
Abstract
The fashion and textile manufacturing sectors are increasingly focusing on innovative raw materials that are renewable and biodegradable. Such materials not only mitigate environmental impacts but also prevent resource depletion. Bacterial cellulose (BC) has emerged as a prime candidate, derivable from a variety of natural ingredients such as tea and coffee in addition to a sugar source in presence of the bacterial microorganisms. Numerous studies have established the potential of BC in future fashion, and some brands have already started to utilise BC as a sustainable raw material. The applications of BC ranges from basic clothing and accessories to wearable electronics. This paper discusses the scope of BC in fashion and textiles, positioning it as a sustainable alternative to conventional materials. We present a comprehensive scoping review, covering the unique properties of BC, the factors influencing its production, and its applications in textile, clothing, and footwear over the past decade. The advantages of BC in fashion are manifold: zero-waste manufacturing, reliance on renewable sources, diminished environmental pollution, and biodegradability. Furthermore, the use of BC aligns with United Nations Sustainable Development Goals 6, 7, 12, 13 and 15. However, there exist challenges pertaining to production costs, scalability, and quality, in addition to the imperative of harnessing food waste streams instead of contending for human food resources. Addressing these challenges is vital to cement BC’s position as a pivotal sustainable material in future fashion.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The global fashion and textile industry is facing several challenges in the drive towards sustainability. These challenges stem from the demand for inexpensive products, intricate supply chains, and a prevailing lack of transparency [1]. The production processes of fashion and textile products are labour-intensive, resource-intensive and energy-intensive. This substantial consumption of resources and energy directly contributes to environmental pollution and is associated with an alarmingly rapid rate of resource depletion [2]. In order to conserve resources for future generations and mitigate environmental damage, the fashion industry is exploring alternative raw materials and sustainable manufacturing methods. In this context, materials derived from natural resources, especially biomaterials, hold significant potential due to their renewability and biodegradability. Bacterial cellulose (BC) stands out as one such promising biomaterial. BC is produced by certain bacteria and fungi and has been proposed as a substitute for various products, including leather goods [3].
Leather, a pivotal raw material, has been employed in the creation of garments and accessories since ancient times. However, its manufacturing processes, particularly tanning, are highly toxic and detrimental to the ecosystem. In addition, leather production is resource intensive. For example, manufacturing a pair of leather boots requires approximately 25,000 L of water and 50.2 m2 of land. Additionally, there are significant greenhouse gas emissions linked to animal agriculture [4]. The production of natural leather necessitates the slaughter of animals, raising ethical concerns for an increasing number of consumers. The heightened demand for certain types of exotic animal leather motivates poaching, endangering species such as white tigers that are on the verge of extinction. Consequently, there is a growing demand for alternatives—materials that are renewable, biodegradable, and not derived from animals to address the problems of animal cruelty, extinction, resource depletion, and waste management. BC is such a material and is drawing the interest of both fashion brands and researchers as an alternative to natural leather.
Artificial leather is primarily produced from polymers such as polyurethane (PU) and polyvinyl chloride (PVC). The manufacturing process of artificial leather leads to environmental pollution, especially during wet processes such as coating [5]. Further, the biodegradation of artificial leather from PU or PVC can take several hundred years [6]. The leather industry needs alternative materials that are renewable and biodegradable. Bio-based leather, cultivated from vegetable matter, offers a solution to these challenges. Further, this bio-based leather can potentially be integrated with the existing textile materials such as fabrics or traditional leather [38]. Notably, some fashion brands have started to explore and adopt new leather alternatives derived from bio-based sources. For example, Nike, in collaboration with the University of Delaware, has ventured into producing leather from plant oil [7].
Researchers are focusing on fabricating new bio-based materials (such as BC) for fashion and textiles, aiming to harness their unique physical and mechanical properties [3]. While many preceding studies have focused on the applications of these biomaterials in medicine and food sectors [8, 9], there is a small but growing body of research addressing the potential and practicality of BC in fashion and textiles [10, 11]. This scoping review focuses on the contemporary challenges and aspects of BC research and development that are significant for fashion and textile applications.
Methodology
The primary objective of this review is to comprehensively understand and evaluate the potential and applications of BC in the realm of sustainable fashion and textiles. The focal point of the review is to investigate the role, benefits, and challenges of BC as an emerging material for sustainable fashion and textiles. Recognising the vastness and diversity of research on the topic, multiple databases were utilized. The primary database was Google Scholar, in addition to Web of Science, JSTOR and Science Direct. Additionally, general Google searches supplemented the literature search, identifying grey literature, industry reports, and other relevant non-academic sources. A combination of keywords related to "bacterial cellulose", "sustainable fashion", "textiles", and "applications" were used, with the search restricted to articles published in the last decade to ensure relevance and currency. Initial search results were screened by the title and abstract to identify relevant articles. Subsequent full-text assessments were conducted to determine the suitability of each article based on depth of information, relevance to the research question, and overall contribution to the field.
Articles were selected based on their direct relevance to BC in fashion and textiles, its production, application, benefits, and challenges. Those not directly addressing these criteria or lacking substantial content were excluded. From the finalized list of articles, key information such as study objectives, methodologies, findings, and conclusions was systematically extracted, allowing for a comparative analysis across different studies. The extracted data were synthesized to provide a cohesive understanding of bacterial cellulose's role in sustainable fashion. This synthesis also aimed to identify gaps in existing literature and highlight areas necessitating future research. Lastly, each selected article underwent a quality assessment to ensure the reliability and validity of the findings, considering factors such as the reputation of the journal, the study's methodology, sample size (where applicable), and depth of analysis.
Various sources, growth of BC and factors influencing growth
Various sources of BC
BC or microbial cellulose with a 3D fibrous network structure is found to be 100 times smaller in scale than the plant cellulose. BC, produced by specific types of bacteria, is an organic compound with the general formula (C6H10O5)n [12]. BC can be produced by several species of Gram-negative bacteria, particularly from the genera Acetobacter, Gluconobacter, Sarcina ventriculi, and Agrobacterium [13]. Additionally, members of the genera Komagataeibacter (i.e. bacteria that consume kombucha tea and other fermentations) and Gluconacetobacter are employed to produce BC [14]. Extensive research has been conducted on Komagataeibacter and Gluconacetobacter due to their capacity to utilize a broad spectrum of carbon sources and their ease of growth and maintenance.
To cultivate BC, both nitrogen and carbon sources are crucial along with the yeasts that coexist with the microorganisms. Nitrogen acts as a vital nutrient, enhancing microorganism growth, while carbon serves as the metabolic substrate for the cells. Common teas such as green tea, black tea, and oolong tea, due to their caffeine content, can provide the needed nitrogen. Meanwhile, various sugars such as glucose, fructose, peptone, mannitol, and their derivatives can serve as the carbon source. Researchers have explored non-traditional nitrogen sources such as hibiscus tea [15]; echinacea (Echinacea purpurea L.) and winter savoury (Satureja montana L.) teas [16]. Additionally, diverse sugar sources like pomegranate, apple, pineapple, tomato, coffee husks, muskmelon and even wastewater from noodle production units have been investigated. These alternatives aim to reduce impacts on food supply chains and lower production costs.
Other sugar sources such as brown sugar, molasses, maltose, lactose, malt extract and honey are also explored as potential carbon sources. Among these, malt extract and molasses are cost-effective options due to their relative affordability. The effluent generated from clarifying (i.e. the juice obtained from grapes in wineries) can serve as both a carbon and nitrogen source. Additionally, flavoured or medicinal plant leaves such as thyme, peppermint and lemon balm, have potential for cost and time reductions [17]. It has been observed that green tea promotes more robust fermentation than black tea, attributed to its higher caffeine concentration [8]. The coexisting yeast enhances the growth of microorganisms, facilitating the formation of a gel-like BC membrane. During BC production, these microorganisms create a membrane or pellicle composed of a nanofibrillar network. A detailed list of nitrogen and carbon sources, along with experimental findings, is provided in Table 1.
