
Abstract
In the framework of the European Commission Support Programme to the International Atomic Energy Agency (EC SP task A1753) 20 samples were obtained from the Dolní Rožínka (DIAMO, Czech Republic) uranium milling facility. The sampling procedure followed stepwise the uranium production and purification from the U ore to uranium ore concentrate (yellow cake) end-product. Elemental concentrations, rare-earth elemental pattern, anion concentrations, morphology and isotope abundance ratios of S, Sr, Pb and U were measured at each sampling stage. The purpose of the measurements was to investigate the applicability of various material characteristics for authentication, propagation and variation of these parameters, and to identify the relevant signatures for nuclear forensics and safeguards during the uranium production.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The Czech Republic has a long history of uranium production [1]. Uranium mining at Jáchymov (at the time named Joachimsthal and belonging to Austria-Hungary) started in the middle of the last century on an industrial scale, and increasing later making the Czech Republic one of the most important uranium ore suppliers in Europe. In the framework of European Commission Support Programme (EC SP task A1753) to the International Atomic Energy Agency (IAEA), 20 samples were received from the Dolní Rožínka (DIAMO, Czech Republic) uranium milling facility in order to investigate the material characteristics in each production stage. The applied methods are similar to an earlier study [2]. The current sampling procedure in the Dolní Rožínka facility followed the uranium production from the U ore to the uranium ore concentrate (yellow cake) as an end-product taking samples from each significant stage of the process. The purpose of the study was to identify the relevant signatures for nuclear safeguards and forensics and their change (or persistence) throughout the various stages of the production process. Several potential signatures (e.g. compound identification by infrared spectrometry, anion chromatography, rare-earth elemental pattern and isotopic compositions of U, Pb, Sr and S) were measured in the considered production flow-sheet in order to investigate (1) how these signatures propagate or vary from stage to stage (2) if the end-product can be traced-back to the starting material or to the production facility (3) and to identify meaningful and relevant material properties (signatures) for safeguards and nuclear forensic measurements.
The information on the meaningful material properties is of utmost importance for nuclear forensics, as multiple sample characteristics are needed to provide hints on the intended use, origin, production time and history of the illicit nuclear and other radioactive material [3,4,5,6]. However, out of the large number of the measured parameters, eventually only a few are meaningful enough for the interpretation and origin assessment of an illicit sample [5, 7, 8]. In other words, among the measured (analyzed) parameters the most meaningful need to be identified. In order to decrease the number of measureable parameters to a realistic scale (for evaluation and economic reasons), samples were taken from each significant phase in the Dolní Rožínka U manufacturing facility in a systematic study for nuclear forensic and safeguards use.
Experimental
Reagents and materials
All labware was thoroughly cleaned before use. Suprapur™ grade HCl, HF and HNO3 (Merck, Darmstadt, Germany) were used during the sample preparation. HNO3 was further purified by sub-boiled distillation (AHF Analysentechnik AG, Germany). For dilutions ultrapure water was used (Elga LabWater, Celle, Germany). TRU® (octylphenyl-N,N-di-isobutyl carbamoyl phosphine oxide in TBP) extraction chromatographic resin (50–100 μm particle size) supplied by Triskem International (Bruz, France) was used for separation of the rare-earth elements. S isotope measurements were performed after separation with AG 1-X4 anion exchange resin (Cl-form, 100–200 mesh, Bio-Rad Laboratories, USA). U assay and isotope ratio measurement were performed after UTEVA® extraction chromatographic resin (50–100 μm particle size, supplied by Triskem International) separation. The Pb and Sr were separated using SR Resin® extraction chromatographic columns (Triskem International). The reagents and materials are detailed elsewhere [9,10,11].
Instrumentation
Infrared measurements were performed on the solid samples using a Alpha FT-IR spectrometer with attenuated total reflection (ATR) method using a single reflection diamond crystal (Bruker, Germany). The samples were measured directly, i.e., without using binders. The anion measurements were performed by an ion chromatography Advanced Compact IC 861 (Metrohm, Switzerland). The ion chromatography is equipped with chemical suppressor (Module MSM II) and conductivity detector. The separation of anions was carried out using a "METROSEP A supp 5" column (150 × 4.0 mm I.D.) preceded by a "METROSEP Anion Dual 1" guard column (50 × 4.6 mm I.D.). The REE (rare-earth element) measurements were carried out using a double-focusing magnetic sector inductively coupled plasma mass spectrometer (ICP-MS) equipped with a single electron multiplier (Element2, Thermo Electron Corp., Bremen, Germany). The REE measurements were carried out in a low-resolution mode (R = 300) using a low-flow micro-concentric nebulizer in a self-aspirating mode (flow rate was ~ 50 μL min−1) in combination with a Teflon Scott-type spray chamber. The Pb, Sr and S isotopic measurements were performed on a NuPlasma (NU Instruments, Oxford, United Kingdom) double-focusing multicollector inductively coupled plasma mass spectrometer (MC-ICP-MS), equipped with 11 Faraday collectors and 3 discrete dynode electrode multipliers. The instrument was operated in a low mass resolution mode (R = 300). The sample solutions were introduced into the plasma using a low-flow Teflon microconcentric nebulizer operated in a self-aspirating mode in combination with a desolvation unit (DSN-100, NU Instruments, Oxford, United Kingdom). The U assay and isotopic measurements were performed on a thermal ionization mass spectrometer (TIMS) using Triton™ instrument from Thermo Inc. (Bremen, Germany) with a modified total evaporation method. The instrumentation details are discussed elsewhere [9, 10, 12].
