
Abstract
For tool grinding, an optimization potential in terms of productivity is available using graded grinding wheels. This is especially the case when grinding flutes in cemented carbide. Due to the properties of the cemented carbide, high radial wear occurs. Depending on the geometry of the flute, the radial wear varies along the engagement width of the grinding tool. The varying radial wear can be compensated by load adapting the grinding tool properties along its engagement width. The adaptation of the wear behaviour to non-uniform engagement conditions results in non-uniform radial wear occurring under uniform engagement conditions. Indeed, this is the case when dressing these grinding tools. Therefore, this publication presents a method that enables the dressing of graded grinding wheels. For this purpose, four differently graded grinding wheels and two non-graded grinding wheels are dressed with SiC-rolls. Different SiC-rolls, as well as dressing parameters, are investigated. The contour accuracy after dressing is analysed using contour profiles in polyurethane. In the presented paper, dressing parameters are proposed which allow reproducible dressing of all grinding wheels used.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
During flute grinding of cemented carbide end mill cutters, a high and uneven loading of the grinding tool occurs along the width of the grinding tool [1]. As a result, the wear of the grinding tool is, compared to other processes, high and also non-uniform [2,3,4]. Reduced process accuracy due to shape deviations of the grinding tool topography is the consequence. To compensate for this, increasingly more frequent dressing cycles are necessary, resulting in higher non-productive times and increased grinding tool wear due to the dressing process Using simulative analyses, a model was developed to design graded grinding tools with several zones of different abrasive grain concentrations. For these grinding tools, a reduced wear difference could be demonstrated in the application behaviour during deep feed grinding of cemented carbide end mill cutters. The wear difference is achieved by adapting the local number of abrasive grains to the local load [5]. In other investigations, the correlation between the number of grains and wear has already been demonstrated [6, 7]. Thus, the adjustment of the abrasive layer properties results in a radial wear difference reduction for a defined process with non-uniform meshing conditions. In contrast, uniform engagement conditions occur during the dressing of these grinding tools. For graded grinding wheels, in this case, it has been shown that the dressing process can cause a deviation in the shape of the grinding tool [8]. A method for dressing these grinding wheels is for example the use of single-grain diamond dressers [9]. The hybrid bonded diamond grinding wheels considered in the present study are dressed with SiC rolls in the state of the art [10, 11]. Dressing using SiC rolls is limited in its productivity. However, since the metal or resin bonded diamond grinding wheels are difficult to dress, this method is suitable [12, 13]. Dressing with SiC rolls leads to flattened surfaces. Therefore, a subsequent sharpening process is necessary before using the grinding wheels. Dressing using SiC rolls is determined by the process parameters speed quotient qd, dressing infeed ae, and feed rate vf. A positive and quantitatively high speed quotient results in fewer active cutting edges in the infeed due to the more aggressive engagement paths. This increases the surface roughness of the grinding tool and reduces the dressing accuracy. A negative speed ratio, on the other hand, results in more uniform engagement conditions [11, 14]. The differences between the bond hardness of the dressing tool and the grinding wheel also have an influence. Thus, the paper presents a method that allows different graded grinding wheels to be dressed in a repeatable process using SiC-Rolls. For this purpose, variations of the process parameters speed quotient and feed rate are investigated. Furthermore, the bond hardness of the SiC roll is varied. Investigated are also ungraded reference wheels in comparison to graded grinding wheels. This provides the basis for the reliable use of graded grinding tools. The structure of the paper is as follows: Chapter 2 first presents the materials and methods, followed by the results of the dressing process and their evaluation in chapters 3 and 4. Finally, a summary and discussion follow in chapter 5.
2 Materials and methods
The investigations were conducted with grinding wheels from the manufacturer Dr. Müller Diamantmetall AG. The grinding wheels correspond to a 1A1 geometry with a bond height of 6 mm, a width of 10 mm, and a diameter of 100 mm. The abrasive grains were diamonds and the bond material a hybrid bond. Two grinding wheels with constant abrasive bond properties, differing in terms of grain concentration and grain size, served as reference grinding wheels. The grinding wheel with the designation K100 has a grain concentration of C100 and a grain size of D46. The K125 grinding wheel has a grain concentration of 125 and a grain size of D54. Compared to this, 4 graded grinding wheels are examined. One grain concentration gradient and one grain size gradient, each with two different initial grain concentrations, C100 and C125, are investigated. The configurations of the graded wheels are shown in Table 1.
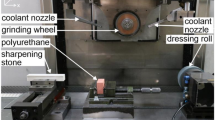
Two different SiC-rolls from Seco Tools GmbH were applied for dressing. These have the dimensions of 150 × 25 × 52 mm. The specifications are 39C 120 JVS and 39C 120 KVS. The KVS roll has a slightly harder bond. As process parameters, a cutting speed vc of 20 m/s and a total infeed ae of 400 µm with 5 µm increments were applied. Investigated feed rates vf are 1000 mm/min, 1500 mm/min and 2000 mm/min. Speed ratios qd were also varied in the three steps -1, -0.5, and 0.5. Each test point was repeated three times for statistical validation. The tests were carried out in a Geibel & Hotz type 840 KT CNC precision grinding machine. The cooling lubricant used was a Variocut G 600 HC emulsion from Castrol. The experimental setup is shown in Fig. 1.

