 105508 (2021)
Delgado-Aguilar, M., Tarrés, Q., Pèlach, M.À., Mutjé, P., Fullana-i-Palmer, P.: Are cellulose nanofibers a solution for a more circular economy of paper products? Environ. Sci. Technol. 49(20), 12206–12213 (2015)
Raj, P., Varanasi, S., Batchelor, W., Garnier, G.: Effect of cationic polyacrylamide on the processing and properties of nanocellulose films. J. Colloid Interface Sci. 447, 113–119 (2015)
Uddin, M.G., Batchelor, W., Allardyce, B.J., Byrne, N., Barrow, C.J., Wang, X., Rajkhowa, R.: Preparing Bombyx mori silk nanofibers using a sustainable and scalable approach. ACS Sustain. Chem. Eng. 8(2), 1155–1162 (2020)
Zhang, L., Batchelor, W., Varanasi, S., Tsuzuki, T., Wang, X.: Effect of cellulose nanofiber dimensions on sheet forming through filtration. Cellulose 19(2), 561–574 (2012)
Isogai, A.: Emerging nanocellulose technologies: recent developments. Adv. Mater. 33, 2000630 (2020)
Varanasi, S., Henzel, L., Sharman, S., Batchelor, W., Garnier, G.: Producing nanofibres from carrots with a chemical-free process. Carbohydr. Polym. 184, 307–314 (2018)
Acknowledgements
The authors would like to express their gratitude to the Australian Research Council and the ARC Research Hub for Processing Lignocellulosics into High Value Products (PALS) for their financial support through the Industry Transformation Research Hub Grant No. IH170100020. The authors are also grateful to the Monash Centre for Electron Microscopy (MCEM) for availing their facilities. H. Nadeem is also grateful to Monash University, Bioprocessing Research Institute of Australia (BioPRIA) and Faculty of Engineering for providing financial support for his doctoral studies.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. The authors would like to express their gratitude to the Australian Research Council and the ARC Research Hub for Processing Lignocellulosics into High Value Products (PALS) for their financial support through the Industry Transformation Research Hub Grant No. E06102. The authors are also grateful to the Monash Centre for Electron Microscopy (MCEM) for availing their facilities.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by HN, MN and MD. The first draft of the manuscript was written by HN and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts to declare.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nadeem, H., Naseri, M., Dehghani, M. et al. Spray Deposited Cellulose Nanofibril Films: A Recyclability Study. Waste Biomass Valor 14, 4021–4034 (2023). https://doi.org/10.1007/s12649-023-02137-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02137-0