
Abstract
The amount of rubber scraps derived from rubber goods production consists of about 20–30% of the processed material, so it is necessary to enhance this material by developing new recycling techniques as well as a new market for recycled rubber products. In the present research, nitrile-butadiene rubber (NBR) scraps are reprocessed via a calendering process acting with a mechanical devulcanization. Compounds were prepared with 20%, 80%, and 100% recycled rubber content and characterized. The experimental results highlighted that the compound prepared with 20% recycled rubber content via calendering and compression molding processes shows comparable mechanical properties to that of virgin NBR. The tensile properties are the most penalized by the increasing content of recycled material (100% recycled shows − 25% and − 50% stress and strain at break, respectively). Other properties remain comparable to the standard material up to 80% recycled material: 60 ± 5 Shore A, compression elastic modulus 8 MPa, compression set 20%. FTIR analysis revealed no changes in chemical structure from the recycling process. The results demonstrate that simple mechanical devulcanization can effectively reprocess industrial rubber waste while largely maintaining useful properties. This provides a potential pathway to enhance sustainability in rubber production through the valorization of process scraps.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The recycling and reprocessing of crosslinked elastomers are difficult due to their three-dimensional chemical network. This network makes the material insoluble and non-melting after the vulcanization takes place, unlike thermoplastic polymer materials that are widely recycled [1, 2]. Among the characteristics of rubber are its elasticity and strength, which are made possible by vulcanization but on the other side the crosslinking of rubber creates a serious problem for recycling [3].
The global consumption of both natural and synthetic rubber has grown from a yearly production of about 5 and 9.6 million tons, respectively, in 1990 to a yearly production of about 12.7 and 14.2 million tons in 2020 [4]. The expected demand for rubber is high and, therefore, an increase in the production of rubber waste will be inevitable, the improper management of which will cause problems for the environment [5].
The proper recycling and valorization of waste materials are crucial for promoting a sustainable and environmentally conscious society. While the reuse techniques and possible applications of end-of-life tire rubbers have been extensively studied and implemented in recent years [6, 7], the same has not been done for synthetic rubbers used for the production of general rubber goods (seals, dampers, etc.). As evidence of this, in Italy, recycled rubber from end-of-life rubber tires has been classified as a “material” since July 2020 by the “End of Waste” Decree [8], which details the correct ELT recycling procedures and the applications of recycled rubber as a raw material second, while the recycled rubber derived from general rubber goods production is not counted [9]. In the current scenario, the circular economy for recycled rubber goods is lacking [10].
Besides rubber tires, about 50% of the world’s rubber production is used for the production and consumption of general rubber goods. The effective reutilization and recycling of waste generated from various rubber products necessitate the establishment of dependable industrial technologies and processes on one side due to the increasing rubber demands and on the other side due to the more and more relevant problem of waste disposal [10].
Rubber waste can be classified as industrial scraps and consumer scraps [10]. Successful waste management mainly depends on cleaning and segregating the generated waste (to avoid compounding potentially incompatible material). For this reason, industrial waste (the object of the present research), is more suitable to be recycled.
Regardless of the type of rubber waste generated, the prevailing disposal methods often involve open dumping, landfilling, burning, or grinding the waste into powder [5, 10, 11]. The recycled waste can be converted into cheaper and more sustainable products, nevertheless, it is necessary to develop some specific processes for cured rubber. Rubber scrap management is a pressing issue in the sector, with only 1.5% of general rubber goods being recycled or reused [10]. The amount of industrial rubber scraps consists of about 20–30% by weight of the processed material, due to the presence of filling channels (in the injection molding process) and infiltrated material between the two half-molds which creates a thin rubber film (rubber flash) from which the pieces will be removed by subsequent processing (deburring). By way of example, Fig. 1 shows a picture of compression molded O rings and a schematic representation of the rubber scraps and the products obtained after the deburring process.

Picture of compression molded O rings and schematic representation of the rubber scraps and the products obtained
The reprocessing of crosslinked elastomers is possible when the crosslinks formed during the vulcanization (C–S and S–S for sulfur curing) are cleaved without damaging the C–C bonds of the macromolecular chain [12]. When the cleavage of C–C bonds occurs, and it is predominant to that of C–S and S–S bonds, the degradation process takes place with consequent deterioration of the mechanical properties of the rubber [10].
The phenomena of vulcanization and degradation are closely linked and interdependent. In rubber reprocessing, both vulcanization and degradation occur simultaneously, making it crucial to minimize degradation and enhance devulcanization for better rubber recycling. Rubber waste management processes can be categorized into thermal, mechanical, physical, chemical, and biological methods [10]. Each method involves different processes that in turn involve different parameters and chemicals to make the rubber reprocessable via devulcanization and unavoidable degradation.
Regarding the mechanical properties of recycled rubber compounds, the literature indicates a wide variety of industrial rubber waste streams that can be effectively devulcanized and reused to replace a certain amount of virgin rubber while retaining useful mechanical properties. Rooj et al. [13] used benzoyl peroxide as a devulcanizing agent via a mechano-chemical process for natural rubber. At 20% replacement, tensile strength increased by around 30% with a 20% reduction in strain at break. However, at 80% replacement, a substantial 85% reduction in tensile strength was observed. Sabzekar et al. [14] employed disulfide oil for devulcanizing waste EPDM rubber using a co-rotating twin-screw. At 40% replacement with devulcanized EPDM, mechanical properties generally were not worsened, with enhancements in tensile strength and elongation at break in most cases. De Sousa et al. [15] treated EPDM by removing paraffinic oil and devulcanizing it using microwaves. Their findings indicated that rubber compositions containing 67 wt.% of recycled EPDM exhibited similar mechanical properties to virgin EPDM.
