
Abstract
With the adoption of thermal barrier coatings (TBCs) to protect the hot parts of gas turbines at the end of the last century, the characterization of their thermophysical properties and the evaluation of their state of integrity has become necessary. That leads to the development and/or the adaptation of photothermal and thermographic techniques to meet the newly requirements that have emerged. Whereas this is not an all-encompassing review of all the literature on the subjects, this work summarizes the research and the development of techniques specifically aimed at measuring the thermophysical properties, the characterization of the microstructure and the identification of adhesion defects to the metal component of the TBCs. In the following, the best practices, the lessons learned, the successes and the defeats experienced along almost thirty years will be summarized.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
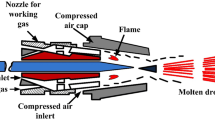
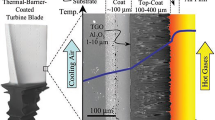
Since the late 1980s, digital technologies have enabled the recording and elaboration of movies/films produced by infrared cameras. This paved the way to several new applications of infrared technologies. In the same period, gas turbines raised increasing interest in aero and power applications owing to their high efficiency and robust design. In Italy for example, the Italian National power utility, started to substitute the less efficient and environmentally friendly coal and oil-fired thermoelectric plants with the better-performing combined cycle (GTCC) plants (Ref 1). Those power plants had electrical efficiency higher than 55% owing to the coupled use of always evolving advanced cooling strategies and the adoption of more and more performing advanced nickel and cobalt alloys for manufacturing gas turbine hot path components (i.e., liners, transitions ducts, blades and vanes). An essential and irreplaceable contribution to the very high efficiency of gas turbine has been provided by metallic and ceramics coatings, usually known as thermal barrier coatings (TBC) deposited on hot path components.
More in detail, metallic coatings (named bondcoat) protect base metal from oxidation and hot corrosion and improve the mechanical adhesion of the ceramic topcoat to the component thanks to its surface roughness suitably designed. Metallic bondcoats consist of MCrAlY alloys where M stands for Ni, Co or a mixture of both. The most common material for ceramic coatings is yttria partially stabilized zirconia (YPSZ) because of peculiar properties such as (i) the thermal expansion coefficient (1\(\cdot\)10-6 \(1/^\circ \mathrm{C})\) similar to those of base materials and coatings, (ii) the intrinsic low thermal conductivity (−2.5 W/mK) (iii) the relatively high toughness 9.5–10.5 MPa m1/2 and (iv) a sufficiently good phase stability in the temperature range RT–1200 °C.
At that time, we were developing infrared techniques to non-destructively detect the thinning of boiler pipe walls to avoid steam and water leaks in the thermoelectric power plant boilers, so that when we were required to develop non-destructive techniques for characterizing materials and coatings of the new GTCC plants, active thermography (and more in general photothermal techniques as you will read later) was a feasible and natural candidate for performing this task.
In the following, the best practices, the lessons learned, the successes and the defeats experienced along almost thirty years spent in developing and/or applying thermographic and photothermal techniques to the characterization of thermal barrier coatings, mainly deposited by Air Plasma Spray (APS) technique, will be summarized.
NDE TBC Delamination
Pulse Thermography
Coating delaminations can be non-destructively detected by active thermography. The most common technique used for this purpose is pulse thermography (Ref 2,3,4,5,6,7,8). The surface temperature of the coated component is monitored after a very short heating pulse propagating inward. If a delamination (i.e., an air gap) is present, at a certain instant and for a limited time, the surface temperature above the delamination is higher than the temperature of the surrounding area, providing a clear evidence of the flaw at the interface between coating and base material. In Fig. 1, four TBC delamination flaws in a rotating blade can be clearly seen as hot spots in the infrared image taken 200 ms after the flash. Figure 2 shows the signal difference between delamination and sound areas as a function of time (also known as absolute contrast).

IR image of a first stage rotating blade 200 ms after the flash. Four TBC delamination flaws can be clearly seen as hot spots. To improve the defect visibility, an average of several dozens of images before the flash has been subtracted from the images after the flash; this explains the negative values for gray levels

Signal difference between delamination and sound area (taken between the two defects) vs. time for the two defects on the right-hand side from top (defect 1) to bottom (defect 2) in Fig. 1
A typical experimental set-up (see Fig. 3 as an example) consists of an infrared camera and a flash lamps providing a flashlight uniformly distributed so that it is absorbed by the surface coating and transformed into heat.

Experimental set-up for pulse thermography testing in the laboratory. Two flash lamps heat the blade suction surface, and the IR camera (out of the image) monitors the temperature decay after the flash
Typically, the spectrum of the flash lamps is in the near-medium infrared region (1-4 µm); therefore, a long wave (7–14 µm) sensitive infrared camera is suggested to avoid blind times immediately after the flash. IR camera should have a frame rate high enough to follow the surface temperature evolution after the flash. In most cases, 50–100 Hz frame rate is fast enough for imaging delamination of standard APS TBC (300–500 µm thickness), while for thinner (50–100 µm) metallic coatings, frame rate higher than 1000 Hz is often required (Ref 9).
It is essential to consider that due to heat propagation, the minimum detectable delamination defect should be at least 1–2 times wider than the coating thicknessFootnote 1 (Ref 6) Of course, it is also essential that the image resolution is high enough for the defect to take up several pixels, but this is a condition that can be met by properly adjusting the distance between the camera and the object under investigation.
As shown in Fig. 4, there is a minimum air gap able to change temporary the reflection coefficient enough to make detectable the contrast between sound and defected area. If this condition is not guaranteed, delamination cannot be imaged, but, as it will be shown later, under certain conditions it is still possible to infer its presence.

Temperature decay vs. time as a function of the air gap between TBC and the metallic base material. Thermal quadrupoles approach for a 1D three-layer sample has been used to make this simulation (see Appendix 1)
Typically, the minimum air gap that makes detectable a delamination is of the order of few microns, but this is true in the 1D approximation. Since the defect is limited in size, owing to lateral heat diffusion, the minimum thickness of a detectable air gap increases more and more with the extension reduction in the defect. Studies on this subject have been presented by Connolly (Ref 5) and along decades by Almond (Ref 2, 11), Aamodt et al. [12] and Rantala et al. [13]. It is worth mentioning that there is plenty of papers facing the defect depth estimation, but this specific topic is out of the scope of this work, being delaminations more likely to be close to the interface between ceramic and metallic substrate, and thus this specific information is already known. Here, we mention a remarkable and comprehensive paper on this topic published by Balageas (Ref 8). Depending on delamination width and depth, an air gap thickness of at least 10–20 µm is required to observe the flaw in an IR image, as for example the crack shown in Fig. 5.

Scanning electron microscopy image of a TBC with a delamination crack caused by thermal cycling in laboratory. This defect was imaged during a pulse thermography inspection before the microstructural examination
Until delamination defect is to be imaged without any specific data treatment, there are no tight requirements on flash duration and IR camera image formation. On the contrary, to perform advanced data analysis based on IR image sequences, IR camera and flash lamps must meet some conditions.
In particular, overall flash duration should be shorter than 2 ms (this duration can be obtained by using a crowbar (Ref 14)) in order to use the Fourier solution for a Dirac pulse (i.e., flash duration th negligible compared to the typical coating characteristic time \({L}^{2}/\alpha \) being L and α the coating thickness and its thermal diffusivity); otherwise, the temperature solution for Dirac pulse has to be convolved with the flash profile by using the Duhamel theorem (Ref 15). In any case, as pointed out by Balageas et al. (Ref 16), for times longer than 10th, the temperature profiles for a finite duration single square wave and Dirac pulse are indistinguishable. Furthermore, if the single wave has a triangular shape, at times later than 5τ, the difference between the two solutions becomes negligible (Ref 17). More recently, also Sun and Benz highlighted the effects of flash duration on thermographic testing (Ref 18).
In this context, it must be mentioned that McLachlan Spicer et al. (Ref 19) used a stepwise heating to detect delamination during temperature rise performing a time-resolved analysis of the surface temperature. The main problem of this approach could be the appearance of the hot spots due the defects while heating from the lamps (possibly uneven) is still working. This makes it hard to distinguish between one effect and the other.
Another aspect that can affect the results is related to the radiative contribution given by the pulse of flash lamps to the surface temperature of the inspected manufact. In fact, during the flash emission, flash lamps become hot and start to emit infrared radiation toward the inspected part, biasing the surface temperature decay after the flash, and thus making a correct surface temperature analysis impossible. Mechanical shutter or suitable optical filters (Ref 20, 21) positioned in front of the flash lamps have nonetheless proved to be an effective solution. The use of pulsed laser radiation is another possibility to get rid of the post-pulse radiative contribution of flash lamps (Ref 16, 22).
Finally, when time-resolved analysis of IR image sequences is desired, the IR camera must be snapshot (i.e., the acquisition of the IR radiation by each sensor constituting the focal plane array must be synchronous).
In the specific case of TBCs, because of the translucency of YPSZ (see Fig. 6) (Ref 23, 24), visible and near IR radiation can penetrate within the coating for few dozen microns generating heat through the breadth instead of just on the surface.

Optical absorption and scattering coefficients for YSZ. Superimposed dashed lines represent the blackbody radiation at the indicated temperatures [from 28]
Furthermore, because of the porosity, some radiation may be scattered inside the sample, reach, and be absorbed by the bondcoat. Usually, to prevent radiation penetration into the coating, an opaque black thin layer of graphite is sprayed or painted on the TBC surface before testing. If the inspected part has already operated, its surface results opaque because of the deposition of a very thin layer of dust dragged in the flue gases and no surface treatment is required in this condition.
Lock-in Thermography
Another NDE thermographic technique very popular since the nineties is the lock-in thermography. The theoretical bases of this technique have been described in pioneering works by Rosencwaick and Gersho (Ref 25), Bennet and Patty (Ref 26) and later by Almond and Patel (Ref 2, 27) on thermal waves interferometry (TWI) and summarized in this work in Appendix 1. The merit of transferring the TWI principles to thermography is mainly due to Busse (Ref 28), who developed an algorithm to treat pixel-by-pixel IR image sequences similarly to the filtering and amplification carried out by the lock-in amplifier in TWI, i.e., to select and to amplify only the surface thermal signal varying with the same frequency of the modulated heating source. In this way, it is possible to obtain a modulus and a phase image of the object. The main advantage of this technique is the possibility to tune the frequency f for making thermal waves propagating at different depths \(\mu =\sqrt{\alpha /\pi f}\) below the heated surface in a medium with thermal diffusivity α. Another advantage of lock-in thermography is that most of the energy emitted by modulated lamps is converted in the thermal waves propagating inside the object. In pulse thermography, on the other hand, the absorbed heat is uniformly distributed along all the frequencies the pulse can be decomposed into, making pulse thermography less effective in detecting the defect, at least in principle. Furthermore, as the lock-in amplification drastically increases the signal-to-noise ratio (SNR), a better defect detection ability of lock-in thermography is expected. Besides, another advantage of lock-in thermography is that the phase map of the object is also independent from the magnitude and non-uniformity of the heating source, while this is not true for pulse thermography. The downside of lock-in thermography is the long testing time. In fact, as reminded in Appendix 1, a defect can be best detected when the normalized thickness \(H=L/\mu \) is in the range 0.3–1 (see also Fig. 7), where the phase difference between sound and defected areas in 1D approximation is great enough to be easily detected. Considering the low thermal diffusivity and the coating thickness of TBCs, modulation frequencies as low as 0.01–0.5 Hz are typically required. To use the lock-in algorithm, a sequence of several heating cycles has to be acquired, making the experiment rather long in time. Furthermore, as the inspected object is continuously heated by modulated lamps, a continuous increase in the temperature is superimposed to the modulated component. This means that there are two possible strategies: (i) for each modulation frequency to wait a time long enough to reach the asymptotic temperature of the object before starting to record images for data reduction or (ii) to subtract the continuous component from the signal to be analyzed by the lock-in algorithm. Testing time can thus range between some minutes and one hour for each region of interest, depending on the adopted approach.

Phase of thermal wave vs. the normalized coating thickness h=L/µ. Curves refer to the phase of sound (red), delaminated (black) areas and their difference (green)
Another point that should be clarified is that during a TWI experiment, whose aim is the measurement of thermal parameters (i.e., thermal diffusivity), due to the instrumental chain, a phase shift can bias the true phase signal. To get rid of this superimposed phase shift, a typical procedure consists in measuring for every modulation frequency the phase value of a semi-infinite sample (possibly with thermal and optical properties similar to those of the coating) that theoretically should experience a −45° phase shift and then subtract the difference between the resulting phase and −45° from the phase measured on the coated sample. This procedure is not adopted within the lock-in thermography used as an NDT technique, because the phase map shows the defects as variations of the phase shift in comparison with a ‘sound’ zone. This occurrence can be solved (if necessary) by including a semi-infinite sample for reference within the field of view of the camera, and then proceed as previously mentioned.
The lock-in thermography phase image of the blade previously shown in Fig. 1 is provided in Fig. 8.

Phase image of the blade tested in Fig. 1. Three delamination defects can be clearly observed. Tests have been carried out at the modulation frequency f=0.1Hz. Four hundred images have been used to estimate the phase map
Besides, if a sufficiently low modulation frequency is set up, it is possible to image the cooling channels inside the blade, especially in the most recent blading with thinner base material, as shown in Fig. 9.

A coated blade inspected by lock-in thermography (modulation frequency f=0.05 Hz). The cooling channels can be clearly seen as dark regions
A smart way of merging the short duration of pulse thermography and the advantages of considering a single frequency is the pulse phase thermography (PPT) proposed by Maldague and Marinetti (Ref 29) which introduces a Fourier analysis of a pulse thermography experiment by selecting images corresponding to the desired modulation frequencies.
NDT&E of Real Components Both in Laboratories and in Field by Pulse Thermography
In the following, a series of pictures of the experimental set-ups used for inspecting GT-coated components by pulse thermography is provided.
In particular for complex geometry components, such as liners and transition ducts, before starting the ND inspection, it is necessary to assess the actual capability of the experimental set-up to detect delamination defects. For this purpose, preliminarily, a reference TBC sample containing delamination defects is placed on the IR camera field of view to check whether defects can be detected or not (see for example Fig. 10).

