
Abstract
Grinding the flutes of cemented carbide end mill cutters results in high and uneven radial wear of the grinding wheel. This is a consequence of the varying geometrical contact conditions over the grinding wheel width. Decreased manufacturing accuracy regarding the tool target geometry is the consequence. To compensate for this, the dressing intervals must be shortened. High non-productive times and an additionally reduction of the grinding layer results from this. The higher non-productive times reduce the productivity of the grinding process and, in conjunction with the shorter lifetime of the grinding tool, thus increase the costs per work piece. It has already been shown that load-adapted grinding wheels can reduce uneven radial wear up to 50%. The adaptation of the wear behaviour to non-uniform engagement conditions causes non-uniform radial wear to occur again under uniform engagement conditions. Uniform engagement conditions occur during grinding wheel sharpening. Therefore, the present study investigates the influence of sharpening on the grinding tool topography. For this purpose, sharpening tests are carried out on four differently graded grinding wheels. For comparability, the tests are also carried out on two non-graded grinding wheels. In the present work, the surface parameters are evaluated with regard to their suitability for analysing the sharpening condition of graded grinding wheels. The grain protrusion derived from this is subsequently used for evaluation. For this, a dependency on the grain concentration is proven and the grain protrusions are shown over the grinding wheel widths. From this, sharpening parameters are determined that enable reproducible sharpening of graded grinding wheels.
Article highlights
-
Evaluation of surface parameters to determine the grain protrusion of graded grinding wheels
-
Validation of the influence of graded grinding wheels on the sharpening process
-
Establishing a procedure for sharpening graded grinding wheels
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Cemented carbide tools, such as end mill cutters, are used in many fields of application. These include the automotive industry, aerospace, medical technology and electrical engineering [1]. In these fields of application, the end mill cutters must meet high standards with regard to manufacturing accuracy, due to the influence on the application behaviour of the tools by the quality of the flute [2, 3]. Thereby, the quality of the flute is mainly affected by the flute grinding, which, however, is particularly demanding. This is due to the fact that flute grinding causes a high thermo-mechanical load on both the tool and the workpiece. Especially when grinding cemented carbide, this leads to high wear on the grinding tool [4, 5]. In addition, due to the different engagement conditions during flute grinding, uneven loads on the grinding tool result across its width [6]. Until now, this has been counteracted by reduced dressing intervals in order to ensure the contour accuracy of the grinding tool. One consequence of this are higher downtimes of the process and shorter lifetimes of the grinding tool due to the additional wear caused by dressing. By using graded grinding wheels, a reduction of the radial wear difference by up to 50% and thus higher expected lifetimes of the grinding tools could be shown in previous investigations [7]. The grinding wheels were modified by adapting the number of grains to the local load. A larger number of active cutting edges reduces the thermo-mechanical single grain load and thus also the wear [8, 9]. The correlation between wear and number of grains has already been the subject of other investigations. A higher number of abrasive grains reduces the radial wear caused by the grinding process due to a lower single grain load. This effect is limited by the properties of the bond used. Above a so-called bond-specific percolation threshold, the grain retention forces are so strongly reduced by a further increase in the number of abrasive grains a premature break-out of the grains occurs [10, 11]. By adapting the number of grains to the locally occurring loads, it is therefore possible to optimise the wear behaviour of the grinding tools. However, this also influences the behaviour during dressing. This includes the profiling and sharpening of these grinding tools. As a result of the gradients, shape deviations can occur in profiling processes of grinding tools with zones of different grain numbers [12]. Therefore, process parameters were elaborated that enable the profiling of the graded grinding wheels without deviations in shape [13]. In the present work it is shown how a uniform grain protrusion for graded grinding wheels can be achieved starting from uniform contours. The grain protrusions to be achieved should be in a range between 30 and 50% of the grain size [14, 15]. In order to achieve this, the influence of the infeed during sharpening on the grinding wheel topography will be investigated in the following, as it can be assumed that the infeed has the greatest influence on resetting the bond. To evaluate the sharpening process, the average grain protrusion Zm, the skewness Ssk, the kurtosis Sku and the arithmetical mean height Sa of the topography images of the grinding wheels after sharpening are analysed and compared. From these, the most suitable parameter for evaluation is determined. The influence of the infeed during the sharpening of graded grinding wheels is evaluated by observing the progression of the grain protrusions over the corresponding grinding tool width. Following the procedure, the paper is structured as follows: In the next section, Sect. 2, the materials used, the experimental procedures and the evaluation methodology are presented. This is followed by the results in Sect. 3 beginning with the influence of the sharpening depth on the surface parameters of the abrasive layers. This is followed by an examination of the grain protrusion curves over the grinding wheel width. Section 4 summarises and discusses the results.