Setup fort the dressing investigations
After the respective profiling step, a contour profile of the grinding wheel was ground in polyurethane. The infeed was 2 mm, the cutting speed 5 m/s and the feed rate 15 mm/min using cooling lubricant to avoid burning. Based on this contour profile, the topography was determined using the MarSurf LD 130 tactile measuring device. The procedure is shown in Fig. 2.

Procedure of the experimental analysis
3 Development of an evaluation criterion
Due to the large number of grinding wheels and process parameters investigated, a representative and quantitative criterion for the dressing process is necessary to ensure good comparability of the results. The following chapter, therefore, presents a criterion that is suitable for evaluating the investigated dressing process. The non-graded grinding wheels were used to develop this suitable evaluation method for profile accuracy. Analysing the contours in polyurethane provides raw contours of the profiles. These show the progression of the profile height z over the respective grinding wheel width b. These raw contours allow to evaluate the average arithmetic roughness Ra of the surface by removing the waviness of the profile. In the case of contour accuracy, the roughness is not of interest. Filtering the roughness from the profile is necessary to obtain the waviness profile of the contour in form of the arithmetic mean waviness Wa. These were filtered from the raw contours using the Gauss filter and a cut-off length of 800 µm. The waviness profile describes the contour course of the grinding wheel surface. This profile enabled the generation of two parameters. One is the inclination of the contour. The other is the deviation of the profile height from the mean level of the contour. Figure 3 shows the procedure.

Evaluation of the contour of grinding wheel K1125 after dressing
The figure shows the contour of the grinding wheel K125 at a qd of − 0.5 and a vf of 1500 mm/min. The displayed contour shows no visible inclination. This is about 0.15%. In general, the inclination of all test points of the ungraded grinding wheels is below 0.2%. For the graded grinding wheels, the inclinations were slightly higher but below 0.5%. As a result, the inclines observed are so low that this aspect is not expected to have any influence on the operating behaviour. Consequently, the focus will be on profile deviation as a parameter in this publication. In order to avoid an influence of the inclination on the measured profile deviations, the inclination of the determined height profiles was removed by means of the evaluation software. Based on this, identification of step formation is possible. This is observable, for example, with grinding wheel GC100 when dressing with a qd of 0.5. Figure 4 provides a comparison of the contour with the contour of GC100 at a qd of − 0.5.

Comparison of different dressing parameters for grinding wheel
The figure shows that the application of the profile deviation can describe the quality of the contour accuracy. Furthermore, it demonstrates that dressing with negative speed ratios produces a uniform contour. This is due to the resulting less aggressive engagement trajectories. Furthermore, process parameters are more decisive for the dressing result than the gradient. If the deviation from the average profile height is less than 2.5 µm, it can be assumed that no significant steps are present. For this reason, the maximum profile deviation of 2.5 µm is defined as the reference limits for usability for the following considerations. In these, due to the non-occurring inclination of the profiles, the maximum profile deviation Δz from the average height is used as the evaluation criterion.
4 Results of the dressing process
The following chapter presents the results of the profile deviation depending on the grinding wheel used and the process parameters. This demonstrates which parameters are suitable for dressing graded grinding wheels. First, the results with the SiC roll 39C J are presented. The comparison with the slightly harder SiC-roll 39C K follows at the end of the chapter. Figure 5 shows the results of dressing the reference wheels.

Profile deviations of the reference grinding wheels
The figure shows that negative velocity ratios lead to lower profile deviations. This is following the observations of the profile curves from chapter 3. An explanation for this effect can be the flatter contact trajectories of the individual grains compared to positive velocity ratios. This causes a less aggressive process and, thus, a uniform loading. Another indication is that the standard deviation also becomes smaller in this context. On the other hand, the feed rate exhibits minor influences on the profile deviation. Thus, it is possible to select higher feed rates to increase the economic efficiency of dressing without reducing the accuracy. It is also recognized that a higher number of grains reduces the profile deviation (compare K125 to K100). This is due to the lower load per abrasive grain. In the range from qd = – 0.5 to qd = − 1, there is thus a window for a reproducible dressing process of the non-graded grinding wheels that achieves profile deviations below 2.5 µm. Figure 6 reveals the influence of grain concentration gradients on the dressing process.

