
Abstract
Owing to the superior mechanical properties, higher specific strength, higher electrical and thermal conductivities, better corrosion and oxidation resistances, aluminum alloys (Al-alloys) are being utilized in multiple applications like automobiles, aviation structures, and marine constructions. However, their use is constrained by their low ductility, low wear resistance and poor tribological properties. While several approaches have been in use to address these issues, nano-treating and cryogenic treatment (CT) appear to be more promising amongst. This work systematically reviews two of the aforementioned approaches for enhancing the mechanical, microstructural, and wear resistance properties of Al-alloys. It elaborates the discussion on various nanoparticles reinforced with Al-alloys to address the issues such as corrosion; and hot cracking which is prevalent when Al-alloys undergo fusion welding and stir-casting processes. A comparison of deep and shallow cryogenic treatments is done to highlight their pros and cons in terms of properties enhancement and ease of application. A critical review of the contributions made by various researchers existing in the literature with the identification of gaps in current knowledge and recommendations being made for future scope of research is presented to provide meaningful insights for researchers and technologists working on Al-alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
High-performance materials provide a lot of optimism for better and long-lasting systems. Engineered goods made of high-performance materials have particular performance benefits over their regular counterparts. For instance, high-performance concrete structures may be less expensive to build and maintain since they are stronger and more durable than standard concrete. In view of this, designers, producers, and industrial users are constantly searching for higher-performing materials and novel techniques related to their development. Concerns about global warming and energy use have prompted the demand for better fuel economy, which has a big impact on the materials used. This will certainly necessitate the use of lightweight materials in automotive industry. As a general rule, a reduction in 10% weight of a vehicle can lead to a 5.5% improvement in the fuel efficiency [1]. On the other hand, the designers of aircraft are trying to lighten the newly produced metallic alloys and increase their tolerance, fatigue, and corrosion resistance. The result is that aircraft structures will have longer service life and require fewer inspections in the future [2].
The Earth’s crust has more aluminum than any other metallic element. The metal aluminum has several desirable qualities, including light weight, greater specific strength, strong thermal and electrical conductivities, outstanding resistance to corrosion, and excellent formability [3]. The two main groups of Al-alloys are cast and wrought compositions. Based on the main method of property development, each group is further divided. The list of wrought composition families for wrought alloys is designated using a four-digit system and is as follows. 1xxx, 2xxx, 8xxx, etc. In order to define casting compositions, a three-digit system and a decimal value are used. The casting alloy limits are always expressed as a decimal of 0.0. They are 1xx.x, 2xx.x…8xx.x, etc [4].
Al-alloys are the best non-ferrous alloys because of their remarkable mechanical properties. They are anti-erosive, recoverable and environmentally friendly. Also, they have greater specific strength, high process ability, small coefficient of thermal expansion and enhanced conductivity [5,6,7,8] and hence they are currently used in a variety of industrial settings, such as aerospace, automotive, packaging, mechanical sector, and energy supply [9]. As the need for Al-alloys’ improved mechanical performance has grown over the past few decades, many methods have been attempted to increase their strength and ductility [10]. A lot of attention has recently been paid to the 7000-series alloys, particularly 7075 (AA7075), because they supply structural components to the automobile and aerospace sectors with incredibly high strength-to-weight ratios. The enhancement of various Al-alloy qualities was brought about by various heat treatments, including T4, T6, normalizing, and cryogenic heat treatment. The characteristics of Al-alloys are greatly enhanced by different heat treatment techniques, inclusion of grain refiners and nanoparticles. In order to meet consumer obligations, the aviation and automotive industries have encountered more technological issues. Weight loss is the top priority for manufacturers. Reduced weight in aircraft can help increase payload, improve performance, use less fuel, and reduce pollutants. The material with better qualities also offers improved corrosion and wear characteristics, and lowers the costs related to service and repairs and lengthen the life of its service. For cars and aeroplanes, it is crucial to reduce their weight, thereby reducing the expenses related to fuels and materials. Thus, it becomes necessary to look for appropriate sophisticated materials [11, 12]. It is possible to achieve forced miscibility in immiscible systems with manageable microstructure using mechanical alloying (MA) technology, which is not possible with any other techniques. By altering the starting powder’s composition and milling techniques, this method makes it feasible to control the different phases that form in an alloy [13, 14].
Despite the aforementioned advantages of Al-alloys, the qualities such as limited ductility and low wear resistance of Al-alloys limit their applications. Also in spite of the favorable features like high strength to weight ratio, Al-alloys suffer from poor resistance against the mechanical wear. For instance, aluminum alloys exhibit poor tribological properties owing to their relatively low hardness. Because of their low hardness, they undergo plastic deformation during the conditions of sliding. Moreover, some persistent issues still remain and prevent their wide-scale adoption. For instance, grain and precipitate coarsening cause these alloys mechanical characteristics to noticeably decrease at high temperatures. Due to the large solidification ranges of 7000-series Al-alloys, hot cracking frequently occurs during solidification. Moreover, their susceptibility to cracking during arc welding limits the widespread usage of these materials.
Tool steels are used in major applications including the manufacturing of tools for broaching, milling, taps etc [15]. The life of the cutting tool plays a crucial role in the enhancement of the productivity. It plays a vital role in the economic considerations [16]. Cutting tool is one of the significant elements in operations like drilling, turning, broaching and milling etc [17]. The cutting tools should possess certain characteristics like hot strength, wear resistance, resistance to flank wear and deformation, toughness etc [18]. Classical approaches for increasing the life of the tool includes usage of the coating materials or treating the surface. Classical heat treatment approach results in the retention of the austenite in the steels. This austenite transforms into martensite and results in the distortion of the cutting tools [19]. Hence advanced heat treatment processes like cryogenic heat treatment processes are required to avoid the above said situation. Since metal cutting is one of the major operations in the manufacturing industry and cutting tools play a major role in the metal cutting operations, the cutting tools have to undergo cryogenic treatment process in order to achieve good quality of product with close tolerances and high rates of production. Hence the cryogenic treatment of steels plays an important role in the design and manufacturing of the cutting tools and other manufacturing processes. Using this process can enable the design and development of novel cutting tools that can enhance the productivity. This can also increase the chances of producing the cutting speeds that are capable of operating at higher speeds and feed rates.
To the familiarity of the authors, the literature covering both the aforementioned techniques that were adopted to improve the characteristics of Al-alloys is not found. Therefore, the current review is focused on outlining how the above two strategies have improved Al-alloys in detail as well as the contributions made by earlier researchers to each methodology while also identifying knowledge gaps in each strategy.
2 Enhancement of properties of Al-alloys
There are different techniques for improving mechanical, microstructural and wear characteristics of the Al-alloys that include heat treatment, plastic deformation, grain refinement, reinforcement with nanoparticles and cryogenic treatment. Heat-treatment has emerged as one of the most important techniques since it is frequently used to modify mechanical properties of cast Al-alloys. Precipitation-hardening, a procedure that occurs when an Al-alloy is heated and cooled, causes precipitates to form in the aluminum matrix and increases the strength of Al-alloys [20]. Researchers utilized several heat treatment procedures and studied how they affect the link between the generated microstructure and the ensuing mechanical behaviour. Heat treatment can potentially improve strength and ductility of Al-alloys, however, enhancement in UTS is insignificant with this method [21].The advantages of heat treatment are undeniable, but its operators face a number of difficulties, such as market demands for greater performance and dependability, minimal production prices and lower use of energy. Age hardenable Al-alloys are heat treated by solutionizing the alloys, quenching, and either natural ageing at ambient temperature or artificial ageing at a higher temperature. Al-Si-Cu alloys, on the other hand, are said to have delayed and weak age hardening responses, compared to Al-Mg-Si alloys and Al-Si-Cu-Mg alloys, which frequently exhibit substantial age hardening responses [22].
Prior to various limitations in heat treatment techniques, the objective of research on Al-alloys was to improve their qualities; however, as a result of these limitations, focus shifted to adding grain refiners to the base alloy, and then towards integrating both the heat treatment and adding grain refiners. Several researchers used grain refinement technique to enhance the properties of Al-alloys. High strength Al-alloys are modified and finished in a single step in recent years by treating the melt with complicated master alloys comprising grains of grain finishers (TiAl3 and TiB2) [23]. The addition of 0.5 wt%, Al-3B-5Sr alloy by grain refinement method could increase the mechanical properties of A356 considerably [24]. Nowak et al. [25] reported that Al-Si alloy’s grain size can be enhanced by the combined use of niobium and boron as refiners. By adding 96Al-2Nb-2B master alloy, grain size, eutectic phase and secondary phases of A356 alloy significantly enhanced [26]. A more thorough comprehension of aluminum refinement from both physical and chemical perspectives will undoubtedly lead to a significant advancement in the field of study, however disagreements concerning the mechanism of grain refinement still exist [27]. Research has gradually concentrated on improving the properties of Al-alloys through the reinforcement of nanoparticles due to different advantages of nanotechnology. The advancement of Al-alloy characteristics using cryogenic heat treatment, on the other hand, is currently receiving more scientific attention. The following sections outline two of the most promising techniques, i.e., nanoparticle reinforcement and cryogenic treatment and their influence on enhancement of properties Al-alloys.
2.1 Improvement of properties of Al-alloys with nano-treatment
The desirable characteristics of Al-alloys such as light weight, higher mechanical strength and workability are produced by adding alloying components and applying specific thermal processes that result in the production of intermetallic inclusions (IMP) such as Al2CuMg, Al2Cu, and Al7Cu2Fe, etc., that prevent the migration of dislocations. When these IMPs come into contact with an electrolyte, they create localized galvanic couples that induce corrosion in the Al-alloys [28,29,30]. Fusion welding of aluminum and its alloys produces a lot of defects such as porosity, hot tears, solidifying cracks and melts at the joints. This adversely affects the hardness as well as the microstructural characteristics of the produced component. The 6xxx series Al-alloys exhibit excellent formability and high strength especially with the addition of copper. However, because of the large freezing ranges of these alloys, they undergo hot cracking during the solidification processes like casting, thereby reducing the scalability of these alloys in manufacturing. Moreover, if the fusion welding is carried out on Al-alloys, since the other elements such as copper and magnesium are added, most of the defects appear in the form of cracks. Hot cracking takes place when the hot metal is transformed from solid to liquid and back to solid again. The possibility of hot cracking varies from the type of alloy that is added. For instance, if magnesium and silicon are added, the possibility of hot cracking is 1% while for copper, it is around 3%. The question that appears is how to avoid this hot cracking. One possibility could be to avoid the highly crack sensitiveness and other options could be to use reputable filler alloys with the addition of grain refiners like zirconium and titanium. Few strategies and procedures have been proposed by researchers to address the corrosion issues. Nano-treating, i.e., using a small number of nanoparticles, has recently gained substantial attention in the field of metallurgy owing to its revolutionary possibilities that might potentially affect alloys in terms of microstructural control and property tuning [31, 32]. Nano-treating of Al-alloys plays a vital role to address the issues such as their susceptibility to corrosion and hot cracking which is predominant in case of stir-casted Al-alloys.
Addition of the ceramic nanoparticles into the matrix is one of the prominent approaches which reduces the defects in the Al-alloys and enhances their performance. Because of the self-stabilization and self-dispersion of the nanoparticles, selective nanoparticles can be embedded into the metal matrix. During the solidification process, the nanoparticles gather at the interface and restrict the grain growth at the interface. Another mechanism which helps in reduction of the hot cracking is the improved back fill of the liquid in the solid network. This is because of the increase in the viscosity with the increase in the volume faction of the molten metal during the solidification process. The impact of nanoparticles on the microstructures and mechanical properties of Al-Zn-Mg-Cu alloys, including SiC, TiC, B4C, Al2O3, TiB2, and Al3Zr, has been the subject of numerous investigations. In Al-Zn-Mg-Cu alloys, these nanoparticles can act as a heterogeneous nucleation site for Al grains during solidification, resulting in grain refinement. Furthermore, due to the grain boundary pinning effect that these nano-sized particles produce, they can prevent the coarsening of the grain that happens during the heat treatments [33, 34]. Moreover, the grain boundary thickness as well as the particle size reduced in heat treated specimens. Also, better particle size reduction, grain boundary strengthening and high hardness were observed with the heat treated and hot pressed samples [35].