In the present research, the NBR scraps are recycled via a calendering process at room temperature with no additives. According to the aforementioned classification of techniques for managing rubber waste, this technology falls within the category of mechanical processes [5, 16, 17].
The proposed calendering devulcanization method presents distinct differentiators compared to traditional thermal–mechanical and mechano-chemical techniques. Firstly, the method does not necessitate specialized or custom equipment. The use of calender (or open mixer), a standard tool in rubber processing, allows manufacturers to recycle their own waste without making new capital investments. It can represent for companies producing rubber items an alternative to valorise their own waste without the risk of compounding incompatible materials.
Several studies reported in the literature require the use of machines specifically designed for rubber recycling: Costamagna et al. [16], Macsiniuc et al. [18], Brunella et al. [19], and Formela et el. [20] used a twin-screw extruder, Guo et al. designed a specific low-temperature rubber reclaiming equipment [21], and Diaz et al. [22] used two metallic cones with special geometries [22].
Secondly, no external heat is employed during the calendering process. The temperature increase arising from viscous heating remains below 80 °C. In contrast, thermal–mechanical devulcanization typically employs high temperatures (> 80 °C) to facilitate chain scission [23, 24]. Thirdly, no chemical additives or solvents are incorporated. Unlike mechano-chemical techniques that often introduce devulcanization agents to promote crosslink cleavage [25], the present method solely relies on mechanical shear forces.
Furthermore, the rubber waste is processed as-is, without requiring a grinding or micronization step. Many devulcanization processes initially reduce the particle size to increase surface area [19, 22, 26].
Different amounts of recycled NBR were characterized by swelling test, tensile and compression test, hardness test, and compression set. Also, the influence of recycling methods was assessed: compression molding, calendering process, and calendering process followed by compression molding. Furthermore, the characterization was also performed via Attenuated Total Reflection—Fourier Transform-Infrared Spectroscopy (ATR-FTIR) to detect if any changes due to oxidation related to the recycling process had occurred. FT-IR spectroscopy technique has been extensively applied in the analysis of polymers and rubber-based compounds [27,28,29].
In summary, the proposed approach seeks to provide a straightforward, cost-effective, and environmentally friendly method for manufacturers to devulcanize and recycle their own cured rubber waste without the need for highly specialized equipment or processing aids. This contributes new knowledge to the limited scientific literature on sustainably repurposing general rubber waste beyond tires.
Materials and methods
Materials
The tested material is an industrial NBR provided by Novotema Spa (Villongo BG, Italy). The list of ingredients is reported in Table 1.
It is worth noting that in an industrial context, the companies that mold the technical articles are often different from the company that compounds the material, and for this reason, it is probable that the complete recipe is not known.
The approach proposed in the present study aims to characterize the recycling process in an industrial context where a standard vulcanized rubber compound is purchased, processed into articles, and then the scrap from those articles is recycled back into the original compound formulation without any additional ingredients (neither carbon black nor further crosslinking agents). Even in the case the complete recipe is not entirely known, this process within this context allows for recycling the material, always remaining consistent with itself, without the risk of contamination, leveraging the well-established material traceability system in all industrial settings.
The industrial scraps are recycled by calendering process on an open mixer as 100% recycled NBR or compounded with different amounts of uncured virgin NBR.
Tested materials and production processes are detailed in Table 2.
The calendering process consists in forcing the rubber between two rotating cylinders (diameter of 150 mm) which generate high shear stresses and extensional stressing levels on the material leading to the obtaining of a rubber sheet that can be further processed via compression molding. Obviously, as the fraction of recycled rubber increases, the possibility of creating complex geometries decreases due to an ever-greater degree of crosslinking, however, for simple geometries and specific applications, it is possible to replace even only partially virgin rubber with recycled industrial waste. In order to produce rubber sheets thicker than 2 mm, the influence of further compression molding under a pressure of 40 MPa for 15 min at 180 °C is assessed. No further curing agents or additives have been added. Figure 2 displays a flow diagram describing the adopted recycling process.

Flow diagram of proposed vulcanized rubber recycling
The calender machine employed in the process is supplied by Meccaniche Moderne srl (located in Busto Arsizio VA, Italy). During the calendering process, the rubber undergoes multiple steps, leading to a gradual increase in temperature (ranging from 70 to 80 °C). This temperature rise is a result of the substantial shear stresses generated by the cylinder, causing the material to soften and become plasticized as shown in Fig. 3. The rubber waste initially disintegrates into crumbs which are processed continuously in different steps in the calender. The process was considered complete when the material was manageable from one passage in the calender to another. At this point in the process, a certain percentage of uncured virgin NBR can be optionally added and appropriately compounded in a new calendering phase. The material obtained at the end of the calendering process is a sheet of about 2 mm.

Plasticized rubber during calendering process
Experimental methods
Swelling test
For the swelling test, samples of about 500 mg were cut and immersed in toluene for 48 h at room temperature. The samples are then dried in an oven with a suction system at 80° C for 24 h and then they are weighted.
The equilibrium swelling index is determined by crosslink density and the attractive forces between solvent and polymer. The theoretical extent of swelling is predicted by the Flory–Rehner equation [30,31,32]:
where:
ν is the crosslink density [mol/cm3], Vs = 106.52 (m3/mol) is the toluene molar volume, f = 4 for tetra functional network junctions, χ is the Flory–Huggins solvent–polymer interaction parameter determined according to Eq. 2, \({v}_{Rf}\)is the volume fraction of elastomer in the swollen mass, determined according to Eq. 3.