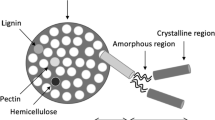
The use of fermented beverages, especially Kombucha tea, in synthesising BC has been explored by various researchers [8, 11, 18]. Kombucha production involves the metabolisation of sugars and tea by a symbiotic culture of bacteria and yeast (SCOBY). This process is devoid of added chemicals requiring only the fermentation of tea with sugars. The structure of Kombucha-derived BC (KBC) closely resembles plant cellulose and is free from lignin, hemicellulose and pectin [19]. Furthermore, Kombucha demonstrates excellent biological compatibility as it is devoid of histologic and haematologic toxic effects on tissue cells. The symbiotic relationship between the bacteria and fungi in Kombucha suppresses the growth of potential contaminants. Common microorganisms in Kombucha include Acetobacter sp., Gluconobacter sp., and Komagataeibacter sp. [20]. Further, lactic acid bacteria, such as Lactococcus sp. and Lactobacillus sp., are also present [21]. Yeast species such as Zygosaccharomyces bailii, Saccharomyces cerevisiae, Schizosaccharomyces pombe, Saccharomycodes ludwigii, Kloeckera apiculata, Torulaspora delbrueckii, and Brettanomyces bruxellensis, are also involved in Kombucha fermentation [22].
Utilising BC derived from biomaterials, especially bio-waste, can address waste disposal issues, reduce greenhouse gas emissions, and foster more sustainable fashion and textiles [23]. In order to limit competition with food supply chains and further reduce costs, some studies have focused on the use of bio-wastes from food processing industries, dairy firms, and even the agricultural waste [24, 25]. Given that these bio-wastes contain components such as water-soluble vitamins, protein, and minerals, along with essential nitrogen and carbon sources, they exhibit substantial potential for BC synthesis. Brewer’s spent grains, rich in protein, minerals, fibre, amino acids, vitamins, phenolic compounds, polysaccharides and oligosaccharides, can also be used as a bio-waste material for BC cultivation due to their abundant qualities [26].
Growth of BC
Typically, BC is synthesized by combining carbon and nitrogen sources in the presence of bacteria such as Gluconacetobacter, Sarcina, and Agrobacterium through oxidative fermentation. During BC growth, the minute pores present in the bacterial body produce glucose chains, which are a major component of BC. The fermentation of BC can be completed under static, agitated or stirred conditions. Static fermentation yields a 3D interconnected reticular pellicle, while agitated and stirred conditions generate sphere-like, irregular cellulose particles [27]. The BC yield from a static culture is much lower than that from an agitated culture. Consequently, to scale up production and cater to the commercial demands of the fashion and textile industry, the agitation or stirring method is preferable [78].
One of the simplest and most widely used approaches is static culture, where the culture medium fills a container, be it a tray, jar, or a unique vessel [11]. The BC undergoes static cultivation for approximately 2–3 weeks until the container is filled. Other methods such as airlift bioreactors and rotary disc reactors can also be used in the static method (Fig. 1). Although the static method facilitates the harvesting of membranes with a consistent surface, it tends to be time-consuming. In contrast, the agitation method involves fermentation in an environment with continuous rotation of the culture medium, ensuring homogenous contact and yielding a better product [28]. Given the distinct processes of the two methods, the resultant BC varies in morphology, physical attributes and mechanical properties.

Airlift bioreactor and agitated bioreactor [29].
Factors influencing the growth of BC
Several factors, including the composition of culture medium, temperature, humidity, pH, oxygen supply, growing period (number of days), and type of reactor, influence the growth of BC. The composition of the medium can be altered by changing the substrates (e.g. nitrogen and carbon sources) and incorporating other additives. As discussed earlier, the culture medium should contain a carbon source (typically sugar) and a nitrogen source derived from a tea extracts. The type of substrate such as oolong tea, black tea, or green tea; the type of sugar such as glucose, fructose, or sucrose; and additives like thyme, lemon balm, and peppermint have a significant impact on the growth rate and amount of yield. The most widely used carbon source is sucrose, whereas the predominant nitrogen source is green tea [30]. Yim et al. [31] have conducted research into the effects of nitrogen and carbon sources on the production yield, thickness, appearance, and cellulose structures of BC. Their findings showed the pivotal role of nitrogen sources in determining yield, appearance, and the chemical properties essential for crafting BC as a fabric material. Major factors influencing the growth of BC are shown in Fig. 2.

The optimal sugar concentration for BC cultivation lies between 60 and 120 g/L [33]. The use of a higher concentration of sugar can lead to the formation of other metabolic components such as gluconic acid, which needs to be removed to facilitate the growth of BC [34]. The concentration of tea leaves in the range of 2.5–4 g/L was found to be optimum for growing BC. However, concentrations exceeding 6 g/L can inhibit the growth of acetic acid bacteria, leading to reduced yields due to elevated caffeine content in the tea. For example, increasing the caffeine content from 4 to 16 times inhibited the fermentation of Kombucha [35]. Interestingly, both used fresh tea leaves that yielded comparable BC amounts [36]. Leveraging used tea leaves could offer a cost-effective alternative to fresh leaves in BC cultivation.
The ambient conditions such as temperature and humidity also impact the growth of BC. The optimum temperature range was found to be 27–34 °C, which favours a maximum yield of BC [37]. However, temperature ranges of 20–50 °C have been experimented with by several researchers [38, 39]. Increasing the temperature above 50 °C negatively affects the BC growth and beyond 80 °C, the growth will completely cease. The favourable pH for BC growth is 2.5–4, which can be tolerated by the microorganisms in Kombucha tea [34]. Increasing the amount of organic acid (i.e. lowering the pH) or increasing the pH can result in less favourable conditions and reduce the yield of BC. The available surface area and pH also influence the growth of BC [38]. The available surface area can change the amount of oxygen supply, which is vital for the growth. The BC grows on top of the liquid medium, receiving oxygen from the air–liquid interface. Generally, a wide opening in the vessel with low volume of the culture medium is used to grow BC. Further, a higher surface area can lead to better growth and a higher yield [34].
The growth of BC also depends on the length of the growing period, which can range from 1 week to several weeks (5–6 weeks) [8, 32]. A fermentation period of 7–15 days can produce optimum results, whereas increasing the period beyond this can inhibit the growth due to the changes such as increase in the organic acid content and the antioxidant activity created by unfavourable conditions [40]. Further, with an increased growth period a higher amount of carbon dioxide (CO2) will accumulate over the biofilm and the liquid medium leading to insufficient nutrient supply. A decrease in the weight of SCOBY can be observed due to the death of microorganisms in unfavourable conditions. The growing period can be decided based on the application of the BC [41]. The thickness of the BC depends on the duration of growth and ingredients used in the culture medium. Generally, the longer the duration of cultivation, the higher the thickness of BC. However, longer duration in cultivation may affect other factors such as an increase in the cost of production.
