
Abstract
The surging demand for large high-quality rotor shafts or similar steel components in heavy industries (energy sector) poses new challenges to steelmakers. Based on the experience of conventional ingot and continuous casting, several new process concepts have been proposed, e.g., vertical continuous casting (VCC), semi-continuous casting (SCC), and segment casting (SC), but none of them are optimally put in operation. The main problems include the control of the as-cast structure and macrosegregation. Electromagnetic stirring (EMS) is necessary to obtain the center equiaxed zone, but EMS-induced multiphase flow can cause severe macrosegregation and uneven distribution of the as-cast structure between equiaxed and columnar. In this study, an advanced mixed columnar-equiaxed solidification model was used to investigate the formation of the as-cast structure and macrosegregation in an example of SCC with a large format (diameter 1 m). The main role of EMS is to create crystal fragments by fragmentation, which is regarded in this work as the only origin of equiaxed grains. The created equiaxed grains are brought by the EMS-induced (primary and secondary) flow and gravity-induced sedimentation to the central/lower part of the casting. The main goal of this study was to understand the solidification principle of SCC. In addition, a numerical parameter study by varying the EMS parameters was also performed to demonstrate the model capability towards the process optimization of SCC.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The surging demand for large high-quality rotor shafts or similar steel components in heavy industries (energy sector) poses new challenges to steelmakers. The initial form of these components is usually made by casting, but solidification takes an extremely long time, which consequently leads to internal quality problems such as macrosegregation and centerline shrinkage porosity. The existing casting technologies do not work properly for these components. For example, conventional ingot casting (IC) is limited by its length or height, whereas the established continuous casting method (CC) is restricted to a certain cross-section size. Therefore, several new process concepts have recently been proposed, including vertical continuous casting (VCC),[1,2,3] semi-continuous casting (SCC)[4,5,6] and segment casting (SC).[7,8] Their principal idea is to combine the advantages of both IC and CC, while eliminating their corresponding limitations. As schematically shown in Figure 1, the hot melt was poured into a water-cooled mold and the as-solidified shell was withdrawn from the mold vertically to a certain length and height. Then, the as-filled and partially solidified casting was left to cool down for the liquid core to solidify. Following the CC technique, the withdrawing (pouring) process can be efficiently controlled by the implementation of a submerged entry nozzle (SEN) for mold filling, water-cooled mold, and secondary cooling (air or water spray) for shell formation and electromagnetic stirring (EMS) for flow and superheat dissipation. Following the IC technique, when the as-filled and partially solidified casting is put aside for the remaining solidification, further measures can be implemented, such as thermal or electric hot topping, shielding or isolating, and even EMS, to control the shrinkage porosity, potential cracks, as-cast structure, and macrosegregation.

Schematic of processes for large vertical steel casting
VCC, SCC, and SC differ from each other in their technical details, but a common feature is the application of EMS. Depending on the installed positions, as shown in Figure 1, different types of EMS are used, that is, mold-EMS (M-EMS) and strand-EMS (S-EMS). The final EMS (F-EMS) can also be used for VCC,[1,3] but not for SCC and SC. The role of M-EMS is to control the mold flow and superheat dissipation, thereby influencing the rest of the solidification.[9,10,11,12,13,14,15] The role of S-EMS is to promote a center equiaxed zone.[16,17] The S-EMS induces a special flow pattern in the liquid core; the flow interacts with the advancing solidification front and creates crystal fragments via a fragmentation[18,19]; in this work the crystal fragments serve as the main (or only) source of the equiaxed crystals; they are finally brought by the S-EMS-induced flow to the casting center to form the equiaxed zone. The principal idea of S-EMS is simple; however, its industrial implementation is difficult. The flow induced by S-EMS is multiphasic, and the flow-solidification interaction in front of the solidification mushy zone is complex. Under what conditions are crystal fragments created, and what is the fragmentation rate and its dependency on the flow intensity? S-EMS-induced flow leads to a white band.[14,20] It is also known that the settling equiaxed crystals lead to a sedimentation-induced macrosegregation.[21] S-EMS is a double-edged sword: favorably, it extends the center equiaxed zone, but the macrosegregation induced by or related to the S-EMS-induced multiphase flow is troublesome. This is the reason why none of the above new process concepts are effectively put into operation. Owing to the harsh environment, it is impossible to observe the solidification process and conduct parametric studies based on field experiments.
Numerical modeling is an effective way to study the solidification principles of new processes. Michelic et al.[7] used the ProCAST software to simulate the SC process. As ProCAST is only used for the simulation of the fluid flow of a mixture phase, a relatively rough simulation result (temperature field and profile of the solid shell) was obtained. No as-cast structures or macrosegregations were observed. For a large-section VCC, Zhang et al.[2] used a CAFE model to predict the as-cast structure. Although a similar distribution of the as-cast structure between the simulation and measurement was claimed to be obtained, the most obvious drawback of this model is that the transport of equiaxed grains, which is extremely important to the solidification process, was ignored. Additionally, the distribution of the macrosegregation of the strand has not been studied. Zhang et al.[22] used the thermal solver in ProCAST to calculate the temperature field and growth of the solid shell and used a CAFE model to calculate the solidification structure. As mentioned before, simplifying the multiphase nature as a mixed phase weakens the capability of the model. Recently, Yao et al.[23] used a three-phase columnar-equiaxed solidification model to simulate the effect of steel strip feeding on the solidification process in the VCC of a round bloom. They found that an increase in the feeding ratio promoted columnar-to-equiaxed transition (CET) and reduced macrosegregation. However, the fragmentation phenomenon, which is crucial for the formation of the central equiaxed zone, was ignored.
To study the solidification principle in large vertical steel casting, a three-phase mixed columnar-equiaxed solidification model, as proposed by Wu et al.[24], was recently extended for flow-induced fragmentation[25] and remelting/destruction of equiaxed grains.[26] The extended model was verified in a steel billet continuous casting, where M-EMS was applied.[27] The current study used the same model for solidification in a large vertical steel casting. As an example, a SCC that includes withdrawing and solidification processes is referred. Both the M-EMS and S-EMS were considered. The final goal is to understand the solidification principle behind the SCC and explore the optimal SCC process via a parameter study.
