
Abstract
Thermoplastic elastomeric materials are processable through 3D printing. These materials demonstrate excellent mechanical properties, along with good flexibility. A better understanding of the creation of bonds between the filaments of these copolymers is still needed. When extruded, these materials have shown to have a different behavior compared to commonly known thermoplastic materials. The methodology, hereby presented, relies on the tensile tests of 3D-printed samples of two thermoplastic elastomers based on olefin: TPO 90A and TPO 96A. In order to study the effect of printing parameters on the mechanical behavior of the samples, these have been manufactured following a full factorial design of experiments. Statistical influences were evaluated with an analysis of variance. Layer height and fill density were the variable parameters. Eventually, these two parameters were shown to have a significant effect on the mechanical properties studied (Young’s modulus and yield strength). Once all the results were analyzed, the presented methodology was applied to another set of specimens. These had been manufactured with a different printer and with the same material but colored. The analysis of variance showed that, although the mechanical properties were affected by the color pigments, the trends of this analysis and the recommended manufacturing values did not vary. The results showed that when working with thermoplastic elastomers and in order to maximize Young’s modulus and yield strength, a 0.3-mm layer height and a 75% fill density should be selected.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) arose as a building process alternative to the more traditional ones such as subtractive or formative manufacturing methodologies [1,2,3]. AM, which is commonly known as 3D printing, is based on a three-dimensional geometrical representation and consists of the addition of material layer upon layer until the completion of the model. AM is used for manufacturing final parts in different industries, as demonstrated in other works [4,5,6,7].
Material extrusion (MEX), also known as fused filament fabrication (FFF) or fused deposition molding (FDM), is a single-step process that belongs to the group of AM; therefore, parts are physically built by successive addition of material, which is released through a nozzle [8]. The MEX principle is the extrusion of melted polymeric material through an orifice. Consequently, voids are normally present in parts manufactured through MEX. Some studies have concluded that the porosity due to the presence of voids normally decreases printed parts’ mechanical performance [9,10,11,12]. However, the content of voids can be managed and minimized by controlling several printing parameters when it is required, such as the printing speed, printing temperature, or layer height. For example, in the author’s previous research, it was demonstrated that some thermoplastic elastomeric materials (TPE) have lower porosity when a layer height of 0.2 mm is selected, contrary to other TPEs that achieve lower porosities with a layer height of 0.3 mm. This fact demonstrates the importance of studying and characterizing the mechanical behavior and the geometric shape of the deposited filaments of 3D printable materials. Furthermore, a deep study of the printing parameters is required as they have been shown to affect the printed samples’ mechanical behavior.
Thermoplastic materials (such as PLA, ABS, and PEEK) are the most common materials in MEX due to their good mechanical performance and printability. These are the most investigated and researchers already know their mechanical properties as well as their behavior when extruded. However, the use of 3D printing has been increasing as it is emerging as a revolutionary technology [13, 14], specifically with a 22 % annual growth rate in the industry during 2022 [15] and a 25 % annual growth rate of polymeric materials in 2021 [16]. With these growth rates, it is predicted that over the next few years, a change in the production style is yet to come, thanks to 3D printing. Consequently, new materials with novel mechanical properties are being manufactured and need to be studied. This paper focuses on TPEs, which are innovative AM materials that have already impacted the industry. TPEs demonstrate very good mechanical properties, along with good flexibility. For example, the manufacturer, Fillamentum [17], shows that PLA filament has a tensile strength of 53 MPa. If polyurethane-based TPE (TPU) is analyzed, the same value as PLA is obtained, and if based on olefin (TPO), a value slightly over 5 MPa is observed. In terms of deformation, PLA shows 6% elongation at break, TPU more than 350%, and TPO more than 250%.
