
Abstract
With the aim of analyzing the post-deformation Recrystallization (PDRX) of 22MnB5 steel and the grain size evolution after hot forming of the sheet and using the BAEHR 805 A/D thermo-mechanical simulator, several isothermal stress relaxation tests were performed in a temperature range of 800 to 950 °C, a predeformation range of 0.4 to 0.8 and a strain rate range of 0.01 to 0.8 s−1. As a result of isothermal stress relaxation after deformation, PDRX kinetics can be described based on an Avrami equation as a function of temperature, degree of predeformation and strain rate. As the temperature increases, the recrystallization kinetics accelerates. The strain rate also has a positive influence on the fast PDRX. Predeformation has the opposite effect, as the consumption of stored energy occurred in predeformation process of relaxation tests. Furthermore, the microstructure evolution is described as a function of the predeformation parameters. The investigation of the microstructure after isothermal stress relaxation tests showed that the PDRX kinetics corresponds to the calculations. Furthermore, EBSD analysis helped to analyze the effects of certain stress relaxation conditions on the martensite morphology. The results indicate that a lower temperature and higher strain rate lead to fine martensite packages. In contrast, the martensite block width increases when applying higher strain rates.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Ultra-high strength steel parts manufactured by press hardening are increasingly attractive to the automotive industry, due to their better lightweight structure and energy savings without sacrificing crash performance (Ref 1). In press hardening, the quenchable steel sheets undergo a high temperature forming stage such as bending and drawing, followed by an in-die quenching stage. Due to the non-uniform temperature distribution resulting from the contact of the hot steel sheet with the cold die during the forming operation, the flow stress of the stamped sheet varies along the cup flange, wall and bottom. This causes a local deformation of the softer areas with high temperature, resulting in poorer deep drawability (Ref 2). Based on innovative servo press technology, a promising solution was proposed to expand the process limitations by combining a press hardening process with cushion-ram-pulsation (CRP) (Ref 3). Rapid in-die quenching and deep drawing with oscillatory motion at a low frequency (10-50 Hz) happen simultaneously (Ref 4). As a result of the stepwise forming operation, the austenitized blank is subjected to complex temperature, strain and strain rate histories during the whole forming stages. In this complex thermo-mechanical process, the quenchable steel sheets experience dynamic recovery (DRV), dynamic recrystallization (DRX), static recrystallization (SRX) as well as metadynamic recrystallization (MDRX) (Ref 5). When the strain introduced by previous forming steps exceeds the amount of critical strain for DRX and the quenchable sheets still remain at a high temperature, MDRX develops out of the growing grain nuclei which had been formed by DRX. When the introduced strain was lower than the critical strain, SRX occurs in the hot specimens after the deformation. As a result, the PDRX behavior significantly dominates the flow stress behavior and the grain size development during the short stops of the drawing tools. It is worth noting that the critical cooling rate for a particular composition is a function of the present austenite grain size. From this point of view, for a good design of the tool oscillation motion, it is essential to understand the microstructure evolution of the austenite during this novel combined forming technique.
Numerous studies on mechanism, kinetics and grain size evolution of PDRX for metals and alloys have been reported in previous studies (Ref 6,7,8,9). Zhang and Gourgues et al. (Ref 10) investigated the SRX and MDRX pattern and established corresponding kinetics of a hot-worked iron-nickel austenitic alloy. Lin et al. (Ref 11) further evaluated the impact of deformation parameters on the microstructural evolution during MDRX and developed a mathematical model to be able to predict the evolution of austenite grain size of hot-worked 42CrMo steel. Similarly, Chen et al. (Ref 12) obtained a model to describe the MDRX softening of 30Cr2Ni4MoV steel under hot deformation conditions during a multi-step compression, using the offset method for stress relief. With regard to the wide application of boron-containing microalloyed steels in part manufacturing and hot sheet forming, Mejía et al. (Ref 11) determined the connection between critical conditions of boron steels for the initiation of DRX and boron content. They also found that the critical strain (εc) for DRX decreases as the boron content increases. Xu et al. (Ref 5) investigated the DRX behavior of 22MnB5 boron steel and developed JMAK-type DRX kinetics by conducting an isothermal uniaxial compression test. However, investigations on microstructure development and kinetics modeling of PDRX for boron steel during hot-working still do not seem to be on the agenda.
In the present work, stress relaxation tests were used to investigate the PDRX behavior of 22MnB5 in the press hardening temperature range (800-950 °C). Compared to another mechanical testing technique for measuring the recrystallization fraction, the double hit test, stress relaxation test is characterized with the advantages of dramatically fewer experimental specimens as well as an efficient calculation of both recovery as well as recrystallization kinetics of hot-worked austenite (Ref 14). Consequently, the impact of the deformation temperature, strain rate and prestrain on PDRX behavior were discussed in detail. The stress relaxation is based on the true stress. The true stress was calculated from the compression test according to the approach mentioned in 5. Unfortunately, separating the PDRX mechanisms is not that simple and in many situations both SRX and MDRX will have a significant influence on the final microstructure. Thus, the SRX and MDRX kinetics was considered together as PDRX in this study. Based on the friction-corrected stress relaxation curves, JMAK-type PDRX kinetics and the corresponding microstructure evolution are established equations to predict the softening degrees and grain size, respectively. In addition, the effects of PDRX grains on the martensite morphology that formed after stress relaxation and quenching were further analyzed by an austenite reconstruction model using an EBSD analysis.
