
Abstract
The varying related material removal rate during deep grinding of cemented carbide end mill cutters results in an unevenly wear of the grinding wheel. This study therefore presents a simulation-based model for the load-adjusted design of grinding wheels to achieve balanced radial wear, as well as an evaluation of this model. The related material removal rate along the width of the grinding wheel is determined by a Dexel based material removal simulation for different end mill geometries. Based on these results an equation is derived to adapt the abrasive layer properties to the local load differences. Three grinding wheels with different types of gradients are then manufactured by a grinding tool manufacturer based on this equation. These and two grinding wheels with constant abrasive layer properties are used for deep grinding of ten end mills each. Afterwards the radial wear of each grinding wheel is measured by a confocal microscope. An analysis of the cutting edge chipping is done to evaluate the influence on the graded grinding wheels on the cutting edge quality. It was found that a reduction of the wear difference over the grinding wheel width of 52% and an improved cutting edge quality can be achieved by using graded grinding tools. This allows the time intervals between dressing steps to be increased without compromising the accuracy of the grinding process, thus also increasing its productivity. Finally, this article shows that the presented model allows for a more balanced wear behaviour, but has to be extended by considering further factors influencing radial wear.
Article Highlights
-
Introducing a Simulation-based model for a load-adapted grinding tool design
-
Evaluation of the influence of graded abrasive layers on the wear behaviour during deep grinding
-
Contribution to a knowledge-based design of graded grinding wheels with a balanced wear behaviour
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The properties of cemented carbides, such as high hardness, wear resistance and low ductility, lead to a high wear during grinding. Therefore, highly wear-resistant diamond grinding wheels are used for the processing of these materials [1, 2]. Particularly in flute grinding, a very high related material removal rate occurs which, due to the strongly varying geometric engagement conditions, simultaneously varies significantly over the width of the grinding tool. [3, 4] This results in local deviations in the wear behaviour of the grinding wheel and thus, the grinding precision decreases with increasing wear. To prevent this, the time between dressing steps must be reduced to guarantee the targeted precision of the grinding process. Schröer shows in his work that a grinding wheel with two different concentration zones, C150 and C100, reduces the differences in the wear behaviour already to a certain amount [5]. A finer gradation of the grinding wheel properties than only in two zones would be useful for levelling the wear behaviour. Another possibility for the load adjustment over the grinding wheel width is the grain size. Smaller grains reduce the forces per grain [6] and enhance the tool surface quality [7]. The use of hybrid bond grinding wheels with a combination of a resin and a metallic bond allows the combination of high productivity and high surface qualities [8, 9]. Therefore, the grinding wheels exhibit a hybrid bond. A cutting edge with less defects is important for the operational behaviour of the end mill cutters [3, 10]. This paper presents a knowledge-based model for reducing wear differences in flute grinding. Furthermore, an experimental validation of the model by analysing the result of deep grinding of end mill cutters with grinding wheels based on the model is presented. For this purpose, two non-graded grinding wheels are compared with three graded grinding wheels. As gradients a concentration gradient and two gradients with the variation of grain size and grain concentration are investigated. The paper is structured as follows: Chapter 2 first presents the materials and methods used, followed by simulation and modelling in chapter 3, after which the results of the grinding process and their evaluation are discussed in chapter 4. Finally, the evaluation of the cutting edge quality is presented in chapter 5 and the summary and discussion in chapter 6.
2 Materials and methods
2.1 Simulative approach
A model for calculating a gradient for a load-adjusted grinding wheel design is developed. The model achieves wear levelling by adapting the area-related number of grains to the local related material removal rate. This requires knowledge of the course of the related metal removal rate over the grinding tool width. An increase in the local related material emoval rate also means a local increase in load during grinding. The local related material removal rate depends on the depth of cut ae and the feed rate vf, as described in Eq. 1, and thus enables a statement to be made about the local mechanical and thermal load on the grinding tool [11, 12].