It is not only important to know the optimal configuration for getting the higher mechanical properties, but it is key to study the influence of printing parameters used in MEX on the material’s behavior. Hence, some recent studies focused their research on the evaluation of several printing parameters used for TPEs [18,19,20,21,22,23,24]. All of them agree with the fact that the mechanical properties of the printed parts can be altered by adapting the printing parameters. Arifvianto et al. [18] used dog-bone-shaped specimens according to ASTM D638 standard to study the effect of raster angle and extruding temperatures on the tensile performance of MEX-printed TPE samples. Their research concluded that the highest tensile strength and ductility were found when the printed filaments were oriented with the tensile load. They did not consider the quantity of material needed to enhance the mechanical properties; therefore, they fabricated the samples with 100% infill. However, it would have been of great interest to know if similar properties could be achieved with less quantity of material. Ford et al. [20] had the purpose to analyze three printing parameters (extruding temperature, bed temperature, and printing speed) by adapting a full factorial design of experiments. They submitted the samples to tensile tests and observed an incrementation of Young’s modulus by 21% when the printing speed and extruder temperature were varied. They emphasized that the understanding of the manufacturing parameters is essential because not all the properties were maximized together. Lin et al. [24] obtained a strategy for high-quality FFF printing of a TPE. Using a commercial desktop printer, they reduced the porosity of samples by controlling printing parameters such as printing speed and the feeding ratio. They could also demonstrate that the tensile strength of the 3D-printed parts was 95% of those of parts fabricated via injection molding.
Butt and Raghunath, Tao et al., Ravoori et al., Fernández et al., Lin et al., Farahbakhsh et al., and Ghorbani et al. [9,10,11,12, 24,25,26] highlighted the importance of having good bonds between layers and filaments. They agree on the fact that a correlation between porosity and mechanical performance of MEX printed parts needs to be established by controlling the printing parameters. Jang et al. [27] found that although extrusion rate and print speed had an impact on the deposited filament, the layer height played the most significant role regarding the void formation in printed structures. Tao et al. [10] correlated the layer height with a cooling rate that led to the weakening or strengthening of the welding abilities. The lower the layer height, the faster the cooling rate, and the weaker the welding abilities. Layer height was found to influence interlayer bonding as the shape of the deposited filaments is crucial for bonds. The authors also discussed an existing relationship between the formation of gaps, the value of layer height, and the pressure applied to the bottom layer. Following the same line of investigation, Ravoori et al. [11] proposed a printing setup consisting of an in-situ compression to maximize the pressure between filaments while printing. Afterward, they tested the printed parts and found an improvement of 154% on the ultimate tensile stress. Butt et al. [9] applied an annealing temperature to MEX-printed parts to reduce voids but could not maintain the dimensional accuracy. They could just find an annealing temperature in which voids were reduced. Although some possible solutions are presented in the literature for rigid polymers, optimal management of the printing parameters, such as the feed rate [26], can offer easier processes with quality results.
Some authors proved that TPEs have a potential impact on different applications that nowadays are not served. Rodríguez-Parada et al. [4] focused their research on product design as they considered that TPEs were of great interest for highly ergonomic products. They aimed to characterize the elastic properties of a TPE based on polyurethane, processed through MEX. They concluded that the infill percentage, as well as the shape of the product, vary the final elasticity of the product. When talking of TPEs in soft robotics or the medical industry, Neumann et al. [5] compared rigid with flexible materials for the fabrication of medical devices. They found that all flexible materials they tested could be employed for devices placed in the field of view during image-guided interventions (such as computer tomography and magnetic resonance imaging). Nuseir et al. [6] printed successfully a flexible nasal prosthesis within 5 h. Their constraints were as follows: the color, the flexibility, and the difference between soft and hard tissues. However, they claim that surgical reconstruction can get easier with the help of 3D printing with new flexible materials. Moreover, other studies also concluded that integrating 3D-printing technology in different departments of medical services in the fields of orthopedic surgery and traumatology could be helpful for the evolution of surgical operations [7].
The main contribution of this paper is to offer an exhaustive study of two novel materials used in MEX. They both are TPE based on olefin (TPO, also known as TPO-E) but with different hardness (Shore 90A and Shore 96A). As reviewed above, the majority of studies have researched the influence of printing parameters regarding the mechanical responses of printed parts. However, the impact of the parameters that may affect the printing duration, the influence of the quantity of material, and the shape are rarely analyzed in TPEs. Therefore, as a novelty, the infill density and the layer height are the key parameters of this research.