While natural aging saves energy throughout the alloy manufacturing process, it is not fast enough for most Al-Zn-Mg-Cu alloys. Nanoparticles will make the alloy more sensitive to quench. By applying nano-treatment, the precipitation process can be accelerated by 50%. The nanotreating allows the creation of greater GPI and GPII zones in samples. The Al-6.0Zn-2.6Mg-0.5Cu alloy elongated to 4.52 ± 1.34% and achieved a UTS of 455.7 ± 40.2 MPa with the aid of natural aging, making it an excellent choice for an Al-Zn-Mg-Cu alloy that is naturally aged [36]. Additionally, nanoparticles enhance the sensitivity to quench, resulting in a higher microhardness differential between water-quenched and air-cooled samples than that between the corresponding control groups. The microhardness evolution graphs show that the nano-treated samples generate GPI and GPII zones earlier and in about half the time compared to that treated with non-nanoparticle samples. A high yield strength is a result of coherent or semicoherent precipitates scattered throughout the Al matrix and GP zones. The alloy can be strengthened by the strain field created by the mismatch between the precipitates and the Al matrix, which increases the resistance to dislocation sliding. Researchers proposed corrosion-resistant coatings (CRC) to alleviate the corrosion of Al-alloys. Through the use of continual surface reactions, atomic layer deposition (ALD) is discovered to be an effective method for producing a variety of thin films during the past few decades [37,38,39]. Several researchers [40,41,42,43,44] suggested using ALD to create ultrathin CRCs due to the capability of synthesizing thin layers of various materials with this method, even on substrates with a complex three-dimensional form. Ti-based nanoparticles such as TiC and TiO2 are the most widely used nanoparticles while Al2O3 and some ceramic based reinforcements (SiC) are next to them for enhancing the corrosion resistance of Al-alloys. Similar investigations by Dilli Babu et al. [45] on silicon carbide (SiC) and graphite (SiC-Gr) aluminium composites resulted in enhancement of their mechanical properties. Among the five distinct SiC and graphite groups, the composite containing 4% SiC and 0.5% graphite had superior mechanical performance.
Merisalu et al. [46] used an Al2O3/TiO2 laminated nanostructured oxide layer to prevent corrosion on the alloy AA2024-T3. In tests involving short-term anodic polarisation up to 10 V and immersion in a salt solution for 7152 h (298 days), the produced coating showed exceptional corrosion resistance. Though the protective coating is effective for corrosion resistance enhancement, further research is needed to optimize anodizing process and structure of nanolaminate used to ascertain the minimum thickness of anodic aluminum oxide layer needed to ensure savings in materials and energy. A206 is a typical cast Al-alloy with high mechanical strength. Its reliance on the θ′-phase for effective strengthening, however, raises questions about how well it performs against corrosion in operation. Nano-treatment of A206 with TiC nanoparticles is studied by Pan et al. [47] to determine its influence on overall corrosion behaviour. It has been noted that the resistance to corrosion of A206 improved by nanotreating with TiC. The corrosion control of A206 treated with nanoparticle is facilitated by homogeneous corrosion and quick passivation. Aluminum metal matrix composites (AMMCs) can be made using a variety of ceramic reinforcements, including Al2O3, SiC, B4C, ZrO2, etc. These reinforcements have a defining feature that they enhance the mechanical properties and wear resistance of the aluminum matrix [48]. The nano-ZrO2 reinforcement in Al-alloy (LM 13) with size ranging from 100 to 200 nm, and the concentration varying from 3 to 15 wt%, improved the corrosion resistance significantly. Increasing the dispersoid content has improved corrosion resistance [49]. However, higher ZrO2 (Zirconia) concentrations postpone the formation of a continuous protective layer on the surface, which lowers resistance to corrosion. Moreover, the agglomeration of reinforcements caused by higher concentrations of ZrO2 results in a smaller effective surface area and can not serve as nucleation sites for solidification.
Hot cracking is another major issue as far as high strength Al-alloys are concerned. Because of hot cracking, 7075, 6061, and 2024 Al-alloys have long been difficult to solidify and this behavior restricts their use in several applications. Due to the nonweldability of these alloys, mechanisms for riveting and bolting are used for joining and as a result, aerospace sector is experiencing a lot of issues. Although Cu-containing Al-Mg-Si-Cu alloys have higher levels of hardness, Mg and Cu in the alloying elements may make them more prone to hot cracking and tearing by introducing a wide freezing range during solidification, which would restrict the design geometries of such alloys in mass production [50]. Al-Mg-Si-Cu alloys, which are used for laser powder bed fusion (LPBF) and welding, in which cooling rates are high, are likewise constrained by the hot cracking problem [51]. When used in solidification procedures including casting, welding, and additive manufacturing, nano-treating can successfully lower the susceptibility of Al-alloy to hot cracking by injecting a small amount of ceramic NPs into a metal matrix [52]. Effective use of nano-treating can improve microstructure, prevent hot cracking, and hasten the decomposition of alloying elements. The type, size, and distribution of the changed precipitate particles will, nevertheless, have a substantial impact on the final characteristics of the nano-treated alloys [53].
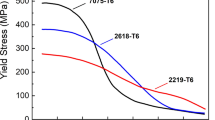
By using the hot extrusion approach, Sokoluk et al. [54] performed arc welding of AA7075 with the addition of TiC NPs. They created AL7075 filler rods by replacing the particle coated filler rods or tubes with an NP core. The difficult-to-weld materials can be welded with AA7075 filler rods augmented with NPs. The two main hot crack modes that have prevented successful arc welding of AA7075 are solidification and liquation cracking, both of which are intrinsically eliminated by this method. Figure 1 lists the transverse ultimate tensile strengths of welded AA7075 with nano-treated filler material in comparison to welded AA7075 with ER5356 filler material and other regularly welded Al-alloys. As can be seen from the figure, the maximum UTS for the as-welded case was 392 MPa (average: 376 ± 15 MPa) at 1.5% elongation, which is significantly greater than the tensile parameters obtained when employing ordinary ER5356. The impact of SiC nanoparticle incorporation on the friction stir spot welded (FSSW) 6061 Al-alloy was examined by Suresh et al. [55]. Using a stereo zoom microscope, they looked at how SiC nanoparticle addition affected the micro hardness and lap shear strength of the FSSW welded junction. Using optical and scanning electron microscopes, they also investigated the distribution and microstructure of the scattered nanoparticles. They claimed that the addition of SiC nanoparticles affected both the weld characteristics and grain size.

GTAW welded high strength aluminum alloys36, 37, AA7075 welded with ER5356 filler material11 and AA7075 welded with nano-treated AA7075 filler material [54]
In-depth research was done by Boillat et al. [56] on the use of different Al-alloys containing nanoparticle inclusions in diverse applications, with an emphasis on additive manufacturing. They reported that despite the various series of Al-alloys having superior mechanical capabilities, due to the large solidification range and other fault mechanisms that are typical of additive manufacturing and Al-alloys, solidification cracking occurs. Vimalraj and Kah [57] conducted a thorough examination of the effect of nanoparticles on friction stir welding (FSW) of Al-alloys. FSW conditions have a considerable impact on the dispersion of the reinforcing nanoparticles, which aids in defining the joint properties. The scattered NPs also refine the grain size and improve joint properties. The kind, number, and size of reinforcement NPs as well as the welding parameters have a significant impact on the joint properties and microstructures in identical and dissimilar Al welds. Adding nanoparticles to the FSW to serve as reinforcement, groove preparation is necessary for the process. Despite the fact that the open groove preparation aided in the application of nanoparticles as reinforcement, the pressing of the FSW tool caused the nanoparticles to spread across the welded area, leading to nonhomogeneous distribution. In an effort to lessen the nanoparticle splatter from the groove, research has been carried out wherein the nanoparticles are combined with ethanol to create a paste solution to prevent uneven dispersion of nanoparticles. Additionally, according to a certain research, a pinless tool was used to move along the groove with strengthening of nanoparticles to prevent their ejection.
It has been found that TiC and aluminum wettably interact well with a contact angle well below 90 degrees [58]. Additionally, TiC improves its dispersion within the molten aluminum to provide heterogeneous nucleation sites and constrain grain growth to delay the release of latent heat, resulting in fine equiaxed grains for primary phases [59]. These benefits have led to the use of nano-treating by TiC outside of casting in processes like laser powder bed fusion and welding to produce high strength alloys that were previously impossible to print and weld [60].
Al-Mg-Si-Cu alloys are shown to benefit from TiC nano-treatment in terms of grain refinement, secondary phase modification, and precipitation augmentation, which improve the mechanical properties of both as-cast and T6 heat-treated samples [61]. Nano-treating with TiC nanoparticles, hot-cracking problem of the alloy Al-Mg-Si-Cu can be addressed which is accompanied by improved mechanical properties. However, it is still problematic to integrate TiC nanoparticles into Al-Mg-Si-Cu alloy. TiC must be stabilized in Al at temperatures over 780 °C in order for Al to avoid reaction with TiC and producing the undesired byproduct Al3Ti. However, to analyze additional nanoparticle additions in FSW of Al-alloys and to understand the strengthening mechanism employed by nanoparticles, further research is needed. Distribution of nanoparticles during welding is also another issue to be addressed. Creating filler wires, which enable arc welding of more challenging-to-weld materials, could improve the welding of different materials and be a viable remedy.
Groove preparation is crucial for the effective incorporation of the nanoparticles during the FSW. The open groove method is discovered to be efficient in this process [62]. However, pushing the tool causes the nanoparticles to spray all over the weld area. As a result, the nanoparticle distribution in the weld zone is not uniform. By mixing the nanoparticle paste with the ethanol solution, the improper distribution of the nanoparticles can be prevented. To prevent the evacuation of the nanoparticles, several researchers used pin-less equipment. They also mentioned that the agglomeration of nanoparticles results in a weaker weld. The huge surface area is what causes the agglomeration since it tends to increase the distance between the particles, leading to the development of pores. It was studied by Zuo et al. [63] how to manage the microstructure and enhance the structural stability of AA7075 through nano-treating in order to achieve excellent performance. The grains were greatly polished from coarse dendrites of hundreds of micrometers to fine equiaxial ones less than 20 μm after being treated with TiC nanoparticles. Following the T6 heat treatment, the grains, which had an average size of 18.5 μm, showed outstanding thermal stability by remaining nearly unaltered. According to various cooling rates, Fig. 2 shows the precise average grain sizes and standard deviations in AA7075 alloys. According to this study on thermal stability, the nano-treatment opens up new possibilities for high-performance alloys that are also thermally stable. Similar improvements were found in the work of Mahesh et al. [64] who studied the influence of mechanical properties on butt joint of 410-Martensitic stainless steel. In their work, they have observed significant structural changes, hardness and tensile strength in the martensitic form. The effects of nanoparticle addition on the mechanical and microstructural characteristics of several aluminium alloys are shown in Table 1 [65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80]. It can be observed from the Table 1 that most of the nanoparticles used are titanium, silicon carbide, CNTs, graphene and alumina based ones which enhanced the mechanical properties such as hardness, elastic modulus, UTS, yield strength and wear resistance. The basic reason for how nanotreating imporoves the mechanical, microstructural and wear resistance properties of Al-alloys include the ability of NPs to self-assemble at the solid/liquid boundary during solidification, thus stifling grain expansion. The addition of significant effects of grain refinement, secondary phase modification and precipitation enhancement, can lead to enhanced mechanical properties. Selective nanoparticles may be incorporated into the metal matrix to create nanocomposites with uniform nanoparticle dispersion because of the self-dispersion and self-stabilization processes.