Investigated samples and process description
The Rožná deposit is located in the Czech Republic, about 150 km South-East of Prague. The deposit, which is the largest uranium ore deposit in the Moravian region, was discovered in 1956 by radiometric exploration. Exploitation at the Rožná deposit started in 1957 and currently it is owned by the DIAMO State Enterprise.
The uranium deposits in Rožná consists of metamorphosed sedimentary—effusive rock. Mining took place in one deep mine, with the dressing of mined ore at a chemical-processing unit, which is close to the mine. Uranium content in mined ore is 0.1–0.5% (1–5 kg of uranium per metric ton of ore). The final product of the Dolní Rožínka (DIAMO) processing unit is uranium ore concentrate (UOC), commonly referred to as "yellow cake", in the form of ammonium diuranate ((NH4)2U2O7).
The sampling followed the uranium ore concentrate production process, i.e., a representative sample was taken from each important process stage. It should be noted that the process chemicals (i.e., added reagents or solvents) also influence the measured parameters (e.g. impurity content or contribution to the isotopic properties); however, they were not sampled. In order to account for possible variations over time in feed materials, process, chemicals, etc., two sampling campaigns were performed with the time difference of about 3 months. The detailed process scheme is shown in Fig. 1.

Process scheme of the investigated facility
Samples were taken at the following stages:
Milling crushed uranium ore (U content = 0.12–0.13 wt%) is mixed with water recycled from thickeners and milled in three parallel ball mills.
Thickening 1-stage process using Dorr’s type thickeners (polyacrylamide (PAA) flocculent is added) to increase the 1:6 ore sludge density from 1100 to 1500 g/L and reduce the liquid to achieve Solid to Liquid (S:L) = 1:1 [sampling 1].
Alkaline leaching Leaching of U from solid phase is accomplished with sodium carbonate solution (10 g/L) in a series of eight leaching columns (stirring by air; heating with steam to 80 °C) with cascade overflow. In addition, NH3 is used in the first two columns to create tetraamminecopper(II) salt, which is a catalyst for better oxidation. 90% leaching efficiency is reached during the 5-day process; U concentration in liquid leachate reaches 1200–1300 mg/L [sampling 2]. After leaching, the pulp is cooled down to 45 °C before proceeding to the sorption stage.
Sorption Sorption using ammonium phosphomolybdate (commonly known as ammonium molybdophosphate, AMP) anion exchanger and resin-in-pulp (RIP) technique is accomplished in a series of eight columns (stirred with air) with a cascade counterflow. The resin beads (~ 1.5 mm in size) loaded with U are separated from the leached sludge (particle size ~ 0.1 mm) and washed with water using rotating sieve screens. The S:L = 1:3 sludge [sampling 3] is removed to the tailings pond without separation of the solid/liquid phases.
Cleared water from the tailings pond [sampling 4] is used in multiple steps throughout the process.
Elution Removal of U from anion exchange resin beads is accomplished using a mixed solution of Na2SO4 (130 g/L) and Na2CO3 (5 g/L). The loaded resin beads are moved to pre-columns and pulse columns, where eluent solution (recycled from the precipitation stage) is added [sampling 5]. The eluate [sampling 6] is carried to the precipitators. The resin beads are washed with water and recycled to the alkaline sorption process.
Precipitation This process is carried out in three steps. (1) The eluate pH is adjusted to 3–4 by adding H2SO4 (to remove carbonates); (2) precipitation is achieved by adding ammonia or NH4OH solution (pH 7–8); (3) the precipitated sludge (ammonium diuranate, ADU; (NH4)2U2O7), is thickened [sampling 7]. Depending on Mo content (determined by XRF analysis of the feed ore), additional purification with ammonium (dissolution of Mo) may be performed in the last precipitation column. The elution liquor from thickener is reinforced with Na2CO3 and recycled to the pulse columns. The impure ADU sludge is filtered on filter presses. The barren filtrate is recycled to the leaching stage.
Purification Final purification is performed by re-dissolution of ADU in HNO3; the resulting uranyl nitrate solution is filtered to remove insolubles. ADU is again precipitated with NH3; the ADU slurry is filter-pressed and washed with water to remove soluble salts [sampling 8]. The barren filtrate is recycled to the leaching stage.
Drying hot air (300 °C) is purged through the pure filtered wet ADU. Average temperature inside the drying chamber ~ 140 °C; residence time is a few seconds. The dried ADU powder [sampling 9] (i.e. the final product) is collected in 200 L steel drums.