2 Experimental Procedure
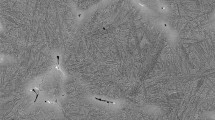
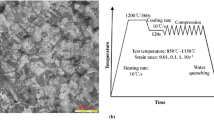
In this study, the commercial boron manganese steel 22MnB5 with the chemical composition (wt.%) given in Table 1 were used. After austenitization at 950 °C and right before deformation, the microstructure of 22MnB5 steel consists of equiaxial grains, as shown in Fig. 1(a) for the quenched state. No elongated grains from prior rolling processes are observed, which might influence the recrystallization process. The average grain size is 9.4 µm. Cylindrical specimens were machined with a longitudinal axis in rolling direction from a thick blank, with a diameter and height of 5 and 10 mm, respectively. In order to investigate the process of PDRX, stress relaxation tests were performed using the thermo-mechanical simulator BAEHR 805 A/D (shown in Fig. 1(b)) according to the diagram illustrated in Fig. 2(a). Here, the specimens were heated to 950 °C under vacuum with a rate of 3 K/s and soaked by 300 s for full austenitization. Then, the specimens were cooled quickly to their deformation temperature at 25 K/s and held at this temperature for 10 s to minimize the temperature gradient. After a precompression with a defined plastic strain and temperature, the specimens were kept in a fixed position, holding the anvils with strokes. The relaxed stress caused by the softening was recorded. The parameter set is based on the occurring temperatures, forming degrees and forming speeds of CRP technology with press hardening (Ref 3, 5, 19). Due to the process window of the austenitized parts during press hardening in the CRP process, four temperatures (950, 900, 850, 800 °C) and three different strain rates (0.01, 0.1, 0.8 s−1) were considered for the stress relaxation tests. In order to investigate the effect of predeformation on PDRX behavior, prestrain with values of 0.4, 0.6 and 0.8 were adopted. The investigated plastic strains are greatly above the critical strain for DRX reported in previous work (Ref 5). Most of them are above the transient SRX+MDRX area, which is discussed later. Subsequently, the relaxed specimens were quenched with argon under high pressure to achieve complete martensite transformation. All specimens were cut along the axial section and then etched with picric acid solution (280 mL deionized water, 5.5 g picric acid, 2 mL hydrochloric acid and 8.4 mL Teepol) to expose the previous austenite grain boundaries. The microstructure was then examined metallographically using a Zeiss Axio Vert.A1 MAT, and the average grain size were determined using the intercept method in accordance with ASTM E112. Finally, EBSD studies were performed using a Zeiss Gemini 1530 FEG-SEM equipped with an EBSD detector (Bruker e-FlashHR) to study the martensite microstructure. Grain maps were computed with a minimum grain boundary threshold of 3° using the MTEX (v 5.1.1) free texture and crystallography analysis toolbox. Deploying an algorithm for reconstructing the parent austenite grain (PAG) developed by Nyyssönen et al. (Ref 20), not only the prior austenite grain boundary, also called parent austenite grain boundary, but also the packet and block boundaries of the prevailing martensite were calculated.

(a) Microstructure of 22MnB5 steel after austenitization at 950 °C and subsequent quenching; (b) experimental set up

(a) Experimental procedure for stress relaxation tests, and (b) illustration of the method for a stress relaxation curve according to Karjalainen (Ref 21)
In this study, the method proposed by Karjalainen (Ref 21) was applied to determine the degree of post deformation softening during the stress relaxation tests. According to Karjalainen (Ref 21), the relative softening fraction (Xpdrx) caused by PDRX can be evaluated by the following equation:
Where Xpdrx is the fraction of PDRX (softening), σ is the true stress, t is the relaxation time after predeformation, σ1 and α1 as well as σ2 and α2 are the corresponding intercept and slope of the first and third linear stages of the stress relaxation curves, respectively (shown in Fig. 2b).
3 Results and Discussion
3.1 Stress Relaxation Curves
Typical stress relaxation curves with different deformation conditions of 22MnB5 are illustrated in Fig. 3. It was found that most curves exhibit the typical softening behavior as reported in previous studies (Ref 14, 21, 22), which underwent three main stages with an increase in relaxation time, i.e., the recovery stage (I), post deformation recrystallization stage (II) and grain growth stage (III). The true stress decreases in a near linear manner with a constant rate due to the creeping behavior and recovery of deformed austenite, until it immediately drops due to the softening effect caused by PDRX. Finally, the stress presents a second linear graph with a slow decrease, which is attributed to the termination of PDRX and occurring of new grain growth. Meanwhile, as shown in Fig. 3(a), it is obvious that the stress decreases with an increase in the deformation temperature under the same conditions of strain rate and prestrain and with a certain relaxation time. On the other hand, the true stress changes with increasing relaxation time in a different manner during different stages. In stage I and III, the stress level increases with the decrease in the prestrain, while the process is reverse when it comes to stage II, as shown in Fig. 3(b). A similar phenomenon is found in Fig. 3(c), where a higher strain rate leads to a higher-level stress in stage I and a faster stress drop in stage II.

