
Abstract
The complete valorization of the lignocellulosic fractions plays a fundamental role in biorefineries’ sustainability. One of the major challenges is finding technological configurations that allow using cellulose, hemicellulose, and lignin simultaneously. Cellulose has been extensively studied, yet, hemicellulose and lignin remain as platforms to be valorized. Sequential pretreatments have shown an opportunity to valorize the latter two components into sugar-rich and lignin-rich fractions. After the sequential pretreatment, a solid fraction enriched in cellulose could still be used for paper production. This work consisted of pretreating wheat straw with a sequential Liquid-Hot-Water/Organosolv, characterizing the respective hemicellulosic sugar and lignin extracts, and evaluating the final cellulose-enriched pulp for papermaking. Different pretreated pulp/cellulose pulp formulations were used for paper production as a proof-of-concept. Tensile strength and bursting pressure of the papers were measured. After pretreatment, the calculated solid composition was 70%wt cellulose, 26%wt hemicellulose, and 4%wt lignin, with extraction yields of 5.1%, 51.3%, and 89.9%, respectively. The tested pulp formulations showed similar tensile index and bursting index values at 10/90 (77.1 Nm/g, 3189 kPa) and 20/80 (63 Nm/g, 2419 kPa) %wt pretreated pulp/pulp when compared to the pulp (77 Nm/g, 4534 kPa). This proof-of-concept of the papermaking showed the potential of the LHW-OS pretreated wheat straw as a replacement for pure cellulose pulp and encourages studying other substitutes such as unbleached pulp or further treating the LHW-OS pretreated wheat straw. In addition, the hemicellulosic sugars and lignin extract can be valorized, indicating an option for developing a biorefinery concept.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Statement of Novelty
Generally, it is mentioned that pretreatments such as Organosolv (OS) and Liquid Hot Water (LHW) allow valorizing a lignocellulosic feedstock entirely, but generally, the solids are not tested. We show the valorization of hemicellulose, lignin, and cellulose from wheat straw into intermediate products (sugars, lignin, and a cellulose-enriched pulp) to determine the final solid’s potential and limitation after a sequential LHW-OS pretreatment.
Introduction
Valorizing the different biomass fractions plays a fundamental role in the sustainability of a biorefinery [1, 2]. Among the different components of the lignocellulosic matrix, cellulose has been extensively studied as fiber for material applications, pulp for the paper industry, and enzymatic conversion into glucose for fermentation-based processes. Traditionally, hemicellulose and lignin were addressed as components without value to be removed to increase the accessibility to cellulose. Nonetheless, hemicellulose and lignin have been studied in the last years as platforms to be valorized into value-added products [3,4,5]. Hemicellulose valorization could be directed as a substrate for fermentation processes or to obtain furan-based components [6, 7]. Lignin valorization can be directed to drug delivery systems, delivery of hydrophobic molecules, UV barriers in sunscreens, antibacterials, and coatings/paints, among others [8, 9].
One major challenge remains in determining technological configurations of pretreatments, which allow the simultaneous valorization of the cellulose, hemicellulose, and lignin into value-added products and stress the importance of the pretreatment section to achieve such purpose [10]. Sequential pretreatment combinations have shown an opportunity to simultaneously deconstruct hemicellulose and lignin. Xia et al. (2020) evaluated Liquid Hot Water (LHW) followed by sodium carbonate-oxygen pretreatment to improve the reed enzymatic saccharification [11]. Neves et al. (2016) and Rocha et al. (2012) studied steam explosion followed by alkaline pretreatment of sugarcane bagasse [12, 13]. Tian et al. (2019) combined LHW with mechanical extrusion from rigid hardwood [14]. Wang et al. (2012) combined a fungal treatment with LHW of white poplar [15]. Multiple authors have studied the combination of LHW and Organosolv (OS) to produce sugars from the hemicellulose and hydrolyze the lignin from wheat straw [3, 16, 17]. Other authors have evaluated the same configuration, LHW followed by OS, for different raw materials such as hazelnut shells [18] and corncobs [19].
Different biorefinery concepts have been proposed for wheat straw. Chang et al. (2018) studied the production of biosurfactants from hemicellulosic sugars, lignin, and methyl levulinate [20]. Yuan et al. (2018) proposed a biorefinery based on Organosolv to obtain lignin, silica, and ethanol [21]. Kaparaju et al. (2008) evaluated the production of bioethanol (from cellulose), biohydrogen (from hemicellulose), and biogas (from effluents from bioethanol and biohydrogen production) [22]. Rebolledo-Leiva et al. (2008) evaluated the environmental assessment of itaconic acid production from wheat straw [23]. As observed, in most of the biorefinery concepts, the pulp obtained after a given pretreatment is used further to produce cellulosic sugars and then go to a fermentation route to produce either biofuels or bio-based chemicals. However, the solubilization of hemicellulose and lignin leaves then a solid fraction enriched in cellulose, which potentially can be used for pulp and paper applications. Malik et al. (2020) tested alkali-, hot-water-, and acid-mediated extraction of wheat straw prior to pulping and papermaking [24].
A sequential combination of pretreatments aiming to valorize hemicellulose and lignin from wheat straw and further test the remaining pulp for papermaking has not been studied. This work consisted of performing a sequential LHW and Organosolv (OS) pretreatment using wheat straw to produce hemicellulosic sugars, lignin, and a cellulose-enriched pulp. After completing the sequential LHS-OS, the cellulose-enriched solid was evaluated in a proof-of-concept test for papermaking. This way, an overall picture of the usage of the three main feedstock fractions is addressed. The pretreatment technologies and the subsequent combination of LHW and OS were chosen based on a study previously performed by the authors [16]. LHW focuses on hemicellulose hydrolysis, and it only uses water as a reactant and is auto-catalyzed by the released acetic acid from the hemicellulose backbone. OS enables solubilizing part of the hemicellulose and removing most of the lignin. With this sequential pretreatment, three intermediate products can be obtained: an extract mainly composed of hemicellulosic sugars, an extract with lignin, and the final pulp with reduced lignin and hemicellulose content. After the pretreatment, the obtained pulp was mixed in different formulations with pure cellulose pulp, and the resulting paper properties were determined. Untreated straw and pure cellulose pulp were subjected to the same paper production process to compare the obtained properties.