Following samples were taken during the campaign:
-
Feed pulp from thickeners – 2 × 250 mL: 80210-01-02 and 80211-01-02
-
Pulp overflow from 8th leaching column – 2 × 250 mL: 80210-02-02 and 80211-02-02
-
Tails sludge from sorption – 2 × 250 mL: 80210-03-02 and 80211-03-02
-
Water from tailing pond – 2 × 250 mL: 80210-04-02 and 80211-04-02
-
Eluent solution (recycled from precipitator) – 2 × 250 mL: 80210-05-02 and 80211-05-02
-
Eluate solution – 2 × 100 mL: 80210-06-02 and 80211-06-02
-
Impure ADU slurry from thickener – 3 × 100 mL: 80210-07-02 and 80211-07-02
-
Purified wet ADU from filter press – 2 × 50 g: 80210-08-02 and 80211-08-02
-
Final ADU powder product after drying – 2 × 50 g: 80210-09-02 and 80211-09-02
Note: Samples 80210-10-02 and 80211-10-02 are the dried output from the sorption step. The IAEA material description says that they are uranium sulphate, but according to their look and the FT-IR spectra they are residues from the ore, most likely residues from the leaching.
No other chemicals were sampled. Similarly, there is no information on the change of the reagents. One set of samples was collected in November and early December 2016 (sample numbers starting 80210), while another set of samples was taken in March 2017 (sample numbers starting 80211). The sample numbers are included in the list above and used for the identification afterwards. The process description above shows that the process is very complex, including several recycling (reuse) steps. Additional stages can be added ad-hoc depending on the sample characteristics (e.g. another purification due to the high Mo content).
As no information about the used material amounts were available in contrast to the previous study, no input–output model could be created for the present work. This fact obviously limits the capability to draw accurate conclusions on the concentration values.
Analytical measurements
The photos of the received materials were taken before analysis (SI). It should be noted that the samples originated from an industrial facility: the samples were often very inhomogeneous, e.g. the liquid samples had residues at the bottom, while some solid samples (especially 80210/80211-08-02) were visibly inhomogeneous. Therefore, representative aliquoting for these samples can be difficult. In consequence, sub-sampling for the analytical measurements was designed to achieve maximum representativeness and relevance for the interpretation. For the analyses, the liquid samples were shaken before sample taking and, in all cases, a relatively high amount of material was used to mitigate the inhomogeneity issue. The samples were measured as received, e.g., without drying the wet solid samples. All acid and sample additions were performed gravimetrically.
For the ion chromatography (IC) measurements, the leached anions (F−, Cl−, NO3−, SO42−, PO43−) were measured from the samples of first process step and the final products [13, 14]. Supernatant of the leachate samples were diluted 500-fold before the IC measurement. To assess the final product, about 100 mg of sample was taken, and 10 mL high purity water was added in a pre-cleaned plastic bottle. The samples were leached 24 h at room temperature and filtered through a 0.45 μm cellulose acetate syringe filters (NALGENE, USA) before injection to the ion chromatography. Liquid samples (80210-01-02, 80211-01-02, 80210-02-02, 80211-02-02, 80210-03-02, 80211-03-02, 80210-04-02, 80211-04-02, 80210-05-02 and 80211-05-02) were analysed after thorough shaking, then taking the supernatant, or, where visible solids in the liquid phase remained, the materials were filtered through a 0.45 μm cellulose acetate membrane filter.
The S isotopic composition of the samples after H2O leaching was measured according to the established method using the original samples [11]. In short, the liquid samples were filtered (S isotope ratio is representative of the liquid phase), whereas for the solid 80211/80211-09-02 samples water leaching was used. The samples were separated by ion exchange chromatography and measured by MC-ICP-MS. For S isotope analysis only the relevant samples (-02 and -09 samples) were analyzed. The solid samples were dissolved in 8 M HNO3/0.02 HF (for impurity analysis and isotopic measurements), total dissolution was used for the thickener and alkaline leaching samples (− 01 and − 02 samples), while 8 M HNO3 dissolution was applied for Sr, Pb and U isotope study and H2O leaching for S isotope measurement. Note that about half of the samples are “conventional samples”, where standard methods work. For the other half of the samples exhaustive modification was needed. To evaluate the degree of inhomogeneity, the samples were measured by scanning electron microscopy (SEM) with energy dispersive X-ray analysis (EDX) for determining the elemental composition at micrometer level.