Average grain sizes of the alloy AA7075 before and after nanotreatment [64]
2.2 Improvement of properties of Al-alloys with cryogenic treatment
Cryogenics began in the middle of the 19th century when man discovered how to cool things to temperatures that are lesser than anything that had ever naturally occurred on the earth’s crust. As early as 1937, reports of the positive benefits of cold treatments on tool performance were made. Cryogenic treatment of high speed steels (HSS) was discovered to permit the use of faster cutting speeds in some circumstances. A certain advantageous combination of characteristics could only be obtained by integrating a cold treatment in the production cycle of tool steel [81]. It is generally known that high-alloyed steels and cast iron have higher mechanical, electrical, and corrosion responses following CT, which is related to changes in microstructure that encourage the conversion of residual austenite into martensite and cause precipitation of carbide [82, 83]. In view of this, many non-ferrous alloys other than ferrous materials (tool steels), such as magnesium alloys [84, 85] and titanium alloys [86], followed by aluminum alloys were considered for CT.
From earlier research reports, it is found that quick cooling through the quenching process has the potential to produce residual stress, and this residual stress would worsen the Al-alloys’ mechanical properties, leading to early failure [87, 88]. CT, which includes subjecting the materials to a low-temperature environment, has shown to be more effective at solving this problem, improving overall performance, and extending the fretting fatigue life of Al-alloys [89, 90]. The fundamental CT involves gradually bringing the component down to the specified temperature, holding it there for a predetermined amount of time (the freezing time), and then gradually bringing it back up to room temperature. The cooling-warming cycle’s characteristics provide a crucial way to differentiate between various CTs. Based on the lowest temperature attained during the cycle, there are two different types of CT techniques: deep cryogenic treatment (DCT) and shallow cryogenic treatment (SCT), also known as subzero treatment. The samples are kept down for several hours and steadily chilled to 77 K in the first case, while they are placed in a freezer at 193 K in the second case, and then gradually reheated to room temperature [91, 92]. Cryogenic pre-treatment may significantly influence the precipitation by influencing dislocation and stress. The fundamental reasons for this can be due to the difference in coefficient of thermal expansion (CTE) between the particles and the matrix. CT can expand the temperature range in composites, moving beyond the solution temperature and the dislocation density [93, 94]. Additionally, it is believed that the cryogenic treatment is a feasible and efficient way to reduce hazardous residual stress that results from heat treatment of Al-alloys [95].
From the above discussion, it can be seen that the CT can remarkably enhance the microstructure as well as the mechanical properties of the materials. It may supplement the traditional heat treatment procedure. Few potential applications include the transformation of the retained austenite to martensite in the tool steel after the cryogenic heat treatment. This indicates that the unstable retained austenite will be reduced and thus results in the improvement of the structural strength of the tool steel. Similarly, CT can enhance the tool life of die and tool steels by virtue of stabilization of the carbides. It is also found that the retained austenite as well as the secondary carbides form the governing mechanisms for enhancing the wear rate by cryogenic treatment. CT can reduce the average size of the particle and also result in homogenization of the distribution of the size of the particle. It also results in the promotion of the precipitation of the large amounts of the secondary carbides. During the rapid cooling process, residual stresses are induced in the Al-alloys. This results in the degradation of the mechanical properties of the alloy resulting in its early failure. Though various methods such as electropulsing and cold working were developed to reduce these residual stresses, CT is found to be an effective strategy to this effect. For instance, the combined strategy of CT and rapid heat treatment relieved the residual stresses in the aluminium alloy upto 71% [96]. In few studies, CT enhanced the resistance to fretting wear and fretting fatigue life of the Al-alloys [97,98,99].
2.2.1 Deep cryogenic treatment of Al-alloys
Several benefits of deep cryogenic treatment (DCT) were reported when it was initially applied to tool steels. They include enhanced abrasive resistance [100] and fatigue resistance to wear [101], dimensional stability [102, 103], and enhanced hardness and strength [104]. Podgornik et al. [105] studied the influence of DCT on A1 tool steel and reported that the production of finer needles resembling martensite and martensitic transformation coupled with plastic deformation of primary martensite can be attributed to the improvement in A1 steel characteristics acquired by DCT. The mechanism involved in steels for enhanced properties can be attributed to that DCT primarily promotes the fine carbides’ precipitation, transforms retained austenite into martensite and eliminates the residual stresses in the material [106, 107]. However, the parameters that need to be optimized include soaking time, soaking temperature, rates of cooling and heating, temperature of tempering based on material used and type of application to which it is put to better understand how these parameters influence the aforementioned properties [108]. DCT was applied to non-ferrous alloys such as Mg, Ti and Al based alloys. The research on DCT application to Mg alloys [109,110,111] showed that it can potentially improve the hardness, wear and corrosion resistances, and ductility. Gu et al. [86] examined the influence of DCT and ageing treatment on Ti alloy, Ti-6Al-4 V and reported that DCT before ageing at 650 °C is a successful strategy for enhancing the ductility of commercial Ti-6Al-4 V alloy. However, the investigations of Wang et al. [112] on 2024-T4 alloy found that the effect of DCT on behavior of strain hardening is marginal. DCT is also applied to different series of Al-alloys that include 2xxx, 5xxx, 6xxx and 7xxx. The flowing sections outline the effect of DCT on the aforementioned alloy series.
The findings of Gao et al. [113] on welded joint of 5A06 alloy, which underwent DCT, demonstrate that a significant amount of sub-grain is present in the microstructure of the welded joint, which leads to the refined grain following cryogenic treatment. The noticeable increase in the amount of β-phase (Mg2Al3), its dissemination and dispersion helped to enhance the welded joint’s dispersion. After DCT, some grain exhibits orientation problems that cause a change in the joint’s microstructure. Bouzada et al. [114] reported a modest increase in nanoprecipitation at and close to the grain boundaries of 7075 alloy after DCT. This might be sufficient to increase the alloy’s stress corrosion cracking (SCC) resistance. On the other hand, the thermal cryogenic treatment led to compressive stresses in the alloy’s surface, which might help the alloy’s fatigue and SCC behaviour. However the static mechanical properties were unaffected by DCT. Lee et al. [115] applied the DCT on annealing behavior of 5083 Al-alloy and showed that DCT enhanced tensile and yield strengths (YS), hardening effect, ductility and fracture strain. Park et al. [116] investigated the effect of low temperature (110–293 K) on the properties of Al-alloys of 5xxx and 6xxx series. They observed that there is an improvement of strength and ductility of the said alloys with the decrease in temperature.
Vasudevan [117] demonstrated that DCT on friction stir welded materials results in a minor gain in strength and hardness and a slight decrease in toughness of AA5083-H321 plates. Steier et al. [118] showed that the improved wear resistance was attributed to the creation of more GP-zones, according to the microstructural research that was conducted on 6101 Al-alloy. Gao et al. [119] discovered that DCT enhanced the strength and flexibility of a 7A99 alloy by enhancing the uniformity of the precipitate distribution of precipitate and purifying the precipitates. Lulay et al. [120] showed that hardness and toughness of 7075 alloy increased with DCT application. Wei et al. [121] on the other hand reported that residual stress reduction and dimensional stability improvement are the results of DCT on 7075 alloy.The lower temperature during the CT process after quenching will cause the grains in the surface layer to flex, releasing compressive stress and lowering residual stress. Thus, when the CT temperature drops, the residual stress drops as well. However, the discrepancy of deformation in the precipitate and matrix, resulting from the differences in their thermal expansion coefficients, will become more pronounced at very low CT temperatures. Greater residual stress is formed between the precipitates and matrix during the process of warming from the CT temperature to room temperature. At a specific CT temperature, i.e., -1200C, the two opposing effects of CT on residual stress will provide a minimal residual stress value. The findings of Weng et al. [122] demonstrated that the thermal conductivity of Al-7050 decreased linearly as temperature is decreased. It was discovered that the thermal conductivity at various temperatures significantly reduced by 30% after solution treatment under the influence of DCT. However, after solution or solution-DCT, the thermal conductivity increased due to ageing. Figure 3 shows three different samples, untreated (R), solution (S) treated and solution-deep cryogenically (SC) treated 7050 Al-alloy as a function of temperature.

Thermal conductivity changes in samples treated with R, S, and SC with the drop in temperature [122]
The studies by Kumar et al. [123] on the DCT-treated Al-7075 samples showed that in comparison to the base metal samples, the DCT-treated materials’ UTS, impact strength, and micro-hardness all increased by 7.41%, 4%, and 9.68%, respectively. The higher ballistic strength of DCT targets is a result of the finer grains and high dislocation density, which prevent crack formation. Dispersoids or thermodynamically stable second phase particles with sizes typically between 0.1 and 1.0 μm, are found in Al-alloys. The grain size is regulated by these dispersoids and depending on their characteristics and distribution within the aluminum matrix, their presence may have either a favorable or a negative impact on fatigue behavior [124] and they can influence recrystallization of Al-alloys [125]. The results on the effect of DCT on Al-alloys are somewhat contradictory, as some authors reported that the treatment time has no effect on mechanical properties of the alloys though the exposure time to cryogenic temperatures influences them. Li et al. [90] studied the exposure time to DCT on Al-Zn-Mg-Cu alloy and showed that soaking time results in increased hardness up to a certain value and then there is a decrease in hardness as shown in Fig. 4. These results are identical with the results of studies on DCT effect on Mg alloys. Jia et al. [126] found that the trend of the UTS and YS of Mg-9Gd-4Y-2Zn-0.5Zr alloy which increased initially and then declined when soaking time increases, is an indicative of the Mg5RE precipitates’ rising volume fraction and coarsening in size, respectively as shown in Fig. 5. Song et al. [127] studied the effects on phase transitions and microstructures in near βTi-5Al-3Mo-3 V-2Cr-2Zr-1Nb-1Fe (Ti-5321) alloy of cryogenic treatment before aging. It has been discovered that cryogenic treatment can clearly influence phase transitions during aging and encourage α precipitation, giving aged alloys greater strength without clearly sacrificing ductility.

Effect of DCT time on Vickers hardness of samples (a) extruded (b) quenched and (c) aged [90]

Effect of soaking time on UTS, YS and elongation of Mg-9Gd-4Y-2Zn-0.5Zr alloy treated by DCT [126]
Very few researchers studied the DCT in combination with aging on Al- alloys. Jovicevic-Klug et al. [128] was the first to investigate the effect of DCT on aging (natural and artificial) of Al-alloy “EN AW 6026” and formation of dispersoids. They showed that homogenization temperature (HT) has a considerable effect on hardness of alloy which reduces the improvement in hardness at higher HT of 570 °C when compared to that of lower value, i.e., 530 °C when DCT is applied as opposed to that without DCT. DCT results in denser dispersoids which lead to the improved diffusivity of alloying elements. Moreover, exposure time to DCT also increases hardness evolution under natural aging as shown in Fig. 6.The findings of Zhang [129] on combined DCT and aging of machinability of Al-7075 alloy demonstrate that after DCT, the cutting force of the 7075 Al-alloy is extremely smaller than that before DCT; the cutting force of the T6-state alloy is 1.25 times greater than the cutting force of the T6I4-state alloy. Cryogenically treated Al-alloy (7075-T6I4) exhibits smaller grains and more -MgZn2 precipitates in the aluminum matrix than untreated 7075-T6I4 Al-alloy at the same cutting conditions. The precipitated phase size of T6 is about 80 nm, which is almost 2.5 times larger than T6I4’s. However, the precise mechanisms underlying how CT affects the microstructure evolution during aging in aluminum matrix composites are still unknown. Moreover, the fundamental mechanism for the CT of AL-alloys is changes in precipitation characterizations, which are governed by the type of alloy, the heat treatment parameters, and other factors. CT causes precipitation in Al-alloys, however it is less evident than the precipitation caused by ageing treatment alone.

