
Abstract
A typical structure of thermal spray coatings consisted of molten particles, semi-molten particles, oxides, pores, and cracks. These factors caused the porosity of sprayed coatings, leading to a significant influence on the coating properties, especially their wear-corrosion resistance. In this study, a post-spray sealing treatment of Cr3C2-NiCr/Al2O3-TiO2 plasma-sprayed coatings was carried out, and then, their corrosion properties were evaluated, before and after the treatment. For the sealing process, aluminum phosphate (APP) containing Al2O3 nanoparticles (~10 nm) was used. The permeability of APP into the sprayed coating was analyzed by SEM-EDS. The treatment efficiency for porosity and corrosion resistance of sprayed coatings was evaluated by electrochemical measurements, such as the potentiodynamic polarization and electrochemical impedance spectroscopy. The wear-corrosion resistance of the coating was examined in 3.5 wt.% NaCl circulation solution containing 0.25% SiO2 particles. The sealing efficiency was evaluated by the percentage of the treated open pores in the coating. The obtained results showed that APP penetrated deeply through the coating and the incorporation of Al2O3 nanoparticles into APP sealant improved the sealing efficiency by 20% of open pores in comparison with the sealant without nano-Al2O3. The effect of the post-treatment on corrosion protection of the sprayed coating has been discussed.
Similar content being viewed by others

Introduction
Thermal spray was invented by M. U. Schoop in the early years of the 20th century. This technology has been developing continuously with many different thermal spray methods, and atmospheric plasma spraying (APS) is one of them. As shown in the schematic diagram of the APS process (Fig. 1), plasma-forming gases are introduced into the spray gun and converted to a plasma state in the presence of arc energy sources (Ref. 1). The inert gas stream plays the role of transporting the coating material (powder form) into the plasma jet where they are heated and pushed toward the substrate to form the plasma coating. The plasma exits the gun tip, and the trajectory of the material from the tip to the steel substrate is determined by the temperature and velocity of the transport gas (Ref. 2). The APS is a conventional method for creating different types of coatings, especially ceramic-based ones. Therefore, plasma spray is one of the techniques which are used widely in surface treatment. In practice, ceramic coatings made by APS have been used in many fields like aerospace, oil and gas, machinery, transportation, metallurgy, marine, and many other industries (Ref. 3,4,5,6,7,8). The ceramic composite coating protects the steel against corrosion by a shielding mechanism (Ref. 9,10,11,12). Thus, the porosity and the anti-corrosion protection characterization of the coating have been interested by scientists for years.