Eventually, three different milestones are obtained from this investigation, which fills the gap of missing information in this family of materials. Firstly, the porosity existing in 3D-printed parts is evaluated considering that this technology is based on a geometrical representation. Secondly, the influence of two printing parameters is studied through an analysis of variance (ANOVA). The statistical impact of each one on the mechanical performances of samples submitted to tensile tests is shown. ASTM D638 standard is applied for the design of the samples. Finally, a comparison of the effect of the material hardness is also made, highlighting the differences between filaments and guiding the user when the selection of the material is not trivial. All these results are required for achieving a good response from 3D-printed thermoplastic elastomeric pieces since no references are offering this information. Thus, it is important for the evolution of new manufacturing processes in the industry. The characterization of elastomeric materials is not as simple as for pure thermoplastics.
2 Materials and methods
TPOs are copolymers based on olefin and can be in contact with food and skin [17]. These materials can be used for medical devices that need to be in direct contact with patients or wearable electronic devices. Moreover, depending on the final application two different harnesses can be selected. Shore scale A is a common hardness scale in elastomeric materials or rubbers. It indicates the material’s resistance to indentation, which determines the material's softness level. For softer and more flexible applications, Shore 90A should be used. However, the printing difficulty is increased for lower values of the Shore hardness. When a more rigid part is needed, but still with flexible results, Shore 96A should be selected.
The specimens tested in this work are manufactured with the material extrusion (MEX) technique. The layer height (Lh) and the fill density (F%) were the two geometrical printing parameters evaluated. The variable parameters were defined in the slicer software (Ultimaker Cura). The representation of both parameters is shown in Fig. 1, where a schematic view of the extruder is presented. These parameters have a direct impact on the time and material consumption and might have a statistical influence on the mechanical response of the printed samples. Moreover, the effect of the layer height on the inter and intra-layer adhesion and voids creation was observed through imaging evaluation. The infill voids were controlled and studied by changing the percentage of infill density. The mechanical performance of the printed samples was quantified with tensile tests.

Schematic representation of the direct extruder used in MEX
From a differential scanning calorimetry (DSC) and a thermogravimetric analysis (TGA) made with a Mettler Toledo DSC 3+ (Mettler Toledo, Greifensee, Switzerland) and TA instruments SDT Q600 (TA Instruments, New Castle, DE, USA) measuring apparatus, respectively, the thermal properties of the materials were evaluated (Fig. 2). Consequently, the printing temperature was set at 240 °C for both materials, with a printing speed of 1300 mm/min. These parameters ensured no significant mass losses or degradation events and were defined as the perfect combination for both TPO in parallel studies. Eventually, the extruded material in the set temperature was thermally analyzed following the same process of DSC and TGA as the initial material. It was concluded that the process of material extrusion did not affect the thermal behavior of either material.

Thermoanalytical characterization of the TPOs extruded and non-extruded. Above: differential scanning calorimetry; below: thermogravimetric analysis
2.1 Imaging
Optimal printing parameters for the studied materials were found in a preliminary author’s work [28]. However, the interfilamentous bonding was not examined. A comprehensive analysis of cross-sectional images was carried out in order to study the formation of bonds and compare it to the presence of the voids. A microscope Nikon Optiphot PFX, equipped with a Nikon D7100 camera, and image processing software (GNU Image Manipulation Program) were used to analyze the welding formation between filaments and layers. The images taken were converted into binary format for a better definition of the limits of voids, and the length of the bonds was quantified.
2.2 Tensile tests
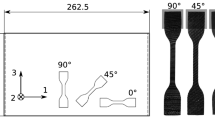
The ASTM D638 standard was applied for the design, manufacturing, and testing of the samples. The dimensions of the specimens are according to type I and are 7 mm thick for good stability of the tests. A full factorial design of experiments (DoE) 22 with a central point and 5 repetitions was used, where the two variable parameters adopted three values. With a standard nozzle diameter of 0.4 mm, the layer height adopted the values 0.2, 0.25, and 0.3 mm as the fill density adopted 25, 50, and 75% values. The honeycomb pattern was used and set as a constant value. Therefore, a total of 25 samples for each material were tested.