For the determination of Q’w the technological NC-based material removal simulation IFW CutS was used [13]. The simulation is Dexel-based and the material removal on the work piece is represented by the three Boolean operations shorten, divide and remove Dexels. In the simulation the tool grinding machine Walter Vision Helitronic, the grinding tool and the work piece are implemented. By using the HELITRONIC TOOL STUDIO software to generate NC-Codes the kinematics are obtained. In this study, the model is set up and validated using a cutter geometry with a diameter ds of 16 mm, and a helix angle δ of 30°. The depth of cut is varied. This results in different core diameters with the core diameter factors k of 0.8, 0.7, 0.6 and 0.5. To consider the influence of the feed rate on Q’w, it is varied in the simulation in two steps from 150 mm/min to 300 mm/min. From this simulation, a formula is derived in chapter 3 for creating gradients based on the adjustment of the area-related number of grains. The simulation model diagram is displayed in Fig. 1.

Procedure of the creation of the simulation model
2.2 Experimental setup
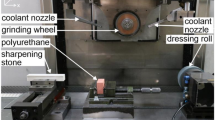
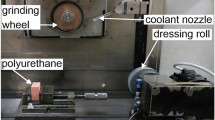
All grinding wheels for flute grinding have a 1A1 geometry with a diameter of 100 mm, a width of 10 mm, and a bonding layer height of 10 mm. Based on the results of the simulation three graded grinding wheels were produced by a grinding tool manufacturer (Dr. Müller Diamantmetall AG, Weilheim i. Obb., Germany) as well as all used grinding wheels in this paper. Two grinding wheels with constant abrasive layer properties are used in the following investigations as a reference to the graded grinding wheels with different grain concentrations and grain sizes. The first one with a grain concentration of C100 (in vol. %) and a grain size dg of 46 µm and the second with a concentration of C125 and a grain size of 54 µm. These tools have the same geometrical properties as the graded ones. The bond material for flute grinding is a hybrid bond of resin and metal. These grinding wheels were used for the flute grinding of ten cemented carbide end mill cutters each. For the carbide blanks the specification EMT210 (Extramet AG, Plaffeien, Swiss) was used (Grain size: 0.8 µm Co content: 10 wt. %). The process was performed on a tool grinding machine Vollmer VHybrid360 (Vollmer Werke Maschinenfabrik GmbH, Biberbach a. d. R., Germany). The geometrical specifications of the end mills are a helix angle δ of 30°, a flute length lc of 45 mm, an end mill cutter diameter of 16 mm, a core diameter dk of 11.2 mm and a number of teeth z of four. A cutting speed vc of 18 m/s and a feed rate vf of 180 mm/min were used as process parameters. The process setup is shown in Fig. 2. To analyse the cutting edges of the milling tool, it is necessary to grind the flank faces and the end faces. The end face processing was done by a 12V9 (12V9-125-3-10) resin bond diamond grinding wheel with a vc of 25 m/s and a vf of 50 mm/min. Grain size and concentration of this grinding wheel are D64 and C100. The flank face processing was done by an 11V9 (11V9-100-3-10) grinding wheel, with a vc of 25 m/s and a vf of 70 mm/min with the same grinding layer properties as the end face processing wheel.

Deep grinding of a cemented carbide end mill cutter
To analyse the radial wear of the grinding tools along the width of the abrasive layer the grinding wheel surface was measured by a confocal microscope of the type Confovis Duo Vario (confovis GmbH, Jena, Germany) at three points on the grinding wheel circumference. For each measuring point a height map with two zones is gained. These zones are the contact zone and the reference zone which was not involved in the operation. The radial wear of any point in the contact zone was calculated by the height difference between this point and the height of the reference zone. The cutting edge quality of the end mill cutters was evaluated by measuring the average arithmetic roughness Ra (DIN EN ISO 1302) by a AliconaG5 infinite focus microscope (Bruker Alicona, Raaba, Austria). The four cutting edges of each of the ten end milling cutters produced were analysed for each grinding tool.
3 Load optimized grinding wheel design
In the following section, the resulting model for the determination of the load-adjusted gradient is presented (chapter 2.2). A direct mathematical calculation of the related material removal rate is feasible for geometrically simple grinding processes. Figure 3 presents the results of the simulation of the related material removal rate along the grinding tool width for the previously mentioned parameters. Each colour is representing a core diameter factor. The elevated feed rate is represented by the dashed line for the example of the core diameter factor of 0.7.

