
Abstract
Environmental stress cracking is a serious problem for polyethylene because it can cause failure without any visible warning due to the slow crack growth accelerated by aggressive agents. Tie molecules and entanglements are the main macromolecular characteristic increasing environmental stress cracking resistance, thus in this work mechanical and thermal properties governed by those macromolecular characteristics are determined by performing simple tests executable in the industrial laboratories for quality control on recycled high-density polyethylene. The mutual relation between the determined properties confirms their dependence on the investigated macromolecular characteristics and allows to predict in a comparative way the expected environmental stress cracking. The mechanical properties related to the environmental stress cracking resistance are the strain hardening modulus and the natural draw ratio. The strain hardening modulus is an intrinsic property that measure the disentanglement capability of the inter-lamellar links and the natural draw ratio is a highly sensitive parameter to the macromolecular network strength via the intercrystalline tie molecules. Since the measurement of these properties according to the standard ISO 18,488 requires a temperature chamber not often available in the industrial laboratories, the tensile test was performed also at room temperature and displacement rate 0.5 mm/min; a proportionality between the data obtained at different test condition emerged. The thermal property related to the environmental stress cracking resistance is the stepwise isothermal segregation ratio that state the chain fraction that generates a high rate of tie molecules responsible of environmental stress cracking resistance.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The present research comes from a real business need of a company that produces recycled plastic compounds. It focuses on a specific class of recycled high-density polyethylene (R-HDPE) that is designed to be processed by extrusion, for example in producing pipes, covers for electric cables, etc. Since for some of these applications the expected service life can exceed the 50 years, maintaining product integrity is of fundamental importance. This could be translated in terms of material properties in environmental stress cracking resistance (ESCR).
The purpose of this work is to verify the mutual correlation between properties indirectly related to ESCR by performing short-term tests in order to develop a simple experimental procedure, which can be performed in industrial quality control laboratories to determine the expected ESCR in a comparative way. This procedure can be used in industrial quality control to verify that the expected ESCR of each batch produced exceeds the required target previously set by ESCR tests. To compare the data obtained by testing the recycled HDPEs in question, other materials whose ESCR was known a priori as higher and lower respectively, were tested: virgin HDPE and recycled HDPE with very low macromolecular weight. As last, the influence of recycled LDPE on virgin HDPE has been evaluated since the expected ESCR of LDPE is higher than that of HDPE [1]
Environmental stress cracking of polyethylene in different applications can result in catastrophic failure without any visible warning. ESC occurs at relatively low levels of stress, normally used as service loads. Under the effect of environmental conditions, slow crack growth can be substantially accelerate creating dangerous situations. Even a polyethylene with excellent short-term mechanical strength can have poor long-term performance because of ESC. Although ESC results from the interaction of the polymer with certain chemicals, it is not a chemical reaction between the polymer and the active environment, but it occurs as the accelerated process of stress cracking (SC). SC process is governed from the slow crack growth (SCG) that is the most common long-term failure process in polyethylene (PE). Under relatively low applied stress level, and after a certain period of time, PE suffers a specific brittle failure which starts with a craze formation, subsequent propagation and final material failure. The craze is formed by a series of small cavities that can be transformed into a fibrillar shape. Brown et al. [2] summarized the SCG dependence on crazing develops in different sub steps, starting up with craze generation, and a subsequent localized plastic deformation zone around the crack. The fibrils within the craze are highly oriented and stretched towards the applied load, their failure leading to the macroscopic crack initiation [3, 4]. From the microstructural point of view a relationship between mechanical properties and the intercrystalline links exists. These links are placed in the amorphous regions and they can be either tight folds, loops, loose chain ends (cilia), fully amorphous chains, tie chains or chains connecting via permanently entangled loops to the adjacent crystal, the latter being referred to as trapped entanglements. The most important intercrystalline links are tie molecules and chain entanglements that connect two adjacent crystal lamellae. Both links favour the transmission of the load between crystals, improving the resistance to SCG [5,6,7,8,9]. Therefore, a high ESCR is related principally to high molecular weight and secondly it is associated with high presence short chain branching that inhibits the crystallization promoting the formation of intercrystalline links. ESCR is also improved with increased blending, co-polymerisation, molecular chain length, as well as molecular orientation, with ESCR increased along the orientation.
For practical reasons, it is not possible to test PE for years before use. Therefore, it is important to understand the connections between short-term and long-term mechanical properties. The most used experimental method to determine the materials ESCR in terms of time to failure can be divided in constant strain tests, such as the Bell Telephone test [10] and the bent strip test [11], and constant stress tests, such as the full-notch creep test. While these methods provide a comparative material ranking, they are inherently geometry dependent and do not distinguish between time taken for crack initiation and propagation, furthermore they do not provide any information to the mechanisms affecting the fracture rate of the material. A fracture mechanics approach aims to overcome these limitations and provide information based on crack growth rates. In addition, this method also allows for investigation into the fracture mechanisms by examination of the fracture surfaces. Kamalundin et al. in their works [12] [13] studied a fracture mechanic method of wide applicability, providing insight into failure mechanisms and permitting component life prediction. The fracture mechanic approach has little applicability in the industrial laboratories for quality control because from one side it requires a specific tool which allows to apply a constant load on a specimen immersed in the aggressive agent; form the other side it requires competences in calculations of the several fracture mechanics parameters.