(a) and (b) two different experimental set-up for the NDT of liners and (c) the IR image of the reference sample containing six delamination defects that can be observed
Pulse thermography has been used to inspect rotating and stationary blades of a GT for power generation (see Fig. 11), and as shown in Fig. 12, some TBC delamination have been detected. It should be mentioned that starting from this experience, the Italian National Standard UNI 10824-9:2009 has been published for performing NDE&T by Thermographic techniques on coated components. Other examples of the application of pulsed and lock-in thermography applied on real GT-coated components have been published in the literature (Ref 23, 30,31,32).

Pulse thermography experimental set-up for inspecting coated rotating blades inside a GT for power generation

Delaminated areas (see arrows) on (a) rotating and (b) stationary blades. Images were taken at about 200 ms after the flash
A completely different approach enabling to monitor through an IR window, the nucleation and growth of delamination by IR camera and the rotating blades during turbine operation has been successfully experienced by Choi and Zombo [33, 34]. Delamination appears as regions hotter than the sound ones because of the less effective cooling action caused by the air gap between the TBC and the cooled base metal.
Defect Detectability Enhancement
Easy and automated defect identification is one of the main issues in making active thermographic techniques really useful for NDT&E of components with specific focus on TBCs delamination.
To enhance the signal difference between the defect and a sound area, different thermal contrasts have been proposed in the literature and mentioned here. Apart from the absolute contrast, previously mentioned, it is possible to subtract pixel by pixel the signal before the pulse (i.e., t=0-δ) and/or normalize by the image immediately after the flash (i.e., t=0+γ), when the maximum surface temperature is reached:
Being t=0, γ and δ, the instant the heating pulse is emitted and very short times just longer than the time separation between successive frames. If the sample is semi-infinite, the absolute contrast can be normalized by the asymptotic adiabatic temperature \({T}_{\infty }\) in the first layer above the defect:
where ρ, C and \({L}_{1}\) are the density, the specific heat and the thickness of the first layer, respectively. When the sample is finite in thickness, the estimation has to be done on the average thermal capacity of the whole sample.
Then, the relative contrast can be defined as:
Figure 13 shows the different contrasts for the TBC sample with reference delamination defects.

The common underlying assumption behind all these methods is the presence of a sound area close to the defect available for comparison. To reduce the uncertainty in choosing the reference (sound) area and thus reducing either the skill requirements, the needed operations and the possibilities for subjective interpretation left to the operator, different approaches have been proposed over the years. Nowadays, there are several suppliers offering tailor-made integrations of IR cameras in lock-in or pulse systems, complete of the most advanced software for data analysis. Recently, Almond et al. published a paper providing specific guidelines for thermographic testing and data treatment for people approaching this powerful NDT&E technique (Ref 35).
Considering pulse thermography in particular, solutions which do not make use of available reference include the Fourier analysis (i.e., the aforementioned pulse phase thermography), the logarithmic polynomial fitting of data (also named thermographic signal reconstruction—TSR), the first and second derivative of the signal (Ref 36,37,38) and the principal components analysis (PCA) (Ref 39,40,41,42).
The TSR consists in fitting pixel by pixel the logarithm of the experimental data by a polynomial of a sufficiently high degree (typically up to 9th degreeFootnote 2) as a function of the logarithm of time. This fitting produces maps of polynomial coefficients that appear as matrix with the same dimensions of the IR images. Typically, a defect can significantly change the value of at least one of these polynomial coefficients, making evidence of the defect clearer by increasing the SNR (Ref 16, 22).
Another very effective way of enhancing the defect detectability consists in executing the first and the second derivatives of the logarithmic polynomial. (Derivation of the polynomial fitting has the great advantage of avoiding the otherwise inevitable temporal noise.) In fact, derivatives are very sensitive to the variations vs. time caused by the presence of a delamination. In Fig. 14, typical examples of first derivative vs. time for a delaminated and a sound area are reported.

Coating samples picture showing delaminated areas (red zones) and corresponding first derivative curves (red curve: crack-free TBC/BC interface, and green curve: strong delamination at TBC/BC interface) (by courtesy of Dr. G. Witz)
Although not commercially available, also the apparent thermal effusivity \({\varepsilon }_{app}\left(t\right)\) approach (Ref 43, 44) has to be mentioned, as it allows to easily discriminate between coating over-thickness and delamination by representing \({\varepsilon }_{app}(t)=T(t)\sqrt{t}\) as a function of time. When of \({\varepsilon }_{app}\) vs. time is represented in bi-logarithmic scale for a semi-infinite uniform material, a straight line parallel to the abscissa is obtained. If a two-layered system is considered, at very early times data lay on a line with the ordinate determined by the thermal effusivity of the first layer, while for very late times, data lay on another straight line whose ordinate is determined by the thermal effusivity of the bulk material. At intermediate times, data move gradually from the first to the second line, as shown in Fig. 15. Depending on the thickness of the first layer, the transition time occur sooner or later, but curves referred to different coating thicknesses look very similar and are only temporally shifted. When a defect is present, data move toward the parallel line corresponding to the air which is typically opposite to the bulk line position, before approaching the second parallel line, corresponding to the substrate. This occurrence gives place to the appearance of a minimum in correspondence of the transition time.

\(ln\left({\varepsilon }_{app}\right)vs.\mathrm{ln}\left(t\right)\) of sound (blue) and delaminated areas as a function of air gap thickness from 1 to 40 µm in the direction of the arrow. The first data refer to few ms after the flash (ln(t)=-6.6)
Thus, the \({\varepsilon }_{app}\left(t\right)\) of pixels of a defected area have a minimum at a certain time after the flash, while for sound and over-thickness regions, the lowest \({\varepsilon }_{app}\left(t\right)\) value occurs at the flash time. This means that a map of the times corresponding to the minimum value of \({\varepsilon }_{app}\left(t\right)\) for each pixel enables to visually identify the defects and to automatically discriminate them from over-thickness regions, as shown in Fig. 15.
The delamination evolution of a disk shape sample, coated by APS TBC and progressively aged by furnace thermal cycling, as detected by the apparent effusivity binaryFootnote 3 map, is shown in Fig. 16. A very good agreement between the first derivative approach and the apparent thermal effusivity in terms of estimated delaminated areas for different APS TBCs coated samples is shown in Fig. 17.

Delamination evolution as a function of aging cycles (on top of each image) at high temperature. Delamination are represented as white pixels. The relative quantitative estimation of delaminated area is provided close to each image, as well

Infrared images of the samples aged in long dwell time furnace cycle testing during pulsed thermography NDE&T inspections by a) first derivative and b) apparent effusivity, respectively. Delamination clearly starts from the free edges and propagates toward the center of the coupons very slowly for most of the life of TBC (left image by courtesy of Dr. G. Witz)
Furthermore, a comparison between the apparent effusivity and x-ray CTFootnote 4 (minimum detectable crack thickness of 5 µm) high-resolution maps of the same aged TBC coupon finds a very good defect detectability of the apparent effusivity approach (see Fig. 18).

TBC Sample (a) apparent thermal effusivity and (b) XCT maps (by courtesy of Dr. X. Zhang). The TBC spallation that can be observed in the XCT map occurred in between the thermographic and the XCT test. The agreement between the delaminated fraction as estimated by the two techniques is rather good (i.e., 50% vs. 52%) (Ref 142)
The main limitation of thermal apparent effusivity is its very high sensitivity to finite duration of the heating pulse, making it effective only when the overall flash lamp duration is shorter than 2-3 ms. In fact, for finite pulses, the initial part of the apparent effusivity versus time curve is no more a horizontal line, and the identification of the time corresponding to the minimum can therefore be misleading.
Vavilov et al. investigated the performances of PPT, the logarithm polynomial and the PCA approaches in terms of the SNR on the same set of coated samples containing different types of defects, and they concluded that PPT technique shows the highest SNR compared to the others techniques, when the first significant frequency is considered in the Fourier analysis (Ref 39, 45).
Later, Pickering and Almond made a comparison among pulse and lock-in thermography when high-power LED array has been used as excitation source. They concluded that the defect detection in terms of SNR is comparable for both the techniques (Ref 46).
Defect Sizing
Transient Thermography
Often, people are interested not only in detecting delamination, but also in evaluating the size of the defects. As it may be expected, the main difficulties in performing this task are related to the heat diffusion phenomena that blur the fingerprint of delamination on the coating surface. This can be the case especially when either the delamination shape or the air gap thickness is irregular, making the contrast on the coating surface not uniform. Crowther et al. (Ref 47), Almond et al. (Ref 11, 48), and Ptaszek et al. (Ref 49), just to mention a few, proposed different interesting approaches to estimate the delamination size.
In particular, Crowther et al. started from the idea that each point of the delamination can be seen as a point heat source at a certain depth in the medium, and the hot spot on the coating surface can be considered as the result of the heat propagation of the convolution of all the point heating sources constituting the defect itself. Thus, from the temperature distribution vs. time in the defect area on the coating surface, the reconstruction of the shape and size of the defect can be obtained by optimizing the outcomes of the deconvolution procedure in terms of likelihood with the experimental data.
Almond’s model, mainly developed for disk-shaped defects, assumes the defect as a heating source at the pulse heating time and considers that the full width half maximum (FWHM) of this defect expands with time on the coating surface according to the diffusion length \({\upmu }_{\mathrm{eff}}=2\sqrt{\alpha t}\). With this assumption, and analogously to the case of lock-in thermography (see next paragraph) the defect size \({D}_{true}\) can be estimated by extrapolating at the initial time the FWHM measured at different times after the flashFootnote 5, when the thermal contrast is high enough to image the defect fingerprint on the coating surface:
A critical analysis of these two models based on their application to pulse thermography experiments carried out on the same sample containing some flat bottom holes has been proposed in (Ref 50, 51).
It is worth noting that an equation similar to Eq. 3 has been obtained analytically considering the temperature distribution’s blurring as a function of time on the rear surface of a slab heated on its front face by a pulsed Gaussian-shaped heat source of radiusFootnote 6,Footnote 7rtrue (Ref 52):
For irregular shaped defects, the approach proposed by Almond et al. was extended to the area apparently belonging to the defect instead of its diameter (Ref 17, 51). After the flash, the surface temperature of a sound sample, is expected to be normally distributed. The presence of a subsurface defect within the sample modifies this distribution. The number of pixels not belonging to the non-distorted normal distribution can be estimated by a deconvolution process. The valuesFootnote 8 vs. square root of time of this apparent defect area can be fitted by a straight line, and the extrapolation at the initial time provides an estimation of the true defect area. See for example Fig. 19 referring to Defect 1 and a sound area close to it, imaged in Fig. 1.