Stress relaxation curves of 22MnB5 for different deformation conditions (a) different temperatures, (b) different prestrains, (c) different strain rates
It is obvious that a significant post deformation softening effect appears during the relaxation tests. As expected, with the increase in relaxation time, significant PDRX occurs, leading to a faster decline of stress due to the reduction in dislocations. Owing to DRX at the predeformation stage, a nucleus is generated and there are some grain boundaries migrating within the material. As deformation is stopped, these boundaries continue to migrate and the nucleus grows without the need for an incubation period. This contributes to the faster PDRX after deformation, but the softening rate resulting from recrystallization decreases with a further increase in relaxation time, as the new nucleus gradually turns into less dislocation material (Ref 23).
3.2 The Effect of Deformation Conditions on PDRX Behavior
Figure 4 illustrates the impact of deformation conditions on PDRX fraction of 22MnB5. The softening curves show a typical sigmoidal shape and the recrystallization fraction is accelerated with increasing relaxation time. The slope of the softening curves rapidly increases to the maximum at t0.5, which corresponds to Xpdrx = 50% volume fraction, and then gradually tends to become zero. It is obvious that the recrystallization curves of 22MnB5 follow the Avrami equation for different deformation conditions.

Softening curves for the PDRX fraction with changing deformation conditions (a) different temperature, (b) different strain rate, (c) different prestrain of 22MnB5
Figure 4(a) presents the PDRX fraction volume curves with varying deformation temperatures at a prestrain of 0.4 and a strain rate of 0.1 s−1. The volume of PDRX fraction grows with the increase in the deformation temperature from 850 to 950 °C. This reaction is due to the fact that the recrystallization process is activated thermally. Higher temperatures can accelerate the softening fraction in the interval from 800 to 950 °C (Ref 5).
Figure 4(b) illustrates the effects of the strain rates on the PDRX fraction volume at strain rates of 0.01, 0.1 and 0.8 s−1. The curves of softening fraction show that the PDRX volume increases with an increasing strain rate. Meanwhile, the t0.5 which corresponds to the strain rate of 0.8 s−1 is much smaller than for the lower strain rate of 0.01 s−1. This phenomenon occurred mainly due to the fact that the nucleus of recrystallization was promoted by stored energy in deformed specimens. The dislocation generation rate was accelerated and the dislocation density enhanced with a higher strain rate in the previous compression, which provided more nucleation sites for both SRX and MDRX during the stress relaxation. The softening fraction curves calculated from the tests under three different prestrains at a strain rate of 0.1 s−1 and deformation temperature of 900 °C are illustrated in Fig. 4(c). It shows that the PDRX fraction volume rises as the prestrain declines in a range from 0.4 to 0.8, if the relaxation times are the same. It has been pointed out that the recrystallization mechanism, including SRX, DRX and MDRX, is propelled by consuming the deformation energy of deformed material and forms the new homogeneous structure without any defects. Judging from a previous study (Ref 5), the strain of 0.8 is high enough to almost finish the DRX during the deformation process and consequently, dislocations stored in the deformed material are almost fully exhausted. Driving forces left for MDRX decrease with the increase in prestrain. A small prestrain is beneficial for the MDRX softening fraction when it exceeds the threshold of a critical value for DRX. In this case, SRX is the main factor which influence the softening behavior after predeformation. Compared to the influence of temperature and strain rate Fig. 4. (a+b), the influence of prestrain on PDRX in Fig. 4(c) is the weakest.
3.3 The SRX+MDRX to MDRX transition in PDRX
As already discussed in Ref 16, 17, 24, the PDRX effects can be divided into three sections. These are (1) static recrystallization when the degree of deformation does not exceed the critical degree of deformation εc, (2) a transient region of SRX+MDRX above εc up to ε* where both mechanisms occur, and (3) an MDRX-only region above ε*. The distinction of the transient region and an exclusive MDRX through ε* is difficult, as it is based on the finding (Ref 16) that SRX is strongly strain-dependent. MDRX, on the other hand, behaves largely independently of prestrain. The transition from the SRX+MDRX region to an exclusive MDRX can be described as the function of the time for 50 % recrystallization (t0.5) depending on the prestrain (16,17,18). If there is no degressive trend from t0.5 with increasing prestrain, the range is largely independent from prestrain and is defined as MDRX. Figure 5 shows the t0.5 in different stress relaxation tests. As it shown, for almost all temperatures and strain rates studied, the t0.5 time tends to slightly increase, except for the 850 °C / 0.8 s−1. The changes of t0.5 in the prestrain interval 0.4 to 0.8 range from ~2 s (950 °C / 0.8 s−1) to ~42 s (850 °C / 0.01 s−1), as can be seen in Fig. 5. The similar phenomenon was reported by Karjalainen and Perttula (Ref 25). Compared to the pronounced dependence of t0.5 on the predeformation at small strain region, this slight increase could be considered as the independent relationship between prestrain and t0.5. Under consideration of the approach by Jonas et al. (Ref 16) 3 out of 36 investigated parameter settings belongs to a transient area of SRX+MDRX. From this point of view, it could be concluded that the PDRX was mainly dominated by the MDRX mechanism.