Usually, the analyses of the macromolecular structure in relation to ESCR are aimed at the development of the best formulation for specific classes of polymers, and they cannot assume the character of quality control test that is required for the recycled materials due to their great variability of composition and their applications. The experimental tests carried out in this work for the determination of properties related to ESCR have been defined on the basis of the relationship between macromolecular characteristics and slow-crack growth resistance [14,15,16,17].The determined properties are mainly mechanical and thermal, each of which aims to define different aspects of the macromolecular structure in relation to the ESC; they are mainly the presence of intercrystalline tie molecules, short chain branching and entanglements [18,19,20,21,22]. The first mechanical parameter correlated to the ESCR is the strain hardening modulus (< Gp >) [7] [23,24,25,26]. The strain hardening modulus as an intrinsic property that measure the disentanglement capability of the tie molecules orientating itself in the direction of the stretching and resisting the mechanical stress; data treatment employs the Neo-Hookean constitutive model [23]. The natural draw ratio (NDR) is the second parameter correlated to the ESCR. It is defined as the draw ratio (λ = l/l0) at the onset of the strain hardening and literature studies proved to be NDR highly correlated to the macromolecular network strength via the intercrystalline tie molecules [7, 24, 27,28,29]. Since the determination of the strain hardening modulus and the natural draw ratio according to the standard ISO 18,488 requires a dynamometer equipped of thermal chamber and optical extensometer, not often available in the industrial laboratories for quality control, those mechanical properties were determined also by performing a tensile test without those equipment. A proportionality between the data determined under different test conditions emerged, so that for the purpose of this work the tensile test at room temperature and low displacement rate can replace that performed at high temperature.
The thermal behaviour, related to semi-crystalline microstructure and chain topology was investigated by a differential scanning calorimetry (DSC) employing a stepwise isothermal segregation (SIS) method. Thermal behaviour has been analysed with the aim to separate the chain fraction that generates a high rate of tie molecules and short secondary branching from that fraction characterized by a higher degree of order [24] [28]. A mutual correlation between these properties indirectly related to ESCR is verified.
Experimental
Materials
R-HDPE
The polymers of this study consist in 8 different recycled HDPE (R-HDPE) characterized by a different recipe function of the availability of the secondary raw material. The class of R-HDPE described above consists in compounding different types of secondary-raw material classified according to their melt index, function of the production process with which they were obtained in their first production process. These production processes are mainly: injection moulding (components with high melt flow index), extrusion process (typically pipes with low melt flow index), and blow moulding (detergent containers, etc.). Table 1 shows the percentage by weight of each type of secondary-raw material used in the recipe of the tested R-HDPEs and the percentage of masterbatches added; they are classified in colour masterbatch (black) and additive masterbatch used as anti-oxidant/polymer stabilizer and anti-moisture. A further subdivision is made in the case of different melt flow index value for different silos in the same production batch (sample 2–3 and 4–5). A co-rotating bi-screw extruder provided by ICMA San Giorgio located at Valsir recycling has compounded the tested R-HDPEs.
VRGIN PE100 and blend
Tested PE100 is provided by Sabic Vestolen and its commercial name is 6060R. This virgin HDPE has been chosen as reference material with the best ESCR. Since it is expected that LDPE has higher ESCR than HDPE [1], the influence of recycled LDPE (R-LDPE) on virgin HDPE has been evaluated by testing the blend HDPE PE100 + 5%wt R-LDPE.
Secondary raw material
Secondary-raw material from injection moulding is characterized by low macromolecular weight so a sample named R-HDPE IM (recycled HDPE obtained by Injection Moulding) has been individually tested as reference material with the lowest ESCR. The recipe of this material is unknown, so it has been fully characterized in retrospect according to the Standard UNI 10,667.
Physical and rheological properties
The density ρ, was measured by a density scale provided by Radwag, model AS 220/C/2 exploiting the principle of Archimedes. The employed auxiliary liquid is Ethanol 96%V/V (density 0.805–0.812 kg/m3).
Melt flow index was determined by a melt indexer provided by Zwick Roell, model BMF-001 at 190 °C under 5 kg load according to the standard method ISO1133. Both measurements were repeated 3 times for each material.