2 Materials and methods
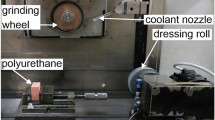
The sharpening tests were carried out on a Geibel & Hotz type 840 KT CNC precision grinding machine. The cooling lubricant used was Variocut G 600 HC oil from Castrol. A SiC roll from the company Seco Tools was used to profile the grinding wheels. The specification was 39C 120 JVS with a dimension of 150 × 25 × 52 mm. The feed rate vf was 1,500 mm/min and the speed ratio qd − 0.5. The total infeed ae, tot was set at 400 µm with an individual infeed ae of 5 µm. The cutting speed vc of the grinding wheel was 20 m/s. These values correspond to the results of previous investigations and enable a uniform initial topography [14]. This is necessary to be able to compare the state of sharpness without an influence by the profiling process. The experimental setup is shown in Fig. 1.

Setup for the sharpening investigations
Ceramic bonded white corundum sharpening stones of the specification WA 150 G6V 150 × 25 × 25 mm from the Winter Company were used for sharpening. The feed rate vf was 50 mm/min, the cutting speed vc 7.5 m/s and the infeed ae was varied in steps of 100, 200 and 2000 µm. Images of the topography of the grinding wheel surface were taken at three points at 120° intervals along their circumference. In each case, the entire width of the grinding wheel was measured at the selected points. This corresponds to a measurement area of 1.68 × 10 mm. The images were taken using a Confovis TOOLinspect confocal microscope from Confovis Company. For the evaluation of the images, the software Mountainsmap from the company Digital Surf was used. The grain protrusion was determined from the resulting images on the basis of surface-related roughness parameters. The roughness values corresponds to DIN EN ISO 25178-2. An Abbott curve was generated from each topography map. The average grain protrusion Zm is derived from this curve. This starts at the height of the cut plane of the area material fraction of 90%, lying above the height of the bond. According to the surface parameters, this corresponds to the area between the reduced valley depth (SvK), which corresponds to the average depth of the grooves intruding into the material from the core, and the average grain protrusion. Figure 2 shows how the mean grain protrusion is calculated from the Abbott curve of a topography map.

Calculation of the mean grain protrusion from the Abbott curve of a topography map
Furthermore, the arithmetic average roughness Sa, the skewness Ssk, which corresponds to the asymmetry of the material proportion distribution of the profile, and kurtosis Sku, which corresponds to the steepness of the profile, were considered. Figure 3 shows how the skewness Ssk and the steepness Sku describe the topography of a grinding wheel. The skewness Ssk can indicate whether a topography is characterised by pores (Ssk < 0) or peaks (Ssk > 0). For grinding wheels, a combination of both is the case, which is why a value around 0 is to be expected. When the Ssk is 0, the ratio of pores to peaks is balanced. A grinding wheel with a high abrasive grain density will therefore tend to have higher values than a grinding wheel with fewer abrasive grains, or peaks. Also, a grinding wheel can be expected to have a more negative value after operational use. The kurtosis Sku, however, describes how pronounced the peaks of a topography are. With this, the sharpness of the cutting edges of the abrasive grains can be evaluated. A value greater than 3 is to be expected and targeted here. According to the operational behaviour, a value below 3 is to be assumed, as this describes dulled peaks. The grain shape may also influence these values.