Simulated related material removal rate for flute grinding of end mill cutters and the calculated relative curves
Figure 3 shows that a variation of the feed rate only means a change of the absolute values of Q’w. Also, a higher cut of depth increases the amount of the values of Q’w, but does not influence the course of Q’w over the grinding wheel width. When considering the core diameters an additional change in the course of the curves can be seen. However, the curves are qualitatively comparable. By considering a relative course of Q'w related to the respective maximum value, a superposition of the curves results, shown in Fig. 3.
The previously spaced courses of Q'w are then nearly congruent. It is possible to make this adjustment because a higher initial value of Q'w increases the overall amount of wear but does not affect its progression across the grinding wheel width. This allows the development of a graded grinding tool which can be used for all investigated end mill cutter geometries at the same time if the condition of congruence of the curves is fulfilled. The increased amount of wear at a higher depth of cut can be counteracted by adapting the feed rate.
To develop a model for wear levelling, the grinding tool must first be divided into a defined number of segments i. Until now, only the production of discontinuous gradients is possible in manufacturing. For this reason, the grinding tool must be subdivided along the grinding wheel width into segments that can be implemented in terms of manufacturing technology. To adjust the load per abrasive grain, it is necessary to know how many abrasive grains are in a certain segment i. This is described by the area-related number of grains NA,i. It provides information about the number of abrasive grains per unit area, but not about their shape and size. The area-related number of grains is calculated according to the model of Friemuth in Eq. 2 [14].
To calculate NA,i of the respective segment i, the grain size Di, the grain concentration Ci, and the density of diamond has to be considered. The grains are treated simplified as spheres. The first step is to calculate NA,i in the segment of the grinding wheel at which Q'W has its maximum. In this segment, the load per abrasive grain is the highest. This segment is defined as the initial segment (i = 1). To calculate the initial value, the grain concentration and the grain size must be specified for segment 1, which are summarized in NA,1. Thus, the grinding tool specific constant B is calculated according to Eq. 3:
The values for B of different grinding wheels are shown in Table 1.
Used in conjunction with Eqs. 2 and 3 B is used to calculate the necessary grain concentration, or grain size, for all further segments of the grinding tool (i > 1) to keep the local related material removal rate per abrasive grain constant:
The gradient calculated with the model is shown in Fig. 4 for a grain size and a grain concentration gradient. A grain size of D46 and a grain concentration of C100 were set as initial values to calculate B. As values for Q'w the previously considered simulation results for a core diameter of k = 0.7 and the process parameters described in chapter 2.2 were used.

Possible grain size and grain concentration gradient
Figure 4 shows three possibilities to develop a gradient. First a grain concentration gradient can be applied. The concentration gradient can be adjusted in any small step by the mixing ratio of grain and bond material, restricted by limitations of manufacture. Secondly, a gradient can be applied by varying the grain size. A reduction of the grain size at a constant concentration increases the area-related number of grains. The approach is limited by commercially available grain and mesh sizes. The result is a gradient with a scatter band (see Fig. 4). The third possibility is a hybrid gradient as a combination of grain size and concentration variation. This gradient shows the smallest global differences between grain size and grain concentration along the grinding tool width. Reduced global differences ensure a more uniform grinding behaviour. For all three types of gradients, the segment width that can be produced is decisive. The smallest possible segment width that could be practically implemented was assumed as 1 mm. Based on the results shown in Fig. 4, three gradients were determined, which were manufactured by the grinding tool manufacturer Dr. Müller Diamantmetall AG. These gradients are shown in Table 2. The numbers of the graded grinding wheels on the left column of Table 2 are used in the following figures to identify the grinding wheels.
These grinding tools are evaluated in the following chapters regarding their wear behaviour and the quality of the milling tools. The limitation of the minimum manufacturable segment width leads to differences between the targeted number of grains and the number of grains in the segments of the produced grinding tool.
Figure 5 shows that the differences between the simulated concentration gradient and the produced gradient are very high at the transitions between the segments.

Comparison between the manufactured and the simulated grain concentration curve
4 Influence of the gradient on the wear behaviour
The results of the wear investigation are presented in the following section. These were carried out as described in chapter 2 with the two not graded and the three graded grinding tools according to the design from Chapter 3. Figure 6 displays the results of the calculated radial wear over the grinding wheel width.