All the tests were done with a universal testing machine (UTM) Zwick Allround 5 kN, working with a speed of 20 mm/min. A Nikon D850 was used to record FHD video for the imaging correlation Matlab routines that track the deformation of each photogram and work as a video extensometer (Fig. 3).

Overview of the experimental setup of the tensile tests
3 Results and discussion
This section contains the results obtained from the imaging analysis as well as the results obtained from the data collected during the tensile tests. A comparison of the TPOs with other TPEs is shown in terms of the tensile tests. Moreover, the effect of the pigments and the 3D printer used is discussed.
3.1 Imaging
To quantify the porosity of the printed specimens, the cross-section of the specimens was scanned and analyzed. In order to do it, three essential parameters were identified: the layer height, the inter-layer neck, and the intra-layer neck (Fig. 4). First, the layer height was measured to ensure that there was no under-extrusion or over-extrusion. In all cases, the theoretical layer height matched the measured one (Table 1), suggesting that the printing parameters that were kept constant did not destabilize the 3D-printed parts.

Parts’ void formation, where the layer height (Lh), intra-layer, and inter-layer are defined: (left) diagram of MEX filaments and layers; (right): a cross-sectional view of the parts printed with 100% infill
Subsequently, the created necks were measured distinguishing the inter-layer bonding (between layers) and the intra-layer bonding (between filaments). The measurement of the welding showed that the inter-layer unions are bigger for lower values of Lh. However, the intra-layer unions are bigger for higher values of Lh (Table 1). This evaluation suggests that when more material is deposited, more contact is achieved between filaments, and the intra-layer union is easier to be created. It was demonstrated that the layer height affects both the inter and intra-layers
3.2 Tensile tests TPO 96A and 90A
Since it is intended to study the effect of layer height and infill percentage on the tensile behavior of 3D-printed tested samples, a full factorial DoE was followed. Table 2 shows the combination set that has been prepared, according to the DoE. For each group of tested specimens, Young’s modulus (E) and an elastic limit or yield strength (Rp0.2) can be distinguished. The average of these values, together with the corresponding deviation, are found in Table 2. Each group of tested samples consists of five specimens to ensure the experiment’s repeatability. These listed values are the mechanical properties that have been extracted from the stress-strain curve. In order to analyze the differences between configurations, an ANOVA was performed which is detailed in the following section.
The tensile curves of the two materials are represented in Fig. 5. From the mechanical properties representing the initial zone of the materials, it is observed that the TPO 96A has greater stiffness and higher yielding stress. This can easily be seen in the representation of the stress-strain curve. In addition, it can be observed that beyond the elastic limit, the TPO 96A specimens have higher stresses. The maximum stress obtained at 350% strain in TPO 96A is twice that obtained in the material with Shore 90A. Moreover, once the graph is stabilized, having exceeded the elastic limit of 0.2%, both curves grow in such a way that the one defined by 96A supports greater stresses.

Comparison of the strain-stress curve between TPO 96A and 90A
3.2.1 Statistical influence of the printing parameters
In order to compare these results with other prints or materials, the tendencies of the effect of the studied print parameters were obtained. An analysis of variance (ANOVA) was done to statistically study the results. The associated p-value was obtained considering a significant level of 5% (α = 0.05). Therefore, it was possible to observe the manufacturing parameters that significantly influenced the mechanical responses for both materials. These parameters were those that showed a p-value lower than alpha, as the initial hypothesis was accepted. The associated p-values (listed in Table 3) of the two parameters studied (layer height and infill percentage) were lower than 0.05. Therefore, these parameters showed a statistical influence on the mechanical responses analyzed (E and Rp0.2).
The trend of the effects was seen in the exported graphs (Fig. 6), where the p-values confirmed the hypothesis shown in Fig. 6 since, as mentioned above, they resulted in statistically significant.

Main effects and interaction plots for the tensile properties of TPO 90 and 96A
It can be observed in the main effects for Young’s modulus graph of TPO 90A (R2adj = 89 %) that in order to increase Young’s modulus response, layer height and density should adopt their highest value. The steeper slope of the layer height shows that this variable has more influence than the fill percentage. The main effects for yield strength’s graph of TPO 90A (R2adj = 88 %) show the same effect as in the previous case. Higher values of layer height and fill density lead to higher values of yield strength. An interaction between the two printing parameters regarding the yield strength is important as it has an associate p-value of 0.004. A bigger slope with a layer height of 0.20 mm indicates that this parameter is more sensitive in these conditions.