Description of surface parameters Ssk and Sku
The tests were carried out with grinding wheels from the grinding tool manufacturer Dr. Müller Diamantmetall AG. These grinding wheels correspond to a 1A1 geometry with a bond height of 6 mm, a width of 10 mm and a diameter of 100 mm. Diamonds were used as abrasive grains and a hybrid bond of metal and resin as bond material. Two grinding wheels with constant bond properties were used as reference grinding wheels. These differ in grain concentration and grain size. The grinding wheel with the designation NG100 has a grain concentration of C100 and a grain size of D46. The NG125 grinding wheel has a grain concentration of 125 and a grain size of D54. This is compared to four graded grinding wheels. A grain concentration gradient (designated CG) and a grain size gradient (designated DG), each with two different initial concentrations, C100 and C125, were investigated. The compositions of the graded wheels are shown in Table 1. The profiling of the grinding wheel was carried out on the basis of the findings in [14] to achieve a reproducible and uniform contour of the grinding wheels. This is used in each case as the starting situation for the sharpening process so that the grain protrusion is not influenced by the profiling.
3 Results
3.1 Influence on the depth of sharpening
The infeed during sharpening is to be considered one of the main parameters influencing the grain protrusion of grinding wheels. Therefore, a variation of this with otherwise constant parameters is investigated in the following. The average grain protrusion Zm achieved is examined. Since grinding wheels have topographical characteristics, this value is affected by fluctuations. However, a comparison with an otherwise constant bond allows a qualitative statement and a classification of the achieved grain protrusions. The grain protrusions with a variation of the sharpening infeed are shown in Fig. 4 for all grinding wheels considered. Table 2 shows all values of the average grain protrusions.

Influence of infeed on grain protrusions
In green the range from 30 to 50% of the targeted grain protrusion is represented. This corresponds to the state of the art target range. It can be seen that when looking at the average grain protrusion, at an infeed of 2,000 µm, this is clearly too pronounced.
Such grain protrusion is due to disrupted surfaces, as the bond has been set back too much. In the operational behaviour, this would lead to heavy initial wear, as there are no longer enough bond backings to retain the abrasive grains within the bond. In contrast, with the infeeds of 200 and 100 µm, average grain protrusions occur in the expected range. Sharpening with an infeed of ae = 200 µm leads to slightly higher average grain protrusions due to the higher contact length compared to an infeed of ae = 100 µm. With this, the results are at the lower limit of the target for the grain protrusions (green area in the picture). Furthermore, it can be observed that higher grain concentrations lead to higher average grain protrusions. The result is a consequence of the evaluation methodology and not of the actual grain protrusions. This is a consequence of the evaluation methodology and not of the actual grain protrusions, because the Abbott curve determines the grain protrusions on the basis of the differences in the area fractions. With a higher grain concentration, the ratio of grain protrusions to the material, the bond, amount increases. The grain protrusion thus seems to increase. This effect must be taken into account in the following investigations of the grain protrusions over the grinding wheel width. An examination of the results shows that the resulting average grain protrusion is not influenced by the gradients. As with profiling, the dependence on the process parameters is more decisive. Therefore, an infeed of at least 200 µm should be used for the grinding wheels examined during sharpening. Figure 5 shows the influence of the sharpening infeed on the average grain protrusion and the arithmetic mean roughness Sa. For the infeed of 200 µm, a representation of the course of this over the grinding wheel width follows in the diagram below.

Influence of sharpening on Zm and Sa of reference grinding wheel NG100
An analysis of the arithmetic mean roughness shows that it has only slight deviations independent from the infeed. These are in the range of less than 4.5 µm. This can also be seen when considering their distribution over the grinding wheel width (blue dots). An evaluation of the sharpening condition is therefore not applicable on the basis of this parameter. In contrast, the average grain protrusion shows the previously described differences between the infeeds. The fluctuations and differences can also be identified more accurately over the grinding wheel width. Figure 6 shows the influence of the sharpening infeed on the skewness Ssk and the kurtosis. For the infeed of 200 µm, a representation of the course of this over the grinding wheel width follows in the gain in the diagram below.

Influence of sharpening on Ssk and Sku of reference grinding wheel NG100
The skewness Ssk and the kurtosis Sku of the profile are shown on the right. An evaluation of the skewness shows values that fluctuate around 0 to -1. Thus, there is a balanced profile with regard to the distribution of valleys, plateaus and peaks. At a sharpening infeed of 200 µm, the skewness is more negative. This is an indication of a profile with a high proportion of peaks and thus corresponds to a grinding wheel topography with a high cutting ability. This is particularly evident in the area of the grinding wheel edges. There, the bond has a lower mechanical strength due to the geometry and the bond re-setting is easier. The observation of the kurtosis shows the highest values at the infeed of 200 µm. A high value of the kurtosis is an indicator of pronounced peaks and valleys. This is advantageous for the cutting ability of a grinding wheel, as it indicates sharp abrasive grains and sufficient pore space. With the exception of the left edge area, the kurtosis is evenly distributed across the width of the grinding wheel. Furthermore sections of the original topography images of the sharpened surfaces of grinding wheel NG125 are shown in Fig. 7. There the differences between the used infeed rates were most pronounced and therefore the different states of the grinding wheel topographies are clearly visible.