Radial wear over the grinding wheel width
Two observations can be drawn from the consideration of the non-graded grinding wheels. On the one hand, the course of the radial wear over the grinding layer width corresponds qualitatively to the simulated course of the associated related material removal rate. However, it can be observed that the negative course in the range between 1 and 2.5 mm of the grinding layer width is higher than the corresponding course of the related material removal rate. This can be explained by not considering the influence of thermal load, which is difficult to simulate for flute grinding so far, or further geometric influencing factors. Furthermore, the geometric contact length also varies along the grinding wheel width. This influences hcu, which has an influence on the forces acting on the abrasive grains. As a result, radial wear increases disproportionately to Q’w. On the other hand, it shows that a higher grain concentration reduces wear for the application considered. That effect refers to a more uniform load distribution at higher grain concentrations, decreasing the total load per grain by a reduced single grain chip thickness. However, an increase in grain concentration is limited by a bond system-dependent percolation threshold given through the reduction of grain retention by the bond due to a high abrasive grain volume fraction [15]. These observations show that wear is influenced by adjusting the grain concentration. Figure 7 shows that increasing the grain concentration reduces radial wear. The diagram on the right side of Fig. 6 illustrates the radial wear curves of the three graded grinding tools. The wear behaviour of these tools differs from that of the non-graded tools, which have a geometry-dependent wear behaviour. The graded grinding wheel #1 with the grain concentration gradient shows a low radial wear in the first segment (0–1 mm), followed by a clear increase in the following two segments (1–3 mm). The cause is the large difference in concentration between the two sections (C125 to C110). At this point, radial wear is increased in the range of 1 mm up to 2.5 mm of the grinding wheel width.

Influence of grain concentration on radial wear
In these segments, the load on the grinding tool is highest and the relative difference of the concentration is most pronounced. Therefore, the influence of this effect is reduced with decreasing lg and Q'w. Since no repeat measurements are possible due to the time-consuming experimental effort, a scattering of the measurement results cannot be excluded. It can be stated that for a smoother transition smaller concentration steps must be applied. Considering this, the hybrid graded wheels #2 and #3 (Table 2) were designed. In these, a step in the grain concentration also occurs between segments 1 and 2, but this is countered by the adjustment of the grain size.
For the grain concentration gradient, the difference in grain concentration is at C45, while for the hybrid gradients, the differences are at C35, and C30, respectively. This corresponds to a 22 to 33 percent reduction in grain concentration differences. Due to the influence of the grain concentration on the grinding forces, a reduction of the force differences over the grinding wheel width compared to the concentration gradient can also be expected. When analyzing their curves in Fig. 4 both show a similar behavior. Beside the sections from 0 to 2 mm of the grinding wheel width with the highest radial wear, the radial wear behavior in the remaining sections is more uniform. This area demonstrates the necessity of adding a factor to the model created in Chapter 3 (Eq. 4) to consider thermal loads for optimizing the grinding tool.
In particular, the thermal load often defines the process limits in flute grinding and can thus be associated with the strong increase in wear in the area of a high depth of cut [16]. A purely experimental approach can iteratively lower the wear in these areas by increasing the grain concentration, as shown in the results of the ungraded grinding wheels, too. Apart from this, it also shows that a reduction of the wear difference is possible by adjusting the area-related number of grains to the local related material removal rate according to formula 4.
Figure 8 shows the maximum difference in radial wear for all grinding tools used. It gives an overview of the extent to which the grinding tools manufactured according to the model introduced in chapter 3 were able to level out the wear over the grinding layer width.

Absolute radial wear differences for the investigated grinding wheels
Compared to the non-graded grinding wheel (C125, D54) with a maximum height difference of 29.99 µm, the graded wheel (#3) has a height difference of 14.41 µm and thus a wear difference reduction of about 51.95%. The grinding wheel #2 enables a reduction of the difference of 46.44% in comparison to the reference grinding wheel. Compared to the hybrid gradients the concentration gradient (wheel #1) provides just a small levelling of about 17.14%. This shows that Eq. 4 is a potential approach to derive gradients regarding the number of grains in order to level the wear behaviour over the grinding tool width in an application-specific way. However, it also shows that there is still further potential for optimization since further repeat tests are necessary and other influencing variables, such as thermal load, must also be taken into account. To analyse the influence of the gradients on the grinding layer surface topography, images are taken after processing.