Time for 50 % post deformation softening fraction (t0.5) as a function of the prestrain during a stress relaxation test for different temperatures and prior strain rate
Moreover, Table 2 (based on results of 5) shows the dynamically recrystallized fractions as a function of deformation temperature, strain rate after the strain of 0.4, 0.6 and 0.8. It was shown that in most of the parameters the DRX fraction was lower than 90%, which means the recrystallization following deformation of 0.4, 0.6 and 0.8 was either MDRX or the combination of SRX and MDRX. Based on the discussion above, it could be concluded that the PDRX considered in study was mainly dominated by the MDRX mechanism.
3.4 Modeling of PDRX Kinetics of 22MnB5
Generally, the softening kinetics for PDRX for alloys can be characterized by an Avrami type equation (Ref 27-29):
Where Xpdrx is the volume fraction of PDRX, Xp1 and Xp2 are the material dependent constants, and t0.5 is the time when Xpdrx reaches 50 %, which can be described as:
Where Tp1, Tp2 and Tp3 are the material constants, \(\overline{\varepsilon }\) and \(\dot{\overline{\varepsilon }}\) are the prestrain and strain rate, respectively. R is the gas constant (8.314 J/mol K), T is the absolute temperature (K), QTp is the apparent activation energy for recrystallization.
3.4.1 Determination of t 0.5
Calculating the logarithmic function of both sides of Eq 3, Eq 4 can be obtained:
After partial derivation of Eq 4, the material constants of 22MnB5 can be expressed as follows:
t0.5 for various deformation conditions is gained from the PDRX fraction volume curves of tests and was substituted into Eq 5, 6 and 7. As shown in Fig. 6(a)-(c), the average values for Tp2 = 0.67, Tp3 = −0.46 and QTp = 105.14 KJ/mol are calculated from the slopes of \(\ln t_{0.5}\) versus \(\ln \overline{\varepsilon }\), \(\ln t_{0.5}\) versus \(\ln \dot{\overline{\varepsilon }}\) and \(\ln t_{0.5}\) versus 1/T, respectively. The value of Tp1 is therefore obtained from the intercept of \(\ln t_{0.5}\) versus \(\ln \dot{\overline{\varepsilon }}\) as an average value of 9.91×10−5, which is very close to results reported in previous work (Ref 23).

Determination of material constants (a) Tp2, (b) Tp3, (c) Qpm, (d) Xp1 and Xp2 of PDRX kinetics for 22MnB5
3.4.2 Determination of X p1 and X p2
Similarly, when the algorithm is taken from both sides of Eq (2), the following equation is obtained:
By substituting the values of Xpdrx and t0.5, obtained from the Karlajaien equation for different deformation conditions, the interaction between \(\ln \left[ {\ln (1 - X_{pdrx} )} \right]\) and \(\ln \left( {t{/}t_{0.5} } \right)\), as in Fig. 6(d), can be achieved under different deformation conditions. Therefore, an average value of 0.71 and 1.11 can be obtained for Xp1 and Xp2. The value of Xp1 is similar to the Avrami’s value 0.69. The values of Xp2 between 0.8 and 1.6 have been analyzed for PDRX in previous studies, such as Hodgson and Gibbs (1.5) (Ref 30) or Laasraoui and Jonas (1.6) (Ref 31).
3.5 Microstructure Evolution of 22MnB5 for PDRX
3.5.1 The Effect of Deformation on the PDRX Grain Size
Figure 7(a)-(c) illustrates the optically evaluated microstructures of PDRX for 22MnB5 steel at a prestrain of 0.4 and a strain rate of 0.1 s−1 with deformation temperatures of 850, 900 and 950 °C after stress relaxation tests. Based on the lineal intercept method according to ASTM E112, the mean grain size was measured as 8.0 µm, 10.1 µm and 16.6 µm for the deformation temperature range of 850-950 °C, respectively. The deformed microstructures depend closely on the deformation temperature. The size of PDRX grains slightly grows with the increase in deformation temperatures from 850-950 °C. This is mainly due to the fact that higher deformation temperatures can accelerate the dislocation motion and that the rate of grain boundary migration rises with an increasing deformation temperature. According to Fig. 7, fine grains are found along the grain boundaries of bigger grains, which indicates a partial PDRX during the stress relaxation tests.

Optical microstructures of PDRX at a prestrain of 0.4 and a strain rate of 0.1 s-1 with a deformation temperature of (a) 850 °C, (b) 900 °C and (c) 950 °C after stress relaxation tests for 22MnB5 steel
Such new grains have mainly developed from the nuclei or initial small grains that were introduced by DRX. Meanwhile, larger equiaxed grains are present in the specimens, which is caused by the continued growth of DRXed grains (from prior deformation, see Table 2) and MDRX grains (from stress relaxation), especially at increased temperatures (Ref 23). Of course, areas with some larger grains may also occur from non-DRXed grains with deformation less than the critical value, which continue growing.
The effect of the strain rate on the optical microstructure of PDRX is presented in Fig. 8. The mean grain sizes were obtained as 11.9, 16.6 and 17.4 µm for the considered strain rates of 0.8, 0.1 and 0.01 s−1 at the temperature of 950 °C and a prestrain of 0.4, respectively. It is shown that an increased strain rate during deformation results in fine grains of PDRX. As mentioned above, the PDRX grains consist of those that grow from the nuclei or the initial grains which are generated by DRX. A high strain rate increases the substructure which is a result of the accumulated dislocations and offers more nucleation sites for the newly formed grains, resulting in finer DRX grains (Ref 5). Meanwhile, it also can provide more stored energy for SRX occurring after predeformation. Thus, the grain size of PDRX can be reduced through increase in strain rate.