Topography image sections of grinding wheel NG125
The topography images give a qualitative insight to the previously described effects. Sharpening with an infeed of 2000 µm is leading to a ruptured surface with pronounced valleys. The high levels of grain protrusions are not corresponding to real grain protrusions but a consequence of long bond ridges on the surface of the grinding layer. That again is corresponding to low values of the skewness, less pronounced peaks. Compared to the infeed of 2000 µm the smaller infeeds show the expected surfaces for grinding layers. There are several separated grains with connected bond ridges visible. So the smaller infeeds are better for resetting the bond without in the necessary small amount for not damaging the surface. By comparing the infeed of 100 µm wit 200 µm it can be seen that the higher infeed leads to more pronounced grain protrusions. That again is in an agreement with the observations from Fig. 4.
In summary, it can be stated that a qualitative statement about the abrasive layer topography within a bond system can be made on the basis of the average grain protrusion. A particular advantage is the sensitivity when considering the progression over the grinding wheel width. The arithmetic mean roughness is not suitable for providing a prediction. With regard to the kurtosis and the skewness, it is reasonable to consider these as an averaged value for the entire abrasive layer width in order to increase the significance of the average grain protrusion, or to detect inaccurate evaluations due to clogged topographies. However, a spatially resolved observation of these is suitable with regard to the sharpening condition of graded grinding wheels. Therefore, in the following, the courses of the average grain protrusions over the grinding wheel width are discussed.
4 Course of the grain protrusions over the grinding wheel width
For the use of graded grinding wheels, compared to non-graded grinding wheels, it is not only necessary to consider the average grain protrusion as a global value, but also spatially resolved. This is shown in the following figures for the most promising sharpening parameters (ae = 200 µm; vf = 50 mm/min, vc = 7.5 m/s). Figure 8 shows the progression of the average grain protrusion over the grinding wheel width for the non-graded reference wheels NG125 and NG100 in order to indicate process-related deviations.

Course of average grain protrusion for non-graded grinding wheels
The observation of the curves shows that the grain protrusions deviate slightly. With a lower grain concentration and grain size, the average grain protrusion varies from 21.4 to 29.1 µm. For the NG125 grinding wheel, the variations are in the range of 29.8 to 32.1 µm. Due to the higher number of abrasive grains, it can be assumed that wear occurs more evenly due to the lower individual grain load. This has already been shown in the profiling of the grinding wheels [14]. For both grinding wheels considered, the grain protrusions are in the range of 30 to 50% of the grain size. Figure 9 illustrates the course of the graded wheels with grain concentration.

Course of average grain protrusion for grinding wheels with grain concentration gradient
It is evident that both grinding wheels exhibit increments in the average grain protrusions. The highest mean grain protrusions are located in the area of the highest grain concentration. This is consistent with the findings from the analysis of the influence of the infeed on the mean grain protrusion. The effect here is due to a combination of the influence of the material fraction of the Abbott curve and a more uniform single grain loading. The former causes more grains to be present in the bond, which can cause protrusion. Thus, the material fraction of areas that can be located above the bond level Svk increases. Due to the latter, a lower number of grains can be assumed to be broken off. The two effects can be seen when comparing two grinding wheels with identical grain size but different grain concentration. With the grinding wheel CG125, higher grit concentration compared to CG100, the course is comparable to CG100, but starts at a higher level. An analytical observation shows that the difference in the grain protrusions is associated with the factor of the difference in the grain concentration in a segment to the maximum grain concentration. This dependence can be described by Eq. (1):
Zm(Ci) represents the grain protrusion within a segment i for its grain concentration Ci. In contrast, Zm(Cmax) corresponds to the grain protrusion in the segment with the highest grain concentration. From this formula, depending on the grain concentration C125, the theoretical course of the grain protrusion can be described as a function of the number of grains. This is shown in Fig. 10 by the red line.