In the case of TPO 96A, the graphs of the main effects for Young’s modulus (R2adj = 91 %) and yield strength (R2adj = 92 %) showed comparable behavior to each other. Both mechanical responses achieve higher values when using 75% of fill density and 0.3-mm layer height. It is important to note that no conclusions can be drawn about the effect of the layer height when its value is changed from 0.2 to 0.25 mm. Interaction plots have also been obtained as both printing parameters had an associate p-value lower than 0.05. Again, a layer height of 0.2 mm is the most sensitive, being the 0.3-mm layer height more stable.
The two materials have a very similar behavior since the highest Young’s modulus and yield strength are obtained with the combination of a layer height of 0.3 mm and a filling percentage of 75%. It was observed that a change in the fill density from 50 to 75% caused a noticeable increase in the mechanical properties defined above. This suggests that 25% is limited by the outer layers of the samples. Layer height did it the same way. These results are in line with those of other authors [12, 29]. In the uniform tensile tests, the interlayer does not receive any shear, but the hexagons of the intralayer do. Therefore, if good intralayer bonds are created, the resistance and stiffness of the tensile samples improve. In this case, the testing does not affect the interlayer. The analysis of the results leads one to think that the amount of material deposited for the manufacture of the 3D-printed samples is important for parts manufactured with TPEs since this affected the stiffness and the elastic limit at 0.2% deformation. The more material deposited, the higher the values of the two mechanical properties. In addition, it should be mentioned that shore hardness played a very interesting role. With a higher shore hardness, the supported tensions were higher, and greater stiffnesses and the elastic limit at 0.2% deformation also adopted a higher value. However, being able to see this effect showed that the applied methodology works well for TPEs. It allowed us to find the optimal printing parameters, regarding the values of the mechanical responses that the studied material can reach.
In previous authors’ studies [30], the same methodology was applied to two other thermoplastic elastomers, which showed different mechanical behaviors from each other. A TPE based on polyamide (PEBA) behaved similarly to the TPOs from this study. However, a TPE based on polyurethane (TPU) stated some differences. The ANOVA showed that the layer height and the fill density are statistically significant parameters for both materials in the responses of the tensile tests. PEBA and TPU achieved the highest E and Rp with 75% of fill density. Nevertheless, TPU, which was the copolymer with the highest value of shore hardness, achieved greater values of E and Rp with 0.2-mm layer height. The optimal layer height for PEBA was 0.3 mm, like for the TPO 90A and TPO 96A studied in this work. Therefore, the results obtained for the thermoplastic elastomeric materials might be different depending on the polymer base.
Bakır et al. [29] could not observe a clear trend in the layer height behavior as they were comparing several elastomeric materials with different polymer bases. The polymer base is a key factor for the layer height that should be selected [30]. Nevertheless, the influence of layer height, which seems to be better in lower values for thermoplastics, needs to be verified in thermoplastic elastomeric materials. Fernandez’s results [12], which are in line with the results presented in the present work, showed that if there is no degradation while extruding, an increasing layer thickness improves the mechanical properties as the interlayer interaction is increased.
The fact that greater layer heights make TPEs have greater mechanical properties can be explained by other references [31]. They suggest that for greater layer heights, the temperature is better preserved; therefore, the material is cooled down more slowly, and the bonds can be stronger. Moreover, not only is there more bonding surface (in the case of TPOs, as shown in Section 3.1), but stronger bonds can also be created due to the effect of temperature.
The optimal layer height is frequently related to the pressure induced by the extruder [10, 11, 31, 32]. Some studies [10, 27, 31] showed that for more rigid thermoplastics, a lower layer height is better because the pressure exerted by the extruder on the layers when depositing filaments means that there are fewer voids. Nevertheless, with copolymer materials with higher shore hardness low, this effect can be counterproductive due to the elastomeric nature of these. With the present research, it has been shown that TPEs may need different parameters than those required by materials such as PLA, PEEK, and ABS, since the literature demonstrated that they achieved better welding abilities with thinner layers. Thus, a direct comparison between pure and elastomeric thermoplastics is not possible.