The Flory–Huggins solvent–polymer interaction parameter is equal to 0.36 and it has been determined from the Bristow and Watson semi-empirical equation [33,34,35]:
where:
\({\beta }_{1}\) is the lattice constant approximately 0.34 [33, 36], R is the universal gas constant, T is the absolute temperature, \({\updelta }_{1}\) = 18.9 (MPa)1/2 is the solubility parameter of NBR, \({\updelta }_{2}\)=18.2 (MPa)1/2 is the solubility parameter of toluene [37].
The elastomer volume fraction \({v}_{Rf}\) is then calculated from the Ellis and Welding equation [38] (Eq. 3). Since the filler content is the same for all tested materials, it was neglected in the crosslink density calculation; this simplification will lead to an overestimate of the absolute value of the degree of crosslinking but will not alter the comparison of materials.
where:
\({m}_{d}\) is the weight of the de-swollen sample, \({m}_{f}\)is the weight of the filler.
Mechanical tests
Mechanical tensile tests were performed by an Instron dynamometer (mod. 3366) at a cross-head rate of 100 mm/min according to the standard ISO 37:2017 type 2 [39]. The optical strain was determined by using a camera that captures images every 2 s. The elastic modulus has been determined as the slope of the tangent to the stress strain curve at 5% strain.
Compression tests were performed on three samples for each material at a strain rate of 10 mm/min. Cylindrical specimens with a nominal diameter of 12 mm and a thickness of 6 mm were produced for this test. The compression test was performed according to the standard ISO 7743 [40].
The compression set is determined by imposing a compression deformation of 25% on cylindrical samples (nominal diameter 12 mm and a height of 6 mm) for 24 h at 100 °C. The compression set is defined as:
where:
hi is the initial thickness of the sample, hf is the thickness of the sample after removing the clamp, hc is the thickness of the sample under a compression deformation of 25%.
The compression set was determined according to standard ASTM D395 (test method B) [41].
The mechanical tests were carried out three times for each compound.
The compounds’ hardness was measured according to the most widely used scales in the rubber industry: Shore A hardness and micro International Rubber Hardness Grade (mIRHD) [42]. The Shore A measurements were carried out for 3 s according to the standard ISO 48-4 [43]. The mIRHD measurements were carried out for 30 s according to the standard ISO 48-2 [44]. Since in the industrial reality, it is often not possible to measure the hardness in SHA because due to the geometry of the piece there are no thicknesses greater than 6 mm as required for this measurement, the hardness was also measured in the mIRHD scale widely used on rubber pieces from the geometry very variable. The measurement is performed five times for each compound.
FT-IR measurements
Attenuated total reflection Fourier transform infrared (ATR-FTIR) spectroscopy was performed with a Nicolet iN10MX (Thermo Scientific, Milan, Italy) Microscope equipped with a cooled MCT detector. Each spectrum was recorded in a triplicate, at 16 scans with a resolution of 8 cm−1, in the range of 4000–675 cm−1. For all spectra manipulations, OMNIC™ Specta™ (Thermo Scientific, Milan, Italy) software was used. The measurement is performed three times for each compound.
Results and discussion
Swelling test
The swelling behavior of cured rubber serves as an indicator of the material’s crosslink density. This characteristic holds particular significance in rubber recycling for two reasons. Firstly, the crosslink density influences the mechanical properties of the material, and secondly, the presence of crosslinks prevents the rubber compound from being reprocessed through conventional heating methods used for thermoplastic polymers. Crosslink density represents a crucial structural parameter for cured rubber. When designing a rubber formulation for a specific application, mechanical properties such as hardness, tensile strength, and modulus at a certain deformation are typically the primary considerations. These properties are heavily influenced by the network's structure, including its density and the type of crosslinking present in the material [45]. Due to this, it is crucial to assess the swelling behavior which is related to the crosslink density, of recycled NBR in different amounts compounded with virgin NBR.
Nitrile-butadiene rubber possesses a loosely arranged structure with ample molecular clearance and weak intermolecular interactions, making it susceptible to easy penetration by solvents like toluene. The affinity between toluene and NBR leads to solvation, where the solvent molecules interact with the surface macromolecules, and then permeate into the internal gaps of the macromolecular chains. Toluene’s affinity with NBR leads to solvation, where solvent molecules interact with surface macromolecules, permeating the internal spaces of macromolecular chains. As the solvent penetrates, it solvates the macromolecular chains, weakening inter-segment forces and increasing gaps between them, known as swelling. Macroscopically, polymeric materials undergo significant volume expansion and mass increase during swelling [46].
Figure 4 shows the crosslink density determined by the Flory-Rehner equation of virgin NBR and different compounds (virgin and recycled NBR mixed in different amounts up to 100% recycled NBR) processed by compression molding (Δ), calendering process (□) and calendering process followed by compression molding (●).

Crosslink density determined by Flory-Rehner equation (swelling in Toluene for 48 h at room temperature)
By observing calendered and compression molded materials, virgin NBR has a crosslink density similar to that of 80% recycled NBR, higher than that of 20% recycled NBR and lower than that of 100% recycled NBR.
In general, by increasing the amount of recycled rubber from 20 to 100%, the crosslink density increases because the amount of material subjected to 2 curing processes (injection molding and compression molding) is larger.
It is also important to consider that the calendering process on cured rubber damages the macromolecular network of cured rubber via a mechanical devulcanization that breaks not only the crosslinks but also the covalent bonds of the principal macromolecular chains causing material degradation.
If on the one hand devulcanization reduces the crosslinking density, on the other hand, the aging phenomenon linked to oxidation and thermal oxidation must be investigated because the oxidative crosslinking, may occur in calendering process of rubber scraps caused by the temperature increase by friction, resulting in an opposite effect on the swelling behavior.