Normalized histograms at the maximum contrast time for a sound area and an area containing the defect 1 in Fig. 1, respectively. Pixels corresponding to gray levels greater than 300 has to be considered for the defect sizing procedure
Lock-in Thermography
In lock-in experiments, the blurring effect due to the heat diffusion, affecting the sizing of the subsurface defects, is strictly related to the thermal diffusion length \(\mu =\sqrt{2\alpha/\omega}\) (being ω=2πf). As in typical TWI experiments, the thermal diffusion length µ must be longer than the defect depth, the distance between the detection plane (surface) and the defect is a fraction of the thermal wavelength λTW=2πμ. In this near field limit, the phase image of the sample surface is a fingerprint of the defect beneath the surface without significative blurring.
More in detail, from the 3D TWI theory, it is well-known that on the sample surface, the phase outside the small circular heating source decreases linearly as a function of the distance with a slope \(1/\mu \) (Ref 53). Thus, analogously to the approach proposed by Crowther et al. for transient thermography, Almond estimated the amplitude and phase shift on the sample surface when a disk-shaped modulated heating source is placed at a certain depth below the surface. Amplitude and phase shift have been evaluated as a function of normalized depth \(L/\mu \) and radius r. Of course, the material thermal diffusivity and effusivity (appearing in µ and R, respectively) play a key role in the defect detectability and thus also in the correct defect sizing. A comprehensive summary of the different effects can be found in Ref 2.
TBC Thermal Properties Evaluation
Thermal properties of TBCs are one of the main data needed for properly designing the GT. Several techniques are available for the measurement of thermal properties. They can be sorted according to different criteria such as the measured parameter (i.e., thermal diffusivity or thermal conductivity, thermal effusivity, specific heat, etc.), the way of generating some heat diffusion inside the TBC sample (such as non-contact light source or a contact heating probe), the heating time profile (i.e., pulsed, stepwise, modulated, continuous), the measuring configuration (reflection or transmission schemes), the TBC condition (i.e., freestanding coating or two-layer sample), the environment and the temperature range the thermal property has measured (i.e., in air, in vacuum, in controlled atmosphere, at RT or at high temperatures), just to mention the most relevant.
A very comprehensive discussion of all the techniques for thermal properties evaluation of materials is provided by Maglic et al. (Ref 54, 55).
According to the sorting of Appendix 1 ‘Theoretical remarks,’ we start to discuss the freestanding coating condition.
Freestanding Coatings
If the TBC sample is available in the freestanding condition, Laser Flash (Ref 56) (see also Appendix 1 “Theoretical remarks”) is definitely the apt test technique for measuring thermal diffusivity (and specific heat), due to its quickness, the small samples it requires, and the wide range of temperatures (up to more than 1600 °C in controlled atmospheres) at which it can be carried out.
There are several commercial pieces of equipment with suitable heating systems (i.e., pulse lasers or flash lamps) and algorithms for fitting the experimental data (Ref 57,58,59,60,61). Some of these systems enable automated multiple sample testing. Most indications for the correct machining of samples are provided by both manufacturers and by the ASTM, European, British and ISO Standards (Ref 62,63,64,65). One of the main aspects to take care of is the a priori estimation of the time t0.5=0.1388*L2/α that should be much greater than the sampling period of the acquisition system, in order to collect, during the temperature rise on the rear surface, a number of data sufficiently high to faithfully interpolate experimental data with the analytical model.
Two aspects that should be carefully considered by operators are (i) the TBCs translucency that has to be minimized to guarantee that the heating pulse is absorbed just on the sample surface (ii) precisely measuring the TBC thickness.
As concerns translucency, as also previously stated, sample front and rear surfaces have to be coated by very thin gold (also palladium or titanium can be used) and graphite layers to make the surface opaque and to increase the absorption of the front face and the emissivity of the rear face, maximizing the signal emitted toward the detector. Gold and graphite thin films can be deposited by evaporating equipment typically used for preparing samples for scanning electron microscopy. Graphite can be deposited also by painting or spraying it on the sample surface. According to a detailed study (Ref 66), for YPSZ TBCs samples (usually thicker than 100 µm), the error induced by neglecting the existence of the two blackening layers has been always theoretically estimated smaller than 0.1%Footnote 9.
TBC thickness is needed to estimate thermal diffusivity in laser flash and in other several techniques that we will present later. It is worth noting that the square of the thickness appears in equations used to estimate thermal diffusivity. This means that the uncertainty or the error in TBC thickness evaluation doubles in thermal diffusivity estimation.
For these reasons, it is strongly suggested to carefully measure the average sample thickness along the section by optical or SEM microscopy. Usually, calipers and micrometers overestimate TBC thickness because of the sample roughness and lack of parallelism between the two surfaces of the sample.
As TBC microstructure consists of pores and cracks, sometimes, notwithstanding the opaque layers on the front surface, a fraction of the laser radiation can cross the sample thickness and be absorbed on the rear face by the rear opaque layer. This alters the typical laser flash temperature increase vs. time and is particularly observable when APS TBC thickness is thinner than 200-300 µm.
If this is the case, the thermal diffusivity evaluated by improperly considering the sample fully opaque (i.e., radiation absorbed only on the front surface) leads to an overestimation often greater than 10%. A solution has been proposed in Ref 68. In very high porosity coatings, pores can either significantly enhance or depress the radiative heat transfer. In fact, at high temperatures, most of the black body radiation is transmitted inside the YPSZ and pores. On the contrary, at RT, the black body radiation wavelengths λ is significantly greater than the size d of pores (λ>2d) preventing any radiative transport inside the pores. Furthermore, according to Fig. 6, YPSZ is opaque to RT black body radiation; thus, only conductive phenomena could take place.
Based on previous works (Ref 52, 69, 70) on in-plane thermal diffusivity evaluation, authors performed simultaneous in-plane and through-the-thickness thermal diffusivity measurements of very porous, standard porosity and dense vertically cracked APS TBCs, respectively. They highlighted the anisotropy of the thermal diffusivity caused by different porosity shape and orientation strictly related to the specific APS deposition parameters. Furthermore, from the theoretical point of view, they reduced the requirements on the shape of the heating spot, originally supposed to be Gaussian, making the technique easily applicable (Ref 71).
For very small freestanding samples, Bisson et al. applied the spatially resolved modulated infrared thermography on zirconia single crystal samples (Ref 72). This technique is based on the 3D TWI approach, with a heating spot few dozens of microns wide and a spatial resolution of 20 micron to detect the phase shift already mentioned.
To further substantiate the comparison with the literature, operators should mention the testing conditions such as atmosphere, temperature, and if possible, the used algorithms, in every report and published paper.
TBC Deposited onto a Metallic Substrate
When TBC is deposited onto a substrate, a reflection scheme is preferred because in principle it can be applied also on real coated components.
TRIR (Ref 12, 19), pulse photothermal (Ref 16, 22, 73, 74), TWI (Ref 2, 26, 27) and related (Ref 75, 76) techniques have been successfully applied in measuring coating thermal diffusivity. Along the decades, authors applied and compared the performances of these techniques to evaluate thermal diffusivity of TBCs (Ref 77,78,79,80,81) contributing to the development of the flash thermography technique. The main conclusion is that time-resolved and flash thermography are the most flexible techniques easily applicable also on real coated components. In the equations describing the surface temperature vs. time, the functional dependence from \(\alpha /{L}^{2}\) is rather insensitive to the small fluctuations caused by uncertainty sources and is normally distributed making reliable and accurate the thermal diffusivity estimations.
Furthermore, authors have demonstrated that it is sufficient that the heating spot is fully included in the region of interest to apply the 1D fitting model (Appendix 1, Eq 9) (Ref 71). This paved the way to perform thermal diffusivity measurements on real coated components also with complex geometry, as shown in Fig. 20.

Experimental set-up for the thermal diffusivity measurement of the TBC layer by flash thermography. The red spot within the black area is the region heated by the IR pulse laser and monitored by the IR camera
The use of laser flash technique for two-layered samples is controversial. To have a deeper insight of this problem, we very accurately machined (parallelism better that 10 µm) Rene 80 Ni base alloy and fully dense YPSZ freestanding 10-mm diameter disk-shaped samples, according to the data summarized in Table 1. We measured thermal diffusivity by laser flash on single metallic and ceramic samples. Later, we coupled them by depositing a very thin high thermal conductivity grease between the metallic and ceramic disks and thermal diffusivity of the YPSZ layer was estimated by fitting the laser flash experimental data of the two-layered sample using two different algorithms (Larson Koyama (Ref 82) and thermal quadrupoles (Ref 83)). We also performed a flash thermography test in reflection configuration on the same two-layer samples.
In this specific case, the agreement between thermal diffusivity value of YPSZ layer measured alone or coupled with the substrate resulted very good, as shown in Fig. 21.

Thermal diffusivity of the YPSZ dense sample as estimated in different experimental configurations. A standard 5% experimental uncertainty has been considered for each configuration although the precision was significantly higher
Nonetheless, we have not observed satisfying agreement in less controlled sample conditions (non-perfect knowledge of substrate thermal parameters and thickness of both TBC and substrate) performed along the years (Ref 77, 78).
As concerns the TBC thickness, similarly to the case of freestanding coatings, we strongly suggest measuring the thickness by IA along a section of the sample. If this was not practicable, an alternative method may consist in using commercial Eddy currents (EC) probe systems specifically designed to this purpose. Because of the TBC topcoat surface roughness, it is suggested to measure the Rz roughness value by a portable stylus profilometer and subtract half of it to the EC TBC thickness. Figure 22 shows the comparison between TBC thickness values measured by EC subtracting Rz/2 and those evaluated by IA along diametral section for twelve APS TBC samples. Error bars refer to the experimental standard deviation for several repeated measurement on the sample surface (EC) and thirty IA measurements along the section, respectively. Very high surface roughness could also affect thermal diffusivity measurement. Vandembroucq et al. showed that a self-similar surface structure behaves hyper-diffusively compared to the bulk material or a polished surface. This effect can be observed at very early times (the greater the roughness the longer the times) in transient experiments after which the crossover to usual diffusion regime occurs (Ref 84).

Comparison between TBC thickness measured by EC and along a section by IA. Error bars refer to the precision estimated from repeated measurements by EC probe and IA along the section, respectively
As conclusive remarks of this section, it is dutiful to mention other techniques used to measure the thermal diffusivity/conductivity of TBCs. Sun et al. used flash lamps thermography to map simultaneously thermal diffusivity and heat capacity for EB-PVD TBC samples with a very uniform TBC thickness (Ref 85, 86). Markocsan et al. (Ref 87) used the hot disk technique (Ref 88, 89) to successfully measure thermal conductivity of TBC samples from RT up to relatively high temperatures (i.e., 750 °C).
Finally, D. Zhu and R.A. Miller developed a steady-state CO2 laser heat flux system for measuring thermal conductivity of TBCs in a very wide temperature range (i.e., RT - >1300 °C). In this configuration, the CO2 laser beam heats the TBC surface, while the rear substrate surface is air cooled. Two pyrometers monitor the front and the rear surfaces of the sample. From these temperature data, a simple 1D thermal model enables to estimate thermal conductivity of the TBC layer (Ref 90, 91).
NDE TBC Microstructure Evaluation
Thermal and mechanical properties of TBCs strongly depend on their microstructure, as in most of the porous media. Splat and/or grain size, pore size, shape and orientation, all these features contribute to thermal conductivity and elastic modulus of TBCs. APS TBCs, in particular, consist of a layered structure of splats rapidly solidified after impacting the surface. In between these splats, lamellar pores and cracks nucleate parallel to the surface and, depending on spraying parameters, also globular pores can be found (see Fig. 23). Furthermore, due to the shrinkage of TBCs taking place during cooling, some vertical cracks form, as well. On the other hand, as shown in Fig. 24, EB-PVD TBCs consist of dense or feathery structured vertical columns surrounded by air.

Top (a) and fracture (b) view of typical microstructure of an APS porous TBC sample. Spheroidal pores, inter-splat horizontal and intra-splat vertical cracks can by clearly seen

Top (a) and fracture (b) view of typical microstructure of an EB-PVD TBC sample. Dense vertical columns surrounded by air can be clearly observed
A wide literature, which has its roots in the pioneering works of Maxwell (Ref 92), Rayleigh (Ref 93) and more recently of Bruggeman (Ref 94) just to mention the main pillarsFootnote 10, is available on the topic of modeling mechanical, thermal and electrical properties of porous or multiphase media. Therefore, it is natural for authors to use these models for estimating TBCs thermal properties at first (Ref 96,97,98), and later to non-destructively infer quantitative information about the TBC microstructure from thermal diffusivity measurements (Ref 99, 100).
As concerns the first attempt, the asymmetric Bruggeman model—belonging to differential effective modeling (DEM) family—was used for this scope owing to its great flexibility and the negligible limitations imposed for a correct application.
The Bruggeman model considers the YPSZ as a continuous matrix, in which isolated spheroids are dispersed into. By varying the aspect ratio of spheroids, it is possible to simulate dispersions of cylinders, lamellar pores and cracks as well as spherical pores. Contrary to the Maxwell model that is limited to a 10% of volumetric fraction of the dispersed spheres and spheroids, the Bruggeman model enables to increase the volumetric fraction very close to 100%. On the other hand, the Bruggeman model does require the self-similarity of the dispersion on several dimensional scales, while TBCs microstructure only partially satisfies this condition. This notwithstanding, starting from relatively high (700-1000x) magnification scanning electron microscopy images of APS and EB-PVD samples, pores can be classified according to their aspect ratio and orientation, and these quantitative data can be used as input for the models (Ref 96,97,98). Originally, all these models consider only one single type of inclusion and a single orientation of the dispersed inclusions in the matrix. To overcome this limitation, authors introduced a multi-step mixing procedure. This consists in mixing a type of inclusion and, once the effective thermal properties of this first mixture have been evaluated, in considering them as those of a new matrix inside which to disperse another type of pore and so on, up to the end of the process (Ref 97). To make this mixing process independent from the mixing order, all the possible mixing permutations are considered, and the final thermal conductivity of the mixture is the mean of all the thermal conductivity values obtained by each single mixing permutation.
According to this approach, thermal conductivity and diffusivity of APS and EB-PVD TBC samples have been successfully evaluated when compared to either experimental results or finite differences modeling (Ref 98,99,100,101,102).
As the order of mixing in some casesFootnote 11 can give rise to very different results, applying the symmetrization process to simulate multiphase media requires particular attention. A suggestion for those who want to apply this permutation modeling approach for dispersing into the matrix different inclusions is to evaluate not only the mean value of all the permutations, but also the associated differences to get an indication on the reliability of the modeling.
For the sake of simplicity, people could be induced to neglect the contribution of air inside pores and use the explicit equation for the Bruggeman model when dispersion has a zero conductivity, but the thermal diffusivity of APS TBC in vacuum can be as small as ½ of the thermal diffusivity when pores are filled with air (see for example experimental data reported in (Ref 78, 100, 101)), as also confirmed experimentally.
As concerns the second attempt (i.e., to infer microstructural data from thermal diffusivity measurements by modeling), there are two different issues to be discussed. When thermal diffusivity is measured in the reflection configuration there are two fitting parameters related to thermal properties of TBC: the ratio \(\alpha /{L}^{2}\) and the reflection coefficient \(R\). In principle, it would be possible, by using both these parameters, to estimate not only the thermal diffusivity α, but even one of the other parameter included in the definition of thermal diffusivity and thermal effusivity, such as the density, the specific heat or the thermal conductivity. If the specific heat is supposed to be known (or a literature value is used), it is possible to estimate the density and therefore the overall porosity content of the TBC sample. Unfortunately, the reflection coefficient \(R\) is much less stable than the other fitting parameter \(\alpha /{L}^{2}\) and, according to a specific and conservative study, the porosity can be estimated with an absolute uncertainty of ±5% (Ref 103). Thus, although this occurrence prevents an accurate estimation (i.e., ±1%) of the overall porosity content, it allows to non-destructively classify TBC samples into different porosity classes (i.e., dense, standard and very porous).
With all the necessary attentions, a first indication of the overall porosity content can be obtained in any case, but, if more details about the microstructure of the TBC are required, something more has to be done. Authors tried to walk the road paved some decades before by the McPherson (Ref 104, 105), and they considered the possibility of carrying out thermal diffusivity measurements in different experimental conditions in terms of pressure and type of gas inside the open porosity. In particular, this approach exploits the existence of the Knudsen effect that consists in the drop of thermal conductivity of a gas when it is enclosed between two walls whose mutual distance is of the same order of magnitude of the mean free path of its molecules.
As each gas has a different mean free path, performing thermal diffusivity measurements in different gases and at different pressures enables to selectively affect thermal diffusivity by pores with different thicknesses and aspect ratios. Thus, in principle, if the number of the different testing conditions is sufficiently high, it would be possible to infer effective features of different pores classes.
Authors performed thermal diffusivity measurements of APS TBCs by using, argon, helium, nitrogen and vacuum, they fixed also two different pressures for each gas for an overall number of testing conditions equal to seven (Ref 100), and they were able to obtain an effective thickness and aspect ratio for lamellar pores inside standard APS TBC samples in good agreement with Hg porosimetry and image analysis. The limitations that this approach showed, though, should also be mentioned. To infer effective microstructural features, a system of seven equations has to be solved, but, owing to the experimental uncertainty intrinsically related to the thermal diffusivity measurements, it was impossible to solve it. This limitation was overcome by perturbing several times the measured thermal diffusivity values by 5% Gaussian noise centered around the experimental values and averaging the outcomes of the solvable systems.
The second and still unsolved problem concerns the existence of several local minima in the optimization space, preventing this method from being extended to evaluate more than the two aforementioned microstructural parameters, notwithstanding the redundancy in the number of independent equations available in the system (i.e., 7).
The complex testing procedure, the aforementioned limitation, and the recent availability of better-performing techniques such as the high-resolution x-ray computed micro-tomography suggest limiting the testing conditions to air and vacuum.
In fact, the ratio of thermal diffusivity, as measured in vacuum and in air, provide indications on the microstructure of the APS TBC sample, especially if also the absolute value of thermal diffusivity is compared to the reference value for bulk YPSZ. Typically, as deposited standard APS TBCs with 15% porosity exhibit ratios ranging from 0.5 to 0.65, depending on the specific microstructure. On the other hand, for dense vertically cracked APS TBCs and sintered APS TBCs, the ratio ranges from 0.75 to 0.9 or higher. Very porous APS TBCs with most of the porosity constituted by spheroidal pores has rather high values of \({\alpha }_{\mathrm{vac}}/{\alpha }_{\mathrm{air}}\) also in the as deposited condition because coarse spheres are not very effective in reducing the thermal properties of TBCs. (For coarse spheres, Knudsen effect is negligible, while lamellar pores are much more effective in dropping thermal diffusivity.)
As OEM know very well, the effect of the TBC microstructure on the insulating capabilities does depend on the coating operating conditions. GT hot path components operate at pressures ranging from 10 to 30 bars, while thermal diffusivity measurements are usually limited to atmospheric pressure. Thus, designing a TBC microstructure based on the thermal diffusivity values measured at atmospheric pressure can in principle lead to overestimating the insulating capacity of a coating. In Fig. 25, thermal conductivity variations by changing the pressure inside the open porosity of an APS TBC from 0 to 20 bars are shown.