Thermal behaviour
Thermal behaviour of the materials was investigated by a Netzsch DSC 200 f3 Maia using samples of 18 mg. Each material was tested at least twice. Crystallization has been analysed employing the stepwise isothermal segregation (SIS) method [24]: after melting at 210 °C for 10 min, the material is rapidly cooled down to 120 °C for isothermal crystallization for 4 h. This rapid cooling is performed at 30 °C/min (using liquid nitrogen) to have a balance between rapid cooling and to minimize the delay to achieve thermal equilibrium. After that, the material is cooled down to room temperature (20 °C) at cooling rate of 10 °C/min in order to crystallize the remaining crystallizable part. The melting is subsequently recorded by heating at 10 °C/min. SIS ratio is the weight fraction of the crystal population that shows low temperature melting peak. The SIS ratio is automatically calculated by the DSC software as a partial area (expressed as a percentage) subtended to the low temperature peak. The division in partial areas corresponds at the minimum value of the thermogram between the two melting peaks. The crystallinity percentage is calculated according to Eq. 1. In other words, SIS ratio is the crystalline phase fraction that crystallizes at low temperature. Thermal behaviour results after SIS treatment are given in Table 2 Thermal Behaviour results.
Where:
\({\Delta H}_{c}\) =293.6 J/g enthalpy of fusion for a 100% PE crystalline standard [8];
\(\Delta H\) = Area under the melting peak.
Mechanical characterization
Specimens for mechanical tests are obtained by injection moulding on a press provided by Plastic Metal S.p.a. model “Unyka 65” and subsequently they are cut in the required shape. The injection moulding parameters are: molten temperature in the nozzle 200 °C; injection speed 90%, backpressure 25 bar and cooling time 27 s. At least 3 specimens were tested at different tensile test conditions.
Tensile test at 80 °C
Tensile Test at 80 °C is performed to assess the strain hardening modulus according to the standard ISO 18,488:2015 on a dynamometer provided by Instron model 8801 with a temperature chamber. The test is performed at displacement rate of 20 mm/min, the specimen thickness is 2 mm; each material has been tested 3 times. Before the tensile test, the specimens have been annealed by conditioning them for 1 h at 120 °C. Strain hardening modulus < Gp > and Natural draw ratio NDR values obtained from tensile test at 80 °C are given in Table 3 Mechanical properties.
Tensile test at room temperature
Tensile test at room temperature is performed on a Zwick Roell dynamometer, model Z005 to determine the natural Draw Ratio (NDR) and the strain hardening modulus by employing more common equipment (no temperature chamber needed). Specimens are cut according to the standard ISO 527–2 (specimen type 1BA). Before performing the tensile test, samples have been stabilized for 16 h in a thermostatic cell at 23° C. The test is performed at displacement rate of 0.5 mm/min, each material has been tested 3 times. Strain hardening modulus < Gp > and Natural draw ratio NDR values obtained from tensile test at room temperature are given in Table 3 Mechanical properties.
Tensile test treatment data
Tensile test provides the nominal stress (defined as the ratio between the applied force and the initial cross section) function of the draw ratio (defined as the ratio between the actual length and the initial length).
During the tensile test the formation of neck occurs, and it implies a reduction of the initial cross section, in this way the nominal stress decreases but it is intuitive to figure out that the true stress defined as the ratio between the applied force and the actual area, increases. In the light of this, it is necessary to determine the true stress \({\sigma }_{t}\) defined as the ration between the applied force and the actual cross section.
Under the hypothesis that the deformation takes places at constant volume and the formation of micro-voids is negligible, the true stress can be expressed as shown in Eq. 2:
where:
F = applied force;
A = actual cross section;
A0 = initial cross section;
\(\lambda\) =draw ratio;
σn = nominal stress.
After the formation of the neck the cold drawing occurs, and the reduced cross section extends along the entire specimen length. Once the material is stretched to its maximum extension the strain hardening occurs.
The nominal stress-draw ratio curve allows to determine the NDR value as the draw ratio at the onset of the strain hardening because the slope change is more pronounced that in the true stress draw ratio curve.
The strain hardening modulus is defined as the slope of the true stress-draw ratio curve in the range 8 < \(\lambda\)<12.
The definition of strain hardening modulus requires that high draw ratio values are experimentally available, and those are not reachable performing the tensile test at room temperature. To circumvent this difficulty, a Neo-Hookean constitutive model is assumed to fit the data to obtain the strain hardening modulus (Gp) as shown in Eq. 3:
where.
C = mathematical parameter of the constitutive model describing the yield stress σy;
Gp = slope of the linear regression of the curves \({\sigma }_{T}\) vs \(\left({\lambda }^{2}-\frac{1}{\lambda }\right)\) in correspondence of the linear section.
The relation between < Gp > as the slope of the true stress strain curves and Gp as the slope of the curves determined by the Neo-Hookean model is < Gp>\(\cong\) 20Gp.