Dependence of grain protrusion on the grain concentration for the CG100 and CG125 grinding wheels
The figure shows that the experimentally determined values are in good agreement with the calculation. From this it can be deduced that the grain protrusion achieved with a constant sharpening process is directly dependent on the volume fraction of abrasive grains in the abrasive layer. It can therefore be assumed that the amount of individual grain protrusion remains the same, but the average grain protrusion varies. As a result of the fact that the grain protrusions achieved are due to an increase in the surface proportions and all average grain protrusions are within the target range, it can be assumed that the grinding wheels are usable despite the deviations. The grinding wheels with a grain size gradient show a more pronounced influence on the average grain protrusions. This is shown in Fig. 11.

Course of average grain protrusion for grinding wheels with grain size gradient
The observation shows, as in the cases described above, that a higher grain concentration also results in higher grain protrusions. In the case of the DG125 grinding wheel, the level of grain protrusion is basically higher than in the case of the DG100. This is again due to the increased surface area and its influence on the average grain protrusion. The effect of the grain size is nevertheless clearly recognisable. With an increase in grain size, the average grain protrusion also increases. An increased grain size also increases the proportion of the grain that is surrounded by the bonding matrix. This allows higher protrusions to be realised without the grain break-out. This effect is demonstrated by the curves of the average grain protrusions. In addition, it becomes clear that despite the varying target ranges for the average grain protrusions, these are adhered to in almost all areas. The grain size does not influence the process result with regard to the grain protrusions to be achieved. By adjusting the process parameters to the bond, grinding wheels with a grain size gradient can thus be sharpened comparably to non-graded grinding wheels. In the case of even greater differences in the grain sizes than in the present case, a locally adapted sharpening strategy may nevertheless be necessary in order to ensure the necessary grain protrusions. With a tougher bond, this can also lead to insufficient grain protrusion in the case of grain size differences.
5 Conclusions
In the present study it was shown that the average grain protrusion Zm determined by Abbot Curves is suitable for evaluating the sharpening process for graded grinding wheels across the width of the grinding wheel [16]. The reached grain protrusions for the infeeds of 100 µm and 200 µm reached the, based on the introduction, necessary grain protrusions of 30 to 50% of the grain sizes. It was demonstrated that a higher infeed does not further increase the grain protrusion but damages the surface of the grinding layer. That was visualized by example topography images showing a high amount of valleys and bond ridges without grains. In other publications it has been found and discussed that the description of grinding wheel topographies on the basis of one parameter can often be sufficient for a qualitative comparison within a defined system, but that the consideration of other influencing variables can significantly increase the significance [16, 17]. For example, the grain protrusion, as previously described, does not give any information about the shape of the protrusions, flat or sharp tips. Other studies have also shown that different grinding wheels and sharpening conditions lead to the same number of grains or protrusions, but that the frequency distribution, for example, can vary strongly [18]. Therefore, a detailed knowledge of the topography is important. That again can then be used, for example, to predict operational behaviour [19]. In this study it was demonstrated that looking at further surface parameters is useful to ensure a cutting ready surface. In combination with the averaged skewness Ssk and kurtosis Sku, the readiness for use of the grinding wheel can be determined with regard to the sharpening condition. With regard to the sharpening infeed, an influence of this on the resulting average grain protrusion could be demonstrated. A higher infeed also increases the grain protrusion. An infeed of 100 µm was too low for the grinding wheels investigated, but with an infeed of 200 µm a sufficient average grain protrusion could be achieved. An infeed of 2000 µm resulted in an excessively disrupted surface. The possibility to adjust the sharpening process specifically and reproducibly is one of the advantages of block