Estimated thermal diffusivity vs. gas pressure inside pores for three difference thickness of lamellar pores (the same used for previous simulations). Pores volumetric content is 15% for all cases
To partially overcome this limitation, some laser flash equipment have been modified to carry out measurements from RT to high temperatures from vacuum to high pressure.
NDE TBC Damage Progression
In previous paragraphs, we have seen that thermal diffusivity is very sensitive to the microstructure of TBCs. This is especially true for horizontal lamellar pores and cracks, typically present in APS TBCs. This thermal diffusivity’s high sensitivity to microstructure has been exploited for monitoring the microstructural evolution taking place during sintering phenomena and/or high-temperature cycling of TBCs (Ref 106).
Sintering Studies
When exposed to temperatures higher than 900 °C, porous APS TBCs start sinter owing to grain boundary and surface diffusional processes (Ref 107, 108). These processes lead to the progressive spheroidization of pores and cracks and to an overall shrinkage of the sample, as explained more in details and modeled in the very informative papers of Cipitria et al.Footnote 12 (Ref 109, 110). At each sintering temperature, a certain maximum degree of spheroidization of pores can be achieved. Typically, the sintering kinetics proceed rather fast in the first few dozens of hours and then moves slower toward the asymptotic equilibrium condition at that temperature, for longer times. Among the experimental examples of sintering kinetics of APS TBCs reported in the literature, we just mention some contributions of authors (Ref 78, 106). In these works, we experienced that the effect of sintering temperature T and time t on the thermal diffusivity can be described by using the Larson–Miller (or the Hollomon–Jaffe) parameter (LMP):
as previously proposed by Eaton (Ref 111) and later by Zhu and MillerFootnote 13 (Ref 90). Furthermore, for a set of samples aged at different temperatures (from 900-1300 °C) for different times (in the range 0-150 hours), as shown in Fig. 26, the sintering activation energy Ea=65±5 kJ/mol has been evaluated from thermal diffusivity data (Ref 78). The low value of this activation energy supported the idea that sintering was mainly caused by fast transport mechanisms along surface and grain boundary of splats and microcrack boundaries.

Natural logarithm of thermal diffusivity (normalized for the as-sprayed value) vs. LMP for a set of APS TBC samples aged at different times and temperatures (figure modified from (Ref 106))
By coupling the outcomes of the sintering model developed by Cipitria et al. with the Bruggeman thermal conductivity model, it was possible to theoretically estimate the effect of sintering on thermal diffusivity of APS TBC samples and to compare these forecasts with the experimental thermal diffusivity values measured by laser flash. Generally, a good agreement was obtained; the few differences between modeling outcomes and experimental data have been explained by a detailed microstructural characterization by Hg porosimetry and image analysis of high-magnification SEM images (Ref 100)
Damage Progression
Starting from the evidence that cracks and pores with the major axis oriented perpendicularly to the heat flux play the major role in affecting thermal conductivity/diffusivity, authors tried to use thermal diffusivity as the parameter for monitoring the damage progression occurring close to the interface between the ceramic top layer and the metallic bondcoat.
In fact, although not detectable by thermographic inspection, diffuse microcracks nucleating, propagating and coalescing near the interface affect noticeably the thermal diffusivity even before becoming long and wide enough to be visualized by pulse thermography, as discussed in previous section.
Since the model for fitting experimental data, when TBC thermal diffusivity is measured in reflection configuration, is typically the two-layer system already described, the presence of diffuse microcracking can be detected as a reduction in the estimated value of thermal diffusivity (see also Fig. 4), compared to the initial value, when the sample was not yet damaged (Ref 113).
This effect of microcracking on thermal diffusivity is amplified when the measured value of thermal diffusivity is compared to the expected thermal diffusivity value due to the sintering phenomena which occur when TBC is exposed at high temperature (Ref 109, 110). In fact, as explained before, high-temperature exposure promotes the TBC sintering that is well-detected as thermal diffusivity increase ranging from 20 to 100% of the initial value, depending on the specific TBC microstructure and sintering conditions. On the other hand, at later times, microcracking nucleation and growth decrease thermal diffusivity and the difference between the measured decrease and the expected increase (caused by the sintering) grows with aging time, as graphically shown in Fig. 27.

Normalized thermal diffusivity vs. number of furnace cycles. Expected thermal diffusivity (orange) for sintering only and experimental thermal diffusivity (blue) due to sintering and diffuse cracking
From these considerations and experimental evidence, authors tried to quantitatively estimate the damage progression as a function of aging conditions. For this purpose, the effect of microcrack on thermal diffusivity has been modeled with a simple but effective model originally developed by Golosnoy et al. (Ref 114) for describing the effect of porosity on APS TBCs. In this specific case, the model is restricted to a TBC volume whose base is a square with the side length equal to the average distance between two neighborhood bondcoat roughness peaks and the height corresponds to the TBC thickness: a sketch of the simulated volume is shown in Fig. 28. Inside this volume, a single crack is expected to nucleate and growth at the initial stage of its existenceFootnote 14.