Materials and Methods
Raw Materials and Reagents
Wheat straw used in this work was harvested in 2019 (Margarethen am Moos, State of Lower Austria) and stored under dry conditions and at room temperature. The straw was milled in a cutting mill. The fraction between 0.2 and 0.6 mm was used for the extraction process. The raw material composition was 2.13, 0.67, 35.31, 21.94, 0.72, 17.35, 20.45, and 1.09% (wt.; dry basis) for arabinan, galactan, glucan, xylan, mannan, lignin, extractives, and ash, respectively [16]. The moisture content was 7.16%wt. From 20.45%wt of extractives, 15.97%wt correspond to water extractives, and 4.48%wt to ethanol extractives (characterized according to the NREL/TP-510–42,619) [25]. The feedstock used in this work corresponds to the same batch used in the study reported for the lignocellulosic characterization.
Ultra-pure water (18 MΩ/cm) was used for the pretreatment. Ethanol, abs. 100% a.r. (> 99.8vol% C2H5OH) was purchased from Chem-Lab NV (Zedelgem, Belgium). Standards for carbohydrates (arabinose, galactose, glucose, xylose, and mannose), acetic acid (99.7%), 2-furaldehyde (furfural, 99%), hydroxymethylfurfural (HMF, 99%), and sulfuric acid (98%) were purchased from Merck (Darmstadt, Germany). The birch kraft pulp used in the papermaking stage was provided by a papermaking company, which prefers to remain anonymous.
Sequential Pretreatment Stage: LHW Followed by OS
The general pretreatment strategy for this work consisted of performing LHW, washing the solid, then conducting an OS on the washed solid, and finally rewashing it. Three intermediate product streams were obtained: a hemicellulosic sugar extract, a lignin extract, and a cellulose-enriched pulp. The obtained extracts were characterized for sugars, degradation products, and lignin. As LHW and OS focus on hydrolyzing mainly hemicellulose and lignin but not on cellulose hydrolysis, the remaining pulp should be enriched in cellulose, which would indicate a potential use for papermaking. Therefore, we tested the produced pulp in a proof-of-concept test of papermaking.
Sequential Pretreatment
The sequential pretreatment follows the strategy proposed by (Serna-Loaiza et al., 2021) [16], with certain modifications that will be explained as follows. Figure 1 shows the general scheme of the process performed in this work. The general procedure was feeding the raw material to the reactor and carrying out the LHW extraction. Then, the mixture was separated (pressing), the extract was collected (LHW extract), and the solid was washed with water at 50 °C. The solid was pressed again, the washing was collected (LHW Washing), and the solid was used to carry out the second pretreatment (Organosolv). The pressing and washing process was repeated twice: the first wash was done with 60%wt aqueous ethanol at 50 °C and the second wash with water at 50 °C.

General scheme of the LHW-OS sequential pretreatment performed in this work. a Standard conditions for LHW and OS stages. b Scheme for the LHW → OS configuration, including the washing steps. LHW: Liquid Hot Water. OS: Organosolv
The main differences with the previously reported study are: (1) LHW pretreatment was carried out at 160 °C with a holding time of 90 min (instead of 180 °C and 30 min). This decision was made based on another research carried out by the authors using the same equipment and feedstock batch used here. (Serna-Loaiza et al., 2022) showed that performing LHW at a severity factor of around 3.77 (reached around 160 °C and 90 min holding time) generates higher hemicellulose hydrolysis and lower lignin hydrolysis when compared to a severity factor of 4.05 (reached around 180 °C and 30 min holding time). A more detailed description can be found in the cited publication [26]. (2) The intermediate washing steps were carried out for two reasons: first, to remove the hydrolyzed sugars, lignin, and degradation products that might remain in the solid and therefore ending up with a cleaner solid; and second, to have a better quantification of the yields of each separate pretreatment stage. As some of the extracted components in the LHW remain in the moisture of the solid, this could mean an increased extraction yield of the OS step is not necessarily related to the hydrolysis reached in this stage.
Both LHW and OS were carried out in a stainless-steel high pressurize autoclave (Zirbus, HAD 9/16, Bad Grund, Germany), stirring at 200 rpm. The initial dry mass of wheat straw used for the LHW was approximately 35 g (38.58 g wet mass), with a solid/liquid ratio of 1 g of dry solid per 11 g of solvent. The moisture content of the solid was subtracted from the prepared solvent. The reactor was heated to 160 °C and cooled down after the 90 min holding time. Subsequently, the solid and liquid fractions were separated using a hydraulic press (Hapa, HPH 2.5) at 200 bar and a centrifuge (Sorvall, RC 6 +) at 24 104 g for 20 min. The extract’s density was determined using a density meter (DE45 DeltaRange, Mettler Toledo, Columbus, United States). The supernatant was stored at 5 °C until further analysis. The solid pressed fraction was submerged in water at 50 °C and manually disintegrated in the water for 5 min. The amount of water used for washing corresponded to the same amount used for the solvent without correcting the moisture content (385 g). Then, the solid was pressed, the wash collected and stored at 5 °C for analysis, and the solid was stored at -5 °C. In total, 12 repetitions of the LHW stage were performed. The extracts were mixed in four groups of three samples (LHW 1–3, 4–6, 7–9, and 10–12). All solid samples were thawed to room temperature and mixed. In total, 736.4 g of solid were collected with a dry matter content of 37.07%wt.
Severity factor (\(R_{0,i}\)) was calculated using Eq. (1) (heating from 100 °C to 160 °C), temperature holding (90 min), and cooling (from 160 °C to 100 °C), as shown in Eq. (2). \(t\) is the time (min), \(T\left( t \right)\) is the temperature (°C), and \(Total{ }R_{0}\) is the sum of the contribution of each stage to the severity factor. The constant 14.75 corresponds to an empirical parameter calculated assuming an overall reaction following first-order kinetics and Arrhenius relation of temperature [27]. Equation 1 was solved numerically by the trapezoidal rule with a ∆t of 1 s.