Indeed, the presence of unsaturated double bonds in the butadiene units of nitrile-butadiene rubber renders it susceptible to becoming hard and brittle over time. This tendency is especially prominent during the thermal oxidation process, where prevailing oxidation and cross-linking reactions occur. The unsaturated double bonds in NBR, particularly the carbon atoms adjacent to these double bonds, are vulnerable to attack due to electron shifts. Consequently, radicals are formed, which then serve as initiators for thermal oxidation and crosslinking reactions during the aging process. These reactions contribute to the degradation of the rubber, leading to the development of cracks and increased brittleness in the material [47].
Nevertheless, it was found by the FT-IR analysis that the calendering process does not affect the NBR chemical structure (FT-IR Measurements).
Compared to standard NBR, which is virgin, the addition of 20% of recycled NBR leads to the devulcanization mechanism being preponderant. As the quantity of recycled NBR increases, the crosslink density increases both due to the increase of the cured rubber fraction.
Regarding the process, it is interesting to notice that the crosslink density of compression molded virgin NBR is slightly higher than that of calendered and compression molded one. This means that the macromolecular network of compression molded NBR is less prone to absorb the solvent due to lower macromolecular mobility which is found also in the mechanical behaviour.
For what regards the 80% recycled NBR calendered with no subsequent compression moulding, the lowest crosslink density is expected due to the presence of 20% of uncured material that lowers the average crosslink density of the compound.
This suggests that the improved distribution and dispersion of carbon black promote the crosslinking due to greater surface to which the polymer can adhere, forming the so-called “bond rubber” [48, 49].
Mechanical characterization
Figure 5a shows the mean the stress–strain curve for the tested materials.

a Tensile stress optical strain mean curve for each material (100/mm/min, ISO 37 type 2). b Tensile tangent modulus (E [MPa]) and tensile secant modulus at 100% optical strain (E(100% strain) [MPa])
As first, it is possible to notice that the calendering process affects the tensile behavior of virgin NBR. Virgin NBR calendered and compression molded shows the highest stress and strain at break (19 MPa and 530%, respectively); the same material processed only by compression molding process shows higher stress at equal strain up to break which occurs at 17 MPa and 380% optical strain. This behavior results in a higher tensile modulus (Fig. 5b).
The E values for virgin NBR compression molded and virgin NBR calendered and compression molded are 7 MPa and 5.8 MPa, respectively. The corresponding E(100%) values are 4 MPa and 2.5 MPa, respectively (see Fig. 5b). According to Boonstra et al. [50], this could be attributable to the carbon black dispersion. A better dispersion of the carbon black leads to a smaller quantity of occluded rubber which can contribute to deformation and to a greater surface area of the filler to which the polymer can adhere, leading to an increase in the stress at break. As the carbon black dispersion in the elastomeric matrix increases, the ultimate properties and the elastic modulus increase [51]. The decrease in elastic moduli for the virgin NBR calendered and compression molded, compared to the compression molded alone, may be attributed to a higher fraction of occluded rubber caused by the absence of the calendering process. In simpler terms, calendering has a dual impact on the material: it enhances ultimate tensile properties and elastic modulus by improving carbon black dispersion, while also softening the compound by dissolving the macromolecular structure and reducing the occluded rubber fraction [52].
The 20% recycled NBR compound processed by calendering and compression molding process shows a stress–strain curve similar to that of virgin NBR processed likewise with slightly lower ultimate properties, and equal tensile moduli (E and E(100%)) as shown in Fig. 5b.
Stress and strain at break are significantly reduced for the presence of 80% of recycled NBR. The material obtained by mixing in the calendering process recycled NBR and virgin unvulcanised NBR 20% shows the lowest stress at break and secant elastic modulus at 100% strain, and strain at break equal to compression molded Virgin NBR. This material is the one with the lowest crosslink density (as shown in Fig. 4) due to the presence of 20%wt of uncured NBR that promotes the macromolecules alignment achieving high elongation at break. For the same reason, 80% recycled NBR processed by calender shows the lowest moduli and the lowest stress at break.
When the same material (80% recycled NBR) is processed also by compression molding, its mechanical properties are markedly improved due to the cure of the unvulcanized rubber fraction according to the swelling behavior (Fig. 4).
As regards the 100% recycled NBR, the industrial scraps processed only by calendering process show a tensile behavior similar to that of 80% recycled NBR calendered and compression molded with slight stress and strain at break reduction and equal elastic moduli (Fig. 5b).
The same material processed by calendering process followed by compression molding shows a stiffer behavior (highest secant elastic modulus at 100% strain as shown in Fig. 5a) and marked strain hardening. This could be attributed to a lower macromolecular mobility, which, however, has not been detected in terms of crosslink density increase by the swelling test nor in terms of alteration of chemical structure due to aging by the FT-IR spectrum. It is then possible to relate this macromolecular mobility reduction to a higher entanglements presence. It is interesting to notice that the tensile behaviour of 80% recycled NBR is comparable to that of virgin NBR filled with 10% v/v of inert filler (calcium carbonate) usually added to lower the compound costs [53].
The 100% recycled NBR calendered shows lower stress at break and secant elastic modulus at 100% strain but higher strain at break than the same material calendered and compression molded because its macromolecular network mobility is not reduced by compression molding.
Figure 6b shows the compression stress strain curves of the materials subject to compression molding that allowed to obtain specimens of the required thickness. It is possible to notice that the calendered and compression molded NBR 100% recycled requires the highest compressive stress to achieve a strain value of 50%. This could be due to its highest crosslink (see Fig. 4) and entanglement density. As a general trend is it possible to state that with increasing the amount of recycled NBR, the compression resistance at 50% strain increases. Standard NBR deviates from this trend. Calendered and compression molded standard NBR require a compression stress lower than that of 100% recycled NBR and higher than that of 80% recycled NBR, while compression molded standard NBR shows a compression stress–strain curve similar to that of 80% recycled NBR.