Model Description and Simulation Settings
Solidification Model
A three-phase mixed columnar-equiaxed solidification model[24,28,29,30] was used to investigate the solidification process of the casting. The three phases include liquid melt (ℓ), equiaxed grains (e), and columnar dendrites (c). Both the liquid melt and equiaxed grains are treated as moving phases, for which the corresponding Navier–Stokes equations are solved for their velocities (\( \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}}{u} _{\ell} \),\( \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}}{u}_{\text{e}} \)). The columnar dendrites are assumed as a rigid phase. However, the position of the columnar tip front is traced dynamically based on the Lipton–Glicksman–Kurz (LGK) model.[31] Simple morphologies for the two solid phases are assumed: cylinders for columnar trunks and spheres for equiaxed grains. To deal the drag force and other hydrodynamic interactions between phases, a dendritic envelope (\(f_{{\text{e}}}^{{{\text{env}}}}\)) is considered for equiaxed grains. The volume ratio of the solid ‘dendrite’ to the dendritic envelope is defined as fsi (\(= f_{{\text{e}}} /f_{{\text{e}}}^{{{\text{env}}}}\)), which was determined by a parameter study. A so-called effective equiaxed viscosity (\(\mu_{{\text{e}}}\)), which increases with \(f_{{\text{e}}}^{{{\text{env}}}}\), is used to model the interaction between the equiaxed grains.[32] When \(f_{{\text{e}}}^{{{\text{env}}}}\) reaches the packing limit \(f_{{\text{e,packing}}}\), a rigid network of equiaxed grains is built. Additionally, the equiaxed grains can be captured by the columnar dendrites and fixed there when the local volume fraction of the columnar phase (fc) is above a critical value (\(f_{{\text{c}}}^{{{\text{free}}}}\)). A diffusion-governed growth kinetic is considered to treat the solidification for both solid phases. The difference between the equilibrium and volume-averaged liquid concentrations (\(c_{\ell }^{ * } - c_{\ell }\)) serves as the driving force for the solidification. Remelting of equiaxed grains is also considered.[26] To characterize the macrosegregation, the segregation index is defined: \(c_{{{\text{mix}}}}^{{{\text{index}}}} = (c_{{{\text{mix}}}} - c_{0} ) \times 100/c_{0}\), where cmix is the mixture concentration with \(c_{{{\text{mix}}}} = (f_{\ell } \rho_{\ell } c_{\ell } + f_{{\text{e}}} \rho_{{\text{e}}} c_{{\text{e}}} + f_{{\text{c}}} \rho_{{\text{c}}} c_{{\text{c}}} )/(f_{\ell } \rho_{\ell } + f_{{\text{e}}} \rho_{{\text{e}}} + f_{{\text{c}}} \rho_{{\text{c}}} )\). The governing equations of the model are summarized in Table I. The description of the source terms and the exchange terms have been detailed elsewhere.[24,30]
Another important phenomenon, i.e., the origin of equiaxed grains by dendrite fragmentation, is noteworthy. Here, flow-induced dendrite fragmentation[25,33] is regarded as the only source of equiaxed grains. Heterogenous nucleation appears to be insignificant in such a large vertical steel ingot; hence, it is ignored. The production rate of the number density of fragments \(N_{{{\text{frag}}}}\), that is, the source of equiaxed grains, is calculated as:
where \(M_{{{\text{ce}}}}\) is the net mass transfer rate from columnar dendrites to equiaxed grains via fragmentation.
Crystal fragmentation depends on the relative velocity \(( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell } - {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{{\text{c}}} )\) and the liquid concentration gradient (\(\nabla c_{\ell }\)). All other factors contributing to fragmentation, such as the curvature effect of the dendrites, latent heat-induced thermal fluctuation, and diffusion in the interdendritic melt, are included in the single-fragmentation coefficient \(\gamma\). This coefficient should be determined/verified experimentally. In the current study, it was estimated through a numerical parameter study based on the experience for a steel billet CC.[27]
Numerical Simulation Procedure for the SCC
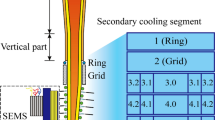
SCC includes two stages: Stage I, withdrawing, and Stage II, solidification. In the real withdrawing process, the mold system, including the submerged entry nozzle (SEN), mold, and M-EMS, is stationary, whereas the as-solidified shell is continuously withdrawn with the casting speed (\(v_{{{\text{withdraw}}}}\)). To model the flow and solidification during the withdrawing stage, the calculation domain, i.e., a region with a liquid melt and a solidified shell, must be treated as a dynamically increasing domain. This type of system is not feasible for the Eulerian solver on which the solidification model is based. Therefore, as shown in Figure 2, a unique numerical procedure is used to mimic the withdrawing process. The entire domain of the casting (ϕ 1.0 m × 10 m) is considered in a stationary reference frame. It is assumed that the entire calculation domain is initially filled with steel melt (no flow) at the pouring temperature (1801.15 K). The calculation domain is set stationary while the entire mold system (SEN, mold, and M-EMS) moves at the speed of \(- v_{{{\text{withdraw}}}}\). Meanwhile, the thermal boundary conditions in the different cooling zones (Figure 2) move up correspondingly. In particular, a so-called pseudo-slag-SEN region is set as a rigid material and has the initial temperature of the steel melt. As the entire calculation domain is fixed, the upward movement of the pseudo slag-SEN region pushes the steel melt in the upper part of the domain and forces the melt to flow into the lower part of the domain through the SEN. When the mold system and pseudo slag-SEN region reach the top of the calculation domain, i.e., the casting reaches the target length (10 m), the withdrawing process terminates, which marks the beginning of the next stage (solidification). During the solidification stage, \(v_{{{\text{withdraw}}}}\) is set to zero, and the S-EMS can be applied.