Schematic diagram of the atmospheric plasma spraying process [2]
Various works on the Al2O3-TiO2 coating indicated that the presence of TiO2 in the Al2O3 coating reduced porosity and enhanced anti-corrosion protection of the coating (Ref. 13,14,15). Sliding wear and corrosion behavior of Al2O3-13%TiO2 coating deposited by plasma spray were surveyed by W. Tian, A.F. Kanta et al. (Ref. 16, 17). In addition, Vargas et al. used the electrochemical impedance spectroscopy (EIS) to study the penetration mechanism of 3.5% NaCl salt solution into Al2O3-13%TiO2 coating (Ref. 18). As reported, Al2O3-13%TiO2 coating was fabricated with the smaller size of spraying powder (5–25 µm) having higher corrosion resistance than coating fabricated with the larger size of spraying powder (15-40 µm). For the Al2O3-TiO2 plasma-sprayed coatings with different TiO2 contents (0; 3%; 13%) on Al 6061 alloy substrate having a NiAl bond coat, Jia et al. indicated that when increasing the TiO2 content in the feedstock powder, the corrosion resistance of the coating also increased (Ref. 19). It is explained that the melting point of TiO2 is lower than Al2O3 leading to the fact that TiO2 can disperse easily into the Al2O3 matrix during spraying. Thus, these TiO2 phases act as a sealant for sealing the hole, reducing stress and cracks. J. Sure et al. demonstrated also that the increase of TiO2 content in the feedstock powder reduces the melting temperature of the aluminum-titanium coating, and there is a linear tendency to decrease porosity and improve the fracture toughness of the coating. The 60/40 mixes' porosity is lower than in other compositions (i.e., 97/3 and 87/13) (Ref. 20). Many follow-up studies are also more complete studies for the Al2O3-40TiO2 coating fabricated by APS (Ref. 21,22,23,24,25,26,27,28,29).
In 1997, E. M. Leivo et al. treated the porosity of the Al2O3 and Cr2O3 coatings by sealing with aluminum phosphate. As reported in research results, the corrosion resistance of the sealed coating with APP was better than the unsealed coating in both acidic and alkaline solutions with pH values varying from 0 to 10 (Ref. 30). In 2017, E. Vetrivendan et al. investigated the insulation resistance of plasma-sprayed alumina coating after sealing by APP (Ref. 31). The authors used 3 sealing solutions with the molar ratio P/Al of 3; 10; and 15 separately. After sealing, the insulation resistance of the coating increased up to 2 times with the P/Al molar ratio of 3 being the highest insulation resistance (~1013 Ω at room temperature). Besides, APP also enhanced both cross section hardness and sliding wear resistance of alumina coating due to the increase in its critical stress and reduction of its friction coefficient (Ref. 32). In particular, the authors found that APP could penetrate the entire depth of 250 µm through the sprayed coating with covering 93% porosity.
On the other hands, Al2O3 nanoparticles have been widely used as nano-fillers for ceramics, coatings, rubber, and plastic industries (Ref. 33). As reported, an addition of a small amount of nano-Al2O3 (0.05-0.3 wt.%) into the alkyd-based waterborne coating matrices increased significantly their corrosion resistance, mechanical properties, and UV resistance (Ref. 34). Moreover, nano-Al2O3 also enhanced hardness without affecting the liquidity, recoating, and brightness of coatings. Ali et al. used nano-Al2O3 to modify the property of the asphalt binder (Ref. 35). According to the authors, adding nano-Al2O3 at an amount of 5 wt.% enhanced the penetration and softening point of the asphalt binder. In the case of the thermal spraying coatings, nano-Al2O3 was mixed with spraying materials to increase both hardness and erosion abrasion resistance of HVOF sprayed (Ref. 34) or flame-sprayed (Ref. 36) NiCrBSi coatings.
Thus, a combination of APP sealant and Al2O3 nanoparticles is expected to positively affect thermal spraying coatings. On this basis, in 2015, F. Shao et al. published a study on the penetration of APP containing nano-Al2O3 into the Cr2O3-Al2O3 composite ceramic coating (Ref. 37). The obtained experimental results demonstrated that APP has penetrated deeply into the coating at a depth of about 90 μm from the surface. Approximately 89% of the open pores in the Cr2O3-Al2O3 coating were sealed by APP; thus, the anti-corrosion protection of the coating was greatly enhanced. At this time, our works were the first ones using both APP and nano-Al2O3 to treat the porosity of thermal spraying coatings. In the previous works (Ref. 38, 39), we reported the permeability of the APP containing nano-Al2O3 (100-150 nm) for the Al2O3-40TiO2/NiCr coating system. The results showed that APP could penetrate the coating by a depth of ~70 µm.
In this study, the influence of the Al2O3 nanoparticles with a smaller size on the microstructure, the porosity, and erosion-corrosion resistance of the Al2O3-40TiO2 coating was investigated. Since the smaller size of particles should have better penetration depth, so we used APP containing 1 wt.% nano-Al2O3 (~10 nm). The Cr3C2-25NiCr coating with the adhesion of about 60 MPa was chosen as a bond coat before applying the Al2O3-40TiO2 top coat (Ref. 40). In addition, the Cr3C2-25NiCr bond coat with a good corrosion resistance due to the presence of the NiCr alloy is expected to improve the corrosion protection ability of the Al2O3-40TiO2 coating for the steel substrates. This is also a new point as compared to the previously published studies.
Experimental
Material Preparation
In this work, SS400 carbon steel of dimension 50x50x5 mm with a chemical composition of 0.15% C, 0.13% Si, 0.45% Mn, 0.02% P, 0.03% S, and 99.2% Fe was selected as substrate material. SS400 defined in the standard JIS G3101 is a hot-rolled general structural steel widely utilized in the fabrication of ships, homes, bridges, etc. Steel products made of SS400 carbon steel are popular for proper tensile strength and toughness, good plasticity, welding performance, and processing property. Cr3C2-25NiCr powder with the chemical composition of 10% C, 0.5% Si, 21.5% Ni and a balance of Cr was used as bond coat material. Al2O3-40TiO2 powder was used for top coat deposition. Both the powders were supplied from Wisdom Co. Nano-Al2O3 was supplied from Shanghai Aladdin Biochemical Technology Co., Ltd., with the commercial name of Aladdin.
Coating Application
Before the spraying, the surfaces of SS400 carbon steel substrate were cleaned in an ultrasonic vibrating bath with acetone, dried in a vacuum oven at 80 °C and then grit blasted with corundum (with a grain size of 0.8-1.2 mm). The grit blasting parameters were as follows: grit blasting distance of 100 mm, blasting angle of 90°, and blasting pressure of 8 bar. The Al2O3-40TiO2 top coat and Cr3C2-25NiCr bond coat with the chemical compositions listed in Table 1 were prepared by plasma spray equipment Tafa 3710-PRAXAIR (US) with the technical parameters as shown in Table 2.
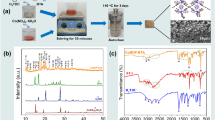
Aluminum phosphate preparation
APP was prepared from the solution of phosphoric acid (85% H3PO4) and aluminum hydroxide Al(OH)3 powder diluted with about 20 wt.% of deionized water. The ratio of Al(OH)3 and H3PO4 was 1:4.2 by weight corresponding to the molar ratio P/Al of 3. The solution mixture was stirred and slowly heated to 115 °C under magnetic stirring until the time it became clear. Then, 20 wt.% deionized water was added to the mixture. APP has a viscosity of 72.15 s (measured by a BZ-4 type funnel), density of 1.631 g/ml. Thereafter, 1 wt.% nano-Al2O3 was added to APP and constantly magnetic stirred for 24 hours for better dispersion of the sealant. The APP sealant containing nano-Al2O3 was labeled as APPN.
Impregnation for the Coating
The Al2O3-40TiO2/Cr3C2-25NiCr (CNAT) coating samples were immersed into APP and APPN for 5 hours. Then, the sealed coatings were heat-treated to 400°C according to the thermal process given in Fig. 2. Samples labeling is presented in Table 3.