Samples with high U content (80210-06-02, 80211-06-02, 80210-07-02, 80211-07-02, 80210-08-02, 80211-08-02, 80210-09-02 and 80211-09-02) were completely dissolved prior to the ICP-MS measurement to measure silicates, mobilize and stabilize the refractory metals. Approx. 600 mg sample was dissolved in about 20 ml 8 M HNO3/0.02 M HF acid mixture: the sample was placed on a hot plate for 5 h at 80 °C. After this the sample was visually checked if the digestion was complete (no residue). If residue was observed, more HF was added to the sample. As the 80210-10-02 and 80211-10-02 samples contained more silica compared to the other samples, a different approach was used: about 200 mg sample was placed in a PTFE vial, and 1 mL ccHF and 3 ml ccHNO3 were added to the samples. They were heated to 90 °C, left for 3 h covered with a PTFE lid, then evaporated to dryness almost completely. 3 mL ccHNO3 was added again and evaporated, and this was repeated once more. Finally, the aliquots were taken up in 4 mL 8 M HNO3/0.02 M HF with moderate heating. They were filtered through a 0.45 μm cellulose acetate membrane filter and washed with 2 × 0.5 mL 8 M HNO3/0.02 M HF.
For the impurity analysis matrix-matched external calibration was used for the ICP-MS measurement (i.e., standard solutions were mixed in a pure U matrix-matching solution). Multi-elemental standards (Alfa Aesar) were used to set up the calibration for the elements, while Rh internal standard (Alfa Aesar) was used for the measurement applying Element2 single-collector ICP-MS (Thermo Inc). The impurities were measured in low (300), medium (4000) or high (10,000) mass resolution depending on the possible interferences. The masses of interest and the resolution were selected based on the previous experience of measuring UOCs. Quality control (QC) samples (laboratory-prepared QC, CUP-2 and a Canadian UOC reference material – UPER-1) were used to validate the measurements [15].
The dissolved sample aliquots were used also for Pb, Sr and U isotope analysis. After successive evaporation to remove HF, Pb and Sr were separated using Sr Resin, while another aliquot was used for U separation applying UTEVA resin. Further details can be found elsewhere [9, 10, 12].
Results and discussion
Major and minor elemental constituents
The concentration results are summarized in the SI. The uranium content of the samples is obviously increasing throughout the process. The U content in the samples of final stages (80210-06-02, 80211-06-02, 80210-07-02, 80211-07-02, 80210-08-02, 80211-08-02, 80210-09-02 and 80211-09-02) is above 1000 ppm even with significant water content, and the highest in the dried ammonium diuranate products (80210-09-02 and 80211-09-02). The U in these samples is the major constituent. The U content of the ADU end-products (Utotal = 70.16(12)% and 71.32(12)% for 80210-09-02 and 80211-09-02, respectively) is significantly lower than the theoretical U content of the ammonium diuranate (76.28%). The reason for that besides the water content is the very high impurity content. The major impurities are Ca, K, Mo, Na, S and Zr (see SI). Although C or N cannot be measured by ICP-MS, they are expected to contribute considerably to the impurity content as well.
For the thickening and alkaline leaching (sampling 1 and 2) the liquid phases were analysed. In the thickening phase a deliberate leaching does not take place, however, several elements are selectively leached out (see 80210-01-02 and 80211-01-02). During the alkaline leaching, Na2CO3 and NH3 (with Cu catalyst) are added to the pulp. Besides the increased alkaline concentration also the U content increased (to about 1000–1500 μg/g) indicating the effectiveness of the leaching (see 80210-02-02 and 80211-02-02). The Cu content did not increase in the liquid (see SI), indicating that Cu is possibly in the solid phase. S increases, even though it is not used in the process. Possibly S derives dominantly from the U ore in this step as alkaline leaching is used (i.e. no H2SO4), thus indicative of the feed rather than the process. Th in the U ore samples (80210-10-02 and 80211-10-02) is not dissolved by the alkaline leaching, as Th is highly insoluble in alkali medium and it does not form NH3-complexes. Therefore, the 230Th/234U chronometer should give the correct model age if doing age dating to these samples.
After the alkaline leaching (sampling 3), the material is subjected to U sorption with AMP anion exchanger using a resin-in-pulp (RIP) technique with a cascade counterflow. As RIP technique is used (i.e. the resin beads are mixed with the sludge), it is probable that the impurities of the solid phase will contribute to the following step as well. AMP stands for ammonium molybdophosphate (ammonium phosphomolybdate), which is a solid inorganic ion exchanger, known for its high selectivity for Cs and U even at elevated acid concentrations. Thus, it was expected that the use of AMP may contribute to the Mo and P impurity concentration in this step. Actually, besides the common impurities (Na, K, S, etc.), most elements are retained in the anion exchanger and carried over to the next steps (thus low in the measured 80210-03-02 and 80211-03-02 sludge samples). The concentration of P is low, because it is likely retained in the AMP anion exchanger. The reason for the relatively high U concentration in the liquid phase is not fully known (U is meant to be retained by the AMP resin), possibly it is due to the high amounts of competing elements during the AMP separation.
Cleared water (sampling 4, 80210-04-02 and 80211-04-02), which is used in several steps, contains significant amounts of Na, K, Mg and S, together with some trace amount of U. This water is possibly used in a high amount; thus, it is reasonable to assume that its contribution to the resulted impurity pattern can be significant even if the concentration is low.