Configuration of the computation domain of the SCC during the withdrawing process. Left half shows the numerical treatment of withdrawing process; right half marks different cooling zones (thermal boundary conditions)
The convective heat transfer boundary condition (Figure 2) is used for the bottom and lateral walls of the strand, and the adiabatic boundary condition is used for the domain above the pseudo slag-SEN region. For commercial reasons, exact values of the boundary conditions are omitted here. The melt was assumed to be incompressible with a constant density. Despite this assumption, thermal-solutal convection is included in the numerical model with a Boussinesq approximation. A no-slip flow boundary condition is applied to the melt and equiaxed grains along the walls. The industrial alloy is a multicomponent (Fe–C-Si-Mn-Cr–Mo), but here it is simplified as a binary alloy of Fe-0.415 wt pct C. Further discussion on this simplification is made in § 4. The material properties and process parameters are presented in Table II.
The multiphase flow was solved using the commercial solver ANSYS Fluent. The solidification model described in §2.1 was coded in the solver using user-defined functions (UDFs). The electromagnetic fields, that is, Maxwell equations owing to the effect of M-EMS and S-EMS, were solved based on the ANSYS Maxwell software, which is separated from the flow-solidification solver. Therefore, a unique coupling scheme was applied between the EMS and flow-solidification solvers. First, two full-scale inductors (Figure 3) were built. The electromagnetic fields (M-EMS and S-EMS) were calculated using the ANSYS Maxwell software by assuming a stationary melt. The time-averaged Lorentz force (\(\mathop{F}\limits^{\rightharpoonup} \)) was then exported and interpolated into the flow-solidification solver ANSYS Fluent. To consider the interaction between the flow and electromagnetic field, a correction to the Lorentz force in the tangential direction (\(F_{{{\theta}}}\)) was made:
where \(u_{\uptheta }\) denotes the tangential velocity of the moving phases (liquid and equiaxed), f denotes the frequency of the applied current, and r denotes the radial coordinate. Then, the modified Lorentz force (\(\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}}\)) was weighted by the corresponding phase volume fraction (\(f_{\ell } \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}}\),\(f_{{\text{e}}} \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}}\)) and finally served as the source terms for the momentum conservation equations of each phase through the UDFs. This coupling method has been verified in previous studies.[27,34]

Settings of the M-EMS (a) and S-EMS (b); and their dimensions and relative positions (c) to (d)
A full-scale three-dimensional (3D) geometry with a tetrahedral mesh (mesh size of 50 mm) was used for the M-EMS and S-EMS calculations. Both 3D and 2D-axisymmetric simulations were performed for the flow and solidification calculations. Because the 3D calculation is highly time-consuming, only a small part of the casting (ϕ 1.0 m × 3 m) was calculated with a relatively coarse mesh to analyze the 3D flow pattern and the corresponding solidification process. The calculation of the full-scale casting (ϕ 1.0 m × 10 m) was conducted with relatively-fine mesh based on the 2D-axisymmetric geometry. The averaged hexahedral mesh size for the 3D flow and solidification simulation was 24 mm (local mesh near the strand wall and center were refined to ca. 7.5 mm), and the average size of 12.5 mm (local mesh near the strand wall and center were refined to ca. 5 mm) for the 2D-axsisymmetric simulation was utilized. The conservation equations for the current multiphase solidification model were iteratively solved using ANSYS Fluent with a time step of 0.005 s. One 2D-axisymmetry calculation (ϕ 1.0 m × 10 m) required 60 days, and one 3D calculation (ϕ 1.0 m × 3 m) required 15 days on a high-performance cluster (2.6 GHz, 28 cores).
Results
Global Flow Pattern and Solidification
The typical 3D flow pattern and solidification results during withdrawing (1500 s) of the SCC casting process are shown in Figure 4. The effect of M-EMS on the flow and solidification was analyzed. As depicted in Figures 4(a.1) and (a.2), the maximal Lorentz force appears at the casting wall and decreases exponentially towards the casting center. A quantitative analysis of the Lorentz forces (\(\left| {\mathop{F}\limits^{\rightharpoonup} } \right|\), \(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\), \(\left| {f_{\ell } \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}} } \right|\), \(\left| {f_{{\text{e}}} \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}} } \right|\)) along the casting radius [Line 1 in Figure 4(a.2)] is presented in Figure 4(a.3).\(\left| {\mathop{F}\limits^{\rightharpoonup} } \right|\) and \(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\) are the same within the solid shell, where the liquid tangential velocity (\(u_{\uptheta }\)) is zero (Eq. [3]). In the mushy zone and bulk liquid region, the Lorentz force can be reduced by 29.1 pct at the columnar tip front because of the slip motion between the liquid and magnetic field, i.e., \(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\)= 0.709 \(\left| {\mathop{F}\limits^{\rightharpoonup} } \right|\). \(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\) is further partitioned among different phases in accordance with their individual volume fractions, that is, \(\left| {f_{\ell } \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}} } \right|\) and \(\left| {f_{{\text{e}}} \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}} } \right|\), as shown in Figure 4(a.3). The liquid flow (\( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\)) under the M-EMS is depicted by the vector in Figure 4(b). A rotating flow (primary flow) of up to a magnitude of 1.31 m/s is generated near the solidification front. The rotating flow induces a secondary flow. The jet flow coming from a five-port SEN further complicates the liquid flow in the casting. A streamline is shown in Figure 4(c) to demonstrate the complexity of the flow pattern of the liquid melt. The jet flow coming from the bottom port of the SEN is reversed and returns to the upper mold region. It then rotates and flows downward along the columnar solidification front. Finally, it returns to the M-EMS region along the center of the casting. Under the effect of such a forced flow, crystal fragments are generated in the mushy zone, especially in the area where M-EMS is operative [Figure 4(d)]. The simultaneous solidification/remelting phenomenon of equiaxed grains at different positions inside the casting is observed, as shown in Figure 4(e). As shown in Figure 4(f), the remelting of the columnar dendrites is negligible, whereas the solidification rate of the columnar dendrites is much larger than that of the equiaxed grains. The distribution of fe is shown in Figure 4(g). Further details regarding the solidification process are presented in § 3.2.