The air–liquid gap at the top surface of the growing container also plays a significant role in the growth rate of BC as it relates to the amount of oxygen available for the metabolism of bacteria [42]. If there is insufficient supply of oxygen to the SCOBY, the bacteria stop producing BC restricting the cultivation process. The buoyancy provided by the BC pellicle helps to form the air–liquid gap that provides oxygen for metabolism. Hence, it is essential to ensure an obstacle free air–liquid surface is maintained during the growth of the BC. Air exchange can be controlled by blocking mechanisms varying the permeability with permeable, semi-permeable or impermeable membrane [43]. No BC will grow under the blocked area due to the absence of oxygen. The oxygen supply principle can be used to monitor the growth of BC and control its size in addition to the shape of the pattern pieces. Hence, these two principles can be used for customised cultivation namely: pre-shaped and contact surface-blocking to control the shape and size of BC panels.
Pre-shaped cultivation Unique shaped pieces of BC can be grown from pre-shaping containers used during cultivation [44]. As the shape of the container is fixed, it would be hard to grow other shapes of BC in the same container. Hence, the pre-shaped container needs to be carefully designed based on the shape of the garment. Pre-shaped containers can be formed using a vacuum forming technique as it is an economical process that enables the fabrication of several containers from one original mould. Once the BC has been harvested and dried, the normal process of sewing can be applied to manufacturing the garments.
Contact surface-blocking cultivation In this approach, a pre-shaped pattern block is used on the air–liquid contacting surface and the impermeable blocker will prevent the formation of the BC pellicles controlling the outline of the BC [44]. For example, a sleeve panel can be developed from a rectangular blocker along with a sleeve-shaped pattern. A sleeve-shaped pattern can be placed on the contacting surface to grow a sleeve panel directly from the culture medium. When the sleeve-shaped pattern is applied, there is no supply of fresh oxygen to the bacteria colonies below the blocker as it prevents the gas exchange from the atmosphere into the culture solution. The unblocked section can receive fresh oxygen which helps to grow the BC. Varying the inner contours of the blockers, several shaped BC patterns can be made from a commonly used rectangular container. For example, a collar panel and a sleeve panel can be used as blockers to simultaneously grow collar and sleeve. Blockers can be made from plastic film, parchment paper or corkboard.
Improving aesthetics and properties
Improving aesthetics by colouration
Textile colouration is an important process in fashion and textiles, which can be done in several established methods. However, the colouration of BC is still in its infancy and needs to be standardised to enhance BC’s aesthetics. Typically, BC has a yellowish-brown colour after it has been harvested and dried. The colour can vary slightly according to the source of the culture medium. The inherent colour of BC may not fulfil the aesthetic appeal of modern-day consumers, necessitating further investigation of textile colouration. Bleaching is an essential process used to remove the original colouring material present in the BC and ensuring the uniformity and brightness of its colouration. Hydrogen peroxide (H2O2) is an efficient bleaching agent for BC to remove yellowish-brown ingredients and produce a sufficient whiteness index without damaging the cellulose structure. For example, a whiteness index of 73.15 was achieved by bleaching with 5% H2O2 for 1 h at 90 °C [42].
Colour can be applied to BC by two methods, in situ and ex situ [58]. In the in situ method, the colouring material is added to the culture medium, and the final BC is inherently coloured. In the ex situ method, the colour is applied from a dye bath containing the dye liquor (i.e. mixture of dyes and auxiliaries). Shim and Kim [58] cultured BC in Hestrin and Schramm (HS) medium (HS medium consists glucose, and it is commonly used for growing microorganisms) and applied three types of dyestuffs: direct, acid, and reactive, both in situ and ex situ. These dyestuffs were selected, as they are used for colouration of cellulosic fibres. In in situ, the dyestuffs were added to the culture medium, whereas the dried BC fabrics was coloured in a conventional method in the ex situ process. The in situ method was more efficient than the ex situ method, indicated by the clearer blue colours in the in situ method. Figure 3 shows some of the dyed BC samples (in situ with red dragon fruit and coffee) by the authors.

Some of the BC dyed with natural dye: (a) Red dragon fruit, and (b) coffee (Source: own image).
Both natural and synthetic dyes can be applied to colour BC; however, the application of synthetic dyes can have higher negative environmental impacts. Furthermore, some synthetic dyes were reported to inhibit the growth of BC [39]. Hence, natural dyeing seems to be the sustainable approach for textile colouration. It has been reported that dyeing with plant-based natural dyes such as Clitoria ternatea L. and Hibiscus rosa-sinensis resulted in good colouration while the mechanical, thermal and crystalline properties of the textile were retained [59]. Hence, combining natural dyeing with BC can produce a material that is 100% natural and biodegradable.
Among the synthetic dyes, direct and basic dye classes were reported to produce good results during in situ dyeing; however, acid dyes did not produce a good colour effect in the BC [60]. The results of wide-angle X-ray diffraction (WAXD) showed that the crystallisation of BC was inhibited by the presence of direct dyestuff (above 0.05 wt% concentration) in the culture medium, whereas the crystallisation did not change by the basic dyestuff. Acid and reactive dyes were used to colour BC both in situ and ex situ under static culture. In in situ dyeing, the colour was applied only to the lower half of the BC during its growth compared to entire dyeing in ex situ. In situ dyeing showed uniform colour on both sides despite of being applied on in one side [58].
The application of enzymes has also been reported for eco-friendly dyeing of BC [61]. Enzymes are biocatalysts that speed-up the reactions and are considered to be safe. For example, BC was coloured with phenolic oxidation by the enzyme laccase immobilized onto BC [62]. The BC was coloured to shades of yellow, orange, and dark brown with polymerising flavonoids produced by the immobilized enzyme. The use of enzymes resulted in high depth of shade and washing fastness was improved. With the enzyme applications, BC can be produced completely by following organic pathways.
Improving properties
BC has gained recognition for its unique properties including high strength, purity, hydrophilicity, and moldability [63]. It possesses a more complex crystalline structure compared to plant cellulose, with characteristic ribbon-like microfibrils that are significantly smaller, resulting in greater porosity. BC is around 10 times stronger than plant cellulose and can hold over 90% of its weight in water. While BC can be an alternative to plant cellulose, larger quantities need to be manufactured to meet industry demands, and properties must be tailored for specific applications.
In addition to its high mechanical properties and water absorption [64], BC is non-toxic, biodegradable, and biocompatible, making it suitable for various applications. However, these properties may vary depending on the bacterium and growth conditions. Despite its potential, the uptake of BC in the textile, clothing and footwear (TCF) sector has not been strong due to technical issues such as the loss of porosity and flexibility during drying, resulting in a collapsed 3D network [65]. The limited research in this field is just beginning to address these challenges for commercial application of BC.
After harvesting, various finishing can be applied to BC to improve its mechanical, thermal, and functional properties. For example, PLA (polylactic acid) and PU-based biopolymers were applied to BC by dip-coating and electrospinning to improve the mechanical properties and reduce moisture retention [66]. There was an improvement to the mechanical properties of the BC-coated fabrics using electrospinning, and further work was needed to reduce moisture being regained. To further improve the flexibility and hydrophobicity, the BC was immersed in a chemical softener, followed by immersion in a hydrophobic finishing agent solution and dried at 120 °C for 1 min. The test results showed an improvement to hydrophobicity and flexibility [67].
Various external materials can also be added to BC during its growth to improve functionality such as durability, luminescence, electrical conductivity, and antibacterial properties [37]. For example, the durability of BC was improved by entrapping soy and mushroom protein in the structure, and processability was improved by adding glycerol [68]. The contact angle, tensile strength, crease recovery properties, and dimensional stability were increased in addition to improved flexibility. BC was functionalised with poly(fluorophenol) and lauryl gallate oligomers assisted with enzyme Laccase. The hydrophobicity, dimensional stability, and durability (in terms of tensile strength) were improved [69]. Immersing the BC fibres in glycerol and coating with stearic acid resulted in improved flexibility and mechanical properties [67].