Optical microstructures of PDRX at a prestrain of 0.4 and a deformation temperature of 950 °C in combination with strain rates of (a) 0.01 s−1, (b) 0.1 s−1 and (c) 0.8 s−1 after stress relaxation tests for 22MnB5 steel
Figure 9 shows the optically investigated microstructures at a deformation temperature of 900 °C and a strain rate of 0.1 s−1 in combination with a prestrain of (a) 0.4, (b) 0.6 and (c) 0.8 after stress relaxation tests. The mean grain sizes were obtained as 10.1, 7.0 and 7.1 µm, respectively. With increasing prestrain, these grains have a homogeneous equiaxed grain structure. It was concluded that an increase in prestrain leads to a reduction in grain size. The results may attributed to the enhancement of SRX by the larger prestrain. As previous studies (Ref 11, 23, 32), the prestrain has little influence on the MDRX grain size, while the SRX grain will be refined by increasing the predeformation degree. As the increase in the prestrain, more stored energy were provided to form the small new grains by SRX mechanism. Thus, combining the effects of SRX and MDRX following the deformation, the grain size decreases with the increasing prestrain.

Optically evaluated microstructures of PDRX after exposition to a deformation temperature of 900 °C and a strain rate of 0.1 s−1 with a prestrain of (a) 0.4, (b) 0.6 and (c) 0.8 after stress relaxation tests for 22MnB5 steel
Based on the results and analysis above, it can be concluded that the PDRX grain size is primarily a function of the deformation temperature and strain rate during the press hardening process. Therefore, the PDRX grain size (Dpdrx) is dependent on the deformation temperature and strain rate (Ref 11, 33).
where the relevant material constants of PDRX kinetics are C and p, \(\dot{\varepsilon }\) represents the strain rate, T is the absolute temperature (K), Z is the Zener-Hollomon type parameter and QTp is the apparent activation energy for recrystallization.
When the logarithm of both sides of Eq (9) is taken, the following equation is obtained:
By substituting the values of Dpdrx and Z for varying deformation conditions in Eq (11), the interaction between the parameters ln Z and ln Dpdrx are obtained as Fig. 10. Consequently, the value of C and p can be calculated as 24405.4074 and − 0.0732, respectively. The model for the grain size as a result of PDRX for 22MnB5 steel is obtained as the following equation:

The relationship between ln Z and ln Dpdrx
3.5.2 The Effect of PDRX Grains on Martensite Morphology
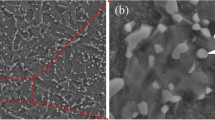
During press hardening, quenching takes place immediately after hot forming of the sheet metal part. As a consequence of the high cooling rates and the formation of a new phase, a microstructure consisting only of martensite is obtained. To simulate the high cooling rates that occur during die quenching, the specimens were rapidly cooled with high-pressure argon after stress relaxation. This produced a martensitic microstructure from the austenite, consisting of packets, blocks and laths. Packets subdivide the parent austenite grains (PAGs) into regions with different laths that share the same habit plane. These regions can be further subdivided into blocks. Whereby the laths within a block are divided by low-angle boundaries. Packet and block size are both important factors for the mechanical properties of low carbon steel consisting of a martensitic microstructure (Ref 34). Due to the martensitic microstructure, the recrystallized volume fraction cannot be analyzed quantitatively by means of EBSD, since criteria such as grain orientation spread (GOS) and mean grain misorientation (GAM) cannot be applied. Nevertheless, it is possible to draw qualitative conclusions about the PDRX process and the martensitic microstructure. To investigate the effect of temperature, prestrain and strain rate on the microstructure after stress relaxation test, EBSD measurements were performed for the specimens with the following deformation parameters: 0.4/0.8 s−1/950 °C, 0.4/0.8 s−1/850 °C, 0.4/0.01 s−1/950 °C and 0.8/0.8 s−1/950 °C. In order to exclude the influence of time for the relaxation experiment from Fig. 2, all conditions use the same time for relaxation, namely 300 s. Representative parts for orientation mappings of different prestrain conditions are shown in Fig. 11(a-d). In accordance with the algorithm described by Nyyssönen et al. (Ref 22), the parental austenite grain boundaries as well as the boundaries for packets and blocks were calculated. The results are illustrated in Fig. 11(e-h) along with the corresponding band contrast mappings.

(a-d) EBSD orientation images of martensite (IPF color coding with respect to specimen surface) and (e-h) EBSD band contrast images overlapping with the reconstructed PAGs (black lines), packet boundaries (red lines), and block boundaries (green lines). (a + e) 0.4, 0.8 s-1, 950 °C, (b + f) 0.4, 0.8 s-1, 850 °C, (c + g) 0.4, 0.01 s-1, 950 °C, (d + h) 0.8, 0.8 s−1, 950 °C
Figure 11(a + e) represents a specimen, stress relaxed at 950 °C with a prestrain of 0.4 and a deformation rate of 0.8 s−1. For these prestrain conditions the PAGs have an equiaxed morphology and straight grain boundaries, illustrating a completely recrystallized austenitic microstructure before quenching. An analysis of the reconstructed PAG and the martensite boundaries shows a subdivision of each PAG by various packets that consist of mostly parallel blocks. This microstructure is typical for a lath martensite.