3D flow pattern and solidification results of the casting during withdrawing (3 m in height) at 1500 s. (a.1) Distribution of the modified Lorentz force (\(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\)); (a.2) distribution of \(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\) on the plane 0.55 m below the meniscus; (a.3) profiles of the Lorentz forces (\(\left| {\mathop{F}\limits^{\rightharpoonup} } \right|\), \(\left| {\mathop{F^{\prime}}\limits^{\rightharpoonup}} \right|\), \(\left| {f_{\ell } \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}} } \right|\), \(\left| {f_{{\text{e}}} \overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {F^{\prime}} } \right|\)) along the radius [Line 1 in (a.2)] of the casting; (b) contour of fc overlaid by \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\) to show the primary/secondary flow induced by M-EMS; (c) one streamline of the liquid melt to demonstrate the flow pattern, the iso-surface of fc = 0.7 is drawn to show the shape of the solid shell; (d) one iso-surface of Nfrag = 2 × 10–5 [1/m3/s] to show the distribution of the created fragments in the mushy zone (confined between two iso-surfaces of fc = 0.01 and fc = 0.7); (e) different iso-surfaces of Mℓe to show the net mass transfer rate between liquid melt and equiaxed grains with positive for solidification and negative for remelting; (f) net mass transfer rate between liquid melt and columnar dendrites (Mℓc); (g) volume fraction of the equiaxed grains fe (Color figure online)
The 3D results were obtained from a calculation with a coarse mesh. A 2D-axisymmetric simulation with a fine mesh was also performed, and the 3D and 2D results are compared in Figure 5. It is verified that the 2D simulation can well replicate the 3D simulation in terms of the flow pattern, profile of the solid shell (fc = 0.7), and temperature field (isoline 1762 K). The main difference between them is that the jet flow coming from the bottom port of the SEN goes deeper in the 2D-axisymmetric simulation [Figures 5(a), (b)]. The inertial impact coming from the bottom jet of the SEN is forced to concentrate on the axis by the model for the case of the 2D-axisymmetric simulation; in the 3D simulation, the SEN bottom jet has more freedom; hence, it is stopped earlier by the M-EMS. The maximal liquid velocity (\(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell - \max } } \right|\)) of 2D-axisymmetric simulation is also overestimated by 14.5 pct compared to the 3D simulation. The thickness of the solid shell (fc = 0.7) and the position of the solidification front (fc = 0.01) for the two cases are compared in Figure 5(c). The profiles of the solid shell of the 3D and 2D models agree well with each other, whereas the position of the solidification front is overestimated by the 3D model. Some steps are observed in the curves (fc = 0.01), which are mainly due to the mesh size. A relatively coarse grid is applied in the middle radius region of the strand. They can be mitigated if the mesh is refined. Owing to the limitation of the computational capacity (hardware), the full 3D calculation can only be completed for the early withdrawing stage (ϕ 1.0 m × 3 m). Thus, for the entire casting (ϕ 1.0 m × 10 m) including both Stages I (withdrawing) and II (solidification), the simulation has to be performed in 2D-axisymmetry. According to the current 2D-3D comparison, the qualitative nature of the solidification process can be verified, but the quantitative modeling results need to be further evaluated. Therefore, the modeling results presented in the following sections are sufficient for the analysis of the solidification principle, and they may not be referred to as quantitative results for a real SCC casting process.

Comparisons of the simulation results between the (a) 3D and (b) 2D-axisymmetritic simulations. (a) Contour of fc on the central longitudinal section of the casting overlaid by \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\) in green vectors. Two red iso-lines of fc = 0.01 an fc = 0.7 are drawn to show the position of the solidification front, and the thickness of the shell. The blue iso-line is for T = 1762 K, and the black streamline is to show the liquid flow pattern on the section; (b) same results as (a) but of the 2D-axisymmetritic calculation (one half section is mirrored from the other); (c) profiles of the thickness of the solid shell/mushy zone of the two cases (Color figure online)
Solidification in STAGE I
Early stage of withdrawing under the effect of M-EMS
Some modeling results of the SCC process at the early stage of the withdrawing stage (t = 1500 s) under M-EMS are presented in Figure 4, but a more detailed analysis is presented in Figure 6. As depicted in Figure 6(a), under the combined effect of the M-EMS and SEN jet flow, the liquid flows downward along the solidification front and strand center, and these two downward flows drive an upward flow along the middle-radius region of the casting. A solidified shell of a certain thickness is formed owing to the intensive cooling of the copper mold. The solid shell thickness progressively increases during the withdrawing process [Figures 4(f) and 6(b)]. The solute partition at the solid–liquid interface during the solidification process leads to a liquid concentration gradient (\(\nabla c_{\ell }\)) opposite to the growth direction of the columnar dendritic mushy zone. When the \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\) and \(\nabla c_{\ell }\) point in the opposite direction [the angle between them is larger than 90 deg, e.g., the blue region in Figure 6(c)], the interdendritic flow tends to increase the local liquid concentration (\(c_{\ell }\)).[27] This causes remelting of the columnar dendrites, and thereby the formation of fragments. The contour of the fragmentation rate \(N_{{{\text{frag}}}}\) is shown in Figure 6(d). Fragments are mainly produced in the mushy zone near the columnar tip front. According to the 3D calculation in Figure 4(d), the maximal \(N_{{{\text{frag}}}}\) is located in the M-EMS-operated region. These fragments operate as the origin of the equiaxed grains. The newly formed equiaxed grains grow and sediment to the casting bottom along the solidification front [Figure 6(e)]. Most of the equiaxed grains accumulate at the bottom of the casting, while some are transported to the upper mold region by the liquid flow along the middle-radius region of the casting. As shown in Figure 6(f), the equiaxed grains further solidify in the undercooled melt [yellow region in Figure 6(f)], and re-melting of the equiaxed grains occurs in the superheated region [blue region in Figure 6(f)]. The 3D-view of the solidification/remelting process of the equiaxed grains is shown in Figure 4(e). The equiaxed grains decrease in size because of remelting. Once the size class of the equiaxed grains decreases to the critical grain size value (\(d_{{\text{e,critical}}}\)), the equiaxed grains are destroyed [Figure 6(g)]. The transient distribution of fe is shown in Figure 6(h). Most equiaxed grains accumulate at the bottom of the casting. In the upper center of the casting, no equiaxed grains can survive the superheat.