The collected solid was used for the OS stage, which was carried out using 60%wt aqueous ethanol at 180 °C [28]. The solid/liquid ratio was 1 g of dry solid per 11 g of solvent, and the moisture content of the solid was subtracted from the prepared solvent. The total operation time was fixed at 60 min (heating time of approximately 45 min and holding time of 15 min). After the extraction, the separation of liquid/solid fractions (press and centrifuge), solid washing and pressing, and storage were done as described for the LHW stage. The washing, in this case, was performed first using 60%wt aqueous ethanol at 50 °C followed by water at 50 °C. In both cases, 385 g of solvent were used. In total, eight repetitions of the OS stage were performed. The extracts were mixed in three groups (OS 1–3, 4–6, and 7–8). All solid samples were thawed to room temperature, mixed, dried at 40 °C, and used for the papermaking tests.
Product Characterization
The sugar extract, lignin extract, and respective LHW and OS washes were characterized for sugars, degradation products, ash, and lignin. Sugars and degradation products were characterized according to the NREL/TP-510–42,623 [29]. Monomeric sugars were analyzed using HPAEC-PAD (ICS-5000, Thermo Scientific, USA) with deionized water as eluent. Oligomeric sugars were hydrolyzed (diluted sulfuric acid) at 120 °C and analyzed as monomers. A sugar recovery standard was used to account for losses. Furfural, HMF, and acetic acid were determined using HPLC (LC-20A HPLC system, Shimadzu, Japan) by UV and RI detection with a Shodex SH1011 analytic column at 50 °C with 0.005 M H2SO4 as mobile phase. The lignin concentration was measured as acid-soluble lignin (ASL) and acid-insoluble lignin (AIL). The extract was dried, and the solid was submitted to the protocol established in the NREL/TP-510–42,618 [30]. Extraction yields were calculated based on the measured concentrations, the solid–liquid ratio, and the density of the extract and are reported in weight percentage (dry basis) using Eq. 3. \(Y_{i}\) is the extraction yield of component \(i\) per added wheat straw on dry basis in weight percentage (%wt), \(Conc_{i}\) is the concentration of the measured component in [mg/L], \(SL_{ratio}\) is the solid–liquid ratio (1 g of dry wheat straw per 11 g of solvent), and \(\rho_{Extract}\) is the density of the respective extract in [g/mL].
Proof-of-Concept for Pulp Evaluation: Formulations for Papermaking
The pulp resulting from the sequential pretreatment stage was used for papermaking to replace pure cellulose pulp. The papermaking was carried out in collaboration with a company dedicated to producing specialty papers. However, the company decided to remain anonymous for commercial reasons. The evaluation consisted of forming paper sheets with varying proportions of pretreated wheat straw pulp (Pret-WSP) combined with milled birch kraft pulp (BKP) typically used for papermaking. The formulations were 10, 20, and 30%wt of Pret-WSP with the remaining fraction of BKP. For comparison, sheets with 100% BKP and the same formulations with untreated wheat straw raw pulp (WSP) were also pressed.
The initial characterization of the wheat straw pulps (both Pret-WSP and WSP) determined the Beating Degree (Schopper-Riegler number—°SR) according to the ISO 5267–1:1999. SR number provides an idea of the degree of refining/freeness related to the drainage rate of a dilute pulp suspension. Paper sheets were formed with a Rapid-Koethen system (EN ISO 5269–2 and tested according to the following standards: grammage (DIN EN ISO 536), roughness (DIN 53,108), tensile strength (DIN EN ISO 1924–2), thickness (DIN EN ISO 534), air permeance (DIN 53,120–1), bursting strength (DIN EN ISO 2758), bending stiffness (DIN 53,123–1), surface strength (wax pick test) (Tappi- T459), tearing resistance (DIN EN ISO 1974), and strain at break (DIN EN ISO 1924–2).
Results and Discussion
This work aims to provide an integral analysis of all streams resulting from the intermediate refining of wheat straw, following a sequential pretreatment of LHW and OS. The first section of results will focus on characterizing the extracts (sugar and lignin extracts) resulting respectively from the LHW and OS stages. The characterization is done for sugars, degradations products, and lignin. Then, the second section focuses on the evaluation of the formulations for papermaking.
Sequential Pretreatment Stage: LHW Followed by OS
Figure 2 shows the characterization of the extracts obtained during the sequential combination LHW-OS. Figure 2a, b, and c corresponds to sugars, degradation products, and lignin and ash, respectively. The information used for the calculation can be found in the Supplementary Material S1. The first analysis carried out for the LHW stage is sugar production (monomeric and total sugars). We calculated the respective total concentration of sugars (C5 plus C6) by summing up the C5 (arabinose and xylose) and C6 (galactose, glucose, and mannose) concentrations for both monomeric and total sugars. When comparing the extract and respective wash (LHW Wash), the concentrations of almost all components were 10–20% of the concentration reached in the LHW, except the monomeric C6 sugars (34%) and total C6 (9%). These results indicate the importance of the washing step, as these are all components resulting from the hydrolysis step that would have remained in the solid and would have accumulated in the subsequent processing stage. This additional input of sugars and degradation products would instead represent contamination in the OS stage, as the sugars would remain in the extract further in the downstreaming and purification of the lignin [31]. Further, in this direction, if the lignin would not be removed with the washing, this could represent an increase in extraction yield of lignin in the OS stage, as more lignin would be available in the stage to be purified. On the other hand, LHW could be solubilized in small fragments that may re-polymerize, which could mean they become insoluble to OS. Therefore, this washing step should be studied further to define the technical benefit of washing/not washing between the LHW and OS stages, as it becomes a tradeoff between an increased concentration of lignin and sugars/degradation products, and the quality of the lignin.