The surface of BC can be treated with substances such as fatty acid or wax to make it hydrophobic so that it respells unwanted substances reacting with it [70]. These acids fill the spaces between the fibres and provide a smoother surface. On some occasions, the BC may not be soft enough for stitching after harvesting. Moist steam can be applied to the BC to make it softer for sewing and facilitate material handling [44]. Once a garment is manufactured, wax or oil can be applied to retain the smooth texture and softness of the garments.
Applications of BC
A wide range of BC applications are being developed, starting from basic raw materials for fashion and textile manufacturing to life-saving materials for medical textiles. The wider applications can be attributed to its 3D nanofibrillar structure, durability, biodegradability, high elasticity, porosity, non-cytotoxic, high crystallinity, and high thermal stability of BC [71, 72]. Further, the resemblance of BC with leather in appearance, mouldability and ability to be grown in any shape makes BC a suitable candidate to replace natural leather and cotton-based products. BC has a potential to replace the use of non-renewable synthetic raw materials as well as the natural leather derived from animals. However, the issues related to quality and desired properties of BC need to be resolved for widespread applications of BC. The major applications of BC in fashion and textiles (F&T) are summarised in Fig. 4.

Various application of BC in fashion and textiles.
Clothing and accessories applications
In the manufacturing of fashion and textiles, approximately, 8000 different chemicals are used, which causes substantial amount of environmental pollution [73]. The application of biomaterials like BC can provide a solution to the environmental pollution due to its biocompatibility, renewability, and non-toxicity [23]. BC is a renewable and green raw material for many fashion products such as dresses, shirts, t-shirts, and other apparels. For example, Kamiński et al. [74] developed t-shirts and wristbands from BC by treating with chemicals to modify texture and colour and to remove unpleasant smell (Fig. 5). The wristband was intact even they were washed after wearing. However, the BC partially lost its flexibility and some undesirable effects such as folding of the fabric and local discolorations were observed after 2 weeks. In another project, BC was used by the Miss Universe Vietnam 2022, which was designed by a famous Vietnamese designer [75]. The BC was made from vinegar, produced by a symbiotic form of bacteria and yeast, following the standard route to make the drink Kombucha. It took about 6 months to research and produce the BC to design the dress, which indicates the potential of BC in the runway of global events such as the Miss Universe.

Clothing made from BC: a wristband, b T-shirt with sewn in cellulose-based coated fabric, and c wristband after 2 weeks of use [74].
Tailor shaped patterns can be developed from BC, which can avoid the waste crated during the cutting process. Generally, the garment manufacturing process involves about 15–20% of waste generated during fabric cutting process [76]. In traditional manufacturing route, individual patterns for a specific garment size are cut from the fabrics using a marker. However, in the case of BC predetermined shape of patterns can be engineered during production, which can lead to sustainable designing and manufacturing of clothes following the approach “Zero-waste pattern making” [38]. The fundamental principle is: “The BC can be grown in a uniquely designed garment panel-shaped container with a specific size and shape of the garment pattern”. This means the garment patterns for simple garments in different sizes can be continuously grown from the BC using specific shaped containers.
Several basic garments such as shirts, t-shirts, polo shirts, and basic trousers can be engineered using the tailor-shaped cultivation technique. For example, Andréa Fernanda De Santana Costa et al. [38] developed clothing samples by combining BC films with a blended fabric of linen/polyester (70/30). Two clothing samples (Fig. 6) were designed: (a) a coat with pockets (with ¾ sleeves and without collar), (b) front view and (c) back view of a structured vest, without collar and pockets. The researchers established that Kombucha can be used as a sustainable alternative raw material to produce green textiles. These textile materials can be subjected to the conventional garment manufacturing process and can be mixed with other types of fabrics.

Various garments designed from Kombucha: a Coat made of linen and BC Kombucha film; and b front view and c back view of linen/polyester-BC film garments [38].
BC can be fermented under static culture to produce 3D-planar sheets in predefined shapes. Chan, Shin and Jiang [44] developed a novel cultivation technique to grow tailor-shaped patterns of BC to make garments eliminating traditional cutting process. For each pattern piece, a single-shaped container was used to grow bacterial cellulose (Fig. 7). Different container shapes such as front, back, sleeve, yoke, and collar were prepared by vacuum moulding technique from a solid vacuum mould. It was essential to decide the size and shape of the pattern pieces before growing the BC, as it was not possible to change them during their growth. Once the BC was fully grown, it was used to stitch them to make a complete garment.

Panel-shaped tailored cultivation and production process.
Ng and Wang [77] fabricated various types of BC using a range of teas and found that the green tea was the most desirable for producing fashion. In addition to growing various BC for characterisation, they also directly made 3D garments using a 3D manikin. Some images of 3D manikins with BC garment prototypes are shown in Fig. 8. The manikin was dipped inside the growing compartment, where the BC film was grown in manikin. The manikin was rotated in fixed intervals when the BC film of sufficient thickness was grown around the manikin. This was done to ensure a seamless form of cellulose film was wrapped around the manikin. The 3D clothing thus formed was then dried, finished, and removed from the manikin as a 3D garment shape. Da Silva and Gouveia [10] produced hydrophobic BC from tea extract and HS medium. For textile and interior applications, the BC was treated with softener and hydrophobic chemicals to improve the flexibility and hydrophobicity, respectively. Table 2 summarises various applications of BC in fashion.

Manikins with prototypes of seamless bio-fashion of BC78.
Footwear applications
BC can be grown into required thicknesses and mimic leather used in the footwear industry. The tactile properties such as the softness, flexibility, and stretchability of BC are similar to animal leather [4]. Hence, BC can be used as an alternative material to natural leather. Although few commercial successes have been achieved to date, BC can be directly grown in customised shapes to produce various shaped shoes. For example, the German start-up business ScobyTec produced children’s shoes, gloves, and handbags from the BC leather of Kombucha. The new material, known as ScobyTec BNC, had high mechanical strength and was non-flammable [81].
Fernandes et al. [67] developed nanocomposites of BC that are breathable and water repellent using two commercial hydrophobic polymers under static conditions produced by bacteria of the Komagataeibacter genera. The process is simple and cost-effective to produce robust, malleable and breathable BC nanocomposites that are promising for application in the TCF (Textile, clothing and footwear) industries. In an earlier research, Fernandes et al. [82] also developed nanocomposites of BC containing emulsified arylated epoxidized soybean oil (AESO). In both the studies, the mechanical properties, wettability, water vapour permeability (WVP), thermal and antimicrobial properties of the composites for footwear applications were categorised. Shoes can be manufactured from BC by using the 3D printing technology if we can overcome the solubility problems of BC Despite the growing interest in BC by industry and academia [83], BC properties need to be better optimized for footwear applications.
Wearable electronics and sensors
BC-based wearable electronics have also been fabricated by some researchers. For example, a 3D art form by A. Ng [84] was moulded from BC using conductive wire and integrating surface-mounted device-light-emitting diode (SMD-LED). This research fabricated a sustainable bio-based e-textile with a practical application. Art was integrated with the new technology to fabricate kombucha-based wearable electronics. However, Kombucha suffers from limitations in regard to flexibility; therefore, Origami techniques were applied to enhance the resiliency of the final product.
BC is a soft material with similar mechanical properties to that of human tissue, which makes it an ideal material for neural interfacing. Yang et al. [85] built multichannel microelectrode arrays from BC for neural interfacing. BC is also being used in various electronic sensors for health monitoring due to its flexibility and softness. A paper-based pressure sensor with a 3D isolation layer structure was developed by Su et al. [86] using Maxine/BC film. By monitoring the movement of throat muscles, the sensor could recognise different voice signals and sound attributes. The sensor was also able to identify a range of natural sounds like an eardrum, through air pressure waves caused by sound transmission.