Variation of hardness change with natural aging time for differently treated samples with and without DCT at homogenization temperatures (a) lower and (b) higher [128]
The precipitation from the beginning of aging is encouraged by CT after solution, which can accelerate the precipitation time of a stable, non-coherent phase. During the aging process, precipitation has a stronger driving force due to the increased dislocation density caused by CT. Additionally, after 6 h of aging, it can encourage the precipitation of θ′ phases. Consequently, when compared to samples that were not cryogenically treated, in case of treated samples, the equilibrium precipitates that are formed at the same time had a larger concentration. While the conduct of CT after solution and prior to aging treatment can raise the yield strength, CT after solution and aging treatment likewise has minimal influence on yield strength [130].
2.2.2 Shallow cryogenic treatment of Al-alloys
Shallow cryogenic treatment (SCT), in which samples are immersed for a predetermined amount of time in a bath of dry ice at -800C, is a simple process and involves less expenses when compared to that of DCT. Mohan et al. [131] studied fatigue characteristics of Al-alloy and reported that there is an increase in studied parameter from 140 to 240 MPa. As shown in Table 2, UTS increased from 630 to 673 MPa, YS increased from 532 to 620 MPa. Hardness, YS and UTS of the SCT samples improved by around 30%, 17%, and 7%, respectively. Chaanthini et al. [132] also investigated the influence of SCT on AA2014 involving eight different hours of soaking time to enhance mechanical properties, which is followed by an 18-hour tempering operation at 1600C. For 18 h of SCT, the greatest percentage improvements in micro hardness, UTS, percent elongation, toughness, and rate of wear are 40, 1.28,10, 23 and 48 respectively. The properties however varied for different soaking hours. Uz et al. [133] studied the hardness, surface roughness, and resistance to corrosion characteristics of AA5083-H111 alloy in 3.5 wt%, NaCl solution using SCT at different time periods of 10, 24, 36, 48, and 72 h. They reported that 24 h is the ideal CT time which raises the hardness from 71.3 HB to 74.90 HB as shown in Fig. 7. It also lowers the average value of surface roughness from 534 to 105.634 nm, and raises overall resistance to charge transfer from 18,139 to 26,230 Ω-cm2.

Effect of swallow cryogenic treatment duration on hardness [133]
2.2.3 Comparison of DCT and SCT processes
The SCT is typically carried out in the temperature range from − 800C to -1600C, while DCT can be done in the range of -1600C to -1960C. Among these processes, the most widely used process is DCT, because of its simplicity of the equipment, less pollution and low cost. DCT reduces the residual stresses and thus enhances dimensional stability of the Al-alloys without compromising the mechanical properties. DCT of Al-alloys allows them to work in special circumstances like fuel tanks, transition rings of launch vehicle tanks and heat exchanger of air conditioner, which can typically operate at -1000C. DCT induces an ultra-low temperature in the Al-alloys and can result in the refinement as preferred orientation of the grains. It increases the dislocation density and optimizes the distribution of the secondary phase. In addition to this, electrical conductivity, wear resistance, corrosion resistance and residual stress can be improved drastically by virtue of micro-structure evolutions produced by DCT.
Some researchers compared both DCT and SCT processes on tool steels. Soleimany et al. [134] compared the effects of both DCT and SCT on hardness and wear characteristics of H11 tool steel. DCT showed improved properties slightly when compared to that SCT in terms of both hardness and wear resistance. Senthilkumar et al. [135] asserted that the SCT promoted a tensile condition of residual stress while the DCT revealed a compressive residual stress in their comparative investigations on the impact of the two types of cryogenic practices on the residual stress state of 4140 steel. According to Arunram et al. [136], DCT for 30 h increased the steel grade M2 drilling tool’s hardness property by 40.96%, whereas SCT for 30 h increased it by 31%. However, Gao et al. [137] looked into how the mechanical, microstructure, and dissolution resistance properties of WC-Fe-Ni cemented carbides were affected by the cryogenic duration (2 h, 12 h, and 24 h). They noticed that DCT decreased the cemented carbides’ ability to resist corrosion. The study found that lengthening the treatment period ensured phase conversion, which enhanced the attributes under investigation. Idayan et al. [138] compared both DCT and SCT on AISI 440 C bearing steel. Their findings demonstrate that specimens treated with DCT exhibit better wear resistance than that treated with SCT or conventional heating.
There is however limited literature on comparison of both DCT and SCT of Al-alloys. Koklu [139] compared both DCT and SCT on Al-5083 alloy for mechanical characteristics and machinability. The Al-alloy was subjected to DCT (liquid nitrogen (N2)) at -1960C and SCT at -800C for various lengths of time (15, 30, and 45 h). It was found that the sample held in liquid nitrogen (N2) for 45 h had the highest tensile strength, while the other samples’ mechanical properties only significantly improved after 15 and 30 h of cryogenic treatment. Table 3 [128, 132, 140,141,142,143,144,145,146,147,148] presents the influence of CT combined with other heat treatment/aging processes on alteration of microstructure of various Al-alloys.
2.3 Effect of various factors on cryogenic treatment of Al-alloys
There are various factors which affect the CT of Al-alloys such as heating and cooling rates, soaking time and sequence of operations. Detailed discussion is carried out on the effect of these factors on Al-alloys in sections below.
2.3.1 Effect of cooling and heating rates
In the realm of cryogenic treatment, there are several factors that are under consideration for optimization such as cooling and heating rates, soaking time, and treatment sequence. The most important factor is cooling rate, which should not exceed 20 to 30 degrees Celsius per hour to avoid component breaking and cracking. Thermal strains and distortion are reduced by slowing down the pace of heating and cooling. According to Kalsi [149], a cooling rate of one K/min is necessary to provide the highest possible improvement in wear resistance and the lowest possible inclination to break. M2 HSS drills were treated by Da Silva et al. [150] at -196oC with a cooling and heating rate of 1oC/min. According to Darwin et al. [151], a significantly lower cooling rate hinders martensitic transformation, and a larger cooling rate makes the material more brittle. The materials cannot be immediately submerged in liquid nitrogen in a cryogenic chamber in order to reduce the temperature to a deep cryogenic temperature of 77 K [152]. Because of the abrupt cooling and high temperature gradient, this will cause deformation and quench cracks [153].
2.3.2 Effect of soaking time
Soaking time is the amount of time the material is immersed in the quenching medium, which is typically liquid or gaseous nitrogen when the material is cooled to a cryogenic temperature. Note that different materials and cryogenic treatments require varying soaking times [154]. There is no systematic procedure for choosing the soaking time for a particular type of material in the cryo literature. The soaking time for SCT ranges from a few minutes to six hours, while the soaking time for DCT is eight to seventy two hours. According to the research, a 24-hour soaking time is adequate [155]. Soaking for approximately 35 h at the lowest temperature is sufficient. If soaking is done for longer periods, it will not have appreciable impact [156]. A lengthy immersion in a DCT is required to provide the remaining austenite the time to completely transform into martensite and to precipitate into fine secondary carbides [157]. The best outcomes were seen in carbide inserts that were cryogenically treated for a whole day [158]. Park et al. [159] found that the cryo-treated AA 6061 Al-alloy samples significantly outperformed the untreated ones in terms of hardness, electrical conductivity, and surface finish. The samples that were immersed for 15 to 21 h yielded the higher values.
2.3.3 Effect of sequence of cryogenic treatment
In order to achieve the desired mechanical characteristics of steel with a finer microstructure, some researchers suggested to carry out DCT immediately after quenching, followed by progressive tempering [160,161,162,163,164]. Yan et al. [165] found that after tempering, W9Mo3Cr4V (W9) high speed steel (HSS) had a longer tap life at a cryogenic temperature of 113–77 K. According to Lal [166], cryogenic treatments work better when carried out just after quenching and before tempering. DCT applied immediately following quenching and before tempering improved the mechanical characteristics of HSS more than DCT applied after both quenching and tempering. DCT performed after tempering performs less well.
3 Conclusion
The article outlines the techniques for enhancing the mechanical, microstructural and tribological characteristics of Al-alloys that include reinforcement with nanoparticles and cryogenic treatment. The following conclusions are drawn.
-
1.
Nanoparticles act as a heterogeneous nucleation site for aluminum grains during solidification resulting in grain refinement, and because of the grain boundary pinning action that the nanoparticles produce, they can prevent the coarsening of the grain during heat treatments. Owing to these effects, nanotreated Al-alloys exhibit enhanced mechanical properties.
-
2.
Nano-treating is mainly used to address the issues of Al-alloys such as corrosion and hot cracking resulting from stir-casting and fusion welding. Ti-based nanoparticles (TiC) constitute the major portion of the nano-treating approaches while silicon carbide, CNTs, graphene and alumina (Al2O3) based ones positioned next to them.
-
3.
The hardness and UTS of welded joint with nano-reinforcement have risen in comparison to the joint without reinforcement; elongation and yield strengths, however, have decreased depending on the kind of nanoparticle added.
-
4.
By adding carbide based nanoparticles (SiC and TiC) to joints in FSW, their mechanical characteristics improved, while the softening effect along the heat affected zone lessened.
-
5.
CT can effectively reduce the residual stresses in Al-alloys that are caused by heat treatment processes, and in addition, it can enhance the mechanical and microstructural properties.
-
6.
Cryogenic treatment can clearly influence phase transitions during aging and encourage α precipitation, giving aged alloys greater strength without losing ductility.With the increased aging time, the effect of CT on hardness changes more significantly. The conduct of CT after solution and before ageing treatment can increase yield strength, but cryogenic treatment after solution and after ageing treatment has little impact on yield strength.
-
7.
The concentration of alloying elements in the matrix is affected by the homogenization and artificial ageing of dispersoids, which has a direct impact on the microstructural alterations that take place during DCT application.
-
8.
CT after solution and prior to aging treatment can raise the yield strength, while CT after solution and aging treatment likewise has minimal influence on yield strength.
-
9.
When compared to SCT, DCT results in an improvement in mechanical properties of tool steels such as better wear resistance. DCT for 30 h increased the hardness of steel grade M2 drilling tool by 40.96%, whereas SCT for 30 h increased it by 31%. In case of Al-alloys, the improvement in tensile strength is higher with DCT than that treated with SCT. However DCT is expensive than SCT.
Scope for future research
-
1.
Research should focus on how weld characteristics are impacted by intermetallic compounds and sub-grain formation techniques involving nanoparticles, and the factors affecting these formations.
-
2.
The choice of tool material in FSW reinforced with nanoparticles is crucial because tool wear is caused by high hardness qualities of carbide and oxide nanoparticles. Ceramic cutting tools based on Al2O3, Si3N4, sialon and cermet can be a potential solution to overcome this drawback.
-
3.
The effect of DCT on artificially aged Al-alloys is to be studied to evaluate Guinier-Prestone (GP) zones and development of β-type precipitates.
-
4.
The in-depth analysis of the effect of soaking time and temperatures of DCT plus aging treatment is essentially required to study the mechanism of mechanical properties and microstructural evolution.
-
5.
There is very limited literature on the effect of DCT combined with natural and artificial aging to investigate the shape of dispersoids and the linkage between the enhancements of mechanical properties with microstructural changes caused. So further research should focus on these aspects.
-
6.
The structural reliability of mechanical components should be studied through the combined fatigue and finite-element method (FEM) analyses.
-
7.
To lower heat- treated component deformation and lower the scrap rate, more research on CT is required.
Finally, it can be concluded that the cooling and heating rates, soaking time, cryogenic temperature, and cryogenic treatment sequence are the key factors in cryogenic treatment. Depending on the kind of material and desired qualities, these parameters must be tuned for both cost and performance while taking the material’s mechanical, metallurgical, and production histories into account.This will lead to a reduction in time and energy consumption as well as the best possible use of cryogenic treatment.
Data availability
This manuscript has no associated data.