Extraction yields of the LHW and OS stages for sugars, degradation products, and lignin. Numbers above bars indicate the average value, and error bars the standard deviation. AIL: Acid Insoluble Lignin; ASL: Acid Insoluble Lignin; Total Lignin: AIL + ASL. Yield expressed as weight percentage (%wt)—dry matter wheat straw
When comparing the results obtained in this work with previously reported studies, similar sugar concentrations were achieved (between 12–18 g/L of total hemicellulosic sugars), and degradation products concentrations around the same orders of magnitude (~ 1 g/L for acetic acid and between 0.5–1 g/L for furfural) [6, 17, 32]. The obtained lignin extraction yields were higher than those reported in the base study for this work (~ 2 g/L of both AIL and ASL, for total lignin of ~ 4 g/L) [16]. A comparison of the obtained extraction concentrations for the LHW stage between this work and [16] can be found in the Supplementary Material S2. As previously mentioned in the methodology, the targeted severity factor for the pretreatment was 3.77, yet the actual value was higher: the average severity factor of all the extractions was 3.95 ± 0.01. From this value, 4% corresponded to heating, 91% to the holding time, and 5% to cooling. However, during the holding time, the temperature increased until reaching 170 °C after the 90 min holding time, causing the increase in the severity factor from 3.77 to 3.95. The average temperature profile of the different LHW extractions used to calculate the severity factor is shown in Supplementary Material S3. As mentioned before, (Serna-Loaiza et al., 2022) studied LHW through a complete combinatorial study on temperature (160, 180, and 200 °C) and time (30, 60, and 90 min) and determined sugars, degradation products, and lignin at each one of these conditions, meaning a given severity factor [26]. In this study, we obtained a severity factor in between one of the points of the previously cited study and found a higher delignification than expected in the LHW stage. Therefore, we complemented the results reported in the mentioned publication to include our work’s obtained lignin and hemicellulose hydrolysis yield (Fig. 3).

adapted from Ref. [26]
Lignin and hemicellulose hydrolysis at different severity factors. Data points framed in red correspond to this work; the other data points are
The goal of our work focuses on the integral valorization of wheat straw up to evaluating the final solid for papermaking. However, because of the conditions worked on the LHW stage, we identified that there might be a peak in lignin hydrolysis between severity factors of 3.80–4.00. This information is highly relevant for combinatorial pretreatments as LHW-OS. Ideally, as much lignin as possible should remain in the solid after the LHW stage to be hydrolyzed in the subsequent OS stage [26]. Therefore, studying in more detail the LHW stage in the mentioned range of severity factor should be addressed in further research. Regarding the higher delignification than expected in the LHW stage, there are two approaches to analyze these results. On the one hand, the efficiency in components distribution in the dedicated extracts; on the other hand, the overall delignification of the final solid. Regarding distribution efficiency, the severity factor reached in the LHW stage hydrolyzed much more lignin than expected, which on the other hand, decreases the net amount of lignin to be extracted in the OS stage, which is dedicated to this purpose. This is a drawback of the pretreatment conditions, as the lignin extracted in the LHW cannot be readily valorized further and would represent a lost component going into the sugar extract. Regarding the overall delignification, this result can still lead to higher overall delignification of the final solid even though the lignin is not distributed as desired. The overall results of the combined pretreatment depend on the OS stage; therefore, this will be analyzed more thoroughly as follows.
For the OS stage, as expected, the concentration of sugars is less than the LHW stage: monomeric sugars are almost zero, and total sugars (C5 + C6) are 32% of the value reached in LHW. The composition of the total sugars was different, as in this case, the highest share corresponds to C6 sugars (81%). This can be explained because the highest share of hemicellulosic sugars is pentoses, which are primarily hydrolyzed in the LHW stage, leaving the remaining fraction of hexoses in hemicellulose to be extracted in the OS stage. When comparing the extract with the ethanol wash, monomeric sugars, degradation products, and ash were between 10–15% of the concentration reached in the extract; total sugars and lignin reached 27–36% of the concentration of the extract. All values were below 10% of the extract concentration for the water wash, except for total sugars (with concentrations of 48–55% of the extract). These results further corroborate the importance of the washing steps in terms of final solid purity and valorization of the components that remain in the solid. Specifically for the case of lignin, the ethanol wash removed a concentration equivalent to 35% of the concentration in the extract. The lignin in the ethanol wash could be mixed with the extract and further precipitated, increasing the overall valorization yield of the lignin. For the case of the water wash, the total sugars concentration is more than 50% of the OS extract and even 17% of the concentration in the LHW extract, with almost no lignin and degradation products. This stream could be mixed with the LHW extract to increase hemicellulose valorization into sugars. Finally, in terms of the final solid, these washing steps significantly decrease the remaining components on the solid, which means a solid with less hemicellulose and lignin content.
Comparing the results obtained in this work with previously reported studies, similar sugar and degradation product concentrations were achieved (around 4 g/L of total sugars and low concentrations of degradation products) [28, 31, 33]. The obtained lignin extraction yield is similar to the values reported in the referenced studies (~ 7 g/L); however, these studies correspond to standalone OS extractions and not sequential treatments. Compared to the base study for this work, lignin concentrations were lower (~ 7 g/L compared to 10 g/L of both AIL and ASL) [16]. A comparison of the obtained extraction concentrations for the LHW stage between this work and [16] can be found in the Supplementary Material S2. As analyzed in the previous section, the conditions chosen for the LHW stage resulted in a higher lignin concentration than expected, resulting in no increased lignin extraction for the OS stage. However, the pulp’s overall delignification reached in this work (summing extracts and washes concentration) accounts for 17.8 g/L (corresponding to 89.9% of removed lignin). This value is higher than the overall delignification (~ 15 g/L, 77% of removed lignin) reported by (Serna-Loaiza et al., 2021) [16].