Heat treatment diagram
Coatings Characterization
The microstructure of the coatings was studied using a scanning electron microscope SM-6510LV.
The phase composition was investigated by x-ray diffraction (XRD EQUINOX 5000) at 25 °C with Cu-Kα radiation, 2θ angle scanning from 0.108° to 119.822°, a step width of 0.02°.
The corrosion behavior was determined by potentiodynamic polarization measurement in 3.5% NaCl solution using the VSP-300 multi-channel potentiostat/galvanostat (Bio-Logic Science Instruments, France). The electrochemical test was performed in a three-electrode system using a platinum plate as a counter electrode, an SCE as a reference electrode, and the coating sample as the working electrode (with a surface area of 1 cm2). The polarization curves were obtained at a scan rate of 0.167 mV/s and a scan range of − 250 mV to 250 mV/SCE around the open circuit potential (EOCP) (Ref. 41). Electrochemical impedance spectroscopy (EIS) of the coating samples was measured in 3.5% NaCl solution with the specific parameters as following: the frequency range of 105-10-2 Hz; 7 points/decade; potential amplitude ∆E = 5 mV (Ref. 42, 43). The test was acquired at EOCP.
In addition, the erosion-corrosion resistance of the coatings was tested in 3.5 wt.% NaCl solution containing 0.25 % SiO2 solid grains at room temperature for 168 hours, applying a rotation speed of 2000 rpm (15 m/s) (Figs. 3 and 4). The change in appearance on the sample surfaces was observed with time during the erosion-corrosion test.

The erosion-corrosion test system

Design drawing of the erosion-corrosion test system: 1—Chemical container; 2— Testing samples; 3—Centrifugal rotation
Results and Discussion
SEM of Powders
The structural morphology image of Cr3C2-25NiCr powder of the bond coat shown in Fig. 5 demonstrated a spherical shape with an average particle size in a range of 30-40 μm. Meanwhile, the SEM image of Al2O3-40TiO2 top coat powder presents a polygonal structure with an average particle size of − 45 μm + 15 μm (Fig. 6).

SEM image of Cr3C2-25NiCr powder

SEM image of Al2O3-40TiO2 powder
TEM of Nano-Al2O3
The structural morphology of the aluminum oxide nanoparticles in APP solution was determined on the TEM image (Fig. 7). The analysis results showed that the nano-aluminum oxide was in rod form with a size of up to 12 nm. In addition, the nano-Al2O3 tended to stick together to form clusters. Therefore, the Al2O3 nanoparticles should be evenly dispersed in APP solution.

TEM image of aluminum oxide nanoparticles
Phase Analysis
The XRD spectra of the bond coat and feedstock powder Cr3C2-25NiCr shown in Fig. 8 show that Cr3C2-25NiCr powder mainly consisted of two main phases such as Cr3C2 and Ni. Typical diffraction peaks of Cr did not appear in the XRD pattern of the spray powder. This is explained by Cr in amorphous form or transformed into Cr3C2 phase in the process of making Cr3C2-25NiCr powder. The phase composition of crystals Cr23C6 (cubic), Cr7C3 (hexagonal), Ni (cubic), Cr (cubic), and γ-FeNi (cubic) was found for the bond coat Cr3C2-25NiCr. The Cr23C6 (cubic), Cr7C3 (hexagonal), Ni (cubic), Cr (cubic), and γ-FeNi (cubic) crystal phases were found in Cr3C2-25NiCr coating. Meanwhile, the Cr3C2 phase in Cr3C2-25NiCr powder was not found in this coating. This suggested that the Cr3C2 phase was transformed into Cr7C3 and Cr23C6 phases in the Cr3C2-25NiCr coating (Ref. 44, 45):

XRD spectra of Cr3C2-25NiCr powder and coating
7/5 Cr3C2 3/5 Cr7C3 + C
Cr3C2 + 5/14 O2 3/7 Cr7C3 + 5/7 CO
4Cr3C2 + 13 O2 6 Cr23C6 + 8 CO
In fact, the spraying process took place in the air at high temperatures, and so some chemical reactions could occur that decomposed the original phases and formed new ones. The FeNi intermetallic phase was detected in the Cr3C2-25NiCr bond coat. The appearance of this phase proved that the high temperature during the spraying process is the reason for the interaction between the Cr3C2-25NiCr bond coat with the steel surface. The formation of the intermetallic phase in the coating has contributed to the increased adhesion of the coating to the steel substrate. The research results of Zhang et al. showed that in addition to the Cr3C2, Cr7C3, and Ni phases in the coating as mentioned above, there are also phases such as Cr2O3, NiCr, CrO4, and CrC. In addition to the FeNi intermetallic phase, the NiCr alloy phase present in the coating also contributes to the high bonding strength of the coating as well as the ability to adhere to the steel substrate (Ref. 46).
Figure 9 shows the XRD patterns of the Al2O3-40TiO2 feedstock powder and coating. As shown in this figure, Al2O3-40TiO2 powder mainly consisted of crystal phase Al2.04Ti0.96O5 (orthorhombic). There are also several phases like TiO2 (tetragonal), γ-Al2O3 (cubic), and Al2O3 (triclinic). The TiO2 phase was not detected on the coating surface. This may be due to a fact that TiO2 was dissolved in γ-Al2O3 to form Al2TiO5 solid solution during plasma spraying of Al2O3-40TiO2.