ESCR test
The performed environmental stress cracking test is the Bell Telephone test by the standard ASTM D 1693. ESCR test is performed at different temperature and stress cracking agent concentration: condition B (10% Igepal-90% distilled water as stress cracking agent at temperature of 50 °C), Condition C (100% Igepal as stress cracking agent at 100 °C). The tested materials have been obtained via injection moulding as described in paragraph 1.4.
Results and discussion
Stepwise Isothermal segregation treatment SIS
As shown by Cazenave et al., crystallinity and the amount of short chain branching affect ESCR [17, 21, 22, 24], but the percentage of crystallinity is affected in turn by the process parameters adopted in production phase (first of all the cooling rate). So that, it is useful to measure the “ease of crystallization”. This is possible by measuring the stepwise crystallization segregation (SIS) [24]. Stepwise Isothermal Segregation (SIS) is measured by differential scanning calorimetry (DSC) with the purpose to determine the polymer chain fraction that generates high rate of tie molecules. The isothermal treatment is performed for long time at low undercooling in order to crystallize the chains species that have the best crystallization capabilities, namely short and medium length chains with very few or without co-units. These chains species are able to form thick crystals in the so-called Regime II, according to Hoffmann designation [30], which involves a high rate of rectangular chain folding and few intercrystalline tie chains. The slow cooling is carried out for crystalizing the remaining crystallisable part of the material that was unable to crystallize during the isothermal treatment, due to kinetic factors in relation to chain architecture. These chains species should consist of either co-unit rich chains or very long chain with or without co-units. They are likely to form thinner crystals than the previous ones as a result of the lower temperature at which crystallization completion should obey Hoffmann’s growth Regime III, which means predominant random chain folding with loose loops and profuse intercrystalline tie chains [30]. The heating scan recorded after cooling down to room temperature reveals the melting of the two crystal populations, as judged by the occurrence of high temperature and low temperature melting peaks (see Fig. 1). The results given in Table 2 show that the lowest SIS ratio is that of R-HDPE IM as expected because this material has the lowest macromolecular weight. The highest is that of R-HDPE 8 due to the presence of 3%wt of LDPE that reduce the crystallization capability of the macromolecular structure promoting the formation of tie molecules and short chain branching. The compounds R-HDPE from 1 to 7 have a SIS ratio higher than that of R-HDPE IM and lower than that of PE 100. The effect of 5%wt of R-LDPE in PE100 is here appreciable. The presence of R-LDPE increases the SIS ratio of PE100 of about 5 percentage points because it makes the macromolecular structure less prone to crystallize.

DSC trace of R-HDPE 2 heating scan after SIS treatment
Strain hardening modulus < Gp >
The strain hardening modulus according to many literature works [24, 25, 31] is defined as a measure of the disentanglement capability of the polymer’s tie molecules governing the creep resistance of fibrils, and it is a good measure for the intrinsic material resistance to SCG [17]. The strain hardening modulus is calculated as the slope of the true stress strain curve above a draw ratio of 8 but not more than 12.
Figure 2 shows the true stress function of the Neo-Hookean strain of 4 representative materials tested at 80 °C. Those curves allow to determine Gp and C (or else σy) according to the Neo-Hookean constitutive model as the slope and intercept respectively of the linear regression in the range 8 < λ < 12. The values of λ = 8 and λ = 12 are pointed out by the vertical dotted lines.

True stress vs Neo-Hookean strain of the 4 representative samples tested at 80 °C and 20 mm/min to compare the strain hardening modulus as the slope of the Neo-Hookean constitutive model
Once Gp and C are determined, the true stress-draw ratio curves derived from the Neo-Hookean constitutive model are compared to the experimental ones showed in Fig. 3 as dotted lines. It can be noted that the true stress-draw ratio curves derived from the model perfectly overlap the real ones at high draw ratio.

True stress draw ratio curve of 4 representative samples tested at 80 °C and 20 mm/min. The continuous line indicates the experimental data; the dotted line indicates the Neo-Hookean constitutive model
Figure 3 shows the true stress-draw ratio curves obtained from tensile test at 80 °C. The material HDPE IM has the lowest < Gp > as expected. In the strain-hardening phase, the fully extended amorphous phase becomes the rigid load-bearing element while crystalline lamellae break apart and unfold to accommodate the change in strain; the load-bearing elements of the amorphous phase are both tie-molecules and entanglements. HDPE-IM, due to its lowest macromolecular weight (determined considering the melt index MI as general predictor of polymer’s average molecular weight and distribution), has few tie molecules and entanglement, and this is shown also in its low strain hardening modulus. The compounds R-HDPE from 1 to 7 have about the same strain-hardening modulus, so that it could be assumed they have about the same macromolecular structure in term of tie-molecules and entanglements. R-HDPE 8 is the compound with highest < Gp > due to the presence of 3% by weight of LDPE is its recipe. The presence of LDPE affects the macromolecular structure promoting the formation of tie-molecules and entanglements increasing the strain hardening modulus. This effect of LDPE is not valuable in virgin PE100. PE100 has about the same < Gp > as R-HDPE 8 and the presence of 5% by weight of R-LDPE reduces its < Gp > .