sharpening [16]. This process is therefore frequently used in practice, as it is easy to adapt it to the abrasive layer. Thus, in the case of more pronounced gradients, the result could be optimised by varying the feed rate if the grain protrusions are insufficient or too pronounced. A correlation between the grain concentration and the average grain protrusion was also found. Higher grain concentrations also result in higher average grain protrusions. This effect can be explained by the increased surface area of the grains. That is again another important fact considering the average grain protrusion for evaluating the sharpening state of a grinding wheel. The results show that the grain protrusion is a good indicator for the success of the sharpening process but there is always a reference necessary for a reliable statement about the operational suitability of the grinding wheels. That again, together with the high amount of influencing factors on grinding wheels, makes comparisons with the state of the art difficult. However, for comparable grain sizes and bonding properties the findings can be used for an initial situation for similar experiments. In another study, it was shown for laser dressing that variations in the grain protrusions for non-graded grinding wheels between 5 and 30 µm do not result in any negative effects on the grinding process [20, 21]. Most important is that the comparison within the investigated grinding wheels with a concentration gradient shows that the sharpening of the graded grinding wheels is possible like for conventional ones. In the case of the grain size, however, the increase in the average grain protrusion can be attributed to the improved grain tinting or the grain size itself. With graded grinding wheels, differences in the mean grain protrusion therefore occur along the grinding wheel width. However, it could also be shown that the values achieved are in the range of 30 to 50% of the grain size and the graded grinding wheels are therefore suitable for use. The present work therefore provides a basis for sharpening graded grinding wheels. Whether an adapted sharpening strategy is necessary for other bond systems or larger differences in grain size can be the subject of future research projects. In conjunction with the findings on profiling graded grinding wheels [13], there is now a consistent basis for knowledge-based dressing of metal-bonded graded diamond grinding wheels. Despite the fact that the gradations have effects on the profiling and sharpening behaviour, these effects are negligible. These effects are within acceptable tolerances or only affect the material proportions in the Abbot curve. The fact that the different grain concentration zones have no negative influence on the machined workpieces was also proven in two studies [7, 11]. Thus, the paper contributes to closing the gap between the preparation for operation and the operation behaviour of the graded grinding wheels under consideration. The implementation of gradations is therefore also possible in an industrial environment without major adjustments and can enable an increase in productivity. Based on the results, the following conclusions can be drawn:
-
For a known process the average grain protrusion is suitable for comparing the sharpening state of grinding wheels
-
The average grain protrusion is influenced by topography effects and the grain concentration.
-
The influence of the grain concentration on the average grain protrusion is predictable on the basis of an equation and a known initial situation
-
Connection the average grain protrusion with the skewness and kurtosis allows a more reliable statement on the topography without considering the topography images
-
Sharpening should be conducted with an as high infeed as necessary to reset the bond properly but as small as possible to avoid clogging or valley formation
-
Sharpening of the investigated graded grinding wheels is possible in the same way as for non-graded grinding wheels
Availability of data and material
Not applicable.
Code availability
Not applicable.
Abbreviations
- ae :
-
Depth of cut in mm
- b:
-
Grinding wheel width in mm
- C:
-
Concentration of abrasive in 4.4 g/cm3
- D:
-
Abrasive grain size in µm
- i:
-
Number of grinding wheel segment (–)
- Q'w :
-
Related material removal rate in mm3/Mm s
- Sa:
-
Average arithmetic roughness in µm
- Ssk:
-
Skewness in µm
- Sku:
-
Kurtosis in µm
- vc :
-
Cutting speed in m/s
- v f :
-
Feed rate in mm/min
- Zm :
-
Average grain protrusion in µm
References
Ortner HM, Kolaska H, Ettmayer P (2014) The history of the technological progress of hardmetals. Int J Refract Met Hard Mater 44:148–159. https://doi.org/10.1016/j.ijrmhm.2013.07.014