Abbreviations
- CNT:
-
Carbon nanotubes
- COE:
-
Coefficient of thermal expansion
- CR:
-
Cryo-rolled
- FSW:
-
Friction stir welding
- GNB:
-
Geometrically necessary boundary
- HB:
-
Brinell hardness
- IDB:
-
Incidental dislocation boundary
- NP:
-
Nanoparticle
- UTS:
-
Ultimate tensile strength
- YS:
-
Yield strength
References
Miller, W.S., Zhuang, L., Bottema, J., Wittebrood, A.J., de Smet, P., Haszler, A., Vieregge, A.: Recent development in aluminium alloys for the automotive industry. Mater. Sci. Engineering: A. 280(1), 37–49 (2000). https://doi.org/10.1016/S0921-5093(99)00653-X
Dursun, T., Soutis, C.: Recent developments in advanced aircraft aluminium alloys. Mater. Des. (1980–2015). 56, 862–871 (2014). https://doi.org/10.1016/j.matdes.2013.12.002
Langelandsvik, G., Akselsen, O.M., Furu, T., Roven, H.J.: Review of Aluminium Alloy development for wire Arc Additive Manufacturing. Materials. 2021(1418), 5370 (2021). https://doi.org/10.3390/ma14185370
Varshney, D., Kumar, K.: Application and use of different aluminium alloys with respect to workability, strength and welding parameter optimization. Ain Shams Eng. J. 2021,121, 1143–1152 (2021). https://doi.org/10.1016/j.asej.2020.05.013
Davis, J.R.: Alloying: Understanding the basics p351-416 https://doi.org/10.1361/autb2001p351. (2001). ASM International. www.asminternational.org
Zuo, K., Zhang, H., Qin, K., Han, X., Shao, B., Cui, J.: Effects of Heat Treatment and Extrusion on Microstructure and properties of A390 Alloy Hollow Billet fabricated via DC Casting. Mater. Trans. 56(9), 1591–1598 (2015). https://doi.org/10.2320/matertrans.M2015132
Sharma, A., Shin, Y.S., Jung, J.-P.: Influence of various additional elements in Al Based Filler alloys for Automotive and Brazing Industry. J. Weld. Join. 33(5), 1–8 (2015). https://doi.org/10.5781/JWJ.2015.33.5.1
Hong, S.-J., Suryanarayana, C.: Mechanical properties and fracture behavior of an ultrafine-grained Al-20 wt pct Si alloy. Metall. Mater. Trans. A. 36(3), 715–723 (2005). https://doi.org/10.1007/s11661-005-0187-z
Covaciu, M., Kennedy, A.R.: Production process and Properties of a highly porous Al Alloy made using NaCl droplets as a space holder. Acta Metall. Sinica (English Letters). 28(8), 1034–1040 (2015). https://doi.org/10.1007/s40195-015-0291-z
Lloyd, D.J.: Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 39(1), 1–23 (1994). https://doi.org/10.1179/imr.1994.39.1.1
Nithesh, K., Gowrishankar, M.C., Nayak, R., Sharma, S.: Effect of light weight reinforcement and heat treatment process parameters on morphological and wear aspects of hypoeutectic Al-Si based composites - a critical review. J. Mater. Res. Technol. 15, 4272–4292 (2021). https://doi.org/10.1016/j.jmrt.2021.10.019
Sambathkumar, M., Gukendran, R., Mohanraj, T., Karupannasamy, D.K., Natarajan, N., Christopher, D.S.: A systematic review on the mechanical, tribological, and Corrosion properties of Al 7075 Metal Matrix composites fabricated through stir casting process. Adv. Mater. Sci. Eng. 2023, 1–17 (2023). https://doi.org/10.1155/2023/5442809
Bera, S., Chowdhury, S.G., Estrin, Y., Manna, I.: Mechanical properties of Al7075 alloy with nano-ceramic oxide dispersion synthesized by mechanical milling and consolidated by equal channel angular pressing. J. Alloys Compd. 548, 257–265 (2013). https://doi.org/10.1016/j.jallcom.2012.09.007
Rana, J.K., Sivaprahasam, D., Seetharama Raju, K., Subramanya Sarma, V.: Microstructure and mechanical properties of nanocrystalline high strength Al–Mg–Si (AA6061) alloy by high energy ball milling and spark plasma sintering. Mater. Sci. Engineering: A. 527(1–2), 292–296 (2009). https://doi.org/10.1016/j.msea.2009.08.041
Rizzo, A., Goel, S., Grilli, M.L., Iglesias, R., Jaworska, L., Lapkovskis, V., Novak, P.: Postolnyi, and Daniele Valerini. The critical raw materials in cutting tools for machining applications: A review. Materials. 13(6), 1377 (2020)
Fan, W., Ji, W., Wang, L., Zheng, L., Wang, Y.: A review on cutting tool technology in machining of Ni-based superalloys. Int. J. Adv. Manuf. Technol. 110, 2863–2879 (2020)
Narasimha, M., Sridhar, K., Reji Kumar, R., Aemro Kassie, A.: Improving cutting tool life a review. Int. J. Eng. Res. Dev. 7(1), 67–75 (2013)
Grigoriev, S.N., Fedorov, S.V.: Materials, properties, manufacturing methods and cutting performance of innovative ceramic cutting tools – a review. Manuf. Rev. 6, 19 (2019)
Schultheiss, F., Zhou, J., Gröntoft, E., Jan-Eric, S.: Sustainable machining through increasing the cutting tool utilization. J. Clean. Prod. 59, 298–307 (2013)
Mohamed, A.M.A., Samuel, F.H.: A Review on the Heat Treatment of Al-Si-Cu/Mg Casting Alloys. In Heat Treatment - Conventional and Novel Applications. InTech. (2012). https://doi.org/10.5772/50282
Talabi, S.I., Adeosun, S.O., Alabi, A.F., Aremu, I.N., Abdulkareem, S.: Effects of Heat Treatment on the Mechanical properties of Al-4% Ti Alloy. Int. J. Met. 2013, 1–4 (2013). https://doi.org/10.1155/2013/127106
Mohamed, A.M.A., Samuel, F.H.: A Review on the Heat Treatment of Al-Si-Cu/Mg Casting Alloys. Heat Treatment–Conventional and Novel Applications, Chap. 4, IntechOpen, pp 55–72. (2012). https://doi.org/10.5772/79832
Hotea, V., Juhasz, J., Cadar, F.: Grain refinement of 7075Al alloy microstructures by inoculation with Al-Ti-B master alloy. IOP Conference Series: Materials Science and Engineering, 200, 012029. (2017). https://doi.org/10.1088/1757-899X/200/1/012029
Cui, X.L., Wu, Y.Y., Gao, T., Liu, X.F.: Preparation of a novel Al–3B–5Sr master alloy and its modification and refinement performance on A356 alloy. J. Alloys Compd. 615, 906–911 (2014). https://doi.org/10.1016/j.jallcom.2014.06.205
Nowak, M., Yeoh, W.K., Bolzoni, L., Hari Babu, N.: Development of Al–Nb–B master alloys using nb and KBF4 powders. Mater. Design. 75, 40–46 (2015). https://doi.org/10.1016/j.matdes.2015.03.010
Bolzoni, L., Babu, N.H.: Refinement of the grain size of the LM25 alloy (A356) by 96Al–2Nb–2B master alloy. J. Mater. Process. Technol. 222, 219–223 (2015). https://doi.org/10.1016/j.jmatprotec.2015.03.011
Guan, R.-G., Tie, D.: A review on Grain Refinement of Aluminum alloys: Progresses, challenges and prospects. Acta Metall. Sinica (English Letters). 30(5), 409–432 (2017). https://doi.org/10.1007/s40195-017-0565-8
Buchheit, R.G., Grant, R.P., Hlava, P.F., Mckenzie, B., Zender, G.L.: Local Dissolution Phenomena Associated with S Phase (Al2CuMg) particles in Aluminum Alloy 2024-T3. J. Electrochem. Soc. 144(8), 2621–2628 (1997). https://doi.org/10.1149/1.1837874
Shao, M., Fu, Y., Hu, R., Lin, C.: A study on pitting corrosion of aluminum alloy 2024-T3 by scanning microreference electrode technique. Mater. Sci. Engineering: A. 344(1–2), 323–327 (2003). https://doi.org/10.1016/S0921-5093(02)00445-8
Weilong, Zhang, Frankel, G.S.: Transitions between pitting and intergranular corrosion in AA2024. Electrochim. Acta. 48, 1193–1210 (2003). https://doi.org/10.1016/S0013-4686(02)00828-9
Ma, C., Chen, L., Cao, C., Li, X.: Nanoparticle-induced unusual melting and solidification behaviours of metals. Nat. Commun. 8(1), 14178 (2017). https://doi.org/10.1038/ncomms14178
Wu, J., Zhou, S., Li, X.: Ultrasonic Attenuation Based Inspection Method for Scale-Up production of A206–Al2O3 metal Matrix nanocomposites. J. Manuf. Sci. Eng. 137(1) (2015). https://doi.org/10.1115/1.4028128
Huang, S.-J., Peng, W.-Y., Visic, B., Zak, A.: Al alloy metal matrix composites reinforced by WS2 inorganic nanomaterials. Mater. Sci. Engineering: A. 709, 290–300 (2018). https://doi.org/10.1016/j.msea.2017.10.041
Li, X., Cai, Q., Zhao, B., Liu, B., Li, W.: Precipitation behaviors and properties of solution-aging Al-Zn-Mg-Cu alloy refined with TiN nanoparticles. J. Alloys Compd. 746, 462–470 (2018). https://doi.org/10.1016/j.jallcom.2018.02.271
Bejaxhin, A., Bovas Herbert, G., Paulraj, Prabhakar, M.: Inspection of casting defects and grain boundary strengthening on stressed Al6061 specimen by NDT method and SEM micrographs. J. Mater. Res. Technol. 8(3), 2674–2684 (2019)
Yuan, J., Pan, S., Zheng, T., Li, X.: Nanoparticle promoted solution treatment by reducing segregation in AA7034. Mater. Sci. Engineering: A. 822, 141691 (2021). https://doi.org/10.1016/j.msea.2021.141691
Yuan, J., Liu, Q., Pan, S., Xu, M., Murali, N., Li, J., Wang, S., Li, X.: J. Compos. Sci. 6, 114 (2022). https://doi.org/10.3390/jcs6040114 Nano-Treating Promoted Natural Aging Al-Zn-Mg-Cu Alloys
Pan, S., Jin, K., Wang, T., Zhang, Z., Zheng, L., Umehara, N.: Metal matrix nanocomposites in tribology: Manufacturing, performance, and mechanisms. Friction. 10(10), 1596–1634 (2022). https://doi.org/10.1007/s40544-021-0572-7
Ritala, M., Leskelä, M.: Atomic layer deposition. In Handbook of Thin Films (pp. 103–159). Elsevier. (2002). https://doi.org/10.1016/B978-012512908-4/50005-9
Aarik, J., Aidla, A., Mändar, H., Uustare, T.: Atomic layer deposition of titanium dioxide from TiCl4 and H2O: Investigation of growth mechanism. Appl. Surf. Sci. 172(1–2), 148–158 (2001). https://doi.org/10.1016/S0169-4332(00)00842-4
Marin, E., Guzman, L., Lanzutti, A., Ensinger, W., Fedrizzi, L.: Multilayer Al2O3/TiO2 atomic layer deposition coatings for the corrosion protection of stainless steel. Thin Solid Films. 522, 283–288 (2012). https://doi.org/10.1016/j.tsf.2012.08.023
Shan, C.X., Hou, X., Choy, K.-L.: Corrosion resistance of TiO2 films grown on stainless steel by atomic layer deposition. Surf. Coat. Technol. 202(11), 2399–2402 (2008). https://doi.org/10.1016/j.surfcoat.2007.08.066
Díaz, B., Härkönen, E., Światowska, J., Maurice, V., Seyeux, A., Marcus, P., Ritala, M.: Low-temperature atomic layer deposition of Al2O3 thin coatings for corrosion protection of steel: Surface and electrochemical analysis. Corros. Sci. 53(6), 2168–2175 (2011). https://doi.org/10.1016/j.corsci.2011.02.036