A sketch of the simulated TBC volume. In the middle, the close pore representing the crack nucleated close to the roughness peak supposed to lay below the shown volume in the central position
Thus, from the experimental thermal diffusivity and the aging condition, it was possible to estimate the cracked fraction of the interface by inverting the single crack model. As the crack thickness was unknown, at the beginning of this activity, authors noticed that the estimated cracked fraction decreased hyperbolically when the crack thickness was increased up to an asymptotic value. Thus, they decided to use this asymptotic value as the best estimate of damage at the interface between topcoat and bondcoat. This approach worked rather well and for the first sets of samples damage progression was well-represented by model outcomes and a good agreement with the destructive microstructural investigations in terms of interface cracked fraction was observed (Ref 119).
The good agreement between model outcomes and microstructural characterization suggested authors to fit the estimated cracked fraction vs. the number of thermal cycling to extrapolate the expected end of life (EoL) of TBC samples. As the fitting curve was a straight line, extrapolation was rather easy and good agreement between expected and observed EoL was initially observed.
Owing to the promising results, along the years this approach was applied to several sets of TBC samples having different porosity, microstructures, bondcoat roughness morphologies and setting different furnace cycling maximum temperatures and different cycle durations.
Unfortunately, the interaction among different bondcoat/topcoat microstructure and different testing conditions give rise to a wide variety of damage progression in terms of number of cracks in the same location, crack thickness evolution and final failure occurrence. Thus, the adoption of this proposed approach to every set of samples give rise in several cases to a significative EoL overestimation, making this approach useless for a non-destructive quantitative damage progression evaluation.
Thus, the main conclusion is that although thermal diffusivity is really a non-destructively measurable parameter very sensitive to damage progression, according to authors experience, the quantitative estimation of the damage providing also indication on the EoL of TBCs is still an unsolved problem.
Other Techniques to be Considered
Although out of the scope of this work, some additional techniques must be mentioned as they are very often necessary for correctly interpreting TBC thermal diffusivity results coming out from photothermal and thermographic techniques. As a matter of fact, most of TBCs consists of metastable t’ tetragonal phase that during high-temperature testing and/or operation decomposes into Y-rich phases (tetragonal t’’ and cubic c) and Y-lean tetragonal phase t and, at later times, also into monoclinic phase m. While thermal conductivity of tetragonal phases (t, t’, and t’’) range between 2.3 and 2.8 W/m K, cubic and monoclinic phases exhibit low (i.e., 2 W/mK) and very high (7 W/mK) thermal conductivity, respectively (Ref 101). These differences, if not taken into consideration, can lead to misinterpreting results and/or missetting modeling. Thus, it is strongly suggested to couple thermal diffusivity measurements with Raman spectroscopy and/or x-rays diffraction (XRD) evaluation of phase composition. Raman spectroscopy is suggested when only nanometric islands of decomposed phases are present at very early stages (Ref 112). For later aging times, XRD is suggested because of the possibility to make a quantitative estimation of the different phases present inside the TBC (Ref 120, 121).
Conclusions
In the following, a very short summary of the main outcomes of the activities on TBCs carried out along almost three decades by developing and applying photothermal and thermographic techniques is provided according to the different topics discussed in this paper:
TBC delamination non-destructive detection and imaging: Nowadays, commercial systems available on the market are complete with effective software for data analysis. In some cases, it is also possible to include some of the algorithms that the authors developed to enhance the defect detection or to discriminate between over-thickness and delamination. The main suggestion is to define clearly what are the needs before choosing the IR camera. In fact, the IR sensitivity range of the focal plane array of detectors, the temperature and spatial resolution as well as the maximum frame rate have a paramount effect on the performances of the system for defect detection and can enable (or not) to use the system for several other possible applications for characterizing TBCs.
TBC thermal properties evaluation. Laser flash is the best choice for single-layer TBC. For TBCs on a substrate, reflection techniques are usually more reliable since they get rid of the problem of having an appropriate and reliable knowledge of substrate thermal properties that is essential to correctly evaluate the TBC thermal diffusivity with two-layer model. The alternative approach of measuring thermal conductivity with a steady-state experiment is also suggested.
TBC microstructure evaluation. Thermal diffusivity/conductivity of TBCs is significantly affected by the microstructure and some modeling have been developed and successfully applied to study microstructural features of TBCs and to monitor the sintering phenomena taking place when TBCs are exposed to high temperature.
Microdamage evolution. Thermal diffusivity/conductivity of TBCs is very sensitive to the presence of diffuse microcracking occurring near the interface with the metallic bondcoat. The damage progression can be monitored in a very accurate way by thermal diffusivity variations, but a robust and sound approach for quantifying the damage in terms of cracked interface is not yet available.
The most recent research topics on TBCs focus on new TBC materials (Ref 122,123,124,125,126,127) also able to withstand the CMAS attack (Ref 128, 129). The adoption of CMC base materials for manufacturing some GT components of the most advanced aeroengines (Ref 130) cannot be separated from the development and the adoption of multi-layered environmental barrier coatings (EBCs) nowadays at its second generation (Ref 131,132,133,134). New materials, new coatings architectures, new damage mechanisms and testing conditions (Ref 135,136,137,138) offer new challenges to researchers both from the testing and modeling points of view. Specific photothermal techniques will have to be developed and/or adapted to provide their contribution to the goal of TBCs and EBCs characterization. Most likely, it will be necessary to progressively integrate data provided by complementary non-destructive techniques to reach a clear understanding of mechanisms occurring during testing/operation of these new coatings. Photothermal, thermographic and spectroscopic IR-Vis (Ref 139), UV techniques, electron microscopy techniques and most advanced 3D imaging techniques (such as micro X-rays CT) will all together contribute to a deeper understanding of all the mechanisms taking place in these new materials and components, similarly to what has been achieved in the last decades with YPSZ TBCs.
Notes
As a rule of thumb, the magnitude of the thermal contrast is inversely proportional to the cube of the defect depth and the time corresponding to the maximum thermal contrast between the healthy and defective area is proportional to the ratio between the square of the depth of the defect and the thermal diffusivity of the material [10].
According to authors experience, the method does work properly only with odd numbers for the maximum degree of the polynomial.
White pixels refer to a minimum occurring at times later than 30 ms. Black pixels exhibit a minimum at times earlier than 30 ms. The threshold of 30 ms has been chosen considering that some noise at the beginning of the thermographic sequences can slightly affect the linearity of data creating a very small minimum of the effusivity curve that is not representative of a true delamination defect.
The large-scale damage has been quantified using scans of thermally cycled buttons in a Nikon Metrology 225/320 kV Custom Bay XCT facility.
Consider that FWHM(t) vs. \(\sqrt{t}\) is a straight line.
In the Gaussian spot the radius is defined as the distance where the intensity drops by a factor \(1/{e}^{2}\) compared to the maximum.
The time dependence of blurred spot does not change significantly if instead of a Gaussian shaped spot a top hat spot is considered (Ref 15).
Taken at time later than the maximum thermal contrast.
This would not be the case for very thin conductive films for which thermal diffusivity can be measured only by other techniques, such as laser beam deflection photothermal technique [67].
Most existing models are admirably resumed and discussed in the beautiful and comprehensive book of S. Torquato [95].
A typical example for this occurrence is a three-phase compound with a continuous matrix and two dispersions differing significantly in terms of thermal conductivity such as for example pores and a metallic powder.
In these papers, a website link for running a code simulating the sintering of an APS TBC sample is also provided.
A. Limarga et al. provided a significative contribution to this topic showing that the Raman peaks shift of YPSZ samples can be described as a function of aging time and temperature by using the LMP, as well (Ref 112).
Abbreviations
- α :
-
Thermal diffusivity m2/s
- α air :
-
Thermal diffusivity measured in air m2/s
- α vac :
-
Thermal diffusivity measured in vacuum m2/s
- ε :
-
Thermal effusivity J/m2 K \(\sqrt{s}\)
- ε app :
-
Apparent thermal effusivity J/m2 K \(\sqrt{s}\)
- θ i :
-
Front surface temperature K
- θ 0 :
-
Rear surface temperature K
- φ i :
-
Heat flux front face W/m2
- φ 0 :
-
Heat flux rear face W/m2
- φ lamp :
-
Heat flux generated by the flash lamp W/m2
- Φ conv :
-
Convective heat flux W/m2
- Φ :
-
Phase of thermal waves rad
- λ :
-
Electromagnetic radiation wavelength m
- λ TW :
-
Thermal wavelength m
- µ :
-
Thermal wave diffusion length m
- µ eff :
-
Thermal diffusion length for transient heating m
- µ i :
-
Positive roots of equation μ tan μ = Bi
- ρ :
-
Density Kg/m3
- ω :
-
Pulsation Rad/s
- A, B, C, D :
-
Elements of quadrupole matrix
- A(ω) :
-
Amplitude of a thermal wave K
- Bi:
-
Biot number
- c :
-
YSZ cubic phase
- C p :
-
Specific heat at constant pressure J/Kg K
- C r,x,y (t) :
-
Relative contrast in thermographic experiment -
- \(\Delta {T}_{\mathrm{x},\mathrm{y}}(t)\) :
-
Temperature at time t minus temperature at a time before the flash at the position defined by x, y spatial coordinates K
- \(\Delta {T}_{S}(t)\) :
-
Temperature at time t minus temperature at a time before the flash at a chosen sound position K
- d :
-
Pore thickness m
- D true :
-
Diameter of a flat bottom hole/defect m
- E a :
-
Activation energy J/mol
- f :
-
Frequency 1/s
- F 0 :
-
Fourier number
- H :
-
Normalized thickness
- h :
-
Heat exchange coefficient W
- k :
-
Thermal conductivity W/m K
- L :
-
Coating thickness m
- m :
-
ZrO2 monoclinic phase
- p :
-
Laplace variable 1/m
- R :
-
Thermal wave reflection coefficient
- Q :
-
Absorbed Pulse Energy per unit surface J/m2
- t :
-
Time s
- t 0.5 :
-
Half maximum time in Parker experiment s
- t h :
-
Pulse duration s
- t, t’ t” :
-
YSZ tetragonal phases
- T(t) :
-
Temperature at time t K
- T x,y(t):
-
Temperature at time t in the position defined by coordinates x,y K
- T 0 :
-
Temperature before heating K
- T ∞ :
-
Asymptotic adiabatic temperature K
- W :
-
Absorbed power per unit surface W/m2
- c and s suffixes :
-
Coating and substrate, respectively
References
P.M. Pellò, Le Turbine a Gas nella Strategia dell’ENEL, in Materiali per Parte Calde di Turbine a Gas in Applicazioni Terrestri, AIM Milano, 22 Maggio 1991
D.P. Almond and P.M. Patel, Photothermal Science and Techniques, Chapman & Hall, London, 1996.
J. Hartikainen, Fast Photothermal techniques in Nondestructive Evaluation, Acta Polytech. Scand., Appl. Phys. Ser., 164, 1989.
W.N. Reynolds, Thermographic Methods Applied to Industrial Materials, Can. J. Phys., 1986, 64, p 1150.
M.P. Connolly, A Review of Factors Influencing Defect Detection in Infrared Thermography: Applications to Coated Materials, J. Nondestr. Eval., 1991, 10(3), p 89–96.
Nondestructive Testing Handbook, Volume 3 Infrared and Thermal Testing, technical Editor X.P.V. Maldague, Editor P. O. Moore, American society for Nondestructive Testing, 2001.
J.G. Sun, Analysis of Pulse Thermography Methods of Defect Depth Prediction, J Heat Transfer, 2006, 128, p 432–440.
D.L. Balageas, Defense and Illustration of Time-Resolved Pulsed Thermography for NDE, Quant. Infrared Thermogr., 2012, 9(1), p 3–32.
U. Netzelmann, and G. Walle, High-Speed Pulsed Thermography of Thin Metallic Coatings, In: Proc. Quant. IR Thermography-QIRT’2000, Reims, France, July 18-21, 2000, pp. 206-211.
X.P.V. Maldague, Non-destructive Evaluation of Materials by Infrared Thermography, Springer Verlag, Berlin, 1993.
D.P. Almond and S.K. Lau, Defect Sizing by Transient Thermography. I: An Analytical Treatment, J. Phys. D: Appl. Phys., 1994, 27, p 1063–1069.
L.C. Aamodt, J.W. Maclachlan Spicer and J.C. Murphy, Analysis of Characteristic Thermal Transit Times for Time Resolved Infrared Radiometric Studies of Multilayered Coating, J. Appl. Phys., 1990, 68(12), p 6087–6098.
J. Rantala and J. Hartikainen, Numerical Estimation of the Spatial Resolution of Thermal NDT Techniques Based on Flash Heating, Res. Nondestr. Eval., 1991, 3, p 125–139.
S. M Shepard, T. Young, Method and Apparatus for Thermographic Imaging Using Flash Pulse Truncation. 2007, US patent 7,186981 B2
H.S. Carslaw and T.L. Jaeger, Conduction of Heat in Solids, 2nd ed. Oxford University Press, Oxford, 1959.
D.L. Balageas, J.C. Krapez and P. Cielo, Pulsed Photothermal Modelling of Layered Materials, J. Appl. Phys., 1986, 59(2), p 348–357.
F. Cernuschi, E. Colombo, V. Russo, A. Salerno, S.Ghia, and R. Marchesi Ceramic coating non-destructive quality control by using video pulse thermography, in Proceedings 4th EURO-CERAMICS - Coatings and Joinings Vol. 9, Eds. B.S. Tranchina, A. Bellosi, 1995, pp.419-428
J. G. Sun, and J. Benz, 2004, Flash duration effect in one-sided thermal imaging, in Review of Progress in Quantitative Nondestructive Evaluation, eds. D.O. Thompson and D.E. Chimenti, Vol. 24, pp. 650-654