Solidification results during the early stage of Stage I of a SCC at t = 1500 s. (a) Contour of \(f_{{\text{c}}}\) overlaid by vectors of \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\), and two isolines are drawn to define the position of the columnar tip front (\(f_{{\text{c}}} = 0.01\)) and solid shell (\(f_{{\text{c}}} = 0.7\)); (b) \(M_{{\ell {\text{c}}}}\); (c) contour of the term \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} }_{\ell } \cdot \nabla c_{\ell }\) with red for positive value and blue for negative value; (d) \(N_{{{\text{frag}}}}\); (e) contour of number density of equiaxed grains ne overlaid by vectors of \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{{\text{e}}}\); (f) \(M_{{\ell {\text{e}}}}\) with red for solidification and blue for remelting, and the isoline of \(\Delta T = 0\) is used to distinguish the superheated and undercooled regions; (g) destruction rate of equiaxed grains \(N_{{{\text{des}}}}\); (h) \(f_{{\text{e}}}\) (Color figure online)
Late stage of withdrawing under the effect of S-EMS
During the late stage of withdrawing (at 3000 s), the M-EMS is turned off, followed by the activation of the S-EMS. The S-EMS is installed at a start position of 0.5 m above the casting bottom, but it moves upward at a predefined speed of 7.9 × 10–4 m/s relative to the casting. The solidification results at the late stage of the withdrawing (t = 5500 s), when the strand is withdrawn to a length of 8.25 m, are depicted in Figure 7. The front of the solidification mushy zone further advances towards the casting center [Figure 7(a)]. The S-EMS-driven primary rotating flow induces a meridional flow (secondary flow). As shown by the red rectangle in Figure 7(a), the liquid melt flows away from the center of the stirrer to the top and bottom of the casting along the solidification front and then returns to the stirred area along the central area of the casting. Thus, upper and lower recirculation loops are formed in the liquid core [Figure 7(a)]. To show more solidification phenomena occurring in the stirred area, zoomed-in views of the simulation results in Zone A (the red rectangle) of Figure 7(a) are displayed in Figures 7(b) through (i). In the mushy zone, a positive value of \(M_{{\ell {\text{c}}}}\) indicates mass transfer from the liquid melt to the columnar dendrites due to solidification [Figure 7(b)], which is accompanied by the release of latent heat and rejection of the solute. The contour of the liquid velocity (\(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell } } \right|\)) is shown in Figure 7(c). The maximal \(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell } } \right|\) (\(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell - \max } } \right| = 1.96{\text{ m/s}}\)) appears at the solidification front near the center of the stirrer. The thickness of the solid shell is shown to be 0.18 m at the stirrer center. Under the effect of S-EMS, columnar dendrites are fragmented near the front of the mushy zone [Figure 7(d)]. Given birth by these fragments, the equiaxed grains grow and sediment to the casting bottom along the solidification front [Figure 7(e)]. Additionally, some equiaxed grains can be brought back to the S-EMS region along the middle-radius region of the casting by the lower recirculation loop. Without the M-EMS, the S-EMS can change the flow pattern dramatically, thereby modifying the superheated region in the liquid core. The jet flow is accelerated by the upper recirculation loop. A large amount of superheated melt is transported from the bottom port of the SEN to the lower part of the casting. The superheated region is extended to the stirred area, as shown in Figure 7(f). Some equiaxed grains are re-melted [blue region in Figure 7(f)] in the superheated melt, while others continue to solidify [yellow region in Figure 7(f)] in the undercooled liquid. The remelting process is followed by grain destruction, as shown in Figure 7(g). The distribution of fe is shown in Figure 7(h). Compared with the results of the early withdrawing at 1500 seconds [Figure 6(h)], fe has increased from 1 to 5 pct. The solidification of the columnar/equiaxed grains rejects the solute element into the liquid. As depicted in Figure 7(i), a slight negative macrosegregation (\(c_{{{\text{mix}}}}^{{{\text{index}}}}\) = – 6 pct) is formed in the as-solidified shell, and the liquid in the center is enriched with solute. Those regions with negative macrosegregation are sometimes referred to as the ‘white band’ owing to the stirring effect of M-EMS and S-EMS.

Solidification results during the late stage of Stage I of a SCC at t = 5500 s. (a) Contour of \(f_{{\text{c}}}\) overlaid by vectors of \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\). Two isolines are drawn for \(f_{{\text{c}}} = 0.01\) and \(f_{{\text{c}}} = 0.7\). The solidification results in the S-EMS stirred area, as marked by the red rectangle A in (a) are shown in (b) to (i); (b) \(M_{{\ell {\text{c}}}}\); (c) contour of \(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell } } \right|\); (d) \(N_{{{\text{frag}}}}\); (e) contour of ne overlaid by vectors of \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{{\text{e}}}\); (f) \(M_{{\ell {\text{e}}}}\), and the isoline of \(\Delta T = 0\) is drawn to distinguish the superheated and undercooled regions; (g) \(N_{{{\text{des}}}}\); (h) \(f_{{\text{e}}}\); (i) \(c_{{{\text{mix}}}}^{{{\text{index}}}}\) (Color figure online)
Solidification in Stage II
Stage II, the solidification process, marks the termination of the withdrawing process. During this stage, the moving S-EMS operates continuously at a speed of 7.9 × 10–4 m/s, but two additional measures, i.e., hot-topping and shielding, are applied. This requires the adaptation of thermal boundary conditions in the corresponding boundary zones. A summary of the solidification results at 9500 s during Stage II is shown in Figure 8. The solidification principle at this stage is similar to the late stage of withdrawing under the effect of S-EMS (Figure 7). The solidification rate, especially in the top region of the casting, is significantly reduced using hot-topping and shielding methods. With the S-EMS slowing approaching the top end of the casting, the upper recirculation loop is compressed (shortened), whereas the lower recirculation loop is elongated [Figure 8(a)]. The solid shell grows gradually towards the casting center [Figure 8(b)], and the shell thickness develops to ca. 0.28 m at the stirrer center area [Figure 8(c)]. Because of the increase in the shell thickness, the maximal \(\left| {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell } \right|\) (\(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell - \max } } \right| = 1.0 \, \text{m/s}\)) is decreased by 48.9 pct near the solidification front [Figure 8(c)] compared to the result at 5500 s [Figure 7(c)]. The fragmentation rate is also decreased [Figure 8(d)]. Under the effect of S-EMS, the equiaxed grains in the lower part of the casting are transported to the stirred area by the melt flow along the casting center [Figure 8(e)]. Because the superheat has been fully dissipated in the liquid core, that is, Tmax < TL, as shown in Figure 8(g), no remelting and destruction of the equiaxed grains occurs. Solidification of the equiaxed grains can be observed in both the mushy zone and central liquid pool [Figure 8(f)], and most of the equiaxed grains are accumulated in the center of the casting [Figure 8(h)]. Because the equiaxed grains have a relatively lower solute concentration, mixing the solute-enriched melt (from the upper part of the casting) with the solute-depleted equiaxed grains (from the lower part of the casting) with the S-EMS-induced flow is beneficial for homogenizing the solute element in the casting center [Figure 8(i)]. Additionally, a trail of negative segregation (white band) is observed in the as-solidified shell, which is caused by the stirring effect of the S-EMS.