As expected, the LHW stage has a higher sugars concentration (13 g/L of total sugars for the sugar extract compared to 4 g/L for the lignin extract), and the main contribution of sugars comes from pentoses, specifically xylose for the sugar extract and mannose for the lignin extract. Xylan is the major oligomer of hemicellulose from wheat straw, as observed in the characterization reported in the methodology. This is hydrolyzed in the LHW stage, leaving minor hemicellulose fractions to be hydrolyzed in the subsequent OS stage. A complete characterization of each one of the quantified sugars is presented in Supplementary Material S4. These results indicate the importance of the technological design of the process for upscaling. In situ pressing allows the lowest possible moisture content in the pretreated solid by removing as much extract as possible and solvent change for a washing step are features of high relevance for an overall integral valorization of the feedstock.
Composition of the Solids after the LHW-OS Pretreatment
The next step consisted of calculating the composition of the final solid based on the liquid fractions, hence identifying the distribution of components along the stages. After the LHW stage, the values obtained for the OS stage (extract, washes, and solid) were scaled proportionally based on the solid leaving the LHW and the respective moisture content. The liquid fractions’ density was 1.01, 1.00, 0.90, 0.89, and 0.99 g/mL for the sugar extract, LHW wash, lignin extract, OS ethanol wash, and OS water wash, respectively (Fig. 4). We provide all the information related to each extraction’s mass balance in Supplementary Material S3. During the experimental tests, the collection process, pressing, and centrifugation implicated certain material losses, which accounted for 8%wt on the LHW stage and 5%wt on the OS stage, compared to the initial total loaded mass. In this theoretical mass balance, we assumed that there were no losses, and these were added to the respective extracts. Furthermore, we assumed that the glucose hydrolyzed in the pretreatments corresponded to glucose in the hemicellulose and not to cellulose degradation. This assumption can be supported by previous studies indicating that LHW and OS pretreatment do not hydrolyze the cellulose fraction [24, 34].

Theoretical mass balance of the sequential LHW → OS treatment of wheat straw differentiating between solids and liquids along every stage
Figure 5 shows the distribution of cellulose, hemicellulose, lignin, extractives, and ash, along with the different fractions of the sequential pretreatment. Degradation products were backward calculated to sugars, and the total amount of sugars were converted into the respective oligomer and, therefore, determined the solids’ composition in the different stages. We assumed that glucan corresponds to cellulose and the other carbohydrates (arabinan, galactan, xylan, and mannan) as hemicellulose. Extractives were distributed between the LHW and OS extract according to the composition of water/ethanol extractives referred to in the Methodology. An extraction yield of 5.1%, 51.3%, 89.9%, 75.0%, and 100.0% was achieved for cellulose, hemicellulose, lignin, ash, and extractives. These values were calculated as the fraction in the final solid (LHW-OS solid) compared to the mass of the component in the feedstock. The final solid has a composition of 69.9, 25.9, 3.7, 0.1, and 0%wt of cellulose, hemicellulose, lignin, ash, and extractives, respectively, which represent 48.1% of the initial mass of the feedstock. The LHW extract solubilized and hydrolyzed 40.2% of the initial hemicellulosic sugars and 42.4% of the lignin contained in the feedstock. On the other hand, OS extract contains 30.4% of the lignin from the feedstock. The drawbacks and benefits from the obtained yields for sugars and lignin were previously discussed.

Distribution of cellulose, hemicellulose, lignin, extractives, and ash through the different fractions of the LHW-OS sequential pretreatment
Another topic of special interest is the ash distribution along the pretreatment stages. Wheat straw has a higher content of ash compared to other feedstocks used for papermaking (e.g., wood) and specifically a higher content of silicates [35], which can be detrimental to the use life of the papermaking machinery [24]. Figure 6 shows the calculated absolute mass of ash for each stage, and as observed, 61% of the ash contained in the feedstock is being extracted in the LHW stage (extract and wash), and an additional 13% is extracted in the OS stage (extract and washes). The overall removal of ash reached 74%, which also shows the favorability of the obtained pretreated pulp for papermaking.

Distribution of ash through the different fractions of the LHW-OS sequential pretreatment
Papermaking from the Solid after the LHW-OS Pretreatment
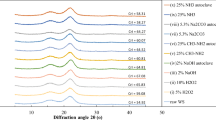
After the production of the final pulp and evaluation of the respective streams, the following step consisted of evaluating the obtained pulp for papermaking, with varying proportions of pretreated wheat straw pulp (Pret-WSP) and untreated wheat straw pulp (WSP) in combination with milled birch kraft pulp (BKP). BKP is typically used for papermaking, and WSP was used as a control to evidence the influence of the pretreatment. The first measured indicator from the pulps was the Beating Degree (BD). BD was 70, 11, and 35°SR for WSP, Pret-WSP, and BKP, respectively. The next step consisted of evaluating the different paper formulations and the properties of each paper. Figure 7 shows the obtained paper sheets, and Table 1 the respective characterization. We can observe that the formulations with Pret-WSP have a more remarked change in color than the WSP formulations. In both cases, with an increase in the share of either WSP or Pret-WSP, the paper has a granular appearance.

Paper sheet pressed with the different a WSP/BKP and b Pret-WSP/BKP formulations. WSP: Wheat straw pulp; Pret-WSP: Pretreated wheat straw pulp; BKP: Birch kraft pulp
Strength properties decreased with the increasing content of Pret-WSP or WSP. Air permeance indicates the porosity of the produced sheet. This parameter increased by 29, 122, and 333% with 10, 20, and 30% inclusion of Pret-WSP, compared to BKP. Now, comparing the values obtained for WSP and Pret-WSP, we observed that the pretreatment improves the pulp quality, reaching lower air permeance and thickness values. Among the strength properties, bursting and tensile strength play a key role, indicating the resistance to stress from the produced paper sheets. The other measured strength properties (surface strength, tearing index, and strain at break) showed the same trend. Bursting index indicates the pressure paper can tolerate before rupture, and the tensile index represents the tensile force required to produce a rupture in a paper strip. Figure 8 shows the (a) bursting index and (b) tensile index for the different BKP/WSP and BKP/Pret-WSP formulations. The bursting index decreased 30, 47, and 58% with 10, 20, and 30% inclusion of Pret-WSP, compared to BKP. A similar decrease was observed for the tensile index (17, 38, and 50% for 10, 20, and 30% inclusion of Pret-WSP). Additionally, the values obtained for WSP compared to Pret-WSP show that the pretreatment improves the quality of the pulp, increasing both the bursting and tensile strength.