Cosmetology application
Cosmetics, while not strictly an area of fashion and textiles application, is closely associated through fashion advertising and marketing. BC has high water absorbing capacity, skin adhesive properties, biocompatibility and a gel-like structure, which makes it an ideal candidate for beauty and medical products [9]. BC has been widely used in cosmetology for facial masks, skin scrubs moisturizers and anti-ageing agents [87]. Facial masks made with BC can be used to improve skin tightness and brightness due to the deeper penetration of the ingredients into the skin through close contact. Further, this property is related to the high-water content of BC, which allows higher water absorption by the skin. BC follows the body contours well and is free from strong odours, which makes it favourable for cosmetic applications. Some studies have also prepared BC masks by adding functional composites such as soybean, vitamin C, and coconut oil to improve functionality [88, 89].
Biodegradable packaging
The world is facing an enormous problem from plastic pollution, largely caused by the single use packaging of products. Packaging materials such as polyethylene, polypropylene, polyethylene terephthalate (PET), and polyvinyl chloride (PVC) are derived from petroleum resources, which are non-biodegradable [90]. Furthermore, commercial paper-based packaging materials made from wood can also lead to environmental pollution due to large-scale deforestation. BC can offer more sustainable approaches to paper and plastics packaging. Such packaging materials from BC are completely biodegradable (within 3 months–1 year) and derived from renewable resources. Successful adoption will depend on improving the strength of BC and ease of product manufacturing.
Elena Amato, the designer from Guatemala has created BC resembling packaging paper to replace plastic packaging in fashion and healthcare products [91]. The BC paper was produced from a mixture of water and SCOBY culture, harvested, and dried on a flat surface. Amato used residual SCOBY from local Kombucha producers and coloured the paper with various natural dyes.
BC can also be used to improve and extend the quality of paper. BC can be grown over the plant cellulose of paper so there are no issues relating to compatibility. For example, in one of the studies BC (K. sucrofermentans) was cultivated over the surface of paper for seven days [92]. The strength of the original paper was increased due to the deposit of a thin layer (about 10 µm) of BC over the original paper. BC can also be grown into the form of mesh or net structure consisting of ultra-strong thin fibre.
Brands using kombucha
Some leading brands and organisations that are using BC in their product lines are shown in Table 3. For example, the enterprise Vegan Leather has started harvesting artificial leather from different vegetable sources such as apple, pineapple, grape, mushrooms, tea, soy, and corn to manufacture footwear and other products. Manufacturers, such as Goodyear Tires, the Kimberly-Clark Corporation and Sony Corporation, have patented some products derived from BC [4]. Suzanne Lee, the founder and creative director of Bio-Couture, has produced some sustainable fashion using BC [93]. The recent focus of Bio-Couture is to grow kombucha from sweetened tea mixture and other waste substrates such as by-products from the food industry for fashion and textile manufacturing.
BC production and SDGs
The production and use of BC can help to achieve one or more of the United Nations Sustainable Development Goals (SDGs). The use of waste from some food processing industries (rather than the use of actual food) can lead to “SDG 12-Responsible consumption and production”. Compared to traditional processes of fashion manufacturing, BC consumes less water and does not discharge effluent to the ecosystem [79]. Hence, BC can help to achieve “SDG 6-Clean water and sanitation”. Similarly, the replacement of traditional textile materials by BC can reduce the energy consumption leading to achieve “SDG 7-Clean and accessible energy”. The other SDGs related to the use of BC is: “SDG 13-Climate change” and “SDG 15-Life on earth”.
There has been a rapid increase in the use of resources in manufacturing of fashion and textiles due to population growth and increased consumption pattern of consumers. Further, the use of traditional materials is often highly polluting to the environment due to the use of large amount of pesticides and herbicides during the fibre growing stage, and dyes, chemicals and auxiliaries in the chemical processing stage [94]. In order to meet the growing demand for materials and reduce environmental problems, it is essential to redesign the fashion supply chain with the concepts of renewability, biodegradability and circularity in the mindset. BC derived from various resources will help the fashion industry meet these demands.
The growth of BC from waste sources works to support a circular economy. For example, the waste produced during the process of making the probiotic drink kombucha can be used as a biomaterial source for fashion and textiles [11, 79]. To improve the circularity in BC production, wastes from beverage industries such as tea and coffee brewing or the fruit wastes from fruit processing industries can be used to cultivate BC. Other wastes such as potato starch or maize starch from starch producing companies can also be utilised.
Sustainability benefits and challenges
Sustainability benefits
BC is regarded as a sustainable material for a number of reasons. Firstly, it causes no harm to humans and the environment because it is natural process and does not contain any other substances that require the sort of intensive processes to be purified and isolated, such as lignin and hemicellulose. Secondly, it does not require large tracts of land or quantities of water for irrigation as required to produce more traditional fibres. Thirdly. its unique physical characteristics and cultivation properties have demonstrated great potential to achieve zero-waste design. The sustainability benefits of using BC and challenges faced are discussed in this section.
Zero-waste manufacturing
Some fashion brands are approaching more sustainable clothing manufacturing by using zero-waste patternmaking process. This is achieved if patterns can be prepared without wasting any fabric during cutting or manufacturing process. Integral manufacturing technologies (such as knitting) can also produce whole garments without any wastage [95]. The fabrication of shaped patterns in the right size during the growth of BC and subsequent garment construction can achieve the zero-waste manufacturing concept. Some 3D moulds can be directly fabricated similar to seamless garments without stitching. However, at this stage these processes are complex, time-consuming and expensive and will require extensive production systems development if they are to meet the high global demand for fashionable garments.
Renewable resource
Unlike synthetic petro-chemical fibres such as polyester and nylon, growing BC using biotechnology does not remove virgin materials from the earth. They can be bio-fabricated from renewable resources. Further, the fabrication process does not need large amounts of water or energy. Hence, BC is not associated with issues of resource depletion [18].
Biodegradability
BC is completely biodegradable and can help address the problem of plastic pollution as BC can biodegrade within short time frames similar to natural textile fibres [77].
Free from environmental pollution
The manufacturing of products from natural leather involves chromium tanning of leather, and other chemicals that are toxic and harmful to the planet [96]. The water used in the chrome tanning process pollutes water resources, as in many counties they are discharged directly into waterways. Discarding natural leather products at end of life can produce substantial amount of methane gas [97]. The use of BC leather is eco-friendly as it is free from the toxic chemicals used during processing and is free from the problems of land allocation for pastures and stockyards, where land is scarce in many countries. The amount of energy required for leather processing such as drying, boiling, pressing, and confectioning of leather is substantially reduced.
Challenges
Although some research to make BC useful for commercial applications has been realised, there are still many issues that need to be addressed for wider use and application. The major problem is manufacturing in quantities which are economically and commercially viable. In addition, the qualities of BC need further optimisation for specialised applications, such as footwear. More research and development are needed to support the commercialisation of BC in commercially viable applications for specialty products.
Scalability challenges
The commercial adoption of BC to replace the natural leather relies on the large-scale production to meet the high industrial demand. The growth rate of Kombucha is quite slow, which makes it difficult to achieve the desired volume outputs needed for industry. Early research into BC has enabled the manufacturing process to transition from solid-state production to liquid stage fermentation [65]. The liquid stage has resulted in higher productivity with less expensive equipment. Future research should focus on improving productivity to meet the industrial demand.