Lowering the deformation temperature from 950 to 850 °C leads to a reduced grain size of the PAGs and a wavier morphology of their grain boundaries, which is consistent with the optical microstructure in this paper’s Sect. 3.7. As a result of the smaller PAG size, the packet size is also reduced. The orientation mapping in Fig. 11(b) reveals that in some areas orientation gradients occur in the microstructure (marked with arrows). In these areas the number of packet and block boundaries is significantly lower and subgrain boundaries, identified with the help of the band-contrast mapping, show a wavy or globulitic shape. Furthermore, for high strains the morphology of lath martensite can even change to a cell-type one, which demonstrated that the conditions during hot deformation may influence the resulting martensite morphology significantly. For work-hardened austenite nucleation and growth of martensite blocks are reduced and the number of packets decreases with an increasing deformation strain. In previous study, Liu et al. (Ref 35) found that dislocation cell-type martensite dramatically multiplies as dislocation tangles and dislocation cells are formed in martensitic regions when the prestrain was 1.2 for 300M steel. The tangling among the high-density dislocations accumulated by the high strain rate in previous compression was considered to be the reason for the cell-type martensite.
As discussed in this paper’s Sect. 3.7.1 the applied strain rate affects the size of the PAGs considerably. When the strain rate is lowered from 0.8 s−1 to 0.01 s−1, a significant increase in the prior austenite grain size is obtained, as a larger size of the DRX grain was obtained in the predeformation. Also, the size of the martensite packets is enhanced, as it correlates with the size of the PAG (Ref 36). In contrast, the martensite block width appears to decrease. A similar observation made by Shi et al. (Ref 34) was reported for a comparable deformation temperature range. They concluded that the negative correlation observed between block and packet size could result from the preferential growth of blocks favorably oriented to deformation strain. Additionally, orientation gradients for these prestrain conditions are visible in the microstructure, indicating an enhanced dislocation density which is still visible.
The prestrain affecting the resulting microstructure is visualized in Fig. 11(d + h). The specimen deformed to the total strain of 0.8 shows a similar PAG size as well as a homogeneous equiaxed grain structure as the specimen deformed to 0.4 (see Fig. 11(a + e)). Furthermore, no obvious orientation gradients or globulitic subgrains are observed for these deformation conditions. The packet size as well as the block size are in the same range as the specimens with a prestrain of 0.4. It can be concluded that compared to strain rate and deformation temperature, the increase in the prestrain from 0.4 to 0.8 has less significant influence on the austenitic and finally martensitic microstructure after PDRX.
4 Conclusions
In this study, the post-deformation recrystallization (PDRX) of 22MnB5 were investigated by utilizing a stress relaxation test, after previous compression deformation in a temperature range between 800 and 950 °C with a plastic strain of 0.4, 0.6 and 0.8 and a strain rate of 0.01, 0.1 and 0.8 s−1, respectively. The following main conclusions have been drawn from the results:
-
(1)
The PDRX kinetics is strongly dependent on the preceding deformation parameters strain rate and temperature, with a marginal influence of prestrain. Higher temperatures and strain rates can accelerate the softening fraction, while a small prestrain could slightly promote the post deformation softening. MDRX is the main factor, which influences the softening behavior after predeformation.
-
(2)
A reliable model for PDRX softening kinetics could be developed based on an Avrami equation. The grain size evolution due to PDRX is modeled as a function of the Z parameter.
-
(3)
Microstructural analysis by means of optical microscopy confirms the results of the PDRX model. With higher deformation temperature the grain size increases. An increased strain rate leads to grain refinement. The degree of prior applied plastic strain shows only marginal influence on grain size.
-
(4)
EBSD studies show the dependence of parent austenite grain size (former austenite grain size) on the deformation parameters. As the deformation temperature decreases, the package size decreases, and at 850 °C areas with a high orientation gradient become visible. When the strain rate is reduced, the grain size and packet size increase, with the block size decreasing. The influence of predeformation on martensite morphology is less significant.