Dröder K, Karpuschweski B, Uhlmann E (2020) A comparative analysis of ceramic and cemented carbide end mills. Prod Eng Res Devel 14:355–364. https://doi.org/10.1007/s11740-020-00966-9
Uhlmann E, Hübert C (2011) Tool grinding of end mill cutting tools made from high performance ceramics and cemented carbides. CIRP Ann Manuf Technol 60:359–362. https://doi.org/10.1016/j.cirp.2011.03.106
Beju LD, Brindasu PD, Vulc S (2015) Grinding tungsten carbide used for manufacturing gun drills. J Mech Eng 61:571–582. https://doi.org/10.5545/sv-jme.2015.2594
Wirtz C, Dehmer A, Trauth D, Mattfeld P, Klocke F (2018) Analysis of the grinding wheel wear in dependency of the cemented carbide specification. Int J Adv Manuf Technol 99:747–754. https://doi.org/10.1007/s00170-018-2362-6
Chen J-Y, Lee B-Y, Chen C-H (2008) Planning and analysis of grinding processes for end mills of cemented tungsten carbide. J Mater Process Technol 201:618–622
Denkena B, Bergmann B, Raffalt D (2022) Operational behaviour of graded diamond grinding wheels for end mill cutter machining. SN Appl Sci 4:84. https://doi.org/10.1007/s42452-022-04970-9
Heymann T (2015) Schleifen und Polierschleifen von wendelförmigen Spannuten an Vollhartmetallbohrwerkzeugen. Dissertation, TU Dortmund
Denkena B, Grove T, Bremer I, Behrens L (2016) Design of bronze-bonded grinding wheel properties. CIRP Ann 65:333–336. https://doi.org/10.1016/j.cirp.2016.04.096
Demir H, Gullu A, Ciftci I, Seker U (2010) An investigation into the influences of grain size and grinding parameters on surface roughness and grinding forces when grinding. J Mech Eng 56:447–454
Uhlmann E, Schröer N, Muthulingam A (2019) Increasing the productivity and quality of fute grinding processes through the use of layered grinding wheels. Proc Manuf 33:754–761. https://doi.org/10.1016/j.promfg.2019.04.095
Sroka F (2005) Konditionieren von Diamantschleifscheiben. Dissertation, Technische Universität Berlin
Denkena B, Bergmann B, Raffalt D (2022) Dressing of hybrid-bonded graded diamond grinding wheels. Prod Eng Res Devel. https://doi.org/10.1007/s11740-022-01163-6
Pfluger JA (2002) Metallgebundene Diamant-Schleifscheibe für alle harten Schneidstoffe. VDI-Zeitschrift Special Werkzeuge 1:56–58
Mamalis AG, Horvath M, Grabchenko AI (2000) Diamond grinding of super-hard materials. J Mater Process Technol 97:120–125. https://doi.org/10.1016/S0924-0136(99)00358-1
Wegener K, Hoffmeister H-W, Karpuschweski B (2011) Conditioning and monitoring of grinding wheels. CIRP Ann 60:757–777. https://doi.org/10.1016/j.cirp.2011.05.003
Doman DA, Warkentin A, Bauer R (2005) A survey of recent grinding wheel topography models. Int J Mach Tools Manuf 46:343–352. https://doi.org/10.1016/j.ijmachtools.2005.05.013
Klocke F, Wrobel C, Rasim M (2016) Approach of characterization of the grinding wheel topography as a contribution to the energy modelling of grinding processes. Procedia CIRP 46:631–635. https://doi.org/10.1016/j.procir.2016.04.011
Liu Y, Warkentin A, Bauer R (2013) Investigation of different grain shapes and dressing to predict surface roughness in grinding using kinematic simulations. Precis Eng 37:758–764. https://doi.org/10.1016/j.precisioneng.2013.02.009
Hosokawa A, Ueda T, Yunoki T (2006) Laser Dressing of Metal Bonded Diamond Wheel. CIRP Ann 55:329–332. https://doi.org/10.1016/S0007-8506(07)60428-4
Deng H, Chen GY, Zhou C (2014) Processing parameter optimization for the laser dressing of bronze-bonded diamond wheels. Appl Surf Sci 290:475–481. https://doi.org/10.1016/j.apsusc.2013.11.120
Acknowledgements
The authors thank the Federal Ministry for Economic Affairs and Energy (BMWi) for the funding and the project partner Dr. Müller Diamantmetall AG for the constructive and close cooperation.
Funding
Open Access funding enabled and organized by Projekt DEAL. The investigations were funded by the Federal Ministry for Economic Affairs and Energy (BMWi) as part of the Central Innovation Programm for small and medium-sized enterprises (SMEs) (ZIM) within the project “Graded grinding wheels for deep grinding of cemented carbide end mills” (ZF4070519TV9) based on a resolution of the German Bundestag.
Author information
Authors and Affiliations
Contributions
BD was responsible for funding acquisition and project administration and reviewed and edited the article together with BB in the writing process. BB supervised the project. DR conducted the experiments, analysed the data and wrote the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The Authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Denkena, B., Bergmann, B. & Raffalt, D. Sharpening of graded diamond grinding wheels. SN Appl. Sci. 5, 145 (2023). https://doi.org/10.1007/s42452-023-05362-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05362-3