a Compression stress–strain curves mean curve for each material b Elastic compression modulus
The calendering process on standard NBR makes the compound softer at high strain but with higher compression elastic modulus E [MPa] (defined as the slope of the first linear section of the stress–strain curve) as shown in Fig. 5b.
At large deformations, the addition of recycled NBR initially makes the material softer (drop from standard NBR to 20% recycled NBR) after which as the amount of recycled NBR increases the material becomes more rigid until it exceeds the Standard NBR. This trend is compliant with that of crosslink density shown in Fig. 4.
The effect of the calendering process carried out on the uncured material (virgin) and on the vulcanized material (recycled) is different: in the first case, the macromolecular structure has a clearly more viscous than elastic behavior, while after the curing the material has a more elastic than viscous behavior. For this reason, calendering process initially crumbles the cured material into small pieces with consequent reduction in the macromolecular weight. After several passages in the calender, the crumbles of cured rubber are able to return to being a cohesive material. As regards the compounding a fraction of vulcanized rubber to an uncured virgin rubber fraction, during the calendering process, the uncured rubber fraction acts as a viscous matrix within which the vulcanized NBR fraction is dispersed.
Unlike what is shown in the tensile modulus of elasticity, the compressive modulus of elasticity of recycled and calendered materials slightly decreases for a recycled rubber fraction of 20% and then it remains about constant as shown in Fig. 6b. It is interesting to highlight that the compression elastic modulus of the recycled NBR in different amounts is equal to that of virgin NBR compression molded.
To determine the effect of recycled NBR on the capability of the material to recover an imposed deformation, the compression set test was carried out. The experimental results are shown in Fig. 7. It was found that the presence of recycled rubber up to a value of 80% does not affect significantly the compression set (whose value remains about 20%), but a slight pejorative effect was evidenced for 100% recycled NBR whose compression set is 24%.

Compression set (100 °C, 24 h, compression strain 25%)
This could be attributable to the highest crosslink and entanglement density that reduces the mobility of rubber chains in recovering the imposed deformation. The same correlation between crosslink density and compression set was found also by Mostafa et al. [54], Van Der Schuur et al. [55] and Zhao et al. [56].
Hardness is the material’s resistance to penetration under specific conditions. For elastomers, hardness can be described by two attributes: intrinsic hardness, inherent to the material, and processed hardness, affected by manufacturing methods and treatments. The elastomer's chemical structure determines its intrinsic hardness, which can be altered through compounding and vulcanization. The processed hardness of rubber articles from injection or compression molding is mainly influenced by crosslinking density. Greater crosslinking during vulcanization results in a harder material [55, 57]. Processed hardness is a frequently used criterion in the rubber industry for evaluating molded rubber articles. However, due to limited comparability between measuring scales, the concept of hardness lacks consistency. The absence of a universal hardness unit makes it challenging to establish a straightforward relationship between readings on different scales, even for identical samples, making direct comparisons difficult. Experimental results of hardness measured in Shore A and micro IRHD are reported in Fig. 8.

Hardness values in Shore A and microhardness values in mIRHD
The used virgin NBR is commercialized with a nominal hardness of 65 ± 5 SH A, it is possible to notice that the hardness Shore A of all tested compounds is in the tolerance admitted range. It is worth wide to highlight that one of the most important properties, i.e. the hardness is not affected by the presence of different amounts of recycled NBR. As expected, the calendered 80% recycled NBR (with 20% of unvulcanized NBR) shows a hardness value clearly lower than the nominal value and is out of tolerance. This is due to the relationship between hardness and crosslinking density for which a lower degree of crosslinking given by the presence of 20% of uncured NBR also leads to a decrease in hardness (Fig. 9).

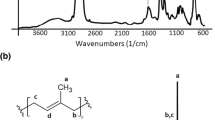
Typical FT-IR spectrum of NBR is used in this study
The microhardness IRHD is slightly lower than the hardness SH A for all tested compounds except for the 20% recycled NBR compound which shows a microhardness value markedly lower. This could be related to the different test configurations. Due to the viscoelastic nature of rubber, a longer time of application of a constant load allows the material to relax. The material with a lower crosslink density relaxes more showing resulting in a lower hardness
Regarding the compounds subjected only to calendering process, the 100% recycled NBR does not seem to be affected by the compression molding because it is already fully vulcanized during the injection molding process that generated the rubber scraps. The calendered 80% recycled NBR shows a microhardness mIRHD just below that of the same material processed also by compression molding
The influence of calendering process on virgin NBR before compression molding leads to a slight reduction of hardness [mIRHD] due to a better distribution and dispersion of carbon black particles (decrease of occluded rubber and increase of bound rubber). This finding is in agreement with the crosslink density and tensile modulus results
ATR-FT-IR results
Figure 9 shows the typical FT-IR spectra of NBR compound, where the two edge cases are presented: the virgin one vs the 100% recycled, calendered and compression moulded. The figure offers a wealth of information about its molecular composition. Within the spectra, a series of distinctive peaks and absorption bands emerge
Starting in the region of 990–960 cm−1, we observe peaks corresponding to C–H stretching and deformation vibrations characteristic of trans olefinic bonds (−CH = CH−). This indicates the presence of unsaturated carbon–carbon double bonds, indicative of the butadiene component in the NBR molecular architecture. Moving into the range of 1000–1050 cm−1, a distinct peak arises due to the presence of silica. Silica acts as a reinforcing filler within NBR formulations, enhancing mechanical properties such as tensile strength and abrasion resistance [56].