References
K. Mori, P.F. Bariani, B.A. Behrens, A. Brosius, S. Bruschi, T. Maeno, M. Merklein and J. Yanagimoto, Hot Stamping of Ultra-High Strength Steel Parts, CIRP Ann.Manuf. Technol., 2017, 66(2), p 755–777. https://doi.org/10.1016/j.cirp.2017.05.007
E. Ota, Y. Yogo, N. Iwata and H. Nishigaki, CAE-Based Process Design for Improving Formability in Hot Stamping with Partial Cooling, J. Mater. Process. Technol., 2019, 263, p 198–206. https://doi.org/10.1016/j.jmatprotec.2018.08.021
A. Rautenstrauch, J. Luft, P. Birnbaum, M. Baumann, M. Ullmann, V. Kräusel, D. Landgrebe, R. Kawalla and U. Prahl, Improving the Formability of Magnesium by Cushion-Ram-Pulsation, MATEC Web Conf., 2018, 190, p 12003. https://doi.org/10.1051/matecconf/201819012003
V. Kräusel, P. Birnbaum, A. Kunke and R. Wertheim, Metastable Material Conditions for Forming of Sheet Metal Parts Combined with Thermomechanical Treatment, CIRP Ann. Manuf. Technol., 2016, 65(1), p 301–304. https://doi.org/10.1016/j.cirp.2016.04.129
Y. Xu, P. Birnbaum, S. Pilz, X. Zhuang, Z. Zhao and V. Kräusel, Investigation of Constitutive Relationship and Dynamic Recrystallization Behavior of 22MnB5 during Hot Deformation, Results Phys., 2019, 14, p 102426. https://doi.org/10.1016/J.RINP.2019.102426
A.M. Elwazri, E. Essadiqi and S. Yue, Kinetics of Metadynamic Recrystallization in Microalloyed Hypereutectoid Steels, ISIJ Int., 2004, 44(4), p 744–752. https://doi.org/10.2355/isijinternational.44.744
A. Dehghan-Manshadi, M.R. Barnett and P.D. Hodgson, Hot Deformation and Recrystallization of Austenitic Stainless Steel: Part II Post-Deformation Recrystallization, Metall. Mater. Trans. A, 2008, 39(6), p 1371–1381. https://doi.org/10.1007/s11661-008-9513-6
Y.C. Lin, M.S. Chen and J. Zhong, Study of Metadynamic Recrystallization Behaviors in a Low Alloy Steel, J. Mater. Process. Technol., 2009, 209(5), p 2477–2482. https://doi.org/10.1016/j.jmatprotec.2008.05.047
H. Beladi, P. Cizek and P.D. Hodgson, The Mechanism of Metadynamic Softening in Austenite after Complete Dynamic Recrystallization, Scr. Mater., 2010, 62(4), p 191–194. https://doi.org/10.1016/j.scriptamat.2009.10.022
M. Zhang, A.F. Gourgues-Lorenzon, E.P. Busso, H. Luo and M. Huang, Recrystallisation-Assisted Creep of an Austenitic Fe-Ni Alloy under Low Stresses after Hot Deformation, Acta Mater., 2018, 153, p 23–34. https://doi.org/10.1016/j.actamat.2018.04.050
Y.C. Lin and M.S. Chen, Study of Microstructural Evolution during Static Recrystallization in a Low Alloy Steel, J. Mater. Sci., 2009, 44(3), p 835–842. https://doi.org/10.1007/s10853-008-3120-1
F. Chen, Z. Cui, D. Sui and B. Fu, Recrystallization of 30Cr2Ni4MoV Ultra-Super-Critical Rotor Steel during Hot Deformation. Part III: Metadynamic Recrystallization, Mater. Sci. Eng. A, 2012, 540, p 46–54. https://doi.org/10.1016/j.msea.2012.01.061
I. Mejía, A. Bedolla-Jacuinde, C. Maldonado and J.M. Cabrera, Determination of the Critical Conditions for the Initiation of Dynamic Recrystallization in Boron Microalloyed Steels, Mater. Sci. Eng. A, 2011, 528(12), p 4133–4140. https://doi.org/10.1016/j.msea.2011.01.102
S. Vervynckt, K. Verbeken, P. Thibaux and Y. Houbaert, Characterization of the Austenite Recrystallization by Comparing Double Deformation and Stress Relaxation Tests, Steel Res. Int., 2010, 81(3), p 234–244. https://doi.org/10.1002/srin.200900126
C.M. Sellars, Recrystallization of Metals during Hot Deformation, Philos. Trans. R Soc. A Math. Phys. Eng. Sci., 1978, 288(1350), p 147–158. https://doi.org/10.1098/rsta.1978.0010
J.J. Jonas, E. Poliak and A. Najafizadeh, The Strain Dependence of Post-Deformation Softening during the Hot Compression of 304H Stainless Steel, Mater. Sci. Forum, 2007, 539–543, p 100–107. https://doi.org/10.4028/www.scientific.net/MSF.539-543.100
S. Zahiri, S. Byon, S. Kim, Y. LeeYoungseog and P. Hodgson, Static and Metadynamic Recrystallization of Interstitial Free Steels during Hot Deformation, ISIJ Int., 2004, 44, p 1918–1923. https://doi.org/10.2355/isijinternational.44.1918
S. Zahiri and P. Hodgson, The Static, Dynamic Metadynamic Recrystallisation of a Medium Carbon Steel, Mater. Sci. Technol., 2004, 20, p 458–464. https://doi.org/10.1179/026708304225012071
P. Birnbaum, Y. Xu, X. Zhuang, Z. Zhao, and V. Kräusel, Investigation of Material Softening and Increase of Deep Drawing Capacity of 22MnB5 during Press Hardening using CRP Technology, IOP Conference Ser.: Mater. Sci. Eng., 2021, 1157, doi: https://doi.org/10.1088/1757-899X/1157/1/012016