XRD spectra of Al2O3-40TiO2 power and coating
Cross-Sectional Study of the Coating System
As shown in Fig. 10, CNAT coating has a total thickness of approximately 400 µm. The bond coat is Cr3C2-25NiCr with a thickness of about 100 µm, and the thickness of the Al2O3-40TiO2 top coat is about 300 µm. SEM image of the cross-sectional microstructure of the coating with a magnification x1000 showed the characteristic structure of the Al2O3-40TiO2 coating including (Ref. 45):
-
A is the rich region of Al element which is characteristic for the composition of the Al2O3 compound.
-
B is the pores region with high oxygen element content.
-
C and D regions have many Ti elements corresponding to TiO2 in the coating and unmelted spray powder.
-
E is the region rich in Cr.
-
F is the region rich in Al corresponding to the completely unmelted spray powder.

SEM cross section image of CNAT coating (x80)
From the cross-sectional analysis of sprayed coatings (Fig. 11), the porosity values of the AT, ATP, and ATPN samples represent 9.5±0.5%; 6.0±0.5%; 4.5±0.5%, respectively. Thus, the porosity of AT sample was the highest. In comparison with the ATP sample, the porosity value of the ATPN sample was significantly lower. The presence of aluminum oxide nanoparticles reduced the shrinkage of APP leading to an increase in sealing efficiency for the CNAT coating.

SEM cross-sectional image of coating samples (x500)
Characterization of Sealed Coating with APP
Potentiodynamic Polarization
The slopes of the anodic (βa) and cathodic (βc) branches polarity curves are determined at a point on the polarization curve with a distance of not less than 50 mV from the corrosion potential for minimal error (Ref. 47). Cathodic polarization often characterizes mass transitions when βc has a high value (Ref. 48).
Figure 12 showed potentiodynamic polarization curves of the coating samples. The corrosion potential (Ecorr) values and the corrosion current density (Icorr) obtained from these curves by Tafel fitting using EClab software are listed in Table 3. Electrochemical parameters Ecorr and Icorr of the samples were determined according to the expression of Stern–Geary (Ref. 47):
where B is the Stern–Geary constant determined from the slopes of the anodic (βa) and cathodic (βc) branches, and Rp is the polarization resistance determined from electrochemical impedance spectroscopy (EIS).

Polarization curves of different coating samples in 3.5 wt.% NaCl solution
Sealing efficiency (Si) was assessed by the percentage of the treated open pores as the following equation (Ref. 37):
\(S_{i} = \frac{Icorr}{{I_{CA} }}.100\%\)
where ICA is the corrosion current density of the unsealed coating sample.
Potentiodynamic polarization study indicated that the corrosion rate of ATP and ATPN samples was about 3-4 times lower than that of AT sample. The corrosion density of the ATP sample was 9.193 A/cm2, i.e., higher than that of the ATPN, which was 6.427 A/cm2. The sealing efficiency of sample ATPN is also better than that of ATP, about 81% with ATPN and 62% with ATP. This proved that the presence of aluminum oxide nanoparticles increased the corrosion protection of the sprayed coating.
Electrochemical Impedance Spectroscopy
Nyquist diagrams of the samples are shown in Fig. 13. The Nyquist diagram of the coatings consisted of two incomplete semicircles, with the first small semicircle represents the resistance of the electrolyte and the big second one represents the impedance of the coating (Ref. 49). The increase in the radius of the semicircle indicated the increase in impedance as well as the corrosion resistance of coatings in the neutral electrolyte. As can be observed in Fig. 13, the radius of the second semicircle increases gradually in order of SS400 < AT < ATP < ATPN sample.

Nyquist plots of the coatings in 3.5 wt.% NaCl
Therefore, the sealed coating with APP containing nano-aluminum oxide ATPN gave the highest protection potential that confirmed the effectiveness of the nanoparticles in enhancing the corrosion resistance of the coatings. When the coating was immersed in APP containing nano-aluminum oxide for 5 hours, this sealant penetrated deep into the coating and sealed the pores and defects. The permeability of APP under different conditions will be clarified in other studies of our research team. The permeation process of APP containing aluminum oxide nanoparticles into the Cr3C2-NiCr/Al2O3-TiO2 duplex coating system may be described in Fig. 14. As mentioned above, the nano-aluminum oxide contained in the APP has contributed to reducing the dryness and shrinkage of the APP after heat treatment due to the filling and occupancy of the Al2O3 nanoparticles. The water content in the capillary of the APP containing Al2O3 nanoparticle-sealed samples was less than that of the APP-sealed samples. Therefore, APP containing nano-Al2O3 has a better filling of pores and defects than APP and increases the corrosion protection of the coating.