Since the thermal chamber of dynamometer is not usually available in quality control laboratories, the tensile test has been performed also at room temperature. The tensile test at room temperature is performed at strain rate of 0.5 mm/min mainly for two reasons. The first one is because the strain hardening modulus should be measured above a draw ratio of 8, and since this draw ratio value is almost unachievable at room temperature, a low displacement rate allows the material to reorganize during the stretch increasing the maximum strain. The second reason is due to the nature of the fracture: ESC triggers a brittle fracture and PE undergoes a brittle fracture when low stress value over a long period of time is applied.
Figure 4 shows the true stress function of the Neo-Hookean strain for 4 representative materials tested at room temperature. These curves allow to determine Gp and C as the slope and the intercept respectively of the linear regression of the linear section of the curves at high draw ratio.

True stress vs Neo-Hookean strain of the 4 representative samples tested at room temperature and 0.5 mm/min to compare the strain hardening modulus as the slope of the Neo-Hookean constitutive model
Figure 5 shows the true stress- draw ratio curves obtained from experimental data and from the Neo-Hookean constitutive model (as dotted lines) once determined Gp and C as shown in Fig. 4. Thanks to the use of the Neo-Hookean constitutive model it is possible to define analytically the true stress-draw ratio curves in the range 8 < λ < 12 to determine the strain hardening modulus < Gp > . The same considerations made for the tensile test at 80° C can also be made for the tensile test performed at room temperature.

True stress draw ratio curve of 4 representative samples tested at room temperature and 0.5 mm/min. The continuous line indicates the experimental data, the dotted line indicates the Neo-Hookean constitutive model
By relating the strain hardening modulus determined at different conditions, it is possible to note a proportionality. As shown in Fig. 6 the strain hardening modulus determined at room temperature < Gp > 23 °C increases with increasing of the strain hardening modulus determined at 80 °C < Gp > 80 °C. For the purpose of this work, the emerged proportionality allows to determine < Gp > through a tensile test at room temperature.

Strain hardening modulus determined at 80 °C and 20 mm/min vs strain hardening modulus determined at room temperature and 0.5 mm/min
Natural Draw Ratio NDR
The natural draw ratio (NDR) is the spontaneous strain that plastics develop when stretched above the yielding point. Its physical origin is generally ascribed to the extensibility of the macromolecular network [7, 24, 29]. According to the Peterlin’s model of fibrillar transition [27], links between crystals are the main responsible in the limitation of lamellae fragmentation, and therefore in the NDR extension. According to the standard ISO 18,488, NDR is defined as draw ratio after necking at the onset of the strain hardening. Figure 7 shows nominal stress function of draw ratio, NDR is highlighted by the dotted lines. It is possible to note that the material R-HDPE IM shows the highest NDR due to its macromolecular structure more prone to unfold the lamellae compared to the other materials. R-HDPE 8 shows the lowest NDR value due to the presence of 3%wt of LDPE that inhibits the phenomenon of necking (no curve drop occurs beyond the yielding) and promote the formation of tie-molecules between crystals obstructing the lamellae fragmentation. For what concern PE100, the effect of R-LDPE is not appreciable and the NDR value remains a bit higher than that of R-HDPE 8.

Nominal stress- draw ratio curve of the 4 representative samples tested at 80 °C and 20 mm/min and their natural draw ratio indicated by the dotted lines
Figure 8 shows the nominal stress vs draw ratio obtained by performing the tensile test at room temperature; the dotted lines correspond to the NDR values. As for < Gp > also for the NDR the same considerations made for the tensile test performed at 80 °C can be made for the test performed at room temperature.

Nominal stress- draw ratio curve of the 4 representative samples tested at room temperature and 0.5 mm/min and their natural draw ratio indicated by the dotted lines
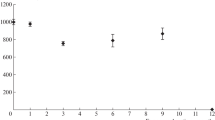
As with the strain hardening modulus, the data of natural draw ratio obtained from tensile test at 80 °C and at room temperature show a proportionality that is displayed in Fig. 9. Literature affirms that the natural draw ratio is not significantly influenced by the strain rate [24], so that the difference between NDR values determined at different test conditions can be mainly imputed to temperature. Experimental data shows that as the test temperature increases, NDR increases. This behaviour can be explained by the influence of the temperature on the macromolecular mobility. High temperature reduces the polymer resistance to an imposed deformation and increases its extensibility. It should be pointed out that the use of an optical extensometer would improve the accuracy of the NDR determination. The optical extensometer is not usually available in the industrial laboratories for quality control, so the draw ratio data are derived from the dynamometer crossbar displacement with the awareness that this inaccuracy will not affect the results for the comparative assessment.