J.W. Maclachlan Spicer, W.D. Kerns, L.C. Aamodt and J.C. Murphy, Measurement of Coating Physical Properties and Detection of Coating Disbonds by Time Resolved Infrared Radiometry, J. Nondestr. Eval., 1989, 8(2), p 107–120.
J.G. Sun, Optical Filter for Flash Lamps in Pulsed Thermal Imaging, U.S. Patent No. 7,538,938 issued May 26, 2009.
S.G. Pickering, K. Chatterjee, D.P. Almond and S. Tuli, LED Optical Excitation for the Long Pulse and Lock-in Thermographic Techniques, NDT E Int., 2013, 58, p 72–77.
P. Cielo, Pulsed Photothermal Evaluation of Layered Materials, J. Appl. Phys., 1984, 56(1), p 230–234.
G. Ptaszek, P. Cawley, D. Almond and S. Pickering, Transient Thermography Testing Unpainted Thermal Barrier Coating (TBC) Systems, NDT E Int., 2013, 59, p 48–56.
M.M. Gentleman and D.R. Clarke, Concepts for Luminescence Sensing of Thermal Barrier Coatings, Surf. Coat. Technol., 2004, 188–189, p 93–100.
A. Rosencwaig, Thermal-Wave Imaging, Science, 1982, 218, p 223–228.
C.A. Bennett and R.R. Patty, Thermal Wave Interferometry: A Potential Application of the Photoacoustic Effect, Appl. Opt., 1982, 21, p 49.
P.M. Patel, D.P. Almond, J.D. Morris, Potential Applications of Thermal Wave Interferometry for Non-destructive Evaluation and Characterization of Surface Coated Components, Europ. Jour. NDT, 1(2), 1991
G. Busse, D. Wu and W. Karpen, Thermal Wave Imaging with Phase Sensitive Modulated Thermography, J. Appl. Phys., 1992, 71(8), p 3962–3965.
X. Maldague and S. Marinetti, Pulse Phase Infrared Thermography, J. Appl. Phys., 1996, 79, p 2694.
S.M. Shepard, Comprehensive thermographic inspection of turbine hot section components, Non-Destructive Testing Conference 2010, NDT 2010, Page 38, 49th Annual Conference of the British Institute of Non Destructive Testing, BINDT 2010; Cardiff; United Kingdom; 14 September 2010 through 16 September 2010
D. Wu, G. Zenzinger, W. Karpen and G. Busse, Nondestructive Inspection of Turbine Blades with Lock-In Thermography, Mater. Sci. Forum, 1996, 210–213(289), p 294. https://doi.org/10.4028/www.scientific.net/msf.210-213.289
J.G. Sun, A. Kulkarni and A.T. Fry, Pulsed Thermal Imaging for Non-Destructive Evaluation of Hot Gas Path Coatings in gas Turbines, Mater. High Temp., 2020 https://doi.org/10.1080/09603409.2020.1824853
US patent US 6,796,709 B2 28 September 2004.
https://www.photonics.com/Articles/High-Speed_Thermal_Imaging_Captures_Stills_of/a16393
D.P. Almond, S.L. Angioni and S.G. Pickering, Thermographic NDE Advisory and Guidance System, NDT E Int., 2016, 83, p 134–142.
S.M. Shepard, J.R. Lhota, B.A. Rubadeux, D. Wang and T. Ahmed, Reconstruction and Enhancement of Active Thermographic Image Sequences, Opt. Eng., 2003, 42(5), p 1337–1342.
S.M. Shepard, Y.L. Hou, T. Ahmed and J.R. Lhota, Reference-free Interpretation of Flash Thermography Data, Insight J.– British Inst. Non-Destruct. Test., 2006, 48(5), p 298–307.
S.M. Shepard, Y.L. Hou, J.R. Lhota and J.M. Golden, Automated Processing of Thermographic Derivatives for Quality Assurance, Opt. Eng., 2007, 46(5), p 510081–510086.
V. Vavilov, P.G. Bison, E. Grinzato, S. Marinetti F. Cernuschi, State-of-the-art in Quantitative IR Thermographic NDT of Thermal Barrier Coatings, Mater. Eval. 2003, 2003
A. Ciliberto, G. Cavaccini and O. Salvetti, Porosity Detection in Composite Aeronautical Structures, Infrared Phys. Technol., 2002, 43, p 139–143.
S. Hermosilla-Lara, P.-I. Joubert, and D. Placko, Signal Processing Techniques for the Improvement of Open-Crack Detection Using a Photothermal Camera, In: Topics on Nondestructive Evaluation Series, Vol. 6 “IV Intern. Workshop – Advances in Signal processing for NDE of Materials, ed. X. Maldague, A.S.N.T., 2002, pp. 105-112
N. Rajic, Principal Component Thermography for Flaw Contrast Enhancement and Flaw Depth Characterisation in Composite Structures, Compos. Struct., 2002, 58(4), p 521–528.
S. Marinetti, D. Robba, F. Cernuschi, P.G. Bison and E. Grinzato, Thermographic Inspection of TBC Coated Gas Turbine Blades: Discrimination Between Coating Over-Thicknesses and Adhesion Defects, Infrared Phys. Technol., 2007, 49, p 281–285.
F. Cernuschi and S. Marinetti, Discrimination Between Over-Thickness and Delamination of Thermal Barrier Coatings by Apparent Thermal Effusivity Thermographic Technique, J. Therm. Spray Technol., 2010, 19(5), p 958–963.
V.P. Vavilov, S. Marinetti, F. Cernuschi and D. Robba, Thermal Nondestructive Testing of Thermal-Barrier Coatings of Turbine Buckets, Russ. J. Nondestruct. Test., 2005, 41(7), p 466–472.
S. Pickering and D. Almond, Matched Excitation Energy Comparison of the Pulse and Lock-in Thermography NDE Techniques, NDT E Int., 2008, 41, p 501–509.
D.J. Crowther, L.D. Favro, P.K. Kuo and R.L. Thomas, Inverse Scattering Algorithm Applied to Infrared Thermal Wave Images, J. Appl. Phys., 1993, 74(9), p 5828–5834.
M.B. Saintey and D.P. Almond, Defect Sizing by Transient Thermography II: A Numerical Treatment, J. Phys. D: Appl. Phys., 1995, 28, p 2539–2546.
G. Ptaszek, P. Cawley, D.P. Almond and S. Pickering, Artificial Disbonds for Calibration of Transient Thermography Inspection of Thermal Barrier Coating Systems, NDT E Int., 2012, 45, p 71–78.
F. Cernuschi, N. Ludwig, P. Teruzzi, G. Bottazzi, A critical analysis and possible modifications of two analytical models for defects sizing using Video Pulse Thermography, in Proceedings of Quantitative Infrared Thermography QIRT’98 Eds. D. Balageas, G. Busse, C.M. Carlomagno, 7-10 September 1998 Lodz Poland, p. 205, ISBN 83-87202-88-6
F. Cernuschi, N. Ludwig, P. Teruzzi ,Statistical based procedure for defect sising and experimental evaluation of the convective effects using video pulse thermography, in Proceedings of Quantitative Infrared Thermography QIRT’98 Eds. D. Balageas, G. Busse, C.M. Carlomagno, 7-10 September 1998, Lodz Poland, p. 30, ISBN 83-87202-88-6
F. Cernuschi, L. Lorenzoni and A. Figari, In-plane Thermal Diffusivity Evaluation by Infrared Thermography, Rev. Sci. Instrum., 2001, 72(10), p 1–8.
J.F. Bisson and D. Fournier, Application of Infrared Microscopy to Thermal Diffusivity Measurements in Refractories at Various Temperatures, High. Temp.–High Pressures, 1998, 30, p 205.
K.D. Maglic, A. Cezairliyan and V.E. Peletsky, Compendium of Thermophysical Property Measurement Methods, Survey of Measurement Techniques, Vol 1 Plenum Press, NY, 1984.
K.D. Maglic, A. Cezairliyan and V.E. Peletsky, Compendium of Thermophysical Property Measurement Methods, Recommended Measurement Techniques and procedures, Vol 2 Plenum Press, NY, 1992.
W.P. Parker, R.J. Jenkins, C.P. Butter, G.L. Gutter and G.L. Abbott, Flash Method of Determining Thermal Diffusivity, Heat Capacity and Thermal Conductivity, J. Appl. Phys., 1961, 32, p 1679.
https://www.netzsch-thermal-analysis.com/en/contract-testing/methods/laser-flash-technique-lfa/
https://www.linseis.com/en/products/thin-film-analyzer/tf-lfa-laser-flash-for-thin-films/
ASTM E1461 – 13 Standard Test Method for Thermal Diffusivity by the Flash Method.
BS EN 821-2:1997BS7134: Section 4.2: 1990; Advanced technical ceramics. Monolithic ceramics. Thermo-physical properties. Determination of thermal diffusivity by the laser flash (or heat pulse) method. “Method for the determination of thermal diffusivity by the laser flash (or heat pulse) method”. British Standards Institution, (1990)
ISO 13826:2013, Metallic and Other Inorganic Coatings -- Determination of Thermal Diffusivity of Thermally Sprayed Ceramic Coatings by Laser Flash Method.
ISO 22007-1:2017, Plastics — Determination of Thermal Conductivity and Thermal Diffusivity — Part 1: General Principles
F. Cernuschi, L. Lorenzoni, P. Bianchi and A. Figari, The Effects of Sample Surface Treatments on Laser Flash Thermal Diffusivity Measurements, Infrared Phys. Technol., 2002, 43(3–5), p 133–138.
J. Opsal, A. Rosencwaig and D.L. Willenborg, Thermal-Wave Detection and Thin-Film Thickness Measurements with Laser Beam Deflection, Appl. Opt., 1983, 22(20), p 3169–3176.
P. Bison, S. Boldrini, F. Cernuschi. IR thermography applied to flash experiments of semitransparent TBCs. Proceedings QIRT Conference, Gdansk, 2016. http://www.qirt.org/archives/qirt2016/papers/009.pdf
P. Bison, F. Cernuschi, E. Grinzato, S. Marinetti and D. Robba, Ageing Evaluation of Thermal Barrier Coatings by Thermal Diffusivity, Infrared Phys. Technol., 2007, 49, p 286–291.
F. Cernuschi, L. Fabbri, M. Lamperti, A new thermografic in-field methodology for thermal diffusivity evaluation, in Photoacoustic and Photothermal Phenomena, Tenth International Conference, F. Scudieri, M. Bertolotti Eds., AIP Conference Proceedings 463, p.392, ISBN 1-56396-805-3.
P. Bison, F. Cernuschi and S. Capelli, A Thermographic Technique for the Simultaneous Estimation of In-Plane and In-Depth Thermal Diffusivity of TBCs, Surf. Coat. Technol., 2011, 205(10), p 3128–3133.
J.-F. Bisson, D. Fournier, M. Poulain, O. Lavigne and R. Mévrel, Thermal Conductivity of Yttria-Zirconia Single Crystals, Determined with Spatially Resolved Infrared Thermography, J. Am. Ceram. Soc., 2000, 83(8), p 1993–1998.
ISO 18555:2016(en), Metallic and Other Inorganic Coatings — Determination of Thermal Conductivity of Thermal Barrier Coatings.
J.G. Sun, Method for Analyzing Multi-Layer Materials from One-Sided Thermal Imaging, U.S. Patent No. 7,769,201, issued Aug. 3, 2010.
T.D. Bennet and F. Yu, A Nondestructive Technique for Determining Thermal Properties of Thermal Barrier Coatings, J. Appl. Phys., 2005, 97, p 013520.
T. Kakuda, A. Limarga, A. Vaidya, A. Kulkarni and T.D. Bennett, Non-Destructive Thermal Property Measurements of an APS TBC on an Intact Turbine Blade, Surf. Coat. Technol., 2010, 205, p 446–451.
F. Cernuschi, P.G. Bison, A. Figari, S. Marinetti and E. Grinzato, Thermal Diffusivity Measurements by Photothermal and Thermographic Techniques, Int. J. Thermophys., 2004, 25(2), p 439–457.
F. Cernuschi, P.G. Bison, S. Marinetti and P. Scardi, Thermophysical, Mechanical and Microstructural Characterisation of Aged Free-Standing Plasma Sprayed Zirconia Coatings, Acta Mater., 2008, 56, p 4477–4488.
L. Fabbri, F. Cernuschi, P. Fenici, S. Ghia, G.M. Piana, Photothermal Techniques for Non-destructive Characterization of Turbine Blade Coatings, Proceedings of Materials for Advanced Power Engineering 1994. COST501 C.E.C. 3-6 October 1994 Liège (Belgique) Eds. D. Coutsouradis et Al. pp.1377-1384. Kluwer Academic Publishers ISBN 0-7923-3075-7
F. Cernuschi, A. Figari and L. Fabbri, Thermal Wave Interferometry for Measuring the Thermal Diffusivity of Thin Slabs, J. Mater. Sci., 2000, 35, p 5891–5897.
F. Cernuschi, P. Bison and J.G. Sun, Thermal Diffusivity of TBC: Results of a Small Round Robin Test and Considerations About the Effect of the Surface Preparation and the Measuring Approach, Surf. Coat. Technol., 2014, 258, p 284–292.
K.B. Larson and K. Koyama, Correction for Finite-Pulse-Time Effects in Very Thin Samples using the Flash Method of Measuring Thermal Diffusivity, J. Appl. Phys., 1967, 38, p 465.
D. Maillet, S. Andre’, J.C. Batsale, A. Degiovanni and C. Moyne, Thermal Quadrupoles, Wiley, NJ, 2000.
D. Vandembroucq, A.C. Boccara and S. Roux, Hyperdiffusion from Rough Surfaces, EPL, 1995, 30, p 209.
J.G. Sun, Pulsed Thermal Imaging Measurement of Thermal Properties for Thermal Barrier Coatings Based on a Multilayer Heat Transfer Model, J. Heat Transfer, 2014, 136, p 081601.
N. Tao, X.L. Li and J.G. Sun, Simultaneous Measurement of Thermal Conductivity and Heat Capacity by Flash Thermal Imaging Methods, Rev. Sci. Instrum., 2017, 88, 064903. https://doi.org/10.1063/1.4985633
N. Markocsan, P. Nylén, J. Wigren et al., Low Thermal Conductivity Coatings for Gas Turbine Applications, J. Therm. Spray Technol., 2007, 16, p 498–505. https://doi.org/10.1007/s11666-007-9068-x
S.E. Gustafsson, Transient Plane Source Techniques for Thermal Conductivity and Thermal Diffusivity Measurements of Solid Materials, Rev. Sci. Instrum., 1991, 62(3), p 797–804.
M. Gustavsson, E. Karawacki and S.E. Gustafsson, Thermal Conductivity, Thermal Diffusivity, and Specific Heat of Thin Samples from Transient Measurements with Hot Disk Sensors, Rev. Sci. Instrum., 1994, 65, p 3856–3859.
D. Zhu and R.A. Miller, Thermal Conductivity and Elastic Modulus Evolution of Thermal Barrier Coatings Under High Heat Flux Conditions, J. Therm. Spray Technol., 2000, 9(2), p 175.
D. Zhu and R. A. Miller, Thermal Conductivity of Advanced Ceramic. Thermal Barrier Coatings Determined by a. Steady-State Laser Heat-Flux Approach, NASA/TM—2004-213040.
J. C. Maxwell, A Treatise on Electricity and Magnetism, 2nd ed., Vol. 1, p. 435 Clarendon Press, Oxford 1881.
L. Rayleigh, On the Influence of Obstacles Arranged in Rectangular Order Upon the Properties of a Medium, Phil. Mag., 1892, 34, p 481.
D.A.G. Bruggeman, Berechnung verschiedener physikalischer Konstanten von heterogenen Substanzen. I. Dielektrizitätskonstanten und Leitfähigkeiten der Mischkörper aus isotropen Substanzen, Ann. Physik, 1935, 24, p 636.
S. Torquato, Random Heterogeneous Materials: Microstructure and Macroscopic Properties, Springer-Verlag, New York, 2002.
P. Scardi, M. Leoni, F. Cernuschi and A. Figari, Microstructure and Heat Transfer Phenomena in Ceramic Thermal Barrier Coatings, J. Am. Ceram. Soc., 2001, 84(4), p 827–835.
F. Cernuschi, S. Ahmaniemi, P. Vouristo and T. Mäntylä, Modeling of Thermal Conductivity of Porous Materials: Applications to Thick Thermal Barrier Coatings, J. Eur. Ceram. Soc., 2004, 24, p 2657–2667.
F. Cernuschi, P. Bison and A. Moscatelli, Microstructural Characterization of Porous Thermal Barrier Coatings by Laser Flash Technique, Acta Mater., 2009, 57, p 3460–3471.
A. Zivelonghi, C. Peyrega, F. Cernuschi, D. Jeulin and S. Lindig, Jeong-Ha You, Influence of the Dual-Scale Random Morphology on the Heat Conduction of Plasma-Sprayed Tungsten via Image-Based FEM, Comput. Mater. Sci., 2013, 68, p 5–17.
F. Cernuschi, I.O. Golosnoy, P. Bison, A. Moscatelli, R. Vassen, H.-P. Bossmann and S. Capelli, Microstructural Characterization of Porous Thermal Barrier Coatings by IR Gas Porosimetry and Sintering Forecasts, Acta Mater., 2013, 61, p 248–262.
F. Cernuschi, P. Bison, D.E. Mack, M. Merlini, S. Boldrini, S. Marchionna, S. Capelli, S. Concari, A. Famengo, A. Moscatelli and W. Stamm, Thermo-Physical Properties of as Deposited and Aged Thermal Barrier Coatings (TBC) for Gas Turbines: State-of-the art and Advanced TBCs, J. Eur. Ceram. Soc., 2018, 38(11), p 3945–3961.