Simulation of the penetration process of APP containing nano-aluminum oxide into the coating
The Nyquist plots allow the determination of corrosion parameters such as the polarization resistance Rp which characterizes the corrosion resistance of the coating through the magnitude of the semicircular arc at low frequencies (Ref. 49).
It can be seen that the ATPN sample has the highest polarization resistance Rp, while the Rp of the AT sample has the lowest value. This indicates that the ATPN coating has better corrosion resistance than the AT and ATP coatings. A.V. Pinzón et al. reported that Bode plots give more information regarding the corrosion resistance of coatings than Nyquist plots because frequencies are more clearly represented (Ref. 41). The impedance modulus |Z| measured at the lowest frequency (0.01 Hz) characterizes the polarization resistance Rp of the coating (Ref. 41). Figure 15 shows the EIS Bode plots for various types of coatings. Electrochemical impedance spectroscopy (EIS) results showed that at the low frequencies (0.1 Hz - 0.01 Hz), the impedance modulus |Z| values of the ATPN sample were higher than that of both ATP and AT samples. These findings indicated that in the penetrated treatment of CNAT coating, the presence of Al2O3 nanoparticles in the APP significantly enhanced the corrosion protection for steel substrate. Figure 15b presents Bode plots of the relationship between frequency and phase which gives information about the corrosion occurring at the boundary between the coating and the steel substrate when the electrochemical impedance spectrum is measured in the low-frequency range (0.1 Hz - 0.01 Hz). Results showed that at the smallest frequency (0.01 Hz), the phase angle of the coating samples measured has little difference (θ0.01Hz ≈ 25°). It shows that the 3.5% NaCl solution can penetrate deep into the steel substrate for all three coating samples through pores and defects (Table 4).

Bode plots of the coatings in 3.5 wt.% NaCl
Permeability of APP and APP Containing Nano-Al2 O 3
To evaluate the permeability efficiency, we assessed the presence of element phosphorus (P) along with the coating thickness by EDS analysis. The cross-sectional images of the coating and the checkpoints for the presence of element phosphorus are shown in Fig.16. P content distribution is shown in Tables 5 and 6.

SEM cross-sectional images of the coatings
The obtained data showed that the P content in the ATPN sample is lower than that of the ATP. This can be explained by the occupancy of nano-Al2O3 in the capillaries. However, the penetration depth in both samples was similar, about 300 µm. For comparison, a penetration depth of ~70 µm was reported for the APP containing nano-Al2O3 (100-150 nm) when sealing Al2O3-40TiO2/NiCr coating system in our previous works (Ref. 38, 39).
Erosion-Corrosion Test
The erosion-corrosion test of the coatings has been carried out using our customized erosion-corrosion test system (Fig. 3 and 4). This customized unit was self-designed and manufactured in reference to other works (Ref. 50,51,52,53,54).
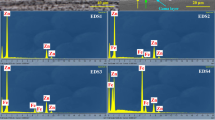
Our previous research showed that APP after being heat-treated according to the diagram described in Fig. 2 would form the phases such as Al(PO3)3(Cubic) and Al2O6P18 (Monoclinic) (Ref. 55). These phases formed after penetration and heat treatment have contributed to the reduction of porosity and the increase in corrosion protection of the coating. Figure 17 presents the surface photos of the coating samples taken during the erosion-corrosion test. Data from the erosion-corrosion test indicated that after 72 hours of testing, red rust spots began to appear on the surface of the AT and ATP samples, while until 168 hours of testing, the rust phenomena have not occurred in the ATPN coating sample. These results also confirmed that the erosion-corrosion resistance of sealed Cr3C2-NiCr/Al2O3-TiO2 coating with APP containing Al2O3 nanoparticles was higher than that of the sealed coating with the APP without Al2O3 nanoparticles.