Further exploration of the spectrum reveals a distinct pattern within 1390–1370 cm−1, attributed to symmetric CH3 vibrations. This confirms the existence of methyl groups embedded within the polymer backbone, adding structural complexity
A closer examination of the region around 1440–1410 cm−1 exposes a composite peak involving both CH3 deformation vibrations and CH2 scissor vibrations. This overlap hints at the presence of not only methyl groups but also methylene functionalities within the polymer chain
Between 1550 and 1600 cm−1, an absorption although not directly assignable to NBR structure can be observed. These likely result from additives or accelerators introduced during the vulcanization process, a crucial step in enhancing the rubber's mechanical properties and durability. In particular, the peak is related to the carbonyl group (C = O) is present in both compounds and could be related to a slight oxidation or oxo-degradation in recycled samples
The spectral range spanning 2260–2220 cm−1 exhibits yet another signature in the form of C = N stretching vibrations. These vibrations are from the nitrile groups (C≡N) interspersed within the NBR matrix
Rounding out the spectrum, we encounter a higher wavenumber region of 2800–3000 cm−1, characterized by absorptions corresponding to C–H symmetric and asymmetric stretching vibrations of CH3 and CH2 groups. These resonances underline the presence of alkyl groups—a hallmark of the butadiene units—within the polymer structure
Conclusion
The amount of rubber scraps derived from rubber goods production (gaskets, seals, dumpers etc.) consists of about 20–30% by weight of the processed material, and the recycling and reuse of general rubber goods amount to only 1.5% of the total waste generated [10]. It is necessary to enhance the potential of this material by developing new recycling techniques as well as new market for recycled rubber products.
In the present research, the NBR scraps are recycled via calendering process at room temperature with no additives. Obviously, as the fraction of recycled rubber increases, the possibility of creating complex geometries decreases due to an ever-greater degree of crosslinking, however, for simple geometries and specific applications it is possible to replace even only partially virgin rubber with recycled industrial waste.
This rubber recycling method, according to the best knowledge of the authors, is not reported in any literature work and it does not require any specific tool since the calender (or open mixer) is a machine of common use in the rubber industry, so that this recycling process can be implemented by the same producer of the waste itself without the purchase of ad hoc machinery.
Different amounts of recycled NBR (20, 80 100% wt) were characterized by swelling test, FT-IR measurements, tensile and compression test, hardness test and compression set. Also, the influence of recycling methods was assessed: compression molding, calendering process, and calendering process followed by compression molding.
The influence of the recycled rubber fraction at equal process (calendering and compression molding) decreases slightly the crosslink density for a 20% recycled NBR before settling on an increasing trend. This behavior could be attributable on one side to the mechanical devulcanization and on the other side to the increasing amount of material subjected to a double compression molding process. Related to the devulacanization/degradation process, ATRFT-IR spectra analysis revealed no evident changes in NBR chemical structure as a result of oxidation and/or aging. As regards the mechanical properties it was found that the capability to recover an imposed deformation remains unaffected up to an 80% recycled NBR, the elastic modulus slightly increases in tension, while it remains about constant in compression, the hardness within the tolerance of 60 ± 5 points and the presence of 20% of recycled NBR does not affect significantly the tensile stress and strain at break that are reduced for higher amount of recycled NBR.
Regarding the influence of production methods, calendering process on uncured virgin NBR improves the mechanical properties due to a better distribution and dispersion of carbon black. Compression molding does not affect the crosslink density and elastic modulus but makes the material stiffer at high strain both in tensile and compression loading.
With a view to the circular economy, this study shows good results in the valorisation of industrial rubber waste through simple technology.
References
Gobetti A, Ramorino G (2020) Application of short - term methods to estimate the environmental stress cracking resistance of recycled HDPE. J Polym Res. https://doi.org/10.1007/s10965-020-02332-w
Grause G, Buekens A, Sakata Y et al (2011) Feedstock recycling of waste polymeric material. J Mater Cycle Waste Manag 13:265–282. https://doi.org/10.1007/s10163-011-0031-z
Tripathy AR, Morin JE, Williams DE et al (2002) A novel approach to improving the mechanical properties in recycled vulcanized natural rubber and its mechanism. Macromolecules. https://doi.org/10.1021/ma012110b
Tiseo I (2021) Consumption of natural and synthetic rubber worldwide from 1990 to 2020. In: statista.com. https://www.statista.com/statistics/275399/world-consumption-of-natural-and-synthetic-caoutchouc/. Accessed 15 Nov 2021
Leong SY, Lee SY, Koh TY, Ang DTC (2023) 4R of rubber waste management: current and outlook. J Mater Cycles Waste Manag 25:37–51. https://doi.org/10.1007/s10163-022-01554-y