Natural draw ratio determined at 80 °C and 20 mm/min vs natural draw ratio determined at room temperature and 0.5 mm/min
ESCR
The environmental stress cracking resistance of HDPE IM is 73 h for test condition C and 330 h for test condition B while all the other materials have passed the 1000 h test. The low ESCR of HDPE IM confirms the results provided by the other tests. Fig 10 shows a comparison between the fracture surface of R-HDPE IM tested according to Condition B and Condition C respectively. Condition B allows to see the formation of the fibrils obstructing the propagation of the crack while the samples tested according to Condition C shows a sharp fracture and no fibrils can be observed.

on the left crack propagation in HDPE IM tested according to Condition B. On the right complete failure of HDPE IM tested according to Condition C.
Mutual correlation between mechanical and thermal properties indirectly related to ESCR
In many literature works, it has been shown that the main features of the macromolecular architecture influencing environmental stress cracking resistance are: macromolecular weight, crystallinity rate and short chain branching [3, 9, 18,19,20,21,22, 24, 30, 32, 33]. The higher the molecular weight, the greater the quantity of long chains. Intuitively, it can be understood that the greater the average length of the chain, the greater the concentration of intercrystalline entanglements and tie molecules.
Figure 11 shows the strain hardening modulus < Gp > and natural draw ratio (NDR) obtained from tensile test at room temperature and 0.5 mm/min as a function of Stepwise Isothermal Segregation (SIS) Ratio in order to highlight the mutual correspondence between the main parameters related to the effectiveness of the tie molecules against ESC. As first, it can be noticed that the trend of these data is specular with respect to the abscissa axis: increasing the SIS ratio, < Gp > increases while NDR decreases, so that NDR decreases with increasing < Gp > . This result confirms the mutual relation between properties indirectly related to ESCR through their macromolecular entanglement network.

Strain hardening modulus < Gp > and natural draw ratio NDR obtained from tensile test at room temperature and 0.5 mm/min vs Stepwise Isothermal Segregation (SIS) Ratio
High SIS ratio means high polymer chain fraction whose macromolecular structure is prone to form thin crystals in the Regime III, according to Hoffmann designation [30] which involves in a low rate of rectangular chain folding and numerous intercrystalline tie chains promoted by the high short chain branching concentration. Thin crystals linked by a high rate of tie molecules are less prone to unfold compared to thick crystals weakly linked each other (Hoffmann’s Regime II).
The results of the tensile test (NDR and < Gp >) confirm that the materials with a mechanical behaviour attributable to a high presence of intercrystalline links as general trend are those that, by the SIS analysis, have shown to have a macromolecular structure more prone to form intercrystalline entanglements and tie molecules.
NDR is related to the extensibility of polymer network. According to the Peterlin’s model of fibrillar transition [27], intercrystalline links are the main responsible in the limitation of lamellae fragmentation, and therefore in the NDR extension. As the intercrystalline links increases the fragmentation of the lamellae is reduced, therefore the onset of strain hardening shifts at lower deformations, i.e. NDR decreases. When the strain hardening occurs, and the amorphous phase becomes the rigid load-bearing element, thin crystals strongly tied by entanglement and tie molecules (Hoffmann’s Regime III) are more effective than the chain fraction that crystallize in Regime II. In other words, high < Gp > means a greater capacity of the amorphous phase to bear the load, which results into a high presence of intercrystalline links.
In particular, based on the data obtained from R-HDPE IM, as the SIS ratio and the strain hardening modulus < Gp > decrease, and the NDR increases, there will be a low ESCR.
It is possible to evaluate the mutual relation between SIS ratio, < Gp > and NDR: R-HDPE 8 has the highest SIS ratio, < Gp > and the lowest NDR, probably due to the presence of 3%wt of LDPE. While SIS ratio is much higher than that of other materials, < Gp > and NDR are only slightly higher and lower respectively.
PE100 and PE100 + R-LDPE have the highest SIS ratio after that of R-HDPE 8, but the influence of 5%wt of R-LDPE is conflicting: it increases the SIS ratio but it slightly increases also the NDR and it reduces < Gp > . This is probably because SIS ratio provides information on the conformation of the polymer chains and therefore on the ease with which they can crystallize forming a high rate of intercrystalline links, not on the actual rate of intercrystalline links. The actual rate of intercrystalline links could be affected by the production process parameters (i.e. cooling conditions), so it is better represented by < Gp > and NDR which indeed presented a consistent behaviour. It can be said that the presence of LDPE generates a macromolecular conformation prone to the formation of intercrystalline links (it increases SIS ratio) but it is not certain that they are actually formed.
The data of R-HDPE from 1 to 7 are placed between PE100 and R-HDPE IM as expected because the recycled compounds will have lower macromolecular weight than virgin PE100, as each time the material is processed its macromolecular weight decreases. On the other side those data are higher than that of secondary raw material from injection moulding (R-HDPE IM) that is the only material that cracks before 1000 h test. From these experimental data it is possible to define the R-HDPE 1 sample as a threshold value for this specific R-HDPE class beyond which it is possible to state that the ESCR exceeds 1000 h of testing.