The eluent solutions (sampling 5, 80210-05-02 and 80211-05-02), which is recycled from the precipitation stage, contain high amounts of impurities (see SI). This solution is predominantly a mixed solution of Na2SO4 and Na2CO3, thus the alkaline content is very high, similar to the sulphur content. It is probable that the S isotopic ratio will be dominated by this Na2SO4 in the process afterwards, thus S concentration and isotope ratio are not indicative to the U ore after this step. Besides Na, K and S, the eluate contains high amounts of Al, Mg, Se, Rb, Zn and Sr. Some anion-forming elements, like Cu (as ammonium complex), Mo (as oxyanions, such as MoO42− or Mo2O7−2) or P (as PO4−3) retain on the anion exchange resin, thus they behave similarly and they are not separated from U. They will propagate further in the U production process.
Following the elution, the eluate solution is carried to the precipitators (sampling 6, 80210-06-02 and 80211-06-02). These samples are the first materials, where U is sufficiently pre-concentrated. The material is in liquid form, and this is possibly the reason why the measured impurity level is lower than in the following steps. The U concentration, however, is about 1250 ppm.
The U in the eluate solution is then precipitated in the form of ammonium diuranate using ammonia or NH4OH solution (sampling 7, 80210-07-02 and 80211-07-02). As the precipitation takes place in alkali medium (in contrast to peroxide precipitation), most elements from the liquid phase are co-precipitated with U. This is the case for e.g., Al, Ca, Cu, Fe, K, Mg, P, Mo, Na, S and Zr. Among these impurities, Al and Zr are thought to pre-dominantly derive from the U ore as they are usually not present in the process chemicals, whereas the other elements are mainly process-related. Therefore, Mo isotope ratio measurements (which was proposed before in [16]) will probably be indicative of the process due to the surplus AMP resin. Thus, it can be a useful signature to trace the milling facility rather than the location of the U ore body. The U concentration in the impure ADU slurry is 2.4–2.5%.
Final purification is performed by re-dissolution of ADU in HNO3, and the resulting uranyl nitrate solution is filtered to remove insolubles (sampling 8, 80210-08-02 and 80211-08-02). The level of the major impurities (Al, Cu, Fe, K, Mg, Na and S) decreased by a factor of 2–5 during this step. The re-dissolution and re-precipitation affected the trace-level hydroxide-forming elements (e.g., Fe or Ca), and they were carried over to the next phase. Several important elemental concentrations (e.g., Cu, Mo or Zr) do not change significantly, but this step seems to affect more the major constituents (e.g. Al, K, Na and S). The U concentration increased to 37–38%.
During the drying step (sampling 9, 80210-09-02 and 80211-09-02) there is no chemical separation, thus it is not expected to have a significant effect on the impurity pattern. The apparent increase in the concentration values is the result of water removal from the samples (SI). The drying occurs at relatively low temperature (300 °C) in contrast to the calcination, so also the more volatile components (e.g., Cd or Pb) remain in the sample.
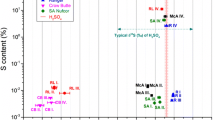
Overall, the final product is relatively impure and it will require additional purification before further processing. The impurities from the U ore (e.g., Al and Zr) and the used process (e.g. Na, Cu, P, Mo and S) were easily measurable in the final ADU. Some of the process-related elements, like Na and S, show consistent behaviour throughout the various process steps as observed in the two sampling campaigns (Fig. 2).

Na (a) and S content (b) in the investigated samples
Figure 3 shows the concentration and variation of the other three elements (Cu, Mo and Zr) during the UOC production. Cu possibly derives pre-dominantly from the alkaline leaching step, where Cu catalyst is used as an oxidant. Even though the Cu deriving from the catalyst in the alkaline leaching (tetraamminecopper(II) salt) did not seem to be elevated at the beginning of the process, Cu is propagating in this process and has a very high concentration even in the final product (Fig. 3). In the previously investigated facility, MnO2 was used as a U oxidant during the ore leaching [2]. Therefore, the level of Cu content over Mn can be used to distinguish the two different catalysts and the respective processes. Figure 3 suggests that Mo is largely originating from the AMP resin, possibly with a negligible contribution from the U ore. Mo concentration is very high in the final products; it is not removed by the applied anion exchange separation or precipitation. Thus, the Mo isotope ratio in the UOC product in this specific process is indicative of the chemicals used and not the U ore body. Previously, the elevated P level was observed only for phosphorite-type U deposit (uranium as a by-product of fertilizer production) and indicative of those UOCs [7]. The use of AMP can also result in high P concentration, thus other sample characteristics and U ore-related signatures are needed to achieve a reliable origin assessment, e.g., rare-earth elements, Zr, Hf. The elevated Zr concentration observed in the later process steps (samples 80210/80211-07-02 and 80210/80211-08-02) and in the final product (80210/80211-09-02) can be explained by the Zr similarity in the chemical behaviour to U in the process (similar distribution coefficient in the ion exchange resin and formation of precipitate with ammonia). Therefore, Zr concentrations can be used for tracing the U ore deposit. They are elevated in the final product, not affected by the purification step and not in correlation with the process elements (e.g., in contrast to Na or S). The Pb concentration varies throughout the process (see SI). In the starting material (80210-10-02 and 80211-10-02) the Pb/U ratio is close to 1, while in the final product is less than 10–5 (i.e., Pb has been effectively removed in the process). This significant decrease in concentration is also expected to result in a shift of Pb isotope ratios towards natural values as we move from the feed material to the final product.