Battista M, Gobetti A, Agnelli S, Ramorino G (2021) Post-consumer tires as a valuable resource : review of different types of material recovery. Environ Technol Rev. https://doi.org/10.1080/21622515.2020.1861109
dos Santos RG, Rocha CL, Felipe FLS et al (2020) Tire waste management: an overview from chemical compounding to the pyrolysis-derived fuels. J Mater Cycles Waste Manag 22:628–641. https://doi.org/10.1007/s10163-020-00986-8
Ministero dell’ambiente e della tutela del territorio e del mare (2020) Gazzetta Ufficiale del 31 marzo 2020, n.78. Gazzetta Ufficiale, Italy
Gobetti A, Cornacchia G, Petrogalli C et al (2023) Characterization of recycled end-of-life rubber tire filled with black slag. J Reinf Plast Compos. https://doi.org/10.1177/07316844231155398
Chittella H, Yoon LW, Ramarad S, Lai Z-W (2021) Rubber waste management: a review on methods, mechanism, and prospects. Polym Degrad Stab 194:109761. https://doi.org/10.1016/j.polymdegradstab.2021.109761
Liu H, Wang X, Jia D (2020) Recycling of waste rubber powder by mechano-chemical modification. J Clean Prod. https://doi.org/10.1016/j.jclepro.2019.118716
Adhikari J, Das A, Sinha T, et al (2019) Grinding of Waste Rubber
Rooj S, Basak GC, Maji PK, Bhowmick AK (2011) New Route for Devulcanization of Natural Rubber and the Properties of Devulcanized Rubber. J Polym Environ. https://doi.org/10.1007/s10924-011-0293-5
Sabzekar M, Zohuri G, Chenar MP et al (2016) A new approach for reclaiming of waste automotive EPDM rubber using waste oil. Polym Degrad Stab. https://doi.org/10.1016/j.polymdegradstab.2016.04.002
de Sousa FDB, Zanchet A, Marczynski ES et al (2020) Devulcanized EPDM without paraffinic oil in the production of blends as a potential application of the residues from automobile industry. J Mater Cycles Waste Manag 22:273–284. https://doi.org/10.1007/s10163-019-00938-x
Costamagna M, Brunella V, Luda MP et al (2022) Environmental assessment of rubber recycling through an innovative thermo-mechanical devulcanization process using a co-rotating twin-screw extruder. J Clean Prod 348:131352. https://doi.org/10.1016/j.jclepro.2022.131352
Dorigato A, Rigotti D, Fredi G (2023) Recent advances in the devulcanization technologies of industrially relevant sulfur-vulcanized elastomers. Adv Ind Eng Polym Res. https://doi.org/10.1016/j.aiepr.2022.11.003
Macsiniuc A, Rochette A, Rodrigue D (2010) Understanding the regeneration of EPDM rubber crumbs from used tyres. Prog Rubber, Plast Recycl Technol. https://doi.org/10.1177/147776061002600201
Brunella V, Aresti V, Romagnolli U et al (2022) Recycling of EPDM via continuous thermo-mechanical devulcanization with co-rotating twin-screw extruder. Polymers (Basel). https://doi.org/10.3390/polym14224853
Formela K, Cysewska M, Haponiuk J (2014) The influence of screw configuration and screw speed of co-rotating twin screw extruder on the properties of products obtained by thermomechanical reclaiming of ground tire rubber. Polim Polym. https://doi.org/10.14314/polimery.2014.170
Guo L, Wang C, Lv D et al (2021) Rubber reclamation with high bond-breaking selectivity using a low-temperature mechano-chemical devulcanization method. J Clean Prod 279:123266. https://doi.org/10.1016/j.jclepro.2020.123266
Diaz R, Colomines G, Peuvrel-Disdier E, Deterre R (2018) Thermo-mechanical recycling of rubber: relationship between material properties and specific mechanical energy. J Mater Process Technol 252:454–468. https://doi.org/10.1016/j.jmatprotec.2017.10.014
Seghar S, Asaro L, Rolland-Monnet M, AïtHocine N (2019) Thermo-mechanical devulcanization and recycling of rubber industry waste. Resour Conserv Recycl. https://doi.org/10.1016/j.resconrec.2019.01.047
Pirityi DZ, Pölöskei K (2021) Thermomechanical devulcanisation of ethylene propylene diene monomer (EPDM) rubber and its subsequent reintegration into virgin rubber. Polymers (Basel). https://doi.org/10.3390/polym13071116
Ghowsi MA, Jamshidi M (2023) Recycling waste nitrile rubber (NBR) and improving mechanical properties of re-vulcanized rubber by an efficient chemo-mechanical devulcanization. Adv Ind Eng Polym Res. https://doi.org/10.1016/j.aiepr.2023.01.004
Bianchi O, Pereira PB, Ferreira CA (2022) Mechanochemical treatment in high-shear thermokinetic mixer as an alternative for tire recycling. Polymers (Basel). https://doi.org/10.3390/polym14204419
Ginting EM, Bukit N, Motlan, et al (2020) Analysis of natural rubber compounds with filler of Oil Palm Empty Bunches Powder and Carbon Black. J Phys Conf Ser. https://doi.org/10.1088/1742-6596/1428/1/012024
Siesler HW (2011) Vibrational spectroscopy of polymers. Int J Polym Anal Charact 16:519–541. https://doi.org/10.1080/1023666X.2011.620234
Koenig JL (1999) Spectroscopy of polymers. 491
Flory PJPJ, Rehner J, Rehner J Jr (1943) Statistical mechanics of cross-linked polymer networks II. Swelling J Chem Phys 11:521–526. https://doi.org/10.1063/1.1723792
Mok KL, Eng AH (2018) Characterisation of crosslinks in vulcanised rubbers: From simple to advanced techniques. Malaysian J Chem 20:118–127
Valentín JL, Carretero-González J, Mora-Barrantes I et al (2008) Uncertainties in the determination of cross-link density by equilibrium swelling experiments in natural rubber. Macromolecules. https://doi.org/10.1021/ma8005087
Barikani M, Hepburn C (1992) Determination of crosslink density by swelling in the castable polyurethane elastomer based on 1/4 - cyclohexane diisocyanate and para-phenylene diisocyanate. Iran J Polym Sci Technol 1:1–5