T. Nyyssönen, M. Isakov, P. Peura and V.T. Kuokkala, Iterative Determination of the Orientation Relationship Between Austenite and Martensite from a Large Amount of Grain Pair Misorientations, Metall. Mater. Trans., 2016, 47(6), p 2587–2590. https://doi.org/10.1007/s11661-016-3462-2
L.P. Karjalainen, Stress Relaxation Method for Investigation of Softening Kinetics in Hot Deformed Steels, Mater. Sci. Technol., 1995, 11(6), p 557–565. https://doi.org/10.1179/mst.1995.11.6.557
L.P. Karjalainen and J.S. Perttula, Characteristics of Static and Metadynamic Recrystallization and Strain Accumulation in Hot-deformed Austenite as Revealed by the Stress Relaxation Method, ISIJ Int., 1996, 36(6), p 729–736. https://doi.org/10.2355/isijinternational.36.729
D. Dong, F. Chen and Z. Cui, Investigation on Metadynamic Recrystallization Behavior in SA508-III Steel during Hot Deformation, J. Manuf. Process., 2017, 29, p 18–28. https://doi.org/10.1016/j.jmapro.2017.07.008
P. Uranga, A.I. Fernández, B. López and J.M. Rodriguez-Ibabe, Modeling of Austenite Grain Size Distribution in Nb Microalloyed Steels Processed by Thin Slab Casting and Direct Rolling (TSDR) Route, ISIJ Int., 2004, 44(8), p 1416–1425. https://doi.org/10.2355/isijinternational.44.1416
J.S. Perttula and L.P. Karjalainen, Recrystallisation Rates in Austenite Measured by Double Compression and Stress Relaxation Methods, Mater. Sci. Technol., 1998, 14(7), p 626–630. https://doi.org/10.1179/mst.1998.14.7.626
M. Dzubinsky, Z. Husain and W.M. Haaften, Comparison of Recrystallisation Kinetics Determined by Stress Relaxation, Double Hit, Optical Metallography and EBSD Approaches, Mater. Charact., 2004, 52, p 93–102. https://doi.org/10.1016/j.matchar.2004.03.006
F. Zhang, D. Liu, Y. Yang, C. Liu, Z. Zhang, H. Wang and J. Wang, Investigation on the Meta-Dynamic Recrystallization Behavior of Inconel 718 Superalloy in the Presence of δ Phase through a Modified Cellular Automaton Model, J. Alloys Compd., 2020, 817, p 152773. https://doi.org/10.1016/j.jallcom.2019.152773
Y.G. Liu, J. Liu and M.Q. Li, Metadynamic Recrystallization of 300M Steel after Isothermal Compression, Mater. High Temp., 2017, 34(4), p 279–288. https://doi.org/10.1080/09603409.2017.1312771
J. Liu, Y.G. Liu, H. Lin and M.Q. Li, The Metadynamic Recrystallization in the Two-Stage Isothermal Compression of 300M Steel, Mater. Sci. Eng. A, 2013, 565, p 126–131. https://doi.org/10.1016/j.msea.2012.11.116
A.S. Taylor and P.D. Hodgson, The Post-Deformation Recrystallization Behaviour of 304 Stainless Steel Following High Strain Rate Deformation, Mater. Sci. Eng. A, 2011, 529(1), p 164–169. https://doi.org/10.1016/j.msea.2011.09.013
A. Laasraoui and J.J. Jonas, Recrystallization of Austenite after Deformation at High Temperatures and Strain Rates—Analysis and Modeling, Metall. Trans. A, 1991, 22(1), p 151–160. https://doi.org/10.1007/BF03350957
S. Gu, C. Zhang, L. Zhang and W. Shen, Characteristics of Metadynamic Recrystallization of Nimonic 80A Superalloy, J. Mater. Res., 2015, 30(4), p 538–546. https://doi.org/10.1557/jmr.2015.7
S. Choi and Y. Lee, A New Approach to Predicting Partial Recrystallization in the Multi-Pass Hot Rolling Process, Met. Mater. Int., 2002, 8(1), p 15–23. https://doi.org/10.1007/BF03027024
Z. Shi, K. Liu, M. Wang, J. Shi, H. Dong, J. Pu, B. Chi, Y. Zhang and L. Jian, Effect of Tensile Deformation of Austenite on the Morphology and Strength of Lath Martensite, Met. Mater. Int., 2012, 18(2), p 317–320. https://doi.org/10.1007/s12540-012-2015-5
Y.G. Liu and M.Q. Li, Characteristics of Martensite Transformed from Deformed Austenite with Various States of Ultrahigh Strength 300 M Steel, Mater. Charact., 2018, 144, p 490–497. https://doi.org/10.1016/j.matchar.2018.07.037
H. Järvinen, M. Isakov, T. Nyyssönen, M. Järvenpää and P. Peura, The Effect of Initial Microstructure on the Final Properties of Press Hardened 22MnB5 Steels, Mater. Sci. Eng. A, 2016, 676, p 109–120. https://doi.org/10.1016/j.msea.2016.08.096
Funding
Open Access funding enabled and organized by Projekt DEAL. The publication of this article was funded by Chemnitz University of Technology and by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)–491193532.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Xu, Y., Birnbaum, P., Pilz, S. et al. Investigation on Post-Deformation Recrystallization Behavior of 22MnB5 Steel based on Stress Relaxation. J. of Materi Eng and Perform 32, 263–274 (2023). https://doi.org/10.1007/s11665-022-07070-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07070-2