Profile deviations of the grinding wheels with grain concentration gradients
Consideration of the results of dressing grinding wheels with grain concentration gradients reiterates the previous findings. On the one hand, it again reveals evidence that a higher grain concentration reduces the sensitivity of the dressing process to more aggressive contact conditions. This is evident in the generally lower profile deviations of GC125 compared to GC100. On the other hand, the observation from chapter 3 that the profile accuracy is mainly influenced by the selection of the process parameters is confirmed. In particular, the speed ratio is decisive for this. The properties of the grinding tool only amplify effects based on the process parameters. For example, a more significant deviation of the profile at a qd of 0.5 of the grinding wheel GC100 compared to the grinding wheel GC125. The significant deviation at a qd of 0.5 is due to the area with the low grain concentrations (C < 80) of the graded grinding wheels. There, the loading of the individual grains increases disproportionately compared to the areas with higher grain concentrations (C > 80). In these areas, the load is comparable to the ungraded reference wheels. It can thus be concluded that the investigated grain concentration gradients allow process reliable dressing.
The results of dressing the grinding wheels with the grain size gradients are shown in Fig. 7. In general, as with the results before, dressing with negative speed ratios causes the most reliable results. Thus, dressing is also possible for the grinding wheels with grain size gradients. Figure 8 shows the formation of the steps with increasing grain size for the grinding wheel GG125. The formation of steps occurs exclusively with a positive velocity ratio.

Profile deviations of the grinding wheels with grain size gradients

Formation of steps dependent on the grain size
Dressing of the grinding wheels with grain size gradients shows a deviating behaviour concerning the correlation between profile accuracy and grain concentration compared to the previously investigated grinding wheels. The reason for this is the correlation between grinding wheel wear and grain size. This is because, with larger grains, the relative surface area decreases, and at the same time, the force acting on the individual grain increases. As a result, the larger grains are easily removed from the bond during dressing. Through their size, larger grains cause higher differences in radial wear due to breakout. Because of the higher number of grains, grinding wheel GG125 causes a higher number of deep breakouts to occur. Consequently, the remaining bond remnants are easily removed. This results in valleys in areas of grain sizes D76 and D91. This effect is enhanced by the more aggressive conditions at positive velocity ratios. The effect of the lower grain concentration in GG100 compared to GG125 is also evident in the form of a further reduction in profile accuracy. The load of the reduced number of grains increases due to the increase of the grain size overproportioned. It can be concluded that dressing graded grinding wheels using SiC-rolls is possible using the correct process parameters. The selection of dressing parameters has proven superior to the gradients themselves. Finally, a comparison of the dressing results of the SiC-roll 39C J with the harder SiC-roll 39C K is presented in Fig. 9.