Cu (a), Mo (b) and Zr content (c) in the investigated samples
Rare-earth elemental pattern
The rare-earth elements patterns (REE) from the final products of the Rožná UOC production facility have been measured (Fig. 4a, b). As the REE concentrations were low, the analysis was accomplished after chemical separation of the REE group [10]. The REE patterns of samples 80210-07/08/09-02 are shown in Fig. 4a. In comparison, the REE patterns of samples 80211-07/08/09-02 taken ~ 3 months later, are shown in Fig. 4b. Overall the REE patterns are very similar: a smooth pattern was obtained (indicating that the oxide, etc. interferences are minimal) and the chondrite-normalized REE patterns are declining (heavy REE < light REE) with a maximum for Eu [17]. The time difference of ~ 3 months seems not to affect the REE pattern and even the concentration level is very similar. The rare-earth patterns in the products were compared with those of the ores reported for this ore body (Fig. 4c) [18]. Three U ores were selected from the Rožná deposit: R-1, R-2 and R-19. The R-1 U ore is albitized biotite-gneiss, R-2 is carbonatized and albitized biotite gneiss, while R-19 albitized biotite gneiss. Note that R-19 has the highest U content, about twice as much as R-1 and R-2. The UOC products from the Rožná facility are very similar to the REE pattern of the R-19 sample. The REE level has greatly decreased (i.e. REEs have been removed) compared to the ore with a factor of ~ 103 during the production. Even if the REEs concentration reduced significantly, the REE pattern in the end-product UOC remained very similar. It suggests that (similarly as it was found for a different facility [2]) the REE pattern seems to be insensitive to the production process: therefore, the REE pattern can be used to trace back to the feed ore from the product. Besides its nuclear forensic value, it is very important also in nuclear safeguards to verify the starting (feed) material.

REE pattern in the product samples (a: 80210 samples, b: 80211 samples) in comparison to the reported values for the Rožná deposit (c [18])
FT-IR and ion chromatography measurements
By the FT-IR measurements, typical ammonium diuranate spectra were obtained for the 80210-07/08/09-02 and 80211-07/08/09-02 samples (SI). A Carbonate peak is visible (around 1520 cm−1) in 80210-07-02 and 80211-07-02 samples. The 80210-07-02 and 80211-07-02 samples are partially ammonium uranyl carbonate, possibly from elution liquor with Na2CO3. The broad bands around 3450 cm−1 and 3170 cm−1 are ν(OH) and ν(NH) absorptions, respectively. The band at 1620 cm−1 is a δ(H2O) vibration that diminishes along the process (i.e., less water content) and is less pronounced with the decreasing water content of the samples. The position of ν(UO2) at 1420 and 890 cm−1 are characteristic to ammonium diuranate, and verifies the compound. Sulphate (around 1100 cm−1) is visible in all spectra (very large in the -07 samples, much less in -08 and -09 materials). This indicates the presence of sulphate in the precipitation liquor. The sulphate content is significantly reduced by the purification. A Nitrate peak is not visible in the spectra. Overall, the spectra verify the compounds, confirm the process and give indication on the use of several chemicals (sulphate, carbonate). From the IR spectra the ~ 3 months difference in sample taking is not visible.
For the ion chromatography, the method developed by Badaut et al. was used [13]. The measured anions are used in several process steps, so only the meaningful samples (-02 and -09) were analyzed. The chromatograms of the measured samples are shown in SI. The samples 80210-02-02 and 80211-02-02 have high sulphate concentration indicating that the alkaline leaching is effective also for S recovery from the ore body. Nitrate was detected in a small amount, maybe this is the result of the partial oxidation of NH3, or present in Cu catalyst as impurity (see alkaline leaching conditions). The concentrations of the anions are lower in the final ADU. Sulphate is still the dominant anion in the product samples: most likely it derives from the elution/precipitation steps. The S content is believed to dominantly derive from the elution and purification due to the several process steps, so the S isotopic composition will reflect the process chemicals, and not the U ore (see later chapter “Sulphur isotopic composition”). The nitrate impurity derives from the purification step (re-dissolution in HNO3). To sum up, similarly to the IR spectra, the IC can give information on the process: i.e., chemicals used in the different process steps. Based on the flow-sheet and IC data, the S isotopic composition in the final product will be dominantly governed by the chemicals, only the leachate (especially as alkaline leachate is used in contrast to H2SO4 leaching) reflects that of the ore.