Solidification results during Stage II of a SCC at t = 9500 s. (a) Contour of \(f_{{\text{c}}}\) overlaid by vectors of \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell }\), and two isolines are drawn for \(f_{{\text{c}}} = 0.01\) and \(f_{{\text{c}}} = 0.7\). Zoom-in views of the solidification results in the S-EMS stirred area, as marked by the red rectangle B in (a) are shown in (b) to (i). (b) \(M_{{\ell {\text{c}}}}\); (c) contour of \(\left| { {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{\ell } } \right|\); (d) \(N_{{{\text{frag}}}}\); (e) contour of ne overlaid by vectors of \( {\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\rightharpoonup}$}} {u} } _{{\text{e}}}\); (f) \(M_{{\ell {\text{e}}}}\); (g) temperature field T; (h) \(f_{{\text{e}}}\); (i) \(c_{{{\text{mix}}}}^{{{\text{index}}}}\) (Color figure online)
The solidification process is completed at the end of Stage II. A relatively uniform distribution of the as-cast structure and macrosegregation can be achieved, except for the starting and hot-top ends of the strand. The zoomed-in views of the final simulation results in a local area (1.5 m ~ 2.5 m from the strand bottom) are shown in [Figures 9(a) through (c)]. Equiaxed grains are formed in the center of the strand [Figure 9(b)], and columnar dendrites are primarily developed in the outer radius region of the strand [Figure 9(a)]. A relatively uniform distribution of the macrosegregation index (\(c_{{{\text{mix}}}}^{{{\text{index}}}}\)) is observed [Figure 9(c)]. The simulation results along Line 2 in Figure 9(c) are shown in Figure 9(d). Negative segregation is observed in the central equiaxed zone, and positive segregation is observed at the border of the columnar zone. In the columnar zone, two trails of the ‘white band’ (negative segregation), as caused by the S-EMS and M-EMS, are found in the positions of 0.23 and 0.45 m to the strand center, respectively. This segregation intensity, oscillating in a range between ± 15 pct of \(c_{{{\text{mix}}}}^{{{\text{index}}}}\) across the casting section, should fall within the tolerance of most engineering applications of such large steel strands.

As-cast structure and macrosegregation in the local area (1.5 to 2.5 m from the strand bottom) of the strand. (a) fc; (b) fe; (c) \(c_{{{\text{mix}}}}^{{{\text{index}}}}\). (d) profiles of the phase distributions and \(c_{{{\text{mix}}}}^{{{\text{index}}}}\) along the radius of the strand [Line 2 in (c)]
Discussion
SCC for large steel strands is still in its conception stage, and no experimental results are available to validate the current simulation results. This might have shed some doubt on the modeling results, especially in terms of their quantitative accuracy. It is true that the presented modeling results can only be used to qualitatively analyze the solidification principle of such large steel strands under the effects of M-EMS and S-EMS. Further experimental evaluation is required to use the current model to design an actual SCC process. For example, some modeling parameters (γ, fsi, \(f_{{\text{e,packing}}}\), \(f_{{\text{c}}}^{{{\text{free}}}}\), and \(f_{{\text{e, CET}}}^{{}}\)) were assigned based on previous studies. Some of them (\(f_{{\text{e,packing}}}\), \(f_{{\text{c}}}^{{{\text{free}}}}\), \(f_{{\text{e, CET}}}^{{}}\)) have been verified for steel ingots and steel continuous castings[21,24,27,28,29,30,35]; some of them (γ, fsi) are more sensitive to cast alloys and casting processes,[25,27,33,35] which are to be determined/verified experimentally. Hence, they should be determined via numerical parameter studies based on sufficient experimental findings. Other points are worth mentioning as well. (1) The computation capacity is limited, which does not allow a full 3D simulation for the whole strand (10 m) with sufficient mesh resolution. Further optimization of the calculation algorithm (e.g., adaptive time-step and dynamic adaption of the mesh), improvement of the efficiency of the solidification code, and upgrade of the computer hardware equipment are necessary. (2) Some process parameters of the SCC used in the current model are determined by the industrial partner based on experience. They have not been verified experimentally. (3) The simplification of the multicomponent alloy to binary alloy may also influence the quantitative accuracy of the simulation results. Referring to authors’ previous work,[36,37] such simplification did have some consequences on the solidification path. For multicomponent alloys, the solidification path can be predicted properly by considering the multicomponent phase diagram, the growth kinetics and even the flow-induced macrosegregation.