High cost
Growing BC is relatively expensive now due to scale limitations and high process costs, which hinder its commercial adaptability [65]. The major factor contributing towards cost relates to the time it takes in culturing and growing the bacteria in addition to the space and equipment. Several factors such as temperature, PH, substrate concentration and duration of fermentation influence the growth rate and yield of BC. Controlling these conditions for steady yield of BC may lead to additional costs. The use of waste or by-products from fruit and beverage industries can help to reduce the cost of raw materials to scale-up, therefore reducing overall costs [79]. BC can be grown from readily available cheap raw materials that makes the production process more attractive and viable.
Quality related challenges
The superior properties of BC have been discussed in the earlier section. There are still some questions that need to be answered by researchers in relation to the quality, consistency and durability of BC. The quality of BC is not always consistent as the growth rate cannot be precisely controlled. Even in the same BC sample, there may be flaws present due to the uneven supply of air. The durability of BC cannot yet meet equivalent standards achieved with normal textile raw materials developed from synthetic fibres.
Other challenges
The use of fresh ingredients for the culture medium necessitates the recycling of tea leaf wastes after fermentation following the circularity principles. The scale-up process and durability requirements may need additives that could cause environmental pollution [18]. Commercial production methods need to be standardised with necessary health and safety guidelines to avoid health hazards to the growers and processors of BC. The alkaline treatment for purification of requires an amount of water and neutralizers to produce materials with a neutral pH. Wastewater may need to be purified before discharge.
A major problem in designing custom shaped BC is to mould the shape of the container, which might also increase the overall cost. The other limitation in growing BC is the surface of the container restricting the size and shape during the growth of BC. For example, a cylindrical container can produce round shaped BC, whereas a cubical container can produce square shapes. Another challenge is to engineer the shapes of garments which consists of complex panels or pattern pieces. Shaped containers may become useless after the garment panels have been harvested, which could create waste management problems. Further, the manufacturing process is time-consuming compared to the traditional textile manufacturing processes, although such comparisons do not consider the ‘growing’ time of source materials such as plant and animal fibres, or the long geological time it takes to produce petroleum—a factor that is often ignored when making comparisons between different types of fibres.
Conclusions
The established manufacturing processes of fashion and textiles involve materials and practices that are at odds with the urgent need to shift towards sustainability. Traditional raw materials often pollute the environment during the manufacturing of fashion as well as at the end-of-life stage. New materials, which are renewable, and biodegradable are emerging as sustainable raw materials. The objective of this paper is to explore the scope of using bacterial cellulose in fashion and textile manufacturing. The paper outlines the manufacturing process of BC, factors influencing and improving its properties, various applications, sustainable benefits, and challenges to be overcome for commercial success. The findings of this review, and the limitations and future directions for BC research are summarised here.
Significant findings
Several researchers have fabricated and characterised BC using various nitrogen sources (such as green tea, black tea, and oolong tea); and carbon sources (such as glucose, sucrose, fructose, peptone). It was established that BC has a great potential for fashion, textile, and footwear applications to produce a range of products such as clothing, cosmetology, wearable electronics, and biodegradable packaging. Some fashion manufacturers have started producing products from BC, while others are optimising its properties for a range of applications. Global fashion brands such as Calvin Klein, Bentley and GUCCI have started producing products such as shoes, jackets, belts, cardholders, and seat covers for the automotive industry. Some researchers have started fabricating BC-based wearable electronics in 3D form. As BC is a soft material with similar mechanical properties to that of human tissue, it has a great potential to be used as an ideal material for human neural interfacing. Hence, there is a bright future of BC in wearable electronics and medical textiles.
BC not only provides several advantages from a sustainability standpoint but can also help achieve multiple sustainable development goals (such as SDG 6, 7, 12, 13 and 15). The concept of zero-waste patternmaking has been established by some researchers to produce garments without cutting and stitching. This process can manufacture garments without wasting any fabric in cutting or avoid sewing during garment manufacturing process. BC can be fabricated from renewable resources without the need for large amounts of water and energy. Further, BC is completely biodegradable at the end of life, which can replace plastics and related wastes. BC is free from the tremendous pollution caused by the traditional fashion and textile manufacturing. However, there are some significant challenges that need to be overcome before the largescale production of BC based fashion and textiles is achievable.
Limitations and future directions
This study has investigated current literature to identify the potential of BC within the fashion and textile industries. There is still limited research published in this area relating to scalability, high cost, qualities, and properties of BC. The Kombucha production process is quite slow, which needs to be upscaled to meet the industrial demands. The production process is relatively costly due to high process costs, which hinders commercial adaptability of BC. The quality of BC is not always consistent as the growth rate can’t be precisely controlled. The use of fresh ingredients for the culture medium necessitates the recycling of tea leaf wastes after fermentation following the circularity principles. The scale-up process and durability requirements may need additives that could cause environmental pollution.
The data presented in this paper are based on the review of the extant literature in the past 10 years. Future studies might focus on experimentation in harvesting and investigating the properties of BC using different carbon and nitrogen sources. We are also involved in an investigation of these properties and will be publishing this work in the future. Our aim includes developing applications and conducting wearer trials using fashion and textiles manufactured from biodegradable BC. Future studies should focus on the challenges related to scalability, cost, quality consistency and properties. Once these challenges are solved, BC can be a potential material for future fashion and textile applications.
Data and code availability
All the data related to this project are held in RMIT’s repository. If researchers want these data, they can contact to the authors (rajkishore.nayak@rmit.edu.vn, donna.cleveland@rmit.edu.vn).