Figure 9 shows surface segments of the used grinding tools. On the one hand, the greater wear difference can be seen for the non-graded grinding tools. On the other hand, it can be seen that in the wear-intensive areas (segments from 0 to 2.5 mm), the surfaces appears more fragmented than in the areas with lower wear. This indicates a change in wear mechanisms between the described zones. Furthermore, the observation of the graded grinding wheels shows that this difference is much less pronounced. For grinding wheel #1, the transition zone from the edge zone with the high concentration C125 to the concentration C110 can be observed in terms of the significant increase in radial wear. This results from the issue that the segment width is predefined to 1 mm by the manufacturing process and thus the significant change in load in the area of the grinding tool edge cannot be reproduced sufficiently. By increasing the concentration from C110 to at least C115, this effect can be reduced. From this, it can also be stated for future designs that the concentration differences must be kept as small as possible in order to minimize such sudden changes in radial wear, as this increases the radial wear difference. Grinding wheel #3, however, has a zone of 2.5–7.5 mm in the central area of the grinding layer, in which the wear is low, and a cutting-friendly topography in the form of grain protrusions, a low radial wear difference and no weld build-ups can be seen.

Surface segments of the grinding wheels after operation
5 Analysis of the cutting edge quality
To be suitable for industrial use, the graded grinding tools must prove that they do not reduce the workpiece quality, such as the cutting edge rounding, or the roughness of the rake face or flank of the carbide cutters due to the altered abrasive layer properties. As described in chapter 2, for the evaluation of the deep groove grinding, especially the chipping of the cutting edge is used to describe the process quality [10]. Figure 10 shows the results in the form of the arithmetic mean roughness Ra.

Average roughness of the end mill cutter cutting edges after grinding for the grinding layer parameters concentration and grain size at the grinding wheel edges
By considering Fig. 10 it can be recognized that lower radial wear in the area of the grinding tool edge can reduce chipping while otherwise maintaining the same abrasive layer properties. This can be observed when comparing the reference grinding wheel (C125) to the graded grinding wheel #1. This can be the result of more uniform engagement conditions between the grinding wheel and the workpiece as well as less breakouts in the grinding layer. This also apparent when studying at the topography images in Fig. 9, in which the non-graded grinding wheel (C125) shows more breakouts in the range of 0 to 1 mm grinding wheel width. Therefore, higher grinding tool stability at the edge due to the gradient can improve the application behaviour [17]. Furthermore, as expected, reduced grain size reduces the roughness. Smaller grain protrusions result in a reduced roughness depth on the workpiece surface. However, reducing the grain concentration (grinding wheel #3 against #4) increases the chipping again, as expected, since this increases the single grain chip thickness [12, 18]. The effect of the grain size outweighs the influence of the grain concentration at a constant area-related grain number. This can be seen from the comparison of grinding wheels #1 and #2. Grinding wheel #2 has a lower concentration (C100) then grinding wheel #1 (C125) which should increase the roughness. But the smaller grains of #2 (D46) in comparison to #1 lead to a decreased roughness despite of the concentration effect. It can be deduced, that a hybrid gradient with a smaller grain size in the grinding wheel edge area leads to a decreased cutting edge roughness, despite the lower grain concentration.