Isotopic measurements
Uranium isotopic composition
The U isotopic composition of the samples is shown in Fig. 5 and in the SI. The 235U abundance shows natural composition, there is no effect or mixture of different U enrichment (SI). The 234U/238U amount ratio shows higher variation along the U production (Fig. 5). Note that the alkaline leachate samples (80210-01/02-02 and 80211-01/02-02) have much higher uncertainty due to the low U concentration (Fig. 5a), for better visibility, it is shown separately. The 234U/238U amount ratios slightly change along the process: maybe this small difference is due to the mixture of slightly different U feed with different 234U/238U ratio, residual of the previous batch or sample inhomogeneity causes this difference. By all means, the variation within the process is less than the 234U/238U variation between the UOCs [19, 20]. For instance, the reported values of the 234U/238U ratio in several UOCs vary 5.37 × 10–5–5.50 × 10–5. For verification, a different 234U abundance enables the elimination of the improbable U sources and effectively limits the possibilities.

234U/238U isotope ratios in the investigated samples
Lead isotopic composition
The Pb isotope composition of the samples are shown in Figs. 6 and 7, the values are given in the SI. Due to the higher silica content the -01 and -02 samples were measured after total dissolution. The Pb content in the 80211/80210-02-02 samples were low; therefore, their Pb isotopic composition is not plotted. The radiogenic Pb (i.e., Pb deriving from the U decay) content is lower compared to the other reported UOCs [9], however, the Pb isotopic composition in the ore is largely dominated by radiogenic lead. The Pb isotopic composition changes significantly in the alkaline leaching step, after this stage, it is more stable. Especially in the leaching step (i.e., from the crushed uranium ore) the Pb isotopic composition is very different than in the forthcoming steps. Measuring the samples taken ~ 3 months later one can see considerable changes. Besides the possible inhomogeneity of Pb isotope composition in the U ore, the effect of process chemicals containing Pb impurities with natural isotopic composition is significant. The results suggest that Pb isotopic measurements should be applied with extreme caution to attribute the UOC product to the source, even if the samples derive from the same stage or from the same batch. Otherwise, the interpretation of the data is very difficult and can be misleading in nuclear forensics or safeguards.

Pb isotope ratios in the investigated samples (80210 samples)

Pb isotope ratios in the investigated samples (80211 samples)
Strontium isotopic composition
The 87Sr/86Sr isotope ratios are shown in Fig. 8, the 87Sr/86Sr isotopic values are given in the SI. Similarly to Pb isotope ratios, the -01 and -02 samples were measured after total dissolution. The results are shown in Fig. 8. The measured 87Sr/86Sr isotopic values are quite stable in the process, especially compared to Pb isotope data. The 87Sr/86Sr isotope ratios are more prone to the time difference in the sample taking. It can be considered to be constant during the production. As the alkaline leaching causes less dissolution of the gangue materials compared to the sulphuric acid process, the measured 87Sr/86Sr isotope ratio is more indicative to the U ore. Thus, in this case it can be used to trace back to the U feed [2]. Moreover, the 87Sr/86Sr isotope ratio of ~ 0.713 is significantly lower than that of several other previously examined UOCs, thus it can be used to exclude potential candidates for origin [9].

87Sr/86Sr isotope ratios in the investigated samples
Sulphur isotopic composition
The δ34S results are shown in Fig. 9, the measured values are given in SI. The alkaline leachate samples, which should reflect the δ34S in the ore body, have δ34S values around δ34S = ~ 10. The positive δ34S values of metamorphosed (pre-Variscan) stratabound sulphides reflect the isotope composition of sulphur of marine origin [1], and indicative a host rock of sulphur. During the process, several chemicals with high amounts of S were used (also verified by the ICP-MS measurement), thus the S isotopic signature of the ore diminishes. Therefore, the end-product S isotope ratio likely reflects the chemicals used in the process similarly to UOC treated with excess amount of S-containing chemicals [2].

δ34S values in the investigated samples
Conclusions
In the present study, the identification and propagation/variation of various material properties, often referred to as “signatures” (e.g., impurities, anion concentrations, S, Pb, Sr and U isotopic composition) during a uranium processing at the front end of the nuclear fuel cycle, was performed for nuclear forensics and safeguards purposes. The samples had been taken from an industrial uranium processing facility, namely in Dolní Rožínka (DIAMO, Czech Republic). The research allows the study of the genuine samples, which may occur during a tangible unknown illicit material investigation. It should be noted that the present measurements and observations are of direct relevance only for the investigated facility and production flow; however, some general conclusions for uranium milling facilities can be drawn. Out of the investigated parameters in the present process, several elemental concentrations were found to be useful to identify or verify the manufacturing process (e.g., Mo, P, Cu, REE pattern) together with a number of isotope ratios (e.g., U or 87Sr/86Sr). Some parameters, like certain elemental or isotopic compositions (e.g., Na, Fe, Mn or the Pb and S isotope ratios) were found to be incloncusive, or even misleading. The selection of the meaningful parameters can significantly increase confidence in the conclusions and support the identification of an unknown uranium sample.