Paussa, L., Guzman, L., Marin, E., Isomaki, N., Fedrizzi, L.: Protection of silver surfaces against tarnishing by means of alumina/titania-nanolayers. Surf. Coat. Technol. 206(5), 976–980 (2011). https://doi.org/10.1016/j.surfcoat.2011.03.101
Babu, R., Dilli, P., Gurusamy, A., Bovas Herbert, Bejaxhin, Chandramohan, P.: Influences of WEDM constraints on tribological and micro structural depictions of SiC-Gr strengthened Al2219 composites. Tribol. Int. 185, 108478 (2023)
Merisalu, M., Aarik, L., Kozlova, J., Mändar, H., Tarre, A., Sammelselg, V.: Effective corrosion protection of aluminum alloy AA2024-T3 with novel thin nanostructured oxide coating. Surf. Coat. Technol. 411, 126993 (2021). https://doi.org/10.1016/j.surfcoat.2021.126993
Pan, S., Yuan, J., Moodispaw, M.P., Linsley, C., Liu, J., Luo, A.A., Taub, A., Li, X.: Corrosion performance of nano-treated aluminum alloy A206 with TiC nanoparticles. Mater. Corros. 74(3), 419–429 (2023). https://doi.org/10.1002/maco.202213503
Khalili, V., Heidarzadeh, A., Moslemi, S., Fathyunes, L.: Production of Al6061 matrix composites with ZrO2 ceramic reinforcement using a low-cost stir casting technique: Microstructure, mechanical properties, and electrochemical behavior. J. Mater. Res. Technol. 9(6), 15072–15086 (2020). https://doi.org/10.1016/j.jmrt.2020.10.095
Hemanth, J., Divya, M.R.: Fabrication and corrosion behaviour of Aluminium Alloy (LM-13) Reinforced with Nano-ZrO2 Particulate Chilled Nano Metal Matrix composites (CNMMCs) for Aerospace Applications. J. Mater. Sci. Chem. Eng. 6, 136–150 (2018). https://doi.org/10.4236/msce.2018.67015
Fabrègue, D., Deschamps, A., Suery, M., Drezet, J.M.: Non-isothermal tensile tests during solidification of Al–Mg–Si–Cu alloys: Mechanical properties in relation to the phenomenon of hot tearing. Acta Mater. 54(19), 5209–5220 (2006). https://doi.org/10.1016/j.actamat.2006.06.027
Li, S., Apelian, D.: Hot tearing of aluminum alloys. Int. J. Metalcast. 5(1), 23–40 (2011). https://doi.org/10.1007/BF03355505
Sokoluk, M., Yuan, J., Pan, S., Li, X.: Nanoparticles enabled mechanism for hot cracking elimination in aluminum alloys. Metall. Mater. Trans. A. 52(7), 3083–3096 (2021). https://doi.org/10.1007/s11661-021-06302-9
Flores-Campos, R., et al.: Microstructural and mechanical characterization in 7075 aluminum alloy reinforced by silver nanoparticles dispersion. J. Alloy Compd. 497, 394–398 (2010). https://doi.org/10.1016/j.jallcom.2009.10.209
Sokoluk, M., Cao, C., Pan, S., Li, X.: Nanoparticle-enabled phase control for arc welding of unweldable aluminum alloy 7075. Nat. Commun. 10(1), 98 (2019). https://doi.org/10.1038/s41467-018-07989-y
Suresh, S., Venkatesan, K., Natarajan, E.: Influence of SiC nanoparticle reinforcement on FSS welded 6061-T6 aluminum Alloy. J. Nanomaterials. 2018, 1–11 (2018). https://doi.org/10.1155/2018/7031867
Boillat, R., Isanaka, S.P., Liou, F.: The Effect of nanostructures in Aluminum Alloys Processed using Additive Manufacturing on Microstructural Evolution and Mechanical Performance Behavior. Crystals. 11(5), 524 (2021). https://doi.org/10.3390/cryst11050524
Vimalraj, C., Kah, P.: Experimental review on Friction stir Welding of Aluminium Alloys with nanoparticles. Metals. 11(3), 390 (2021). https://doi.org/10.3390/met11030390
Contreras, A., León, C.A., Drew, R.A.L., Bedolla, E.: Wettability and spreading kinetics of Al and mg on TiC. Scripta Mater. 48(12), 1625–1630 (2003). https://doi.org/10.1016/S1359-6462(03)00137-4
Zheng, T., Pan, S., Murali, N., Li, B., Li, X.: Selective laser melting of novel 7075 aluminum powders with internally dispersed TiC nanoparticles. Mater. Lett. 319, 132268 (2022). https://doi.org/10.1016/j.matlet.2022.132268
Zheng, T., Pan, S., Liu, J., Moodispaw, M., Luo, A.A., Taub, A.I., Li, X.: Study on nano-treating of Al-Mg-Si-Cu alloys with TiC nanoparticles. J. Alloys Compd. 947, 169405 (2023). https://doi.org/10.1016/j.jallcom.2023.169405
Arpón, R., Narciso, J., Louis, E., García-Cordovilla, C.: Interfacial reactions in Al/TiC particulate composites produced by pressure infiltration. Mater. Sci. Technol. 19(9), 1225–1230 (2003). https://doi.org/10.1179/026708303225004459
Raja, S., Muhamad, M.R., Jamaludin, M.F., Yusof, F.: A review on nanomaterials reinforcement in friction stir welding. J. Mater. Res. Technol. 9(6), 16459–16487 (2020). https://doi.org/10.1016/j.jmrt.2020.11.072
Zuo, M., Sokoluk, M., Cao, C., Yuan, J., Zheng, S., Li, X.: Microstructure control and performance evolution of Aluminum Alloy 7075 by Nano-Treating. Sci. Rep. 9(1), 10671 (2019). https://doi.org/10.1038/s41598-019-47182-9
Mahesh, G., Valavan, D., Baskar, N., Bovas Herbert Bejaxhin, A.: Parameter impacts of Martensitic structure on Tensile Strength and hardness of TIG welded SS410 with characterized SEM consequences. Tehnički Vjesn. 30(3), 750–759 (2023)
Gu, D., Wang, H., Chang, F., Dai, D., Yuan, P., Hagedorn, Y.-C., Meiners, W.: Selective laser melting Additive Manufacturing of TiC/AlSi10Mg bulk-form nanocomposites with tailored microstructures and properties. Phys. Procedia. 56, 108–116 (2014). https://doi.org/10.1016/j.phpro.2014.08.153
Wen, X., Wang, Q., Mu, Q., Kang, N., Sui, S., Yang, H., Lin, X., Huang, W.: Laser solid forming additive manufacturing TiB2 reinforced 2024Al composite: Microstructure and mechanical properties. Mater. Sci. Eng. A. 745, 319–325 (2019). https://doi.org/10.1016/j.msea.2018.12.072
Wu, L., Zhao, Z., Bai, P., Zhao, W., Li, Y., Liang, M., Liao, H., Huo, P., Li, J.: Wear resistance of graphene nano-platelets (GNPs) reinforced AlSi10Mg matrix composite prepared by SLM. Appl. Surf. Sci. 503, 4156 (2020). https://doi.org/10.1016/j.apsusc.2019.144156
Gu, D., Rao, X., Dai, D., Ma, C., Xi, L., Lin, K.: Laser additive manufacturing of carbon nanotubes (CNTs) reinforced aluminum matrix nanocomposites: Processing optimization, microstructure evolution and mechanical properties. Addit. Manuf. 29, 100801 (2019). https://doi.org/10.1016/j.addma.2019.100801
Yu, T., Liu, J., He, Y., Tian, J., Chen, M., Wang, Y.: Microstructure and wear characterization of carbon nanotubes (CNTs) reinforced aluminum matrix nanocomposites manufactured using selective laser melting. Wear. 3581 (2020). https://doi.org/10.1016/j.wear.2020.203581
Xiao, Y., Bian, Z., Wu, Y., Ji, G., Li, Y., Li, M., Lian, Q., Chen, Z., Addad, A., Wang, H.: Effect of nano-TiB2 particles on the anisotropy in an AlSi10Mg alloy processed by selective laser melting. J. Alloy Compd. 798, 644–655 (2019). https://doi.org/10.1016/j.jallcom.2019.05.279
Mahoney, M.W., Rhodes, C.G., Flintoff, J.G., Bingel, W.H., Spurling, R.A.: Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A. 29, 1955–1964 (1998). https://doi.org/10.1007/s11661-998-0021-5
Storjohann, D., Barabash, O.M., David, S.A., Sklad, P.S., Bloom, E.E., Babu, S.S.: Fusion and friction stir welding of aluminium metal-matrix composites. Metall. Mater. Trans. A. 36, 3237–3247 (2005). https://doi.org/10.1007/s11661-005-0093-4
Pantelis, D.I., Karakizis, P.N., Daniolos, N.M., Charitidis, C.A., Koumoulos, E.P., Dragatogiannis, D.A.: Microstructural study and mechanical properties of dissimilar friction stir welded AA5083-H111 and AA6082-T6 reinforced with SiC nanoparticles. Mater. Manuf. Process. 31, 264–274 (2016). https://doi.org/10.1080/10426914.2015.1019095
Dragatogiannis, D.A., Koumoulos, E.P., Kartsonakis, I.A., Pantelis, D.I., Karakizis, P.N., Charitidis, C.A.: Dissimilar friction stir Welding between 5083 and 6082 Al Alloys Reinforced with TiC nanoparticles. Mater. Manuf. Process. 31, 2101–2114 (2016). https://doi.org/10.1080/10426914.2015.1103856
Deng, C.F., Wang, D.Z., Zhang, X.X., et al.: Processing and properties of carbon nanotubes reinforced aluminum composites. Mater. Sci. Eng. A. 444, 138–145 (2007). https://doi.org/10.1016/j.msea.2006.08.057
Majid, M., Majzoobi, G.H., Noozad, G.A., Reihani, A., Mortazavi, S.Z., Gorji, M.S.: Fabrication and mechanical properties of MWCNTs-reinforced aluminum composites by hot extrusion. Rare Met. 31(4), 372–378 (2012). https://doi.org/10.1007/s12598-012-0523-6
Rashad, M., Pan, F., Tang, A., Asif, M.: Effect of Graphene Nanoplatelets addition on mechanical properties of pure aluminum using a semi-powder method. Progress Nat. Science: Mater. Int. 24(2), 101–108 (2014). https://doi.org/10.1016/j.pnsc.2014.03.012
Dasari, B.L., Morshed, M., Nouri, J.M., Brabazon, D., Naher, S.: Mechanical properties of graphene oxide reinforced aluminium matrix composites. Compos. Part. B: Eng. 145, 136–144 (2018). https://doi.org/10.1016/j.compositesb.2018.03.022
Arunkumar, T., Pavanan, V., Murugesan, V.A., Mohanavel, V., Ramachandran, K.: Influence of nanoparticles reinforcements on Aluminium 6061 Alloys fabricated via Novel Ultrasonic aided rheo-squeeze casting method. Met. Mater. Int. 28(1), 145–154 (2022). https://doi.org/10.1007/s12540-021-01036-0
Yihan Bian, T., Gao, Y., Zhao, G., Liu, X., Liu: Synthesis of an Al-Based Composite Reinforced by Multi-phase ZrB2, Al3BC and Al2O3 with Good Mechanical and Thermal properties at elevated temperature. Materials. 13(8), 4048, 1–9 (2020). https://doi.org/10.3390%2Fma13184048
Kalia, S.: Cryogenic Processing: A study of materials at low temperatures. J. Low Temp. Phys. 158(5–6), 934–945 (2010). https://doi.org/10.1007/s10909-009-0058-x
Pavan, K.M., Sachin, L.S., Mayur, S., Chandrashekar, A., Ajaykumar, B.S.: Effect of cryogenic treatment on the mechanical and microstructural properties of aluminum alloys—a brief study. Int. J. Mech. Prod. Eng. 2(6), 16–20 (2014)