J. Kulczyk-Malecka, X. Zhang, J. Carr, A.L. Carabat, W.G. Sloof, S. van der Zwaag, F. Cernuschi, F. Nozahic, D. Monceau, C. Estournès, P.J. Withers and P. Xiao, Influence of Embedded MoSi2 Particles on the High Temperature Thermal Conductivity of SPS Produced Yttria-Stabilised Zirconia Model Thermal Barrier Coatings, Surf. Coat. Technol., 2016, 308, p 31–39.
F. Cernuschi, Can TBC Porosity be Estimated by Non-Destructive Infrared Techniques? A Theoretical and Experimental Analysis, Surf. Coat. Technol., 2015, 272, p 387–394.
R. McPherson, A Model for the Thermal Conductivity of Plasma-Sprayed Ceramic Coatings, Thin Solid Films, 1984, 112, p 89.
R. McPherson and B.V. Shafer, Interlamellar Contact Within Plasma-Sprayed Coatings, Thin Solid Films, 1982, 97, p 201.
F. Cernuschi, L. Lorenzoni, S. Ahmaniemi, P. Vouristo and T. Mäntylä, Studies of the Sintering Kinetic of Thick Thermal Barrier Coatings by Thermal Diffusivity Measurements, J. Eur. Ceram. Soc., 2005, 25, p 393–400.
B. Siebert, R. Vassen and D. Stoever, Changes in Porosity and Young’s Modulus Due to Sintering of Plasma Sprayed Thermal Barrier Coatings, J. Mater. Process. Technol., 1999, 92(93), p 217–223.
M. Ahrens, S. Lampenscherf, R. Vassen and D. Stover, Sintering and Creep Processes in Plasma-Sprayed Thermal Barrier Coatings, J. Therm. Spray Technol., 2004, 13, p 432–442.
A. Cipitria, I.O. Golosnoy and T.W. Clyne, A Sintering Model for Plasma-Sprayed Zirconia TBCs Part I: Free-Standing Coatings, Acta Mater., 2009, 57, p 980–992.
A. Cipitria, I.O. Golosnoy and T.W. Clyne, A Sintering Model for Plasma-Sprayed Zirconia Thermal Barrier Coatings Part II: Coatings Bonded to a Rigid Substrate, Acta Mater., 2009, 57, p 993–1003.
H.E. Eaton and R.C. Novak, Sintering Studies of Plasma-Sprayed Zirconia, Surf. Coat. Technol., 1987, 32(1–4), p 227.
A.M. Limarga, J. Iveland, M. Gentleman, D.M. Lipkin and D.R. Clarke, The use of Larson-Miller Parameters to Monitor the Evolution of Raman Lines of Tetragonal Zirconia With High Temperature Aging, Acta Mater., 2011, 59, p 1162–1167.
F. Cernuschi, P. Bison, S. Marinetti and E. Campagnoli, Thermal Diffusivity Measurement by Thermographic Technique for the Non-destructive Integrity Assessment of TBCs Coupons, Surf. Coat. Technol., 2010, 205, p 498–505.
I.O. Golosnoy, S.A. Tsipas and T.W. Clyne, An Analytical Model for Simulation of Heat Flow in Plasma-Sprayed Thermal Barrier Coatings, J. Therm. Spray Technol., 2005, 14(2), p 205–214.
M. Ahrens, R. Vassen and D. Stoever, Stress Distributions in Plasma-Sprayed Thermal Barrier Coatings as a Function of Interface Roughness and Oxide Scale Thickness, Surf. Coat. Technol., 2002, 161, p 26–35.
O. Trunova, T. Beck, R. Herzog, R.W. Steinbrech and L. Singheiser, Damage Mechanisms and Lifetime Behavior of Plasma Sprayed Thermal Barrier Coating Systems for Gas Turbines—Part I: Experiments, Surf. Coat. Technol., 2008, 202, p 5027–5032.
T. Beck, R. Herzog, O. Trunova, M. Offermann, R.W. Steinbrech and L. Singheiser, Damage Mechanisms and Lifetime Behavior of Plasma-Sprayed Thermal Barrier Coating Systems for Gas Turbines—Part II: Modeling, Surf. Coat. Technol., 2008, 202, p 5901–5908.
R. Vassen, S. Giesen and D. Stoever, Lifetime of Plasma-Sprayed Thermal Barrier Coatings: Comparison of Numerical and Experimental Results, J. Therm. Spray Technol., 2009, 18(5–6), p 835–845.
F. Cernuschi, S. Capelli, P. Bison, S. Marinetti, L. Lorenzoni, E. Campagnoli and C. Giolli, Non-destructive Thermographic Monitoring of Crack Evolution of Thermal Barrier Coating Coupons During Cyclic Oxidation Ageing, Acta Mater., 2011, 59, p 6351–6361.
G. Witz, V. Shklover, W. Steurer and S. Bachegowda, Hans-Peter Bossmann, Phase Evolution in Yttria-Stabilized Zirconia Thermal Barrier Coatings Studied by Rietveld Refinement of X-Ray Powder Diffraction Patterns, J. Am. Ceram. Soc., 2007, 90(9), p 2935–2940.
D.M. Lipkin, J.A. Krogstad, Y. Gao, C.A. Johnson, W.A. Nelson and C.G. Levi, Phase evolution upon Aging of Air-Plasma Sprayed t’-Zirconia Coatings: I-Synchrotron x-ray Diffraction, J. Am. Ceram. Soc., 2013, 96(1), p 290–298.
D.R. Clarke, Materials Selection Guidelines for Low Thermal Conductivity Barrier Coatings, Surf. Coat. Technol., 2003, 163–164, p 67–74.
D.R. Clarke and C.G. Levi, Materials Design for the Next Generation Thermal Barrier Coatings, Annu. Rev. Mater. Res., 2003, 33, p 383–417.
X.Q. Cao, R. Vassen and D. Stoever, Ceramic Materials for Thermal Barrier Coatings, J. Eur. Ceram. Soc., 2004, 24, p 1–10.
C.G. Levi, Emerging Materials and Processes for Thermal Barrier Systems, Curr. Opin. Solid State Mater. Sci., 2004, 8, p 77–91.
R. Vassen, A. Stuke and D. Stöver, Recent Developments in the Field of Thermal Barrier Coatings, J. Therm. Spray Technol., 2009, 18, p 181–186.
G. Mauer and R. Vaßen, Current Developments and Challenges in Thermal Barrier Coatings, Surf. Eng., 2011, 27, p 477–479.
S. Kramer, S. Faulhaber, M. Chambers, D.R. Clarke, C.G. Levi, J.W. Hutchinson and A.G. Evans, Mechanisms of Cracking and Delamination Within Thick Thermal Barrier Systems in Aero-Engines Subject to Calcium-Magnesium-Alumino-Silicate (CMAS) Penetration, Mater. Sci. Eng., A, 2008, 490, p 26–35.
C.G. Levi, J.W. Hutchinson, M.-H. Vidal-Sétif and C.A. Johnson, Environmental Degradation of Thermal Barrier Coatings by Molten Deposits, MRS Bull., 2012, 37, p 932–941.
J. Steibel, Ceramic Matrix Composites Taking Flight at GE Aviation, Am. Ceram. Soc. Bull., 2019, 98(3), p 30–33.
K.N. Lee, Current Status of Environmental Barrier Coatings for Si-Based Ceramics, Surf. Coat. Technol., 2000, 133–134, p 1–7.
K.N. Lee, D.S. Fox and N.P. Bansal, Rare Earth Silicate Environmental Barrier Coatings for SiC/SiC Composites and Si3N4 Ceramics, J. Eur. Ceram. Soc., 2005, 25(10), p 1705–1715.
K.N. Lee, D.S. Fox, J.I. Eldridge, D. Zhu, R.C. Robinson, N.P. Bansal and R.A. Miller, Upper Temperature Limit of Environmental Barrier Coatings Based on Mullite and BSAS, J. Am. Ceram. Soc., 2003, 86(8), p 1299–1306.
E. Bakan, D. Marcano, D. Zhou, Y.J. Sohn, G. Mauer and R. Vassen, Yb2Si2O7 Coatings Deposited by Various Thermal Spray Technique: A Preliminary Comparative Study, J. Therm. Spray Technol., 2017, 26(6), p 1011–1024.
S. dos Santos e Lucato, O.Sudre, D.Marshall - A Method for Assessing Reactions of Water Vapor with Materials in High-Speed, High-Temperature Flow. J. Am. Ceram. Soc., 94[S1]: S186–S195 (2011).
B.T. Richards, H. Zhao and H.N.G. Wadley, Structure, Composition, and Defect Control During Plasma Spray Deposition of Ytterbium Silicate Coatings, J. Mater. Sci., 2015, 50, p 7939–7957.
R. Golden and E. Opila, A Method for Assessing the Volatility of Oxides in High-Temperature High Velocity Water Vapour, J. Eur. Ceram. Soc., 2016, 36, p 1135–1147.
B.T. Richards, K.A. Young, F. de Francqville, S. Sehr, M.R. Begley and H.N.G. Wadley, Response of Ytterbium Disilicate Silicon Environmental Barrier Coatings to Thermal Cycling in Water Vapour, Acta Mater., 2016, 106, p 1–14.
W.B. Jackson, N.M. Amer, A.C. Boccara and D. Fournier, Photothermal Deflection Spectroscopy and Detection, Appl. Opt., 1981, 20(8), p 1333–1344.
R.D. Cowan, Pulse Method of Measuring Thermal Diffusivity at High Temperatures, J. Appl. Phys, 1962, 34(4), p 926–927.
R. Courant and D. Hilbert, Methods of Mathematical Physics, Vol 1 Wiley, NJ, 1989.
Acknowledgments
Authors want to acknowledge the contribution of several researchers and friends that they have had the honor to collaborate on these topics with, along three decades. Authors want to remember the unforgotten Dr. E. Grinzato (CNR-ITC), Dr. D. Zhu (NASA) and Prof. D. P. Almond (Bath University). Authors want to also mention Prof. V. Vavilov from Tomsk University, Ing. S. Marinetti from CNR-ICT, Prof. I. Golosnoy from Southampton University, Prof. R. Vassen and Dr. D. E. Mack from JFZ, Dr. H-P. Bossmann and Dr. C. Gualco from Ansaldo Energia, Prof. W. Sloof from TU Delft, Dr. F. Lakestani and L. Fabbri from JRC Ispra, Dr. G. Witz and Dr. W. Stamm from Siemens, Dr. J. Eldridge (NASA), Dr. A. Figari from RSE and the MSc students V. Russo, E. Colombo, A. Russo, P. Teruzzi, A. Moscatelli, and A. Sposito from Politecnico of Milano and M. Lamperti, from Università degli Studi di Milano. One author (F. Cernuschi) is particularly grateful to Mr L. Lorenzoni and Mr S. Capelli, two talented and very competent RSE technicians with whom he had the pleasure of fruitfully collaborating for some decades. Most of the activities described in this work have been partially funded by the UE projects: the FP5 project PROTECT, the FP6 TOPPCOAT project no. AST4-CT-2005-516149, the FP7 program on hydrogen-rich syngas for IGCC (H2-IGCC) and SAMBA (under grant agreement no 309849). Finally, this work has been partially financed by the Research Fund for the Italian Electrical System in compliance with the Decree of April 16, 2018.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special issue focus in the Journal of Thermal Spray Technology celebrating the 30th anniversary of the journal. The papers and topics were curated by the Editor-in-Chief Armelle Vardelle, University of Limoges/ENSIL.
Appendix 1–Theoretical Remarks
Appendix 1–Theoretical Remarks
A group of techniques to test solid materials had been proposed in the last decades that are non-contact and non-destructive, and share the common characteristic of generating a variable temperature field on the manufact under test. Light is delivered with variable intensity on the manufact, which in turn partially absorbs it, either on the surface or on its bulk, and it is eventually transformed in heat that diffuses inside the manufact, according to the heat conduction equation (Ref 15):
where T=T(x,y,z,t) is the temperature field depending on the spatial coordinates x,y,z and on time t; \(\alpha =k/\rho C\) with α, k, ρ and C the thermal diffusivity, the thermal conductivity, the density and the specific heat of the medium, respectively. This formulation of the heat conduction equation is valid for homogeneous, isotropic solids. Moreover, the thermal diffusivity α is assumed to be temperature independent, that is a fair approximation for most materials that are characterized by negligible variation of their parameters within the low temperature rise of the testing procedure. The generated temperature field is eventually measured by IR detectors, either with spot sensors or with imaging capabilities.
This set of techniques raised in different scientific communities in parallel and, depending on the community, they are categorized as photothermal techniques, Active IR Thermography, Pump and Probes techniques, etc.
The solids being tested can be considered opaque in most cases, both in the wavelengths of the heating light source and in those of the IR detectors. That furtherly simplifies the modeling of the experiment, by introducing the constraints that both the heating and the temperature field available for the detection are confined on the boundary of the tested object.
Very few geometric configurations can be modeled with a closed analytical solution. Some of them are of particular interest for the testing of TBCs. These are the slab, the two-layered system in which the second layer can be considered as semi-infinite and the multi-layered system. Each one can be submitted to a pulse, step or periodic heating. Exchange with the environment can be considered as well, even though in many cases the adiabatic boundary conditions can guarantee a very good description of the experiment. A further categorization may arise according to the testing scheme that in the case of the slab and multilayer system can provide either the heater and the detector on the same side of the manufact (reflection scheme) or on the opposite sides (transmission scheme).
In what follows, the most important solutions are collected.
-
1.
The slab
-
(a)
a) Pulse. These solutions are paramount as they describe the Laser Flash technique that is so often utilized when thermal properties of freestanding layers have to be measured [56]. In its basic formulation, a spatially uniform heating of the front face of the slab is generated by a laser pulse of negligible duration (Dirac delta pulse). The heat conduction is therefore one-dimensional through-the-thickness, and the boundary conditions are assumed to be adiabatic. The temperature rise above initial temperature T0 is read by a radiometer on the back face of the slab, and its time dependence is the following:
$${\varvec{T}}\left({\varvec{t}}\right)-\boldsymbol{ }{{\varvec{T}}}_{0}=\frac{{\varvec{Q}}}{{\varvec{\rho}}\boldsymbol{ }{\varvec{C}}\boldsymbol{ }{\varvec{L}}}\left[1+2\boldsymbol{ }\sum_{{\varvec{n}}=1}^{\boldsymbol{\infty }}{\left(-1\right)}^{{\varvec{n}}}{{\varvec{e}}}^{-{{\varvec{n}}}^{2}{{\varvec{\pi}}}^{2}\boldsymbol{\alpha }\boldsymbol{ }{\varvec{t}}/{{\varvec{L}}}^{2}}\right]$$(7)where Q is the pulse energy absorbed on the surface and L is the thickness of the slab. Figure
Fig. 29 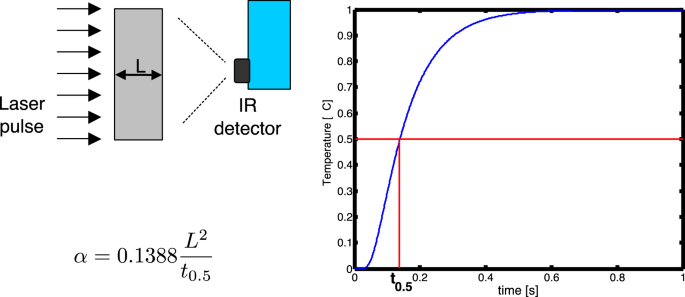
Laser flash experimental scheme (left) and temperature rise (right). Classical Parker’s equation for thermal diffusivity evaluation is reported on bottom left
29 reports the experimental scheme together with the expected temperature rise and the classical Parker’s formula for the evaluation of thermal diffusivity.
Often, the Dirac pulse hypotheses are not met and when the manufact is measured at high temperature the exchange with the environment cannot be neglected anymore (see Fig.
Fig. 30 
Example of temperature rises of the rear face of a slab submitted to a finite pulse and exchanging heat with the environment
30). In such a case, the equation to use is the following one (Ref 140):
$${\varvec{T}}\left({\varvec{t}}\right)-\boldsymbol{ }{{\varvec{T}}}_{0}=\frac{{\varvec{W}}}{{\varvec{h}}}\sum_{{\varvec{i}}=1}^{\boldsymbol{\infty }}\frac{2\boldsymbol{ }{\varvec{s}}{\varvec{i}}{\varvec{n}}\boldsymbol{ }{{\varvec{\mu}}}_{{\varvec{i}}}}{{{\varvec{\mu}}}_{{\varvec{i}}}+{\varvec{s}}{\varvec{i}}{\varvec{n}}\boldsymbol{ }{{\varvec{\mu}}}_{{\varvec{i}}}\boldsymbol{ }{\varvec{c}}{\varvec{o}}{\varvec{s}}\boldsymbol{ }{{\varvec{\mu}}}_{{\varvec{i}}}}\left[{{\varvec{e}}}^{-\frac{{{\varvec{\mu}}}_{{\varvec{i}}}^{2}\boldsymbol{\alpha }\left({\varvec{t}}-{{\varvec{t}}}_{{\varvec{h}}}\right)}{{{\varvec{L}}}^{2}}}-{{\varvec{e}}}^{-{{\varvec{\mu}}}_{{\varvec{i}}}^{2}\boldsymbol{\alpha }\frac{{\varvec{t}}}{{{\varvec{L}}}^{2}}}\right]$$(8)where h is the heat exchange coefficient, th is the pulse duration and μi is the positive roots of the equation \(\mu \mathrm{tan}\mu = Bi\) and Bi = h L /K is the Biot number and W is the power absorbed by the surface of the manufact.
-
2.
The two-layer semi-infinite.