References
Kríbek B, Žák K, Dobeá P et al (2009) The Rožná uranium deposit (Bohemian Massif, Czech Republic): shear zone-hosted, late Variscan and post-Variscan hydrothermal mineralization. Miner Depos 44:99–128. https://doi.org/10.1007/s00126-008-0188-0
Varga Z, Krajkó J, Peńkin M et al (2017) Identification of uranium signatures relevant for nuclear safeguards and forensics. J Radioanal Nucl Chem 312:639–654. https://doi.org/10.1007/s10967-017-5247-5
Mayer K, Wallenius M, Lützenkirchen K et al (2011) Nuclear forensics: a methodology applicable to nuclear security and to non-proliferation. J Phys Conf Ser. https://doi.org/10.1088/1742-6596/312/6/062003
Mayer K, Wallenius M, Varga Z (2013) Nuclear forensic science: correlating measurable material parameters to the history of nuclear material. Chem Rev 113:884–900
Varga Z, Wallenius M, Krachler M et al (2022) Trends and perspectives in nuclear forensic science. TrAC Trends Anal Chem. https://doi.org/10.1016/j.trac.2021.116503
Kristo MJ (2012) Nuclear forensics. In: handbook of radioactivity analysis. pp 1281–1304
Keegan E, Wallenius M, Mayer K et al (2012) Attribution of uranium ore concentrates using elemental and anionic data. Appl Geochem 27:1600–1609. https://doi.org/10.1016/j.apgeochem.2012.05.009
Moody KJ, Grant PM, Hutcheon ID (2005) Nuclear forensic analysis. CRC Press, Boca Raton
Varga Z, Wallenius M, Mayer K et al (2009) Application of lead and strontium isotope ratio measurements for the origin assessment of uranium ore concentrates. Anal Chem 81:8327–8334
Varga Z, Katona R, Stefánka Z et al (2010) Determination of rare-earth elements in uranium-bearing materials by inductively coupled plasma mass spectrometry. Talanta 80:1744–1749. https://doi.org/10.1016/j.talanta.2009.10.018
Han SH, Varga Z, Krajkó J et al (2013) Measurement of the sulphur isotope ratio (34S/32S) in uranium ore concentrates (yellow cakes) for origin assessment. J Anal At Spectrom 28:1919–1925. https://doi.org/10.1039/c3ja50231g
Richter S, Kühn H, Aregbe Y et al (2011) Improvements in routine uranium isotope ratio measurements using the modified total evaporation method for multi-collector thermal ionization mass spectrometry. J Anal At Spectrom 26:550–564
Badaut V, Wallenius M, Mayer K (2009) Anion analysis in uranium ore concentrates by ion chromatography. J Radioanal Nucl Chem 280:57–61. https://doi.org/10.1007/s10967-008-7404-3
Borojovich EJC, Moyal A, Nikolski A et al (2021) Halides as potential signatures for geolocation of uranium phosphate rocks for nuclear forensic applications. J Radioanal Nucl Chem 329:179–190. https://doi.org/10.1007/s10967-021-07788-8
LeBlanc KL, Nadeau K, Meija J et al (2022) Collaborative study for certification of trace elements in uranium ore concentrate CRMs UCLO-1, UCHI-1, and UPER-1. J Radioanal Nucl Chem 331:4031–4045. https://doi.org/10.1007/s10967-022-08446-3
Rolison JM, Druce M, Shollenberger QR et al (2019) Molybdenum isotope compositions of uranium ore concentrates by double spike MC-ICP-MS. Appl Geochem 103:97–105. https://doi.org/10.1016/j.apgeochem.2019.03.001
Varga Z, Wallenius M, Mayer K (2010) Origin assessment of uranium ore concentrates based on their rare-earth elemental impurity pattern. Radiochim Acta 98:771–778. https://doi.org/10.1524/ract.2010.1777
René M (2008) Anomalous rare earth element, yttrium and zirconium mobility associated with uranium mineralization. Terra Nov 20:52–58. https://doi.org/10.1111/j.1365-3121.2007.00786.x
Richter S, Alonso-Munoz A, Eykens R et al (2008) The isotopic composition of natural uranium samples—measurements using the new n(233U)/n(236U) double spike IRMM-3636. Int J Mass Spectrom 269:145–148
Brennecka GA, Borg LE, Hutcheon ID et al (2010) Natural variations in uranium isotope ratios of uranium ore concentrates: Understanding the 238U/235U fractionation mechanism. Earth Planet Sci Lett 291:228–233
Acknowledgements
The JRC-Karlsruhe Analytical Service is gratefully acknowledged for their support in sample analysis. The overall sampling procedure and co-ordination from the IAEA were completed under the indispensable supervision of Mr. Maxim Peńkin and made possible by the DIAMO facility and Czech Support Programme.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Varga, Z., Nicholl, A., Wallenius, M. et al. Propagation and variation of material characteristics during the uranium ore concentrate production at Dolní Rožinka, Czech Republic. J Radioanal Nucl Chem 332, 2863–2873 (2023). https://doi.org/10.1007/s10967-023-08781-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10967-023-08781-z