References
Nayak R et al (2020) Sustainable supply chain management. Supply Chain Manag Logist Global Fashion Sector Sustain Challenge, 1–30. https://doi.org/10.4324/9781003089063-2
Nayak R et al (2022) Sustainability benefits of RFID technology in Vietnamese fashion supply chain. Clean. Logist. Supply Chain, 1–21. https://doi.org/10.1016/j.clscn.2022.100086
Galdino CJ Jr et al (2021) The future of sustainable fashion: bacterial cellulose biotextile naturally dyed. Chem Eng Trans 86:1333–1338
García C, Prieto MA (2019) Bacterial cellulose as a potential bioleather substitute for the footwear industry. Microb Biotechnol 12(4):582–585
Suman H, Sangal VK, Vashishtha M (2021) Treatment of tannery industry effluent by electrochemical methods: a review. Mater Today: Proc 47:1438–1444
Mazotto AM (2022) Biopolymers in the Leather Industry, in Biopolymers: Recent Updates, Challenges and Opportunities, Springer, Berlin, pp 245-270
Brownstone S (2014) Green Chemists Use Rocket Science And Chicken Feathers to Create Cow-Less Leather [cited 2023 30 May ]; Available from: https://www.fastcompany.com/3023593/green-chemists-use-rocket-science-and-chicken-feathers-to-create-cow-less-leather
Coelho RMD et al (2020) Kombucha: review. Int J Gastron Food Sci 22:1–12
Bianchet RT et al (2020) Applicability of bacterial cellulose in cosmetics–bibliometric review. Biotechnol Reports 27:1–6
da Silva FM, Gouveia IC (2015) The role of technology towards a new bacterial-cellulose-based material for fashion design. J Indust Intell Inf 3(2):168–172
Domskiene J, Sederaviciute F, Simonaityte J (2019) Kombucha bacterial cellulose for sustainable fashion. Int J Cloth Sci Technol 31(5):644–652
Jayabalan R et al (2014) A review on kombucha tea-Microbiology, composition, fermentation, beneficial effects, toxicity, and tea fungus. Compr Rev Food Sci Food Safety 13(4):538–550
Guo J, Catchmark JM (2012) Surface area and porosity of acid hydrolyzed cellulose nanowhiskers and cellulose produced by Gluconacetobacter xylinus. Carbohyd Polym 87(2):1026–1037
Yamada Y et al (2012) Description of Komagataeibacter gen. nov., with proposals of new combinations (Acetobacteraceae). J General Appl Microbiol 58(5):397–404
Bortolomedi BM, Paglarin CS, Brod FCA (2022) Bioactive compounds in kombucha: a review of substrate effect and fermentation conditions. Food Chem 385:1–16
Cvetkovic D (2010) Kombucha made from medical herbs-biological activity and fermentation parameters.[Doctoral dissertation]. In: Faculty of Science, University of Novi Sad: Novi Sad, Serbia, pp 86
Markov S, Cvetković D, Velićanski AS (2012) The availability of a lactose medium for tea fungus culture and kombucha fermentation. Archives Biol Sci 64(4):1439–1447
Laavanya D, Shirkole S, Balasubramanian P (2021) Current challenges, applications and future perspectives of SCOBY cellulose of Kombucha fermentation. J Clean Prod 295:1–20
Zhou X et al (2019) The biocontrol of postharvest decay of table grape by the application of kombucha during cold storage. Sci Hortic 253:134–139
De Roos J, De Vuyst L (2018) Acetic acid bacteria in fermented foods and beverages. Curr Opin Biotechnol 49:115–119
Marsh AJ et al (2014) Sequence-based analysis of the bacterial and fungal compositions of multiple kombucha (tea fungus) samples. Food Microbiol 38:171–178
Morales D (2020) Biological activities of kombucha beverages: the need of clinical evidence. Trends Food Sci Technol 105:323–333
Li Z et al (2015) Production of nano bacterial cellulose from waste water of candied jujube-processing industry using Acetobacter xylinum. Carbohyd Polym 120:115–119
Cubas ALV et al (2023) Advances in the production of biomaterials through kombucha using food waste: concepts, challenges, and potential. Polymers 15(7):1–13
Pradhan S et al (2023) Metagenomic and physicochemical analysis of Kombucha beverage produced from tea waste. J Food Sci Technol 60(3):1088–1096
Nguyen HT et al (2021) Kombucha-derived bacterial cellulose from diverse wastes: a prudent leather alternative. Cellulose 28:9335–9353
Tanskul S, Amornthatree K, Jaturonlak N (2013) A new cellulose-producing bacterium, Rhodococcus sp. MI 2: screening and optimization of culture conditions. Carbohydrate Polym 92(1):421–428
Gromovykh TI et al (2020) Structural organization of bacterial cellulose: the origin of anisotropy and layered structures. Carbohydrate Polymers 237:1–13
Sani A, Dahman Y (2010) Improvements in the production of bacterial synthesized biocellulose nanofibres using different culture methods. J Chem Technol Biotechnol 85(2):151–164
Gargey IA et al. (2019) Optimization of etherification reactions for recycling of tea fungal biomass waste into carboxymethylcellulose. In: Green Buildings and Sustainable Engineering, Springer, Berlin, pp 337–346
Yim SM, Song JE, Kim HR (2017) Production and characterization of bacterial cellulose fabrics by nitrogen sources of tea and carbon sources of sugar. Process Biochem 59:26–36
Wood J, Verran J, Redfern J (2023) Bacterial cellulose grown from kombucha: assessment of textile performance properties using fashion apparel tests. Text Res J 93(13–14):3094–3108
Kallel L et al (2012) Insights into the fermentation biochemistry of Kombucha teas and potential impacts of Kombucha drinking on starch digestion. Food Res Int 49(1):226–232
Goh W et al (2012) Fermentation of black tea broth (Kombucha): I. Effects of sucrose concentration and fermentation time on the yield of microbial cellulose. Int Food Res J 19(1):109–117
Greenwalt C, Steinkraus K, Ledford R (2000) Kombucha, the fermented tea: microbiology, composition, and claimed health effects. J Food Prot 63(7):976–981
Sharma C, Bhardwaj NK (2019) Biotransformation of fermented black tea into bacterial nanocellulose via symbiotic interplay of microorganisms. Int J Biol Macromol 132:166–177
Qiu K, Netravali AN (2014) A review of fabrication and applications of bacterial cellulose based nanocomposites. Polym Rev 54(4):598–626
Costa AFDS et al (2021) Bacterial cellulose: characterization of a biomaterial for apparel products application. Res J Text Appar 26(4):532–545
Wood D, Liu H, Salusso CJ (2015) Production and characterization of bacterial cellulose fabrics. In: International Textile and Apparel Association Annual Conference Proceedings. Santa Fe, Mexico: Iowa State University Digital Press
da Silva CJG et al (2021) Bacterial cellulose biotextiles for the future of sustainable fashion: a review. Environ Chem Lett 19(4):2967–2980
Zahan KA et al (2020) Application of bacterial cellulose film as a biodegradable and antimicrobial packaging material. Mater Today Proc 31:83–88
Han J, Shim E, Kim HR (2019) Effects of cultivation, washing, and bleaching conditions on bacterial cellulose fabric production. Text Res J 89(6):1094–1104
Lin D et al (2020) Bacterial cellulose in food industry: current research and future prospects. Int J Biol Macromol 158:1007–1019
Chan CK, Shin J, Jiang SXK (2018) Development of tailor-shaped bacterial cellulose textile cultivation techniques for zero-waste design. Cloth Text Res J 36(1):33–44
Osiripun V, Apisittiwong T (2021) Polyphenol and antioxidant activities of Kombucha fermented from different teas and fruit juices. J Curr Sci Technol 11(1):188–196
Nalesu C (2021) Exploring Bio-Based Materials as a Method to Create Eco-Friendly, Sustainable Art Installations, Auckland University of Technology
Gülhan MF (2023) A New substrate and nitrogen source for traditional kombucha beverage: stevia rebaudiana leaves. Appl Biochem Biotechnol 195(7):1–20
Liamkaew R, Chattrawanit J, Danvirutai P (2016) Kombucha production by combinations of black tea and apple juice. Progress Appl Sci Technol 6(2):139–146
Aguilar-Toalá J et al (2018) Postbiotics: an evolving term within the functional foods field. Trends Food Sci Technol 75:105–114
Soares MG, de Lima M, Schmidt VCR (2021) Technological aspects of kombucha, its applications and the symbiotic culture (SCOBY), and extraction of compounds of interest: a literature review. Trends Food Sci Technol 110:539–550
Velićanski AS et al (2014) Antioxidant and antibacterial activity of the beverage obtained by fermentation of sweetened lemon balm (Melissa offi cinalis L.) tea with symbiotic consortium of bacteria and yeasts. Food technol biotechnol 52(4):420–429