Bursting index a and tensile index b for the different BKP/WSP and BKP/Pret-WSP formulations. BKP: birch Kraft pulp; WSP: Wheat straw pulp; Pret-WSP: Pretreated wheat straw pulp
Considering an overall performance between these sheet properties, we observed that despite the studied sheet properties’ values increasing with the inclusion of Pret-WSP, the values obtained for the 10% Pret-WSP still have comparable values with those of BKP. After evaluating the different pulp formulations, it is evident that the sequential pretreatment at the current state by itself does not provide a pulp directly usable for papermaking. Based on this, a detailed analysis should be carried out to identify the most suitable pulp type to be replaced. There are different pulp grades used for paper production; among these, mechanical pulp contains other components than cellulose. A LHW-OS pulp could be used to replace this type of lignin-rich pulps. Packaging applications where unbleached softwood pulps are used (i.e., unbleached pulp or pre-hydrolysis kraft pulp) can be another replacement option.
Other works have evaluated the use of wheat straw for papermaking [24, 36,37,38,39]; however, the technological approach consists typically of other technologies (soda, ammonia, kraft pulping, and bleaching, among others) generally used in the papermaking industry. Hence, the results are not directly comparable, especially considering the influence of the chosen pretreatment strategy on the quality of the final pulp and the usability of the other streams. With the reached delignification and hemicellulose solubilization on the final pulp, it is still necessary to undergo further pulping to have a pulp directly usable for papermaking. However, this implicates further processing stages that should be developed and optimized and the evaluation of other variables as the initial particle size of the wood. The focus, in this case, should not be then on the production of pulp directly usable for papermaking but on the replacement of pulp, which, as observed, up to a 10% Pret-WSP/90% BKP showed both physical and strength properties suitable for papermaking. The production of chemical wood pulp in 2019 was approximately 149 and 27 million tons in the world and the European Union (EU-28), respectively [40]; the potential even of a minor replacement at this scale could have a significant impact. This replacement must be further studied from a technical, economic, logistic, and environmental perspective.
Conclusion
This work tested the sequential LHW-OS pretreatment of wheat straw to valorize hemicellulose, lignin, and the final pulp. Even though wheat straw pulping through conventional processes (e.g., Kraft, soda, and bleaching) has been studied previously, the results are not directly comparable, especially considering that the chosen pretreatment influences the quality of the final pulp and the usability of the other streams. We evaluated both the obtained liquid fractions resulting from the LHW and OS, respectively, and the use of the final pulp for papermaking, covering additional steps in developing a biorefinery from wheat straw. Particular focus was given to the evaluation of the final pulp for papermaking. An extraction yield of 5.1%, 51.3%, and 89.9% was achieved for cellulose, hemicellulose, and lignin, respectively, corresponding to a sugar extract with ~ 13 g/L of hemicellulosic sugars, a lignin extract with ~ 7 g/L of lignin and a pulp with 67%wt cellulose (compared to 35%wt in the feedstock). The papermaking evaluation indicated that a formulation with 10% pretreated pulp and 90% pure cellulose kraft pulp has sufficient strength and physical properties.
Multiple areas of improvement were identified, which open further questions based on the results obtained in this work. First, the configuration of the washing steps could implicate technological improvements in the process. After the LHW stage, washing or not washing implicated a tradeoff between an increased concentration of lignin and sugars/degradation products in the subsequent OS stage; hence, the technical benefit/drawback should be analyzed. For the OS stage, the washing step with ethanol represents an opportunity to increase the overall lignin solubilization yield of the process, as this step mainly solubilized lignin that could be mixed with the OS extract. In addition, the water wash removed sugars that remained in the solid, rendering a cleaner final pulp. Another topic of interest is the conditions for the LHW stage, specifically related to the lignin hydrolyzed at different severity factors. This way, the sequential pretreatment could be tuned to have a higher lignin concentration in the OS extract. Finally, the possibility of pulp replacement from the pulp and paper industry requires an evaluation of technical, economic, logistic, and environmental performance.
Data Availability
The datasets generated during and/or analyzed during the current study are available as electronic supplementary material.