6 Conclusions
The results show that wear is influenced by the area-related number of grains. It was shown that a model can be derived to design a gradient which reduces the wear depending on the local related material removal rate. The grinding studies have shown that the hybrid gradient levels the wear better than a pure concentration gradient. This is due to a smaller difference in the abrasive properties due to concentrations and grain size of the hybrid gradient compared to the grain concentration gradient. Likewise, the hybrid gradients have been shown to reduce the cutting edge roughness in the considered application. From this it can be deduced that the model can be used to design a uniformly wearing grinding tool for a pre-defined cutter geometry. Furthermore, it was demonstrated that the wear behaviour decreases with increasing area-related number of grains and that there is a limitation due to structural failure at a bonding property depending on percolation threshold. High concentrations as well as strongly reduced grain sizes lead to increasing grinding forces. This leads to an increasing thermal load and, depending on the level of this, to increasing radial wear. The gradient reduces the global number of grains. This can also be expected to result in lower grinding forces and thus temperatures, which can be the subject of future investigations. However, due to the large local differences in the grinding forces, stresses can be caused within the grinding tool, which in turn endanger the intactness of the abrasive layer. It can be assumed that there is a tipping point specific to the grinding wheel and the operation, from which too high a number of grains or too small abrasive grains increase wear instead of reducing it. Possible influencing factors on this tipping point can be the bonding strength, the abrasive size and concentration as well as the coolant, the geometrical parameters of the end mill cutter and the process parameters. The presented model was primarily developed to design grinding tools for the analysed cutter geometries and to validate this for the presented application. For this purpose, all influencing variables apart from the abrasive layer properties were deliberately left constant in order to be able to qualitatively evaluate the effect of the gradients on the wear and thus the influence and implementation of the model. The process was therefore intentionally not varied, as this is expected to have an influence on the global wear behaviour. However, this can also be adapted depending on the grinding tool. This is therefore an approach for further research projects to adapt and extend the present model, but does not affect the validity in the present case. The aforementioned optimization potential is particularly evident in areas with especially high radial wear. This potential can be utilised by extending the introduced model through knowledge of further influencing factors on wear along the grinding wheel width or by an iterative approximation. The investigations have shown that the model allows the design of grinding wheels with a measurable reduction in wear differences (up to 51.91%), thus providing a validated starting point for load-adapted grinding wheel design. Based on the presented model, optimization approaches for the model are shown. The development of an adapted manufacturing process for smoother steps in the concentration and grains size along the grinding layer offers further possibilities for an improvement of the wear behaviour. Therefore, a map of the grain size and grain concentration gradient in the grinding tools are necessary to evaluate the transitions between the discrete zones of area-related grain numbers. This would make the implementation in manufacturing closer to the simulated gradient. A reduction of error sources due to the jump points between simulation and reality would thus be achieved. As a result, further refinements of the model can be carried out on this basis. Based on the results of this investigation the following conclusions can be drawn:
-
It is possible to achieve a more balanced wear behaviour due to the introduced model for load-adjusted grinding wheel design.
-
The reduction of the wear difference is up to 51.91% compared to a grinding wheel without load-adjustment.
-
The model therefore contributes to a knowledge-based design for graded grinding wheels.
-
Grain concentration and grain size directly influence the occurring wear during deep grinding. The results show that there is a maximum (percolation threshold) in grain concentration due to structural bonding failure.
-
Due to smaller grain sizes in the area of the grinding wheel edge, the cutting edge roughness could be reduced.
-
The results show there are more influencing factors that have to be considered for further improvements of the model. These are the cutting speed, the contact length, and the thermal load.
-
The presented model provides a basis for a knowledge-based design of graded grinding wheels. However, further investigations on the influence of other factors on the wear behaviour of grinding wheels during deep grinding as well as an adaptation and analysis of the manufacturing process are recommended in order to achieve further improvements and to be able to ensure the transferability to other tool grinding processes as well as to industrial applications.
Availability of data and material
Not applicable.