Influence of the SiC-roll hardness
The dressing parameter used was the speed ratio of -1 at a feed rate of 1500 mm/min. These parameters showed the most reliable results in the previously presented findings. Comparison of the two SiC-rolls shows that the profile accuracy is high for all dressed grinding wheels. A difference due to the bond hardness of the SiC-rolls can only be observed to a small extent. This is due to the different wear resistance of the components. Larger differences in wear resistance cause an increasing degradation of the surface of the more wear-sensitive component, the SiC-roll. These differences are transferred from the SiC-roll to the grinding tool as dressing cycles progress. The effective hardness of the investigated grinding wheels is mainly influenced by the grain concentration for the bond used. Grinding wheels with lower grain concentrations can be dressed with greater profile accuracy using a softer SiC-roll.
5 Conclusions
A method was developed that allows the accuracy of the dressing process to be quantitatively evaluated for the grinding wheels considered. Significant inclinations of the grinding wheel profiles after dressing could not be detected. Profile deviations in the form of steps were formed when positive velocity ratios were applied. It can be concluded that dressing of graded grinding wheels using SiC-rolls is possible. This was demonstrated for two grain concentration gradients and two grain size gradients, respectively. The results obtained are comparable to the profile accuracies of non-graded grinding wheels. The decisive factor here is that the profile accuracy depends mainly on the parameters of the dressing process. Here, the speed ratio proved to be decisive. Negative speed ratios led to lower profile deviations due to less steep grain engagement paths. The grain concentration of the grinding wheels merely reinforces the trend caused by the speed ratio. A more pronounced influence was shown when varying the grain sizes. Larger grains resulted in deeper grooves due to breakout. Here, higher grain concentrations led to higher inaccuracy of the dressing process. The feed rate also had only a minor influence on the dressing result. At a qd of − 1 or − 0.5, hardly any deviations were observed. Therefore, the selection of feed rates as high as possible is recommended to increase the productivity of the dressing process. Here, a vf of 2000 mm/min has proven to be suitable. Regarding the bond hardness of the SiC-roll, only a slight influence was also found. Care should be taken to ensure that the difference between the hardness of the components is as small as possible.
Data availability
Not applicable.
Code availability
Not applicable.
Abbreviations
- ae :
-
Dressing infeed in mm
- ae,i :
-
Single step infeed in mm
- b:
-
Grinding wheel width in mm
- C:
-
Concentration of abrasive 4.4 g/cm3
- D:
-
Abrasive grain size in µm
- Ra:
-
Average arithmetic roughness in µm
- vc :
-
Cutting speed in m/s
- vf :
-
Feed rate in mm/min
- qd :
-
Speed ratio
- z:
-
Profile height in µm
- Δz:
-
Profile deviation in µm
References
Chen J-Y, Lee B-Y, Chen C-H (2008) Planning and analysis of grinding processes for end mills of cemented tungsten carbide. J Mater Process Technol 201:618–622
Abdullah A, Pak A, Farahi M, Barzegari M (2007) Profile wear of resin-bonded nickel-coated diamond wheel and roughness in creep-feed grinding of cemented tungsten carbide. J Mater Process Technol 183:165–168
Uhlmann E, Hübert C Tool grinding of end mill cutting tools made from high performance ceramics and cemented carbides. CIRP Annals—Manufacturing Technology 60 (2011), pp. 359–362
Hegeman JBJW, De Hosson JTM, De With G Grinding of WC-Co hardmetals. Wear—an international journal on the science and technology of friction, lubrication and wear 248 (2001), pp. 187–196
Denkena B, Bergmann B, Raffalt D Operational behaviour of graded diamond grinding wheels for end mill cutter machining. SN Applied Sciences volume 4 (2022), Article number: 84
Demir H, Gullu A (2001) The effect of paramaters in the grinding. Int J Eng Sci 7:189–198
Uhlmann E, Schröer N, Muthulingam A (2019) Increasing the productivity and quality of flute grinding processes through the use of layered grinding wheels. Proc Manuf 33:754–761
Sroka F Konditionieren von Diamantschleifscheiben. Dr.-Ing. Dissertation, Technische Universität Berlin (2005)
Nadolny K (2016) Shaping the cutting ability of grinding wheels with zone-diversified structure. J Eng Manuf 239:254–266
Gärtner W Untersuchungen zum Abrichten von Diamant- und Bornitridschleifscheiben. Dr.-Ing. Dissertation, Leibniz Universität Hannover (1982)
Wegener K, Hoffmeister H-W, Karpuschewski B (2011) Conditioning and monitoring of grinding wheels. CIRP Ann 60(2):757–777
Derkx JM, Hoogstrate AM, Saurwalt JJ (2008) Form crush dressing of diamond grinding wheels. CIRP Ann 57:439–352
Deng H, Xu Z (2019) Dressing methods of superabrasive grinding wheels: a review. J Manuf Process 45:46–69
Muñoz A, Godino L, Sánchez JA (2021) Resin Bonded Diamond grinding wheels conditioning using SiC rotary dresser. IOP Conference Series: Materials Science and Engineering
Acknowledgements
The authors thank the Federal Ministry for Economic Affairs and Energy (BMWi) for the funding and the project partner Dr. Müller Diamantmetall AG for the constructive and close cooperation.
Funding
Open Access funding enabled and organized by Projekt DEAL. The investigations were funded by the Federal Ministry for Economic Affairs and Energy (BMWi) as part of the Central Innovation Programme for small and medium-sized enterprises (SMEs) (ZIM) within the project “Graded grinding wheels for deep grinding of cemented carbide end mills” (ZF4070519TV9) based on a resolution of the German Bundestag.
Author information
Authors and Affiliations
Contributions
BD was responsible for funding acquisition and project administration and reviewed and edited the article together with B. Bergmann in the writing process. BB supervised the project. DR wrote the manuscript and did the experiments and the analysis of the data.
Corresponding author
Ethics declarations
Conflict of interest
The Authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Denkena, B., Bergmann, B. & Raffalt, D. Dressing of hybrid-bonded graded diamond grinding wheels. Prod. Eng. Res. Devel. 17, 445–451 (2023). https://doi.org/10.1007/s11740-022-01163-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-022-01163-6