Rocha-Guzmán N et al (2023) Kombucha analogs from maqui juice: Consortium age and sugar concentration effects on anthocyanin stability and its relationship with antioxidant activity and digestive enzyme inhibition. Food Chem 421:1–9
Rocha-Guzmán NE et al. (2019) Oak leaves as a new potential source for functional beverages: their antioxidant capacity and monomer flavonoid composition. In: Functional and medicinal beverages, Elsevier, Amsterdam, pp 381-411
Zubaidah E et al (2019) Anti-diabetes activity of Kombucha prepared from different snake fruit cultivars. Nutr Food Sci 49(2):333–343
Tu C et al (2019) Use of kombucha consortium to transform soy whey into a novel functional beverage. J Funct Foods 52:81–89
Pure AE, Pure ME (2016) Antioxidant and antibacterial activity of kombucha beverages prepared using banana peel, common nettles and black tea infusions. Appl Food Biotechnol 3(2):125–130
Alderson H et al (2021) Sensory profile of kombucha brewed with New Zealand ingredients by focus group and word clouds. Fermentation 7(3):1–13
Shim E, Kim HR (2019) Coloration of bacterial cellulose using in situ and ex situ methods. Text Res J 89(7):1297–1310
Costa AFDS et al (2019) Dyeing of bacterial cellulose films using plant-based natural dyes. Int J Biol Macromol 121(1):580–587
Costa AFDS et al (2019) Dyeing of bacterial cellulose films using plant-based natural dyes. Int J Biolo Macromol 121:580–587
Choi K-Y (2021) Discoloration of indigo dyes by eco-friendly biocatalysts. Dyes Pigm 184:1–12
Song JE et al (2018) Bio-coloration of bacterial cellulose assisted by immobilized laccase. AMB Express 8(1):1–11
Tamahkar E et al (2022) Bacterial cellulose nanofibers for separation, drug delivery, wound dressing, and tissue engineering applications. Nanocell Mater, 1–19. https://doi.org/10.1016/B978-0-12-823963-6.00004-1
Gayathry G, Gopalaswamy G (2014) Production and characterisation of microbial cellulosic fibre from Acetobacter xylinum. Indian J Fibre Text Res 39(1):93–96
Islam MU et al (2017) Strategies for cost-effective and enhanced production of bacterial cellulose. Int J Biol Macromol 102:1166–1173
Lee Y (2016) Case study of renewable bacteria cellulose fiber and biopolymer composites in sustainable design practices. In: Sustainable Fibres for Fashion Industry, Springer, Singapore, pp 141-162
Fernandes M et al (2021) Application of bacterial cellulose in the textile and shoe industry: development of biocomposites. Polysaccharides 2(3):566–581
Kim H, Song JE, Kim HR (2021) Comparative study on the physical entrapment of soy and mushroom proteins on the durability of bacterial cellulose bio-leather. Cellulose 28:3183–3200
Song JE et al (2019) Functionalization of bacterial cellulose nonwoven by poly (fluorophenol) to improve its hydrophobicity and durability. Front Bioeng Biotechn 7:1–10
Eslahi N et al (2020) Processing and properties of nanofibrous bacterial cellulose-containing polymer composites: a review of recent advances for biomedical applications. Polym Rev 60(1):144–170
de Miranda JF et al (2022) Kombucha: a review of substrates, regulations, composition, and biological properties. J Food Sci 87(2):503–527
Rathinamoorthy R (2022) Influence of drying method on the properties of bacterial cellulose nonwovens–review on the textile and fashion application potential. J Nat Fibers 19(16):1–18
Singha K et al. (2021) Harmful environmental effects for textile chemical dyeing practice, in Green Chemistry for Sustainable Textiles, Elsevier, Amsterdam, pp 153-164
Kamiński K et al (2020) Hydrogel bacterial cellulose: a path to improved materials for new eco-friendly textiles. Cellulose 27(9):5353–5365
Hung, T (2022) Huong Ly's vinegar dress. [cited 2022 30 December ]; Available from: https://vnexpress.net/bo-vay-lam-tu-giam-cua-huong-ly-4478978.html
Nayak R, Padhye R (2015) Garment manufacturing technology. Elsevier, Amsterdam
Ng FM, Wang PW (2016) Natural self-grown fashion from bacterial cellulose: a paradigm shift design approach in fashion creation. Des J 19(6):837–855
Ng M, Wang W (2015) A study of the receptivity to bacterial cellulosic pellicle for fashion. Res J Text Appar 19(4):65–69
Provin AP, de Aguiar Dutra AR (2021) Circular economy for fashion industry: Use of waste from the food industry for the production of biotextiles. Techn Forecast Soc Change 169:1–14
Sederavičiūtė F, Bekampienė P, Domskienė J (2019) Effect of pretreatment procedure on properties of Kombucha fermented bacterial cellulose membrane. Polym Testing 78:1–7
Material-District (2019) Leather-free handbag made of bacterial cellulose. [cited 2022 29 December ]; Available from: https://materialdistrict.com/article/handbag-bacterial-cellulose/
Fernandes M et al (2019) Development of novel bacterial cellulose composites for the textile and shoe industry. Microb Biotechnol 12(4):650–661
Rathinamoorthy R, Kiruba T (2020) Bacterial cellulose-A sustainable alternative material for footwear and leather products. Leather Footw Sustain Manufact Supply Chain Product Level Issues, 91–121. https://doi.org/10.1007/978-981-15-6296-9_5
Ng A (2017) Grown microbial 3D fiber art, Ava: fusion of traditional art with technology. In: Proceedings of the 2017 ACM International Symposium on Wearable Computers, Maui, HI, USA
Yang J et al (2018) Bacterial cellulose as a supersoft neural interfacing substrate. ACS Appl Mater Interfaces 10(39):33049–33059
Su T et al (2022) Flexible MXene/Bacterial cellulose film sound detector based on piezoresistive sensing mechanism. ACS Nano 16:8461–8471
Rajwade J, Paknikar K, Kumbhar J (2015) Applications of bacterial cellulose and its composites in biomedicine. Appl Microbiol Biotechnol 99(6):2491–2511
Kucińska-Lipka J, Gubanska I, Janik H (2015) Bacterial cellulose in the field of wound healing and regenerative medicine of skin: recent trends and future prospectives. Polym Bull 72(9):2399–2419
Ullah H, Santos HA, Khan T (2016) Applications of bacterial cellulose in food, cosmetics and drug delivery. Cellulose 23(4):2291–2314
Shen M et al (2020) Are biodegradable plastics a promising solution to solve the global plastic pollution? Environ Pollut 263:1–7
Hitti N (2019) Elena Amato creates sustainable cosmetics packaging from bacteria, [cited 2023 5 January ]; Available from: https://www.dezeen.com/2019/02/28/elena-amato-bacteria-packaging-design/
Santos SM et al (2017) Paper reinforcing by in situ growth of bacterial cellulose. J Mater Sci 52:5882–5893. https://doi.org/10.1007/s10853-017-0824-0
Fairs M (2014) Microbes are "the factories of the future" [cited 2022 30 December ]; Available from: https://www.dezeen.com/2014/02/12/movie-biocouture-microbes-clothing-wearable-futures/.
Nayak R (2022) Sustainable fibres for fashion and textile manufacturing. Elsevier, Amsterdam
Nawaz N, Nayak R (2015) Seamless garments, In: Garment Manufacturing Technology, Elsevier, Amsterdam, pp 373–383
Muralidharan V, Palanivel S, Balaraman M (2022) Turning problem into possibility: a comprehensive review on leather solid waste intra-valorization attempts for leather processing. J Clean Prod 367:1–21
Sivaram N, Barik D (2019) Toxic waste from leather industries, In: Energy from toxic organic waste for heat and power generation, Elsevier, Amsterdam, pp 55-67
Acknowledgements
We acknowledge the financial support from RMIT’s Office of Research and Innovation for funding this project via letter number IRG 1/2022.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Contributions
RN carried out conception of the paper, literature review, preparing various sections, referencing, and captioning. DC completed literature review, article structuring, suggestions to improve and proof-reading. GT prepared introduction and growth section, experimentation, and contributed to imaging. FJ provided technical inputs, suggestions to improve and proof-reading.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Ethical approval
The authors have obtained ethical approval from RMIT’s ethics committee relating to sample preparation and other ethical issues.
Additional information
Handling Editor: Stephen Eichhorn.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nayak, R., Cleveland, D., Tran, G. et al. Potential of bacterial cellulose for sustainable fashion and textile applications: A review. J Mater Sci 59, 6685–6710 (2024). https://doi.org/10.1007/s10853-024-09577-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-024-09577-6