3.2.2 Effect of the production variables
To demonstrate that the methodology proposed in this paper is independent of the production variables such as the color of the material and the printer used, the entire experimental part has been repeated but with a gray filament TPO90A and with a different model of printer (Prusa i3 MK3).
Doing exactly the same DoE, the tensile test results showed the same influence as obtained in natural TPO 90A and 96A, according to ANOVA. In this case, the R2adj of Young’s modulus and elastic limit have been obtained, being 97 and 95 %, respectively, as well as the p-values. Both layer height and fill density showed a strong statistical influence on the two responses studied (E and Rp), showing a p-value of 0.000 in all cases. In addition, the trends in the graphs were the same as those shown in Section 3.2.1.
The fact of using a material of the same polymeric base but with some differences, such as different manufacturers or with different pigments or additives, will mean that the mechanical efforts supported by the pieces may be different (Table 4). It is necessary to ensure that the layer height is correct (for example, with the image analysis done in Section 3.1) and that the infill percentage is calculated in the same way in all cases, since there may be discrepancies between different slicer software. However, if they are well-defined and well-used, the manufacturing parameters of layer height and fill density will have the same influence. Based on the results obtained with all the materials, it was concluded that the printer used and the gray pigments in the filament did not have an effect on the evaluation of layer height and fill density.
4 Conclusions
The explanations that are generally given for the 3D printing of MEX have usually been tested only with rigid thermoplastics, and these do not have to be applicable to copolymers, such as elastomeric thermoplastics. The mechanical behavior of TPEs is not obvious, but there is a lack of information on the processing characterization of these materials. The present study attempts to characterize the cohesion between filaments and layers of flexible filaments extruded with 3D printing.
Tensile tests were done to characterize two TPEs based on olefin. Five different sets of variable parameters were printed for each material. The statistical influence of the manufacturing parameters was analyzed through an ANOVA. The results showed that the internal structures of the printed parts can offer the possibility of providing different elasticities to the same product printed with a different configuration. A higher deformation is achieved when infill voids are higher; however, Young’s modulus and strength are lower. The fact that the samples were manufactured with a hexagonal infill made the intralayer the most important bond to improve their strength and rigidity.
In view of the good mechanical properties that these materials can provide and considering that, due to their composition, they are materials that can be in contact with the skin and food, TPO can have industrial applications, for example, in the biomedical industry. In addition, also taking into account the soft touch of this material, these can play an important role, for example, in orthosis [33], in shoe insoles [34], and in organ replicas [35].
The mechanical properties of specimens printed by MEX are highly influenced by the printing parameters. It was observed that the pigment can influence the mechanical properties of printed parts. But still, the same trends are obtained, and the recommended manufacturing values remain the same regardless of these factors. Therefore, the methodology proposed can be applied using a different 3D printer and a gray-colored filament.