Conclusion
In this work thermal and mechanical properties related to the tie molecules concentration, as macromolecular characteristic linked to ESCR, are determined and their mutual relation is verified. In order to assess a simple experimental procedure executable as quality control check to determine comparatively the expected ESCR of recycled HDPE from different production lots, strain hardening modulus and natural draw ratio could be determined by tensile test at room temperature instead of 80 °C due to the data proportionality shown in Fig. 6 and Fig. 9.
The evaluated properties are: SIS ratio as polymer fraction more prone to form thin crystals linked each other by numerous tie molecules, strain hardening modulus as intrinsic property that measure the disentanglement capability of the inter-lamellar links, and the natural draw ratio as a highly sensitive parameter to the macromolecular network strength via the intercrystalline tie molecules.
Figure 11 shows the mutual relationship between these properties: as SIS ratio increases, NDR decreases because increasing the polymer chain fraction which by conformation is more prone to form intercrystalline tie molecules results in low polymer network extensibility as the lamellae fragmentation is limited right by the intercrystalline tie molecules; on the other hand as SIS increases, < Gp > increases because the more the polymer network consists of random chain folding with loose loops and profuse intercrystalline tie chains, the lower the polymer network disentanglement capability.
In particular, based on the data obtained from R-HDPE IM (material with lowest macromolecular weight), as the SIS ratio and the strain hardening modulus < Gp > decrease, and the NDR increases, there will be a low ESCR. The mutual relation between the determined properties confirmed their dependence on the investigated macromolecular characteristics. This allows the development of an experimental procedure that can be performed in industrial laboratories for quality control to verify in a comparative way that the expected ESCR of different production batches exceeds the required target previously set by an ESCR test.
References
Chen Y, Nie X, Zhou S et al (2013) Investigations of environmental stress cracking resistance of HDPE/UHMWPE and LDPE/UHMWPE blends. J Polym Res. https://doi.org/10.1007/s10965-013-0141-5
Brown N, Bhattacharya SK (1985) The initiation of slow crack growth in linear polyethylene under single edge notch tension and plane strain. J Mater Sci 20:4553–4560. https://doi.org/10.1007/BF00559346
Brown N, Lu X, Huang Y, et al (1992) Fundamental material parameters that govern slow crack growth in linear polyethylenes. Plast Rubber Compos Process Appl 17:255–258 https://doi.org/10.1007/BF01114287
Rose LJ, Channell AD, Frye CJ, Capaccio G (1994) Slow crack growth in polyethylene: A novel predictive model based on the creep of craze fibrils. J Appl Polym Sci 54:2119–2124. https://doi.org/10.1002/app.1994.070541314
Adib A, Domínguez C, Rodríguez J et al (2015) The effect of microstructure on the slow crack growth resistance in polyethylene resins. Polym Eng Sci 55:1018–1023. https://doi.org/10.1002/pen.23970
Cheng JJ (2008) Mechanical and Chemical Properties of High Density Polyethylene: Effects of Microstructure on Creep Characteristics. Waterloo Univ 283
Cheng JJ, Alvarado-Contreras JA, Polak MA, Penlidis A (2010) Chain entanglements and mechanical behavior of high density polyethylene. J Eng Mater Technol Trans ASME 132:0110161–0110167. https://doi.org/10.1115/1.4000220
Cheng JJ, Polak MA, Penlidis A (2011) Influence of micromolecular structure on environmental stress cracking resistance of high density polyethylene. Tunn Undergr Sp Technol 26:582–593. https://doi.org/10.1016/j.tust.2011.02.003
Janimak JJ, Stevens GC (2001) Inter-relationships between tie-molecule concentrations, molecular characteristics and mechanical properties in metallocene catalysed medium density polyethylenes. J Mater Sci 36:1879–1884. https://doi.org/10.1023/A:1017517118154
ASTM D1693 (2015) Standard test method for environmental stress-cracking of ethylene plastics ASTM Int. https://doi.org/10.1520/D1693-15E01
ISO 22088-3 (2006) Plastics — Determination of resistance to environmental stress cracking (ESC) — Part 3: Bent strip method
Kamaludin MA, Patel Y, Williams JG, Blackman BRK (2017) A fracture mechanics approach to characterising the environmental stress cracking behaviour of thermoplastics. Theor Appl Fract Mech 92:373–380. https://doi.org/10.1016/j.tafmec.2017.06.005