These solutions are particularly interesting when the TBC is deposited on a metallic substrate, as it happens in its normal application of protecting the metallic parts of the GT hot path components. These models can be particularly useful when in situ applications are to be carried out such as NDT of delaminated topcoat. The semi-infiniteness of the second layer, even though an idealization, is fairly met if the length of the experiment is sufficiently short, i.e., for t<<L2/α where L and α are the thickness and the thermal diffusivity of the second layer (hypothetically semi-infinite), respectively. Boundary conditions on the surface can be considered adiabatic.
-
(a)
Pulse. By far, the most utilized solution for NDT of delamination is (Ref 6):
$${\varvec{T}}\left({\varvec{t}}\right)-\boldsymbol{ }{{\varvec{T}}}_{0}=\frac{{\varvec{Q}}}{{{\varvec{\epsilon}}}_{{\varvec{c}}}\sqrt{{\varvec{\pi}}\boldsymbol{ }{\varvec{t}}}}\left[1+2\sum_{{\varvec{n}}=1}^{\boldsymbol{\infty }}{{\varvec{R}}}^{{\varvec{n}}}{{\varvec{e}}}^{-\frac{{{\varvec{n}}}^{2}{{\varvec{L}}}^{2}}{{\boldsymbol{\alpha }}_{{\varvec{c}}}\boldsymbol{ }{\varvec{t}}}}\right]$$(9)where R=(εc-εs)/(εc+εs) is the reflection coefficient, ε=kττ/√α is the thermal effusivity and the subscripts c and s stand for coating and substrate, respectively. It is worth noting that for εs→0 the reflection coefficient R→1, and Eq. 9 becomes equivalent to Eq 7, even though shaped differently, the two being connected by the theta function functional equation (Ref 141). Equation 9 is shown in Figure
Fig. 31 
Equation 9 is shown for different values of the reflection coefficient R, as a function of the Fourier Number Fo=α t/L2. To enhance the differences among the various curves, a double logarithm representation is used
31 for different values of the reflection coefficient R, as a function of the Fourier Number Fo=αt/L2. To enhance the differences among the various curves, a double logarithm representation is used. When the effusivities of the two layers are the same, the reflection coefficient R=0, and the equation describes the temperature of a semi-infinite body heated by a pulse. In the representation of Fig. 31, it is the straight yellow line of slope -0.5.
-
(b)
Step. Less utilized than the pulse solution, it is reported here for historical reason (Ref 19):
$${\varvec{T}}\left({\varvec{t}}\right)-\boldsymbol{ }{{\varvec{T}}}_{0}=\frac{2}{{{\varvec{\varepsilon}}}_{{\varvec{c}}}}\sqrt{\frac{{\varvec{t}}}{{\varvec{\pi}}}}\left\{1+2{\sum }_{{\varvec{n}}=1}^{\boldsymbol{\infty }}{{\varvec{R}}}^{{\varvec{n}}}\left[{{\varvec{e}}}^{-\frac{{{\varvec{n}}}^{2}{{\varvec{L}}}^{2}}{{\boldsymbol{\alpha }}_{{\varvec{c}}}\boldsymbol{ }{\varvec{t}}}}-\sqrt{\frac{{\varvec{\pi}}{{\varvec{n}}}^{2}{{\varvec{L}}}^{2}}{{\boldsymbol{\alpha }}_{{\varvec{c}}}\boldsymbol{ }{\varvec{t}}}\boldsymbol{ }}\mathbf{erfc}\sqrt{\frac{{{\varvec{n}}}^{2}{{\varvec{L}}}^{2}}{{\boldsymbol{\alpha }}_{{\varvec{c}}}\boldsymbol{ }{\varvec{t}}}}\right]\right\}$$(10) -
(c)
Modulated. Also known as thermal wave interferometry (TWI) (Ref 2), this technique utilizes a source (e.g., laser) that is modulated at a certain frequency. The temperature of the surface is collected by a radiometer and, lock-in amplifier, fed by the reference signal (the laser) and the temperature, furnishes amplitude and phase. The plot of amplitude and phase of the temperature as a function of the frequency provides the data that are used to extract thermal diffusivity. The following equation describes the periodic component of the temperature when periodic steady conditions are in act:
$${\varvec{T}}\left({\varvec{t}}\right)={\varvec{A}}\left({\varvec{\omega}}\right){{\varvec{e}}}^{{\varvec{i}}\left({\varvec{\Phi}}\left({\varvec{\omega}}\right)-{\varvec{\omega}}{\varvec{t}}\right)}$$(11)where
$${\varvec{A}}\left({\varvec{\omega}}\right)=\frac{\sqrt{{{\varvec{e}}}^{4\boldsymbol{ }{\varvec{L}}/{\varvec{\mu}}}-\boldsymbol{ }{{\varvec{R}}}^{2}+2\boldsymbol{ }{\varvec{R}}\boldsymbol{ }{{\varvec{e}}}^{2{\varvec{L}}/{\varvec{\mu}}}\boldsymbol{ }\mathbf{sin}\left(2{\varvec{L}}/{\varvec{\mu}}\right)}}{{{\varvec{e}}}^{4{\varvec{L}}/{\varvec{\mu}}}+\boldsymbol{ }{{\varvec{R}}}^{2}-2\boldsymbol{ }{\varvec{R}}\boldsymbol{ }{{\varvec{e}}}^{2{\varvec{L}}/{\varvec{\mu}}}\boldsymbol{ }\mathbf{cos}\left(2{\varvec{L}}/{\varvec{\mu}}\right)}$$(12)$${\varvec{\Phi}}\left({\varvec{\omega}}\right)={\mathbf{tan}}^{-1}\left[-\boldsymbol{ }\frac{2\boldsymbol{ }{\varvec{R}}\boldsymbol{ }{{\varvec{e}}}^{2{\varvec{L}}/{\varvec{\mu}}}\boldsymbol{ }\mathbf{sin}\left(2{\varvec{L}}/{\varvec{\mu}}\right)\boldsymbol{ }}{{{\varvec{e}}}^{4{\varvec{L}}/{\varvec{\mu}}}-\boldsymbol{ }{{\varvec{R}}}^{2}}\right]$$(13)with \(\mu =\sqrt{2\alpha /\omega }\) the thermal diffusion length, \(\omega =2\pi f\) the angular frequency and f the frequency of the modulation. See Fig.
Fig. 32 
Plot of the phase Φ as a function of the ratio between the thickness of the coating L and the penetration depth µ
32.
-
3.
The finite two layers
The formalism of thermal quadrupoles is applied to model the heat conduction in a two-layer system, with plane parallel interface and boundaries, heated on one side by a spatially uniform laser pulse. Scheme of the classical laser flash experiment is shown in Fig.
Fig. 33 
Classical laser flash experimental layout. A two-layer specimen is sketched
33, where a two-layer specimen is sketched. In 1D thermal diffusion, the slab can be modeled by the thermal quadrupole (Ref 15, 83) as sketched in Fig.
Fig. 34 
One-layer thermal quadrupole scheme
34.
After Laplace transformation (p being the Laplace variable), the front (heated) surface temperature θi(p) and heat flux ϕi(p) are connected to the back (read out) surface temperature θo(p) and its heat flux ϕo(p) by the matrix transfer function as follows:
$$\left(\begin{array}{l}{{\varvec{\theta}}}_{{\varvec{i}}}\\ {{\varvec{\phi}}}_{{\varvec{i}}}\end{array}\right)=\left(\begin{array}{cc}{\varvec{A}}& {\varvec{B}}\\ {\varvec{C}}& {\varvec{D}}\end{array}\right)\left(\begin{array}{c}{{\varvec{\theta}}}_{{\varvec{o}}}\\ {{\varvec{\phi}}}_{{\varvec{o}}}\end{array}\right)$$(14)with
$$\left(\begin{array}{ll}{\varvec{A}}& {\varvec{B}}\\ {\varvec{C}}& {\varvec{D}}\end{array}\right)=\left(\begin{array}{cc}\mathbf{cosh}\sqrt{{\varvec{p}}\frac{{{\varvec{L}}}^{2}}{\boldsymbol{\alpha }}}& \frac{1}{{\varvec{k}}}\sqrt{\frac{\boldsymbol{\alpha }}{{\varvec{p}}}}\mathbf{sinh}\sqrt{{\varvec{p}}\frac{{{\varvec{L}}}^{2}}{\boldsymbol{\alpha }}}\\ {\varvec{k}}\sqrt{\frac{{\varvec{p}}}{\boldsymbol{\alpha }}}\mathbf{sinh}\sqrt{{\varvec{p}}\frac{{{\varvec{L}}}^{2}}{\boldsymbol{\alpha }}}& \mathbf{cosh}\sqrt{{\varvec{p}}\frac{{{\varvec{L}}}^{2}}{\boldsymbol{\alpha }}}\end{array}\right)$$(15)A multilayer system is easily modeled by multiplying as many matrices as the number of layers, each one with their own thermal properties and thicknesses. For example, the two-layer system is modeled as follows:
$$\left(\begin{array}{ll}{\varvec{A}}& {\varvec{B}}\\ {\varvec{C}}& {\varvec{D}}\end{array}\right)=\left(\begin{array}{cc}{{\varvec{A}}}_{1}& {{\varvec{B}}}_{1}\\ {{\varvec{C}}}_{1}& {{\varvec{D}}}_{1}\end{array}\right)\left(\begin{array}{cc}{{\varvec{A}}}_{2}& {{\varvec{B}}}_{2}\\ {{\varvec{C}}}_{2}& {{\varvec{D}}}_{2}\end{array}\right)=\left(\begin{array}{cc}{{\varvec{A}}}_{1}{{\varvec{A}}}_{2}+{{\varvec{B}}}_{1}{{\varvec{C}}}_{2}& {{\varvec{A}}}_{1}{{\varvec{B}}}_{2}+{{\varvec{B}}}_{1}{{\varvec{D}}}_{2}\\ {{\varvec{C}}}_{1}{{\varvec{A}}}_{2}+{{\varvec{D}}}_{1}{{\varvec{C}}}_{2}& {{\varvec{C}}}_{1}{{\varvec{B}}}_{2}+{{\varvec{D}}}_{1}{{\varvec{D}}}_{2}\end{array}\right)$$(16)Once the problem is solved, an inverse Laplace transformation (either analytical or numerical) brings back the solution in time domain.
-
(a)
Pulse. The non-adiabatic case, where the heat exchange with the ambient is considered, is sketched in Fig.
Fig. 35 
Thermal quadrupole scheme in case of heat exchange with the ambient
35. On the left of the thermal quadrupole the input heat flux ϕi(p) is given by the heat flux generated by the flash lamp or laser ϕlamp minus the heat exchanged with the ambient that depends on the input temperature θi times the heat exchange coefficient h. On the right, the output heat flux ϕo is equal to the heat exchanged with the ambient, i.e. h·θo. The model of Fig. 35 can be described as in Eq 14 with the supplemental relations:
$$\left\{\begin{array}{c}{{\varvec{\phi}}}_{{\varvec{i}}}=1\cdot {\varvec{Q}}-{\varvec{h}}\cdot {{\varvec{\theta}}}_{{\varvec{i}}}\\ {{\varvec{\phi}}}_{{\varvec{o}}}={\varvec{h}}\cdot {{\varvec{\theta}}}_{{\varvec{o}}}\end{array}\right.$$(17)where 1 is the Laplace Transform of the Dirac Delta function δ(t) and Q is energy of the pulse. It leads to the following equations giving explicitly the surface temperature on the left and right of thermal quadrupole, that is, on the left and right side of the two-layers system:
$$\left\{\begin{array}{c}{{\varvec{\theta}}}_{{\varvec{i}}}={\varvec{Q}}\frac{{\varvec{A}}+{\varvec{h}}\boldsymbol{ }{\varvec{B}}}{{\varvec{C}}+2{\varvec{h}}\boldsymbol{ }{\varvec{A}}+{{\varvec{h}}}^{2}{\varvec{B}}}\\ {{\varvec{\theta}}}_{{\varvec{o}}}={\varvec{Q}}\frac{1}{{\varvec{C}}+2{\varvec{h}}\boldsymbol{ }{\varvec{A}}+{{\varvec{h}}}^{2}{\varvec{B}}}\end{array}\right.$$(18)Obviously, the elements of the quadrupole matrix of Eq. 14 must be substituted by the ones in case of a two-layer system, as in Eq. 16.





Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cernuschi, F., Bison, P. Thirty Years of Thermal Barrier Coatings (TBC), Photothermal and Thermographic Techniques: Best Practices and Lessons Learned. J Therm Spray Tech 31, 716–744 (2022). https://doi.org/10.1007/s11666-022-01344-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-022-01344-w