Despite the above mentioned uncertainties regarding the quantitative accuracy of the modeling results referring to the special processes of SCC, the three-phase mixed columnar-equiaxed solidification model[24,30] has been validated by the authors for steel ingots of different sizes.[29,38] After recent extensions for considerring the crystal fragmentation[25] and EMS,[27,34] it was successfully used to ‘reproduce’ the laboratory solidification experiments as carried out in Grenoble based on Sn-10 wt pct Pb alloy.[39,40] In these solidification experiments, EMS with different configurations of the travelling magnetic field were applied. The same model was also successfully validated for steel billet casting using M-EMS.[27,35]
As the model has been validated and the solidification principle in SCC has been clearly described, if the aforementioned uncertain modeling parameters (γ, fsi) are determined experimentally, the model can be applied to design and optimize the SCC process. To demonstrate such model capability, a numerical parameter study is performed to investigate the effect of S-EMS moving schemes on the as-cast structure and macrosegregation. Two additional simulations (Cases I and II) are conducted, as shown in Figure 10. These two simulations are based on the results of the previous simulation (§ 3.), that is, the calculation results at 9000 s are used as the initial conditions. Different from the previous simulation, the S-EMS is translated from its previous position (ca. 5.2 m above the casting bottom at 9000 s) to lower positions of 1.8 m (Case I) and 2.3 m (Case II), respectively. For Case I, as shown in Figure 10(a.1), the S-EMS moves upward from Point A (1.8 m) to Point B (2.3 m) at a speed of 1.25 × 10–3 m/s relative to the strand. For Case II, as shown in Figure 10(a.2), the S-EMS moves downward from Point B (2.3 m) to Point A (1.8 m) at a speed of -1.25 × 10–3 m/s relative to the strand. All other settings for the two cases are the same as before. The calculated fe values at two moments (9000 s and 9400 s) for Cases I and II are shown in Figures 10(b.1) and (b.2). The isoline for \(f_{{\text{e}}}^{{{\text{env}}}} = 0.637\) is overlaid on the contours to mark the equiaxed region. At 9400 s, the height of the equiaxed zone is 1.63 m for Case I, which is 0.14 m higher than that of Case II. It appears that the upward movement scheme of S-EMS (Case I) is more beneficial for the accumulation of equiaxed grains at the casting center compared to Case II. The calculated \(c_{{{\text{mix}}}}^{{{\text{index}}}}\) values for the two cases are shown in Figure 10(c.1) and (c.2). Case I seems to exhibit a more uniform solute distribution in the casting than Case II.

Parameter study on the S-EMS moving scheme and its influence on the as-cast structure and macrosegregation: Case I – upward motion of S-EMS; Case II – downward motion of S-EMS. (a.1) to (a.2): Definition of the moving schemes of the S-EMS; (b.1) to (b.2): contours of fe overlaid with the isoline of \(f_{{\text{e}}}^{{{\text{env}}}} = 0.637\) at 9000 and 9400 s; (c.1) to (c.2) contours of \(c_{{{\text{mix}}}}^{{{\text{index}}}}\) at 9000 and 9400 s
It is known that the moving scheme of the S-EMS is only one factor among several others which can influence the casting quality, such as the stirring intensity of S-EMS, the timing of the S-EMS, even the type of S-EMS (travelling vs. rotational), with or without combination with the M-EMS, casting temperature/speed, dimension (diameter) and maximum length of the strand, hot topping and shielding parameters, and alloy composition. Without a model that can quantitatively predict the solidification process, it would be extremely exhausting to design and optimize a new SCC process. Therefore, as an outlook, experimental evaluations of the numerical model are suggested, and on this basis, uncertain modeling parameters can be determined. Finally, the model can be used to perform systematic parameter studies, instead of costly pilot/field-casting trials, towards the optimization of the SCC process.
Conclusion
A three-phase mixed-columnar-equiaxed solidification model was used to investigate the solidification principle (formation of the as-cast structure and macrosegregation) of large vertical steel casting under the effect of EMS. For this purpose, the model was extended by considering crystal fragmentation as the only origin of equiaxed grains and the remelting/destruction of equiaxed grains. As an example, a semi-continuous casting (SCC) of steel with a format of ϕ 1.0 m × 10.0 m was simulated. It was shown that the following critical solidification phenomena can be captured by the model.
-
(1)
With the application of EMS, crystal fragments, serving as the origin of equiaxed grains, are generated in the mushy zone near the columnar tip front of the stirred area. They can grow and be brought by the EMS-induced primary/secondary flow and gravity-induced sedimentation to the lower part of the casting, forming the central equiaxed zone.
-
(2)
During the withdrawing stage (Stage I) of the SCC, some equiaxed grains were transported to the upper mold region owing to the effect of M-EMS, where the liquid melt was still superheated. Equiaxed grains can be re-melted or destroyed in the superheated region. The simultaneous solidification/remelting phenomenon represents an important energy/species transport mechanism in such large castings.
-
(3)
During the late withdrawing process, when M-EMS is stopped and S-EMS is activated, the superheated region is enlarged under the effect of S-EMS, and the remelting process can occur even in the lower part of the casting.
-
(4)
During the solidification process (Stage II), the entire superheat was dissipated from the casting. Thus, no remelting/destruction of equiaxed grains occurred. The equiaxed grains survived and accumulated in the central and lower parts of the casting.
Although the solidification principle of the SCC process has been successfully addressed, the current model is still subject to further experimental evaluation. Some uncertain modeling parameters must be determined and confirmed experimentally before the model can be applied to design and optimize the actual SCC process. Finally, the capability of the model for process optimization was demonstrated. A numerical parameter study on the moving scheme of S-EMS and its effect on the as-cast structure and macrosegregation was performed. According to the current settings of the SCC, the upward movement of S-EMS seems favorable for the formation of central equiaxed grains and is beneficial for a relatively uniform solute distribution in comparison to the downward movement of S-EMS.
References
H. Wu, C. Xu, C. Lei, T. Wang, Y. Gao, X. Zhang and H. Jin: JOM, 2022, pp. 1–11.
L. Zhang, Z. Wang, C. Xu, S. Li, X. Ai, and J. Li: Ironmak. Steelmak., 2019, vol. 46, pp. 742–46.
H. Wu, C. Xu, H. Jin, Y. Gao, X. Zhang, and Y. Jin: Appl. Phys. A, 2022, vol. 128, pp. 1–9.
J. Penn, P. Pennerstorfer, and A. Jungbauer: Berg Huettenmaenn. Monatsh., 2018, vol. 163, pp. 11–7.
S. Lee: Berg Huettenmaenn. Monatsh., 2018, vol. 163, pp. 3–10.
A. Eichinger, H. Kogler, A. Puehringer, G. Hrazdera, S. Hahn and F. Wimmer: 9th Eur. Contin. Cast. Conf., Vienna, Austria, 2017, pp. 267–76.