Abbreviations
- ae :
-
Depth of cut in mm
- b:
-
Grinding wheel width in mm
- B:
-
Related material removal rate per abrasive in mm3/mm s
- C:
-
Concentration of abrasive 4.4 g/cm3
- D:
-
Abrasive grain size in µm
- dk :
-
Tool core diameter in mm
- ds :
-
Tool diameter in mm
- i:
-
Number of grinding wheel segment (−)
- k:
-
Tool core diameter factor (−)
- NA :
-
Area related number of grains (−)
- lg :
-
Geometric contact length in mm
- Q'w :
-
Related material removal rate in mm3/mm s
- Δr:
-
Radial wear in µm
- Ra:
-
Average arithmetic roughness in µm
- vc :
-
Cutting speed in m/s
- vf :
-
Feed rate in mm/min
- V:
-
Abrasive grain volume in µm3
- z:
-
Number of teeth (−)
- δ:
-
Helix angle in °
- ρ:
-
Density in g/cm3
References
Malkin S, Guo C (2008) Grinding technology: theory and application of machining with abrasives, 2nd edn. Industrial Press Inc, New York
Mayr J, Barbist R (2014) Untersuchung und Bewertung der Schleifbarkeit von Hartmetall. Der Stahlformenbauer 31(4):74–79
Uhlmann E, Hübert C (2011) Tool grinding of end mill cutting tools made from high performance ceramics and cemented carbides. CIRP Ann Manuf Technol 60(1):359–362
Heymann T (2012) Gezielte Nut- und Schneidkantenpräparation von Vollhartmetall—Zerspanwerkzeugen durch Polierschleifen. In: Spanende Fertigung/Prozesse—innovation—Werkstoffe. 6. Ausgabe (2012), Vulkan-Verlag Essen: 104–110
Schröer N (2018) Spannutschleifen von Hartmetall-Schaftwerkzeugen mit gradierten Schleifscheiben. Dr.-Ing. Dissertation, Technische Universität Berlin
Lierse T (1998) Mechanische und thermische Wirkungen beim Schleifen keramischer Werkstoffe. Dissertation, Hannover
Demir H, Gullu A (2001) The effect of paramaters in the grinding. J Eng Sci 7:189–198
Ohmori H, Kasai T (1997) Development of metal-resin bonded diamond wheel for ELID-lap grinding and its grinding performance. In: ICPE `97, Taipei, Taiwan: 177–181
Uhlmann E, Schröer N (2016) Werkzeugschleifen mit Hybridschleifscheiben: Vergleich unterschiedlicher Schleifscheibenbindungsspezifikationen beim Nutentiefschliff von Hartmetall. In: wt Werkstattstechnik online 106: 181–186
Dröder K, Karpuschweski B, Uhlmann E (2020) A comparative analysis of ceramic and cemented carbide end mills. Prod Eng Res Devel 14:355–364
Biermann D, Schumann S, Kansteiner M (2012) Umfassende Betrachtung der mechanischen Belastungen im Schleifprozess. In: Forum Schneidwerkzeug- und Schleiftechnik: 72–83, No. 4/2012
Bifano TG, Dow TA, Scattergood RO (1991) Ductile-Regime grinding. A new technology for machining brittle materials. J Eng Ind. 113(2):184–189
Denkena B, Böß V (2009) Technological NC simulation for grinding and cutting processes using CutS. In: Proceedings of the 12th CIRP conference on modelling of machining operations
Friemuth T (2002) Herstellung spanender Werkzeuge. Habilitation thesis, Universität Hannover
Denkena B, Grove T, Göttsching T, Dzierzawa P, Kempf F (2017) Methods of analysis for a deeper understanding of the grinding process. In: Proceedings of the 20th international symposium on advances in abrasive technology: 945–951
Jin T, Stephenson DJ (2006) Heat flux distributions and convective heat transfer in deep grinding. Int J Mach Tools Manuf 46(14):1862–1868
Sroka F (2005) Konditionieren von Diamantschleifscheiben. Dr.-Ing. Dissertation, Technische Universität Berlin
Fritsch A (1997) Schleifen von Cermets. Dr.-Ing. Dissertation, Leibniz Universität Hannover
Acknowledgements
The authors thank the Federal Ministry for Economic Affairs and Energy (BMWi) for the funding and the project partner Dr. Müller Diamantmetall AG for the constructive and close cooperation.
Funding
Open Access funding enabled and organized by Projekt DEAL. The investigations were funded by the Federal Ministry for Economic Affairs and Energy (BMWi) as part of the Central Innovation Programm for small and medium-sized enterprises (SMEs) (ZIM) within the project “Graded grinding wheels for deep grinding of cemented carbide end mills” (ZF4070519TV9) based on a resolution of the German Bundestag.
Author information
Authors and Affiliations
Contributions
B. Denkena was responsible for funding acquisition and project administration and reviewed and edited the article together with B. Bergmann in the writing process. B. Bergmann supervised the project. D. Raffalt conducted the experiments, analysed the data and wrote the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The Authors declare that they have no conflict of interest.
Code availability
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Denkena, B., Bergmann, B. & Raffalt, D. Operational behaviour of graded diamond grinding wheels for end mill cutter machining. SN Appl. Sci. 4, 84 (2022). https://doi.org/10.1007/s42452-022-04970-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-04970-9