References
Vafadar A, Guzzomi F, Rassau A, Hayward K (2021) Advances in metal additive manufacturing: a review of common processes, industrial applications, and current challenges. Appl Sci 11:1–33. https://doi.org/10.3390/app11031213
Singh R, Gupta A, Tripathi O et al (2019) Powder bed fusion process in additive manufacturing: an overview. Mater Today Proc 26:3058–3070. https://doi.org/10.1016/j.matpr.2020.02.635
Shen X, Chu M, Hariri F et al (2020) Binder jetting fabrication of highly flexible and electrically conductive graphene/PVOH composites. Addit Manuf 36:101565. https://doi.org/10.1016/j.addma.2020.101565
Rodríguez-Parada L, de la Rosa S, Mayuet PF (2021) Influence of 3D-printed TPU properties for the design of elastic products. Polymers (Basel) 13:2519. https://doi.org/10.3390/polym13152519
Neumann W, Pusch TP, Siegfarth M et al (2019) CT and MRI compatibility of flexible 3D-printed materials for soft actuators and robots used in image-guided interventions. Med Phys 46:5488. https://doi.org/10.1002/mp.13852
Nuseir A, Moh’d Hatamleh M, Alnazzawi A et al (2019) Direct 3D printing of flexible nasal prosthesis: optimized digital workflow from scan to Fit. J Prosthodont 28:10–14. https://doi.org/10.1111/jopr.13001
Calvo-Haro JA, Pascau J, Mediavilla-Santos L et al (2021) Conceptual evolution of 3D printing in orthopedic surgery and traumatology: from “do it yourself” to “point of care manufacturing”. BMC Musculoskelet Disord 22:360. https://doi.org/10.1186/s12891-021-04224-6
ISO/ASTM 52900:2021 Additive manufacturing - general principles - fundamentals and vocabulary
Butt J, Raghunath B (2020) Investigating the effects of annealing on the mechanical properties of FFF-printed thermoplastics. J Manuf Mater Process 4:1–20. https://doi.org/10.3390/jmmp4020038
Tao Y, Kong F, Li Z et al (2021) A review on voids of 3D printed parts by fused filament fabrication. J Mater Res Technol 15:4860–4879. https://doi.org/10.1016/j.jmrt.2021.10.108
Ravoori D, Salvi S, Prajapati H et al (2021) Void reduction in fused filament fabrication (FFF) through in situ nozzle-integrated compression rolling of deposited filaments. Virtual Phusical Prototyp 16:146–159. https://doi.org/10.1080/17452759.2021.1890986
Fernandez E, Ceretti DA, Wang S et al (2020) Fused filament fabrication of copolyesters by understanding the balance of inter- and intra-layer welding. Plast Rubber Compos 1–7. https://doi.org/10.1080/14658011.2020.1855386
Mallakpour S, Tabesh F, Mustansar C (2021) 3D and 4D printing: from innovation to evolution. Adv Colloid Interface Sci 294:102482. https://doi.org/10.1016/j.cis.2021.102482
Bayraktar AN (2022) 3D printing and logistics. In: Görçün ÖF, İyigün İ (eds) Logistics 4.0 Chains of Supply and Future, Accounting. Springer, p 63
Bromberger J, Ilg J, Miranda AM (2022) The mainstreaming of additive manufacturing. McKinsey Glob Publ 1–6
Kantaros A, Diegel O, Piromalis D et al (2022) 3D printing : making an innovative technology widely accessible through makerspaces and outsourced services. Mater Today Proc 49:2712–2723. https://doi.org/10.1016/j.matpr.2021.09.074
Fillamentum | addi(c)tive polymers. In: Flexfill TPE. https://fillamentum.com/collections/flexfill-tpe-flexible-filament/. Accessed 16 Jun 2022
Arifvianto B, Iman TN, Prayoga BT et al (2021) Tensile properties of the FFF-processed thermoplastic polyurethane (TPU) elastomer. Int J Adv Manuf Technol 117:1709–1719. https://doi.org/10.1007/s00170-021-07712-0
León-Calero M, Reyburn-Valés SC, Marcos-Fernández Á, Rodríguez-Hernandez J (2021) 3D printing of thermoplastic elastomers: role of the chemical composition and printing parameters in the production of parts with controlled energy absorption and damping capacity. Polymers (Basel) 13:3551. https://doi.org/10.3390/polym13203551
Ford RR, Pal AK, Brandon SCE et al (2022) The influence of fused filament fabrication printing parameters on the mechanical properties of a thermoplastic elastomer. Rapid Prototyp J 28:1906–1919. https://doi.org/10.1108/RPJ-10-2021-0274
Kumar N, Jain PK, Tandon P, Mohan-Pandey P (2018) The effect of process parameters on tensile behavior of 3D printed flexible parts of ethylene vinyl acetate (EVA). J Manuf Process 35:317–326. https://doi.org/10.1016/j.jmapro.2018.08.013