Abbreviations
- LHW:
-
Liquid hot water
- OS:
-
Organosolv
- BKP:
-
Birch kraft pulp
- WSP:
-
Wheat straw pulp
- Pret-WSP:
-
Pretreated wheat straw pulp
- AIL:
-
Acid insoluble lignin
- ASL:
-
Acid soluble lignin
- HMF:
-
Hydroxymethylfurfural
- EtOH:
-
Ethanol
- H2O:
-
Water
- BD:
-
Beating degree
- COD:
-
Chemical oxygen demand
- SR:
-
Schopper-Riegler number
References
Cardona-Alzate, C.A., Serna-Loaiza, S., Ortiz-Sanchez, M.: Sustainable Biorefineries: what was learned from the design, analysis and implementation. J. Sustain. Dev. Energy Water Environ. Syst. 8, 88–117 (2020). https://doi.org/10.13044/j.sdewes.d7.0268
Palmeros Parada, M., Osseweijer, P., Posada Duque, J.A.: Sustainable biorefineries, an analysis of practices for incorporating sustainability in biorefinery design. Ind. Crops Prod. 106, 105–123 (2017). https://doi.org/10.1016/j.indcrop.2016.08.052
Liu, Z.H., Hao, N., Shinde, S., Olson, M.L., Bhagia, S., Dunlap, J.R., Kao, K.C., Kang, X., Ragauskas, A.J., Yuan, J.S.: Codesign of combinatorial organosolv pretreatment (COP) and Lignin Nanoparticles (LNPs) in biorefineries. ACS Sustain. Chem. Eng. 7, 2634–2647 (2019). https://doi.org/10.1021/acssuschemeng.8b05715
Ragauskas, A.J., Beckham, G.T., Biddy, M.J., Chandra, R., Chen, F., Davis, M.F., Davison, B.H., Dixon, R.A., Gilna, P., Keller, M., Langan, P., Naskar, A.K., Saddler, J.N., Tschaplinski, T.J., Tuskan, G.A., Wyman, C.E.: Lignin valorization: improving lignin processing in the biorefinery. Science. (2014). https://doi.org/10.1126/science.1246843
Galkin, M.V., Samec, J.S.M.: Lignin valorization through catalytic lignocellulose fractionation: a fundamental platform for the future biorefinery. ChemSusChem. 9, 1544–1558 (2016). https://doi.org/10.1002/cssc.201600237
Michelin, M., Teixeira, J.A.: Liquid hot water pretreatment of multi feedstocks and enzymatic hydrolysis of solids obtained thereof. Biores. Technol. 216, 862–869 (2016). https://doi.org/10.1016/j.biortech.2016.06.018
Aristizábal, M.V., Gómez, P.Á., Cardona, A.C.A.: Biorefineries based on coffee cut-stems and sugarcane bagasse: Furan-based compounds and alkanes as interesting products. Bioresour. Technol. 196, 480–489 (2015). https://doi.org/10.1016/j.biortech.2015.07.057
Beisl, S., Friedl, A., Miltner, A.: Lignin from micro- to nanosize: applications. Int. J. Mol. Sci. 18, 2367 (2017). https://doi.org/10.3390/ijms18112367
Adamcyk, J., Beisl, S., Amini, S., Jung, T., Zikeli, F., Labidi, J., Friedl, A.: Production and properties of lignin nanoparticles from ethanol organosolv liquors-influence of origin and pretreatment conditions. Polymers (Basel). 13, 1–13 (2021). https://doi.org/10.3390/polym13030384
Islam, M.K., Wang, H., Rehman, S., Dong, C., Hsu, H.-Y., Lin, C.S.K., Leu, S.-Y.: Sustainability metrics of pretreatment processes in a waste derived lignocellulosic biomass biorefinery. Bioresour. Technol. 298, 122558 (2020). https://doi.org/10.1016/j.biortech.2019.122558
Xia, F., Gong, J., Lu, J., Cheng, Y., Zhai, S., An, Q., Wang, H.: Combined liquid hot water with sodium carbonate-oxygen pretreatment to improve enzymatic saccharification of reed. Bioresour. Technol. 297, 122498 (2020). https://doi.org/10.1016/j.biortech.2019.122498
Rocha, G.J.M., Gonçalves, A.R., Oliveira, B.R., Olivares, E.G., Rossell, C.E.V.: Steam explosion pretreatment reproduction and alkaline delignification reactions performed on a pilot scale with sugarcane bagasse for bioethanol production. Ind. Crops Prod. 35, 274–279 (2012). https://doi.org/10.1016/j.indcrop.2011.07.010
Neves, P.V., Pitarelo, A.P., Ramos, L.P.: Production of cellulosic ethanol from sugarcane bagasse by steam explosion: effect of extractives content, acid catalysis and different fermentation technologies. Bioresour. Technol. 208, 184–194 (2016). https://doi.org/10.1016/j.biortech.2016.02.085
Tian, D., Shen, F., Yang, G., Deng, S., Long, L., He, J., Zhang, J., Huang, C., Luo, L.: Liquid hot water extraction followed by mechanical extrusion as a chemical-free pretreatment approach for cellulosic ethanol production from rigid hardwood. Fuel 252, 589–597 (2019). https://doi.org/10.1016/j.fuel.2019.04.155
Wang, W., Yuan, T., Wang, K., Cui, B., Dai, Y.: Combination of biological pretreatment with liquid hot water pretreatment to enhance enzymatic hydrolysis of Populus tomentosa. Bioresour. Technol. 107, 282–286 (2012). https://doi.org/10.1016/j.biortech.2011.12.116
Serna-Loaiza, S.S., Zikeli, F., Adamcyk, J., Friedl, A.: Towards a wheat straw biorefinery: combination of organosolv and liquid hot water for the improved hydrolysis of lignin and hemicellulose. Bioresour. Technol. Rep. 14, 100667 (2020). https://doi.org/10.1016/j.biteb.2021.100667
Weinwurm, F., Turk, T., Denner, J., Whitmore, K., Friedl, A.: Combined liquid hot water and ethanol organosolv treatment of wheat straw for extraction and reaction modeling. J. Clean. Prod. 165, 1473–1484 (2017). https://doi.org/10.1016/j.jclepro.2017.06.215
López, L., Rivas, S., Moure, A., Vila, C., Parajó, J.C.: Development of pretreatment strategies for the fractionation of hazelnut shells in the scope of biorefinery. Agronomy 10, 1568 (2020). https://doi.org/10.3390/agronomy10101568
Michelin, M., Liebentritt, S., Vicente, A.A., Teixeira, J.A.: Lignin from an integrated process consisting of liquid hot water and ethanol organosolv: Physicochemical and antioxidant properties. Int. J. Biol. Macromol. 120, 159–169 (2018). https://doi.org/10.1016/j.ijbiomac.2018.08.046
Chang, C., Deng, L., Xu, G.: Efficient conversion of wheat straw into methyl levulinate catalyzed by cheap metal sulfate in a biorefinery concept. Ind. Crops Products. 117, 197–204 (2018). https://doi.org/10.1016/j.indcrop.2018.03.009