The surface appearance of the coating samples during the erosion-corrosion test
Conclusions
Atmospheric plasma spraying (APS) was used to fabricate the Cr3C2-NiCr/Al2O3-TiO2 (CNAT) coating. After spraying, the coatings were sealed by APP with or without Al2O3 nanoparticles (~10 nm). Our main findings are as follows:
-
The porosity of the CNAT coating sealing with APPN is significantly lower than that of sealing with APP (without nano-Al2O3). Sealing efficiency could be evaluated by the percentage of the treated open pores in the coating. The obtained results show that over 80% of the open pores in the coating were sealed/closed by APPN (containing nano-Al2O3). Whereas, when sealing with APP (without nanoparticles), the sealing efficiency for the coating was only 60%.
-
When immersed in 3.5% NaCl solution, the corrosion rate of the coating sealed with APPN (containing nano-Al2O3 ) was 4 and 1.5 times lower than the unsealed and sealed with APP (without nano-Al2O3), respectively.
-
As compared to the CNAT sealed by APP (without nano-Al2O3), the post-treatment with APPN (containing nano-Al2O3) provided better workability in the erosion-corrosion environments.
References
S. Shang, B. Guduri, M. Cybulsky and R.C. Batra, Effect of Turbulence Modulation on Three-Dimensional Trajectories of Powder Particles in a Plasma Spray Process, J. Phys. D Appl. Phys., 2014, 47(40), 405206. https://doi.org/10.1088/0022-3727/47/40/405206
B. Guduri, M. Cybulsky, G.R. Pickrell and R.C. Batra, Adaptive Process Control for Achieving Consistent Particles’ States in Atmospheric Plasma Spray Process, SN Appl. Sci., 2021, 3, p 294. https://doi.org/10.1007/s42452-021-04296-y
R.C. Tucker Jr., ASM International, 5 - Surface Engineering (Ohio, 2004), p 497
T.J. Steeper, et al., ASM International - Thermal Spray Coatings: Properties, Processes and Applications, Proc 4th National Thermal Spray Conference, Pittsburgh, Pennsylvania, Ohio, 1991, p 13
J.R. Davis, et al., ASM International, 9 - Metallography and Microstructures, (Ohio, 2004), p 1038
J. Sebastian, A. Scaria and D.G. Kurian, Development and Characterization of Alumina Coating by Atmospheric Plasma Spraying, Appl. Mech. Mater., 2018, 877, p 104–109.
M. Gell, E.H. Jordan, Y.H. Sohn, D. Goberman, L. Shaw and T.D. Xiao, Development and Implementation of Plasma Sprayed Nanostructured Ceramic Coatings, Surf. Coat. Tech., 2001, 146–147, p 48–54.
Z. Znamirowski, L. Pawlowski, T. Cichy and W. Czarczynski, Low Macroscopic Field Electron Emission from Surface of Plasma Sprayed and Laser Engraved TiO2, Al2O3 + 13TiO2 and Al2O3 + 40TiO2 Coatings, Surf. Coat. Tech., 2004, 187(1), p 37–46.
K.A. Habib, J.J. Saura, C. Ferrer, M.S. Damra, E. Giménez and L. Cabedo, Comparison of Flame Sprayed Al2O3/TiO2 Coatings their Microstructure, Mechanical Properties and Tribology Behavior, Surf. Coat. Tech., 2006, 201(3–4), p 1436–1443.
T. Bhatia, A. Ozturk, L. Xie, E.H. Jordan, B.M. Cetegen, M. Gell, X. Ma and N.P. Padture, Mechanisms of Ceramic Coating Deposition in Solution-Precursor Plasma Spray, J. Mater. Res., 2002, 17, p 2363–2372.
Y. Wang, W. Tian, T. Zhang and Y. Yang, Microstructure, Spallation and Corrosion of Plasma Sprayed Al2O3-13%TiO2 Coatings, Corr. Sci., 2009, 51(12), p 2924–2931.
D. Yan, J. He, X. Li, Y. Liu, Y. Dong and H. Liu, The Corrosion Behavior of Plasma-Sprayed Ni/Al-Al2O3 and Ni/Al-Al2O3+13 wt.% TiO2 Graded Ceramic Coatings in 5% HCl Solution, Surf. Coat. Tech., 2003, 176(1), p 30–36.
J. Zhang, J. Hey, Z. Dong, X. Li and D. Yan, Microstructure and Properties of Al2O3-13% TiO2 Coatings Sprayed USING nanostructured Powders, Rare Met., 2007, 26, p 391–397.
R. Yilmaz, A.O. Kurt, A. Demir and Z. Tatll, Effects of TiO2 on the Mechanical Properties of the Al2O3-TiO2 Plasma Sprayed Coating, J. Eur. Ceram. Soc., 2007, 27, p 1319–1323.
M. Wang and L.S. Leon, Effects of the Powder Manufacturing Method on Microstructure and Wear Performance of Plasma Sprayed Alumina-Titania Coatings, Surf. Coat. Tech., 2007, 202, p 34–44.
W. Tian, Y. Wang, T. Zhang and Y. Yang, Sliding Wear and Electrochemical Corrosion Behavior of Plasma Sprayed Nanocomposite Al2O3-13%TiO2 Coatings, Mater. Chem. Phys., 2009, 118(1), p 37–45.
A.F. Kanta, M.P. Planche and G. Montavon, Electrochemical Characterisations of Al2O3-13%TiO2 Coated by Atmospheric Plasma Spray, Plasma Chem. Plasma Process., 2021, 31, p 867–877.