Bensely, A., Senthilkumar, D., Mohan Lal, D., Nagarajan, G., Rajadurai, A.: Effect of cryogenic treatment on tensile behavior of case carburized steel-815M17. Mater. Charact. 58(5), 485–491 (2007). https://doi.org/10.1016/j.matchar.2006.06.019
Liu, Y., Shao, S., Xu, C., Zeng, X., Yang, X.: Effect of cryogenic treatment on the microstructure and mechanical properties of Mg–1.5Zn–0.15Gd magnesium alloy. Mater. Sci. Engineering: A. 588, 76–81 (2013). https://doi.org/10.1016/j.msea.2013.09.018
Asl, K.M., Tari, A., Khomamizadeh, F.: Effect of deep cryogenic treatment on microstructure, creep and wear behaviors of AZ91 magnesium alloy. Mater. Sci. Engineering: A. 523(1–2), 27–31 (2009). https://doi.org/10.1016/j.msea.2009.06.003
Gu, K., Zhang, H., Zhao, B., Wang, J., Zhou, Y., Li, Z.: Effect of cryogenic treatment and aging treatment on the tensile properties and microstructure of Ti–6Al–4V alloy. Mater. Sci. Engineering: A. 584, 170–176 (2013). https://doi.org/10.1016/j.msea.2013.07.021
Becker, R., Karabin, M.E., Liu, J.C., Smelser, R.E.: Distortion and residual stress in quenched aluminum bars. J. Appl. Mech. 63(3), 699–705 (1996). https://doi.org/10.1115/1.2823352
Koç, M., Culp, J., Altan, T.: Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes. J. Mater. Process. Technol. 174(1–3), 342–354 (2006). https://doi.org/10.1016/j.jmatprotec.2006.02.007
Zhou, J., Xu, S., Huang, S., Meng, X., Sheng, J., Zhang, H., Li, J., Sun, Y., Boateng, E.: Tensile properties and microstructures of a 2024-T351 aluminum Alloy Subjected to Cryogenic Treatment. Metals. 6(11), 279 (2016). https://doi.org/10.3390/met6110279
Li, C., Cheng, N., Chen, Z., Guo, N., Zeng, S.: Deep-cryogenic-treatment-induced phase transformation in the Al-Zn-Mg-Cu alloy. Int. J. Minerals Metall. Mater. 22(1), 68–77 (2015). https://doi.org/10.1007/s12613-015-1045-7
Nirmal Kalsi, S., Rakesh Sehgal, Vishal Sharma, S.: Cryogenic treatment of Tool materials: A review. Mater. Manuf. Process. 25, 1077–1100 (2010). https://doi.org/10.1080/10426911003720862
Delprete., C.: Deep cryogenic treatment: A bibliographic review. Open. Mech. Eng. J. 2, 1–11 (2008). 1. 1874-155X/08 2008 Bentham Science Publishers Ltd
Ko, D.-H., Ko, D.-C., Lim, H.-J., Lee, J.-M., Kim, B.-M.: Prediction and measurement of relieved residual stress by the cryogenic heat treatment for Al6061 alloy: Mechanical properties and microstructure. J. Mech. Sci. Technol. 27(7), 1949–1955 (2013). https://doi.org/10.1007/s12206-013-0601-1
Hong, T., Shen, Y., Geng, J., Chen, D., Li, X., Zhou, C.: Effect of cryogenic pre-treatment on aging behavior of in-situ TiB2/Al–Cu–Mg composites. Mater. Charact. 119, 40–46 (2016). https://doi.org/10.1016/j.matchar.2016.07.012
Lados, D.A., Apelian, D., Wang, L.: Minimization of residual stress in heat-treated Al–Si–Mg cast alloys using uphill quenching: Mechanisms and effects on static and dynamic properties. Mater. Sci. Engineering: A. 527(13–14), 3159–3165 (2010). https://doi.org/10.1016/j.msea.2010.01.064
Araghchi, M., Mansouri, H., Vafaei, R., Guo, Y.: A novel cryogenic treatment for reduction of residual stresses in 2024 aluminium alloy. Mater. Sci. Engineering: A. 689, 48–52 (2017). https://doi.org/10.1016/j.msea.2017.01.095
Steier, V.F., Badibanga, R.K., Silva, C.R.M., Nogueira, M.M., Araujo, J.A.: Effect of chromium nitride coatings and cryogenic treatments on wear and fretting fatigue resistance of aluminum. Electr. Power Syst. Res. 116, 322–329 (2014)
Li, C.M., Cheng, N.P., Chen, Z.Q., Guo, N., Zeng, S.M.: Deep cryogenic treatment induced phase transformation in the Al-Zn-Mg-Cu alloy. Int. J. Min. Metall. Mater. 22, 68–77 (2015)
Wang, J., Fu, R.D., Li, Y.J., Zhang, J.F.: Effects of deep cryogenic treatment and low-temperature aging on the mechanical properties of friction-stir-welded joints of 2024-T351 aluminum alloy. Mater. Sci. Eng. A. 609, 147–153 (2014)
Molinari, A., Pellizzari, M., Gialanella, S., Straffelini, G., Stiasny, K.H.: Effect of deep cryogenic treatment on the mechanical properties of tool steels. J. Mater. Process. Technol. 118(1–3), 350–355 (2001). https://doi.org/10.1016/S0924-0136(01)00973-6
Barron, R.F.: Cryogenic treatment of metals to improve wear resistance. Cryogenics. 22(8), 409–413 (1982). https://doi.org/10.1016/0011-2275(82)90085-6
Koga, N., Umezawa, O., Tschan, V., Weiss, K.: Tensile properties and deformation behavior of ferrite and austenite duplex stainless steel at cryogenic temperatures. Mater. Sci. Eng. A. 801 (2020). https://doi.org/10.1016/j.msea.2020.140442
Singh, J., Zaidi, W.: Application of cryo-treatment for improving machining characteristics and reduce manufacturing cost. Mater. Today: Proc. 33, 1531e7 (2020). https://doi.org/10.1016/j.matpr.2020.03.705
Moore, K., Collins, D.N.: Cryogenic treatment of three heat-treated Tool Steels. Key Eng. Mater. 86–87, 47–54 (1993). https://doi.org/10.4028/www.scientific.net/KEM.86-87.47
Podgornik, B., Paulin, I., Zajec, B., Jacobson, S., Leskovšek, V.: Deep cryogenic treatment of tool steels. J. Mater. Process. Technol. 229, 398–406 (2016). https://doi.org/10.1016/j.jmatprotec.2015.09.045
Wang, C., Lin, X., Wang, L.L., Zhang, S.Y., Huang, W.D.: Cryogenic mechanical properties of 316L stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2021:815. https://doi.org/10.1016/j.msea.2021.141317
Kumar, M., Sidhu, H.S., Sidhu, B.S.: Parametric and microstructural analysis of cryogenically treated. Mater. Today: Proc. 4511e9 (2021). https://doi.org/10.1016/j.matpr.2020.12.1019
Podgornik, B., Majdic, F., Leskovsek, V., Vizintin, J.: Improving tribological properties of tool steels through combination of deep-cryogenic treatment and plasma nitriding. Wear. 288, 88–93 (2012). https://doi.org/10.1016/j.wear.2011.04.001
Amini, K., Akhbarizadeh, A., Javadpour, S.: Investigating the effect of quench environment and deep cryogenic treatment on the wear behavior of AZ91. Mater. Des. 54, 154e60 (2014). https://doi.org/10.1016/j.matdes.2013.07.051
Liu, H., Wang, Y., Li, B., Ma, X., Wu, R., Hou, L., et al.: Effect of cryogenic rolling process on microstructure and mechanical properties of Mg-14Li-1Al alloy. Mater. Char. 157 (2019). https://doi.org/10.1016/j.matchar.2019.109903
Liu, Y., Shao, S., Xu, C., Yang, X., Lu, D.: Enhancing wear resistance of Mg-Zn-Gd alloy by cryogenic treatment. Mater. Lett. 76, 201e4 (2012). https://doi.org/10.1016/j.matlet.2012.02.072
Wang, Y., Jiang, Z.: Dynamic compressive behavior of selected aluminum alloy at low temperature. Mater. Sci. Engineering: A. 553, 176–180 (2012). https://doi.org/10.1016/j.msea.2012.06.010
Gao, S., Wu, Z.S., Jin, P.F., Wang, J.J., Shuai, P.: Effect of deep cryogenic treatment on microstructure of 5A06 Aluminum Alloy MIG Welded Joint. Mater. Sci. Forum. 724, 182–185 (2012). https://doi.org/10.4028/www.scientific.net/MSF.724.182
Bouzada, F., Cabeza, M., Merino, P., Trillo, S.: Effect of Deep Cryogenic Treatment on the microstructure of an Aerospace Aluminum Alloy. Adv. Mater. Res. 445, 965–970 (2012). https://doi.org/10.4028/www.scientific.net/AMR.445.965
Lee, Y.B., Shin, D.H., Park, K.-T., Nam, W.J.: Effect of annealing temperature on microstructures and mechanical properties of a 5083 Al alloy deformed at cryogenic temperature. Scripta Mater. 51(4), 355–359 (2004). https://doi.org/10.1016/j.scriptamat.2004.02.037
Park, D.-H., Choi, S.-W., Kim, J.-H., Lee, J.-M.: Cryogenic mechanical behavior of 5000- and 6000-series aluminum alloys: Issues on application to offshore plants. Cryogenics. 68, 44–58 (2015). https://doi.org/10.1016/j.cryogenics.2015.02.001
Vasudevan, N., Bhaskar, G.B., Rao, T.S., Mohandass, M.: Mechanical properties of cryogenically treated AA5083 friction stir welds. Mater. Test. 61(12), 1129–1134 (2019). https://doi.org/10.3139/120.111430
Zhang, M., Pan, R., Liu, B., Gu, K., Weng, Z., Cui, C., Wang, J.: The influence of Cryogenic Treatment on the microstructure and Mechanical Characteristics of Aluminum Silicon Carbide Matrix composites. Materials. 16(1), 396 (2023). https://doi.org/10.3390/ma16010396
Gao, W., Wang, X., Chen, J., Ban, C., Cui, J., Lu, Z.: Influence of Deep Cryogenic Treatment on Microstructure and properties of 7A99 Ultra-high Strength Aluminum Alloy. Metals. 9(6), 631 (2019). https://doi.org/10.3390/met9060631
Lulay, K.E., Khan, K., Chaaya, D.: The effect of cryogenic treatments on 7075 aluminum Alloy. J. Mater. Eng. Perform. 11(5), 479–480 (2002). https://doi.org/10.1361/105994902770343683
Wei, L., Wang, D., Li, H., Xie, D., Ye, F., Song, R., Zheng, G., Wu, S.: Effects of Cryogenic Treatment on the microstructure and residual stress of 7075 aluminum Alloy. Metals. 8(4), 273 (2018). https://doi.org/10.3390/met8040273
Weng, Z., Xu, X., Yang, B., Gu, K., Chen, L., Wang, J.: Cryogenic thermal conductivity of 7050 aluminum alloy subjected to different heat treatments. Cryogenics. 116, 103305 (2021). https://doi.org/10.1016/j.cryogenics.2021.103305
Kumar, S.D., Magarajan, U., Kumar, S., S.,M, R.-M: Effect of deep cryogenic treatment on the microstructural, mechanical and ballistic properties of AA7075-T6 aluminum alloy. Def. Technol. (2023). https://doi.org/10.1016/j.dt.2023.04.001
Srivatsan, T.S., Imam, M.A., Srinivasan, R. (eds.): Fatigue of Materials III. Springer International Publishing (2016). https://doi.org/10.1007/978-3-319-48240-8
Poková, M., Cieslar, M., Slámová, M.: The influence of dispersoids on the recrystallization of aluminium alloys. Int. J. Mater. Res. 100(3), 391–394 (2009). https://doi.org/10.3139/146.110029
Jia, J., Meng, M., Zhang, Z., Yang, X., Lei, G., Zhang, H.: Effect of deep cryogenic treatment on the microstructure and tensile property of Mg-9Gd-4Y–2Zn-0.5Zr alloy. J. Mater. Res. Technol. 16, 74–87 (2022). https://doi.org/10.1016/j.jmrt.2021.11.137