Yuan, Z., Wen, Y., Kapu, N.S., Beatson, R.: Evaluation of an organosolv-based biorefinery process to fractionate wheat straw into ethanol and co-products. Ind. Crops Products. 121, 294–302 (2018). https://doi.org/10.1016/j.indcrop.2018.05.028
Kaparaju, P., Serrano, M., Thomsen, A.B., Kongjan, P., Angelidaki, I.: Bioethanol, biohydrogen and biogas production from wheat straw in a biorefinery concept. Bioresour. Technol. 100, 2562–2568 (2009). https://doi.org/10.1016/j.biortech.2008.11.011
Rebolledo-Leiva, R., Moreira, M.T., González-García, S.: Environmental assessment of the production of itaconic acid from wheat straw under a biorefinery approach. Bioresour. Technol. 345, 126481 (2022). https://doi.org/10.1016/j.biortech.2021.126481
Malik, S., Rana, V., Joshi, G., Gupta, P.K., Sharma, A.: Valorization of wheat straw for the paper industry: pre-extraction of reducing sugars and its effect on pulping and papermaking properties. ACS Omega 5, 30704–30715 (2020). https://doi.org/10.1021/acsomega.0c04883
Sluiter, A., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., Hames, B., Ruiz, R.: Technical report NREL/TP-510–42619: determination of extractives in biomass. Golden, Colorado (2005)
Serna-Loaiza, S., Dias, M., Daza-Serna, L., de Carvalho, C.C.C.R., Friedl, A.: Integral analysis of liquid-hot-water pretreatment of wheat straw: evaluation of the production of sugars, degradation products, and lignin. Sustainability. 14, 362 (2022). https://doi.org/10.3390/su14010362
Kim, Y., Kreke, T., Mosier, N.S., Ladisch, M.R.: Severity factor coefficients for subcritical liquid hot water pretreatment of hardwood chips. Biotechnol. Bioeng. 111, 254–263 (2014). https://doi.org/10.1002/bit.25009
Beisl, S., Loidolt, P., Miltner, A., Harasek, M., Friedl, A.: Production of micro- and nanoscale lignin from wheat straw using different precipitation setups. Molecules. 23, 633 (2018). https://doi.org/10.3390/molecules23030633
Sluiter, A., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., Hames, B., Ruiz, R.: Technical report NREL/TP-510–42623: determination of sugars, byproducts, and degradation products in liquid fraction process samples. Golden, Colorado (2008)
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D.: Technical report NREL/TP-510–42618: determination of structural carbohydrates and lignin in biomass. Golden, Colorado (2012)
Beisl, S., Adamcyk, J., Friedl, A.: Direct precipitation of lignin nanoparticles from wheat straw organosolv liquors using a static mixer. Molecules 25, 1388 (2020). https://doi.org/10.3390/molecules25061388
Carvalheiro, F., Silva-Fernandes, T., Duarte, L.C., Gírio, F.M.: Wheat straw autohydrolysis: process optimization and products characterization. Appl. Biochem. Biotechnol. 153, 84–93 (2009). https://doi.org/10.1007/s12010-008-8448-0
Win, N.N., Weinwurm, F., Friedl, A.: Investigation of organosolv and hot-compressed water pretreatments of rice straw. Biomass Conv. Bioref. 6, 355–364 (2016). https://doi.org/10.1007/s13399-015-0188-0
Zheng, Q., Zhou, T., Wang, Y., Cao, X., Wu, S., Zhao, M., Wang, H., Xu, M., Zheng, B., Zheng, J., Guan, X.: Pretreatment of wheat straw leads to structural changes and improved enzymatic hydrolysis. Sci. Rep. 8, 1321 (2018). https://doi.org/10.1038/s41598-018-19517-5
Wu, Y., Wu, S., Li, Y., Gao, J.: Physico-chemical characteristics and mineral transformation behavior of ashes from crop straw. Energy Fuels 23, 5144–5150 (2009). https://doi.org/10.1021/ef900496b
Fang, G., Shen, K.: Wheat straw pulping for paper and paperboard production. In: Fahad, S., Basir, A., Adnan, M. (eds.) Global wheat production. IntechOpen, London (2018)
Nasser, R.A., Hiziroglu, S., Abdel-Aal, M.A., Al-Mefarrej, H.A., Shetta, N.D., Aref, I.M.: Measurement of some properties of pulp and paper made from date palm midribs and wheat straw by soda-AQ pulping process. Measurement. 62, 179–186 (2015). https://doi.org/10.1016/j.measurement.2014.10.051
Salehi, K., Kordsachia, O., Patt, R.: Comparison of MEA/AQ, soda and soda/AQ pulping of wheat and rye straw. Ind. Crops Products. 52, 603–610 (2014). https://doi.org/10.1016/j.indcrop.2013.11.014
Huang, G., Shi, J.X., Langrish, T.A.G.: A new pulping process for wheat straw to reduce problems with the discharge of black liquor. Bioresour Technol. 98, 2829–2835 (2007). https://doi.org/10.1016/j.biortech.2006.09.029
Food and Agriculture Organization of the United Nations (FAO) (2019) Chemical wood pulp production. http://www.fao.org/faostat/en/#data/FO
Acknowledgements
The authors acknowledge TU Wien for funding the Doctoral College "Bioactive," under which this research was performed, and TU Wien Bibliothek for financial support through its Open Access Funding Programme. The graphical abstract was created with BioRender.com.
Funding
Open access funding provided by TU Wien (TUW).
Author information
Authors and Affiliations
Contributions
Sebastián Serna-Loaiza (SSL), Johannes Adamcyk (JA), Stefan Beisl (SB), Martin Miltner (MM) and Anton Friedl (AF). SSL: Conceptualization, Investigation, Writing—Original Draft. JA: Investigation, Writing—Review & Editing. SB: Conceptualization, Writing—Review & Editing. MM: Writing—Review & Editing, Supervision. AF: Conceptualization, Writing—Review & Editing, Supervision.
Corresponding author
Ethics declarations
Conflict of Interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Serna-Loaiza, S., Adamcyk, J., Beisl, S. et al. Sequential Pretreatment of Wheat Straw: Liquid Hot Water Followed by Organosolv for the Production of Hemicellulosic Sugars, Lignin, and a Cellulose-Enriched Pulp. Waste Biomass Valor 13, 4771–4784 (2022). https://doi.org/10.1007/s12649-022-01824-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-01824-8