F. Vargas, H. Ageorges, P. Fauchais, M.E. López and J.A. Calderon, Permeation of Saline Solution in Al2O3-13wt.% TiO2 Coatings Elaborated by Atmospheric Plasma Spraying, Surf. Coat. Tech., 2013, 220, p 85–89.
S. Jia, Y. Zou, J. Xu, J. Wang and L. Yu, Effect of TiO2 Content on Properties of Al2O3 Thermal Barrier Coatings by Plasma Spraying, Trans. Nonferrous Metals Soc. China, 2015, 25(1), p 175–183.
J. Sure, A.R. Shankar, B.N. Upadhyay and U. Kamachi Mudali, Microstructural Characterization of Plasma Sprayed Al2O3-40 wt.% TiO2 Coatings on High Density Graphite with Different Post-Treatments, Surf. Coat. Technol., 2012, 206, p 4741–4749.
H. Luo, P. Song, A. Khan, J. Feng and J.S. Lu, Alternant Phase Distribution and Wear Mechanical Properties of an Al2O3-40wt%TiO2 Composite Coating, Ceram. Int., 2017, 43(915), p 7295–7304.
H. Luo, P. Song, A. Khan, J. Feng and J.S. Lu, Effects of the Metal-Ceramic Transition Region on the Mechanical Properties and Crack Propagation Behavior of an Al2O3-40wt% TiO2 Coating, Surf. Coat. Technol., 2017, 32(115), p 200–212.
J.J. Kang, B.S. Xu, H.D. Wang and C.B. Wang, Influence of Spraying Parameters on the Microstructure and Properties of Plasma-sprayed Al2O3/40%TiO2 Coating, Phys. Procedia, 2013, 50, p 169–176.
T.S. Rajesh and R.V. Rao, Experimental Investigation and Parameter Optimization of Al2O3-40% TiO2 Atmospheric Plasma Spray Coating on SS316 Steel Substrate, Mater. Today Proc., 2018, 5(2–1), p 5012–5020.
K. Yang, J. Li, Q. Wang, Z. Li, Y. Jiang and Y. Bao, Effect of Laser Remelting on Microstructure and Wear Resistance of Plasma Sprayed Al2O3-40%TiO2 Coating, Wear, 2019, 426–427(A), p 314–318.
S. Mehar, S.G. Sapate, N. Vashishtha, A. Rathod and P. Bagde, Investigation on Structural, Mechanical and Tribological Properties of Plasma Sprayed Al2O3-40%TiO2 Coating, Mater. Today Proc., 2015 https://doi.org/10.1016/j.matpr.2020.07.549
A. Richter, L.M. Berger, Y.J. Sohn, S. Conze, K. Sempf and V. Robert, Impact of Al2O3-40 wt.% TiO2 Feedstock Powder Characteristics on the Sprayability, Microstructure and Mechanical Properties of Plasma Sprayed Coatings, J. Eur. Ceram. Soc., 2019, 39(16), p 5391–5402.
H. Luo, P. Song, A. Khan, J. Feng, J.J. Zang, X.P. Xiong, J.G. Lü and J.S. Lu, Alternant Phase Distribution and Wear Mechanical Properties of an Al2O3-40 wt%TiO2 Composite Coating, Ceram. Int., 2017, 43(9), p 7295–7304.
K.G. Girisha, K.V.S. Rao and C.D. Prasad, Slurry Erosion Resistance of Martenistic Stainless Steel with Plasma Sprayed Al2O3-40%TiO2 Coatings, Mater. Today Proc., 2018, 20(2), p 7388–7393.
E.M. Leivo, M.S. Vippola, P.P.A. Sorsa, P.M. Vuoristo and T.A. Mantyla, Wear and Corrosion Properties of Plasma Sprayed Al2O3 and Cr2O3 Coatings Sealed by Aluminum Phosphates, J. Therm. Spray Tech., 1997, 6(2), p 205–210.
E. Vetrivendan, G. Thendral, A. Ravi Shankar, C. Mallika and U. Kamachi Mudali, Aluminum Phosphate Sealing to Improve Insulation Resistance of Plasma - Sprayed Alumina Coating, Mater. Manuf. Process., 2017, 32(12), p 1435–1441.
Q. Wang, C.S. Ramachandran, G.M. Smith and S. Sampath, Sliding Wear Behavior of Air Plasma Sprayed Al2O3 Coatings Sealed with Aluminum Phosphate, Tribol. Int., 2017, 116, p 431–439.
L. Chen, F. Chenli, Z. Luo and Y. Xin, Study of Nano-Alumina Impact on the Performance of a CaCO3-Epoxy Composite Coating, Nanomater. Nanotechnol., 2016 https://doi.org/10.5772/63786
A.S. Praveen and A. Arjunan, Effect of Nano-Al2O3 Addition on the Microstructure and Erosion Wear of HVOF Sprayed NiCrSiB Coatings, Mater. Res. Express, 2019 https://doi.org/10.1088/2053-1591/ab5bda
S.I. Albrka Ali, A. Ismail, N.I.M. Yusoff, N.A. Hassan and A.N.H. Ibrahim, Characterization of the Performance of Aluminum Oxide Nanoparticles Modified Asphalt Binder, J. Teknologi Sci. Eng., 2016, 78(4), p 91–96.
K.A. Habib, D.L. Cano, C.T. Caudet, M.S. Damra, I. Cervera, J. Bellés and P. Ortells, Influence of Al2O3 Particle Size on Microstructure, Mechanical Properties and Abrasive Wear Behavior of Flame-Sprayed and Remelted NiCrBSi Coatings, J. Mate. Eng. Perform., 2017, 26, p 1647–1656.
F. Shao, K. Yang, H. Zhao, C. Liu, L. Wang and S. Tao, Effects of Inorganic Sealant and Brief Heat Treatments on Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic Coatings, Surf. Coat. Tech., 2015, 276, p 8–15.