Bo Song, W., Wang, X.J., Ma, C., Zhou, L.: Effects of cryogenic treatments on phase transformations, microstructure and mechanical properties of near βTi alloy. J. Alloys Compd. 879 (2021). https://doi.org/10.1016/j.jallcom.2021.160495
Jovičević-Klug, M., Rezar, R., Jovičević-Klug, P., Podgornik, B.: Influence of deep cryogenic treatment on natural and artificial aging of Al-Mg-Si alloy EN AW 6026. J. Alloys Compd. 899, 163323 (2022). https://doi.org/10.1016/j.jallcom.2021.163323
Zhang, P., Liu, Z., Liu, J., Yu, J., Mai, Q., Yue, X.: Effect of aging plus cryogenic treatment on the machinability of 7075 aluminum alloy. Vacuum. 208, 111692 (2023). https://doi.org/10.1016/j.vacuum.2022.111692
Zhang, M., Pan, R., Liu, B., Gu, K., Weng, Z., Cui, C., Wang, J.: The influence of Cryogenic Treatment on the microstructure and Mechanical Characteristics of Aluminum Silicon Carbide Matrix composites. Mater. (Basel). 16(1), 396 (2023). https://doi.org/10.3390/ma16010396 PMID: 36614735; PMCID: PMC9821939
Mohan, K., Suresh, J.A., Ramu, P., Jayaganthan, R.: Microstructure and mechanical behavior of Al 7075-T6 subjected to shallow cryogenic treatment. J. Mater. Eng. Perform. 25(6), 2185–2194 (2016). https://doi.org/10.1007/s11665-016-2052-1
Chaanthini, M.K., Govindaraju, M., Arul, S.: Effect of Cryogenic Treatment on Mechanical properties of Aluminium Alloy AA2014. J. Institution Eng. (India): Ser. D. 101(2), 265–270 (2020). https://doi.org/10.1007/s40033-020-00237-y
Uz, D., Solomon, M.M., Gerengi, H., Sahin, M., Yıldız, M.: Shallow cryogenic treatment: Effect on the corrosion resistance and hardness properties of AA5083-H111 alloy in chloride-ions enriched medium. Mater. Res. Express. 8(7), 076516 (2021). https://doi.org/10.1088/2053-1591/ac144d
Jalil Soleimany, Ghayour, H., Amini, K., Gharavi, F.: The Effect of Deep Cryogenic treatment on microstructure and wear behavior of H11 Tool Steel. Phys. Met. Metall. 120(9), 888–897 (2019). https://doi.org/10.1134/S0031918X19090035
Senthilkumar, D., Rajendran, I., Pellizzari, M., Siiriainen, J.: Influence of shallow and deep cryogenic treatment on the residual state of stress of 4140 steel. J. Mater. Process. Technol. 211(3), 396–401 (2011). https://doi.org/10.1016/j.jmatprotec.2010.10.018
Arunram, S.P., Nishal, M., Thirumugham, M., Raghunath, A.G.: Effect of deep and shallow cryogenic treatment on high speed steel grade M2 drilling tool. Mater. Today: Proc. 46, 9444–9448 (2021). https://doi.org/10.1016/j.matpr.2020.03.231
Gao, Y., Luo, B.-H., Bai, Z., Zhu, B., Ouyang, S.: Effects of deep cryogenic treatment on the microstructure and properties of WC Fe Ni cemented carbides. Int. J. Refract. Met. Hard Mater. 58, 42–50 (2016). https://doi.org/10.1016/j.ijrmhm.2016.03.010
Idayan, A., Elanchezhian, C., Ramnath, V., B., Palanikumar, K.: Wear evaluation and microstructure analysis of cryogenically treated AISI 440 C bearing steel. Trans. Can. Soc. Mech. Eng. 46(1), 175–187 (2022). https://doi.org/10.1139/tcsme-2020-0166
Koklu, U.: The drilling machinability of 5083 aluminum under shallow and deep cryogenic treatment. Emerg. Mater. Res. 9(2), 1–8 (2020). https://doi.org/10.1680/jemmr.19.00127
Mei, L., Chen, X.P., Huang, G.J., Liu, Q.: Improvement of mechanical properties of a cryorolled Al-Mg-Si alloy through warm rolling and aging. J. Alloys Compd. 777, 259–263 (2019). https://doi.org/10.1016/j.jallcom.2018.11.012
Jovičević-Klug, M., Tegg, L., Jovičević-Klug, P., Dražić, G., Almásy, L., Lim, B., Cairney, J.M., Podgornik, B.: Multiscale modification of aluminum alloys with deep cryogenic treatment for advanced properties. J. Mater. Res. Technol. 21, 3062–3073 (2022). https://doi.org/10.1016/j.jmrt.2022.10.089
Panigrahi, S.K., Jayaganthan, R.: A study on the mechanical properties of cryorolled Al–Mg–Si alloy. Mater. Sci. Engineering: A. 480(1–2), 299–305 (2008). https://doi.org/10.1016/j.msea.2007.07.024
Liu, K., Chen, X., Shen, Q., Pan, Z., Singh, R.A., Jayalakshmi, S., Konovalov, S.: Microstructural evolution and mechanical properties of deep cryogenic treated Cu–Al–Si alloy fabricated by Cold Metal transfer (CMT) process. Mater. Charact. 159, 110011 (2020). https://doi.org/10.1016/j.matchar.2019.110011
Kučerová, L., Hájek, J., Vítek, J.: The Effect of Cryogenic Treatment on Mechanical properties, wear and Corrosion Resistance of Aluminium Alloy AW7075. Manuf. Technol. 20(1), 60–65 (2020). https://doi.org/10.21062/mft.2020.004
HUANG, Y., YAN, X., QIU, T.: Microstructure and mechanical properties of cryo-rolled AA6061 Al alloy. Trans. Nonferrous Met. Soc. China. 26(1), 12–18 (2016). https://doi.org/10.1016/S1003-6326(16)64083-9
He, G., Li, K., Yang, Y., Liu, Y., Wu, W., Huang, C.: Effect of heat treatment on the microstructure and mechanical properties of cryogenic rolling 2195 Al–Cu–Li alloy. Mater. Sci. Engineering: A. 822, 141682 (2021). https://doi.org/10.1016/j.msea.2021.141682
Bansal, A., Singla, A.K., Dwivedi, V., Goyal, D.K., Singla, J., Gupta, M.K., Krolczyk, G.M.: Influence of cryogenic treatment on mechanical performance of friction stir Al-Zn-Cu alloy weldments. J. Manuf. Process. 56, 43–53 (2020). https://doi.org/10.1016/j.jmapro.2020.04.067
Wang, T., Guo, F., Matsuda, K., Zou, Y.: An investigation of cryogenic-aging process attempted to alleviate mechanical anisotropy of 7055 thick plate. Mater. Sci. Engineering: A. 834, 142589 (2022). https://doi.org/10.1016/j.msea.2021.142589
Kalsi, N.S., Sehgal, R., Vishal, S., Sharma. Cryogenic treatment of tool materials: a review. Materials and Manufacturing Processes 25, no. 101077–1100., Da Silva, F.J., Franco, S.D., Machado, A.R., Ezugwu, E.O., Souza, A.M.: Wear, 261 (2006) 674–685. (2010)
Da Silva, F.J., Franco, S.D., Machado, A.R., Ezugwu, E.O., Souza, A.M. Jr.: Performance of cryogenically treated HSS tools. Wear. 261(5–6), 674–685 (2006)
Darwin, J.D., Lal, D.M., Nagarajan, G.: Optimization of cryogenic treatment to maximize the wear resistance of 18% Cr martensitic stainless steel by Taguchi method. Journal of materials processing technology 195, no. 1–3 : 241–247. A. Bensely, A. Prabhakaran, D. Mhan Lal, G. Nagarajan, Cryogenics 45 (2005) 747–754. (2008)
Jaswin, M., Arockia, Mohan Lal, D.: Effect of cryogenic treatment on the tensile behaviour of En 52 and 21-4 N valve steels at room and elevated temperatures. Mater. Design. 32(4), 2429–2437 (2011)
Zhirafar, S., Rezaeian, A., Pugh, M.: Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol. 186, 1–3 (2007)
Singh, G., Pandey, K.N.: Effect of cryogenic treatment on properties of materials: A review. Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering 236, no. 4 : 1758–1773. (2022)
Kumar, S., Khedkar, N.K., Jagtap, B., Singh, T.P.: The effects of cryogenic treatment on cutting tools. In IOP Conference Series: Materials Science and Engineering, vol. 225, no. 1, p. 012104. IOP Publishing, (2017)
Baldissera, P.: Effects of deep cryogenic treatment on static mechanical properties of 18NiCrMo5 carburized steel. Mater. Design. 30(5), 1435–1440 (2009)
Yan, X.G., Li, D.Y.: Effects of the sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear 302, no. 1–2 : 854–862. Z. Zurecki, Cryogenic Quenching of Steel Revisited, Air Prod. Chem. Inc. 2005. (2013)
Zare, A., Hosseini, S.R.: Influence of soaking time in deep cryogenic treatment on the microstructure and mechanical properties of low-alloy medium-carbon HY-TUF steel. Int. J. Minerals Metall. Mater. 23(6), 658–666 (2016)
Park, K., Cho, Y.-R., Ko, D.H., Kim, B.M., Lim, H.J.: and Jung Min Lee. Effects of Cryogenic Treatment on residual stress and Tensile properties for 6061 Al Alloy. J. Korean Inst. Met. Mater. 49 (2011)
Sonar, T., Lomte, S., Gogte, C.: Cryogenic treatment of metal–a review. Materials Today: Proceedings 5, no. 11 : 25219–25228. (2018)
Yan, X.G., Li, D.Y.: Effects of the sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear. 302(1–2), 854–862 (2013)
Singh, G., Kailash, N., Pandey, E.: Journal of Process Mechanical Engineering : 09544089231193507. (2023)
Arunkarthikeyan, K., Balamurugan, K.: Studies on the impact of soaking time on a cryogenic processed and post tempered WC-Co insert. Mater. Today: Proc. 44, 1692–1699 (2021)
Darwin, J.D., Lal, D.M., Nagarajan, G.: Optimization of cryogenic treatment to maximize the wear resistance of 18% cr martensitic stainless steel by Taguchi method. J. Mater. Process. Technol. 195, 1–3 (2008)
Yan, X.G., Pang, S.Q., Li, Y.T., Liu, Z.Q.: Guo. Study on the life of high speed steel taps with cryogenic treatment. Adv. Mater. Res. 426, 317–320 (2012)
Lal, D., Mohan, S., Renganarayanan, Kalanidhi, A.: Cryogenic treatment to augment wear resistance of tool and die steels. Cryogenics 41, no. 3 : 149–155. M. Pellizzari and A. Mollinari, Proc 6th International Tooling Conference, Karlstad University (2002) 657–669. (2001)
Funding
This work received no funding.
Open access funding provided by University of Namibia.
Author information
Authors and Affiliations
Contributions
Kavati conceptualized the topic, reviewed the literature and analyzed the findings on cryogenic treatment, Varma analyzed the findings on nano-treatment and prepared the original manuscript, and Uday Kumar reviewed and edited the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest among themselves.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Venkateswarlu, K., Varma, K.P.V.K. & Nutakki, U.K. Effect of nanoparticle reinforcement and cryogenic treatment on aluminum alloys for enhancement of mechanical and microstructural characteristics-a review. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-02106-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-02106-4