Płatek P, Rajkowski K, Cieplak K et al (2020) Deformation process of 3D printed structures made from flexible material with different values of relative density. Polymers (Basel) 12:2120. https://doi.org/10.3390/polym12092120
Beloshenko V, Beygelzimer Y, Chishko V et al (2021) Mechanical properties of flexible TPU-based 3D printed lattice structures ¡: role of lattice cut direction and architecture. Polymers (Basel) 13:2986. https://doi.org/10.3390/polym13172986
Lin X, Gao J, Wang J et al (2021) Desktop printing of 3D thermoplastic polyurethane parts with enhanced mechanical performance using filaments with varying stiffness. Addit Manuf 47:102267. https://doi.org/10.1016/j.addma.2021.102267
Farahbakhsh M, Rybkowski ZK, Zakira U et al (2022) Impact of robotic 3D printing process parameters on interlayer bond strength. Autom Constr 142:104478. https://doi.org/10.1016/j.autcon.2022.104478
Ghorbani J, Koirala P, Shen Y, Tehrani M (2022) Eliminating voids and reducing mechanical anisotropy in fused filament fabrication parts by adjusting the filament extrusion rate. J Manuf Process 80:651–658. https://doi.org/10.1016/j.jmapro.2022.06.026
Jang S, Boddorff A, Jang DJ et al (2021) Effect of material extrusion process parameters on filament geometry and inter-filament voids in as-fabricated high solids loaded polymer composites. Addit Manuf 47:102313. https://doi.org/10.1016/j.addma.2021.102313
Adrover-Monserrat B, Jerez-Mesa R, Llumà-Fuentes J et al (2022) (2022) Análisis de la formación de uniones inter e intra capa en termoplásticos elastoméricos procesados por la técnica de impresión 3D de extrusión de material. Actas del Congreso CIBIM
Bakır AA, Neshani R, Özerinç S (2021) Mechanical properties of 3D-printed elastomers produced by fused deposition modeling. In: Dave HK, Davim JP (eds) Fused Deposition Modeling Based 3D Printing. Materials (Basel) Springer, pp 107–130
Adrover-Monserrat B, Llumà J, Jerez-Mesa R, Travieso-Rodriguez JA (2022) Study of the influence of the manufacturing parameters on tensile properties of thermoplastic elastomers. Polymers (Basel) 14:576. https://doi.org/10.3390/polym14030576
Wang S, Ma Y, Deng Z et al (2020) Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polym Test 86:106483. https://doi.org/10.1016/j.polymertesting.2020.106483
Percoco G, Arleo L, Stano G, Bottiglione F (2021) Analytical model to predict the extrusion force as a function of the layer height, in extrusion based 3D printing. Addit Manuf 38:101791. https://doi.org/10.1016/j.addma.2020.101791
Brognara L, Fantini M, Morellato K et al (2022) Foot orthosis and sensorized house slipper by 3D printing. Materials (Basel) 15. https://doi.org/10.3390/ma15124064
Hsu CY, Wang CS, Lin KW et al (2022) Biomechanical analysis of the flatfoot with different 3D-printed insoles on the lower extremities. Bioengineering 9:1–12. https://doi.org/10.3390/bioengineering9100563
Bachtiar EO, Erol O, Millrod M et al (2020) 3D printing and characterization of a soft and biostable elastomer with high flexibility and strength for biomedical applications. J Mech Behav Biomed Mater 104. https://doi.org/10.1016/j.jmbbm.2020.103649
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. The first author gratefully acknowledges the Universitat Politècnica de Catalunya for the financial support of her predoctoral grant FPU-UPC, with the collaboration of Banco de Santander. The authors would like to thank the Fillamentum Manufacturing Czech s.r.o. for their support.
Author information
Authors and Affiliations
Contributions
All authors contributed to the conceptualization, conception, and design. Material preparation, data collection, and analysis were performed by Bàrbara Adrover-Monserrat and Jordi Llumà. Validation and supervision were done by Ramón Jerez-Mesa and J. Antonio Travieso-Rodríguez. The first draft of the manuscript was written by Bàrbara Adrover-Monserrat, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adrover-Monserrat, B., Llumà, J., Jerez-Mesa, R. et al. Mechanical characterization of thermoplastic elastomers based on olefin processed through material extrusion. Int J Adv Manuf Technol 127, 323–333 (2023). https://doi.org/10.1007/s00170-023-11523-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11523-w