P.T. Ha, P.T. Ly, N.V. Tuan and L.T. Quy, Effects of Aluminum Phosphate Sealant Containing Al2O3 Nanoparticles on the Corrosion Protective Resistance Ability of the Al2O3-TiO2 Plasma Sprayed Coating in NaCl Media, Viet. J. Chem., 2017, 55(5e12), p 49–53.
P.T. Ha, P.T. Ly, N.V. Tuan, V.A. Quan and L.T. Quy, Effects of Aluminum Phosphate Sealant Containing Al2O3 Nanoparticles on the Hardness and Wear Resistance of the Al2O3-TiO2 Plasma Sprayed Coating, Viet. J. Sci. Tech., 2017, 55(6), p 698–705.
N.V. Tuan, A.N. Tuan, L.T. Quy and P.T. Ha, Influence of Plasma Spraying Parameters on Microstructure and Corrosion Resistance of Cr3C2-25NiCr Cermet Carbide Coating, Anti-Corros. Methods Mater., 2019, 66(3), p 336–342.
A.V. Pinzóna, K.J. Urregoa, A.G. Hernándeza, M.R. Ortiza and F.V. Galvis, Corrosion Protection of Carbon Steel by Alumina-Titania Ceramic Coatings, Used for Industrial Applications, Ceram. Int., 2018, 44, p 21765–21773.
M.E. Aalamialeagha, S.J. Harris and M. Emamighomi, Influence of the HVOF Spraying Process on the Microstructure and Corrosion Behaviour of Ni-20%Cr Coatings, J. Mater. Sci., 2003, 38, p 4587–4596.
Y. Wang, S.L. Jiang, Y.G. Zheng, W. Ke, W.H. Sun and J.Q. Wang, Effect of Porosity Sealing Treatments on the Corrosion Resistance of High-Velocity Oxy-Fuel (HVOF) - Sprayed Fe-Based Amorphous Metallic Coatings, Surf. Coat. Tech., 2011, 206, p 1307–1318.
M. Magnani, P.H. Suegama, N. Espallargas, C.S. Fugivara, S. Dosta, J.M. Guilemany and A.V. Benedetti, Corrosion and Wear Studies of Cr3C2NiCr - HVOF Coatings Sprayed on AA7050 T7 Under Cooling, J. Therm. Spray Tech., 2009, 18(3), p 353–363.
Q. Liu et al., Tribological behavior of SAPS sprayed Al2O3-TiO2 and NiCr-Cr3C2 coatings under severe load conditions, Surf. Coat. Tech., 2019, 370, p 362–373.
L. Zhang and J.B. Hou, Study of Microstructure and Phase of Plasma Sprayed Cr3C2-NiCr Coating Before and After the Sparking Plasma Sintering, Phys. Procedia, 2013, 50, p 293–296.
K.B. Oldham and F. Manfeld, On the So-Called Linear Polarization Method for Measurement of Corrosion Rates, Corrosion, 1971, 27(10), p 434–435.
E. McCafferty, Introduction to Corrosion Science, Springer, New York, 2010.
ZPlot for windows, Electrochemical impedance software operational manual, 2001, p 1–10
Z. Ahmad, Principles of corrosion engineering and corrosion control, 2006 https://doi.org/10.1016/B978-075065924-6/50013-1
S.S. Rajahram, T.J. Harvey and R.J.K. Wood, Erosion-Corrosion Resistance of Engineering Materials in Various Test Conditions, Wear, 2009, 267, p 244–254.
J.H. Boy, A.K.P. March, P. Willis, and H. Herman, Cavitation- and erosion-resistant thermal spray coatings, USACERL Technical Report 97/118, (1997)
N.P. Abbade and S.J. Crnkovic, Sand Water Slurry Erosion of API. 5L X65 Pipe Steel as Quenched From Intercrid Temperature, Tribol. Int., 2000, 33, p 811–816.
Q. Fang, H. Xu, P.S. Sidky and M.G. Hocking, Erosion of Ceramic Materials by Sand/Water Slurry Jet, Wear, 1999, 224, p 183–193.
N.V. Tuan, L.T. Quy, A.N. Tuan, L.Q. Cuong, P.T. Ly, P.T. Ha and D.T.M. Thanh, Arc Thermal Spray NiCr20 Alloy Coating: Fabrication, Sealant, Heat Treatment, Wear, and Corrosion Resistances, Int. J. Electrochem., 2019 https://doi.org/10.1155/2019/8796958
Acknowledgments
The work was supported by Vietnam National Foundation for Science and Technology Development (NAFOSTED) under grant number 104.03-2019.21 and the Institute of Tropical Technology, Vietnam Academy of Science and Technology (2019 annual research fund).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest regarding the publication of this paper.
Data Availability
The data used to support the findings of this study are available from the corresponding author upon request.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2021 International Thermal Spray Conference, ITSC2021, that was held virtually May 25-28, 2021 due to travel restrictions related to the coronavirus (COVID-19) pandemic. It has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Van Nguyen, T., Nguyen, T.A., Pham, H.T. et al. Sealing Treatment of Plasma-Sprayed Cr3C2-NiCr/Al2O3-TiO2 Coating by Aluminum Phosphate Sealant Containing Al2O3 Nanoparticles. J Therm Spray Tech 31, 269–281 (2022). https://doi.org/10.1007/s11666-021-01263-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-021-01263-2