Kamaludin MA, Patel Y, Blackman BRK, Williams JG (2016) Fracture mechanics testing for environmental stress cracking in thermoplastics. Procedia Struct Integr 2:227–234. https://doi.org/10.1016/j.prostr.2016.06.030
Lustiger A (1996) Understanding environmental stress cracking in polyethylene. In: Technical Papers, Regional Technical Conference - Society of Plastics Engineers. https://doi.org/10.1016/B978-188420760-0.50010-7
Lustiger A, Corneliusen RD (1986) The effect of an environmental stress cracking agent on interlamellar links in polyethylene. J. Polym. Sci. Part B Polym, Phys
Lustiger A, Markham RL (1983) Importance of tie molecules in preventing polyethylene fracture under long-term loading conditions. Polymer (Guildf). https://doi.org/10.1016/0032-3861(83)90187-8
Deblieck RAC, Van Beek DJM, Remerie K, Ward IM (2011) Failure mechanisms in polyolefines: The role of crazing, shear yielding and the entanglement network. Polymer (Guildf) 52:2979–2990. https://doi.org/10.1016/j.polymer.2011.03.055
Cheng JJ, Polak MA, Penlidis A (2009a) Phase interconnectivity and environmental stress cracking resistance of polyethylene: A crystalline phase investigation. J Macromol Sci Part A Pure Appl Chem 46:572–583. https://doi.org/10.1080/10601320902851801
Cheng JJ, Polak MA, Penlidis A (2009b) Polymer network mobility and environmental stress cracking resistance of high density polyethylene. Polym - Plast Technol Eng 48:1252–1261. https://doi.org/10.1080/03602550903159085
Behjat Y, Cheng JJ, Polak MA, Penlidis A (2014) Effect of molecular structure on the short-term and long-term mechanical behavior of high-density polyethylene. J Mater Civ Eng 26:795–802. https://doi.org/10.1061/(ASCE)MT.1943-5533.0000804
Wu T, Yu L, Cao Y, et al (2013) Effect of molecular weight distribution on rheological, crystallization and mechanical properties of polyethylene-100 pipe resins. J Polym Res. https://doi.org/10.1007/s10965-013-0271-9
Yeh JT, Hong HS (1994) Effect of branch frequency on dynamic fatigue behavior of slowly notched polyethylene polymers. J Polym Res 1:375–383. https://doi.org/10.1007/BF01378771
Haward RN (1993) Strain Hardening of Thermoplastics. Macromolecules 26:5860–5869. https://doi.org/10.1021/ma00074a006
Cazenave J, Seguela R, Sixou B, Germain Y (2006) Short-term mechanical and structural approaches for the evaluation of polyethylene stress crack resistance. Polymer (Guildf) 47:3904–3914. https://doi.org/10.1016/j.polymer.2006.03.094
Kurelec L, Teeuwen M, Schoffeleers H, Deblieck R (2005) Strain hardening modulus as a measure of environmental stress crack resistance of high density polyethylene. Polymer (Guildf) 46:6369–6379. https://doi.org/10.1016/j.polymer.2005.05.061
Robledo N, Domínguez C, García-Muñoz RA (2017) Alternative accelerated and short-term methods for evaluating slow crack growth in polyethylene resins with high crack resistance. Polym Test 62:366–372. https://doi.org/10.1016/j.polymertesting.2017.07.022
Peterlin A (1971) Molecular model of drawing polyethylene and polypropylene. J Mater Sci. https://doi.org/10.1007/BF00550305
Tarin PM, Thomas EL (1979) The role of inter- and intra-links in the transformation of folded chain lamellae into microfibrils. Polym Eng Sci. https://doi.org/10.1002/pen.760191409
Fodor JS, Lamborn MJ, DesLauriers PJ (2018) Correlating polyethylene microstructure to stress cracking: Development of primary structure parameters. Polymer (Guildf) 147:8–19. https://doi.org/10.1016/j.polymer.2018.05.064
Hoffman JD (1983) Regime III crystallization in melt-crystallized polymers: The variable cluster model of chain folding. Polymer (Guildf). https://doi.org/10.1016/0032-3861(83)90074-5
Van Beek DJM, Deblieck R (2011) Strain hardening: An elegant and fast method to predict the slow crack growth behavior of HDPE pipe materials. Society of Plastics Engineers - EUROTEC 2011 Conference Proceedings
Yeh JT, Chen CY, Hong HS (1994) Static fatigue behaviour of linear low-density polyethylenes. J Mater Sci. https://doi.org/10.1007/BF00355978
Lu X, Brown N (1986) The relationship of the initiation stage to the rate of slow crack growth in linear polyethylene. J Mater Sci. https://doi.org/10.1007/BF01114287
Acknowledgements
The authors thank Valsir recycling for its collaboration in providing materials and experimental test equipment.
Funding
Open access funding provided by Università degli Studi di Brescia within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gobetti, A., Ramorino, G. Application of short-term methods to estimate the environmental stress cracking resistance of recycled HDPE. J Polym Res 27, 353 (2020). https://doi.org/10.1007/s10965-020-02332-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-020-02332-w