Bristow GM, Watson WF (1958) Cohesive energy densities of polymers: Part 1 - Cohesive energy densities of rubbers by swelling measurements. Trans Faraday Soc. https://doi.org/10.1039/TF9585401731
Bristow GM, Watson WF (1958) Cohesive energy densities of polymers: Part 2: Cohesive energy densities from viscosity measurements. Trans Faraday Soc. https://doi.org/10.1039/TF9585401742
Bernal-Ortega P, Anyszka R, Morishita Y et al (2023) Determination of the crosslink density of silica-filled styrene butadiene rubber compounds by different analytical methods. Polym Bull. https://doi.org/10.1007/s00289-023-04749-x
Yehia A, El-Sabbagh S (2007) Detection of crosslink density by different methods for natural rubber blended with SBR and NBR. Egypt J Solids 30:157–173
Swapna VP, Stephen R, Greeshma T et al (2016) Mechanical and swelling behavior of green nanocomposites of natural rubber latex and tubular shaped halloysite nano clay. Polym Compos 37:602–611. https://doi.org/10.1002/pc.23217
ISO 37 (2017) Rubber, vulcanized or thermoplastic—determination of tensile stress-strain properties
ISO 7743 (2011) Rubber, vulcanized or thermoplastic—determination of compression stress-strain properties
ASTM D395 (2018) Standard Test Methods for Rubber Property—Compression Set. Book of Standards Volume: 09.01 Developed by Subcommittee: D11.10 Pages: 8. https://doi.org/10.1520/D0395-18 ICS Code: 83.060
Gobetti A, Cornacchia G, Ramorino G (2022) Reuse of Electric Arc Furnace Slag as Filler for Nitrile Butadiene Rubber. JOM. https://doi.org/10.1007/s11837-021-05135-6
ISO 48 (2018) Rubber, vulcanized or thermoplastic—determination of hardness—part 4: hardness by durometer method (Shore hardness)
ISO 48-2 (2018) Rubber, vulcanized or thermoplastic—determination of hardness—part 2: Hardness between 10 IRHD and 100 IRHD
Zhao F, Bi W, Zhao S (2011) Influence of crosslink density on mechanical properties of natural rubber vulcanizates. J Macromol Sci Part B Phys 50:1460–1469. https://doi.org/10.1080/00222348.2010.507453
Wu L, Ding Y, Zhen J et al (2017) Swelling properties of nitrile-butadiene rubber with different acrylonitrile content in isopropyl nitrate. Chem Eng Trans. https://doi.org/10.3303/CET1759028
Chen H, Zhao X, Lu X, Kassab G (2013) Non-linear micromechanics of soft tissues. Int J Non Linear Mech 56:79–85. https://doi.org/10.1016/j.ijnonlinmec.2013.03.002
Mondal D, Ghorai S, Rana D et al (2019) The rubber–filler interaction and reinforcement in styrene butadiene rubber/devulcanize natural rubber composites with silica–graphene oxide. Polym Compos 40:E1559–E1572. https://doi.org/10.1002/pc.25076
Heinrich G, Klüppel M (2002) Recent advances in the theory of filler networking in elastomers. Adv Polym Sci 160:1–44. https://doi.org/10.1007/3-540-45362-8_1
Boonstra BB, Medalia AI (1963) Effect of carbon black dispersion on the mechanical properties of rubber vulcanizates. Rubber Chem Tech 36(1):115–142
Leblanc JL (2002) Rubber-filler interactions and rheological properties in filled compounds. Prog Polym Sci 24(4):627–687
Gobetti A, Cornacchia G, La Monica M et al (2023) Assessment of the influence of electric arc furnace slag as a non-conventional filler for Nitrile Butadiene Rubber. Results Eng 17:100987. https://doi.org/10.1016/j.rineng.2023.100987
Gobetti A, Cornacchia G, Gelfi M, Ramorino G (2023) White steel slag from ladle furnace as calcium carbonate replacement for nitrile butadiene rubber : a possible industrial symbiosis. Results Eng 18:101229. https://doi.org/10.1016/j.rineng.2023.101229
Mostafa A, Abouel-Kasem A, Bayoumi MR, El-Sebaie MG (2009) Effect of carbon black loading on the swelling and compression set behavior of SBR and NBR rubber compounds. Mater Des 30:1561–1568. https://doi.org/10.1016/j.matdes.2008.07.043
Van Der Schuur M, Gaymans RJ (2005) Influence of chemical crosslinks on the elastic behavior of segmented block copolymers. Polymer (Guildf) 46:6862–6868. https://doi.org/10.1016/j.polymer.2005.05.125
Zhao J, Yang R, Iervolino R, Barbera S (2013) Changes of chemical structure and mechanical property levels during thermo-oxidative aging of NBR. Rubber Chem Technol. https://doi.org/10.5254/RCT.13.87969
Zhao J, Yang R, Iervolino R, Barbera S (2015) Investigation of crosslinking in the thermooxidative aging of nitrile-butadiene rubber. J Appl Polym Sci. https://doi.org/10.1002/app.41319
Funding
Open access funding provided by Università degli Studi di Brescia within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
G.R, A.G.: concept development (provided idea for the research). G.R, A.G: design (planned the methods to generate the results). G.R, L.E.D: supervision (provided oversight, responsible for organization and implementation). A.G., C.M: data collection/processing (responsible for experiments, patient management, organization, or reporting data). A.G: analysis/interpretation (responsible for statistical analysis, evaluation, and presentation of the results), literature search (performed the literature search), writing (responsible for writing a substantive part of the manuscript), G.R., L.E.D. critical review (revised manuscript for intellectual content, this does not relate to spelling and grammar checking).
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gobetti, A., Marchesi, C., Depero, L.E. et al. Characterization of recycled nitrile butadiene rubber industrial scraps. J Mater Cycles Waste Manag 26, 1761–1775 (2024). https://doi.org/10.1007/s10163-024-01932-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-024-01932-8