S. Michelic and M. Riedler: Berg Huettenmaenn. Monatsh., 2016, vol. 161, pp. 39–44.
M. Knabl, K. von Eynatten, M. Kubin, A. Scheriau, and H. Holzgruber: Berg Huettenmaenn. Monatsh., 2018, vol. 163, pp. 355–60.
W. Zhang, S. Luo, Y. Chen, W. Wang, and M. Zhu: Metals, 2019, vol. 9, p. 66.
Q. Fang, H. Ni, B. Wang, H. Zhang and F. Ye: 2017: Metals, 2017, vol. 7, 72.
L. Trindade, J. Nadalon, A. Contini, and R. Barroso: Steel Res. Int., 2017, vol. 88, p. 1600319.
B. Ren, D. Chen, H. Wang, M. Long, and Z. Han: Ironmak. Steelmak., 2015, vol. 42, pp. 401–08.
H. An, Y. Bao, M. Wang, and L. Zhao: Metall. Res. Technol., 2018, vol. 115, p. 12.
S. Kunstreich: Metall. Res. Technol., 2003, vol. 100, pp. 1043–061.
H. Wu, N. Wei, Y. Bao, G. Wang, C. Xiao, and J. Liu: Int. J. Miner. Metall. Mater., 2011, vol. 18, pp. 159–64.
X. Li, X. Wang, Y. Bao, J. Gong, W. Pang, and M. Wang: JOM, 2020, vol. 72, pp. 3628–633.
C. Yao, M. Wang, Y. Ni, J. Gong, L. Xing, H. Zhang, and Y. Bao: JOM, 2022, vol. 74, pp. 4823–30.
T. Campanella, C. Charbon, and M. Rappaz: Metall. Mater. Trans. A, 2004, vol. 35A, pp. 3201–210.
H. Zhang, M. Wu, C.M.G. Rodrigues, A. Ludwig, A. Kharicha, A. Rónaföldi, A. Roósz, Z. Veres, and M. Svéda: Acta Mater., 2022, vol. 241, p. 118391.
M. Bridge and G. Roger: Metall. Mater. Trans. B, 1984, vol. 15B, pp. 581–89.
M. Wu, L. Könözsy, A. Ludwig, W. Schützenhöfer, and R. Tanzer: Steel Res. Int., 2008, vol. 79, pp. 56–63.
J. Zhang, C. Xu, L. Zhang, Y. Jin, and C. Lei: Can. Metall. Q., 2021, vol. 60, pp. 350–58.
Y. Yao, Z. Liu, B. Li, L. Xiao, and Y. Gan: J. Mater. Res. Technol., 2022, vol. 20, pp. 1770–85.
M. Wu and A. Ludwig: Metall. Mater. Trans. A, 2006, vol. 37A, pp. 1613–31.
Y. Zheng, M. Wu, A. Kharicha, and A. Ludwig: Modell. Simul. Mater. Sci. Eng., 2018, vol. 26, p. 015004.
H. Zhang, M. Wu, P. Schumacher, C.M.G. Rodrigues, A. Ludwig, and A. Kharicha: Appl. Math. Modell., 2021, vol. 97, pp. 821–38.
Z. Zhang, M. Wu, H. Zhang, S. Hahn, F. Wimmer, A. Ludwig, and A. Kharicha: J. Mater. Process. Technol., 2022, vol. 301, p. 117434.
M. Wu and A. Ludwig: Metall. Mater. Trans. A, 2007, vol. 38 A, pp. 1465–75.
J. Li, M. Wu, A. Ludwig, and A. Kharicha: Int. J. Heat Mass Transf., 2014, vol. 72, pp. 668–79.
M. Wu, A. Ludwig, and A. Kharicha: Metals, 2019, vol. 9, p. 229.
J. Lipton, M.E. Glicksman, and W. Kurz: Mater. Sci. Eng., 1984, vol. 65, pp. 57–63.
A. Ludwig and M. Wu: Metall. Mater. Trans. A, 2002, vol. 33A, pp. 3673–683.
Y. Zheng, M. Wu, E. Karimi-Sibaki, A. Kharicha, and A. Ludwig: Int. J. Heat Mass Transf, 2018, vol. 122, pp. 939–53.
H. Zhang, M. Wu, Z. Zhang, A. Ludwig, A. Kharicha, A. Rónaföldi, A. Roósz, Z. Veres, and M. Svéda: Metall. Mater. Trans. B, 2022, vol. 53B, pp. 2166–181.
Z. Zhang, M. Wu, H. Zhang, A. Ludwig, and A. Kharicha: Steel Res. Int., 2022, vol. 93, p. 2200065.
M. Wu, J. Li, A. Ludwig, and A. Kharicha: Comput. Mater. Sci., 2013, vol. 79, pp. 830–40.
M. Wu, J. Li, A. Ludwig, and A. Kharicha: Comput. Mater. Sci., 2014, vol. 92, pp. 267–85.
M. Wu, A. Ludwig, and A. Kharicha: Steel Res. Int., 2018, vol. 89, p. 1700037.
L. Hachani, K. Zaidat, and Y. Fautrelle: Int. J. Heat Mass Transf., 2015, vol. 85, pp. 438–54.
Z. Zhang, M. Wu, H. Zhang, A. Ludwig, and A. Kharicha: Int. J. Heat Mass Transf., 2022, vol. 208, p. 124050.
Acknowledgments
The authors acknowledge the financial support from the Austria Research Promotion Agency (FFG) through the Bridge 1 project (No. 868070) as well as the technical support of the industrial partner Primetals Technologies Austria GmbH.
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Funding
Open access funding provided by Montanuniversität Leoben.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhang, Z., Wu, M., Zhang, H. et al. Solidification Principle in Large Vertical Steel Casting Under the EMS Effect. Metall Mater Trans B 54, 1870–1885 (2023). https://doi.org/10.1007/s11663-023-02801-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-023-02801-9